
積層体の作製装置および作製方法
【課題】シート状体を積層してなる積層体を高効率に、かつ安価に作製することができる積層体の作製装置および作製方法を提供する。
【解決手段】複数のシート状体(3)を積層させてなる積層体(5)を作製する装置(1)において、前記シート状体(3)を供給する供給機構(7)と、前記供給機構(7)の下方に位置し、前記供給機構(7)から供給された前記シート状体(3)を、重力を利用して所定の位置に落下移動させる落下移動手段(9)と、前記落下移動手段(9)の排出部(29)の下方である前記所定位置に配置されて、前記排出部()から排出された前記シート状体(3)を順次所定の配置に案内して積層させる案内積層手段(11)とを設ける。
【解決手段】複数のシート状体(3)を積層させてなる積層体(5)を作製する装置(1)において、前記シート状体(3)を供給する供給機構(7)と、前記供給機構(7)の下方に位置し、前記供給機構(7)から供給された前記シート状体(3)を、重力を利用して所定の位置に落下移動させる落下移動手段(9)と、前記落下移動手段(9)の排出部(29)の下方である前記所定位置に配置されて、前記排出部()から排出された前記シート状体(3)を順次所定の配置に案内して積層させる案内積層手段(11)とを設ける。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば電極のようなシート状体を複数積層させてなる積層体を作製する装置および方法に関する。
【背景技術】
【0002】
近年、ハイブリッド自動車のような車両搭載用の二次電池や、太陽光発電のような自然エネルギー発電におけるロードレベリング用の二次電池として、積層型の電極体を備えるものが提案されている。積層型の電極体を用いた場合、従来から一般的に用いられてきた巻取り型の電極体を用いた場合に比べて、長期の充放電サイクル寿命や電池設置の際のスペース効率に優れるという利点がある。
【0003】
かかる積層型の電極体を作製する方法として、いわゆるピックアンドプレース方式が一般的に用いられている(例えば、特許文献1)。このピックアンドプレース方式では、カセットによって供給されたシート状の正極、負極を、アーム機構によって、1枚ずつ持ち上げて所定の位置まで移動させる作業を繰り返すことにより、正極と負極とが交互に積層された電極体を作製する。なお、ピックアンドプレース方式による積層体の作製は、電池のほかにも、例えば、大容量のキャパシタなどにおいても採用されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2000−315518号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、ピックアンドプレース方式で電極体を作製する場合、シート状の電極を持ち上げて移動させる工程を高速化すると、空気抵抗による電極のバタつきや位置ずれが発生しやすいことから、高速化が困難であり、巻取り式による電極体に比べて高コストとなる。しかも、空気抵抗に起因するこれらの問題は、車両やロードレベリングに用いられる大型電池用の面積の広い電極を積層させる場合には、特に顕著となる。さらには、電極を移動させるアーム機構は様々な面積や厚みの電極を取り扱う必要があるので、アーム機構の設計が複雑となり、条件調整作業も煩雑となる。
【0006】
本発明の目的は、上記の課題を解決するために、シート状体を積層してなる積層体を高効率に、かつ安価に作製することができる積層体の作製装置および作製方法を提供することにある。
【課題を解決するための手段】
【0007】
前記した目的を達成するために、本発明に係る積層体作製装置は、複数のシート状体を積層させてなる積層体を作製する装置であって、前記シート状体を供給する供給機構と、前記供給機構の下方に位置し、前記供給機構から供給された前記シート状体を、重力を利用して所定の位置に落下移動させる落下移動手段と、前記落下移動手段の排出口の下方である前記所定位置に配置されて、前記排出口から排出された前記シート状体を順次所定の配置に案内して積層させる案内積層手段とを備えている。
【0008】
この構成によれば、供給されたシート状体を移動させ、積層させる手段として、駆動力を要しない落下移動手段、いわゆるシュートを用いているので、簡単な構造で、かつ高いエネルギー効率で、積層体を作製することができる。さらには、シート状体を持ち上げて移動させることがないので、空気抵抗に起因するシート状体のバタつきや位置ずれを回避して、積層工程の高速化が可能となる。したがって、積層体を高効率に、かつ安価に作製することが可能となる。
【0009】
本発明の一実施形態に係る積層体作製装置において、前記供給機構が、フープ状に巻き取られた帯状のシート状体源と、このシート状体源を幅方向に切断して前記シート状体を形成する切断部とを有しており、前記シート状体が、前記供給機構から前記落下移動手段に直接供給されるように配置されていることが好ましい。なお、「シート状体源」とは、切断によってシート状体が形成される前の状態のものを指す。この構成によれば、フープ状のシート状体源を切断した後に直接シート状体を落下移動手段に供給することができるので、積層工程が一層顕著に高速化される。
【0010】
本発明の一実施形態に係る積層体作製装置において、前記案内積層手段に、前記積層体を収容する、前記案内積層手段と別体の収容ケースが配置されていることが好ましい。この構成によれば、積層体をテープ止めするなどの固定作業が省略できるとともに、積層体の機械的な保護が容易となり、積層体を使用する後工程においても作業を高効率化することができる。
【0011】
また、本発明に係る積層体作製方法は、前記シート状体を供給する工程と、前記供給された前記シート状体を、重力を利用して所定の位置に落下移動させる工程と、前記所定位置において、前記シート状体を順次所定の配置に案内して積層させる工程とを含む。この構成によれば、供給されたシート状体を移動させ、積層させるために重力を利用し、駆動力を不要としているので、高いエネルギー効率で、積層体を作製することができる。さらには、シート状体を持ち上げて移動させることがないので、空気抵抗に起因するシート状体のバタつきや位置ずれを回避して、積層工程の高速化が可能となる。したがって、積層体を高効率に、かつ安価に作製することが可能となる。
【発明の効果】
【0012】
以上のように、本発明に係る積層体の作製装置および作製方法によれば、シート状体を積層してなる積層体を高効率に、かつ安価に作製することが可能となる。
【図面の簡単な説明】
【0013】
【図1】本発明の第1実施形態に係る積層体作製装置の概略構成を示す側面図である。
【図2】図1の積層体作製装置に使用される落下移動手段を示す平面図である。
【図3】図1の積層体作製装置に使用される案内積層手段を示す斜視図である。
【図4】図1の積層体作製装置の供給機構の配置例を示す平面図である。
【図5】図1の積層体作製装置に使用されるシート状体源の一例を示す模式図である。
【図6】(a)は本発明の第2実施形態に係る積層体作製装置に使用される案内積層手段を示す斜視図、(b)は(a)の収容ケースの開口を覆う蓋部を示す斜視図である。
【発明を実施するための形態】
【0014】
以下、本発明に係る実施形態を図面に従って説明するが、本発明はこの実施形態に限定されるものではない。
【0015】
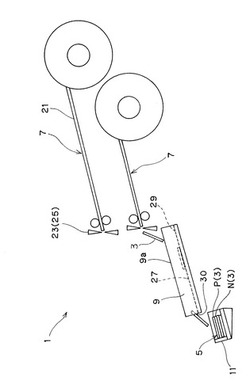
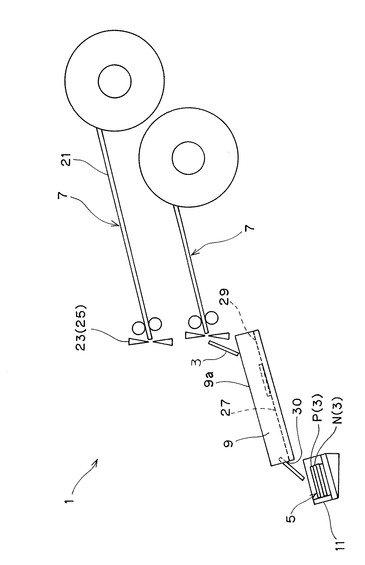
図1に、本発明の第1実施形態に係る積層体作製装置1の概略構成を示す。この積層体作製装置1は、複数のシート状体3を積層させてなる積層体5を作製するための装置であり、供給機構7、落下移動手段9および案内積層手段11を主要な構成要素として備えている。なお、本実施形態では、シート状体3として、積層型二次電池に用いられる正極体Pおよび負極体Nを使用している。
【0016】
供給機構7は、所望のサイズに切断されたシート状体3を供給する。供給機構7は、シート状体3に形成させる前の帯状のシート状体源21と、シート状体源21を切断してシート状体3に形成する切断部23とを有している。シート状体源21は、フープ状に巻き取られた状態で用意されており、切断部23は、シート状体源21に対して、シート状体源21をその幅方向に切断するように、すなわち切断方向がシート状体源21の長手方向に対してほぼ直交するように配置されている。切断部23によって切断されたシート状体3は、供給部25から供給機構7の外部へ排出、供給される。なお、図1に示す例では、切断部23が供給部25を兼ねている。
【0017】
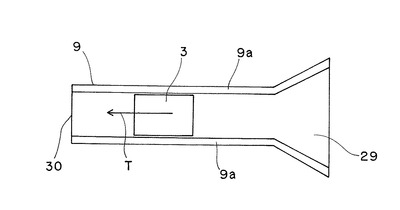
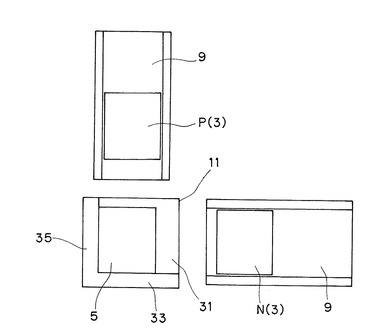
落下移動手段9は、供給機構7の下方に位置して、供給機構7から供給されたシート状体3を、重力を利用して所定の位置に落下移動させる。より具体的には、落下移動手段9は、水平方向に対して傾斜して配置された、平滑な滑走面を有する滑走部27を有している。滑走部27の上方端部が、シート状体3を導入する導入部29を形成し、滑走部25の下方端部が、シート状体3を排出する排出部30を形成している。落下移動手段9の幅方向の両端には、図2に平面図で示すように、シート状体3が所定の方向に移動するように案内するガイド9aが設けられていることが好ましい。また、落下移動手段9の導入部29は、シート状体3の移動方向Tに向かって幅狭となる形状に形成されていてもよい。
【0018】
図1に示すように、落下移動手段9は、シート状体3が、供給機構7から直接供給されるように配置されている。すなわち、落下移動手段9の導入部29が、供給機構7の供給部25の直下に配置されており、供給機構7から排出されたシート状体3は、シート状体3を移動させる装置を介することなく、落下によって落下移動手段9の導入部29に導入される。これにより、フープ状のシート状体源21を切断した後に直接シート状体3を落下移動手段9に供給することができるので、積層工程が顕著に高速化される。
【0019】
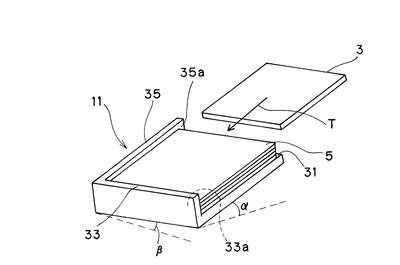
案内積層手段11は、落下移動手段9の下方に配置されて、落下移動手段9の排出部30から排出されたシート状体3を順次所定の配置に案内して積層させる。図3に示すように、本実施形態における案内積層手段11は、積層体5(図1)が載置される矩形の底壁31と、底壁31の互いに直交する2辺から底壁31に対して垂直に突設された立壁33,35とを有する案内治具として形成されている。立壁33,35は、落下移動手段9から排出されてきたシート状体3の移動を停止させて所定の配置に案内し、位置決めするとともに、落下移動手段9から順次排出される複数のシート状体3が、立壁33,35の壁面33a,35aに沿った所定の方向に積層されるように案内する。
【0020】
案内積層手段11の立壁33,35の一方(図3の例では立壁33)は、シート状体3の移動方向Tに対して直交する方向に沿って延びていることが好ましい。また、底壁31は、少なくともシート状体3の移動方向Tにおける前方(立壁33側)が、後方よりも低くなるように傾斜角度αで傾斜していることが好ましく、これに追加して、移動方向Tを軸として他方の立壁(図3の例では立壁35)側が低くなるように傾斜角度βで傾斜していることがさらに好ましい。
【0021】
また、図1に示すように、シート状体3として、正極体Pと負極体Nのように異なる2種類のシート状体3を積層させる場合、各シート状体3に対応する供給機構7,7同士の配置構成としては、2つの供給機構7,7を上下2段に並べて配置してもよく、図4に示すように、2つの落下移動手段9,9の排出方向が互いに直交するように、つまり、一方のシート状体3(図4の例では正極体P)が、案内積層手段11の一方の立壁(図4の例では立壁33)に対向する向きに供給され、他方のシート状体3(図4の例では負極体N)が、案内積層手段11の他方の立壁(図4の例では立壁35)に対向する向きに供給されるように配置してもよい。
【0022】
いずれの場合も、2つの供給機構7,7間のシート状体3の切断、供給のタイミングを調整することにより、2種類のシート状体3である正極体Pと負極体Nとを交互に積層させることができる。
【0023】
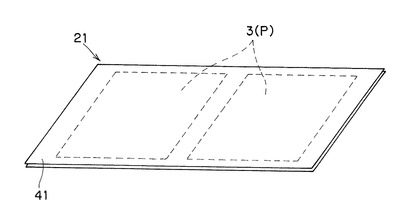
なお、シート状体3として、電池に使用される正極体P,負極体Nを積層させる場合には、図5に示すように、少なくともいずれか一方を、予め袋状のセパレータ41によって覆われた状態に加工して、シート状体源21とすることが好ましい。正極体Pおよび負極体Nのうちいずれをセパレータ41で覆っておくかについては、電池の仕様・設計により適宜選択してよいが、例えば一般的なリチウムイオン二次電池やニッケル水素二次電池のように、電池容量が正極によって規制されるように設計されている電池においては、正極活物質の存在する部分よりも負極活物質の存在する部分を広く設定する必要があるので、正極体Pをセパレータ41で覆っておくことが好ましい。
【0024】
上記で説明した第1実施形態に係る積層体の作製装置1および作製方法によれば、図1に示すように、供給されたシート状体を3(正極体P,負極体N)移動させ、積層させる手段として、駆動力を要しない落下移動手段9、いわゆるシュートを用いているので、簡単な構造で、かつ高いエネルギー効率で、積層体5を作製することができる。さらには、シート状体3を持ち上げて移動させる必要がないので、空気抵抗に起因するシート状体3のバタつきや位置ずれを回避して、積層工程の高速化が可能となる。したがって、積層体5を高効率に、かつ安価に作製することが可能となる。従来例との比較実験によれば、タクト(一層の設置に必要な時間)で約50%、積層体5全体の作製に要する時間で約40%、短縮することができた。また、従来例に比較して、積層体を作製する設備の定格消費電力で約20%、積層体作製に要するエネルギー(Wh)で約50%を低減することができた。
【0025】
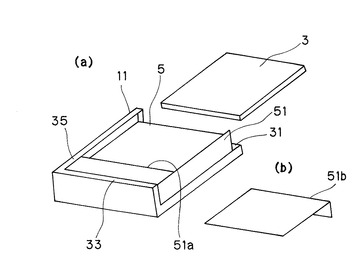
次に、本発明の第2実施形態について説明する。この第2実施形態では、図1に示す第1実施形態の積層体作製装置1において、図6に示すように、案内積層手段11に、積層体5を収容するための収容ケース51が配置されている。この収容ケース51は、案内積層手段11とは別体に形成されている。
【0026】
収容ケース51は、案内積層手段11に配置されて収容ケース51内にシート状体3が供給されるときには、シート状体3を収容ケース51内に導入するために必要な部分が開口部51aとして形成されているが、積層体5を構成するのに必要なシート状体3のすべてが収容された後は、開口部51aを塞ぐ蓋部51bを溶着、接着、嵌合等により接合して、積層体5の6面のすべてが収容ケース51によって覆われるように構成することができる。
【0027】
また、積層体5が使用される装置、例えば本実施形態の例では電池において、積層体5を収容ケース51内に収容した状態でそのまま使用するように構成してもよい。例えば、本実施形態の例では、正極体Pと負極体Nとからなる積層体5を、収容ケース51に収容した状態で電池缶に挿入し、電池を組み立てるようにしてもよい。この場合、収容ケース51には、積層体5が使用される装置において、またはその製造工程において必要とされる構造、例えば電池の電解液注液用孔などが追加で設けられていてもよい。
【0028】
第2実施形態に係る積層体の作製装置1および作製方法によれば、積層体5をテープ止めするなどの固定作業が省略できるとともに、積層体5の機械的な保護が容易となり、積層体5を使用する後工程、例えば電池の組立工程においても作業を高効率化することができる。
【産業上の利用可能性】
【0029】
以上のように、本発明に係る積層体作製装置および作製方法は、電池や燃料電池等の電気化学的電源装置のほか、大容量キャパシタや、小面積の特殊合板等に利用することができる。
【0030】
以上のとおり、図面を参照しながら本発明の好適な実施形態を説明したが、本発明の趣旨を逸脱しない範囲内で、種々の追加、変更または削除が可能である。したがって、そのようなものも本発明の範囲内に含まれる。
【符号の説明】
【0031】
1 積層体作製装置
3 シート状体
5 積層体
7 供給機構
9 落下移動手段
11 案内積層手段
21 シート状体源
23 切断部
29 落下移動手段の排出部
51 収容ケース
P 正極体(シート状体)
N 負極体(シート状体)
【技術分野】
【0001】
本発明は、例えば電極のようなシート状体を複数積層させてなる積層体を作製する装置および方法に関する。
【背景技術】
【0002】
近年、ハイブリッド自動車のような車両搭載用の二次電池や、太陽光発電のような自然エネルギー発電におけるロードレベリング用の二次電池として、積層型の電極体を備えるものが提案されている。積層型の電極体を用いた場合、従来から一般的に用いられてきた巻取り型の電極体を用いた場合に比べて、長期の充放電サイクル寿命や電池設置の際のスペース効率に優れるという利点がある。
【0003】
かかる積層型の電極体を作製する方法として、いわゆるピックアンドプレース方式が一般的に用いられている(例えば、特許文献1)。このピックアンドプレース方式では、カセットによって供給されたシート状の正極、負極を、アーム機構によって、1枚ずつ持ち上げて所定の位置まで移動させる作業を繰り返すことにより、正極と負極とが交互に積層された電極体を作製する。なお、ピックアンドプレース方式による積層体の作製は、電池のほかにも、例えば、大容量のキャパシタなどにおいても採用されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2000−315518号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、ピックアンドプレース方式で電極体を作製する場合、シート状の電極を持ち上げて移動させる工程を高速化すると、空気抵抗による電極のバタつきや位置ずれが発生しやすいことから、高速化が困難であり、巻取り式による電極体に比べて高コストとなる。しかも、空気抵抗に起因するこれらの問題は、車両やロードレベリングに用いられる大型電池用の面積の広い電極を積層させる場合には、特に顕著となる。さらには、電極を移動させるアーム機構は様々な面積や厚みの電極を取り扱う必要があるので、アーム機構の設計が複雑となり、条件調整作業も煩雑となる。
【0006】
本発明の目的は、上記の課題を解決するために、シート状体を積層してなる積層体を高効率に、かつ安価に作製することができる積層体の作製装置および作製方法を提供することにある。
【課題を解決するための手段】
【0007】
前記した目的を達成するために、本発明に係る積層体作製装置は、複数のシート状体を積層させてなる積層体を作製する装置であって、前記シート状体を供給する供給機構と、前記供給機構の下方に位置し、前記供給機構から供給された前記シート状体を、重力を利用して所定の位置に落下移動させる落下移動手段と、前記落下移動手段の排出口の下方である前記所定位置に配置されて、前記排出口から排出された前記シート状体を順次所定の配置に案内して積層させる案内積層手段とを備えている。
【0008】
この構成によれば、供給されたシート状体を移動させ、積層させる手段として、駆動力を要しない落下移動手段、いわゆるシュートを用いているので、簡単な構造で、かつ高いエネルギー効率で、積層体を作製することができる。さらには、シート状体を持ち上げて移動させることがないので、空気抵抗に起因するシート状体のバタつきや位置ずれを回避して、積層工程の高速化が可能となる。したがって、積層体を高効率に、かつ安価に作製することが可能となる。
【0009】
本発明の一実施形態に係る積層体作製装置において、前記供給機構が、フープ状に巻き取られた帯状のシート状体源と、このシート状体源を幅方向に切断して前記シート状体を形成する切断部とを有しており、前記シート状体が、前記供給機構から前記落下移動手段に直接供給されるように配置されていることが好ましい。なお、「シート状体源」とは、切断によってシート状体が形成される前の状態のものを指す。この構成によれば、フープ状のシート状体源を切断した後に直接シート状体を落下移動手段に供給することができるので、積層工程が一層顕著に高速化される。
【0010】
本発明の一実施形態に係る積層体作製装置において、前記案内積層手段に、前記積層体を収容する、前記案内積層手段と別体の収容ケースが配置されていることが好ましい。この構成によれば、積層体をテープ止めするなどの固定作業が省略できるとともに、積層体の機械的な保護が容易となり、積層体を使用する後工程においても作業を高効率化することができる。
【0011】
また、本発明に係る積層体作製方法は、前記シート状体を供給する工程と、前記供給された前記シート状体を、重力を利用して所定の位置に落下移動させる工程と、前記所定位置において、前記シート状体を順次所定の配置に案内して積層させる工程とを含む。この構成によれば、供給されたシート状体を移動させ、積層させるために重力を利用し、駆動力を不要としているので、高いエネルギー効率で、積層体を作製することができる。さらには、シート状体を持ち上げて移動させることがないので、空気抵抗に起因するシート状体のバタつきや位置ずれを回避して、積層工程の高速化が可能となる。したがって、積層体を高効率に、かつ安価に作製することが可能となる。
【発明の効果】
【0012】
以上のように、本発明に係る積層体の作製装置および作製方法によれば、シート状体を積層してなる積層体を高効率に、かつ安価に作製することが可能となる。
【図面の簡単な説明】
【0013】
【図1】本発明の第1実施形態に係る積層体作製装置の概略構成を示す側面図である。
【図2】図1の積層体作製装置に使用される落下移動手段を示す平面図である。
【図3】図1の積層体作製装置に使用される案内積層手段を示す斜視図である。
【図4】図1の積層体作製装置の供給機構の配置例を示す平面図である。
【図5】図1の積層体作製装置に使用されるシート状体源の一例を示す模式図である。
【図6】(a)は本発明の第2実施形態に係る積層体作製装置に使用される案内積層手段を示す斜視図、(b)は(a)の収容ケースの開口を覆う蓋部を示す斜視図である。
【発明を実施するための形態】
【0014】
以下、本発明に係る実施形態を図面に従って説明するが、本発明はこの実施形態に限定されるものではない。
【0015】
図1に、本発明の第1実施形態に係る積層体作製装置1の概略構成を示す。この積層体作製装置1は、複数のシート状体3を積層させてなる積層体5を作製するための装置であり、供給機構7、落下移動手段9および案内積層手段11を主要な構成要素として備えている。なお、本実施形態では、シート状体3として、積層型二次電池に用いられる正極体Pおよび負極体Nを使用している。
【0016】
供給機構7は、所望のサイズに切断されたシート状体3を供給する。供給機構7は、シート状体3に形成させる前の帯状のシート状体源21と、シート状体源21を切断してシート状体3に形成する切断部23とを有している。シート状体源21は、フープ状に巻き取られた状態で用意されており、切断部23は、シート状体源21に対して、シート状体源21をその幅方向に切断するように、すなわち切断方向がシート状体源21の長手方向に対してほぼ直交するように配置されている。切断部23によって切断されたシート状体3は、供給部25から供給機構7の外部へ排出、供給される。なお、図1に示す例では、切断部23が供給部25を兼ねている。
【0017】
落下移動手段9は、供給機構7の下方に位置して、供給機構7から供給されたシート状体3を、重力を利用して所定の位置に落下移動させる。より具体的には、落下移動手段9は、水平方向に対して傾斜して配置された、平滑な滑走面を有する滑走部27を有している。滑走部27の上方端部が、シート状体3を導入する導入部29を形成し、滑走部25の下方端部が、シート状体3を排出する排出部30を形成している。落下移動手段9の幅方向の両端には、図2に平面図で示すように、シート状体3が所定の方向に移動するように案内するガイド9aが設けられていることが好ましい。また、落下移動手段9の導入部29は、シート状体3の移動方向Tに向かって幅狭となる形状に形成されていてもよい。
【0018】
図1に示すように、落下移動手段9は、シート状体3が、供給機構7から直接供給されるように配置されている。すなわち、落下移動手段9の導入部29が、供給機構7の供給部25の直下に配置されており、供給機構7から排出されたシート状体3は、シート状体3を移動させる装置を介することなく、落下によって落下移動手段9の導入部29に導入される。これにより、フープ状のシート状体源21を切断した後に直接シート状体3を落下移動手段9に供給することができるので、積層工程が顕著に高速化される。
【0019】
案内積層手段11は、落下移動手段9の下方に配置されて、落下移動手段9の排出部30から排出されたシート状体3を順次所定の配置に案内して積層させる。図3に示すように、本実施形態における案内積層手段11は、積層体5(図1)が載置される矩形の底壁31と、底壁31の互いに直交する2辺から底壁31に対して垂直に突設された立壁33,35とを有する案内治具として形成されている。立壁33,35は、落下移動手段9から排出されてきたシート状体3の移動を停止させて所定の配置に案内し、位置決めするとともに、落下移動手段9から順次排出される複数のシート状体3が、立壁33,35の壁面33a,35aに沿った所定の方向に積層されるように案内する。
【0020】
案内積層手段11の立壁33,35の一方(図3の例では立壁33)は、シート状体3の移動方向Tに対して直交する方向に沿って延びていることが好ましい。また、底壁31は、少なくともシート状体3の移動方向Tにおける前方(立壁33側)が、後方よりも低くなるように傾斜角度αで傾斜していることが好ましく、これに追加して、移動方向Tを軸として他方の立壁(図3の例では立壁35)側が低くなるように傾斜角度βで傾斜していることがさらに好ましい。
【0021】
また、図1に示すように、シート状体3として、正極体Pと負極体Nのように異なる2種類のシート状体3を積層させる場合、各シート状体3に対応する供給機構7,7同士の配置構成としては、2つの供給機構7,7を上下2段に並べて配置してもよく、図4に示すように、2つの落下移動手段9,9の排出方向が互いに直交するように、つまり、一方のシート状体3(図4の例では正極体P)が、案内積層手段11の一方の立壁(図4の例では立壁33)に対向する向きに供給され、他方のシート状体3(図4の例では負極体N)が、案内積層手段11の他方の立壁(図4の例では立壁35)に対向する向きに供給されるように配置してもよい。
【0022】
いずれの場合も、2つの供給機構7,7間のシート状体3の切断、供給のタイミングを調整することにより、2種類のシート状体3である正極体Pと負極体Nとを交互に積層させることができる。
【0023】
なお、シート状体3として、電池に使用される正極体P,負極体Nを積層させる場合には、図5に示すように、少なくともいずれか一方を、予め袋状のセパレータ41によって覆われた状態に加工して、シート状体源21とすることが好ましい。正極体Pおよび負極体Nのうちいずれをセパレータ41で覆っておくかについては、電池の仕様・設計により適宜選択してよいが、例えば一般的なリチウムイオン二次電池やニッケル水素二次電池のように、電池容量が正極によって規制されるように設計されている電池においては、正極活物質の存在する部分よりも負極活物質の存在する部分を広く設定する必要があるので、正極体Pをセパレータ41で覆っておくことが好ましい。
【0024】
上記で説明した第1実施形態に係る積層体の作製装置1および作製方法によれば、図1に示すように、供給されたシート状体を3(正極体P,負極体N)移動させ、積層させる手段として、駆動力を要しない落下移動手段9、いわゆるシュートを用いているので、簡単な構造で、かつ高いエネルギー効率で、積層体5を作製することができる。さらには、シート状体3を持ち上げて移動させる必要がないので、空気抵抗に起因するシート状体3のバタつきや位置ずれを回避して、積層工程の高速化が可能となる。したがって、積層体5を高効率に、かつ安価に作製することが可能となる。従来例との比較実験によれば、タクト(一層の設置に必要な時間)で約50%、積層体5全体の作製に要する時間で約40%、短縮することができた。また、従来例に比較して、積層体を作製する設備の定格消費電力で約20%、積層体作製に要するエネルギー(Wh)で約50%を低減することができた。
【0025】
次に、本発明の第2実施形態について説明する。この第2実施形態では、図1に示す第1実施形態の積層体作製装置1において、図6に示すように、案内積層手段11に、積層体5を収容するための収容ケース51が配置されている。この収容ケース51は、案内積層手段11とは別体に形成されている。
【0026】
収容ケース51は、案内積層手段11に配置されて収容ケース51内にシート状体3が供給されるときには、シート状体3を収容ケース51内に導入するために必要な部分が開口部51aとして形成されているが、積層体5を構成するのに必要なシート状体3のすべてが収容された後は、開口部51aを塞ぐ蓋部51bを溶着、接着、嵌合等により接合して、積層体5の6面のすべてが収容ケース51によって覆われるように構成することができる。
【0027】
また、積層体5が使用される装置、例えば本実施形態の例では電池において、積層体5を収容ケース51内に収容した状態でそのまま使用するように構成してもよい。例えば、本実施形態の例では、正極体Pと負極体Nとからなる積層体5を、収容ケース51に収容した状態で電池缶に挿入し、電池を組み立てるようにしてもよい。この場合、収容ケース51には、積層体5が使用される装置において、またはその製造工程において必要とされる構造、例えば電池の電解液注液用孔などが追加で設けられていてもよい。
【0028】
第2実施形態に係る積層体の作製装置1および作製方法によれば、積層体5をテープ止めするなどの固定作業が省略できるとともに、積層体5の機械的な保護が容易となり、積層体5を使用する後工程、例えば電池の組立工程においても作業を高効率化することができる。
【産業上の利用可能性】
【0029】
以上のように、本発明に係る積層体作製装置および作製方法は、電池や燃料電池等の電気化学的電源装置のほか、大容量キャパシタや、小面積の特殊合板等に利用することができる。
【0030】
以上のとおり、図面を参照しながら本発明の好適な実施形態を説明したが、本発明の趣旨を逸脱しない範囲内で、種々の追加、変更または削除が可能である。したがって、そのようなものも本発明の範囲内に含まれる。
【符号の説明】
【0031】
1 積層体作製装置
3 シート状体
5 積層体
7 供給機構
9 落下移動手段
11 案内積層手段
21 シート状体源
23 切断部
29 落下移動手段の排出部
51 収容ケース
P 正極体(シート状体)
N 負極体(シート状体)
【特許請求の範囲】
【請求項1】
複数のシート状体を積層させてなる積層体を作製する装置であって、
前記シート状体を供給する供給機構と、
前記供給機構の下方に位置し、前記供給機構から供給された前記シート状体を、重力を利用して所定の位置に落下移動させる落下移動手段と、
前記落下移動手段の排出部の下方である前記所定位置に配置されて、前記排出部から排出された前記シート状体を順次所定の配置に案内して積層させる案内積層手段と、
を備える積層体作製装置。
【請求項2】
請求項1において、前記供給機構が、フープ状に巻き取られた帯状のシート状体源と、このシート状体源を幅方向に切断して前記シート状体を形成する切断部とを有しており、前記シート状体が、前記供給機構から前記落下移動手段に直接供給されるように配置されている積層体作製装置。
【請求項3】
請求項1または2において、前記案内積層手段に、前記積層体を収容する、前記案内積層手段と別体の収容ケースが配置されている積層体作製装置。
【請求項4】
複数のシート状体を積層させて積層体を作製する方法であって、
前記シート状体を供給する工程と、
前記供給されたシート状体を、重力を利用して所定の位置に落下移動させる工程と、
前記所定位置において、前記シート状体を順次所定の配置に案内して積層させる工程と、
を含む積層体作製方法。
【請求項1】
複数のシート状体を積層させてなる積層体を作製する装置であって、
前記シート状体を供給する供給機構と、
前記供給機構の下方に位置し、前記供給機構から供給された前記シート状体を、重力を利用して所定の位置に落下移動させる落下移動手段と、
前記落下移動手段の排出部の下方である前記所定位置に配置されて、前記排出部から排出された前記シート状体を順次所定の配置に案内して積層させる案内積層手段と、
を備える積層体作製装置。
【請求項2】
請求項1において、前記供給機構が、フープ状に巻き取られた帯状のシート状体源と、このシート状体源を幅方向に切断して前記シート状体を形成する切断部とを有しており、前記シート状体が、前記供給機構から前記落下移動手段に直接供給されるように配置されている積層体作製装置。
【請求項3】
請求項1または2において、前記案内積層手段に、前記積層体を収容する、前記案内積層手段と別体の収容ケースが配置されている積層体作製装置。
【請求項4】
複数のシート状体を積層させて積層体を作製する方法であって、
前記シート状体を供給する工程と、
前記供給されたシート状体を、重力を利用して所定の位置に落下移動させる工程と、
前記所定位置において、前記シート状体を順次所定の配置に案内して積層させる工程と、
を含む積層体作製方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−91372(P2012−91372A)
【公開日】平成24年5月17日(2012.5.17)
【国際特許分類】
【出願番号】特願2010−239562(P2010−239562)
【出願日】平成22年10月26日(2010.10.26)
【出願人】(510215709)Amaz技術コンサルティング合同会社 (3)
【Fターム(参考)】
【公開日】平成24年5月17日(2012.5.17)
【国際特許分類】
【出願日】平成22年10月26日(2010.10.26)
【出願人】(510215709)Amaz技術コンサルティング合同会社 (3)
【Fターム(参考)】
[ Back to top ]