
積層体の製造方法

【課題】積層体の表層シートをカットもしくはハーフカットする際、表層シートより下層がダメージを受けることないレーザ加工による積層体の製造方法を提供する。
【解決手段】本発明は、表層シート11にレーザ光を吸収する物質を含むシートを有する積層体10の該表層シート11をカットもしくはハーフカットする積層体の製造方法であって、表層シート11に第1スポット径D1の第1レーザ光L1を前記表層シート11に対して相対移動させながら照射し、表層シート11の該第1レーザ光L1の照射底部に表層シート11の一部を残した第1カット溝21を作製した後、第1スポット径D1よりも小さい第2スポット径D2の第2レーザ光L2を第1カット溝21の底部にそって照射し、第1カット溝21の底部に残した表層シート11のみをカットもしくはハーフカットして第2カット溝を作製する積層体の製造方法を提供する。
【解決手段】本発明は、表層シート11にレーザ光を吸収する物質を含むシートを有する積層体10の該表層シート11をカットもしくはハーフカットする積層体の製造方法であって、表層シート11に第1スポット径D1の第1レーザ光L1を前記表層シート11に対して相対移動させながら照射し、表層シート11の該第1レーザ光L1の照射底部に表層シート11の一部を残した第1カット溝21を作製した後、第1スポット径D1よりも小さい第2スポット径D2の第2レーザ光L2を第1カット溝21の底部にそって照射し、第1カット溝21の底部に残した表層シート11のみをカットもしくはハーフカットして第2カット溝を作製する積層体の製造方法を提供する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は積層体の製造方法に関し、特には身体貼付用シート等の異種材料を積層した積層体の最表層に配された表層シートのみをカットもしくはハーフカットする積層体の製造方法に関する。
【背景技術】
【0002】
薄膜を積層した積層体の最表面に配された表層シートのみをカットもしくはハーフカット(以下、単にカット、という場合がある。)する場合、ダイカットロールやトムソン刃のような刃物を用いた切断では、表層シートのみを精度良く切断することは困難であり、表層シートの下層(2層目以下)に損傷を与えてしまう。
特許文献1には、2層目にレーザ光を吸収する材を配置し、表層を切断する技術が開示されている。この切断方法では、中間層にレーザビームによるエネルギーを吸収する物質の層またはこの物質を含有する層を配する積層構造が必要になり、積層体構造も積層体成形工程も複雑になる。
また特許文献2には、ビーム径を変化させながらレーザ光を任意の回数照射するレーザ加工装置について開示されている。このレーザ加工装置では、薄膜の積層体のレーザ光照射側の表層のみを切断した場合、その下層への損傷については言及されていない。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平10‐080971号公報
【特許文献2】特開2005−095936号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
積層体の表層シートのみをカットもしくはハーフカットする際、表層シートより下層がダメージを受けることなく外観が損なわれることがないレーザ加工による積層体の製造方法を提供することを課題とする。
【課題を解決するための手段】
【0005】
本発明は、照射されたレーザ光を吸収する物質を含むシートもしくは該レーザ光を吸収する材料からなるシートを、最表面に配された表層シートに有する積層体の該表層シートをカットもしくはハーフカットする積層体の製造方法であって、
前記表層シートに第1スポット径の第1レーザ光を前記表層シートに対して相対移動させながら照射し、前記表層シートの該第1レーザ光の照射底部に前記表層シートの一部を残した第1カット溝を作製した後、
前記第1スポット径よりも小さい第2スポット径の第2レーザ光を前記第1カット溝の底部にそって照射し、前記第1カット溝の底部に残した前記表層シートのみをカットもしくはハーフカットして第2カット溝を作製する積層シートの製造方法を提供する。
【発明の効果】
【0006】
本発明の積層体の製造方法は、表層シートのレーザ加工時に表層シートより下層にダメージを与えることなく、表層シートのみのカットもしくはハーフカットを、カット溝の側壁およびその周囲の外観を良好に実現することができる。
【図面の簡単な説明】
【0007】
【図1】本発明の積層体の製造方法の好ましい一実施形態を示した模式的断面図である。
【図2】本発明の積層体の製造方法で加工される積層体の好ましい一例を示した模式的断面図である。
【図3】本発明の好ましい実施形態によって製造された身体貼付用シートの一例を示した模式的斜視図である。
【図4】本発明の好ましい実施形態によって製造された身体貼付用シートの変形例を示した模式的斜視図である。
【図5】本発明のレーザ加工装置の集光光学系の構成図である。
【図6】実施例1および比較例1〜3で、それぞれ採用したレーザ光の照射方法を対比して示した模式的断面図である。
【発明を実施するための形態】
【0008】
本発明に係る積層体の製造方法の好ましい一実施形態について、図1および図2を参照して、以下に説明する。
【0009】
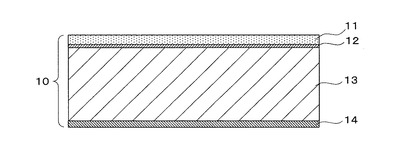
図2に示すように、積層体10は、表層より第1層(以下、表層シートともいう。)11を含む4層からなる。すなわち、最表面から第1層11、第2層12、第3層13、第4層14の順に積層されているものである。この積層数は4層に限定されることはなく、2層または3層であっても、5層以上の積層数があってもよい。
【0010】
上記第1層11は、照射されたレーザ光を吸収する物質を含む樹脂層もしくは該レーザ光を吸収する樹脂層からなる。樹脂層としてはフィルム、不織布等が上げられる。第1層11中に含有されるレーザ光を吸収する物質には、光吸収剤が挙げられる。光吸収剤としては、顔料、染料、金属もしくは金属化合物の微粉末、機能性添加剤である光吸収剤等が挙げられる。
【0011】
顔料としては、無機顔料と有機顔料が挙げられる。無機顔料としては、白色顔料、赤色顔料、黒色顔料等が挙げられる。例えば白色顔料としては、亜鉛華、リトポン(バリウム硫酸塩(68−70質量%)および酸化亜鉛の微量の亜鉛硫化(28−30質量%)の混合物)、二酸化チタン、沈降性硫酸バリウム、およびバライト粉等が挙げられる。赤色顔料としては、酸化鉄赤等が挙げられる。黄色顔料としては、ニッケルチタン黄、ストロンチウム黄等が挙げられる。青色顔料としては、ウルトラマリン青、プロシア青(フェロシアン化鉄カリ)等が挙げられる。黒色顔料としては、カーボンブラック、黒酸化鉄等が挙げられる。有機顔料としては、アゾ顔料、多環顔料、レーキ顔料等が挙げられる。例えば多環顔料を色相ごとに例示すると、紫(菫)色顔料としては、オキサジン(ジオキサジン)、キナクリドン、ペリレン、インジゴイド、アントラキノン、キサンテン、ベンツイミダゾロン、ビオランスロン等が挙げられる。青色顔料としては、フタロシアニン、アントラキノン、インジゴイド等が挙げられる。緑色顔料としては、フタロシアニン、ペリレン、アゾメチン等が挙げられる。黄色顔料としては、イソインドリノン、イソインドリン、キノフタロン、アントラキノン(フラバトロン)、アゾメチン、キサンテン等が挙げられる。橙色顔料としては、ジケトピロロピロール、ペリレン、アントラキノン、ペリノン、キナクリドン等が挙げられる。赤色顔料としては、アントラキノン、キナクリドン、ジケトピロロピロール、ペリレン、インジゴイド等が挙げられる。
染料としては、アゾ染料、アントラキノン染料、インジゴ染料、フタロシアニン染料等が挙げられる。
金属もしくは金属化合物の微粉末としては、アルミニウム粉、ブロンズ粉、亜鉛粉、ステンレス粉、ニッケル粉等の金属粉、酸化亜鉛粉、酸化鉄粉等の金属酸化物粉、等が挙げられる。
また、光吸光剤としては、赤外線領域に光吸収特性を持つような赤外線吸収剤もある。赤外線吸収剤としては、近赤外線吸収剤が挙げられる。近赤外線吸収剤としては、顔料と染料を含むもの、シアニン系色素、ジイモニウム系色素等が挙げられる。
【0012】
上記第1レーザ光L1、第2レーザ光L2に近赤外レーザ光を用いた場合、近赤外レーザ光を吸収しやすい物質として、白色顔料、黒色顔料、近赤外線吸収剤等が挙げられ、好ましくは白色顔料、近赤外線吸収剤が挙げられる。白色顔料としては、好ましくは、亜鉛華、二酸化チタン等が挙げられる。近赤外線吸収剤としては、市販品のBASF社製Lumogen IR(商品名)、オリエント化学工業社製eBIND LAW(商品名)等が挙げられる。
【0013】
また、上記第1層11の樹脂層を上記顔料で着色した場合、上記顔料の吸収スペクトルの波長に適合した波長のレーザ光を用いることが好ましい。例えば、白色顔料に亜鉛華、二酸化チタンを用いた場合、近赤外領域に光の吸収帯域があり、その帯域に発振波長を有するレーザ光として、近赤外レーザ光がある。近赤外レーザ光としては、イッテルビウム(Yb+)ドープファイバレーザ光(波長:1090nm)、ネオジム(Nd+)ドープYAGレーザ光(波長:1064nm)、ネオジム(Nd+)ドープガラスレーザ光(波長:1065nm)等を挙げることができる。特に、レーザ光発振が安定していて、スポットサイズを数十μmに絞り込めるファイバレーザ光を用いることが好ましい。
【0014】
上述の近赤外レーザ光を吸収する物質は、上記樹脂層に含有されたときの第1層11のレーザ光吸収率が高い方が好ましく、吸収率を高めることによって、小さなエネルギー密度でスポットサイズを小さくしてレーザ加工が可能になるので、第1カット溝21の幅を狭くすることが可能になる。したがって、樹脂層に対する顔料の含有率は、所望の吸収率が得られるように調整される。
【0015】
上記第1層11を構成する樹脂の一例としては、ポリエチレンテレフタレート、ポリエチレン、ポリプロピレン、ポリ塩化ビニル、ポリ塩化ビニリデン、ポリスチレン、ポリ酢酸ビニル、アクリル樹脂、等が挙げられる。また、第1層11を構成するレーザ光を吸収する樹脂としては、近赤外レーザ光を70%ないし80%程度吸収する高密度ポリエチレン(白色)、ポリプロピレン等が挙げられる。
【0016】
第2層12には、種々の樹脂を用いることができるが、第1層11よりも融点が高い材料が好ましい。しかも、レーザ光を透過する材料が好ましい。第2層12には、第1レーザ光L1および第2レーザ光L2を吸収する物質を含まない樹脂又は該レーザ光L1,L2を吸収しない樹脂からなることが好ましい。しかしながら、第1層11よりも融点が低い材料であっても本発明の積層体の製造方法では、第2層12への熱影響を最小限に抑えることができるために、例えば、ポリエチレン(低密度ポリエチレン(融点:130℃程度))、ポリ塩化ビニル(融点:180℃)等も用いることができる。また第3層13、第4層14は特定の材料に限定されることはなく、種々の材料を用いることができるが、レーザ光を透過する材料が好ましい。第3層13および第4層14についても、第2層12と同様に、第1レーザ光L1及び第2レーザ光L2を吸収する物質を含まない樹脂または該レーザ光L1,L2を吸収しない樹脂からなることが好ましい。なお、第3層13がゲル状である場合、その冷却効果のため第2層12への熱影響をさらに抑制することができるためより好ましい。
【0017】
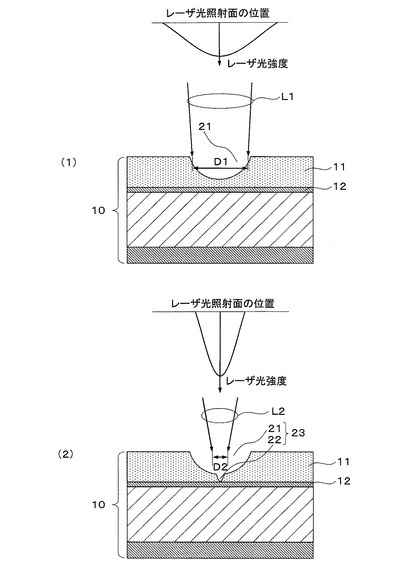
上述した積層体10の第1層11をレーザ光照射によってカットもしくはハーフカットする。まず図1(1)に示すように、上記第1層11のレーザ光照射面におけるスポットサイズが第1スポット径D1となる第1レーザ光L1と上記第1層11とを相対移動させながら照射し、上記第1層11の該第1レーザ光L1の照射底部に上記第1層11の一部を残した状態に第1カット溝21を作製する。この相対移動は、第1レーザ光L1を走査しても、積層体10を移動させてもよい。次に図1(2)に示すように、上記第1スポット径D1よりも小さい第2スポット径D2となる第2レーザ光L2を前記第1カット溝21の底部にそって照射し、第1カット溝21の底部に残した第1層11をカットもしくはハーフカットする。この場合も、第2レーザ光L2と上記第1層11とを相対移動させながら第2レーザ光L2を照射する。この相対移動は、第2レーザ光L2を走査しても、積層体10を移動させてもよい。この結果、第1カット溝21の底部に第2カット溝22が作製される。なお、本明細書では、「カット」は完全に切り離した状態をいい、「ハーフカット」とは第2カット溝22の底部の一部に切り離していない部分が残っている状態をいう。第1レーザ光L1の第1スポット径D1は、第1層11の最表面におけるスポットサイズである。
第1レーザ光L1の第1スポット径D1と第2レーザ光L2の第2スポット径D2の比率D2/D1は、カット溝の外観上の観点から1/2ないし1/10が好ましく、1/3ないし1/5がより好ましい。
またカットもしくはハーフカットのラインは、直線状、曲線状、波線状、折れ線状等、任意の形状に作製することができる。
さらにカット位置は、使用時に無理なく剥がし取れる範囲で中央部に限らず任意の位置や方向に作製することができる。
【0018】
上記積層シートの製造方法におけるレーザ加工では、第1スポット径D1の第1レーザ光L1を第1層11に対して相対移動するように走査しながら照射することで、第1層11は第1レーザ光L1が走査された軌跡にそって第1レーザ光L1を吸収して除去加工され、第1カット溝21が作製される。このようにして、第1レーザ光L1の照射領域に存在する顔料がその第1レーザ光L1を吸収して発熱し、その発熱によって顔料周囲の樹脂が加熱され、3次元的に熱が拡散して、その一部分が溶融、蒸発して、第1レーザ光L1が走査された軌跡に沿って第1カット溝21が作製される。このとき、第1レーザ光L1の照射面におけるエネルギー密度が高くなりすぎると顔料が急激に発熱することによって、第1層11が急激に加熱されるので爆発的に蒸発する。このため、薄い第1層11は裏面側まで除去加工が進み、その時の熱によって下層の第2層12まで熱的損傷を受ける。しかしながら、本発明の製造方法では、第1層11に作製される第1カット溝21の底部に第1層11の一部分を残すように除去加工するので、第2層12が熱的損傷を受けることがない。これは、第1カット溝21の底部に残された第1層11の部分で第1レーザ光L1が吸収されることにより、第2層12に照射される第1レーザ光L1の照射エネルギーが弱まることにも起因する。さらに、第1レーザ光L1の照射領域に第1層11の一部を残すようにレーザ光照射を行うことから、第1レーザ光L1は大きなエネルギー密度を必要としないので、第1レーザ光L1の照射領域が爆発的な燃焼を起こすことなく、溶融、蒸発して、外観を損なう飛散物をほとんど発生することなく、焦げることも無い。
【0019】
第2レーザ光L2の照射では、第1レーザ光L1よりも小さな第2スポット径D2でレーザ光照射が行われ、その結果、第1カット溝21の底部に残された第1層11の一部が除去され第2カット溝22が作製される。このように第1カット溝21の底部に第2カット溝22が形成されて、第1層11のみがカットもしくはハーフカットされる。第2レーザ光L2の照射で除去される第1層11の部分は非常に薄く、また第2レーザ光L2の第2スポット径D2が小さいため、第2レーザ光L2の照射により第1層11が溶融、蒸発しても、それによって発生する熱量は微少である。このため、発生した熱によって、下層の第2層12が熱的損傷を受けることはない。また、第2レーザ光L2を照射する際は、第1カット溝21の底部に残された第1層11が第2レーザ光L2を吸収して第2層12に照射される第2レーザ光L2を弱めるので、第2レーザ光L2自体によって第2層12が損傷を受けることはない。このような観点から第2層12は、レーザ光自体によって加熱されないように、第1レーザ光L1、第2レーザ光L2を透過しやすい材料であることが好ましい。また、第1層11よりも第2層12の融点が低くなる場合であっても、第2レーザ光L2の照射により発生する熱量は微少のため第2層12が受ける熱的損傷は最小限に抑えることができる。また、第2レーザ光L2の照射エネルギー量を調整することで、レーザ光照射領域の焦げや飛散物の発生が抑えられるので、良好な外観を得ることができる。
さらに上記レーザ光によるカットを下層の第2層12に影響がないように行うことで、第1層11を剥がし取った時の第2層12の外観上の美しさが維持できる。また第1層11が第2層12に融着することがないので第1層11が剥がしやすくなる。
【0020】
以上、説明したように、本発明の積層体の製造方法では、第1層11のレーザ加工時に第2層12から下層にダメージを与えることなく第1層11のみのカットもしくはハーフカットを外観が良好に実現することができる。
【0021】
次に、本発明に係る顔に用いられる美容シートの製造方法の好ましい一実施形態について、以下に説明する。本発明の美容シートの製造方法の一部には、上述の積層体の製造方法が適用される。
まず、前記図2に示すように、表層から順に、第1層(表層シート)11、第2層(密封フィルム)12、第3層(保持シート)13、第4層14を積層した積層体10を作製する。表層シート11は、レーザ光を吸収する物質を含むシートもしくはレーザ光を吸収するシートからなり、第2層12表面への液の付着を抑えて第2層12表面を乾燥した状態に保つ機能を有する。第2層12は、第3層13の水分の蒸散を防止する機能を有する。第3層13は美容液を保持する層を有する。第4層14は、ハンドリング性を確保する機能を有する。
【0022】
具体的には、まず、「ゲル配合/混練」工程において、美容液を含む各種原料を配合して混練を行い、カルボキシメチルセルロース(以下、CMCと記す。)を含む中間体ゲルを作製し、「ダイ塗工」工程において、それをダイに通して二軸延伸ポリプロピレン(以下、OPPと記す。)ライナーからなる第4層14の表層側に薄いシート状に加工してCMCゲル層からなる第3層13を塗工する。さらに第3層13の表面側に順にポリエチレン層(厚さ5μm)の第2層12、上述の表層シート11を配して貼り合わせ、積層体10を得る。
【0023】
次に「レーザカット」工程を行い、表層シート11の所定の位置をカットもしくはハーフカットして第1カット溝21および第2カット溝22からなるカット溝23を作製する。このカット溝23は、表層シート11の長手方向のほぼ中央部を通るように短手方向に作製されることが好ましい。これにより、積層体10全体をカット溝23とは反対側に湾曲させると、カット溝23で表層シート11の一部がめくれ易くなって剥がしやすくなる。この「レーザカット」工程は、上述した本発明の積層体の製造方法による。さらに、「型抜き」工程によって、上記積層体10を所定の身体貼付用シートの形状に型抜きをする。この型抜きは一般の型抜き装置を用いる。上記「レーザカット」工程と「型抜き」工程は逆の順序で行ってもよいが、「型抜き」工程を後から行うことにより、「レーザカット」工程のハーフカットの状態になってしまったものも型抜き時に抜き刃によって表層シート11に掛かるテンションにより完全にカットされることが期待できるため、「レーザカット」工程の後に「型抜き」工程を行うことがより好ましい。
また、「レーザカット」工程後の積層体10の搬送において、搬送テンションによってカット溝23にテンションが加わり表層シート11のカット溝23がカット状態とすることもできる。
この場合、ハーフカット状態からカット状態にすることが容易となる観点から、積層体10にゲル層または伸縮層が含まれていることが好ましい。
【0024】
上述の型抜きされた積層体10の第4層14を剥離し、第3層13を下側にしてトレー上に配する。次に「ピロー挿入」工程において密封袋に上記トレーとともにトレー上に配した積層体10を密封袋に挿入する。そして身体貼付用シートが作製される。次に「カートン/パッケージ詰め」工程において、上記身体貼付用シートが封入された袋を、所定個数を1カートンとし、複数カートンを1パッケージとして包装する。
【0025】
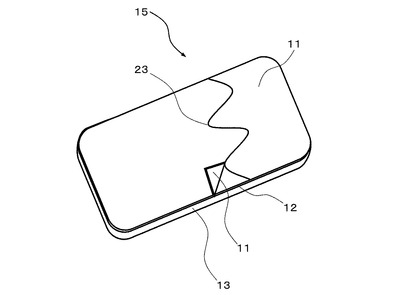
上述の身体貼付用シートの製造方法によって作製された身体貼付用シートは、図3に示す構成を有する。すなわち、図3に示すように、美容液を保持したCMCゲル層からなる第3層13上に水分の蒸散を防止する第2層12が被覆され、その表面側に保護シートとなる表層シート11が被覆されている。この身体貼付用シート15を使用するときは、図示していないトレーから身体貼付用シート15を取り出し、さらに保護シートである表層シート11をカット溝23から剥がし取る。このとき、表層シート11のみにカット溝23が作製され、表層シート11がカットもしくはハーフカットされているので、表層シート11の端部を指でつまんで容易に剥がせるようになっている。例えば、第2、第3層12、13は表層シート11よりも柔らかいので、カット溝23を境にしてカット溝23と反対側に曲げることにより、カット溝23から表層シート11が第2層12より浮き上がり、その浮き上がった表層シート11を指でつまんで容易に剥がすことができる。そして、美容液が含侵された第3層13側を肌に密着させて所定時間だけ貼り付けることにより、肌に美容液が浸透して美容成分が与えられる。
【0026】
上述の身体貼付用シートは、美容や医療用の有効成分を肌に浸透させる手段であり、肌に潤いや張り等を与えるフェイスマスクや目もとシート等の美容シート、皮膚疾患、創傷等の患部を保護、緩和、治癒等を目的とする創傷被覆シート等があり、創傷被覆シートには、肩こり、腰痛、打ち身、捻挫等の痛みや腫れ等を緩和するシート状外用消炎鎮痛剤も含むものとする。その他、顔や身体に装飾を施すシートにも用いられる。
身体貼付用シートの変形例として、シート状外用消炎鎮痛剤を、以下に説明する。
図4に示すように、不織布からなる第3層13上に、消炎鎮痛成分を保持した水溶性ゲル層からなる第2層12が被覆され、その表面側に保護シートとなる表層シート11が被覆されている。この身体貼付用シート15を使用するときは、図示していない密封袋から身体貼付用シート15を取り出し、さらに保護シートである表層シート11をカット溝23から剥がし取る。このとき、表層シート11のみにカット溝23が作製され、表層シート11がカットもしくはハーフカットされているので、表層シート11の端部を指でつまんで容易に剥がせるようになっている。例えば、第2、第3層12、13は表層シート11よりも柔らかいので、カット溝23を境にしてカット溝23と反対側に曲げることにより、カット溝23から表層シート11が第2層12より浮き上がり、その浮き上がった表層シート11を指でつまんで容易に剥がすことができる。そして、消炎鎮痛成分が含侵された第2層12側を肌に密着させて所定時間だけ貼り付けることにより、皮膚に消炎鎮痛成分が浸透して、患部に消炎、鎮痛等の効果が得られる。
また、表層シート11にカット溝23が波線状に作製されていることから、カット溝23を境にしてカット溝23と反対側に曲げたときに、カット溝23から表層シート11の波線の凸部が第2層12より浮き上がるため、その浮き上がった表層シート11を指で摘まんで、より容易に剥がすことができる。
【実施例】
【0027】
以下に、上述の積層体の製造方法により積層体を製造した実施例および比較例により本発明をさらに詳細に説明する。本発明はこれらの実施例に限定されるものではない。
【0028】
積層体10は、表面側より順に、白色顔料を含むポリエチレンテレフタレートからなる表層シート11(厚さ75μm)、ポリエチレン(低密度ポリエチレン)からなる第2層12(厚さ5μm)、CMCゲル層からなる第3層13(厚さ1500μm)、OPPからなる第4層14(厚さ60μm)を順に積層したものからなる。上記表層シート11の切断加工には、レーザ加工装置として、Yb(イッテルビウム)をドープしたファイバレーザ加工装置(株式会社キーエンス社製、レーザマーカー MD-F3000)を用いた。このレーザ加工装置は以下のような性能を有する。
発振波長:1090nm、
レーザ出力:0W〜30Wの範囲で可変、
TEMモード:TEM00、
パルス周波数:60kHz〜120kHzの範囲で可変、
集光、走査光学系:レンズ光学系およびミラー光学系、
焦点位置でのスポットサイズ:70μm、
焦点はずし量:−21mm〜+21mmの範囲で可変(ただし、レーザ光入射方向へのはずし量を焦点位置が発振器に近づく方向をマイナスとする。)、
レーザ光走査速度:0mm/s〜12000mm/sの範囲で可変である。
【0029】
上記レーザ加工装置の集光、走査光学系は以下のような構成を有する。図5に示すように、レーザ発振器41から照射されたレーザ光をZ軸フォーカスレンズ42により焦点位置を変化させ、XYスキャナ43により所定の位置にレーザ光を走査する。ここで、Z軸フォーカスレンズ42はXYスキャナ43により走査されたレーザ光が集光光学系から照射位置平面の任意の位置においてスポット径が変化しないように作動する。また、焦点はずし量によりスポット径を任意の大きさに変更することができる。
【0030】
レーザ加工される積層体は固定してZ軸フォーカスレンズ42とXYスキャナ43によりレーザ光を走査することで、照射面に対してレーザ光の相対移動を可能にした。
【0031】
[実施例1]
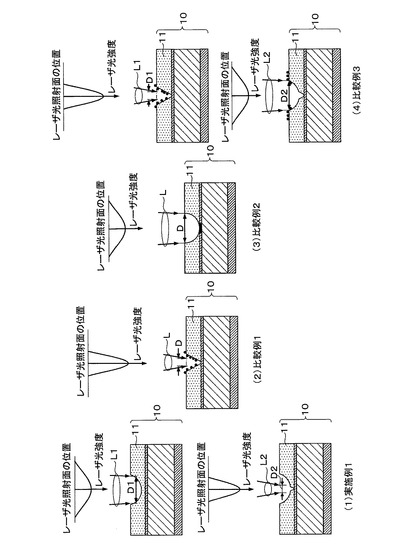
実施例1は、上記レーザ加工装置を用い、2回のレーザ光照射で積層体10の表層シート11の切断加工を行った。積層体10のサイズは40mm×70mmで、中央部を短辺方向にかつ直線状に加工を行った。その加工条件は、1回目の第1レーザ光L1の照射では、レーザ出力:12W、パルス周波数:60kHz、第1スポットサイズD1:280μm(焦点はずし量:プラス側に5mm)、第1走査速度:10mm/sに設定し、2回目の第1レーザ光L2の照射では、第2スポットサイズD2:70μm(焦点はずし量:無し)、第2走査速度:50mm/sに変更し、その他の条件は1回目と同様に設定した。
【0032】
[比較例1−3]
比較例1は、実施例1と同様の積層体10を用い、実施例1と同様のレーザ加工装置を用いて、1回のレーザ光Lの照射で表層シート11の切断加工を行った。その加工条件は、レーザ出力:12W、パルス周波数:60kHz、スポットサイズD:70μm(焦点はずし量:無し)、第1走査速度:45mm/sである。
比較例2は、実施例1と同様の積層体10を用い、実施例1と同様のレーザ加工装置を用いて、1回のレーザ光Lの照射で表層シート11の切断加工を行った。その加工条件は、レーザ出力:12W、パルス周波数:60kHz、スポットサイズD:280μm(焦点はずし量:プラス側に5mm)、第1走査速度:5mm/sである。
比較例3は、実施例1と同様の積層体10を用い、実施例1と同様のレーザ加工装置を用いて、2回のレーザ光L1、L2の照射で表層シート11の切断加工を行った。その加工条件は、1回目の第1レーザ光L1の照射では、レーザ出力:12W、パルス周波数:60kHz、第1スポットサイズD1:70μm(焦点はずし量:無し)、第1走査速度:50mm/sに設定し、2回目の第2レーザ光L2の照射では、第2スポットサイズD2:280μm(焦点はずし量:プラス側に5mm)に変更し、その他の条件は1回目と同様に設定した。
【0033】
上述のようにレーザ加工して得られたカット溝23について評価を行った結果を表1に示す(なお表1中のレーザ光照射方法は図6に示す。)。カット性の評価のうち、ダメージ評価は光学顕微鏡による目視観察により行った。第2層12への熱的損傷が認められない場合を○、認められる場合を×で表した。また外観評価も光学顕微鏡による目視観察により行った。カット溝23の内壁およびその周辺に飛散物の付着や焦げの発生が認められない場合を○、認められる場合を×で表した。総合評価は、カット性の評価の全ての項目で○の場合をカット性が優れているとして○で表し、一つでも×の評価があるものは不良として×で表した。
【0034】
【表1】

【0035】
上記評価結果から以下のことがわかる。
実施例1では、第2層12の熱的損傷はなく、また飛散物の発生や焦げの発生もなく外観が良好なカット溝23が形成された。
比較例1では、第2層12の熱的損傷はないが、カット溝23の側壁に飛散物の付着や焦げの発生が見られ、外観が不良なカット溝23が形成された。
比較例2では、カット溝23底部の第2層12が黒く変色した熱的損傷が認められるが、カット溝23の側壁に飛散物の付着や焦げの発生は見られず、溝側壁の外観が良好なカット溝23が形成された。
比較例3では、第2層12の熱的損傷はないが、カット溝23の側壁上部に飛散物の付着や焦げの発生が見られ、外観が不良なカット溝23が形成された。
【0036】
したがって、上述の実施例1に記載された製造方法で表層シート11にカット溝23を作製することによって、第2層12を損傷することなく、かつ外観が良好なカット溝23を作製することができる。
【符号の説明】
【0037】
10 積層体
11 第1層(表層シート)
12 第2層
13 第3層
14 第4層
15 身体貼付用シート
21 第1カット溝
22 第2カット溝
23 カット溝
41 レーザ発振器
42 Z軸フォーカスレンズ
43 XYスキャナ
【技術分野】
【0001】
本発明は積層体の製造方法に関し、特には身体貼付用シート等の異種材料を積層した積層体の最表層に配された表層シートのみをカットもしくはハーフカットする積層体の製造方法に関する。
【背景技術】
【0002】
薄膜を積層した積層体の最表面に配された表層シートのみをカットもしくはハーフカット(以下、単にカット、という場合がある。)する場合、ダイカットロールやトムソン刃のような刃物を用いた切断では、表層シートのみを精度良く切断することは困難であり、表層シートの下層(2層目以下)に損傷を与えてしまう。
特許文献1には、2層目にレーザ光を吸収する材を配置し、表層を切断する技術が開示されている。この切断方法では、中間層にレーザビームによるエネルギーを吸収する物質の層またはこの物質を含有する層を配する積層構造が必要になり、積層体構造も積層体成形工程も複雑になる。
また特許文献2には、ビーム径を変化させながらレーザ光を任意の回数照射するレーザ加工装置について開示されている。このレーザ加工装置では、薄膜の積層体のレーザ光照射側の表層のみを切断した場合、その下層への損傷については言及されていない。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平10‐080971号公報
【特許文献2】特開2005−095936号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
積層体の表層シートのみをカットもしくはハーフカットする際、表層シートより下層がダメージを受けることなく外観が損なわれることがないレーザ加工による積層体の製造方法を提供することを課題とする。
【課題を解決するための手段】
【0005】
本発明は、照射されたレーザ光を吸収する物質を含むシートもしくは該レーザ光を吸収する材料からなるシートを、最表面に配された表層シートに有する積層体の該表層シートをカットもしくはハーフカットする積層体の製造方法であって、
前記表層シートに第1スポット径の第1レーザ光を前記表層シートに対して相対移動させながら照射し、前記表層シートの該第1レーザ光の照射底部に前記表層シートの一部を残した第1カット溝を作製した後、
前記第1スポット径よりも小さい第2スポット径の第2レーザ光を前記第1カット溝の底部にそって照射し、前記第1カット溝の底部に残した前記表層シートのみをカットもしくはハーフカットして第2カット溝を作製する積層シートの製造方法を提供する。
【発明の効果】
【0006】
本発明の積層体の製造方法は、表層シートのレーザ加工時に表層シートより下層にダメージを与えることなく、表層シートのみのカットもしくはハーフカットを、カット溝の側壁およびその周囲の外観を良好に実現することができる。
【図面の簡単な説明】
【0007】
【図1】本発明の積層体の製造方法の好ましい一実施形態を示した模式的断面図である。
【図2】本発明の積層体の製造方法で加工される積層体の好ましい一例を示した模式的断面図である。
【図3】本発明の好ましい実施形態によって製造された身体貼付用シートの一例を示した模式的斜視図である。
【図4】本発明の好ましい実施形態によって製造された身体貼付用シートの変形例を示した模式的斜視図である。
【図5】本発明のレーザ加工装置の集光光学系の構成図である。
【図6】実施例1および比較例1〜3で、それぞれ採用したレーザ光の照射方法を対比して示した模式的断面図である。
【発明を実施するための形態】
【0008】
本発明に係る積層体の製造方法の好ましい一実施形態について、図1および図2を参照して、以下に説明する。
【0009】
図2に示すように、積層体10は、表層より第1層(以下、表層シートともいう。)11を含む4層からなる。すなわち、最表面から第1層11、第2層12、第3層13、第4層14の順に積層されているものである。この積層数は4層に限定されることはなく、2層または3層であっても、5層以上の積層数があってもよい。
【0010】
上記第1層11は、照射されたレーザ光を吸収する物質を含む樹脂層もしくは該レーザ光を吸収する樹脂層からなる。樹脂層としてはフィルム、不織布等が上げられる。第1層11中に含有されるレーザ光を吸収する物質には、光吸収剤が挙げられる。光吸収剤としては、顔料、染料、金属もしくは金属化合物の微粉末、機能性添加剤である光吸収剤等が挙げられる。
【0011】
顔料としては、無機顔料と有機顔料が挙げられる。無機顔料としては、白色顔料、赤色顔料、黒色顔料等が挙げられる。例えば白色顔料としては、亜鉛華、リトポン(バリウム硫酸塩(68−70質量%)および酸化亜鉛の微量の亜鉛硫化(28−30質量%)の混合物)、二酸化チタン、沈降性硫酸バリウム、およびバライト粉等が挙げられる。赤色顔料としては、酸化鉄赤等が挙げられる。黄色顔料としては、ニッケルチタン黄、ストロンチウム黄等が挙げられる。青色顔料としては、ウルトラマリン青、プロシア青(フェロシアン化鉄カリ)等が挙げられる。黒色顔料としては、カーボンブラック、黒酸化鉄等が挙げられる。有機顔料としては、アゾ顔料、多環顔料、レーキ顔料等が挙げられる。例えば多環顔料を色相ごとに例示すると、紫(菫)色顔料としては、オキサジン(ジオキサジン)、キナクリドン、ペリレン、インジゴイド、アントラキノン、キサンテン、ベンツイミダゾロン、ビオランスロン等が挙げられる。青色顔料としては、フタロシアニン、アントラキノン、インジゴイド等が挙げられる。緑色顔料としては、フタロシアニン、ペリレン、アゾメチン等が挙げられる。黄色顔料としては、イソインドリノン、イソインドリン、キノフタロン、アントラキノン(フラバトロン)、アゾメチン、キサンテン等が挙げられる。橙色顔料としては、ジケトピロロピロール、ペリレン、アントラキノン、ペリノン、キナクリドン等が挙げられる。赤色顔料としては、アントラキノン、キナクリドン、ジケトピロロピロール、ペリレン、インジゴイド等が挙げられる。
染料としては、アゾ染料、アントラキノン染料、インジゴ染料、フタロシアニン染料等が挙げられる。
金属もしくは金属化合物の微粉末としては、アルミニウム粉、ブロンズ粉、亜鉛粉、ステンレス粉、ニッケル粉等の金属粉、酸化亜鉛粉、酸化鉄粉等の金属酸化物粉、等が挙げられる。
また、光吸光剤としては、赤外線領域に光吸収特性を持つような赤外線吸収剤もある。赤外線吸収剤としては、近赤外線吸収剤が挙げられる。近赤外線吸収剤としては、顔料と染料を含むもの、シアニン系色素、ジイモニウム系色素等が挙げられる。
【0012】
上記第1レーザ光L1、第2レーザ光L2に近赤外レーザ光を用いた場合、近赤外レーザ光を吸収しやすい物質として、白色顔料、黒色顔料、近赤外線吸収剤等が挙げられ、好ましくは白色顔料、近赤外線吸収剤が挙げられる。白色顔料としては、好ましくは、亜鉛華、二酸化チタン等が挙げられる。近赤外線吸収剤としては、市販品のBASF社製Lumogen IR(商品名)、オリエント化学工業社製eBIND LAW(商品名)等が挙げられる。
【0013】
また、上記第1層11の樹脂層を上記顔料で着色した場合、上記顔料の吸収スペクトルの波長に適合した波長のレーザ光を用いることが好ましい。例えば、白色顔料に亜鉛華、二酸化チタンを用いた場合、近赤外領域に光の吸収帯域があり、その帯域に発振波長を有するレーザ光として、近赤外レーザ光がある。近赤外レーザ光としては、イッテルビウム(Yb+)ドープファイバレーザ光(波長:1090nm)、ネオジム(Nd+)ドープYAGレーザ光(波長:1064nm)、ネオジム(Nd+)ドープガラスレーザ光(波長:1065nm)等を挙げることができる。特に、レーザ光発振が安定していて、スポットサイズを数十μmに絞り込めるファイバレーザ光を用いることが好ましい。
【0014】
上述の近赤外レーザ光を吸収する物質は、上記樹脂層に含有されたときの第1層11のレーザ光吸収率が高い方が好ましく、吸収率を高めることによって、小さなエネルギー密度でスポットサイズを小さくしてレーザ加工が可能になるので、第1カット溝21の幅を狭くすることが可能になる。したがって、樹脂層に対する顔料の含有率は、所望の吸収率が得られるように調整される。
【0015】
上記第1層11を構成する樹脂の一例としては、ポリエチレンテレフタレート、ポリエチレン、ポリプロピレン、ポリ塩化ビニル、ポリ塩化ビニリデン、ポリスチレン、ポリ酢酸ビニル、アクリル樹脂、等が挙げられる。また、第1層11を構成するレーザ光を吸収する樹脂としては、近赤外レーザ光を70%ないし80%程度吸収する高密度ポリエチレン(白色)、ポリプロピレン等が挙げられる。
【0016】
第2層12には、種々の樹脂を用いることができるが、第1層11よりも融点が高い材料が好ましい。しかも、レーザ光を透過する材料が好ましい。第2層12には、第1レーザ光L1および第2レーザ光L2を吸収する物質を含まない樹脂又は該レーザ光L1,L2を吸収しない樹脂からなることが好ましい。しかしながら、第1層11よりも融点が低い材料であっても本発明の積層体の製造方法では、第2層12への熱影響を最小限に抑えることができるために、例えば、ポリエチレン(低密度ポリエチレン(融点:130℃程度))、ポリ塩化ビニル(融点:180℃)等も用いることができる。また第3層13、第4層14は特定の材料に限定されることはなく、種々の材料を用いることができるが、レーザ光を透過する材料が好ましい。第3層13および第4層14についても、第2層12と同様に、第1レーザ光L1及び第2レーザ光L2を吸収する物質を含まない樹脂または該レーザ光L1,L2を吸収しない樹脂からなることが好ましい。なお、第3層13がゲル状である場合、その冷却効果のため第2層12への熱影響をさらに抑制することができるためより好ましい。
【0017】
上述した積層体10の第1層11をレーザ光照射によってカットもしくはハーフカットする。まず図1(1)に示すように、上記第1層11のレーザ光照射面におけるスポットサイズが第1スポット径D1となる第1レーザ光L1と上記第1層11とを相対移動させながら照射し、上記第1層11の該第1レーザ光L1の照射底部に上記第1層11の一部を残した状態に第1カット溝21を作製する。この相対移動は、第1レーザ光L1を走査しても、積層体10を移動させてもよい。次に図1(2)に示すように、上記第1スポット径D1よりも小さい第2スポット径D2となる第2レーザ光L2を前記第1カット溝21の底部にそって照射し、第1カット溝21の底部に残した第1層11をカットもしくはハーフカットする。この場合も、第2レーザ光L2と上記第1層11とを相対移動させながら第2レーザ光L2を照射する。この相対移動は、第2レーザ光L2を走査しても、積層体10を移動させてもよい。この結果、第1カット溝21の底部に第2カット溝22が作製される。なお、本明細書では、「カット」は完全に切り離した状態をいい、「ハーフカット」とは第2カット溝22の底部の一部に切り離していない部分が残っている状態をいう。第1レーザ光L1の第1スポット径D1は、第1層11の最表面におけるスポットサイズである。
第1レーザ光L1の第1スポット径D1と第2レーザ光L2の第2スポット径D2の比率D2/D1は、カット溝の外観上の観点から1/2ないし1/10が好ましく、1/3ないし1/5がより好ましい。
またカットもしくはハーフカットのラインは、直線状、曲線状、波線状、折れ線状等、任意の形状に作製することができる。
さらにカット位置は、使用時に無理なく剥がし取れる範囲で中央部に限らず任意の位置や方向に作製することができる。
【0018】
上記積層シートの製造方法におけるレーザ加工では、第1スポット径D1の第1レーザ光L1を第1層11に対して相対移動するように走査しながら照射することで、第1層11は第1レーザ光L1が走査された軌跡にそって第1レーザ光L1を吸収して除去加工され、第1カット溝21が作製される。このようにして、第1レーザ光L1の照射領域に存在する顔料がその第1レーザ光L1を吸収して発熱し、その発熱によって顔料周囲の樹脂が加熱され、3次元的に熱が拡散して、その一部分が溶融、蒸発して、第1レーザ光L1が走査された軌跡に沿って第1カット溝21が作製される。このとき、第1レーザ光L1の照射面におけるエネルギー密度が高くなりすぎると顔料が急激に発熱することによって、第1層11が急激に加熱されるので爆発的に蒸発する。このため、薄い第1層11は裏面側まで除去加工が進み、その時の熱によって下層の第2層12まで熱的損傷を受ける。しかしながら、本発明の製造方法では、第1層11に作製される第1カット溝21の底部に第1層11の一部分を残すように除去加工するので、第2層12が熱的損傷を受けることがない。これは、第1カット溝21の底部に残された第1層11の部分で第1レーザ光L1が吸収されることにより、第2層12に照射される第1レーザ光L1の照射エネルギーが弱まることにも起因する。さらに、第1レーザ光L1の照射領域に第1層11の一部を残すようにレーザ光照射を行うことから、第1レーザ光L1は大きなエネルギー密度を必要としないので、第1レーザ光L1の照射領域が爆発的な燃焼を起こすことなく、溶融、蒸発して、外観を損なう飛散物をほとんど発生することなく、焦げることも無い。
【0019】
第2レーザ光L2の照射では、第1レーザ光L1よりも小さな第2スポット径D2でレーザ光照射が行われ、その結果、第1カット溝21の底部に残された第1層11の一部が除去され第2カット溝22が作製される。このように第1カット溝21の底部に第2カット溝22が形成されて、第1層11のみがカットもしくはハーフカットされる。第2レーザ光L2の照射で除去される第1層11の部分は非常に薄く、また第2レーザ光L2の第2スポット径D2が小さいため、第2レーザ光L2の照射により第1層11が溶融、蒸発しても、それによって発生する熱量は微少である。このため、発生した熱によって、下層の第2層12が熱的損傷を受けることはない。また、第2レーザ光L2を照射する際は、第1カット溝21の底部に残された第1層11が第2レーザ光L2を吸収して第2層12に照射される第2レーザ光L2を弱めるので、第2レーザ光L2自体によって第2層12が損傷を受けることはない。このような観点から第2層12は、レーザ光自体によって加熱されないように、第1レーザ光L1、第2レーザ光L2を透過しやすい材料であることが好ましい。また、第1層11よりも第2層12の融点が低くなる場合であっても、第2レーザ光L2の照射により発生する熱量は微少のため第2層12が受ける熱的損傷は最小限に抑えることができる。また、第2レーザ光L2の照射エネルギー量を調整することで、レーザ光照射領域の焦げや飛散物の発生が抑えられるので、良好な外観を得ることができる。
さらに上記レーザ光によるカットを下層の第2層12に影響がないように行うことで、第1層11を剥がし取った時の第2層12の外観上の美しさが維持できる。また第1層11が第2層12に融着することがないので第1層11が剥がしやすくなる。
【0020】
以上、説明したように、本発明の積層体の製造方法では、第1層11のレーザ加工時に第2層12から下層にダメージを与えることなく第1層11のみのカットもしくはハーフカットを外観が良好に実現することができる。
【0021】
次に、本発明に係る顔に用いられる美容シートの製造方法の好ましい一実施形態について、以下に説明する。本発明の美容シートの製造方法の一部には、上述の積層体の製造方法が適用される。
まず、前記図2に示すように、表層から順に、第1層(表層シート)11、第2層(密封フィルム)12、第3層(保持シート)13、第4層14を積層した積層体10を作製する。表層シート11は、レーザ光を吸収する物質を含むシートもしくはレーザ光を吸収するシートからなり、第2層12表面への液の付着を抑えて第2層12表面を乾燥した状態に保つ機能を有する。第2層12は、第3層13の水分の蒸散を防止する機能を有する。第3層13は美容液を保持する層を有する。第4層14は、ハンドリング性を確保する機能を有する。
【0022】
具体的には、まず、「ゲル配合/混練」工程において、美容液を含む各種原料を配合して混練を行い、カルボキシメチルセルロース(以下、CMCと記す。)を含む中間体ゲルを作製し、「ダイ塗工」工程において、それをダイに通して二軸延伸ポリプロピレン(以下、OPPと記す。)ライナーからなる第4層14の表層側に薄いシート状に加工してCMCゲル層からなる第3層13を塗工する。さらに第3層13の表面側に順にポリエチレン層(厚さ5μm)の第2層12、上述の表層シート11を配して貼り合わせ、積層体10を得る。
【0023】
次に「レーザカット」工程を行い、表層シート11の所定の位置をカットもしくはハーフカットして第1カット溝21および第2カット溝22からなるカット溝23を作製する。このカット溝23は、表層シート11の長手方向のほぼ中央部を通るように短手方向に作製されることが好ましい。これにより、積層体10全体をカット溝23とは反対側に湾曲させると、カット溝23で表層シート11の一部がめくれ易くなって剥がしやすくなる。この「レーザカット」工程は、上述した本発明の積層体の製造方法による。さらに、「型抜き」工程によって、上記積層体10を所定の身体貼付用シートの形状に型抜きをする。この型抜きは一般の型抜き装置を用いる。上記「レーザカット」工程と「型抜き」工程は逆の順序で行ってもよいが、「型抜き」工程を後から行うことにより、「レーザカット」工程のハーフカットの状態になってしまったものも型抜き時に抜き刃によって表層シート11に掛かるテンションにより完全にカットされることが期待できるため、「レーザカット」工程の後に「型抜き」工程を行うことがより好ましい。
また、「レーザカット」工程後の積層体10の搬送において、搬送テンションによってカット溝23にテンションが加わり表層シート11のカット溝23がカット状態とすることもできる。
この場合、ハーフカット状態からカット状態にすることが容易となる観点から、積層体10にゲル層または伸縮層が含まれていることが好ましい。
【0024】
上述の型抜きされた積層体10の第4層14を剥離し、第3層13を下側にしてトレー上に配する。次に「ピロー挿入」工程において密封袋に上記トレーとともにトレー上に配した積層体10を密封袋に挿入する。そして身体貼付用シートが作製される。次に「カートン/パッケージ詰め」工程において、上記身体貼付用シートが封入された袋を、所定個数を1カートンとし、複数カートンを1パッケージとして包装する。
【0025】
上述の身体貼付用シートの製造方法によって作製された身体貼付用シートは、図3に示す構成を有する。すなわち、図3に示すように、美容液を保持したCMCゲル層からなる第3層13上に水分の蒸散を防止する第2層12が被覆され、その表面側に保護シートとなる表層シート11が被覆されている。この身体貼付用シート15を使用するときは、図示していないトレーから身体貼付用シート15を取り出し、さらに保護シートである表層シート11をカット溝23から剥がし取る。このとき、表層シート11のみにカット溝23が作製され、表層シート11がカットもしくはハーフカットされているので、表層シート11の端部を指でつまんで容易に剥がせるようになっている。例えば、第2、第3層12、13は表層シート11よりも柔らかいので、カット溝23を境にしてカット溝23と反対側に曲げることにより、カット溝23から表層シート11が第2層12より浮き上がり、その浮き上がった表層シート11を指でつまんで容易に剥がすことができる。そして、美容液が含侵された第3層13側を肌に密着させて所定時間だけ貼り付けることにより、肌に美容液が浸透して美容成分が与えられる。
【0026】
上述の身体貼付用シートは、美容や医療用の有効成分を肌に浸透させる手段であり、肌に潤いや張り等を与えるフェイスマスクや目もとシート等の美容シート、皮膚疾患、創傷等の患部を保護、緩和、治癒等を目的とする創傷被覆シート等があり、創傷被覆シートには、肩こり、腰痛、打ち身、捻挫等の痛みや腫れ等を緩和するシート状外用消炎鎮痛剤も含むものとする。その他、顔や身体に装飾を施すシートにも用いられる。
身体貼付用シートの変形例として、シート状外用消炎鎮痛剤を、以下に説明する。
図4に示すように、不織布からなる第3層13上に、消炎鎮痛成分を保持した水溶性ゲル層からなる第2層12が被覆され、その表面側に保護シートとなる表層シート11が被覆されている。この身体貼付用シート15を使用するときは、図示していない密封袋から身体貼付用シート15を取り出し、さらに保護シートである表層シート11をカット溝23から剥がし取る。このとき、表層シート11のみにカット溝23が作製され、表層シート11がカットもしくはハーフカットされているので、表層シート11の端部を指でつまんで容易に剥がせるようになっている。例えば、第2、第3層12、13は表層シート11よりも柔らかいので、カット溝23を境にしてカット溝23と反対側に曲げることにより、カット溝23から表層シート11が第2層12より浮き上がり、その浮き上がった表層シート11を指でつまんで容易に剥がすことができる。そして、消炎鎮痛成分が含侵された第2層12側を肌に密着させて所定時間だけ貼り付けることにより、皮膚に消炎鎮痛成分が浸透して、患部に消炎、鎮痛等の効果が得られる。
また、表層シート11にカット溝23が波線状に作製されていることから、カット溝23を境にしてカット溝23と反対側に曲げたときに、カット溝23から表層シート11の波線の凸部が第2層12より浮き上がるため、その浮き上がった表層シート11を指で摘まんで、より容易に剥がすことができる。
【実施例】
【0027】
以下に、上述の積層体の製造方法により積層体を製造した実施例および比較例により本発明をさらに詳細に説明する。本発明はこれらの実施例に限定されるものではない。
【0028】
積層体10は、表面側より順に、白色顔料を含むポリエチレンテレフタレートからなる表層シート11(厚さ75μm)、ポリエチレン(低密度ポリエチレン)からなる第2層12(厚さ5μm)、CMCゲル層からなる第3層13(厚さ1500μm)、OPPからなる第4層14(厚さ60μm)を順に積層したものからなる。上記表層シート11の切断加工には、レーザ加工装置として、Yb(イッテルビウム)をドープしたファイバレーザ加工装置(株式会社キーエンス社製、レーザマーカー MD-F3000)を用いた。このレーザ加工装置は以下のような性能を有する。
発振波長:1090nm、
レーザ出力:0W〜30Wの範囲で可変、
TEMモード:TEM00、
パルス周波数:60kHz〜120kHzの範囲で可変、
集光、走査光学系:レンズ光学系およびミラー光学系、
焦点位置でのスポットサイズ:70μm、
焦点はずし量:−21mm〜+21mmの範囲で可変(ただし、レーザ光入射方向へのはずし量を焦点位置が発振器に近づく方向をマイナスとする。)、
レーザ光走査速度:0mm/s〜12000mm/sの範囲で可変である。
【0029】
上記レーザ加工装置の集光、走査光学系は以下のような構成を有する。図5に示すように、レーザ発振器41から照射されたレーザ光をZ軸フォーカスレンズ42により焦点位置を変化させ、XYスキャナ43により所定の位置にレーザ光を走査する。ここで、Z軸フォーカスレンズ42はXYスキャナ43により走査されたレーザ光が集光光学系から照射位置平面の任意の位置においてスポット径が変化しないように作動する。また、焦点はずし量によりスポット径を任意の大きさに変更することができる。
【0030】
レーザ加工される積層体は固定してZ軸フォーカスレンズ42とXYスキャナ43によりレーザ光を走査することで、照射面に対してレーザ光の相対移動を可能にした。
【0031】
[実施例1]
実施例1は、上記レーザ加工装置を用い、2回のレーザ光照射で積層体10の表層シート11の切断加工を行った。積層体10のサイズは40mm×70mmで、中央部を短辺方向にかつ直線状に加工を行った。その加工条件は、1回目の第1レーザ光L1の照射では、レーザ出力:12W、パルス周波数:60kHz、第1スポットサイズD1:280μm(焦点はずし量:プラス側に5mm)、第1走査速度:10mm/sに設定し、2回目の第1レーザ光L2の照射では、第2スポットサイズD2:70μm(焦点はずし量:無し)、第2走査速度:50mm/sに変更し、その他の条件は1回目と同様に設定した。
【0032】
[比較例1−3]
比較例1は、実施例1と同様の積層体10を用い、実施例1と同様のレーザ加工装置を用いて、1回のレーザ光Lの照射で表層シート11の切断加工を行った。その加工条件は、レーザ出力:12W、パルス周波数:60kHz、スポットサイズD:70μm(焦点はずし量:無し)、第1走査速度:45mm/sである。
比較例2は、実施例1と同様の積層体10を用い、実施例1と同様のレーザ加工装置を用いて、1回のレーザ光Lの照射で表層シート11の切断加工を行った。その加工条件は、レーザ出力:12W、パルス周波数:60kHz、スポットサイズD:280μm(焦点はずし量:プラス側に5mm)、第1走査速度:5mm/sである。
比較例3は、実施例1と同様の積層体10を用い、実施例1と同様のレーザ加工装置を用いて、2回のレーザ光L1、L2の照射で表層シート11の切断加工を行った。その加工条件は、1回目の第1レーザ光L1の照射では、レーザ出力:12W、パルス周波数:60kHz、第1スポットサイズD1:70μm(焦点はずし量:無し)、第1走査速度:50mm/sに設定し、2回目の第2レーザ光L2の照射では、第2スポットサイズD2:280μm(焦点はずし量:プラス側に5mm)に変更し、その他の条件は1回目と同様に設定した。
【0033】
上述のようにレーザ加工して得られたカット溝23について評価を行った結果を表1に示す(なお表1中のレーザ光照射方法は図6に示す。)。カット性の評価のうち、ダメージ評価は光学顕微鏡による目視観察により行った。第2層12への熱的損傷が認められない場合を○、認められる場合を×で表した。また外観評価も光学顕微鏡による目視観察により行った。カット溝23の内壁およびその周辺に飛散物の付着や焦げの発生が認められない場合を○、認められる場合を×で表した。総合評価は、カット性の評価の全ての項目で○の場合をカット性が優れているとして○で表し、一つでも×の評価があるものは不良として×で表した。
【0034】
【表1】
【0035】
上記評価結果から以下のことがわかる。
実施例1では、第2層12の熱的損傷はなく、また飛散物の発生や焦げの発生もなく外観が良好なカット溝23が形成された。
比較例1では、第2層12の熱的損傷はないが、カット溝23の側壁に飛散物の付着や焦げの発生が見られ、外観が不良なカット溝23が形成された。
比較例2では、カット溝23底部の第2層12が黒く変色した熱的損傷が認められるが、カット溝23の側壁に飛散物の付着や焦げの発生は見られず、溝側壁の外観が良好なカット溝23が形成された。
比較例3では、第2層12の熱的損傷はないが、カット溝23の側壁上部に飛散物の付着や焦げの発生が見られ、外観が不良なカット溝23が形成された。
【0036】
したがって、上述の実施例1に記載された製造方法で表層シート11にカット溝23を作製することによって、第2層12を損傷することなく、かつ外観が良好なカット溝23を作製することができる。
【符号の説明】
【0037】
10 積層体
11 第1層(表層シート)
12 第2層
13 第3層
14 第4層
15 身体貼付用シート
21 第1カット溝
22 第2カット溝
23 カット溝
41 レーザ発振器
42 Z軸フォーカスレンズ
43 XYスキャナ
【特許請求の範囲】
【請求項1】
照射されたレーザ光を吸収する物質を含むシートもしくは該レーザ光を吸収する材料からなるシートを、最表面に配された表層シートに有する積層体の該表層シートをカットもしくはハーフカットする積層体の製造方法であって、
前記表層シートのレーザ光照射面におけるスポットサイズが第1スポット径となる第1レーザ光を前記表層シートに対して相対移動させながら照射し、前記表層シートの該第1レーザ光の照射底部に前記表層シートの一部を残した第1カット溝を作製した後、
前記第1スポット径よりも小さい第2スポット径となる第2レーザ光を前記第1カット溝の底部にそって照射し、前記第1カット溝の底部に残した前記表層シートをカットもしくはハーフカットして第2カット溝を作製する積層体の製造方法。
【請求項2】
前記表層シートは、前記第1、第2レーザ光を吸収する物質に光吸収剤を含む樹脂シートからなる
請求項1記載の積層体の製造方法。
【請求項3】
前記光吸収剤は、顔料、染料、金属もしくは金属化合物の微粉末のいずれか1種以上を含む
請求項2記載の積層体の製造方法。
【請求項4】
前記顔料は白色顔料または黒色顔料であり、
前記第1、第2レーザ光は前記顔料に吸収される発振波長を有する
請求項2記載の積層体の製造方法。
【請求項5】
前記光吸収剤は、近赤外線吸収剤であり、
前記第1、第2レーザ光は前記近赤外線吸収剤に吸収される近赤外線の発振波長を有する
請求項2、請求項3または請求項4記載の積層体の製造方法。
【請求項6】
前記積層体は、表層より、照射されたレーザ光を吸収する物質を含む樹脂層もしくは該レーザ光を吸収する樹脂層からなる前記表層シート、該レーザ光を吸収しない樹脂層、ゲル層を順に有する
請求項1ないし請求項5のいずれか1項に記載の積層体の製造方法。
【請求項7】
前記積層体は、表層より、照射されたレーザ光を吸収する物質を含む樹脂層もしくは該レーザ光を吸収する樹脂層からなる前記表層シート、ゲル層、該レーザ光を吸収しない樹脂層を順に有する
請求項1ないし請求項5のいずれか1項に記載の積層シートの製造方法。
【請求項8】
表層に、照射されたレーザ光を吸収する物質を含む表層シートもしくは該レーザ光を吸収する表層シートを積層した積層体を作製する工程と、
前記表層シートをレーザ光照射によりカットもしくはハーフカットする工程の後に前記積層体を所定の形状に型抜きする工程を有し、
前記レーザ光照射は、前記表層シートのレーザ光照射面におけるスポットサイズが第1スポット径となる第1レーザ光を前記表層シートに対して相対移動させながら照射し、前記表層シートの該第1レーザ光の照射底部に前記表層シートの一部を残した第1カット溝を作製した後、前記第1スポット径よりも小さい第2スポット径となる第2レーザ光を前記第1カット溝の底部にそって照射し、前記第1カット溝の底部に残した前記表層シートをカットもしくはハーフカットして第2カット溝を作製する身体貼付用シートの製造方法。
【請求項1】
照射されたレーザ光を吸収する物質を含むシートもしくは該レーザ光を吸収する材料からなるシートを、最表面に配された表層シートに有する積層体の該表層シートをカットもしくはハーフカットする積層体の製造方法であって、
前記表層シートのレーザ光照射面におけるスポットサイズが第1スポット径となる第1レーザ光を前記表層シートに対して相対移動させながら照射し、前記表層シートの該第1レーザ光の照射底部に前記表層シートの一部を残した第1カット溝を作製した後、
前記第1スポット径よりも小さい第2スポット径となる第2レーザ光を前記第1カット溝の底部にそって照射し、前記第1カット溝の底部に残した前記表層シートをカットもしくはハーフカットして第2カット溝を作製する積層体の製造方法。
【請求項2】
前記表層シートは、前記第1、第2レーザ光を吸収する物質に光吸収剤を含む樹脂シートからなる
請求項1記載の積層体の製造方法。
【請求項3】
前記光吸収剤は、顔料、染料、金属もしくは金属化合物の微粉末のいずれか1種以上を含む
請求項2記載の積層体の製造方法。
【請求項4】
前記顔料は白色顔料または黒色顔料であり、
前記第1、第2レーザ光は前記顔料に吸収される発振波長を有する
請求項2記載の積層体の製造方法。
【請求項5】
前記光吸収剤は、近赤外線吸収剤であり、
前記第1、第2レーザ光は前記近赤外線吸収剤に吸収される近赤外線の発振波長を有する
請求項2、請求項3または請求項4記載の積層体の製造方法。
【請求項6】
前記積層体は、表層より、照射されたレーザ光を吸収する物質を含む樹脂層もしくは該レーザ光を吸収する樹脂層からなる前記表層シート、該レーザ光を吸収しない樹脂層、ゲル層を順に有する
請求項1ないし請求項5のいずれか1項に記載の積層体の製造方法。
【請求項7】
前記積層体は、表層より、照射されたレーザ光を吸収する物質を含む樹脂層もしくは該レーザ光を吸収する樹脂層からなる前記表層シート、ゲル層、該レーザ光を吸収しない樹脂層を順に有する
請求項1ないし請求項5のいずれか1項に記載の積層シートの製造方法。
【請求項8】
表層に、照射されたレーザ光を吸収する物質を含む表層シートもしくは該レーザ光を吸収する表層シートを積層した積層体を作製する工程と、
前記表層シートをレーザ光照射によりカットもしくはハーフカットする工程の後に前記積層体を所定の形状に型抜きする工程を有し、
前記レーザ光照射は、前記表層シートのレーザ光照射面におけるスポットサイズが第1スポット径となる第1レーザ光を前記表層シートに対して相対移動させながら照射し、前記表層シートの該第1レーザ光の照射底部に前記表層シートの一部を残した第1カット溝を作製した後、前記第1スポット径よりも小さい第2スポット径となる第2レーザ光を前記第1カット溝の底部にそって照射し、前記第1カット溝の底部に残した前記表層シートをカットもしくはハーフカットして第2カット溝を作製する身体貼付用シートの製造方法。
【図1】

【図2】
【図3】

【図4】
【図5】

【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2013−43292(P2013−43292A)
【公開日】平成25年3月4日(2013.3.4)
【国際特許分類】
【出願番号】特願2011−180244(P2011−180244)
【出願日】平成23年8月22日(2011.8.22)
【出願人】(000000918)花王株式会社 (8,290)
【Fターム(参考)】
【公開日】平成25年3月4日(2013.3.4)
【国際特許分類】
【出願日】平成23年8月22日(2011.8.22)
【出願人】(000000918)花王株式会社 (8,290)
【Fターム(参考)】
[ Back to top ]