
積層体および積層体の製造方法
【課題】コールドスプレー法を用いて基材に金属皮膜を形成させた積層体を製造する場合に、基材と金属皮膜との間の密着強度が高い積層体の製造方法を提供すること。
【解決手段】本発明の積層体10は、金属または合金から形成された基材1と、基材1表面に形成された基材1より軟らかい金属または合金からなる中間層2と、金属または合金の粉末材料を該粉末材料の融点より低い温度に加熱されたガスと共に加速し、中間層2に固相状態のままで吹き付けて堆積させた金属皮膜3と、を備える。
【解決手段】本発明の積層体10は、金属または合金から形成された基材1と、基材1表面に形成された基材1より軟らかい金属または合金からなる中間層2と、金属または合金の粉末材料を該粉末材料の融点より低い温度に加熱されたガスと共に加速し、中間層2に固相状態のままで吹き付けて堆積させた金属皮膜3と、を備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、積層体および積層体の製造方法に関するものである。
【背景技術】
【0002】
近年、溶射法の1種として、材料粉末を高温、高速にして基材に吹き付けることにより、該材料粉末を基材に堆積・コーティングするコールドスプレー方法が注目されている。コールドスプレー方法では、材料粉末の融点または軟化点以下に加熱した不活性ガスとともに先細末広(ラバル)ノズルから噴射して、皮膜となる材料を固相状態のまま基材に衝突させることによって基材の表面に皮膜を形成させるため、相変態がなく酸化も抑制された金属皮膜を得ることができる。
【0003】
従来、コールドスプレー方法として、基材の温度を所定温度に温度制御した後、材料粉末を噴射する技術や(例えば、特許文献1参照)、基材および/または不活性ガスの温度を制御して金属皮膜を形成する技術が開示されている(例えば、特許文献2参照)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2008−302317号公報
【特許文献2】特開2008−127676号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1は、基材を材料粉末の融点(絶対温度)以下、好ましくは融点(絶対温度)の約半分の温度に加熱することにより材料粉末の付着効率を向上できるとしているが、基材加熱による材料粉末の付着量がどの程度向上できるかを明示するものではない。また、該方法形成した金属皮膜と基材との間の密着強度との関係については何ら記載するものではない。
【0006】
また、特許文献2は、ステンレス基材の温度を373K〜673Kまで加熱して銅粉末を噴射した場合、およびステンレス基材を加熱することなくヘリウムガスを673Kに加熱して銅粉末を噴射した場合に皮膜形成率が向上するとしているが、該方法で形成した金属皮膜と基材との間の密着強度との関係については何ら記載されていない。
【0007】
本発明は、上記に鑑みてなされたものであって、コールドスプレー法を用いて金属基材に金属皮膜を形成させた積層体を製造する場合に、金属基材と金属皮膜との間の密着強度が高い積層体および該積層体の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
上述した課題を解決し、目的を達成するために、本発明にかかる積層体は、金属または合金から形成された基材と、前記基材表面に形成された前記基材より軟らかい金属または合金からなる中間層と、前記中間層の表面に、金属または合金の粉末材料を該粉末材料の融点より低い温度に加熱されたガスと共に加速し、前記中間層に固相状態のままで吹き付けて堆積させた金属皮膜と、を備えることを特徴とする。
【0009】
また、本発明にかかる積層体は、上記発明において、前記基材はステンレスであり、前記中間層は、銀、金、アルミニウム、銅、錫、鉛または亜鉛から選択されるいずれか1種の金属からなることを特徴とする。
【0010】
また、本発明にかかる積層体は、上記発明において、前記金属皮膜は、前記中間層と同一の材料から形成されることを特徴とする。
【0011】
また、本発明にかかる積層体は、上記発明において、前記中間層は、0.05〜10μmの厚さを有することを特徴とする。
【0012】
また、本発明にかかる積層体は、上記発明において、前記中間層は、スパッタリングにより形成されることを特徴とする。
【0013】
また、本発明にかかる積層体は、上記発明において、前記金属皮膜は、前記中間層が形成された前記基材を加熱しながら、前記中間層の表面に堆積させることを特徴とする。
【0014】
また、本発明にかかる積層体の製造方法は、金属または合金から形成された基材の表面に、該基材より柔らかい金属または合金からなる中間層を形成する中間層形成ステップと、前記中間層の表面に、金属または合金の粉末材料を該粉末材料の融点より低い温度に加熱されたガスと共に加速し、前記中間層に固相状態のままで吹き付けて堆積させて金属皮膜を形成する金属皮膜形成ステップと、を含むことを特徴とする。
【0015】
また、本発明にかかる積層体の製造方法は、上記発明において、前記基材はステンレスであり、前記中間層は、銀、金、アルミニウム、銅、錫、鉛または亜鉛から選択されるいずれか1種の金属からなることを特徴とする。
【0016】
また、本発明にかかる積層体の製造方法は、上記発明において、前記中間層は、スパッタリングにより形成されることを特徴とする。
【0017】
また、本発明にかかる積層体の製造方法は、上記発明において、前記金属皮膜形成ステップは、前記中間層が形成された前記基材を加熱しながら、前記中間層の表面に堆積させることを特徴とする。
【発明の効果】
【0018】
本発明にかかる積層体および積層体の製造方法は、金属基材上に該金属基材より軟らかい材料からなる中間層を形成し、材料粉末を該材料粉末の融点より低い温度に加熱されたガスと共に加速し、前記中間層に固相状態のままで吹き付けて堆積させて金属皮膜を形成することにより、金属基材と金属皮膜との間の密着強度が高い積層体を得ることができるという効果を奏する。
【図面の簡単な説明】
【0019】
【図1】図1は、本発明の実施の形態にかかる積層体の構成を示す模式図である。
【図2】図2は、本発明の実施の形態にかかる積層体の製造に使用されるコールドスプレー装置の概要を示す模式図である。
【図3】図3は、本発明の実施の形態に係る積層体の外観を示す写真である。
【図4】図4は、比較例にかかる積層体の外観を示す図である。
【図5】図5は、簡易引張試験法による試験の模式図を示す。
【発明を実施するための形態】
【0020】
以下、本発明を実施するための形態を図面と共に詳細に説明する。なお、以下の実施の形態により本発明が限定されるものではない。また、以下の説明において参照する各図は、本発明の内容を理解し得る程度に形状、大きさ、および位置関係を概略的に示してあるに過ぎない。すなわち、本発明は各図で例示された形状、大きさ、および位置関係のみに限定されるものではない。
【0021】
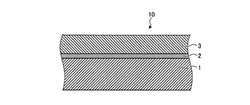
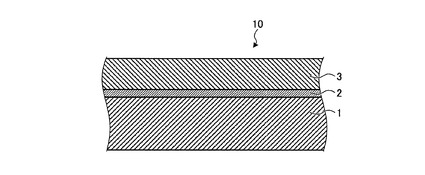
まず、本発明の実施の形態にかかる積層体の製造方法について、図面を参照して詳細に説明する。図1は、本発明の実施の形態にかかる積層体の構成を示す模式図である。
【0022】
積層体10は、基材1と、基材1の表面に形成した中間層2と、中間層2に後述するコールドスプレー法によって積層された金属皮膜3とからなる。
【0023】
基材1は、金属または合金から形成され、略板状体をなす。基材1を形成する金属または合金は、後述するコールドスプレー装置により金属皮膜3を直接基材1表面に積層しにくい、硬質の金属または合金を基材1として選択した場合に特に効果を奏する。例えば、下表1に示す、ステンレス(ビッカース硬度200±20)、モリブデン(ビッカース硬度250±20)、タングステン(ビッカース硬度380±40)、チタン合金64Ti(ビッカース硬度320±30)、炭素鋼S45C(ビッカース硬度230±30)などである。しかしながら、あまり硬度が大きくない金属または合金を基材1とした場合であっても、該基材1よりも硬度が小さい中間層2を形成して、該中間層2上に金属皮膜3をコールドスプレー装置により形成する際、より穏やかな条件で金属皮膜3の積層が可能となるとともに、基材1と金属皮膜3との界面の密着強度を向上することができる。また、下表1に示す金属または合金以外の金属も基材1として選択可能である。
【0024】
一般に、金属または合金から形成された基材1上にコールドスプレー法により金属皮膜3を形成する場合、基材1に皮膜となる材料粉末が高速で衝突することで、材料粉末と基材1との間に塑性変形が生じ、アンカー効果と金属結合によって、金属皮膜3と基材1との結合が得られるとされている。しかしながら、表1に示すように、例えばステンレス鋼(SUS)は、硬さが200±20HV(ビッカース硬度)と硬質であるため、噴射される材料粉末との間に塑性変形を生じにくく、ステンレス基材1と金属皮膜2との間の密着強度が高い積層体を得ることができない。
【表1】

【0025】
そこで、本発明の実施の形態では、基材1を形成する金属又は合金より硬度が小さい中間層2を基材1上に設け、軟らかい中間層2を介して金属皮膜3を基材1に形成することにより、基材1と金属皮膜3との間の密着強度が高い積層体を得ることとした。
【0026】
上記の表1は、主要な金属および合金とそのビッカース硬度を示すものである。中間層2は、基材1を形成する金属または合金よりもビッカース硬度が小さい金属または合金から選択するものとする。基材1としてステンレスを使用する場合は、ステンレスよりもビッカース硬度が小さい金属または合金、たとえば、チタンや銅などから中間層2を形成すればよい。
【0027】
中間層2として使用される金属は、上記の表1に記載する金属および合金のほか、基材1として選択した金属または合金よりも硬度が小さいものを選択すればよい。基材1よりも硬度が小さい金属または合金を中間層2として選択した場合、噴射される材料粉末との間に塑性変形を生じやすいため、基材1と金属皮膜3との間の密着強度を向上することができる。中間層2は、ビッカース硬度が小さい銀、金、アルミニウム、銅、錫、鉛または亜鉛から選択されるいずれか1種の金属から選択されることが好ましい。中間層2は、メッキ、スパッタリングまたはCVDにより基材1の表面に形成すればよい。また、中間層2は、金属皮膜3を形成する金属または合金の硬度が基材1より小さい場合、金属皮膜3として選択しうる材料と同一の金属または合金から形成することが好ましい。
【0028】
中間層2は、0.05μm以上10μm以下の厚さを有することが好ましい。0.05μmより厚さが薄いと、中間層2を形成しても基材1と金属皮膜3との間の密着強度を高めることはできない。また、厚さを10μmより厚くしても、基材1と金属皮膜3との間のさらなる密着強度向上の効果は得られないばりか、中間層2を厚くしすぎることによって積層体10の機能面への影響が生じるためである。
【0029】
中間層2は、上述したように、メッキ、スパッタリングまたはCVDにより形成することが可能であるが、スパッタリングにより形成することが好ましい。スパッタリングにより中間層2を形成すると、基材1の酸化皮膜が除去され新生面が露出するため、中間層2と基材1との間の密着強度を向上することができる。また、中間層2をごく薄く形成した場合、金属皮膜3が中間層2を突き破って基材1表面に直接金属皮膜3が形成される場合がある。かかる場合、中間層2と金属皮膜3を形成する材料粉末との間の塑性変形によるアンカー効果は小さくなるものの、スパッタリングで中間層2を形成すると、材料粉末は酸化皮膜が除去された新生面との間で金属結合を生じ易くなるため、密着強度の高い積層体10を形成できる。
【0030】
金属皮膜3は、所望する金属または金属の合金から選択すればよく、たとえば、銀、金、アルミニウム、銅、錫、鉛、亜鉛、鉄、ニッケル、チタン、マグネシウム、インジウム、モリブデンまたはタングステン等の金属、あるいは前記いずれかの金属を含む合金が例示される。
【0031】
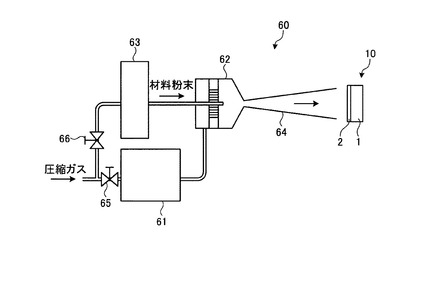
つづいて、中間層2を介した基材1表面への金属皮膜3の形成について、図2を参照して説明する。図2は、金属皮膜3の形成に使用されるコールドスプレー装置60の概要を示す模式図である。
【0032】
コールドスプレー装置60は、圧縮ガスを加熱するガス加熱器61と、基材に噴射する粉末材料を収容し、スプレーガン62に供給する粉末供給装置63と、スプレーガン62で加熱された圧縮ガスと混合された材料粉末を基材1に噴射するガスノズル64とを備えている。
【0033】
圧縮ガスとしては、ヘリウム、窒素、空気などが使用される。供給された圧縮ガスは、バルブ65および66により、ガス加熱器61と粉末供給装置63にそれぞれ供給される。ガス加熱器61に供給された圧縮ガスは、例えば50℃以上であって、金属皮膜3の材料粉末の融点以下の温度に加熱された後、スプレーガン62に供給される。圧縮ガスの加熱温度は、好ましくは300〜900℃である。
【0034】
粉末供給装置63に供給された圧縮ガスは、粉末供給装置63内の、例えば、粒径が10〜100μm程度の材料粉末をスプレーガン62に所定の吐出量となるように供給する。加熱された圧縮ガスは先細末広形状をなすガスノズル64により超音速流(約340m/s以上)にされる。また、圧縮ガスのガス圧力は、1〜5MPa程度とすることが好ましい。圧縮ガスの圧力を1〜5MPa程度とすることにより、基材1と金属皮膜3との間の密着強度の向上を図ることができる。2〜4MPa程度の圧力で処理することが好ましい。スプレーガン62に供給された粉末材料は、この圧縮ガスの超音速流の中への投入により加速され、固相状態のまま基材に高速で衝突して皮膜を形成する。なお、材料粉末を基材1に固相状態で衝突させて皮膜を形成できる装置であれば、図2のコールドスプレー装置60に限定されるものではない。
【0035】
基材1に、基材1より硬度の小さい材料からなる中間層2を形成し、中間層2を介してステンレス基材1上に、上述したコールドスプレー装置60によって、材料粉末をガスと共に加速し、中間層2に固相状態のままで吹き付けて堆積させて金属皮膜3を形成することにより、基材1と金属皮膜3との間の密着強度を向上することができる。
【0036】
また、本発明の実施の形態の変形例として、中間層2を介して基材1に金属皮膜3を形成する際、基材1を加熱しながら粉末材料を加熱したガスと共に、中間層2に固相状態のままで吹き付けて堆積させた積層体10Aを例示することができる。基材1を加熱しながら金属皮膜3を形成した積層体10Aは、基材1と金属皮膜3との間の密着強度をさらに向上することができる。基材1の加熱温度は、100℃〜300℃程度とすることが好ましい。基材1の加熱は、基材1全体を所定温度で均一に加熱できるヒータを使用して加熱すればよい。
【実施例】
【0037】
(実験例1)
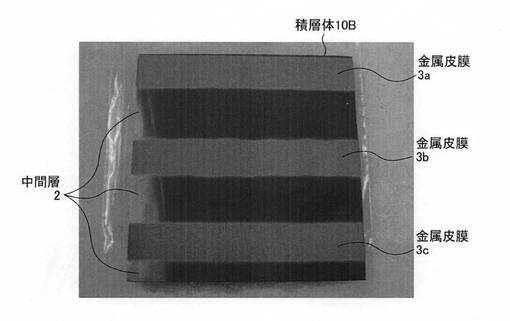
基材1は5cm四方のステンレステストピース、中間層2は銅、金属皮膜3は銅を選択した。基材1であるステンレステストピース表面にスパッタリングにより厚さ2μmの銅の中間層2を形成した。コールドスプレー装置60により、中間層2上に幅8mmの金属皮膜3を横縞状に積層した。テストピース上には、金属皮膜3a、3bおよび3cを圧縮ガスの圧力を順次変更してそれぞれ積層した(実施例1、圧縮ガス:窒素、圧縮ガス温度:600℃、ガス圧力:下から順に3、4、5MPa)。
【0038】
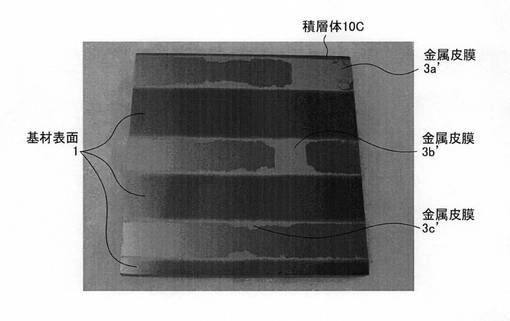
また、比較例1として、基材1は5cm四方のステンレステストピース、中間層2はなし、金属皮膜3は銅を選択した。コールドスプレー装置60により、基材1であるステンレステストピース表面に幅8mmの金属皮膜3を横縞状に積層した。テストピース上には、金属皮膜3a、3bおよび3cを圧縮ガスの圧力を順次変更してそれぞれ積層した(比較例1、圧縮ガス:窒素、圧縮ガス温度:600℃、ガス圧力:下から順に3、4、5MPa)。
【0039】
図3は、本発明の実施例1に係る積層体10Bの外観を示す写真である。図4は、比較例にかかる積層体10Cの外観を示す写真である。
【0040】
中間層2を形成しないで、コールドスプレー装置60により、ステンレス基材1表面に横縞状の銅の金属皮膜3を積層した比較例1では、図4に示すように、圧縮ガスの圧力を5MPaとした金属皮膜3a’では、4MPaの金属皮膜3b’および3MPaの金属皮膜3c’より幾分多く皮膜が積層されたものの、いずれの圧力条件でも、銅の粉末材料が十分にステンレス基材1表面に堆積せず、金属皮膜3(3a’〜3c’)が形成されていないことがわかる。これに対し、実施例1では、図3に示すように、圧縮ガスの圧力を5MPaとした金属皮膜3a、4MPaの金属皮膜3b’および3MPaの金属皮膜3c’のいずれの条件でも、ステンレス基材1表面に、銅の中間層2を介して銅の粉末材料が堆積して、横縞状の銅の金属皮膜3が積層された。
【0041】
(実験例2)
実験例1と同様に、基材1はステンレス、中間層2は銅、金属皮膜3は銅を選択した。スパッタリングにより厚さ2μmの銅の中間層2を形成した基材1に、コールドスプレー装置60により、銅の金属皮膜3を中間層2のステンレス基材1と接する面と反対側の面に積層して(実施例2、圧縮ガス:窒素、圧縮ガス温度:600℃、ガス圧力:4MPa)、積層体10を形成した。また、ステンレスからなる基材1を所定温度に加熱しながら、銅の金属皮膜3を中間層2の基材1と接する面と反対側の面に形成して積層体10を形成した(実施例3および4、圧縮ガス:窒素、圧縮ガス温度:600℃、ガス圧力:4MPa)。
【0042】
比較例として、ステンレスからなる基材1表面に、中間層2を形成しないで、コールドスプレー装置60により、銅の金属皮膜3を積層した積層体を製造した(比較例2、圧縮ガス:窒素、圧縮ガス温度:600℃、ガス圧力:4MPa)。また、ステンレスからなる基材1を所定温度に加熱しながら、基材1表面に銅の金属皮膜3を形成した積層体も製造した(比較例3および4、圧縮ガス:窒素、圧縮ガス温度:600℃、ガス圧力:4MPa)。
【0043】
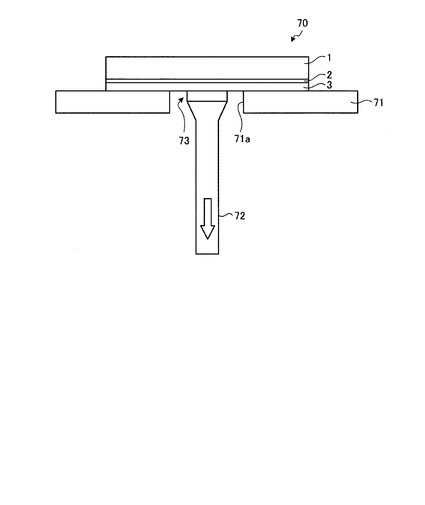
上記のようにして作成した積層体のテストピースについて、基材1と金属皮膜3との間の密着強度を引張強度試験法により評価した。図5は、本実施例で適用した簡易引張試験法による試験の模式図を示す。この方法では、基材1上に中間層2を介して形成した金属皮膜3(実施例2〜4)、および基材1上に直接形成した金属皮膜3(比較例2〜4)に接着剤73を介してアルミピン72を接着し、固定台71の孔部71aに、接着剤73を介して金属皮膜3に接着したアルミピン72を上方から挿通した後、アルミピン72を下方に引っ張ることにより、ステンレス基材1と金属皮膜3との間の密着強度を評価した。評価は、接着が剥離した時点での引張応力と剥離状態により行なった。下表2に、基材1の加熱条件および引張試験の評価結果を示す。
【0044】
【表2】
【0045】
表2に示す引張試験の評価結果において、「引張試験」欄の○は、所定の最大引張応力(74Mpa)で接着剤の破断による剥離が生じたことを意味する。「引張試験」欄の×は、所定の最大引張応力(74Mpa)未満で基材1と金属皮膜3との界面で剥離が生じたことを意味する。なお、基材1に形成した金属皮膜3の厚さは、およそ100μmである。
【0046】
表2に示すように、中間層2を形成しないステンレスからなる基材1を加熱することなく、銅の金属皮膜3をコールドスプレー装置60により形成した比較例2では、基材1と金属皮膜3との界面で剥離が生じたが、厚さ2μmの中間層2をスパッタリングにより形成し、該中間層2を介して基材1上に銅の金属皮膜3をコールドスプレー装置60により形成した実施例2では、基材1と金属皮膜3との間の界面破断は認められず、基材1と金属皮膜3との間の密着強度が向上したことがわかる。
【0047】
本発明の実施の形態にかかる積層体は、金属または合金を基材1として、基材1よりも軟らかい金属または合金からなる中間層2を基材1表面に形成し、該中間層2を介して、コールドスプレー装置60により金属皮膜3を積層することにより、基材1と金属皮膜3との界面の密着強度を向上することが可能となる。
【産業上の利用可能性】
【0048】
以上のように、本発明にかかる積層体、および該積層体の製造方法は、硬度が高い基材にコールドスプレー方法により金属皮膜を積層する場合に有用である。
【符号の説明】
【0049】
1 基材
2 中間層
3 金属皮膜
10、10A、10B、10C 積層体
60 コールドスプレー装置
61 ガス加熱器
62 スプレーガン
63 粉末供給装置
64 ガスノズル
70 引張試験装置
71 固定台
71a 孔部
72 アルミピン
73 接着剤
【技術分野】
【0001】
本発明は、積層体および積層体の製造方法に関するものである。
【背景技術】
【0002】
近年、溶射法の1種として、材料粉末を高温、高速にして基材に吹き付けることにより、該材料粉末を基材に堆積・コーティングするコールドスプレー方法が注目されている。コールドスプレー方法では、材料粉末の融点または軟化点以下に加熱した不活性ガスとともに先細末広(ラバル)ノズルから噴射して、皮膜となる材料を固相状態のまま基材に衝突させることによって基材の表面に皮膜を形成させるため、相変態がなく酸化も抑制された金属皮膜を得ることができる。
【0003】
従来、コールドスプレー方法として、基材の温度を所定温度に温度制御した後、材料粉末を噴射する技術や(例えば、特許文献1参照)、基材および/または不活性ガスの温度を制御して金属皮膜を形成する技術が開示されている(例えば、特許文献2参照)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2008−302317号公報
【特許文献2】特開2008−127676号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1は、基材を材料粉末の融点(絶対温度)以下、好ましくは融点(絶対温度)の約半分の温度に加熱することにより材料粉末の付着効率を向上できるとしているが、基材加熱による材料粉末の付着量がどの程度向上できるかを明示するものではない。また、該方法形成した金属皮膜と基材との間の密着強度との関係については何ら記載するものではない。
【0006】
また、特許文献2は、ステンレス基材の温度を373K〜673Kまで加熱して銅粉末を噴射した場合、およびステンレス基材を加熱することなくヘリウムガスを673Kに加熱して銅粉末を噴射した場合に皮膜形成率が向上するとしているが、該方法で形成した金属皮膜と基材との間の密着強度との関係については何ら記載されていない。
【0007】
本発明は、上記に鑑みてなされたものであって、コールドスプレー法を用いて金属基材に金属皮膜を形成させた積層体を製造する場合に、金属基材と金属皮膜との間の密着強度が高い積層体および該積層体の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
上述した課題を解決し、目的を達成するために、本発明にかかる積層体は、金属または合金から形成された基材と、前記基材表面に形成された前記基材より軟らかい金属または合金からなる中間層と、前記中間層の表面に、金属または合金の粉末材料を該粉末材料の融点より低い温度に加熱されたガスと共に加速し、前記中間層に固相状態のままで吹き付けて堆積させた金属皮膜と、を備えることを特徴とする。
【0009】
また、本発明にかかる積層体は、上記発明において、前記基材はステンレスであり、前記中間層は、銀、金、アルミニウム、銅、錫、鉛または亜鉛から選択されるいずれか1種の金属からなることを特徴とする。
【0010】
また、本発明にかかる積層体は、上記発明において、前記金属皮膜は、前記中間層と同一の材料から形成されることを特徴とする。
【0011】
また、本発明にかかる積層体は、上記発明において、前記中間層は、0.05〜10μmの厚さを有することを特徴とする。
【0012】
また、本発明にかかる積層体は、上記発明において、前記中間層は、スパッタリングにより形成されることを特徴とする。
【0013】
また、本発明にかかる積層体は、上記発明において、前記金属皮膜は、前記中間層が形成された前記基材を加熱しながら、前記中間層の表面に堆積させることを特徴とする。
【0014】
また、本発明にかかる積層体の製造方法は、金属または合金から形成された基材の表面に、該基材より柔らかい金属または合金からなる中間層を形成する中間層形成ステップと、前記中間層の表面に、金属または合金の粉末材料を該粉末材料の融点より低い温度に加熱されたガスと共に加速し、前記中間層に固相状態のままで吹き付けて堆積させて金属皮膜を形成する金属皮膜形成ステップと、を含むことを特徴とする。
【0015】
また、本発明にかかる積層体の製造方法は、上記発明において、前記基材はステンレスであり、前記中間層は、銀、金、アルミニウム、銅、錫、鉛または亜鉛から選択されるいずれか1種の金属からなることを特徴とする。
【0016】
また、本発明にかかる積層体の製造方法は、上記発明において、前記中間層は、スパッタリングにより形成されることを特徴とする。
【0017】
また、本発明にかかる積層体の製造方法は、上記発明において、前記金属皮膜形成ステップは、前記中間層が形成された前記基材を加熱しながら、前記中間層の表面に堆積させることを特徴とする。
【発明の効果】
【0018】
本発明にかかる積層体および積層体の製造方法は、金属基材上に該金属基材より軟らかい材料からなる中間層を形成し、材料粉末を該材料粉末の融点より低い温度に加熱されたガスと共に加速し、前記中間層に固相状態のままで吹き付けて堆積させて金属皮膜を形成することにより、金属基材と金属皮膜との間の密着強度が高い積層体を得ることができるという効果を奏する。
【図面の簡単な説明】
【0019】
【図1】図1は、本発明の実施の形態にかかる積層体の構成を示す模式図である。
【図2】図2は、本発明の実施の形態にかかる積層体の製造に使用されるコールドスプレー装置の概要を示す模式図である。
【図3】図3は、本発明の実施の形態に係る積層体の外観を示す写真である。
【図4】図4は、比較例にかかる積層体の外観を示す図である。
【図5】図5は、簡易引張試験法による試験の模式図を示す。
【発明を実施するための形態】
【0020】
以下、本発明を実施するための形態を図面と共に詳細に説明する。なお、以下の実施の形態により本発明が限定されるものではない。また、以下の説明において参照する各図は、本発明の内容を理解し得る程度に形状、大きさ、および位置関係を概略的に示してあるに過ぎない。すなわち、本発明は各図で例示された形状、大きさ、および位置関係のみに限定されるものではない。
【0021】
まず、本発明の実施の形態にかかる積層体の製造方法について、図面を参照して詳細に説明する。図1は、本発明の実施の形態にかかる積層体の構成を示す模式図である。
【0022】
積層体10は、基材1と、基材1の表面に形成した中間層2と、中間層2に後述するコールドスプレー法によって積層された金属皮膜3とからなる。
【0023】
基材1は、金属または合金から形成され、略板状体をなす。基材1を形成する金属または合金は、後述するコールドスプレー装置により金属皮膜3を直接基材1表面に積層しにくい、硬質の金属または合金を基材1として選択した場合に特に効果を奏する。例えば、下表1に示す、ステンレス(ビッカース硬度200±20)、モリブデン(ビッカース硬度250±20)、タングステン(ビッカース硬度380±40)、チタン合金64Ti(ビッカース硬度320±30)、炭素鋼S45C(ビッカース硬度230±30)などである。しかしながら、あまり硬度が大きくない金属または合金を基材1とした場合であっても、該基材1よりも硬度が小さい中間層2を形成して、該中間層2上に金属皮膜3をコールドスプレー装置により形成する際、より穏やかな条件で金属皮膜3の積層が可能となるとともに、基材1と金属皮膜3との界面の密着強度を向上することができる。また、下表1に示す金属または合金以外の金属も基材1として選択可能である。
【0024】
一般に、金属または合金から形成された基材1上にコールドスプレー法により金属皮膜3を形成する場合、基材1に皮膜となる材料粉末が高速で衝突することで、材料粉末と基材1との間に塑性変形が生じ、アンカー効果と金属結合によって、金属皮膜3と基材1との結合が得られるとされている。しかしながら、表1に示すように、例えばステンレス鋼(SUS)は、硬さが200±20HV(ビッカース硬度)と硬質であるため、噴射される材料粉末との間に塑性変形を生じにくく、ステンレス基材1と金属皮膜2との間の密着強度が高い積層体を得ることができない。
【表1】
【0025】
そこで、本発明の実施の形態では、基材1を形成する金属又は合金より硬度が小さい中間層2を基材1上に設け、軟らかい中間層2を介して金属皮膜3を基材1に形成することにより、基材1と金属皮膜3との間の密着強度が高い積層体を得ることとした。
【0026】
上記の表1は、主要な金属および合金とそのビッカース硬度を示すものである。中間層2は、基材1を形成する金属または合金よりもビッカース硬度が小さい金属または合金から選択するものとする。基材1としてステンレスを使用する場合は、ステンレスよりもビッカース硬度が小さい金属または合金、たとえば、チタンや銅などから中間層2を形成すればよい。
【0027】
中間層2として使用される金属は、上記の表1に記載する金属および合金のほか、基材1として選択した金属または合金よりも硬度が小さいものを選択すればよい。基材1よりも硬度が小さい金属または合金を中間層2として選択した場合、噴射される材料粉末との間に塑性変形を生じやすいため、基材1と金属皮膜3との間の密着強度を向上することができる。中間層2は、ビッカース硬度が小さい銀、金、アルミニウム、銅、錫、鉛または亜鉛から選択されるいずれか1種の金属から選択されることが好ましい。中間層2は、メッキ、スパッタリングまたはCVDにより基材1の表面に形成すればよい。また、中間層2は、金属皮膜3を形成する金属または合金の硬度が基材1より小さい場合、金属皮膜3として選択しうる材料と同一の金属または合金から形成することが好ましい。
【0028】
中間層2は、0.05μm以上10μm以下の厚さを有することが好ましい。0.05μmより厚さが薄いと、中間層2を形成しても基材1と金属皮膜3との間の密着強度を高めることはできない。また、厚さを10μmより厚くしても、基材1と金属皮膜3との間のさらなる密着強度向上の効果は得られないばりか、中間層2を厚くしすぎることによって積層体10の機能面への影響が生じるためである。
【0029】
中間層2は、上述したように、メッキ、スパッタリングまたはCVDにより形成することが可能であるが、スパッタリングにより形成することが好ましい。スパッタリングにより中間層2を形成すると、基材1の酸化皮膜が除去され新生面が露出するため、中間層2と基材1との間の密着強度を向上することができる。また、中間層2をごく薄く形成した場合、金属皮膜3が中間層2を突き破って基材1表面に直接金属皮膜3が形成される場合がある。かかる場合、中間層2と金属皮膜3を形成する材料粉末との間の塑性変形によるアンカー効果は小さくなるものの、スパッタリングで中間層2を形成すると、材料粉末は酸化皮膜が除去された新生面との間で金属結合を生じ易くなるため、密着強度の高い積層体10を形成できる。
【0030】
金属皮膜3は、所望する金属または金属の合金から選択すればよく、たとえば、銀、金、アルミニウム、銅、錫、鉛、亜鉛、鉄、ニッケル、チタン、マグネシウム、インジウム、モリブデンまたはタングステン等の金属、あるいは前記いずれかの金属を含む合金が例示される。
【0031】
つづいて、中間層2を介した基材1表面への金属皮膜3の形成について、図2を参照して説明する。図2は、金属皮膜3の形成に使用されるコールドスプレー装置60の概要を示す模式図である。
【0032】
コールドスプレー装置60は、圧縮ガスを加熱するガス加熱器61と、基材に噴射する粉末材料を収容し、スプレーガン62に供給する粉末供給装置63と、スプレーガン62で加熱された圧縮ガスと混合された材料粉末を基材1に噴射するガスノズル64とを備えている。
【0033】
圧縮ガスとしては、ヘリウム、窒素、空気などが使用される。供給された圧縮ガスは、バルブ65および66により、ガス加熱器61と粉末供給装置63にそれぞれ供給される。ガス加熱器61に供給された圧縮ガスは、例えば50℃以上であって、金属皮膜3の材料粉末の融点以下の温度に加熱された後、スプレーガン62に供給される。圧縮ガスの加熱温度は、好ましくは300〜900℃である。
【0034】
粉末供給装置63に供給された圧縮ガスは、粉末供給装置63内の、例えば、粒径が10〜100μm程度の材料粉末をスプレーガン62に所定の吐出量となるように供給する。加熱された圧縮ガスは先細末広形状をなすガスノズル64により超音速流(約340m/s以上)にされる。また、圧縮ガスのガス圧力は、1〜5MPa程度とすることが好ましい。圧縮ガスの圧力を1〜5MPa程度とすることにより、基材1と金属皮膜3との間の密着強度の向上を図ることができる。2〜4MPa程度の圧力で処理することが好ましい。スプレーガン62に供給された粉末材料は、この圧縮ガスの超音速流の中への投入により加速され、固相状態のまま基材に高速で衝突して皮膜を形成する。なお、材料粉末を基材1に固相状態で衝突させて皮膜を形成できる装置であれば、図2のコールドスプレー装置60に限定されるものではない。
【0035】
基材1に、基材1より硬度の小さい材料からなる中間層2を形成し、中間層2を介してステンレス基材1上に、上述したコールドスプレー装置60によって、材料粉末をガスと共に加速し、中間層2に固相状態のままで吹き付けて堆積させて金属皮膜3を形成することにより、基材1と金属皮膜3との間の密着強度を向上することができる。
【0036】
また、本発明の実施の形態の変形例として、中間層2を介して基材1に金属皮膜3を形成する際、基材1を加熱しながら粉末材料を加熱したガスと共に、中間層2に固相状態のままで吹き付けて堆積させた積層体10Aを例示することができる。基材1を加熱しながら金属皮膜3を形成した積層体10Aは、基材1と金属皮膜3との間の密着強度をさらに向上することができる。基材1の加熱温度は、100℃〜300℃程度とすることが好ましい。基材1の加熱は、基材1全体を所定温度で均一に加熱できるヒータを使用して加熱すればよい。
【実施例】
【0037】
(実験例1)
基材1は5cm四方のステンレステストピース、中間層2は銅、金属皮膜3は銅を選択した。基材1であるステンレステストピース表面にスパッタリングにより厚さ2μmの銅の中間層2を形成した。コールドスプレー装置60により、中間層2上に幅8mmの金属皮膜3を横縞状に積層した。テストピース上には、金属皮膜3a、3bおよび3cを圧縮ガスの圧力を順次変更してそれぞれ積層した(実施例1、圧縮ガス:窒素、圧縮ガス温度:600℃、ガス圧力:下から順に3、4、5MPa)。
【0038】
また、比較例1として、基材1は5cm四方のステンレステストピース、中間層2はなし、金属皮膜3は銅を選択した。コールドスプレー装置60により、基材1であるステンレステストピース表面に幅8mmの金属皮膜3を横縞状に積層した。テストピース上には、金属皮膜3a、3bおよび3cを圧縮ガスの圧力を順次変更してそれぞれ積層した(比較例1、圧縮ガス:窒素、圧縮ガス温度:600℃、ガス圧力:下から順に3、4、5MPa)。
【0039】
図3は、本発明の実施例1に係る積層体10Bの外観を示す写真である。図4は、比較例にかかる積層体10Cの外観を示す写真である。
【0040】
中間層2を形成しないで、コールドスプレー装置60により、ステンレス基材1表面に横縞状の銅の金属皮膜3を積層した比較例1では、図4に示すように、圧縮ガスの圧力を5MPaとした金属皮膜3a’では、4MPaの金属皮膜3b’および3MPaの金属皮膜3c’より幾分多く皮膜が積層されたものの、いずれの圧力条件でも、銅の粉末材料が十分にステンレス基材1表面に堆積せず、金属皮膜3(3a’〜3c’)が形成されていないことがわかる。これに対し、実施例1では、図3に示すように、圧縮ガスの圧力を5MPaとした金属皮膜3a、4MPaの金属皮膜3b’および3MPaの金属皮膜3c’のいずれの条件でも、ステンレス基材1表面に、銅の中間層2を介して銅の粉末材料が堆積して、横縞状の銅の金属皮膜3が積層された。
【0041】
(実験例2)
実験例1と同様に、基材1はステンレス、中間層2は銅、金属皮膜3は銅を選択した。スパッタリングにより厚さ2μmの銅の中間層2を形成した基材1に、コールドスプレー装置60により、銅の金属皮膜3を中間層2のステンレス基材1と接する面と反対側の面に積層して(実施例2、圧縮ガス:窒素、圧縮ガス温度:600℃、ガス圧力:4MPa)、積層体10を形成した。また、ステンレスからなる基材1を所定温度に加熱しながら、銅の金属皮膜3を中間層2の基材1と接する面と反対側の面に形成して積層体10を形成した(実施例3および4、圧縮ガス:窒素、圧縮ガス温度:600℃、ガス圧力:4MPa)。
【0042】
比較例として、ステンレスからなる基材1表面に、中間層2を形成しないで、コールドスプレー装置60により、銅の金属皮膜3を積層した積層体を製造した(比較例2、圧縮ガス:窒素、圧縮ガス温度:600℃、ガス圧力:4MPa)。また、ステンレスからなる基材1を所定温度に加熱しながら、基材1表面に銅の金属皮膜3を形成した積層体も製造した(比較例3および4、圧縮ガス:窒素、圧縮ガス温度:600℃、ガス圧力:4MPa)。
【0043】
上記のようにして作成した積層体のテストピースについて、基材1と金属皮膜3との間の密着強度を引張強度試験法により評価した。図5は、本実施例で適用した簡易引張試験法による試験の模式図を示す。この方法では、基材1上に中間層2を介して形成した金属皮膜3(実施例2〜4)、および基材1上に直接形成した金属皮膜3(比較例2〜4)に接着剤73を介してアルミピン72を接着し、固定台71の孔部71aに、接着剤73を介して金属皮膜3に接着したアルミピン72を上方から挿通した後、アルミピン72を下方に引っ張ることにより、ステンレス基材1と金属皮膜3との間の密着強度を評価した。評価は、接着が剥離した時点での引張応力と剥離状態により行なった。下表2に、基材1の加熱条件および引張試験の評価結果を示す。
【0044】
【表2】
【0045】
表2に示す引張試験の評価結果において、「引張試験」欄の○は、所定の最大引張応力(74Mpa)で接着剤の破断による剥離が生じたことを意味する。「引張試験」欄の×は、所定の最大引張応力(74Mpa)未満で基材1と金属皮膜3との界面で剥離が生じたことを意味する。なお、基材1に形成した金属皮膜3の厚さは、およそ100μmである。
【0046】
表2に示すように、中間層2を形成しないステンレスからなる基材1を加熱することなく、銅の金属皮膜3をコールドスプレー装置60により形成した比較例2では、基材1と金属皮膜3との界面で剥離が生じたが、厚さ2μmの中間層2をスパッタリングにより形成し、該中間層2を介して基材1上に銅の金属皮膜3をコールドスプレー装置60により形成した実施例2では、基材1と金属皮膜3との間の界面破断は認められず、基材1と金属皮膜3との間の密着強度が向上したことがわかる。
【0047】
本発明の実施の形態にかかる積層体は、金属または合金を基材1として、基材1よりも軟らかい金属または合金からなる中間層2を基材1表面に形成し、該中間層2を介して、コールドスプレー装置60により金属皮膜3を積層することにより、基材1と金属皮膜3との界面の密着強度を向上することが可能となる。
【産業上の利用可能性】
【0048】
以上のように、本発明にかかる積層体、および該積層体の製造方法は、硬度が高い基材にコールドスプレー方法により金属皮膜を積層する場合に有用である。
【符号の説明】
【0049】
1 基材
2 中間層
3 金属皮膜
10、10A、10B、10C 積層体
60 コールドスプレー装置
61 ガス加熱器
62 スプレーガン
63 粉末供給装置
64 ガスノズル
70 引張試験装置
71 固定台
71a 孔部
72 アルミピン
73 接着剤
【特許請求の範囲】
【請求項1】
金属または合金から形成された基材と、
前記基材表面に形成された前記基材より軟らかい金属または合金からなる中間層と、
前記中間層の表面に、金属または合金の粉末材料を該粉末材料の融点より低い温度に加熱されたガスと共に加速し、前記中間層に固相状態のままで吹き付けて堆積させた金属皮膜と、
を備えることを特徴とする積層体。
【請求項2】
前記基材はステンレスであり、
前記中間層は、銀、金、アルミニウム、銅、錫、鉛または亜鉛から選択されるいずれか1種の金属からなることを特徴とする請求項1に記載の積層体。
【請求項3】
前記金属皮膜は、前記中間層と同一の材料から形成されることを特徴とする請求項1または2に記載の積層体。
【請求項4】
前記中間層は、0.05〜10μmの厚さを有することを特徴とする請求項1〜3のいずれか一つに記載の積層体。
【請求項5】
前記中間層は、スパッタリングにより形成されることを特徴とする請求項1〜4のいずれか一つに記載の積層体。
【請求項6】
前記金属皮膜は、前記中間層が形成された前記基材を加熱しながら、前記中間層の表面に堆積させることを特徴とする請求項1〜5のいずれか一つに記載の積層体。
【請求項7】
金属または合金から形成された基材の表面に、該基材より柔らかい金属または合金からなる中間層を形成する中間層形成ステップと、
前記中間層の表面に、金属または合金の粉末材料を該粉末材料の融点より低い温度に加熱されたガスと共に加速し、前記中間層に固相状態のままで吹き付けて堆積させて金属皮膜を形成する金属皮膜形成ステップと、
を含むことを特徴とする積層体の製造方法。
【請求項8】
前記基材はステンレスであり、
前記中間層は、銀、金、アルミニウム、銅、錫、鉛または亜鉛から選択されるいずれか1種の金属からなることを特徴とする請求項7に記載の積層体の製造方法。
【請求項9】
前記中間層は、スパッタリングにより形成されることを特徴とする請求項7または8に記載の積層体の製造方法。
【請求項10】
前記金属皮膜形成ステップは、前記中間層が形成された前記基材を加熱しながら、前記中間層の表面に堆積させることを特徴とする請求項7〜9のいずれか一つに記載の積層体の製造方法。
【請求項1】
金属または合金から形成された基材と、
前記基材表面に形成された前記基材より軟らかい金属または合金からなる中間層と、
前記中間層の表面に、金属または合金の粉末材料を該粉末材料の融点より低い温度に加熱されたガスと共に加速し、前記中間層に固相状態のままで吹き付けて堆積させた金属皮膜と、
を備えることを特徴とする積層体。
【請求項2】
前記基材はステンレスであり、
前記中間層は、銀、金、アルミニウム、銅、錫、鉛または亜鉛から選択されるいずれか1種の金属からなることを特徴とする請求項1に記載の積層体。
【請求項3】
前記金属皮膜は、前記中間層と同一の材料から形成されることを特徴とする請求項1または2に記載の積層体。
【請求項4】
前記中間層は、0.05〜10μmの厚さを有することを特徴とする請求項1〜3のいずれか一つに記載の積層体。
【請求項5】
前記中間層は、スパッタリングにより形成されることを特徴とする請求項1〜4のいずれか一つに記載の積層体。
【請求項6】
前記金属皮膜は、前記中間層が形成された前記基材を加熱しながら、前記中間層の表面に堆積させることを特徴とする請求項1〜5のいずれか一つに記載の積層体。
【請求項7】
金属または合金から形成された基材の表面に、該基材より柔らかい金属または合金からなる中間層を形成する中間層形成ステップと、
前記中間層の表面に、金属または合金の粉末材料を該粉末材料の融点より低い温度に加熱されたガスと共に加速し、前記中間層に固相状態のままで吹き付けて堆積させて金属皮膜を形成する金属皮膜形成ステップと、
を含むことを特徴とする積層体の製造方法。
【請求項8】
前記基材はステンレスであり、
前記中間層は、銀、金、アルミニウム、銅、錫、鉛または亜鉛から選択されるいずれか1種の金属からなることを特徴とする請求項7に記載の積層体の製造方法。
【請求項9】
前記中間層は、スパッタリングにより形成されることを特徴とする請求項7または8に記載の積層体の製造方法。
【請求項10】
前記金属皮膜形成ステップは、前記中間層が形成された前記基材を加熱しながら、前記中間層の表面に堆積させることを特徴とする請求項7〜9のいずれか一つに記載の積層体の製造方法。
【図1】

【図2】
【図5】
【図3】
【図4】
【図2】
【図5】
【図3】
【図4】
【公開番号】特開2012−219304(P2012−219304A)
【公開日】平成24年11月12日(2012.11.12)
【国際特許分類】
【出願番号】特願2011−84763(P2011−84763)
【出願日】平成23年4月6日(2011.4.6)
【出願人】(000004640)日本発條株式会社 (1,048)
【Fターム(参考)】
【公開日】平成24年11月12日(2012.11.12)
【国際特許分類】
【出願日】平成23年4月6日(2011.4.6)
【出願人】(000004640)日本発條株式会社 (1,048)
【Fターム(参考)】
[ Back to top ]