
積層体の全数外観検査装置及び全数外観検査方法

【課題】プラスチック積層体の全数外観検査を可能にする装置及び方法を提供する。特に、アイウェアに加工される、枚葉シートの光学用積層体の全数外観検査を可能にする装置及び方法、更に、最終加工工程において有利な積層体を提供する。
【解決手段】装置は、(1)積層体を連続的に運ぶ手段、(2)積層体の欠陥を検査する手段、(3)積層体に保護フィルムを貼り合わせる手段及び(4)積層体の欠陥部分をマーキングする手段から構成される。
【解決手段】装置は、(1)積層体を連続的に運ぶ手段、(2)積層体の欠陥を検査する手段、(3)積層体に保護フィルムを貼り合わせる手段及び(4)積層体の欠陥部分をマーキングする手段から構成される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は積層体の全数外観検査を可能とする装置及びその方法、並びに欠陥がマーキングされた積層体に関する。
【背景技術】
【0002】
光学用途の偏光積層体及び調光積層体等のプラスチック積層体は、所定の大きさで最終加工工程、例えば、切断加工、曲げ加工、ドリル加工等に提供される。通常、最終加工工程へ提供する前には、積層体中の気泡、ゴミの混入、ヘコミ等の欠陥を検査して、最終加工工程へ提供可能な板(合格品)と提供不可能な板(不合格品)に選別する工程を経る。このようなプラスチック積層体の検査においては、対象物品の数が多く、該物品は連続的に生産されることから、抜取り検査により、合格品及び不合格品の選別を行っている。
【0003】
貼り合わせにより発生する欠陥があるため、合格品及び不合格品を選別する工程は、最終加工工程に提供される状態の板、(貯蔵、運搬等のストレスから保護するために積層体の表裏に保護フィルムを貼り合せた板)の保護フィルムを剥がし、欠陥を目視により検出し、欠点の数、分布の程度、大きさにより、合格品又は不良品を選別する。
【0004】
このように行われている抜取り検査では、製造ロット毎に製品をランダムに抜取って検査を行っている。このような検査により、不合格品のシークエンス(不合格品が分布する部分)を特定した後、不合格品を最終加工工程に提供される製品群から取り除く。
【0005】
このような従来の抜取り検査において、欠陥の検出工程は人間の経験に依存するものである。従って、検査精度を一定に保つ点、及び検査処理量において問題があった。更に、保護フィルムを剥がして目視に用いた製品は例え合格品であったとしても、最終加工工程に提供することができない。更に、不合格品のシークエンスが特定されるとその中に合格品が1つ存在していたとしても、不合格品として廃棄されていた。従って、従来の抜取り検査では、製品の歩留まりにおいても、改善の余地があった。
【0006】
ロール状積層体では、巻取り工程の上流に検査部位を儲け、全体を機械的に検査することが可能である。また、このときの検査結果の情報処理により、枚葉シートに切断する際に欠陥部分を含むシートを排除するように枚葉シートを製造することがなされてきた。
【0007】
また、透過性等を変更して、剥がさなくても外観検査可能な保護フィルムも開発されている。
【0008】
しかしながら、枚葉シート1枚ごとに情報を付した積層体が最終加工ユーザーに提供されていないのが現状である。
【0009】
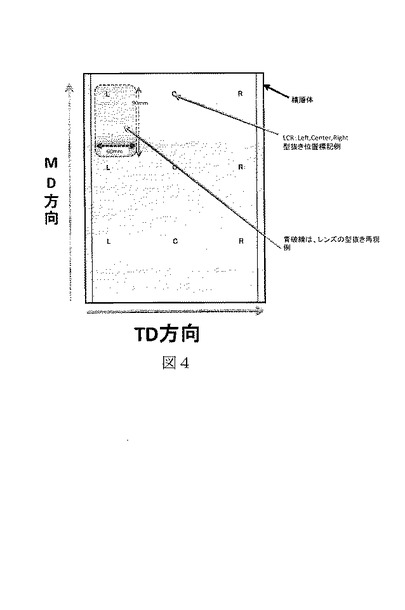
眼鏡、サングラス、ゴーグル等のアイウェアに用いられる光学用積層体は、1枚の枚葉シート状に色の分布が生じている。したがって、アイウェア、特にサングラス用レンズの最終加工ユーザーは打ち抜いたレンズの色あわせを行う必要がある。
【先行技術文献】
【特許文献】
【0010】
引用文献1 特開2008-116438
引用文献2 特開2008-116437
引用文献3 特開2009-61498
【発明の概要】
【発明が解決しようとする課題】
【0011】
全数外観検査をして加工情報を付した積層体が最終加工ユーザーに提供可能となれば、最終加工ユーザーの製造コスト低減につながり、製造の歩留まりも改善される。検査精度及び製品の歩留まりは、製品の全数検査が可能となれば向上するが、一旦貼り合わせされた積層体の保護フィルムを剥がしてまで、積層体を全数検査し、その情報を製品上に付すための具体的な方法はこれまで提案されていなかった。
【課題を解決するための手段】
【0012】
本発明は、プラスチック積層体の全数外観検査を可能にする装置及び方法を提供する。特に、本発明はアイウェアに加工される、枚葉シートの光学用積層体の全数外観検査を可能にする装置及び方法を提供する。更に、本発明は最終加工工程において有利な積層体を提供する。
【0013】
本発明の装置及び方法により、全数外観検査が可能となるものの具体的な例としては、ディスプレー用光学シート、眼鏡又はサングラス用光学シート、偏光シート、調光シート、調光偏光シートがある。
【0014】
本発明により得られる光学用積層体はメガネ、サングラス、ゴーグル、ヘルメットシールド等の製造に有利である。
【0015】
本発明の装置は、(1)積層体を連続的に運ぶ手段(手段01)、(2)積層体の欠陥を検査する手段(手段02)、(3)積層体の欠陥部分をマーキングする手段(手段03)、及び(4)積層体の欠陥部分の数に応じて合格品と不合格品を分類する手段(手段04)から構成される。
【0016】
本発明の装置は、更に、(1)積層体を連続的に運ぶ手段の後に、(11)積層体上の保護フィルムを自動的に剥がす手段(手段11)を含み、(2)積層体の欠陥を検査する手段の後に(22)積層体上に保護フィルムを貼り合わせる手段(手段22)を含む装置にも関する。
【0017】
手段01は、積層体を手段02乃至手段04の領域にまで輸送する手段である。連続的に積層体をライン輸送することができる手段であり、駆動ローラー又は、ベルトコンベア、又はこれらの組合せが好ましい。検査に供される積層体を初めに該手段に設置し、連続的に外観検査を開始する。具体的には、マガジン部にスタックされた積層体をバキュームチャンクで取り出して、ライン本流に置き、駆動ローラー等で輸送する。
【0018】
手段02はシートの表裏の外観検査を行う。積層体の欠陥は、光源からの光線を検査ステージ上の積層体(保護フィルムを剥離した積層体)に入射し、このときの画像をCCDカメラ等で受信し、画像処理装置に送信する。光線は紫外線から赤外線までの任意の光線を用いることができる。検査対象の積層体の上部にCCDカメラを置き、積層体の下部に光源を設置して透過光を受信する。積層体の下部に反射板を設置し、光源及びCCDカメラを搬送面の上方に設置して、反射光を受信することもできる。光源及びCCDカメラの選択により積層体外部及び内部の欠陥を検出可能である。CCDカメラで読み取られた情報は、例えば、明暗を波形情報に転換して、下流に位置している手段03に送られる。手段02を手段03の上流に複数設置して、複数のパラメーターについて、検査することも可能である。
【0019】
手段03は、加工情報を記録する手段である。積層体を受け取り、検査結果に基づいた欠陥場所へ所定のマーキングをして、手段04に受け渡す。前記加工情報は積層体の欠陥のみならず、打ち抜き加工有利な情報、色あわせに有利な情報を含む。例えば、偏光積層体の場合、積層体の幅を偏光フィルムの延伸方向に対して並行に3等分、又は4等分する色あわせのためのガイドラインを記録することができる。また、欠陥のない領域に打ち抜くレンズのサイズに合わせたガイドラインを記録することもできる。この装置により、全ての積層体上の欠陥の有無が明確に物品上に記録される。1つの態様において、マーキングはインクジェット方式により保護フィルム上に印刷される。他の態様において、マーキングはレーザー、シーリング等でもよい。製品に影響を及ぼさない手段であれば如何なるマーキング方法を用いてもよい。
【0020】
手段04は手段02での検査結果に応じて最終加工工程に提供する板と提供しない板を振り分ける装置である。この検査機器からの指令に応じて、バキュームチャンクにより、搬送面上の積層体を合格品及び不合格品の箱の中に積み上げる。手段04では、合格品のみを積み上げることも可能である。前記バキュームチャンクの使用は代表的な態様であり、積層体の品質に影響を与えない方法であれば如何なる手段をも用いることができる。
【0021】
手段11は、積層体の保護フィルムを自動的に剥がす手段である。手段01の下流に位置し、手段01により送られてきた積層体の保護フィルムに粘着テープを接触させ、この粘着テープを巻き取ることにより保護フィルムを剥がす。上記粘着テープの使用は代表的な態様であり、積層体の品質に影響を与えない方法であれば如何なる手段をも用いることができる。
【0022】
手段22は、保護フィルムを貼り合わせる手段である。手段02の下流に位置する。搬送面上にセットされている2つの保護フィルムローラーから保護フィルムを引き出し、ガイドロールにより積層体に貼り付ける。積層体の後末端にまでフィルムが貼り付けられると、付近に設置されている移動式のカッターナイフが移動して保護フィルムを切断する。ここにおいて、検査に供された積層体に、再度保護フィルムを貼り合わせ、手段01により欠陥をマーキングする手段03へ輸送する。
【0023】
また、手段02の検査結果に応じて、手段22で保護フィルムを貼り合わせせずに廃棄することも可能である。
【0024】
本発明の装置により検査可能となる枚葉シートのサイズは、幅50mm乃至2000mm、長さ50mm乃至2000mm、厚さ0.1mm乃至3mmである。幅500mm、長さ500mm乃至1000mm、厚さ0.3乃至2mmのサイズの積層体がより好ましい。
【0025】
積層体の具体的な種類としては、眼鏡用光学積層体、偏光積層体、調光積層体、調光偏光積層体がある。
【0026】
本発明は、(光学用)積層体の全数検査を可能にする方法にも関係する。該方法は、(A)積層体を連続的に運ぶ工程、(B)積層体の欠陥を検査する工程、(C)積層体の欠陥部分をマーキングする工程、及び(D)欠陥部分の数に応じて合格品と不合格品を分類する工程を含む。工程(A)、(B)、(C)、及び(D)は、それぞれ前述の本発明の装置における手段01、手段02、手段03、及び手段04により行われる。
【0027】
本発明の方法は、更に、(A)積層体を連続的に運ぶ工程の後に、(a)積層体上の保護フィルムを自動的に剥がす工程(工程a)を含み、(B)積層体の欠陥を検査する工程の後に(b)積層体上に保護フィルムを貼り合わせる工程(手段b)を含む方法にも関する。工程(a)及び(b)は前述の本発明の装置における、手段11及び22により行われる。
【発明の効果】
【0028】
本願発明の装置及び方法により、多数の枚葉シート積層体の全数外観検査が効率良く実施可能となる。本発明の装置により加工情報がマーキングされた積層体は、欠陥部分を避けて打ち抜き加工が可能である。
【図面の簡単な説明】
【0029】
【図1】図1は本願発明の方法の例示的な態様を示す概略図である。破線は検査機器からの情報送信ルートを示す。
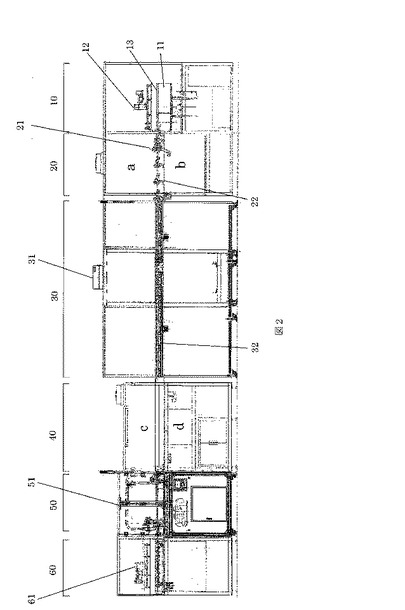
【図2】図2は本願発明の装置の一例である。
【図3】図3は本願発明の欠陥がマーキングされた枚葉積層体である。
【図4】図4は二眼レンズのペアリングに有用な打ち抜き加工情報が記載された偏光積層体の枚葉シートである。
【発明を実施するための形態】
【実施例】
【0030】
ポリカーボネート(PC)を2枚貼り合せ、間に偏光フィルムが挿入された積層体(偏光積層体)(幅500mm、長さ500mm、厚さ0.6mm)を以下の実施例に用いた。
【0031】
偏光積層体を積載したマガジン11を含む開始部10において、偏光積層体をバキュームチャンク12で取り出して、ライン本流13の先頭位置に置く。側面から積層体を横押しし、ライン本流の端に位置する基準面に当て、積層体の長手方向をそろえる。1軸ロボットで積層体を長手方向に押し出して、下流の保護フィルム剥離装置20に移動させる。積層体両端の非製品エリアをニップしローラー搬送する。また、駆動ローラーのみので搬送も可能である。上流手段から下流手段に積層体を受け渡すときには、上流側から下流側へニップローラーで送りだす。
【0032】
保護フィルム剥離装置20は密着ニップローラー21、及びニップローラー22が積層体搬送面の上下にそれぞれ設置されており、搬送面の上方及び下方のa及びbの領域に粘着テープロール及び巻取り装置が設置されている。密着ニップローラー21で粘着テープを介し偏光積層体を挟み、密着ニップローラー21を回転・搬送して表裏の保護フィルムを同時に剥ぎ取る。
【0033】
積層体搬送部にセンサーを設置し、積層体が検査部30に到達すると、自動的に検査を開始する。検査部には欠陥検査装置31を設置する。検査部における搬送は、シートの両端を保持し、ベルト輸送にするのが好ましい。検査終了後の積層体は、排出ステージ32へ排出され、次工程装置にスライド排出する。
【0034】
保護フィルム貼り付け装置40は搬送面の上方及び下方のc及びdの領域に保護フィルムロール及びニップロールが設置されている。上下にセットした2つの保護フィルムロールから保護フィルムを引き出し、80℃に加熱したニップローラーに積層体とともに挟む。ニップローラーを回転させ、積層体の表裏に同時に保護フィルムを貼り付ける。
【0035】
領域cに取り付けられているカッターナイフ刃(幅300mm)で、積層体の表裏にあるフィルムを切断する。
【0036】
前工程からの積層体は、マーキング装置50のバッファステージに搬送される。マーキング工程では積層体の両端を保持し、ベルト搬送する。積層体搬送面上部にインクジェットマーカー51が設置されている。欠陥検査装置より、マーキング情報と共に、シートID情報を受け取り、マーキング部にてIDを確認する。検査部とマーキング部の間にシートが取り除かれた場合、除かれたシートのIDを削除することにより、間違えたマーキングを防止することができる。マーキングが終了した積層体は完成品ストッカー部60に搬送され、バキュームチャンクを用いて、積層体を合格品及び不合格品の箱に移載する。
【0037】
(実施例)
前述の装置では、5,000枚の偏光積層体を8時間以内に検査することができた。合格品として分別された偏光積層体は4,455枚であり、不合格品として分別された偏光積層体は545枚であった。その合格品として分別された偏光積層体から、欠陥箇所としてマーキングされた部分を避けて打ち抜加工を行った場合、およそ50,780枚の二眼サングラス用レンズが製造可能となる。
【0038】
(比較例)
装置を使用しない従来の抜取り検査では、平均3割(即ち、1ロット、5,000枚とするとおよそ1,480枚)の偏光積層体が不合格品として廃棄されている。 つまり、従来検査で合格品とされた偏光積層体が3,520枚とすると、その合格品から41,580枚の二眼サングラス用レンズが打ち抜き加工できていた。更に、通常の打ち抜き加工後の製品出来高は95%であるので、最終的なサングラス用レンズの数量はおよそ39,500枚となる。つまり、装置を使用した検査ではおよそ50,780枚のサングラス用レンズが製造可能であるのに対し、従来検査ではおよそ39,500枚の製造量である為、装置を使用した検査ではおよそ11,280枚の二眼サングラス用レンズを多く製造できることになる。
【産業上の利用可能性】
【0039】
本願発明の装置及び方法により、多数の枚葉シート積層体の全数外観検査が効率良く実施可能となった。本発明の装置により加工情報がマーキングされた積層体は、欠陥部分を避けて打ち抜き加工可能である。更には、加工情報に基づいて、製品の組み立てがしやすくなる。したがって、最終加工工程において、ユーザーの作業性が向上する。本発明により、最終加工工程において、欠陥部分を打ち抜くことが皆無になることが期待される。このような効果により、製品の製造効率が向上する。最終的には製品の製造コストの低減も期待される。
符号の説明
10:開始部
11:マガジン
12:バキュームチャンク
13:ライン本流
20:保護フィルム剥離装置
21:密着ニップローラー
22:ニップローラー
30:検査部
31:欠陥検査装置
32:排出ステージ
40:保護フィルム貼り付け装置
50:マーキング装置
51:インクジェットマーカー
60:完成品ストッカー部
a:粘着テープロール及び巻取り装置設置領域
b:粘着テープロール及び巻取り装置設置領域
c:保護フィルムロール、ニップロール、及びカッターナイフ刃設置領域
d:保護フィルムロール及びニップロール設置領域
【技術分野】
【0001】
本発明は積層体の全数外観検査を可能とする装置及びその方法、並びに欠陥がマーキングされた積層体に関する。
【背景技術】
【0002】
光学用途の偏光積層体及び調光積層体等のプラスチック積層体は、所定の大きさで最終加工工程、例えば、切断加工、曲げ加工、ドリル加工等に提供される。通常、最終加工工程へ提供する前には、積層体中の気泡、ゴミの混入、ヘコミ等の欠陥を検査して、最終加工工程へ提供可能な板(合格品)と提供不可能な板(不合格品)に選別する工程を経る。このようなプラスチック積層体の検査においては、対象物品の数が多く、該物品は連続的に生産されることから、抜取り検査により、合格品及び不合格品の選別を行っている。
【0003】
貼り合わせにより発生する欠陥があるため、合格品及び不合格品を選別する工程は、最終加工工程に提供される状態の板、(貯蔵、運搬等のストレスから保護するために積層体の表裏に保護フィルムを貼り合せた板)の保護フィルムを剥がし、欠陥を目視により検出し、欠点の数、分布の程度、大きさにより、合格品又は不良品を選別する。
【0004】
このように行われている抜取り検査では、製造ロット毎に製品をランダムに抜取って検査を行っている。このような検査により、不合格品のシークエンス(不合格品が分布する部分)を特定した後、不合格品を最終加工工程に提供される製品群から取り除く。
【0005】
このような従来の抜取り検査において、欠陥の検出工程は人間の経験に依存するものである。従って、検査精度を一定に保つ点、及び検査処理量において問題があった。更に、保護フィルムを剥がして目視に用いた製品は例え合格品であったとしても、最終加工工程に提供することができない。更に、不合格品のシークエンスが特定されるとその中に合格品が1つ存在していたとしても、不合格品として廃棄されていた。従って、従来の抜取り検査では、製品の歩留まりにおいても、改善の余地があった。
【0006】
ロール状積層体では、巻取り工程の上流に検査部位を儲け、全体を機械的に検査することが可能である。また、このときの検査結果の情報処理により、枚葉シートに切断する際に欠陥部分を含むシートを排除するように枚葉シートを製造することがなされてきた。
【0007】
また、透過性等を変更して、剥がさなくても外観検査可能な保護フィルムも開発されている。
【0008】
しかしながら、枚葉シート1枚ごとに情報を付した積層体が最終加工ユーザーに提供されていないのが現状である。
【0009】
眼鏡、サングラス、ゴーグル等のアイウェアに用いられる光学用積層体は、1枚の枚葉シート状に色の分布が生じている。したがって、アイウェア、特にサングラス用レンズの最終加工ユーザーは打ち抜いたレンズの色あわせを行う必要がある。
【先行技術文献】
【特許文献】
【0010】
引用文献1 特開2008-116438
引用文献2 特開2008-116437
引用文献3 特開2009-61498
【発明の概要】
【発明が解決しようとする課題】
【0011】
全数外観検査をして加工情報を付した積層体が最終加工ユーザーに提供可能となれば、最終加工ユーザーの製造コスト低減につながり、製造の歩留まりも改善される。検査精度及び製品の歩留まりは、製品の全数検査が可能となれば向上するが、一旦貼り合わせされた積層体の保護フィルムを剥がしてまで、積層体を全数検査し、その情報を製品上に付すための具体的な方法はこれまで提案されていなかった。
【課題を解決するための手段】
【0012】
本発明は、プラスチック積層体の全数外観検査を可能にする装置及び方法を提供する。特に、本発明はアイウェアに加工される、枚葉シートの光学用積層体の全数外観検査を可能にする装置及び方法を提供する。更に、本発明は最終加工工程において有利な積層体を提供する。
【0013】
本発明の装置及び方法により、全数外観検査が可能となるものの具体的な例としては、ディスプレー用光学シート、眼鏡又はサングラス用光学シート、偏光シート、調光シート、調光偏光シートがある。
【0014】
本発明により得られる光学用積層体はメガネ、サングラス、ゴーグル、ヘルメットシールド等の製造に有利である。
【0015】
本発明の装置は、(1)積層体を連続的に運ぶ手段(手段01)、(2)積層体の欠陥を検査する手段(手段02)、(3)積層体の欠陥部分をマーキングする手段(手段03)、及び(4)積層体の欠陥部分の数に応じて合格品と不合格品を分類する手段(手段04)から構成される。
【0016】
本発明の装置は、更に、(1)積層体を連続的に運ぶ手段の後に、(11)積層体上の保護フィルムを自動的に剥がす手段(手段11)を含み、(2)積層体の欠陥を検査する手段の後に(22)積層体上に保護フィルムを貼り合わせる手段(手段22)を含む装置にも関する。
【0017】
手段01は、積層体を手段02乃至手段04の領域にまで輸送する手段である。連続的に積層体をライン輸送することができる手段であり、駆動ローラー又は、ベルトコンベア、又はこれらの組合せが好ましい。検査に供される積層体を初めに該手段に設置し、連続的に外観検査を開始する。具体的には、マガジン部にスタックされた積層体をバキュームチャンクで取り出して、ライン本流に置き、駆動ローラー等で輸送する。
【0018】
手段02はシートの表裏の外観検査を行う。積層体の欠陥は、光源からの光線を検査ステージ上の積層体(保護フィルムを剥離した積層体)に入射し、このときの画像をCCDカメラ等で受信し、画像処理装置に送信する。光線は紫外線から赤外線までの任意の光線を用いることができる。検査対象の積層体の上部にCCDカメラを置き、積層体の下部に光源を設置して透過光を受信する。積層体の下部に反射板を設置し、光源及びCCDカメラを搬送面の上方に設置して、反射光を受信することもできる。光源及びCCDカメラの選択により積層体外部及び内部の欠陥を検出可能である。CCDカメラで読み取られた情報は、例えば、明暗を波形情報に転換して、下流に位置している手段03に送られる。手段02を手段03の上流に複数設置して、複数のパラメーターについて、検査することも可能である。
【0019】
手段03は、加工情報を記録する手段である。積層体を受け取り、検査結果に基づいた欠陥場所へ所定のマーキングをして、手段04に受け渡す。前記加工情報は積層体の欠陥のみならず、打ち抜き加工有利な情報、色あわせに有利な情報を含む。例えば、偏光積層体の場合、積層体の幅を偏光フィルムの延伸方向に対して並行に3等分、又は4等分する色あわせのためのガイドラインを記録することができる。また、欠陥のない領域に打ち抜くレンズのサイズに合わせたガイドラインを記録することもできる。この装置により、全ての積層体上の欠陥の有無が明確に物品上に記録される。1つの態様において、マーキングはインクジェット方式により保護フィルム上に印刷される。他の態様において、マーキングはレーザー、シーリング等でもよい。製品に影響を及ぼさない手段であれば如何なるマーキング方法を用いてもよい。
【0020】
手段04は手段02での検査結果に応じて最終加工工程に提供する板と提供しない板を振り分ける装置である。この検査機器からの指令に応じて、バキュームチャンクにより、搬送面上の積層体を合格品及び不合格品の箱の中に積み上げる。手段04では、合格品のみを積み上げることも可能である。前記バキュームチャンクの使用は代表的な態様であり、積層体の品質に影響を与えない方法であれば如何なる手段をも用いることができる。
【0021】
手段11は、積層体の保護フィルムを自動的に剥がす手段である。手段01の下流に位置し、手段01により送られてきた積層体の保護フィルムに粘着テープを接触させ、この粘着テープを巻き取ることにより保護フィルムを剥がす。上記粘着テープの使用は代表的な態様であり、積層体の品質に影響を与えない方法であれば如何なる手段をも用いることができる。
【0022】
手段22は、保護フィルムを貼り合わせる手段である。手段02の下流に位置する。搬送面上にセットされている2つの保護フィルムローラーから保護フィルムを引き出し、ガイドロールにより積層体に貼り付ける。積層体の後末端にまでフィルムが貼り付けられると、付近に設置されている移動式のカッターナイフが移動して保護フィルムを切断する。ここにおいて、検査に供された積層体に、再度保護フィルムを貼り合わせ、手段01により欠陥をマーキングする手段03へ輸送する。
【0023】
また、手段02の検査結果に応じて、手段22で保護フィルムを貼り合わせせずに廃棄することも可能である。
【0024】
本発明の装置により検査可能となる枚葉シートのサイズは、幅50mm乃至2000mm、長さ50mm乃至2000mm、厚さ0.1mm乃至3mmである。幅500mm、長さ500mm乃至1000mm、厚さ0.3乃至2mmのサイズの積層体がより好ましい。
【0025】
積層体の具体的な種類としては、眼鏡用光学積層体、偏光積層体、調光積層体、調光偏光積層体がある。
【0026】
本発明は、(光学用)積層体の全数検査を可能にする方法にも関係する。該方法は、(A)積層体を連続的に運ぶ工程、(B)積層体の欠陥を検査する工程、(C)積層体の欠陥部分をマーキングする工程、及び(D)欠陥部分の数に応じて合格品と不合格品を分類する工程を含む。工程(A)、(B)、(C)、及び(D)は、それぞれ前述の本発明の装置における手段01、手段02、手段03、及び手段04により行われる。
【0027】
本発明の方法は、更に、(A)積層体を連続的に運ぶ工程の後に、(a)積層体上の保護フィルムを自動的に剥がす工程(工程a)を含み、(B)積層体の欠陥を検査する工程の後に(b)積層体上に保護フィルムを貼り合わせる工程(手段b)を含む方法にも関する。工程(a)及び(b)は前述の本発明の装置における、手段11及び22により行われる。
【発明の効果】
【0028】
本願発明の装置及び方法により、多数の枚葉シート積層体の全数外観検査が効率良く実施可能となる。本発明の装置により加工情報がマーキングされた積層体は、欠陥部分を避けて打ち抜き加工が可能である。
【図面の簡単な説明】
【0029】
【図1】図1は本願発明の方法の例示的な態様を示す概略図である。破線は検査機器からの情報送信ルートを示す。
【図2】図2は本願発明の装置の一例である。
【図3】図3は本願発明の欠陥がマーキングされた枚葉積層体である。
【図4】図4は二眼レンズのペアリングに有用な打ち抜き加工情報が記載された偏光積層体の枚葉シートである。
【発明を実施するための形態】
【実施例】
【0030】
ポリカーボネート(PC)を2枚貼り合せ、間に偏光フィルムが挿入された積層体(偏光積層体)(幅500mm、長さ500mm、厚さ0.6mm)を以下の実施例に用いた。
【0031】
偏光積層体を積載したマガジン11を含む開始部10において、偏光積層体をバキュームチャンク12で取り出して、ライン本流13の先頭位置に置く。側面から積層体を横押しし、ライン本流の端に位置する基準面に当て、積層体の長手方向をそろえる。1軸ロボットで積層体を長手方向に押し出して、下流の保護フィルム剥離装置20に移動させる。積層体両端の非製品エリアをニップしローラー搬送する。また、駆動ローラーのみので搬送も可能である。上流手段から下流手段に積層体を受け渡すときには、上流側から下流側へニップローラーで送りだす。
【0032】
保護フィルム剥離装置20は密着ニップローラー21、及びニップローラー22が積層体搬送面の上下にそれぞれ設置されており、搬送面の上方及び下方のa及びbの領域に粘着テープロール及び巻取り装置が設置されている。密着ニップローラー21で粘着テープを介し偏光積層体を挟み、密着ニップローラー21を回転・搬送して表裏の保護フィルムを同時に剥ぎ取る。
【0033】
積層体搬送部にセンサーを設置し、積層体が検査部30に到達すると、自動的に検査を開始する。検査部には欠陥検査装置31を設置する。検査部における搬送は、シートの両端を保持し、ベルト輸送にするのが好ましい。検査終了後の積層体は、排出ステージ32へ排出され、次工程装置にスライド排出する。
【0034】
保護フィルム貼り付け装置40は搬送面の上方及び下方のc及びdの領域に保護フィルムロール及びニップロールが設置されている。上下にセットした2つの保護フィルムロールから保護フィルムを引き出し、80℃に加熱したニップローラーに積層体とともに挟む。ニップローラーを回転させ、積層体の表裏に同時に保護フィルムを貼り付ける。
【0035】
領域cに取り付けられているカッターナイフ刃(幅300mm)で、積層体の表裏にあるフィルムを切断する。
【0036】
前工程からの積層体は、マーキング装置50のバッファステージに搬送される。マーキング工程では積層体の両端を保持し、ベルト搬送する。積層体搬送面上部にインクジェットマーカー51が設置されている。欠陥検査装置より、マーキング情報と共に、シートID情報を受け取り、マーキング部にてIDを確認する。検査部とマーキング部の間にシートが取り除かれた場合、除かれたシートのIDを削除することにより、間違えたマーキングを防止することができる。マーキングが終了した積層体は完成品ストッカー部60に搬送され、バキュームチャンクを用いて、積層体を合格品及び不合格品の箱に移載する。
【0037】
(実施例)
前述の装置では、5,000枚の偏光積層体を8時間以内に検査することができた。合格品として分別された偏光積層体は4,455枚であり、不合格品として分別された偏光積層体は545枚であった。その合格品として分別された偏光積層体から、欠陥箇所としてマーキングされた部分を避けて打ち抜加工を行った場合、およそ50,780枚の二眼サングラス用レンズが製造可能となる。
【0038】
(比較例)
装置を使用しない従来の抜取り検査では、平均3割(即ち、1ロット、5,000枚とするとおよそ1,480枚)の偏光積層体が不合格品として廃棄されている。 つまり、従来検査で合格品とされた偏光積層体が3,520枚とすると、その合格品から41,580枚の二眼サングラス用レンズが打ち抜き加工できていた。更に、通常の打ち抜き加工後の製品出来高は95%であるので、最終的なサングラス用レンズの数量はおよそ39,500枚となる。つまり、装置を使用した検査ではおよそ50,780枚のサングラス用レンズが製造可能であるのに対し、従来検査ではおよそ39,500枚の製造量である為、装置を使用した検査ではおよそ11,280枚の二眼サングラス用レンズを多く製造できることになる。
【産業上の利用可能性】
【0039】
本願発明の装置及び方法により、多数の枚葉シート積層体の全数外観検査が効率良く実施可能となった。本発明の装置により加工情報がマーキングされた積層体は、欠陥部分を避けて打ち抜き加工可能である。更には、加工情報に基づいて、製品の組み立てがしやすくなる。したがって、最終加工工程において、ユーザーの作業性が向上する。本発明により、最終加工工程において、欠陥部分を打ち抜くことが皆無になることが期待される。このような効果により、製品の製造効率が向上する。最終的には製品の製造コストの低減も期待される。
符号の説明
10:開始部
11:マガジン
12:バキュームチャンク
13:ライン本流
20:保護フィルム剥離装置
21:密着ニップローラー
22:ニップローラー
30:検査部
31:欠陥検査装置
32:排出ステージ
40:保護フィルム貼り付け装置
50:マーキング装置
51:インクジェットマーカー
60:完成品ストッカー部
a:粘着テープロール及び巻取り装置設置領域
b:粘着テープロール及び巻取り装置設置領域
c:保護フィルムロール、ニップロール、及びカッターナイフ刃設置領域
d:保護フィルムロール及びニップロール設置領域
【特許請求の範囲】
【請求項1】
(1)積層体を連続的に運ぶ手段、
(2)積層体の欠陥を検査する手段、
(3)加工情報を積層体上にマーキングする手段、及び
(4)欠陥の検査結果に応じて合格品と不合格品とを分類する手段を含む、積層体の全数外観検査を行う装置。
【請求項2】
(1)積層体を連続的に運ぶ手段の後に、(11)積層体上の保護フィルムを自動的に剥がす手段及び(2)積層体の欠陥を検査する手段の後に(22)積層体上に保護フィルムを貼り合わせる手段を含む、請求項1に記載の装置。
【請求項3】
前記積層体がロール状シート又は枚葉シートのいずれかである、請求項1又は2の装置。
【請求項4】
前記積層体がディスプレー用光学シート、眼鏡用光学シート、偏光シート、調光シート、調光偏光シートからなる群より選択される、請求項1乃至3のいずれか1項に記載の装置。
【請求項5】
前記積層体の大きさが幅50mm乃至2000mm、長さ50mm乃至2000mm、厚さ0.1mm乃至3mmである、請求項1乃至4のいずれか1項に記載の装置。
【請求項6】
積層体を連続的に運ぶ手段が、駆動ローラー、ベルトコンベア、又はこれらの組合せである、請求項1乃至5のいずれか1項に記載の装置。
【請求項7】
積層体上の保護フィルムを自動的に剥がす手段を粘着テープで行う、請求項2乃至6のいずれか1項に記載の装置。
【請求項8】
積層体の欠陥を検査する手段を、検査領域に透過させた紫外線から赤外線領域の光線を読み取ること、又は透過させた光線の反射を読み取ること、又はこれらの組合せにより行う、請求項1乃至7のいずれか1項に記載の装置。
【請求項9】
積層体に保護フィルムを貼り合わせる手段の前であり、積層体の欠陥を検査する手段の後に、積層体の欠陥を手段結果に基づいて、不合格品を廃棄する手段を含む、請求項2乃至8のいずれか1項に記載の装置。
【請求項10】
積層体に保護フィルムを貼り合わせる手段の後に、保護フィルムを切断する工程を含む、請求項2乃至9のいずれか1項に記載の装置。
【請求項11】
加工情報を積層体上にマーキングする手段をインクジェット方式により行う請求項1乃至10のいずれか1項に記載の装置。
【請求項12】
(A)積層体を連続的に運ぶ工程、
(B)積層体の欠陥を検査する手段、
(C)加工情報を積層体上にマーキングする工程、及び
(D)欠陥部分の数に応じて合格品と不合格品とを分類する工程を含む、プラスチック積層体の全数外観検査を行う方法。
【請求項13】
(A)積層体を連続的に運ぶ工程の後に、(a)積層体上の保護フィルムを自動的に剥がす工程及び(B)積層体の欠陥を検査する工程、の後に(b)積層体上に保護フィルムを貼り合わせる工程を含む、請求項12に記載の装置。
【請求項14】
前記積層体がロール状シート又は枚葉シートのいずれかである、請求項12又は13の方法。
【請求項15】
前記積層体がディスプレー用光学シート、眼鏡用光学シート、偏光シート、調光シート、調光偏光シートからなる群より選択される、請求項12乃至14のいずれか1項に記載の方法。
【請求項16】
前記積層体の大きさが幅50mm乃至2000mm、長さ50mm乃至2000mm、厚さ0.1mm乃至3mmである、請求項11乃至15のいずれか1項に記載の方法。
【請求項17】
積層体を連続的に運ぶ工程を駆動ローラー、ベルトコンベア、又はこれらの組合せで行う、請求項11乃至16のいずれか1項に記載の方法。
【請求項18】
積層体上の保護フィルムを自動的に剥がす工程を粘着テープで行う、請求項13乃至17のいずれか1項に記載の方法。
【請求項19】
積層体の欠陥を検査する工程が、検査領域に透過させた紫外線から赤外線領域の光線を読み取る工程、又は透過させた光線の反射を読み取る工程、又はこれらの組合せである、請求項11乃至18のいずれか1項に記載の方法。
【請求項20】
積層体に保護フィルムを貼り合わせする工程の前に、積層体の欠陥を検査する工程の結果に基づいて、不合格品を廃棄する工程を含む、請求項13乃至19のいずれか1項に記載の方法。
【請求項21】
欠陥部分を積層体上にマーキングする工程がインクジェット方式で行われる請求項11乃至20のいずれか1項に記載の方法。
【請求項22】
両面を保護フィルムでマスキングされた積層体であって、前記保護フィルム上に積層体の加工用情報が記載されている、積層体。
【請求項23】
前記加工用情報が製品の色むら、又は欠陥、又はこれらの組合せである、請求項22の積層体。
【請求項1】
(1)積層体を連続的に運ぶ手段、
(2)積層体の欠陥を検査する手段、
(3)加工情報を積層体上にマーキングする手段、及び
(4)欠陥の検査結果に応じて合格品と不合格品とを分類する手段を含む、積層体の全数外観検査を行う装置。
【請求項2】
(1)積層体を連続的に運ぶ手段の後に、(11)積層体上の保護フィルムを自動的に剥がす手段及び(2)積層体の欠陥を検査する手段の後に(22)積層体上に保護フィルムを貼り合わせる手段を含む、請求項1に記載の装置。
【請求項3】
前記積層体がロール状シート又は枚葉シートのいずれかである、請求項1又は2の装置。
【請求項4】
前記積層体がディスプレー用光学シート、眼鏡用光学シート、偏光シート、調光シート、調光偏光シートからなる群より選択される、請求項1乃至3のいずれか1項に記載の装置。
【請求項5】
前記積層体の大きさが幅50mm乃至2000mm、長さ50mm乃至2000mm、厚さ0.1mm乃至3mmである、請求項1乃至4のいずれか1項に記載の装置。
【請求項6】
積層体を連続的に運ぶ手段が、駆動ローラー、ベルトコンベア、又はこれらの組合せである、請求項1乃至5のいずれか1項に記載の装置。
【請求項7】
積層体上の保護フィルムを自動的に剥がす手段を粘着テープで行う、請求項2乃至6のいずれか1項に記載の装置。
【請求項8】
積層体の欠陥を検査する手段を、検査領域に透過させた紫外線から赤外線領域の光線を読み取ること、又は透過させた光線の反射を読み取ること、又はこれらの組合せにより行う、請求項1乃至7のいずれか1項に記載の装置。
【請求項9】
積層体に保護フィルムを貼り合わせる手段の前であり、積層体の欠陥を検査する手段の後に、積層体の欠陥を手段結果に基づいて、不合格品を廃棄する手段を含む、請求項2乃至8のいずれか1項に記載の装置。
【請求項10】
積層体に保護フィルムを貼り合わせる手段の後に、保護フィルムを切断する工程を含む、請求項2乃至9のいずれか1項に記載の装置。
【請求項11】
加工情報を積層体上にマーキングする手段をインクジェット方式により行う請求項1乃至10のいずれか1項に記載の装置。
【請求項12】
(A)積層体を連続的に運ぶ工程、
(B)積層体の欠陥を検査する手段、
(C)加工情報を積層体上にマーキングする工程、及び
(D)欠陥部分の数に応じて合格品と不合格品とを分類する工程を含む、プラスチック積層体の全数外観検査を行う方法。
【請求項13】
(A)積層体を連続的に運ぶ工程の後に、(a)積層体上の保護フィルムを自動的に剥がす工程及び(B)積層体の欠陥を検査する工程、の後に(b)積層体上に保護フィルムを貼り合わせる工程を含む、請求項12に記載の装置。
【請求項14】
前記積層体がロール状シート又は枚葉シートのいずれかである、請求項12又は13の方法。
【請求項15】
前記積層体がディスプレー用光学シート、眼鏡用光学シート、偏光シート、調光シート、調光偏光シートからなる群より選択される、請求項12乃至14のいずれか1項に記載の方法。
【請求項16】
前記積層体の大きさが幅50mm乃至2000mm、長さ50mm乃至2000mm、厚さ0.1mm乃至3mmである、請求項11乃至15のいずれか1項に記載の方法。
【請求項17】
積層体を連続的に運ぶ工程を駆動ローラー、ベルトコンベア、又はこれらの組合せで行う、請求項11乃至16のいずれか1項に記載の方法。
【請求項18】
積層体上の保護フィルムを自動的に剥がす工程を粘着テープで行う、請求項13乃至17のいずれか1項に記載の方法。
【請求項19】
積層体の欠陥を検査する工程が、検査領域に透過させた紫外線から赤外線領域の光線を読み取る工程、又は透過させた光線の反射を読み取る工程、又はこれらの組合せである、請求項11乃至18のいずれか1項に記載の方法。
【請求項20】
積層体に保護フィルムを貼り合わせする工程の前に、積層体の欠陥を検査する工程の結果に基づいて、不合格品を廃棄する工程を含む、請求項13乃至19のいずれか1項に記載の方法。
【請求項21】
欠陥部分を積層体上にマーキングする工程がインクジェット方式で行われる請求項11乃至20のいずれか1項に記載の方法。
【請求項22】
両面を保護フィルムでマスキングされた積層体であって、前記保護フィルム上に積層体の加工用情報が記載されている、積層体。
【請求項23】
前記加工用情報が製品の色むら、又は欠陥、又はこれらの組合せである、請求項22の積層体。
【図1】



【図2】
【図3】

【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−149897(P2012−149897A)
【公開日】平成24年8月9日(2012.8.9)
【国際特許分類】
【出願番号】特願2011−6661(P2011−6661)
【出願日】平成23年1月17日(2011.1.17)
【出願人】(597003516)MGCフィルシート株式会社 (33)
【Fターム(参考)】
【公開日】平成24年8月9日(2012.8.9)
【国際特許分類】
【出願日】平成23年1月17日(2011.1.17)
【出願人】(597003516)MGCフィルシート株式会社 (33)
【Fターム(参考)】
[ Back to top ]