
積層体およびその製造方法

【課題】剥離シートを剥離しやすく、かつ着色を施さなくても剥離シートを容易に視認できる積層体およびその製造方法の提供。
【解決手段】発泡ポリオレフィン層1からなる剥離シートと熱可塑性ポリウレタン層2とが剥離可能に積層されている積層体10。発泡ポリオレフィン層からなる剥離シートと熱可塑性ポリウレタン層とを共押出成形により剥離可能に積層する積層体の製造方法。積層体の製造方法によれば、製造工程を簡略化でき、製造コストを低減でき、かつ剥離シートが剥離しやすく、さらには、着色を施すことなく剥離シートを視認できる積層体を提供できる。積層体は、剥離シートを剥離しやすく、かつ着色を施さなくても剥離シートを容易に視認できる。
【解決手段】発泡ポリオレフィン層1からなる剥離シートと熱可塑性ポリウレタン層2とが剥離可能に積層されている積層体10。発泡ポリオレフィン層からなる剥離シートと熱可塑性ポリウレタン層とを共押出成形により剥離可能に積層する積層体の製造方法。積層体の製造方法によれば、製造工程を簡略化でき、製造コストを低減でき、かつ剥離シートが剥離しやすく、さらには、着色を施すことなく剥離シートを視認できる積層体を提供できる。積層体は、剥離シートを剥離しやすく、かつ着色を施さなくても剥離シートを容易に視認できる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、積層体およびその製造方法に関する。
【背景技術】
【0002】
ポリウレタンシートは耐摩耗性、耐傷性、強靭性、伸縮性に優れることから、製品梱包用の緩衝材、自動車の外装シート、建築現場の保護シート、衣料品の生地など様々な用途に用いられており、その需要は近年急激に拡大している。
ポリウレタンシートはポリウレタン樹脂を原料として、これをTダイ法またはインフレーション法により押出成形することで製造される。押出成形直後のポリウレタンシートは、ポリウレタン樹脂の物性上、その表面が粘着性を帯びており、ポリウレタンシートを単独で成形すると、ダイに貼り付くなどして成形工程に支障をきたす。そのため、従来は、あらかじめ用意した剥離シートの上にポリウレタンシートを成形し、ダイなどへの貼り付きを防止していた。
このように、従来の方法では、ポリウレタンシートの成形に際して、剥離シートを別途用意する必要がある。また、ポリウレタンシートとの剥離性を確保するため、剥離シートにシリコーンコーティングなどの剥離処理を施しておく必要があった。
【0003】
剥離シートを別途用意する必要が無く、かつ剥離シートに剥離処理を施す必要のないポリウレタンシートの製造方法として、特許文献1には、ポリウレタン樹脂とポリエチレン樹脂とを共押出成形により積層し、ポリウレタンシートとポリエチレンシート(剥離シート)からなる積層体(複合フィルム)を製造する方法が開示されている。この製造方法によれば、ポリウレタンシートと剥離シートとの積層体を一工程で製造できるので、剥離シートを別途用意する必要がなく、製造工程を簡略化できるとされている。さらに、この製造方法によれば、ポリエチレン樹脂とポリウレタン樹脂との相溶性が低いため、剥離処理を施さずとも両層の剥離性を確保できるとされている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2000−335644号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に記載された積層体は、剥離性が依然として十分ではないという問題があった。また、前記剥離シートは無色透明であるため、視認性が十分ではなかった。前記剥離シートを視認しやすくするためには、前記剥離シートに着色を施す必要があった。
本発明は、前記事情に鑑みてなされたものであって、剥離シートを剥離しやすく、かつ着色を施さなくても剥離シートを容易に視認できる積層体およびその製造方法を目的とする。
【課題を解決するための手段】
【0006】
前記の課題を達成するために、本発明は以下の構成を採用した。
(1)発泡ポリオレフィン層からなる剥離シートと熱可塑性ポリウレタン層とが剥離可能に積層されていることを特徴とする積層体。
(2)発泡ポリオレフィン層からなる剥離シートと熱可塑性ポリウレタン層とを共押出成形により剥離可能に積層することを特徴とする積層体の製造方法。
【発明の効果】
【0007】
本発明の積層体の製造方法によれば、剥離シートを剥離しやすく、かつ着色を施すことなく剥離シートを容易に視認できる積層体を提供できる。
本発明の積層体は、剥離シートを剥離しやすく、かつ着色を施さなくても剥離シートを容易に視認できる。
【図面の簡単な説明】
【0008】
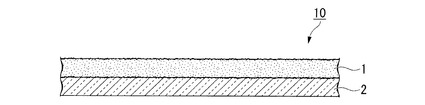
【図1】本発明の積層体の一例を示す断面図である。
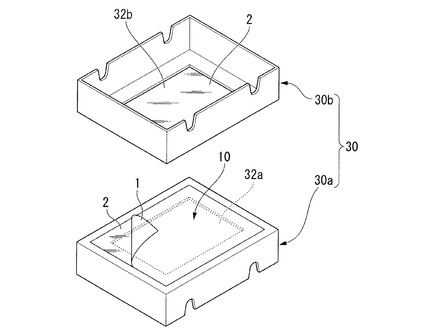
【図2】本発明の積層体を使用した梱包箱の一実施形態例を示す斜視図である。
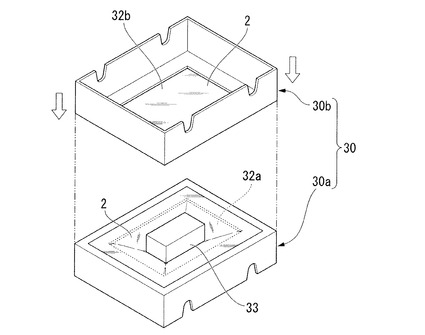
【図3】本発明の積層体を使用した梱包箱に製品を梱包する過程を示す斜視図である。
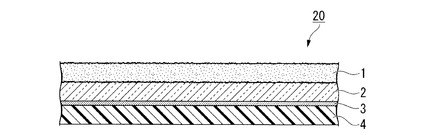
【図4】本発明の積層体の一例を示す断面図である。
【発明を実施するための形態】
【0009】
図1に示すように、本発明の積層体10は、発泡ポリオレフィン層1と熱可塑性ポリウレタン層2とが直接積層されたシート状またはテープ状の積層体である。ここで、発泡ポリオレフィン層1は剥離シートであり、発泡ポリオレフィン層1と熱可塑性ポリウレタン層2とは、剥離可能な状態で積層されている。
【0010】
発泡ポリオレフィン層1は、ポリオレフィン樹脂を主体に形成されている。該ポリオレフィン樹脂としては、例えばポリエチレン、ポリプロピレン、ポリブテン、ポリ−4−メチルペンテン、エチレン/プロピレン共重合体、エチレン/ブテン共重合体などが挙げられる。これらの中でも、原料の入手が容易で、加工性が良好なことから、ポリエチレンが好ましい。
【0011】
発泡ポリオレフィン層1内には、ポリオレフィン樹脂の発泡により多数の気泡が形成されている。このため、積層体10の発泡ポリオレフィン層1は厚手で柔らかく、手で掴み易い。したがって、本発明の積層体は、前記特許文献1に記載の硬質な剥離シート(不発泡のポリエチレン層)に比べて、熱可塑性ポリウレタン層2から剥離シート(発泡ポリオレフィン層1)を容易に剥離することができる。また、ポリオレフィン層1は、発泡によって乳白色を呈しているため視認性がよく、着色を施す必要がない。
【0012】
発泡ポリオレフィン層1の厚さは特に限定されないが、0.1mm〜0.9mmが好ましい。
発泡ポリオレフィン層1の発泡倍率は1.1倍〜3.0倍が好ましく、1.2倍〜2.0倍がより好ましい。発泡ポリオレフィン層1の発泡倍率が1.1倍未満であると、発泡ポリオレフィン層1が硬い傾向を示し、手で掴みにくくなる。そのため、熱可塑性ポリウレタン層2からの発泡ポリオレフィン層1を剥離しにくくなる。発泡ポリオレフィン層1の発泡倍率が3.0倍を超えると、成形が困難となる。ここで、発泡倍率とは(発泡前のオレフィン樹脂の樹脂密度)/(発泡ポリオレフィン層1の密度)の式で求められる値である。
【0013】
発泡ポリオレフィン層1内の気泡は、一つひとつ分散した独立気泡でもよく、気泡が隣同士つながった連続気泡でもよい。
発泡ポリオレフィン層1内の気泡の大きさは、後述する発泡剤の種類、発泡ポリオレフィン層の厚さなどにより違いはあるが、10μm〜400μm程度である。
【0014】
熱可塑性ポリウレタン層2は、ジオールとイソシアネート化合物とがウレタン結合した熱可塑性ポリウレタン樹脂を主体として形成されている。
前記ジオールとしては、エチレングリコール、プロピレングリコール、1,4−ブタンジオール、1,6−ヘキサンジオール、ネオペンチルグリコール、2−メチル−1、3−プロパンジオール、1,8−ノナンジオール、ジメチロールペンタン、ジメチロールヘプタンなどの炭素数2〜10の脂肪族ジオール、ジエチレングリコール、ジプロピレングリコール、1,4−シクロヘキサンジメタノールなどの脂環族ジオールが挙げられる。これらのジオールは単独で使用されてもよく、2種以上併用されてもよい。
【0015】
前記イソシアネート化合物としては、2,4−トリレンジイソシアネート、2,6−トリレンジイソシアネート、p−フェニレンジイソシアネート、4,4−ジフェニルメタンジイソシアネート、m−フェニレンジイソシアネート、ヘキサメチレンジイソシアネート、テトラメチレンジイソシアネート、2,4−ナフタレンジイソシアネート、4,4−ジフェニレンジイソシアネート、p−キシレンジイソシアネート、m−キシレンシイソシアネート、4,4−ジイソシアートジシクロヘキサン、4,4’−ジイソシアネートジシクロヘキシルメタン、イソホロンジイソシアネートなどが挙げられる。これらのイソシアネート化合物は単独で使用されてもよく、2種以上併用されてもよい。
熱可塑性ポリウレタン層2の厚さは、その使用用途に応じて適宜決定されるが、0.02mm〜0.30mmが好ましく、0.03mm〜0.10mmがより好ましい。
【0016】
次に、発泡ポリオレフィン層1と熱可塑性ポリウレタン層2とを直接積層して、積層体10を製造する方法について説明する。
積層体10は、前述したポリオレフィン樹脂および前記ポリウレタン樹脂を原料に用い、これらの樹脂を同時にシート状またはチューブ状に押出(共押出成形)することで製造される。共押出成形の方法としては、公知のTダイ押出成形法またはインフレーション成形法を用いることができる。なお、共押出成形とは、複数の押出機により同時に押出された複数の樹脂を、ダイ内またはダイ外で積層して成形品を得る方法である。
【0017】
ポリオレフィン樹脂とポリウレタン樹脂とは相溶性が低いため、発泡ポリオレフィン層1と熱可塑性ポリウレタン層2とは互いに剥離できる状態で積層される。このため、発泡ポリオレフィン層1には、従来の剥離処理を施す必要がなく、積層体10を一工程で製造できる。
【0018】
発泡ポリオレフィン層1の成形においては、発泡剤で前記ポリオレフィン樹脂を発泡させる。なお、ポリオレフィン樹脂は、ダイ内で積層体10を共押出成形した後にダイ外で発泡させてもよく、共押出成形前にあらかじめダイ外で発泡させてもよい。なお、発泡ポリオレフィン層1の発泡倍率は、発泡剤の種類や添加量、溶融温度、ダイ温度の調整、ダイのリップクリアランスなどにより適宜調整される。
【0019】
前記発泡剤としては、化学発泡剤と物理発泡剤が挙げられる。
前記化学発泡剤としては、例えば、アゾジカルボンアミド、バリウムアゾカルボキシレート、アゾビスイソブチロニトリルなどのアゾ化合物、N,N’−ジニトロソペンタメチレンテトラミンなどのニトロソ化合物、ヒドラゾカルボンアミドなどのヒドラジン化合物、p−トルエンスルホニルヒドラジド、p,p’−オキシ−ビス(ベンゼンスルホニルヒドラジド)などのヒドラジド化合物に代表される窒素ガスを発生する有機系化学発泡剤、炭酸水素ナトリウム、炭酸アンモニウム、炭酸水素アンモニウムなどの炭酸ガスを発生する無機系化学発泡剤、プロパン、n−ブタン、i−ブタン、n−ペンタン、i−ペンタン、ヘキサンなどの低級脂肪族炭化水素化合物、シクロブタン、シクロペンタンなどの脂環式炭化水素化合物、ベンゼン、トルエン、キシレンなどの芳香族炭化水素化合物、メタノール、エタノールなどの低級脂肪族1価アルコール化合物、アセトン、メチルエチルケトンなどの低級脂肪族ケトン化合物、クロロメチル、クロロエチル、1−クロロ−1,1−ジフルオロエタンなどの低沸点ハロゲン化炭化水素化合物が挙げられる。
前記物理発泡剤としては、アルゴンガス、ヘリウムガス、フロンガス、炭酸ガス(二酸化炭素ガス)、窒素ガスなどが挙げられる。なお、本発明におけるガスとは、気体状態のみならず、亜臨界状態、超臨界状態の流体も含む。
これらの発泡剤の中でも、好ましくは、製造後の積層体から発泡剤がブリードすることのない物理発泡剤が用いられる。
【0020】
前記化学発泡剤の添加方法としては、原料のポリオレフィン樹脂にドライブレンドする方法、押出機のホッパ中に定量フィーダーを用いて混入する方法などが挙げられる。
前記物理発泡剤の添加方法としては、押出機シリンダーの中央ゾーンに直接圧入する方法、発泡剤を含浸させたポリオレフィン樹脂を押出機に投入する方法などが挙げられる。
前記物理発泡剤の中でも、炭酸ガスまたは窒素ガスを用いる場合には、押出発泡成形装置を使用するのが好ましい。ここで、押出発泡成形装置とは、押出機と、該押出機に接続され、原料の樹脂を押出機に供給する樹脂材料押出機と、押出機に接続され、発泡剤(炭酸ガスまたは窒素ガス)を押出機に供給する発泡剤供給手段とを備える公知の成形装置のことである。
【0021】
発泡ポリオレフィン層1の原料となるポリオレフィン樹脂には、必要に応じて、気泡調整剤、核剤、架橋剤、発泡助剤、帯電防止剤、充填剤、滑剤、安定剤、紫外線吸収剤、酸化防止剤、着色剤などの添加剤を適量配合することもできる。
熱可塑性ポリウレタン層2の原料となるポリウレタン樹脂には、必要に応じて、紫外線吸収剤、黄変防止剤、帯電防止剤、導電剤、補強剤、防錆剤、鮮度保持剤などを適量配合することもできる。
【0022】
このようにして、発泡ポリオレフィン層1(剥離シート)と、熱可塑性ポリウレタン層2とが直接積層された積層体10が製造される。
この積層体10から発泡ポリオレフィン層1を剥離すれば、熱可塑性ポリウレタン層2からなるポリウレタンシートが得られる。なお、製造後24時間程度で可塑性ポリウレタン層2の粘着性が消失するので、ポリオレフィン層1の剥離は製造後24時間以降に行われることが好ましい。
【0023】
積層体10の用途は特に制限されないが、例えば図2、3に示すような製品梱包用の梱包箱30に使用される緩衝材が挙げられる。この梱包箱30は、ダンボールなどで形成された梱包型枠30a、30bと、梱包型枠30a、30bの開口部32a、32bを覆う熱可塑性ポリウレタン層2からなる緩衝材とから概略構成されている。
熱可塑性ポリウレタン層2からなる緩衝材は、図2に示すように、積層体10の熱可塑性ポリウレタン層2側を梱包型枠30aの所定位置に貼り付け、積層体10から発泡ポリオレフィン層1(剥離シート)を剥離することで形成される。なお、梱包型枠30aと同様にして、梱包型枠30bにも熱可塑性ポリウレタン層2からなる緩衝材が形成される。梱包型枠30a、30bに熱可塑性ポリウレタン層2を貼り付けるには、公知の接着剤や粘着テープなどを用いることができる。
【0024】
梱包箱30の使用に際しては、図3に示すように、まず、製品33を梱包型枠30aに貼り付けられた熱可塑性ポリウレタン層2(緩衝材)の上に配置する。次いで、梱包型枠30a上に梱包型枠30bを、その開口部32bが下になるようにして重ね合わせた後、必要に応じてテープ固定や外箱(不図示)の被覆が行われる。このようにして梱包された製品33は、優れた強靭性、伸縮性を有した熱可塑性ポリウレタン層2の間に挟みこまれて保持されるため、輸送時の振動や衝撃による破損から免れることができる。
熱可塑性ポリウレタン層2は耐摩耗性、耐傷性に優れているので、それを用いた梱包箱30は複数回リサイクル使用できる。また、熱可塑性ポリウレタン層2は伸縮性に優れているので、1種類の梱包箱30で様々な形状の製品に対応可能である。
【0025】
図4の積層体20は、発泡ポリオレフィン層1と、熱可塑性ポリウレタン層2と、貼着層3と、剥離層4とがこの順に積層された本発明の積層体の一例である。積層体20は、前記積層体10の熱可塑性ポリウレタン層2の発泡ポリオレフィン層1と接していない側の面に貼着層3を積層し、さらに貼着層3の表面に、剥離可能に剥離層4を貼着することで製造される。ここで、発泡ポリオレフィン層1と剥離層4とは共に剥離シートであるが、それぞれ別のものである。
貼着層3に用いる貼着剤は特に限定されず、公知の貼着剤を用いることができる。貼着剤としては、酢酸ビニル系、アクリル系、ウレタン系、シリコーン系が挙げられる。貼着層3の厚みは特に限定されないが、5μm〜1mmが好ましい。また、剥離層4に用いる材質は特に限定されず、紙や樹脂シートなどに剥離処理を施した公知の剥離シートを用いることができる。該剥離処理としては、シリコーン処理など公知の剥離処理が挙げられる。剥離層4の厚みは特に限定されないが、20μm〜2mmが好ましい。
【0026】
積層体20の使用法の一例として、対象物の表面に熱可塑性ポリウレタン層2からなるポリウレタンシートを形成する手順を説明する。
まず、積層体20から剥離層4を剥離して、貼着層3側を対象物に貼り付ける。次いで、発泡ポリオレフィン層1(剥離シート)を剥離することで、対象物の表面に熱可塑性ポリウレタン層2によるポリウレタンシートを形成できる。なお、発泡ポリオレフィン層1は、対象物への貼り付け後、すぐに剥離する必要はなく、適宜剥離すればよい。
対象物へのポリウレタンシートの貼り付け方法としては、前記以外にも、例えば該積層体20から発泡ポリオレフィン層1を剥離した後に、剥離層4を剥離して、貼着層3側を対象物に貼り付けてもよい。
【0027】
この積層体20の用途は特に制限されないが、例えば貼着層3にパップ剤を含有させることにより、伸縮性に優れた貼付湿布シートを提供することができる。なお、パップ剤とは、通例、医薬品と水を含む混合物を泥状に製するか、または布状に展延成形して製した外用剤である(参照文献:第十五回改正日本薬局方、製剤総則24.パップ剤)。該医薬品としては、貼付湿布シートに用いられる公知の鎮痛剤、消炎剤などが用いられる。また、前記混合物には、グリセリン、水溶性高分子、吸水性高分子、精油など、パップ剤に用いられる公知の成分を混合することができる。なお、前記混合物が所望の粘着性を有する場合、別途貼着剤を用いることなく、該混合物のみで貼着層3を形成してもよい。
また、積層体20は、熱可塑性ポリウレタン層2の原料に透湿性と防水性を兼ね備えたポリウレタン樹脂を選択することで、防水性と伸縮性に優れ、かつ蒸れない絆創膏や脇パッドの基材や、防水性と透湿性に優れた衣料品の生地を提供することができる。
【0028】
本発明の積層体は、積層体20から剥離層4を除いた積層体、すなわち、共押出成形された発泡ポリオレフィン層1と、熱可塑性ポリウレタン層2との積層体の熱可塑性ポリウレタン層2側の表面に、貼着層3が積層された積層体であってもよい。
【0029】
発泡ポリオレフィン層1と熱可塑性ポリウレタン層2との間には、必要に応じて、剥離を妨げない程度の貼着層が形成されていてもよい。発泡ポリオレフィン層1と熱可塑性ポリウレタン層2との間に該貼着層を形成するには、前述の共押出成形にて3層押出を行えばよい。
【0030】
本発明の積層体の製造方法によれば、剥離シートが剥離しやすく、かつ着色を施さなくても剥離シートを容易に視認できる積層体を提供できる。また、本発明の積層体は、剥離シートを剥離しやすく、かつ着色を施さなくても剥離シートを容易に視認できる。
【実施例】
【0031】
次に、本発明の積層体について、実施例を用いてより詳細に説明する。
(実施例1〜4)
積層体の成形機には、55mmφ押出機(A)、および50mmφ押出機(B)の2台の押出機に、150mmφのサーキュラーダイを備えた2種2層空冷インフレーション成形機を使用した。
剥離シートとなるポリオレフィン層(以下、PO層と略する。)を形成する原料には、低密度ポリエチレン(MFR=0.3g/10分、密度=0.922g/cm3)に、アゾアゾジカルボンアミド(発泡剤)を表1に示す発泡剤濃度で添加したものを用い、これを押出機(A)に投入した。
熱可塑性ポリウレタン層(以下、TPU層と略する。)を形成する原料には、熱可塑性ポリウレタン(大日精化社製、レザミンP−4070EX)を用い、これを押出機(B)に投入した。
【0032】
次いで、押出機(A)を溶融温度170℃〜200℃に調整して、PO層の原料を溶融させた。また、押出機(B)を溶融温度130℃〜190℃に調整して、TPU層の原料を溶融させた。そして、195℃に設定した前記サーキュラーダイに、表1に示す回転数にスクリューを制御した押出機(A)および押出機(B)から溶融した原料をそれぞれ供給し、該サーキュラーダイからPO層とTPU層からなる2層構造の樹脂チューブを、表1に示す引取速度で共押出しした。そして、この2層構造の樹脂チューブを折径550mmになるまで空気圧で膨らませてから、該樹脂チューブの両サイドを切り開いてシート状とし、表2に示すように、積層体総厚み、TPU層厚み、PO層厚み、PO層の発泡倍率が調整された実施例1〜4の積層体を得た。
【0033】
(比較例1〜4)
PO層を形成する原料に、アゾジカルボンアミドを添加しなかった以外は実施例と同様にして、表1に示す押出機(A)および押出機(B)の回転数、引取速度にて、表2に示す比較例1〜4の積層体を得た。
【0034】
(評価方法)
実施例1〜4および比較例1〜4の積層体を、それぞれ50mm×50mmにカットして試料を作成した。この試料のPO層を手で剥離して、非常に剥離しやすい試料を「◎」、剥離しやすい試料を「○」、剥離しにくい試料を「△」、非常に剥離しにくい試料を「×」として、剥離性を評価した。結果を表2に示す。
【0035】
【表1】

【0036】
【表2】
【0037】
(評価)
表2に示すように、PO層を発泡させた実施例1〜4の積層体は、剥離しやすかった。中でも、発泡倍率が高い実施例1、およびPO層が厚い実施例4は、非常に剥離しやすかった。
一方、PO層を発泡させなかった比較例1〜4の積層体は、非常に剥離しにくかった。 なお、各実施例、各比較例において「△」に該当するものはなかった。
【符号の説明】
【0038】
1 発泡ポリオレフィン層
2 熱可塑性ポリウレタン層
3 貼着層
4 剥離層
10、20 積層体
30 梱包箱
【技術分野】
【0001】
本発明は、積層体およびその製造方法に関する。
【背景技術】
【0002】
ポリウレタンシートは耐摩耗性、耐傷性、強靭性、伸縮性に優れることから、製品梱包用の緩衝材、自動車の外装シート、建築現場の保護シート、衣料品の生地など様々な用途に用いられており、その需要は近年急激に拡大している。
ポリウレタンシートはポリウレタン樹脂を原料として、これをTダイ法またはインフレーション法により押出成形することで製造される。押出成形直後のポリウレタンシートは、ポリウレタン樹脂の物性上、その表面が粘着性を帯びており、ポリウレタンシートを単独で成形すると、ダイに貼り付くなどして成形工程に支障をきたす。そのため、従来は、あらかじめ用意した剥離シートの上にポリウレタンシートを成形し、ダイなどへの貼り付きを防止していた。
このように、従来の方法では、ポリウレタンシートの成形に際して、剥離シートを別途用意する必要がある。また、ポリウレタンシートとの剥離性を確保するため、剥離シートにシリコーンコーティングなどの剥離処理を施しておく必要があった。
【0003】
剥離シートを別途用意する必要が無く、かつ剥離シートに剥離処理を施す必要のないポリウレタンシートの製造方法として、特許文献1には、ポリウレタン樹脂とポリエチレン樹脂とを共押出成形により積層し、ポリウレタンシートとポリエチレンシート(剥離シート)からなる積層体(複合フィルム)を製造する方法が開示されている。この製造方法によれば、ポリウレタンシートと剥離シートとの積層体を一工程で製造できるので、剥離シートを別途用意する必要がなく、製造工程を簡略化できるとされている。さらに、この製造方法によれば、ポリエチレン樹脂とポリウレタン樹脂との相溶性が低いため、剥離処理を施さずとも両層の剥離性を確保できるとされている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2000−335644号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に記載された積層体は、剥離性が依然として十分ではないという問題があった。また、前記剥離シートは無色透明であるため、視認性が十分ではなかった。前記剥離シートを視認しやすくするためには、前記剥離シートに着色を施す必要があった。
本発明は、前記事情に鑑みてなされたものであって、剥離シートを剥離しやすく、かつ着色を施さなくても剥離シートを容易に視認できる積層体およびその製造方法を目的とする。
【課題を解決するための手段】
【0006】
前記の課題を達成するために、本発明は以下の構成を採用した。
(1)発泡ポリオレフィン層からなる剥離シートと熱可塑性ポリウレタン層とが剥離可能に積層されていることを特徴とする積層体。
(2)発泡ポリオレフィン層からなる剥離シートと熱可塑性ポリウレタン層とを共押出成形により剥離可能に積層することを特徴とする積層体の製造方法。
【発明の効果】
【0007】
本発明の積層体の製造方法によれば、剥離シートを剥離しやすく、かつ着色を施すことなく剥離シートを容易に視認できる積層体を提供できる。
本発明の積層体は、剥離シートを剥離しやすく、かつ着色を施さなくても剥離シートを容易に視認できる。
【図面の簡単な説明】
【0008】
【図1】本発明の積層体の一例を示す断面図である。
【図2】本発明の積層体を使用した梱包箱の一実施形態例を示す斜視図である。
【図3】本発明の積層体を使用した梱包箱に製品を梱包する過程を示す斜視図である。
【図4】本発明の積層体の一例を示す断面図である。
【発明を実施するための形態】
【0009】
図1に示すように、本発明の積層体10は、発泡ポリオレフィン層1と熱可塑性ポリウレタン層2とが直接積層されたシート状またはテープ状の積層体である。ここで、発泡ポリオレフィン層1は剥離シートであり、発泡ポリオレフィン層1と熱可塑性ポリウレタン層2とは、剥離可能な状態で積層されている。
【0010】
発泡ポリオレフィン層1は、ポリオレフィン樹脂を主体に形成されている。該ポリオレフィン樹脂としては、例えばポリエチレン、ポリプロピレン、ポリブテン、ポリ−4−メチルペンテン、エチレン/プロピレン共重合体、エチレン/ブテン共重合体などが挙げられる。これらの中でも、原料の入手が容易で、加工性が良好なことから、ポリエチレンが好ましい。
【0011】
発泡ポリオレフィン層1内には、ポリオレフィン樹脂の発泡により多数の気泡が形成されている。このため、積層体10の発泡ポリオレフィン層1は厚手で柔らかく、手で掴み易い。したがって、本発明の積層体は、前記特許文献1に記載の硬質な剥離シート(不発泡のポリエチレン層)に比べて、熱可塑性ポリウレタン層2から剥離シート(発泡ポリオレフィン層1)を容易に剥離することができる。また、ポリオレフィン層1は、発泡によって乳白色を呈しているため視認性がよく、着色を施す必要がない。
【0012】
発泡ポリオレフィン層1の厚さは特に限定されないが、0.1mm〜0.9mmが好ましい。
発泡ポリオレフィン層1の発泡倍率は1.1倍〜3.0倍が好ましく、1.2倍〜2.0倍がより好ましい。発泡ポリオレフィン層1の発泡倍率が1.1倍未満であると、発泡ポリオレフィン層1が硬い傾向を示し、手で掴みにくくなる。そのため、熱可塑性ポリウレタン層2からの発泡ポリオレフィン層1を剥離しにくくなる。発泡ポリオレフィン層1の発泡倍率が3.0倍を超えると、成形が困難となる。ここで、発泡倍率とは(発泡前のオレフィン樹脂の樹脂密度)/(発泡ポリオレフィン層1の密度)の式で求められる値である。
【0013】
発泡ポリオレフィン層1内の気泡は、一つひとつ分散した独立気泡でもよく、気泡が隣同士つながった連続気泡でもよい。
発泡ポリオレフィン層1内の気泡の大きさは、後述する発泡剤の種類、発泡ポリオレフィン層の厚さなどにより違いはあるが、10μm〜400μm程度である。
【0014】
熱可塑性ポリウレタン層2は、ジオールとイソシアネート化合物とがウレタン結合した熱可塑性ポリウレタン樹脂を主体として形成されている。
前記ジオールとしては、エチレングリコール、プロピレングリコール、1,4−ブタンジオール、1,6−ヘキサンジオール、ネオペンチルグリコール、2−メチル−1、3−プロパンジオール、1,8−ノナンジオール、ジメチロールペンタン、ジメチロールヘプタンなどの炭素数2〜10の脂肪族ジオール、ジエチレングリコール、ジプロピレングリコール、1,4−シクロヘキサンジメタノールなどの脂環族ジオールが挙げられる。これらのジオールは単独で使用されてもよく、2種以上併用されてもよい。
【0015】
前記イソシアネート化合物としては、2,4−トリレンジイソシアネート、2,6−トリレンジイソシアネート、p−フェニレンジイソシアネート、4,4−ジフェニルメタンジイソシアネート、m−フェニレンジイソシアネート、ヘキサメチレンジイソシアネート、テトラメチレンジイソシアネート、2,4−ナフタレンジイソシアネート、4,4−ジフェニレンジイソシアネート、p−キシレンジイソシアネート、m−キシレンシイソシアネート、4,4−ジイソシアートジシクロヘキサン、4,4’−ジイソシアネートジシクロヘキシルメタン、イソホロンジイソシアネートなどが挙げられる。これらのイソシアネート化合物は単独で使用されてもよく、2種以上併用されてもよい。
熱可塑性ポリウレタン層2の厚さは、その使用用途に応じて適宜決定されるが、0.02mm〜0.30mmが好ましく、0.03mm〜0.10mmがより好ましい。
【0016】
次に、発泡ポリオレフィン層1と熱可塑性ポリウレタン層2とを直接積層して、積層体10を製造する方法について説明する。
積層体10は、前述したポリオレフィン樹脂および前記ポリウレタン樹脂を原料に用い、これらの樹脂を同時にシート状またはチューブ状に押出(共押出成形)することで製造される。共押出成形の方法としては、公知のTダイ押出成形法またはインフレーション成形法を用いることができる。なお、共押出成形とは、複数の押出機により同時に押出された複数の樹脂を、ダイ内またはダイ外で積層して成形品を得る方法である。
【0017】
ポリオレフィン樹脂とポリウレタン樹脂とは相溶性が低いため、発泡ポリオレフィン層1と熱可塑性ポリウレタン層2とは互いに剥離できる状態で積層される。このため、発泡ポリオレフィン層1には、従来の剥離処理を施す必要がなく、積層体10を一工程で製造できる。
【0018】
発泡ポリオレフィン層1の成形においては、発泡剤で前記ポリオレフィン樹脂を発泡させる。なお、ポリオレフィン樹脂は、ダイ内で積層体10を共押出成形した後にダイ外で発泡させてもよく、共押出成形前にあらかじめダイ外で発泡させてもよい。なお、発泡ポリオレフィン層1の発泡倍率は、発泡剤の種類や添加量、溶融温度、ダイ温度の調整、ダイのリップクリアランスなどにより適宜調整される。
【0019】
前記発泡剤としては、化学発泡剤と物理発泡剤が挙げられる。
前記化学発泡剤としては、例えば、アゾジカルボンアミド、バリウムアゾカルボキシレート、アゾビスイソブチロニトリルなどのアゾ化合物、N,N’−ジニトロソペンタメチレンテトラミンなどのニトロソ化合物、ヒドラゾカルボンアミドなどのヒドラジン化合物、p−トルエンスルホニルヒドラジド、p,p’−オキシ−ビス(ベンゼンスルホニルヒドラジド)などのヒドラジド化合物に代表される窒素ガスを発生する有機系化学発泡剤、炭酸水素ナトリウム、炭酸アンモニウム、炭酸水素アンモニウムなどの炭酸ガスを発生する無機系化学発泡剤、プロパン、n−ブタン、i−ブタン、n−ペンタン、i−ペンタン、ヘキサンなどの低級脂肪族炭化水素化合物、シクロブタン、シクロペンタンなどの脂環式炭化水素化合物、ベンゼン、トルエン、キシレンなどの芳香族炭化水素化合物、メタノール、エタノールなどの低級脂肪族1価アルコール化合物、アセトン、メチルエチルケトンなどの低級脂肪族ケトン化合物、クロロメチル、クロロエチル、1−クロロ−1,1−ジフルオロエタンなどの低沸点ハロゲン化炭化水素化合物が挙げられる。
前記物理発泡剤としては、アルゴンガス、ヘリウムガス、フロンガス、炭酸ガス(二酸化炭素ガス)、窒素ガスなどが挙げられる。なお、本発明におけるガスとは、気体状態のみならず、亜臨界状態、超臨界状態の流体も含む。
これらの発泡剤の中でも、好ましくは、製造後の積層体から発泡剤がブリードすることのない物理発泡剤が用いられる。
【0020】
前記化学発泡剤の添加方法としては、原料のポリオレフィン樹脂にドライブレンドする方法、押出機のホッパ中に定量フィーダーを用いて混入する方法などが挙げられる。
前記物理発泡剤の添加方法としては、押出機シリンダーの中央ゾーンに直接圧入する方法、発泡剤を含浸させたポリオレフィン樹脂を押出機に投入する方法などが挙げられる。
前記物理発泡剤の中でも、炭酸ガスまたは窒素ガスを用いる場合には、押出発泡成形装置を使用するのが好ましい。ここで、押出発泡成形装置とは、押出機と、該押出機に接続され、原料の樹脂を押出機に供給する樹脂材料押出機と、押出機に接続され、発泡剤(炭酸ガスまたは窒素ガス)を押出機に供給する発泡剤供給手段とを備える公知の成形装置のことである。
【0021】
発泡ポリオレフィン層1の原料となるポリオレフィン樹脂には、必要に応じて、気泡調整剤、核剤、架橋剤、発泡助剤、帯電防止剤、充填剤、滑剤、安定剤、紫外線吸収剤、酸化防止剤、着色剤などの添加剤を適量配合することもできる。
熱可塑性ポリウレタン層2の原料となるポリウレタン樹脂には、必要に応じて、紫外線吸収剤、黄変防止剤、帯電防止剤、導電剤、補強剤、防錆剤、鮮度保持剤などを適量配合することもできる。
【0022】
このようにして、発泡ポリオレフィン層1(剥離シート)と、熱可塑性ポリウレタン層2とが直接積層された積層体10が製造される。
この積層体10から発泡ポリオレフィン層1を剥離すれば、熱可塑性ポリウレタン層2からなるポリウレタンシートが得られる。なお、製造後24時間程度で可塑性ポリウレタン層2の粘着性が消失するので、ポリオレフィン層1の剥離は製造後24時間以降に行われることが好ましい。
【0023】
積層体10の用途は特に制限されないが、例えば図2、3に示すような製品梱包用の梱包箱30に使用される緩衝材が挙げられる。この梱包箱30は、ダンボールなどで形成された梱包型枠30a、30bと、梱包型枠30a、30bの開口部32a、32bを覆う熱可塑性ポリウレタン層2からなる緩衝材とから概略構成されている。
熱可塑性ポリウレタン層2からなる緩衝材は、図2に示すように、積層体10の熱可塑性ポリウレタン層2側を梱包型枠30aの所定位置に貼り付け、積層体10から発泡ポリオレフィン層1(剥離シート)を剥離することで形成される。なお、梱包型枠30aと同様にして、梱包型枠30bにも熱可塑性ポリウレタン層2からなる緩衝材が形成される。梱包型枠30a、30bに熱可塑性ポリウレタン層2を貼り付けるには、公知の接着剤や粘着テープなどを用いることができる。
【0024】
梱包箱30の使用に際しては、図3に示すように、まず、製品33を梱包型枠30aに貼り付けられた熱可塑性ポリウレタン層2(緩衝材)の上に配置する。次いで、梱包型枠30a上に梱包型枠30bを、その開口部32bが下になるようにして重ね合わせた後、必要に応じてテープ固定や外箱(不図示)の被覆が行われる。このようにして梱包された製品33は、優れた強靭性、伸縮性を有した熱可塑性ポリウレタン層2の間に挟みこまれて保持されるため、輸送時の振動や衝撃による破損から免れることができる。
熱可塑性ポリウレタン層2は耐摩耗性、耐傷性に優れているので、それを用いた梱包箱30は複数回リサイクル使用できる。また、熱可塑性ポリウレタン層2は伸縮性に優れているので、1種類の梱包箱30で様々な形状の製品に対応可能である。
【0025】
図4の積層体20は、発泡ポリオレフィン層1と、熱可塑性ポリウレタン層2と、貼着層3と、剥離層4とがこの順に積層された本発明の積層体の一例である。積層体20は、前記積層体10の熱可塑性ポリウレタン層2の発泡ポリオレフィン層1と接していない側の面に貼着層3を積層し、さらに貼着層3の表面に、剥離可能に剥離層4を貼着することで製造される。ここで、発泡ポリオレフィン層1と剥離層4とは共に剥離シートであるが、それぞれ別のものである。
貼着層3に用いる貼着剤は特に限定されず、公知の貼着剤を用いることができる。貼着剤としては、酢酸ビニル系、アクリル系、ウレタン系、シリコーン系が挙げられる。貼着層3の厚みは特に限定されないが、5μm〜1mmが好ましい。また、剥離層4に用いる材質は特に限定されず、紙や樹脂シートなどに剥離処理を施した公知の剥離シートを用いることができる。該剥離処理としては、シリコーン処理など公知の剥離処理が挙げられる。剥離層4の厚みは特に限定されないが、20μm〜2mmが好ましい。
【0026】
積層体20の使用法の一例として、対象物の表面に熱可塑性ポリウレタン層2からなるポリウレタンシートを形成する手順を説明する。
まず、積層体20から剥離層4を剥離して、貼着層3側を対象物に貼り付ける。次いで、発泡ポリオレフィン層1(剥離シート)を剥離することで、対象物の表面に熱可塑性ポリウレタン層2によるポリウレタンシートを形成できる。なお、発泡ポリオレフィン層1は、対象物への貼り付け後、すぐに剥離する必要はなく、適宜剥離すればよい。
対象物へのポリウレタンシートの貼り付け方法としては、前記以外にも、例えば該積層体20から発泡ポリオレフィン層1を剥離した後に、剥離層4を剥離して、貼着層3側を対象物に貼り付けてもよい。
【0027】
この積層体20の用途は特に制限されないが、例えば貼着層3にパップ剤を含有させることにより、伸縮性に優れた貼付湿布シートを提供することができる。なお、パップ剤とは、通例、医薬品と水を含む混合物を泥状に製するか、または布状に展延成形して製した外用剤である(参照文献:第十五回改正日本薬局方、製剤総則24.パップ剤)。該医薬品としては、貼付湿布シートに用いられる公知の鎮痛剤、消炎剤などが用いられる。また、前記混合物には、グリセリン、水溶性高分子、吸水性高分子、精油など、パップ剤に用いられる公知の成分を混合することができる。なお、前記混合物が所望の粘着性を有する場合、別途貼着剤を用いることなく、該混合物のみで貼着層3を形成してもよい。
また、積層体20は、熱可塑性ポリウレタン層2の原料に透湿性と防水性を兼ね備えたポリウレタン樹脂を選択することで、防水性と伸縮性に優れ、かつ蒸れない絆創膏や脇パッドの基材や、防水性と透湿性に優れた衣料品の生地を提供することができる。
【0028】
本発明の積層体は、積層体20から剥離層4を除いた積層体、すなわち、共押出成形された発泡ポリオレフィン層1と、熱可塑性ポリウレタン層2との積層体の熱可塑性ポリウレタン層2側の表面に、貼着層3が積層された積層体であってもよい。
【0029】
発泡ポリオレフィン層1と熱可塑性ポリウレタン層2との間には、必要に応じて、剥離を妨げない程度の貼着層が形成されていてもよい。発泡ポリオレフィン層1と熱可塑性ポリウレタン層2との間に該貼着層を形成するには、前述の共押出成形にて3層押出を行えばよい。
【0030】
本発明の積層体の製造方法によれば、剥離シートが剥離しやすく、かつ着色を施さなくても剥離シートを容易に視認できる積層体を提供できる。また、本発明の積層体は、剥離シートを剥離しやすく、かつ着色を施さなくても剥離シートを容易に視認できる。
【実施例】
【0031】
次に、本発明の積層体について、実施例を用いてより詳細に説明する。
(実施例1〜4)
積層体の成形機には、55mmφ押出機(A)、および50mmφ押出機(B)の2台の押出機に、150mmφのサーキュラーダイを備えた2種2層空冷インフレーション成形機を使用した。
剥離シートとなるポリオレフィン層(以下、PO層と略する。)を形成する原料には、低密度ポリエチレン(MFR=0.3g/10分、密度=0.922g/cm3)に、アゾアゾジカルボンアミド(発泡剤)を表1に示す発泡剤濃度で添加したものを用い、これを押出機(A)に投入した。
熱可塑性ポリウレタン層(以下、TPU層と略する。)を形成する原料には、熱可塑性ポリウレタン(大日精化社製、レザミンP−4070EX)を用い、これを押出機(B)に投入した。
【0032】
次いで、押出機(A)を溶融温度170℃〜200℃に調整して、PO層の原料を溶融させた。また、押出機(B)を溶融温度130℃〜190℃に調整して、TPU層の原料を溶融させた。そして、195℃に設定した前記サーキュラーダイに、表1に示す回転数にスクリューを制御した押出機(A)および押出機(B)から溶融した原料をそれぞれ供給し、該サーキュラーダイからPO層とTPU層からなる2層構造の樹脂チューブを、表1に示す引取速度で共押出しした。そして、この2層構造の樹脂チューブを折径550mmになるまで空気圧で膨らませてから、該樹脂チューブの両サイドを切り開いてシート状とし、表2に示すように、積層体総厚み、TPU層厚み、PO層厚み、PO層の発泡倍率が調整された実施例1〜4の積層体を得た。
【0033】
(比較例1〜4)
PO層を形成する原料に、アゾジカルボンアミドを添加しなかった以外は実施例と同様にして、表1に示す押出機(A)および押出機(B)の回転数、引取速度にて、表2に示す比較例1〜4の積層体を得た。
【0034】
(評価方法)
実施例1〜4および比較例1〜4の積層体を、それぞれ50mm×50mmにカットして試料を作成した。この試料のPO層を手で剥離して、非常に剥離しやすい試料を「◎」、剥離しやすい試料を「○」、剥離しにくい試料を「△」、非常に剥離しにくい試料を「×」として、剥離性を評価した。結果を表2に示す。
【0035】
【表1】
【0036】
【表2】
【0037】
(評価)
表2に示すように、PO層を発泡させた実施例1〜4の積層体は、剥離しやすかった。中でも、発泡倍率が高い実施例1、およびPO層が厚い実施例4は、非常に剥離しやすかった。
一方、PO層を発泡させなかった比較例1〜4の積層体は、非常に剥離しにくかった。 なお、各実施例、各比較例において「△」に該当するものはなかった。
【符号の説明】
【0038】
1 発泡ポリオレフィン層
2 熱可塑性ポリウレタン層
3 貼着層
4 剥離層
10、20 積層体
30 梱包箱
【特許請求の範囲】
【請求項1】
発泡ポリオレフィン層からなる剥離シートと熱可塑性ポリウレタン層とが剥離可能に積層されていることを特徴とする積層体。
【請求項2】
発泡ポリオレフィン層からなる剥離シートと熱可塑性ポリウレタン層とを共押出成形により剥離可能に積層することを特徴とする積層体の製造方法。
【請求項1】
発泡ポリオレフィン層からなる剥離シートと熱可塑性ポリウレタン層とが剥離可能に積層されていることを特徴とする積層体。
【請求項2】
発泡ポリオレフィン層からなる剥離シートと熱可塑性ポリウレタン層とを共押出成形により剥離可能に積層することを特徴とする積層体の製造方法。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2013−56551(P2013−56551A)
【公開日】平成25年3月28日(2013.3.28)
【国際特許分類】
【出願番号】特願2012−241225(P2012−241225)
【出願日】平成24年10月31日(2012.10.31)
【分割の表示】特願2008−69294(P2008−69294)の分割
【原出願日】平成20年3月18日(2008.3.18)
【出願人】(594050821)日生化学株式会社 (16)
【Fターム(参考)】
【公開日】平成25年3月28日(2013.3.28)
【国際特許分類】
【出願日】平成24年10月31日(2012.10.31)
【分割の表示】特願2008−69294(P2008−69294)の分割
【原出願日】平成20年3月18日(2008.3.18)
【出願人】(594050821)日生化学株式会社 (16)
【Fターム(参考)】
[ Back to top ]