
積層体及びその製造方法
【課題】従来技術の抱える問題点を解消することのできる、偽造防止機能等を発揮可能な新しい積層体を提供すること。
【解決手段】基材層、及び、
前記基材層の少なくとも一部の表面に形成された被覆層
を備える積層体であって、
少なくとも部分的に柔軟性を有する少なくとも1つのストリップを更に備えており、
前記被覆層が前記ストリップの少なくとも一部を含む積層体。
【解決手段】基材層、及び、
前記基材層の少なくとも一部の表面に形成された被覆層
を備える積層体であって、
少なくとも部分的に柔軟性を有する少なくとも1つのストリップを更に備えており、
前記被覆層が前記ストリップの少なくとも一部を含む積層体。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ストリップを含む被覆層を備える積層体及びその製造方法に関し、特には、当該ストリップにより偽造防止性、意匠性等の各種機能を発揮することのできる積層体及びその製造方法に関する。
【背景技術】
【0002】
紙幣、商品券等には、不正な変造・偽造を防止するために、各種の偽造防止対策が施されている。偽造防止対策の1つは、容易に実施できない高度な製造技術を用いて紙幣、商品券等のベースとなる用紙を製造することである。その一例として、プラスチックフィルム等を幅数mm程度の細片に切断して得られるスレッドを用紙内に抄き込んだ「スレッド入り紙」と称される偽造防止用紙がある(特許文献1)。前記スレッドとしては、例えば、ホログラムパターンを有するもの、磁気的情報を記録したもの、微小な文字を記載したもの、等の様々な細片が用途に応じて使用されている。
【0003】
また、スレッドを紙の上に貼り付けたタイプの偽造防止用紙も広く使用されている(特許文献2)。なお、紙に接着剤を塗布し、当該接着剤の乾燥前にスレッドを貼り合わせてから乾燥させること(ウェットラミネーション)も行われている。
【0004】
一方、プラスチック製カード等の偽造防止のために、微細な半導体チップをカード中に挿入することも提案されている(特許文献3)。そのような半導体チップは非接触で情報の書き込み及び読み取りが可能なものであり、例えば、複数ビットのメモリを内蔵し、且つ、アンテナ配線を備えた一辺0.5mm以下のものを使用することができる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2003−306896号公報
【特許文献2】特開2003−193400号公報
【特許文献3】国際公開第2000−36555号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、スレッドを用紙内に抄き込む場合は、スレッドが存在する部分の紙の強度が低下する。また、スレッド入り紙を製造するにあたり、スレッドを紙に抄き込む工程においてスレッドの挿入箇所で紙が分断する所謂「種割れ」が発生する恐れがある。したがって、比較的幅の狭いスレッドしか使用することができない。
【0007】
一方、スレッドを紙の上に貼り付ける場合には、紙の強度の問題は生じないが、紙の表面においてスレッド全体が凸部分を形成するので、複数の偽造防止用紙を平積みしたり、或いは、偽造防止用紙をロール上に巻き取ったりすると、紙の積層物の表面に大きな凹凸が発生し、作業性が悪化する。なお、ウェットラミネーションでは、幅の狭いスレッドを紙表面の所定箇所に貼り合わせる作業が困難である。
【0008】
そして、半導体チップが挿入されたカードでも、半導体チップが存在する部分のカードの強度が低下し、また、製造上の問題点が存在する。例えば、2枚の薄いフィルムで半導体チップを挟んで当該カードを製造する場合は、半導体チップの存在箇所で当該フィルム表面の平滑性が失われる恐れがあり、また、1枚のシートの所定箇所に溝を設けて当該溝に半導体チップを嵌め込む場合は、薄いシートの所定箇所に所定の幅・深さの溝を正確に設けることが困難である。
【0009】
本発明は、既述した従来技術の現状に鑑みて為されたものであり、従来技術の抱える上記のような問題点を解消することのできる、偽造防止機能等を発揮可能な新しい積層体を提供することをその目的とする。
【0010】
また、本発明は、そのような積層体の製造方法を提供することをもその目的とする。
【課題を解決するための手段】
【0011】
本発明の目的は、
基材層、及び、
前記基材層の少なくとも一部の表面に形成された被覆層
を備える積層体であって、
少なくとも部分的に柔軟性を有する少なくとも1つのストリップを更に備えており、
前記被覆層が前記ストリップの少なくとも一部を含む積層体
によって達成される。
【0012】
前記被覆層は前記基材層の全表面に形成されていることが好ましい。
【0013】
前記ストリップの少なくとも一部は露出していてもよい。
【0014】
前記被覆層は前記ストリップの全部を含むことが好ましい。
【0015】
前記被覆層が熱可塑性樹脂及び/又は熱硬化性樹脂からなることができる。
【0016】
前記被覆層の少なくとも一部の表面に更に追加被覆層を形成してもよい。その場合は、前記被覆層の全表面に前記追加被覆層が形成されていることが好ましい。
【0017】
前記基材層の少なくとも一部は紙及び/又は樹脂からなることが好ましい。前記基材層の全部が紙及び/又は樹脂からなることがより好ましい。
【0018】
前記ストリップはスレッドであることが好ましい。
【0019】
本発明の積層体は、偽造防止用紙又は偽造防止用樹脂製カードであることが好ましい。
【0020】
本発明の積層体は、
基材層の少なくとも一部の表面に被覆層を形成する被覆工程、
前記被覆層中に少なくとも部分的に柔軟性を有する少なくとも1つのストリップの少なくとも一部を埋設する埋設工程
を経て製造することができる。
【0021】
前記被覆層の少なくとも一部が流動可能であることが好ましい。
【0022】
前記埋設工程において、前記被覆層の流動可能部位に前記ストリップの少なくとも一部を埋没させることが好ましい。その場合、前記流動可能部位を固定することが更に好ましい。
【発明の効果】
【0023】
本発明の積層体は、基材層中にストリップが存在しないので、ストリップの存在によって基材層の強度が低下することがない。また、本発明の積層体の製造工程において、ストリップの使用のために基材層が分断する恐れがない。したがって、本発明の積層体では、任意のサイズのストリップを使用することができる。
【0024】
また、本発明の積層体は、その表面にストリップが突出しないか、或いは、その突出の程度を抑制することができるので、表面が平滑である。したがって、複数の積層体を平積みしたり、或いは、ロール上に巻き取ったりしても、積層物の表面に大きな凹凸が発生して作業性が悪化することがない。また、基材層とストリップとの接合のために接着剤を使用する必要がないので、基材層上の所定箇所に接着剤を使用してストリップを貼り合わせる作業が不要である。
【0025】
そして、本発明の積層体を製造するにあたっては、2つの基材層でストリップを挟んだり、また、基材層上に所定の溝を正確に設ける必要がないので、積層体表面の平滑性を容易に維持可能であり、また、製造が容易である。
【0026】
本発明の積層体は、例えば、偽造防止機能を有する各種のストリップを使用することにより、偽造防止機能を発揮することができる。したがって、本発明の積層体は、偽造防止用紙又は偽造防止用樹脂製カードとして好適に使用可能である。
【0027】
本発明の積層体は、偽造防止用紙又は偽造防止用樹脂製カード以外の用途にも広く使用することができる。例えば、意匠性の優れたストリップを使用することにより、壁紙・模型等の各種のデザイン用途に本発明の積層体を使用することができる。
【図面の簡単な説明】
【0028】
【図1】本発明の積層体の一例を示す断面図
【図2】本発明の積層体の他の一例を示す断面図
【図3】本発明の積層体の更に他の一例を示す断面図
【発明を実施するための形態】
【0029】
本発明の積層体は、基材層、被覆層、及び、ストリップを必須に備えるものである。以下、本発明の積層体を構成する各要素について詳細に説明する。
【0030】
(ストリップ)
本発明において「ストリップ」とは細片の意味であり、特に、全体の形状が、細長い棒状又は板状の長尺部材を意味する。本発明におけるストリップは少なくとも部分的、好ましくは全体、に柔軟性を有する。したがって、本発明におけるストリップは他の物体との接触によって、荷重の有無に係わらず、その形状が変化しうる。好ましくは、本発明におけるストリップは人間が加えうる通常の荷重条件下で可撓性又は屈曲性である。したがって、本発明の「ストリップ」は、人間が加えうる通常の荷重条件下で形状が変化しない金属厚板等の剛性部材ではない。
【0031】
ストリップのサイズは特に限定されるものではないが、棒状の場合は、断面の直径又は最長辺は、例えば、1μm以上、好ましくは10μm以上、より好ましくは50μm以上、更により好ましくは100μm以上であり、また、10cm以下、好ましくは1cm以下、より好ましくは5mm以下、更により好ましくは1mm以下である。したがって、例えば、1μm〜1cmが好ましく、10μm〜5mmがより好ましく、50μm〜1mmが更により好ましい。そして、長さは、例えば、1cm以上、好ましくは5cm以上、より好ましくは10cm以上であり、また、5m以下、好ましくは3m以下、より好ましくは1m以下である。なお、直径又は最長辺は長手方向で一定でなくともよく、長手方向に沿って一部変動していてもよい。更に、断面は円形又は正方形でなくともよく、楕円形又は長方形等の他の任意の形状であってよい。
【0032】
一方、ストリップが板状の場合は、厚みは、例えば、1μm以上、好ましくは10μm以上、より好ましくは50μm以上、更により好ましくは100μm以上であり、また、10cm以下、好ましくは1cm以下、より好ましくは5mm以下、更により好ましくは1mm以下である。したがって、例えば、1μm〜1cmが好ましく、10μm〜5mmがより好ましく、50μm〜1mmが更により好ましい。また、幅は、例えば、1mm以上、好ましくは2mm以上、より好ましくは3mm以上であり、また、50cm以下、好ましくは10cm以下、より好ましくは5cm以下である。そして、長さは、例えば、1cm以上、好ましくは5cm以上、より好ましくは10cm以上であり、また、5m以下、好ましくは3m以下、より好ましくは1m以下である。なお、厚みは長手方向で均一でなくともよく、長手方向で一部変動していてもよい。まだ断面は正方形でなくともよく、長方形等の任意の角形であってよい。
【0033】
前記ストリップの材質も特に限定されるものではなく、無機系又は有機系の各種の材料を単独で、或いは、複数種類組み合わせて使用することができる。無機系材料としては、例えば、耐熱性ガラス等の透明若しくは半透明ガラス、インジウムスズ酸化物(ITO)等の金属酸化物、金属、粘土、セラミックス、炭素等が挙げられる。また、有機系材料としては、例えば、ポリエチレン樹脂、ポリプロピレン樹脂、ボリカーボネート樹脂、(メタ)アクリル樹脂、ポリエチレンテレフタレート樹脂、飽和ポリエステル樹脂、ポリアミド樹脂、ABS樹脂、ポリ塩化ビニル等の熱可塑性樹脂、及び、フェノール樹脂、ウレタン樹脂、メラミン樹脂、尿素樹脂、エポキシ樹脂等の熱硬化性樹脂が挙げられる。耐熱性の点では無機系材料が好ましく、柔軟性の点では有機系材料が好ましい。なお、ストリップは少なくともその一部が繊維から構成されていてもよい。繊維としては、既述した各種の無機系又は有機系材料からなる繊維を使用することができ、例えば、ガラス繊維、炭素繊維、各種樹脂繊維等を使用することができる。
【0034】
但し、本発明で使用されるストリップは少なくとも部分的に柔軟性を有する必要があり、好ましくはその全部が柔軟である。したがって、ストリップの少なくとも一部、好ましくは全部が、ITO等の柔軟性を有する無機系材料、及び/又は、柔軟性を有するポリエステル、ポリアミド等の有機系材料からなることが好ましい。
【0035】
前記ストリップの光学特性も特に限定されるものではなく、透明、半透明、又は、不透明であってよい。また、ストリップの全体が同一の光学特性を有する必要はない。したがって、例えば、ストリップの一部の箇所は透明である一方で他の箇所は不透明であってよい。
【0036】
前記ストリップは、偽造防止分野で広く使用されているスレッドであってよい。スレッドのベースフィルムとしては、各種の樹脂からなるフィルムを使用することができ、例えば、セロファン、ポリプロピレン、ポリエステル、ポリエチレンテレフタレート、ナイロン、ポリビニルアルコール、ポリ塩化ビニル、ポリカーボネート等からなるフィルムを使用することができる。ベースフィルムとしては耐熱性の高いものがこのましく、ポリエステルフィルムが好ましい。
【0037】
前記ベースフィルムの厚みは特に限定されるものではないが、1〜100μmの範囲が好ましく、5〜50μmがより好ましく、8〜20μmが更により好ましい。また、幅は1mm〜3cmの範囲が好ましく、3mm〜2cmがより好ましく、5mm〜1cmが更により好ましい。長さは、1cm〜3mの範囲が好ましく、5cm〜1mがより好ましく、10cm〜50cmが更により好ましい。
【0038】
前記ベースフィルムには必要に応じて種々の処理を施しておいてもよい。例えば、コロナ放電処理、プライマー塗工処理、エンボス処理、透明着色層の設置等を適宜行うことができる。
【0039】
前記ベースフィルム上には、ホログラムパターン層、磁気情報を記録した磁気層、微小な文字を形成した金属蒸着層又はインク層、等の様々な機能層を用途に応じて形成することができる。これらの機能層によって、前記スレッドは偽造防止機能を発揮することができる。
【0040】
前記ベースフィルム上に金属蒸着層からなるマイクロ文字やマイクロ画像を形成する場合には、パスター加工法が好ましく使用できる。パスター加工法そのものはよく知られた方法であり、例えば金属アルミニウムを真空蒸着したポリエステルフィルムの蒸着面に、耐アルカリ性を有するインキで文字や画像を印刷し、次いで水酸化ナトリウム水溶液にフィルムを浸漬して印刷部分以外の露出しているアルミニウム蒸着層を溶解し、次いでフィルムを水洗して水酸化アルミニウムを除去してから乾燥する方法が代表的な例である(特開昭63−216795号公報等を参照)。こうすることで、印刷部分と、印刷部分に同調した下層の金属蒸着部分はフィルム上にそのまま残り、それ以外の部分ではフィルムが露出する。
【0041】
このようにして表面または裏面に種々の加工を施し、あるいはマイクロ文字および/またはマイクロ画像を形成したスレッドのベースフィルムを、マイクロスリッターを用いて所定の幅(通常数mm程度)の細巾にスリットすることにより、スレッドを得ることができる。スレッドの厚みは、1〜100μmの範囲が好ましく、5〜50μmがより好ましく、10〜30μmが更により好ましい。
【0042】
本発明の積層体に含まれるストリップの個数は特に限定されるものではない。したがって、用途に応じて1以上の任意の個数のストリップを本発明の積層体に配設することができる。偽造防止用途ではストリップは1つであってよい。
【0043】
(基材層)
本発明で使用される基材層の材質は特に限定されない。したがって、既述したような、各種の無機系及び有機系材料を単独で及び組み合わせて使用することができる。無機系材料としては、金属、金属酸化物、セラミックス、ガラス等が好ましい。有機系材料としては、例えば、木材、紙、樹脂等が好ましい。
【0044】
基材層の少なくとも一部、好ましくは全部、が紙及び/又は樹脂からなることが好ましい。紙としては任意の紙材料を使用することが可能であり、例えば、針葉樹晒クラフトパルプ(NBKP)、広葉樹晒クラフトパルプ(LBKP)、針葉樹晒サルファィトパルプ(NBSP)等の木材パルプや麻、綿、藁を原料とした非木材パルプ等からなる紙材料を使用することができる。紙材料には、適宜、乾燥紙力増強剤、湿潤紙力増強剤、サイズ剤、定着剤、消泡剤、染料、顔料、蛍光剤等を配合することができる。
【0045】
樹脂としても任意の樹脂材料を使用することが可能であり、熱可塑性樹脂及び熱硬化性樹脂、或いは、これらの混合物乃至複合物のいずれをも使用することができる。
【0046】
熱可塑性樹脂の種類は、特に限定されないが、ビニル系樹脂(例えば、スチレン系樹脂、ゴム強化スチレン系樹脂、アクリロニトリル・スチレン系樹脂、ABS樹脂、その他の芳香族ビニル化合物の(共)重合体等)、ポリオレフィン系樹脂(例えば、ポリエチレン系樹脂、ポリプロピレン系樹脂、エチレン−α−オレフィン系樹脂等)、ポリ塩化ビニル系樹脂、ポリ塩化ビニリデン系樹脂、ポリ酢酸ビニル系樹脂、飽和ポリエステル系樹脂、ポリカーボネート系樹脂、ポリエチレンテレフタレート樹脂、ポリアミド樹脂、ポリアクリルアミド樹脂、ポリアクリロニトリル樹脂、(メタ)アクリル系樹脂(例えば、(メタ)アクリル酸エステル化合物の(共)重合体等)、フッ素系樹脂、エチレン・酢酸ビニル系樹脂等が挙げられる。これらは、1種単独でまたは2種以上を組み合わせて使用することが出来る。
【0047】
熱硬化性樹脂の種類は、特に限定されないが、例えば、フェノール樹脂、ウレタン樹脂、メラミン樹脂、尿素樹脂、エポキシ樹脂、不飽和ポリエステル樹脂、ポリイミド樹脂、アルキド樹脂等を使用することができる。これらは、1種単独でまたは2種以上を組み合わせて使用することが出来る。
【0048】
基材層は単一のシート又はフィルムであってよいが、各種のシート又はフィルムの積層体であってもよい。この場合は各シート又はフィルムの材質は同一でも異なってもよい。
【0049】
基材層は少なくともその一部が紙以外の繊維から構成されていてもよい。繊維としては、各種の無機系又は有機系繊維を使用することができる。無機系繊維としては、例えば、ガラス繊維、カーボンファイバー繊維等を使用することができる。有機系繊維としては、例えば、ポリアミド樹脂繊維、芳香族ポリアミド樹脂繊維、全芳香族ポリアミド樹脂繊維等のポリアミド系樹脂繊維;ポリエステル樹脂繊維、芳香族ポリエステル樹脂繊維、全芳香族ポリエステル樹脂繊維等のポリエステル系樹脂繊維;ポリイミド樹脂繊維、フッ素樹脂繊維等を使用することができる。セルロース、綿等の天然繊維であってもよい。したがって、基材層は、これらの繊維からなる織布又は不織布を含んでもよい。
【0050】
基材層の厚みは特に限定されるものではないが、例えば、1μm以上、好ましくは10μm以上、より好ましくは100μm以上、更により好ましくは1mm以上であり、また、10cm以下、好ましくは5cm以下、より好ましくは1cm以下、更により好ましくは5mm以下である。なお、厚みは長手方向及び幅方向で均一でなくともよく、長手方向及び/又は幅方向で一部変動していてもよい。まだ断面は正方形でなくともよく、長方形等の任意の角形であってよい。
【0051】
基材層は剛性であってもよいが、その少なくとも一部が柔軟であることが好ましい。したがって、ストリップの少なくとも一部、好ましくは全部が、ITO等の柔軟性を有する無機系材料、及び/又は、紙等の有機系材料からなることが好ましい。
【0052】
(被覆層)
本発明で使用される被覆層の材質も特に限定されない。したがって、基材層と同様に、各種の無機系及び有機系材料を単独で又は組み合わせて使用することができる。ただし、本発明の積層体の製造の観点からは、被覆層の少なくとも一部は流動可能な材料から構成されることが好ましい。前記流動可能な材料とは300℃以下、好ましくは200℃以下、より好ましくは100℃以下、更により好ましくは50℃以下、特に好ましくは25℃以下で流動性を示す材料をいう。
【0053】
前記流動可能な材料としては、熱可塑性樹脂が好ましく、300℃以下、好ましくは200℃以下、より好ましくは100℃以下、更により好ましくは50℃以下の融点又は軟化点を有するものである。なお、ストリップが熱可塑性樹脂からなる場合は、被覆層の熱可塑性樹脂の融点又は軟化点はストリップの融点又は軟化点よりも低いことが好ましい。
【0054】
熱可塑性樹脂の種類は、300℃以下の融点又は軟化点を有する限り特に限定されないが、ビニル系樹脂(例えば、スチレン系樹脂、ゴム強化スチレン系樹脂、アクリロニトリル・スチレン系樹脂、ABS樹脂、その他の芳香族ビニル化合物の(共)重合体等)、ポリオレフィン系樹脂(例えば、ポリエチレン系樹脂、ポリプロピレン系樹脂、エチレン−α−オレフィン系樹脂等)、ポリ塩化ビニル系樹脂、ポリ塩化ビニリデン系樹脂、ポリ酢酸ビニル系樹脂、飽和ポリエステル系樹脂、ポリカーボネート系樹脂、ポリエチレンテレフタレート樹脂、ポリアミド樹脂、ポリアクリルアミド樹脂、ポリアクリロニトリル樹脂、(メタ)アクリル系樹脂(例えば、(メタ)アクリル酸エステル化合物の(共)重合体等)、フッ素系樹脂、エチレン・酢酸ビニル系樹脂等が挙げられる。これらは、1種単独でまたは2種以上を組み合わせて使用することが出来る。
【0055】
前記流動可能な材料は液状媒体中に溶解又は分散された熱可塑性樹脂又は熱硬化性樹脂でもよい。熱可塑性樹脂としては既述したものと使用することがでる。熱硬化性樹脂の種類は、特に限定されないが、例えば、フェノール樹脂、ウレタン樹脂、メラミン樹脂、尿素樹脂、エポキシ樹脂、不飽和ポリエステル樹脂、ポリイミド樹脂、アルキド樹脂等を使用することができる。これらは、1種単独でまたは2種以上を組み合わせて使用することが出来る。
【0056】
前記液状媒体の種類も特には限定されないが、水又は各種の有機溶剤、或いは、これらの混合物が好ましい。有機溶剤としては、アルコール系溶媒、エーテル系溶媒、エチレングリコール系溶媒、プロピレングリコール系溶媒、エステル系溶媒等の親水性有機溶媒;並びに、炭化水素系溶媒、シリコーン系溶媒等の疎水性有機溶媒が挙げられる。
【0057】
液状媒体中の溶解又は分散された熱可塑性樹脂又は熱硬化性樹脂は、好ましくは塗料である。塗料は好ましくは50℃以下、より好ましくは25℃以下で流動性を有するが、乾燥等によって液状媒体を除去することによって、その流動性を失い固化する。塗料中の熱可塑性樹脂又は熱硬化性樹脂の濃度は限定されるものではなく、例えば、1〜90質量%、好ましくは10〜80質量%、より好ましくは20〜70質量%の範囲で任意に調整することができる。
【0058】
被覆層の厚みは特に限定されるものではないが、例えば、1μm以上、好ましくは10μm以上、より好ましくは50μm以上、更により好ましくは100μm以上であり、また、10cm以下、好ましくは1cm以下、より好ましくは5mm以下、更により好ましくは1mm以下である。したがって、例えば、1μm〜1cmが好ましく、10μm〜5mmがより好ましく、50μm〜1mmが更により好ましい。なお、厚みは長手方向及び幅方向で均一でなくともよく、長手方向及び/又は幅方向で一部変動していてもよい。まだ断面は正方形でなくともよく、長方形等の任意の角形であってよい。
【0059】
被覆層は剛性であってもよいが、その少なくとも一部が柔軟であることが好ましい。したがって、被覆層の少なくとも一部、好ましくは全部が、熱可塑性樹脂及び/又は熱硬化性樹脂からなることが好ましい。
【0060】
(積層体)
本発明の積層体では、基材層をコーティングする被覆層中に、少なくとも部分的に柔軟性を有する少なくとも1つのストリップが存在する。前記被覆層は基材層の少なくとも一部の表面をコーティングすればよく全表面をコーティングする必要はないが、全表面をコーティングすることが好ましい。
【0061】
本発明の積層体では、ストリップは必ず被覆層中に存在する。前記ストリップはその全部が前記被覆層に含まれる必要はなく、少なくとも一部が前記被覆層中に存在すればよい。したがって、例えば、前記ストリップの一部は前記被覆層の表面から僅かに突出していてもよい。ただし、本発明の積層体の最大厚みと最小厚みの差は20μm以下であることが好ましく、15μm以下であることがより好ましく、10μm以下であることが更により好ましい。なお、積層時の平滑性の点では、前記ストリップの全部が前記被覆層中に存在することが好ましい。
【0062】
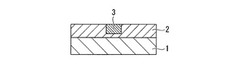
図1は、本発明の積層体の一例を示す断面図である。図1に示す態様では、基材層1の一方の表面の全面に被覆層2が形成されており、被覆層2がストリップ3の全部を含んでいる。図1では、ストリップ3の表面が露出しているが、ストリップ2の表面は被覆層2の表面の一部を構成しているために、積層体の表面は平滑である。したがって、図1に示す積層体を、幾つか平積みしたり、或いは、ロール状に巻き取ったりしても、積層物の表面に凹凸が発生して作業性が悪化することはない。なお、必要に応じて基材層1と被覆層2との間に接着層等の中間層を設けてもよいが、積層体の厚みの低減のためにはそのような中間層は存在しない方が好ましい。
【0063】
図1に示す積層体は、例えば、ストリップ3として偽造防止機能を有する各種のスレッドを使用することにより、偽造防止機能を発揮することができる。特に、図1に示す態様ではストリップ3の表面を外部から視認又は接触できるので、ストリップ3の表面に形成されたホログラムパターン層、磁気情報を記録した磁気層、微小な文字を形成した金属蒸着層又はインク層、等の様々な機能層を直接確認することができる。したがって、図1に示す積層体は、例えば、紙幣、商品券、預金通帳等に好適に使用可能な偽造防止用紙として好適である。
【0064】
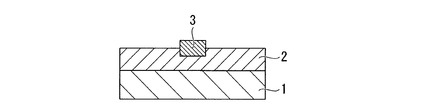
図2は、本発明の積層体の他の一例を示す断面図である。図2に示す態様は、被覆層2がストリップ3の全部を含んでおらず、その一部のみを含んでいる点で図1に示す態様とは異なる。
【0065】
図2に示す態様では、ストリップ3の一部が被覆層2の表面に突出しているので、ストリップ3によって立体感のあるデザインを積層体表面に施すことができる。なお、図2に示す積層体を平積みしたり、或いは、ロール上に巻き取ったりすると、積層物の表面に凹凸が発生するが、ストリップ3はその厚みの一部のみが突出しているので、凹凸の程度を抑制することができる。
【0066】
被覆層2の表面からのストリップ3の突出高さは、積層体の用途に応じて任意である。ストリップ3の厚みにもよるが、前記突出高さはストリップの厚みの80%以下が好ましく、50%以下がより好ましく、30%以下が更により好ましく、20%以下が更により好ましく、10%以下が特に好ましい。図2に示す積層体は、例えば、意匠性の優れたストリップを使用することにより、壁紙・模型等の各種のデザイン用途に使用することができる。また、文字の表面形状を有するストリップ3を使用することにより、例えば、点字印刷物又はその代替品として使用することもできる。
【0067】
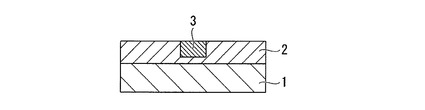
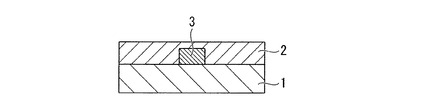
図3は、本発明の積層体の更に他の一例を示す断面図である。図3に示す態様は、被覆層2がストリップ3を完全に包含しており、ストリップ3が被覆層2の表面に露出しない点で図1に示す態様と異なる。
【0068】
図3に示す態様では、ストリップ3が被覆層2の表面に突出しないので、図1に示す態様と同様に積層体の表面を平滑とすることができる。なお、ストリップ3の厚みと被覆層2の厚みによっては、ストリップ3が被覆層2の表面に突出しなくとも積層体の表面に微細な凹凸が発生することがあるが、本発明の積層体では、その突出高さは好ましくはストリップの厚みの80%以下、より好ましくは50%以下、更により好ましくは30%以下、更により好ましくは20%以下、特に好ましくは10%以下に抑制される。したがって、図3に示す積層体を平積みしたり、或いは、ロール上に巻き取ったりしても、積層物の表面に大きな凹凸が発生して作業性が悪化することはない。
【0069】
図3に示す積層体では、ストリップ3が被覆層2で覆われているので、外界からの衝撃、空気中の酸素による酸化等の物理的又は化学的攻撃からストリップ3を保護することができる。したがって、例えば、ストリップ3として偽造防止機能を有する各種のICチップ等の精密機器を使用することにより、図3に示す積層体は偽造防止機能を発揮することができる。したがって、図3に示す積層体は、例えば、偽造防止用樹脂製カードとして好適である。
【0070】
そして、図1〜3に示す積層体では、ストリップ3が基材層1中に存在しないので、ストリップ3の存在によって基材層1の強度が低下することがない。また、積層体の製造工程において、ストリップ3の使用のために基材層が分断する恐れがない。したがって、任意のサイズのストリップ3を使用することができる。
【0071】
(追加被覆層)
本発明の積層体では、前記被覆層の少なくとも一部、好ましくは全部、の表面に更に追加被覆層が形成されていてもよい。
【0072】
追加被覆層の材質としては、既述した被覆層の材質と同様のものを使用することができるが、被覆層の材質と追加被覆層の材質は異なっていてもよい。また、追加被覆層は複数形成されてもよい。追加被覆層を形成することにより、本発明の積層体の表面平滑性を更に向上することができる。特に、図2に示す態様の積層体では、被覆層2の表面に突出したストリップ3の突出部を追加被覆層で被覆することによって、積層体の表面を平滑とすることができる。
【0073】
(製造方法)
本発明の積層体の製造方法は特に限定されるものではなく、例えば、2種類の熱可塑性樹脂の共押出により基材層と被覆層の積層体を製造する際に、押出機のダイの吐出口の一部を凹状とすることによって、被覆層の表面の一部に自動的に溝を形成し、当該溝に適合する断面を備えたストリップを当該溝に嵌合することによって本発明の積層体を製造することができる。
【0074】
しかし、上記の製造方法では押出機のような大型の設備が必要となり、また、図3に示すような被覆層中にストリップが完全に埋没した形態の積層体を製造することが困難である。したがって、本発明の積層体は、基材層の少なくとも一部の表面に被覆層を形成する被覆工程、及び、前記被覆層中に、少なくとも部分的に柔軟性を有する少なくとも1つのストリップの少なくとも一部を埋設する埋設工程を含む製造方法によって製造することが好ましい。
【0075】
上記の被覆工程及び埋設工程を備える本発明の積層体の製造方法では、埋設の程度を調整することにより、図1〜3のいずれの形態の積層体をも容易に製造することができる。積層体の表面平滑性の点では、ストリップの全部を被覆層中に埋設することが好ましい。
【0076】
前記埋設工程を容易に実施するためには、前記被覆層の少なくとも一部が流動可能であることが好ましい。その場合は、前記埋設工程において、前記被覆層の流動可能部位に前記ストリップの少なくとも一部を埋没させることが好ましい。
【0077】
被覆層の流動可能部位へストリップの少なくとも一部を埋設する際は、被覆層へのストリップの良好な浸漬のために、ストリップを被覆層に圧入することが好ましい。特に、被覆層の流動可能部位の粘度が高い場合は、圧力をかけてストリップを被覆層の流動可能部位に押し込むことが好ましい。
【0078】
高温によるストリップの形状・性質への影響を回避するために、前記被覆層の流動可能部位は300℃以下、好ましくは200℃以下、より好ましくは100℃以下、更により好ましくは50℃以下、特に好ましくは25℃以下で流動性を示すことが好ましく、特に、被覆層の全体が流動性を示すことが好ましい。
【0079】
上記の被覆工程及び埋設工程を備える本発明の積層体の製造方法では、前記埋設工程後に、前記流動可能部位を固化する固定化工程を設けることが好ましい。固定化工程はストリップを埋設した被覆層を冷却して固化することによって実施することができる。冷却温度は被覆層の材質によって異なるが、例えば、25℃以下が好ましく、15℃以下がより好ましく、5℃以下が更により好ましい。冷却時間も限定されるものではなく、被覆層の材質によって、数秒から数時間の範囲とすることができる。
【0080】
なお、上記の被覆工程及び埋設工程を備える本発明の積層体の製造方法では、基材層の表面に予め少なくとも部分的に柔軟性を有する少なくとも1つのストリップを設置し、その後、基材層の少なくとも一部の表面に被覆層を形成してもよい。この場合、被覆層の少なくとも一部は流動可能であり、ストリップは当該流動可能部位に埋設される。この方法では、図3に示す態様の積層体を特に容易に製造することができる。この方法は、被覆工程と埋設工程を1つの工程で実施することができるので積層体の製造が容易である。ただし、この場合は、被覆層の形成時にストリップの位置が変動する恐れがあるので、接着層等を介してストリップを基材層表面に固設することが好ましい。
【0081】
本発明の積層体の製造方法では、柔軟性に乏しい複数の基材層でストリップを挟んだり、また、基材層上に所定の幅・深さの溝を正確に設ける必要がないので、積層体表面の平滑性を容易に維持可能であり、また、積層体の製造が容易である。そして、基材層、被覆層、ストリップの材質を適宜選択することによって、様々な機能を有する積層体を容易に製造することができる。
【0082】
例えば、紙基材層上に塗料を塗布して被覆層としての所定厚みの塗膜を形成し、当該塗膜中に薄膜状のスレッドを押し込み、その後、乾燥して塗膜を固化することによって、偽造防止用紙を製造することができる。また、紙基材層に代えて樹脂基材層を採用することによって、IDカード・クレジットカード等の偽造防止用樹脂製カードを製造することができる。更に、スレッドに代えてデザイン性の高いフィルム・シートを採用することによって各種の装飾用紙・フィルム・シートを製造することができる。
【実施例】
【0083】
以下、実施例及び比較例により本発明をより詳細に例証するが、本発明は実施例に限定されるものではない。なお、記載された部数はすべて重量基準(荷姿換算)である。
【0084】
[実施例1]
(A)被覆層用塗料の調製
アクリル樹脂(三井化学製 商品名:ボンロンS1294)100質量部に、染色用顔料(山陽色素製 商品名:エマコール Carmin FB)20質量部を添加し、固形分濃度40%の水系塗料を調製した。
【0085】
(B)シート状基材層(上質紙)の製造
NBKP40重量部(乾燥重量部、以下同じ)、LBKP60重量部をフリーネス350mlC.S.F.に叩解し、クレー10重量部、ポリアクリルアマイド(商品名「ポリマセット500L」、荒川化学工業(株)製造)0.2重量部、硫酸バンド3重量部を加え定着し、長網多筒式抄紙機を用い、坪量150g/m2(乾燥重量)の上質紙を得た。
【0086】
(C)スレッドの製造
厚さ15μmのPETフィルム上にアルミニウムを5μm蒸着させた後、ポリエチレン樹脂(三井化学製ケミパールS120)でコートし、総厚み25μmのフィルムとした。これを巾3mmにスリットしスレッドを得た。
【0087】
上記(A)で調製した水系塗料を、上記(B)の上質紙(坪量150g/m2)にロッドコーターで塗工して、厚さ25μmの被覆層を形成した。続いて、上記(C)で製造したスレッドを乾燥前の被覆層上にたるみのないように置き、120℃で1分間乾燥させ、積層体を得た。
【0088】
[実施例2]
被覆層の厚さを15μmとする以外は実施例1と同様にして、積層体を得た。
【0089】
[実施例3]
被覆層の厚さを35μmとする以外は実施例1と同様にして、積層体を得た。
【0090】
[実施例4]
シート状支持体を厚さ500μmアクリル板とする以外は実施例1と同様にして、積層体を得た。
【0091】
[実施例5]
被覆層の塗工前にシート状基材層上にスレッドを置く以外は実施例1と同様にして、積層体を得た。
【0092】
[比較例1]
被覆層の乾燥後に被覆層上にスレッドを置く以外は実施例1と同様にして、積層体を得た。
【0093】
[評価]
実施例1〜5及び比較例1で得られた積層体について、スレッド部とその周辺の非スレッド部の厚さを測定し、両者の差を決定して、表面平滑性の評価を行った。評価結果を表1に示す。
【表1】

【0094】
表1から明らかなように、スレッド部とその周辺の非スレッド部の厚さの差が実施例1〜5は20μm以下であるが、比較例1は25μmであった。実施例1〜5と比較例1との対比から、被覆層にスレッドの少なくとも一部が埋設され、被覆層がスレッドの少なくとも一部を含む本願発明は、被覆層上にスレッドが存在する比較例1に比べて表面の凹凸が抑制できることが分かる。また、実施例1と実施例4を比較すると、基材層は紙及び樹脂板のいずれでもよいことが分かる。
【産業上の利用可能性】
【0095】
本発明の積層体は、例えば、偽造防止用紙又は偽造防止用シート、或いは、各種の装飾用紙・フィルム・シートとして、幅広い分野で使用することができる。特に、本発明の積層体は、紙幣、商品券、IDカード、クレジットカード、預金通帳、壁紙、点字印刷物等に好適に使用することができる。
【符号の説明】
【0096】
1:基材層、2:被覆層、3:ストリップ
【技術分野】
【0001】
本発明は、ストリップを含む被覆層を備える積層体及びその製造方法に関し、特には、当該ストリップにより偽造防止性、意匠性等の各種機能を発揮することのできる積層体及びその製造方法に関する。
【背景技術】
【0002】
紙幣、商品券等には、不正な変造・偽造を防止するために、各種の偽造防止対策が施されている。偽造防止対策の1つは、容易に実施できない高度な製造技術を用いて紙幣、商品券等のベースとなる用紙を製造することである。その一例として、プラスチックフィルム等を幅数mm程度の細片に切断して得られるスレッドを用紙内に抄き込んだ「スレッド入り紙」と称される偽造防止用紙がある(特許文献1)。前記スレッドとしては、例えば、ホログラムパターンを有するもの、磁気的情報を記録したもの、微小な文字を記載したもの、等の様々な細片が用途に応じて使用されている。
【0003】
また、スレッドを紙の上に貼り付けたタイプの偽造防止用紙も広く使用されている(特許文献2)。なお、紙に接着剤を塗布し、当該接着剤の乾燥前にスレッドを貼り合わせてから乾燥させること(ウェットラミネーション)も行われている。
【0004】
一方、プラスチック製カード等の偽造防止のために、微細な半導体チップをカード中に挿入することも提案されている(特許文献3)。そのような半導体チップは非接触で情報の書き込み及び読み取りが可能なものであり、例えば、複数ビットのメモリを内蔵し、且つ、アンテナ配線を備えた一辺0.5mm以下のものを使用することができる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2003−306896号公報
【特許文献2】特開2003−193400号公報
【特許文献3】国際公開第2000−36555号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、スレッドを用紙内に抄き込む場合は、スレッドが存在する部分の紙の強度が低下する。また、スレッド入り紙を製造するにあたり、スレッドを紙に抄き込む工程においてスレッドの挿入箇所で紙が分断する所謂「種割れ」が発生する恐れがある。したがって、比較的幅の狭いスレッドしか使用することができない。
【0007】
一方、スレッドを紙の上に貼り付ける場合には、紙の強度の問題は生じないが、紙の表面においてスレッド全体が凸部分を形成するので、複数の偽造防止用紙を平積みしたり、或いは、偽造防止用紙をロール上に巻き取ったりすると、紙の積層物の表面に大きな凹凸が発生し、作業性が悪化する。なお、ウェットラミネーションでは、幅の狭いスレッドを紙表面の所定箇所に貼り合わせる作業が困難である。
【0008】
そして、半導体チップが挿入されたカードでも、半導体チップが存在する部分のカードの強度が低下し、また、製造上の問題点が存在する。例えば、2枚の薄いフィルムで半導体チップを挟んで当該カードを製造する場合は、半導体チップの存在箇所で当該フィルム表面の平滑性が失われる恐れがあり、また、1枚のシートの所定箇所に溝を設けて当該溝に半導体チップを嵌め込む場合は、薄いシートの所定箇所に所定の幅・深さの溝を正確に設けることが困難である。
【0009】
本発明は、既述した従来技術の現状に鑑みて為されたものであり、従来技術の抱える上記のような問題点を解消することのできる、偽造防止機能等を発揮可能な新しい積層体を提供することをその目的とする。
【0010】
また、本発明は、そのような積層体の製造方法を提供することをもその目的とする。
【課題を解決するための手段】
【0011】
本発明の目的は、
基材層、及び、
前記基材層の少なくとも一部の表面に形成された被覆層
を備える積層体であって、
少なくとも部分的に柔軟性を有する少なくとも1つのストリップを更に備えており、
前記被覆層が前記ストリップの少なくとも一部を含む積層体
によって達成される。
【0012】
前記被覆層は前記基材層の全表面に形成されていることが好ましい。
【0013】
前記ストリップの少なくとも一部は露出していてもよい。
【0014】
前記被覆層は前記ストリップの全部を含むことが好ましい。
【0015】
前記被覆層が熱可塑性樹脂及び/又は熱硬化性樹脂からなることができる。
【0016】
前記被覆層の少なくとも一部の表面に更に追加被覆層を形成してもよい。その場合は、前記被覆層の全表面に前記追加被覆層が形成されていることが好ましい。
【0017】
前記基材層の少なくとも一部は紙及び/又は樹脂からなることが好ましい。前記基材層の全部が紙及び/又は樹脂からなることがより好ましい。
【0018】
前記ストリップはスレッドであることが好ましい。
【0019】
本発明の積層体は、偽造防止用紙又は偽造防止用樹脂製カードであることが好ましい。
【0020】
本発明の積層体は、
基材層の少なくとも一部の表面に被覆層を形成する被覆工程、
前記被覆層中に少なくとも部分的に柔軟性を有する少なくとも1つのストリップの少なくとも一部を埋設する埋設工程
を経て製造することができる。
【0021】
前記被覆層の少なくとも一部が流動可能であることが好ましい。
【0022】
前記埋設工程において、前記被覆層の流動可能部位に前記ストリップの少なくとも一部を埋没させることが好ましい。その場合、前記流動可能部位を固定することが更に好ましい。
【発明の効果】
【0023】
本発明の積層体は、基材層中にストリップが存在しないので、ストリップの存在によって基材層の強度が低下することがない。また、本発明の積層体の製造工程において、ストリップの使用のために基材層が分断する恐れがない。したがって、本発明の積層体では、任意のサイズのストリップを使用することができる。
【0024】
また、本発明の積層体は、その表面にストリップが突出しないか、或いは、その突出の程度を抑制することができるので、表面が平滑である。したがって、複数の積層体を平積みしたり、或いは、ロール上に巻き取ったりしても、積層物の表面に大きな凹凸が発生して作業性が悪化することがない。また、基材層とストリップとの接合のために接着剤を使用する必要がないので、基材層上の所定箇所に接着剤を使用してストリップを貼り合わせる作業が不要である。
【0025】
そして、本発明の積層体を製造するにあたっては、2つの基材層でストリップを挟んだり、また、基材層上に所定の溝を正確に設ける必要がないので、積層体表面の平滑性を容易に維持可能であり、また、製造が容易である。
【0026】
本発明の積層体は、例えば、偽造防止機能を有する各種のストリップを使用することにより、偽造防止機能を発揮することができる。したがって、本発明の積層体は、偽造防止用紙又は偽造防止用樹脂製カードとして好適に使用可能である。
【0027】
本発明の積層体は、偽造防止用紙又は偽造防止用樹脂製カード以外の用途にも広く使用することができる。例えば、意匠性の優れたストリップを使用することにより、壁紙・模型等の各種のデザイン用途に本発明の積層体を使用することができる。
【図面の簡単な説明】
【0028】
【図1】本発明の積層体の一例を示す断面図
【図2】本発明の積層体の他の一例を示す断面図
【図3】本発明の積層体の更に他の一例を示す断面図
【発明を実施するための形態】
【0029】
本発明の積層体は、基材層、被覆層、及び、ストリップを必須に備えるものである。以下、本発明の積層体を構成する各要素について詳細に説明する。
【0030】
(ストリップ)
本発明において「ストリップ」とは細片の意味であり、特に、全体の形状が、細長い棒状又は板状の長尺部材を意味する。本発明におけるストリップは少なくとも部分的、好ましくは全体、に柔軟性を有する。したがって、本発明におけるストリップは他の物体との接触によって、荷重の有無に係わらず、その形状が変化しうる。好ましくは、本発明におけるストリップは人間が加えうる通常の荷重条件下で可撓性又は屈曲性である。したがって、本発明の「ストリップ」は、人間が加えうる通常の荷重条件下で形状が変化しない金属厚板等の剛性部材ではない。
【0031】
ストリップのサイズは特に限定されるものではないが、棒状の場合は、断面の直径又は最長辺は、例えば、1μm以上、好ましくは10μm以上、より好ましくは50μm以上、更により好ましくは100μm以上であり、また、10cm以下、好ましくは1cm以下、より好ましくは5mm以下、更により好ましくは1mm以下である。したがって、例えば、1μm〜1cmが好ましく、10μm〜5mmがより好ましく、50μm〜1mmが更により好ましい。そして、長さは、例えば、1cm以上、好ましくは5cm以上、より好ましくは10cm以上であり、また、5m以下、好ましくは3m以下、より好ましくは1m以下である。なお、直径又は最長辺は長手方向で一定でなくともよく、長手方向に沿って一部変動していてもよい。更に、断面は円形又は正方形でなくともよく、楕円形又は長方形等の他の任意の形状であってよい。
【0032】
一方、ストリップが板状の場合は、厚みは、例えば、1μm以上、好ましくは10μm以上、より好ましくは50μm以上、更により好ましくは100μm以上であり、また、10cm以下、好ましくは1cm以下、より好ましくは5mm以下、更により好ましくは1mm以下である。したがって、例えば、1μm〜1cmが好ましく、10μm〜5mmがより好ましく、50μm〜1mmが更により好ましい。また、幅は、例えば、1mm以上、好ましくは2mm以上、より好ましくは3mm以上であり、また、50cm以下、好ましくは10cm以下、より好ましくは5cm以下である。そして、長さは、例えば、1cm以上、好ましくは5cm以上、より好ましくは10cm以上であり、また、5m以下、好ましくは3m以下、より好ましくは1m以下である。なお、厚みは長手方向で均一でなくともよく、長手方向で一部変動していてもよい。まだ断面は正方形でなくともよく、長方形等の任意の角形であってよい。
【0033】
前記ストリップの材質も特に限定されるものではなく、無機系又は有機系の各種の材料を単独で、或いは、複数種類組み合わせて使用することができる。無機系材料としては、例えば、耐熱性ガラス等の透明若しくは半透明ガラス、インジウムスズ酸化物(ITO)等の金属酸化物、金属、粘土、セラミックス、炭素等が挙げられる。また、有機系材料としては、例えば、ポリエチレン樹脂、ポリプロピレン樹脂、ボリカーボネート樹脂、(メタ)アクリル樹脂、ポリエチレンテレフタレート樹脂、飽和ポリエステル樹脂、ポリアミド樹脂、ABS樹脂、ポリ塩化ビニル等の熱可塑性樹脂、及び、フェノール樹脂、ウレタン樹脂、メラミン樹脂、尿素樹脂、エポキシ樹脂等の熱硬化性樹脂が挙げられる。耐熱性の点では無機系材料が好ましく、柔軟性の点では有機系材料が好ましい。なお、ストリップは少なくともその一部が繊維から構成されていてもよい。繊維としては、既述した各種の無機系又は有機系材料からなる繊維を使用することができ、例えば、ガラス繊維、炭素繊維、各種樹脂繊維等を使用することができる。
【0034】
但し、本発明で使用されるストリップは少なくとも部分的に柔軟性を有する必要があり、好ましくはその全部が柔軟である。したがって、ストリップの少なくとも一部、好ましくは全部が、ITO等の柔軟性を有する無機系材料、及び/又は、柔軟性を有するポリエステル、ポリアミド等の有機系材料からなることが好ましい。
【0035】
前記ストリップの光学特性も特に限定されるものではなく、透明、半透明、又は、不透明であってよい。また、ストリップの全体が同一の光学特性を有する必要はない。したがって、例えば、ストリップの一部の箇所は透明である一方で他の箇所は不透明であってよい。
【0036】
前記ストリップは、偽造防止分野で広く使用されているスレッドであってよい。スレッドのベースフィルムとしては、各種の樹脂からなるフィルムを使用することができ、例えば、セロファン、ポリプロピレン、ポリエステル、ポリエチレンテレフタレート、ナイロン、ポリビニルアルコール、ポリ塩化ビニル、ポリカーボネート等からなるフィルムを使用することができる。ベースフィルムとしては耐熱性の高いものがこのましく、ポリエステルフィルムが好ましい。
【0037】
前記ベースフィルムの厚みは特に限定されるものではないが、1〜100μmの範囲が好ましく、5〜50μmがより好ましく、8〜20μmが更により好ましい。また、幅は1mm〜3cmの範囲が好ましく、3mm〜2cmがより好ましく、5mm〜1cmが更により好ましい。長さは、1cm〜3mの範囲が好ましく、5cm〜1mがより好ましく、10cm〜50cmが更により好ましい。
【0038】
前記ベースフィルムには必要に応じて種々の処理を施しておいてもよい。例えば、コロナ放電処理、プライマー塗工処理、エンボス処理、透明着色層の設置等を適宜行うことができる。
【0039】
前記ベースフィルム上には、ホログラムパターン層、磁気情報を記録した磁気層、微小な文字を形成した金属蒸着層又はインク層、等の様々な機能層を用途に応じて形成することができる。これらの機能層によって、前記スレッドは偽造防止機能を発揮することができる。
【0040】
前記ベースフィルム上に金属蒸着層からなるマイクロ文字やマイクロ画像を形成する場合には、パスター加工法が好ましく使用できる。パスター加工法そのものはよく知られた方法であり、例えば金属アルミニウムを真空蒸着したポリエステルフィルムの蒸着面に、耐アルカリ性を有するインキで文字や画像を印刷し、次いで水酸化ナトリウム水溶液にフィルムを浸漬して印刷部分以外の露出しているアルミニウム蒸着層を溶解し、次いでフィルムを水洗して水酸化アルミニウムを除去してから乾燥する方法が代表的な例である(特開昭63−216795号公報等を参照)。こうすることで、印刷部分と、印刷部分に同調した下層の金属蒸着部分はフィルム上にそのまま残り、それ以外の部分ではフィルムが露出する。
【0041】
このようにして表面または裏面に種々の加工を施し、あるいはマイクロ文字および/またはマイクロ画像を形成したスレッドのベースフィルムを、マイクロスリッターを用いて所定の幅(通常数mm程度)の細巾にスリットすることにより、スレッドを得ることができる。スレッドの厚みは、1〜100μmの範囲が好ましく、5〜50μmがより好ましく、10〜30μmが更により好ましい。
【0042】
本発明の積層体に含まれるストリップの個数は特に限定されるものではない。したがって、用途に応じて1以上の任意の個数のストリップを本発明の積層体に配設することができる。偽造防止用途ではストリップは1つであってよい。
【0043】
(基材層)
本発明で使用される基材層の材質は特に限定されない。したがって、既述したような、各種の無機系及び有機系材料を単独で及び組み合わせて使用することができる。無機系材料としては、金属、金属酸化物、セラミックス、ガラス等が好ましい。有機系材料としては、例えば、木材、紙、樹脂等が好ましい。
【0044】
基材層の少なくとも一部、好ましくは全部、が紙及び/又は樹脂からなることが好ましい。紙としては任意の紙材料を使用することが可能であり、例えば、針葉樹晒クラフトパルプ(NBKP)、広葉樹晒クラフトパルプ(LBKP)、針葉樹晒サルファィトパルプ(NBSP)等の木材パルプや麻、綿、藁を原料とした非木材パルプ等からなる紙材料を使用することができる。紙材料には、適宜、乾燥紙力増強剤、湿潤紙力増強剤、サイズ剤、定着剤、消泡剤、染料、顔料、蛍光剤等を配合することができる。
【0045】
樹脂としても任意の樹脂材料を使用することが可能であり、熱可塑性樹脂及び熱硬化性樹脂、或いは、これらの混合物乃至複合物のいずれをも使用することができる。
【0046】
熱可塑性樹脂の種類は、特に限定されないが、ビニル系樹脂(例えば、スチレン系樹脂、ゴム強化スチレン系樹脂、アクリロニトリル・スチレン系樹脂、ABS樹脂、その他の芳香族ビニル化合物の(共)重合体等)、ポリオレフィン系樹脂(例えば、ポリエチレン系樹脂、ポリプロピレン系樹脂、エチレン−α−オレフィン系樹脂等)、ポリ塩化ビニル系樹脂、ポリ塩化ビニリデン系樹脂、ポリ酢酸ビニル系樹脂、飽和ポリエステル系樹脂、ポリカーボネート系樹脂、ポリエチレンテレフタレート樹脂、ポリアミド樹脂、ポリアクリルアミド樹脂、ポリアクリロニトリル樹脂、(メタ)アクリル系樹脂(例えば、(メタ)アクリル酸エステル化合物の(共)重合体等)、フッ素系樹脂、エチレン・酢酸ビニル系樹脂等が挙げられる。これらは、1種単独でまたは2種以上を組み合わせて使用することが出来る。
【0047】
熱硬化性樹脂の種類は、特に限定されないが、例えば、フェノール樹脂、ウレタン樹脂、メラミン樹脂、尿素樹脂、エポキシ樹脂、不飽和ポリエステル樹脂、ポリイミド樹脂、アルキド樹脂等を使用することができる。これらは、1種単独でまたは2種以上を組み合わせて使用することが出来る。
【0048】
基材層は単一のシート又はフィルムであってよいが、各種のシート又はフィルムの積層体であってもよい。この場合は各シート又はフィルムの材質は同一でも異なってもよい。
【0049】
基材層は少なくともその一部が紙以外の繊維から構成されていてもよい。繊維としては、各種の無機系又は有機系繊維を使用することができる。無機系繊維としては、例えば、ガラス繊維、カーボンファイバー繊維等を使用することができる。有機系繊維としては、例えば、ポリアミド樹脂繊維、芳香族ポリアミド樹脂繊維、全芳香族ポリアミド樹脂繊維等のポリアミド系樹脂繊維;ポリエステル樹脂繊維、芳香族ポリエステル樹脂繊維、全芳香族ポリエステル樹脂繊維等のポリエステル系樹脂繊維;ポリイミド樹脂繊維、フッ素樹脂繊維等を使用することができる。セルロース、綿等の天然繊維であってもよい。したがって、基材層は、これらの繊維からなる織布又は不織布を含んでもよい。
【0050】
基材層の厚みは特に限定されるものではないが、例えば、1μm以上、好ましくは10μm以上、より好ましくは100μm以上、更により好ましくは1mm以上であり、また、10cm以下、好ましくは5cm以下、より好ましくは1cm以下、更により好ましくは5mm以下である。なお、厚みは長手方向及び幅方向で均一でなくともよく、長手方向及び/又は幅方向で一部変動していてもよい。まだ断面は正方形でなくともよく、長方形等の任意の角形であってよい。
【0051】
基材層は剛性であってもよいが、その少なくとも一部が柔軟であることが好ましい。したがって、ストリップの少なくとも一部、好ましくは全部が、ITO等の柔軟性を有する無機系材料、及び/又は、紙等の有機系材料からなることが好ましい。
【0052】
(被覆層)
本発明で使用される被覆層の材質も特に限定されない。したがって、基材層と同様に、各種の無機系及び有機系材料を単独で又は組み合わせて使用することができる。ただし、本発明の積層体の製造の観点からは、被覆層の少なくとも一部は流動可能な材料から構成されることが好ましい。前記流動可能な材料とは300℃以下、好ましくは200℃以下、より好ましくは100℃以下、更により好ましくは50℃以下、特に好ましくは25℃以下で流動性を示す材料をいう。
【0053】
前記流動可能な材料としては、熱可塑性樹脂が好ましく、300℃以下、好ましくは200℃以下、より好ましくは100℃以下、更により好ましくは50℃以下の融点又は軟化点を有するものである。なお、ストリップが熱可塑性樹脂からなる場合は、被覆層の熱可塑性樹脂の融点又は軟化点はストリップの融点又は軟化点よりも低いことが好ましい。
【0054】
熱可塑性樹脂の種類は、300℃以下の融点又は軟化点を有する限り特に限定されないが、ビニル系樹脂(例えば、スチレン系樹脂、ゴム強化スチレン系樹脂、アクリロニトリル・スチレン系樹脂、ABS樹脂、その他の芳香族ビニル化合物の(共)重合体等)、ポリオレフィン系樹脂(例えば、ポリエチレン系樹脂、ポリプロピレン系樹脂、エチレン−α−オレフィン系樹脂等)、ポリ塩化ビニル系樹脂、ポリ塩化ビニリデン系樹脂、ポリ酢酸ビニル系樹脂、飽和ポリエステル系樹脂、ポリカーボネート系樹脂、ポリエチレンテレフタレート樹脂、ポリアミド樹脂、ポリアクリルアミド樹脂、ポリアクリロニトリル樹脂、(メタ)アクリル系樹脂(例えば、(メタ)アクリル酸エステル化合物の(共)重合体等)、フッ素系樹脂、エチレン・酢酸ビニル系樹脂等が挙げられる。これらは、1種単独でまたは2種以上を組み合わせて使用することが出来る。
【0055】
前記流動可能な材料は液状媒体中に溶解又は分散された熱可塑性樹脂又は熱硬化性樹脂でもよい。熱可塑性樹脂としては既述したものと使用することがでる。熱硬化性樹脂の種類は、特に限定されないが、例えば、フェノール樹脂、ウレタン樹脂、メラミン樹脂、尿素樹脂、エポキシ樹脂、不飽和ポリエステル樹脂、ポリイミド樹脂、アルキド樹脂等を使用することができる。これらは、1種単独でまたは2種以上を組み合わせて使用することが出来る。
【0056】
前記液状媒体の種類も特には限定されないが、水又は各種の有機溶剤、或いは、これらの混合物が好ましい。有機溶剤としては、アルコール系溶媒、エーテル系溶媒、エチレングリコール系溶媒、プロピレングリコール系溶媒、エステル系溶媒等の親水性有機溶媒;並びに、炭化水素系溶媒、シリコーン系溶媒等の疎水性有機溶媒が挙げられる。
【0057】
液状媒体中の溶解又は分散された熱可塑性樹脂又は熱硬化性樹脂は、好ましくは塗料である。塗料は好ましくは50℃以下、より好ましくは25℃以下で流動性を有するが、乾燥等によって液状媒体を除去することによって、その流動性を失い固化する。塗料中の熱可塑性樹脂又は熱硬化性樹脂の濃度は限定されるものではなく、例えば、1〜90質量%、好ましくは10〜80質量%、より好ましくは20〜70質量%の範囲で任意に調整することができる。
【0058】
被覆層の厚みは特に限定されるものではないが、例えば、1μm以上、好ましくは10μm以上、より好ましくは50μm以上、更により好ましくは100μm以上であり、また、10cm以下、好ましくは1cm以下、より好ましくは5mm以下、更により好ましくは1mm以下である。したがって、例えば、1μm〜1cmが好ましく、10μm〜5mmがより好ましく、50μm〜1mmが更により好ましい。なお、厚みは長手方向及び幅方向で均一でなくともよく、長手方向及び/又は幅方向で一部変動していてもよい。まだ断面は正方形でなくともよく、長方形等の任意の角形であってよい。
【0059】
被覆層は剛性であってもよいが、その少なくとも一部が柔軟であることが好ましい。したがって、被覆層の少なくとも一部、好ましくは全部が、熱可塑性樹脂及び/又は熱硬化性樹脂からなることが好ましい。
【0060】
(積層体)
本発明の積層体では、基材層をコーティングする被覆層中に、少なくとも部分的に柔軟性を有する少なくとも1つのストリップが存在する。前記被覆層は基材層の少なくとも一部の表面をコーティングすればよく全表面をコーティングする必要はないが、全表面をコーティングすることが好ましい。
【0061】
本発明の積層体では、ストリップは必ず被覆層中に存在する。前記ストリップはその全部が前記被覆層に含まれる必要はなく、少なくとも一部が前記被覆層中に存在すればよい。したがって、例えば、前記ストリップの一部は前記被覆層の表面から僅かに突出していてもよい。ただし、本発明の積層体の最大厚みと最小厚みの差は20μm以下であることが好ましく、15μm以下であることがより好ましく、10μm以下であることが更により好ましい。なお、積層時の平滑性の点では、前記ストリップの全部が前記被覆層中に存在することが好ましい。
【0062】
図1は、本発明の積層体の一例を示す断面図である。図1に示す態様では、基材層1の一方の表面の全面に被覆層2が形成されており、被覆層2がストリップ3の全部を含んでいる。図1では、ストリップ3の表面が露出しているが、ストリップ2の表面は被覆層2の表面の一部を構成しているために、積層体の表面は平滑である。したがって、図1に示す積層体を、幾つか平積みしたり、或いは、ロール状に巻き取ったりしても、積層物の表面に凹凸が発生して作業性が悪化することはない。なお、必要に応じて基材層1と被覆層2との間に接着層等の中間層を設けてもよいが、積層体の厚みの低減のためにはそのような中間層は存在しない方が好ましい。
【0063】
図1に示す積層体は、例えば、ストリップ3として偽造防止機能を有する各種のスレッドを使用することにより、偽造防止機能を発揮することができる。特に、図1に示す態様ではストリップ3の表面を外部から視認又は接触できるので、ストリップ3の表面に形成されたホログラムパターン層、磁気情報を記録した磁気層、微小な文字を形成した金属蒸着層又はインク層、等の様々な機能層を直接確認することができる。したがって、図1に示す積層体は、例えば、紙幣、商品券、預金通帳等に好適に使用可能な偽造防止用紙として好適である。
【0064】
図2は、本発明の積層体の他の一例を示す断面図である。図2に示す態様は、被覆層2がストリップ3の全部を含んでおらず、その一部のみを含んでいる点で図1に示す態様とは異なる。
【0065】
図2に示す態様では、ストリップ3の一部が被覆層2の表面に突出しているので、ストリップ3によって立体感のあるデザインを積層体表面に施すことができる。なお、図2に示す積層体を平積みしたり、或いは、ロール上に巻き取ったりすると、積層物の表面に凹凸が発生するが、ストリップ3はその厚みの一部のみが突出しているので、凹凸の程度を抑制することができる。
【0066】
被覆層2の表面からのストリップ3の突出高さは、積層体の用途に応じて任意である。ストリップ3の厚みにもよるが、前記突出高さはストリップの厚みの80%以下が好ましく、50%以下がより好ましく、30%以下が更により好ましく、20%以下が更により好ましく、10%以下が特に好ましい。図2に示す積層体は、例えば、意匠性の優れたストリップを使用することにより、壁紙・模型等の各種のデザイン用途に使用することができる。また、文字の表面形状を有するストリップ3を使用することにより、例えば、点字印刷物又はその代替品として使用することもできる。
【0067】
図3は、本発明の積層体の更に他の一例を示す断面図である。図3に示す態様は、被覆層2がストリップ3を完全に包含しており、ストリップ3が被覆層2の表面に露出しない点で図1に示す態様と異なる。
【0068】
図3に示す態様では、ストリップ3が被覆層2の表面に突出しないので、図1に示す態様と同様に積層体の表面を平滑とすることができる。なお、ストリップ3の厚みと被覆層2の厚みによっては、ストリップ3が被覆層2の表面に突出しなくとも積層体の表面に微細な凹凸が発生することがあるが、本発明の積層体では、その突出高さは好ましくはストリップの厚みの80%以下、より好ましくは50%以下、更により好ましくは30%以下、更により好ましくは20%以下、特に好ましくは10%以下に抑制される。したがって、図3に示す積層体を平積みしたり、或いは、ロール上に巻き取ったりしても、積層物の表面に大きな凹凸が発生して作業性が悪化することはない。
【0069】
図3に示す積層体では、ストリップ3が被覆層2で覆われているので、外界からの衝撃、空気中の酸素による酸化等の物理的又は化学的攻撃からストリップ3を保護することができる。したがって、例えば、ストリップ3として偽造防止機能を有する各種のICチップ等の精密機器を使用することにより、図3に示す積層体は偽造防止機能を発揮することができる。したがって、図3に示す積層体は、例えば、偽造防止用樹脂製カードとして好適である。
【0070】
そして、図1〜3に示す積層体では、ストリップ3が基材層1中に存在しないので、ストリップ3の存在によって基材層1の強度が低下することがない。また、積層体の製造工程において、ストリップ3の使用のために基材層が分断する恐れがない。したがって、任意のサイズのストリップ3を使用することができる。
【0071】
(追加被覆層)
本発明の積層体では、前記被覆層の少なくとも一部、好ましくは全部、の表面に更に追加被覆層が形成されていてもよい。
【0072】
追加被覆層の材質としては、既述した被覆層の材質と同様のものを使用することができるが、被覆層の材質と追加被覆層の材質は異なっていてもよい。また、追加被覆層は複数形成されてもよい。追加被覆層を形成することにより、本発明の積層体の表面平滑性を更に向上することができる。特に、図2に示す態様の積層体では、被覆層2の表面に突出したストリップ3の突出部を追加被覆層で被覆することによって、積層体の表面を平滑とすることができる。
【0073】
(製造方法)
本発明の積層体の製造方法は特に限定されるものではなく、例えば、2種類の熱可塑性樹脂の共押出により基材層と被覆層の積層体を製造する際に、押出機のダイの吐出口の一部を凹状とすることによって、被覆層の表面の一部に自動的に溝を形成し、当該溝に適合する断面を備えたストリップを当該溝に嵌合することによって本発明の積層体を製造することができる。
【0074】
しかし、上記の製造方法では押出機のような大型の設備が必要となり、また、図3に示すような被覆層中にストリップが完全に埋没した形態の積層体を製造することが困難である。したがって、本発明の積層体は、基材層の少なくとも一部の表面に被覆層を形成する被覆工程、及び、前記被覆層中に、少なくとも部分的に柔軟性を有する少なくとも1つのストリップの少なくとも一部を埋設する埋設工程を含む製造方法によって製造することが好ましい。
【0075】
上記の被覆工程及び埋設工程を備える本発明の積層体の製造方法では、埋設の程度を調整することにより、図1〜3のいずれの形態の積層体をも容易に製造することができる。積層体の表面平滑性の点では、ストリップの全部を被覆層中に埋設することが好ましい。
【0076】
前記埋設工程を容易に実施するためには、前記被覆層の少なくとも一部が流動可能であることが好ましい。その場合は、前記埋設工程において、前記被覆層の流動可能部位に前記ストリップの少なくとも一部を埋没させることが好ましい。
【0077】
被覆層の流動可能部位へストリップの少なくとも一部を埋設する際は、被覆層へのストリップの良好な浸漬のために、ストリップを被覆層に圧入することが好ましい。特に、被覆層の流動可能部位の粘度が高い場合は、圧力をかけてストリップを被覆層の流動可能部位に押し込むことが好ましい。
【0078】
高温によるストリップの形状・性質への影響を回避するために、前記被覆層の流動可能部位は300℃以下、好ましくは200℃以下、より好ましくは100℃以下、更により好ましくは50℃以下、特に好ましくは25℃以下で流動性を示すことが好ましく、特に、被覆層の全体が流動性を示すことが好ましい。
【0079】
上記の被覆工程及び埋設工程を備える本発明の積層体の製造方法では、前記埋設工程後に、前記流動可能部位を固化する固定化工程を設けることが好ましい。固定化工程はストリップを埋設した被覆層を冷却して固化することによって実施することができる。冷却温度は被覆層の材質によって異なるが、例えば、25℃以下が好ましく、15℃以下がより好ましく、5℃以下が更により好ましい。冷却時間も限定されるものではなく、被覆層の材質によって、数秒から数時間の範囲とすることができる。
【0080】
なお、上記の被覆工程及び埋設工程を備える本発明の積層体の製造方法では、基材層の表面に予め少なくとも部分的に柔軟性を有する少なくとも1つのストリップを設置し、その後、基材層の少なくとも一部の表面に被覆層を形成してもよい。この場合、被覆層の少なくとも一部は流動可能であり、ストリップは当該流動可能部位に埋設される。この方法では、図3に示す態様の積層体を特に容易に製造することができる。この方法は、被覆工程と埋設工程を1つの工程で実施することができるので積層体の製造が容易である。ただし、この場合は、被覆層の形成時にストリップの位置が変動する恐れがあるので、接着層等を介してストリップを基材層表面に固設することが好ましい。
【0081】
本発明の積層体の製造方法では、柔軟性に乏しい複数の基材層でストリップを挟んだり、また、基材層上に所定の幅・深さの溝を正確に設ける必要がないので、積層体表面の平滑性を容易に維持可能であり、また、積層体の製造が容易である。そして、基材層、被覆層、ストリップの材質を適宜選択することによって、様々な機能を有する積層体を容易に製造することができる。
【0082】
例えば、紙基材層上に塗料を塗布して被覆層としての所定厚みの塗膜を形成し、当該塗膜中に薄膜状のスレッドを押し込み、その後、乾燥して塗膜を固化することによって、偽造防止用紙を製造することができる。また、紙基材層に代えて樹脂基材層を採用することによって、IDカード・クレジットカード等の偽造防止用樹脂製カードを製造することができる。更に、スレッドに代えてデザイン性の高いフィルム・シートを採用することによって各種の装飾用紙・フィルム・シートを製造することができる。
【実施例】
【0083】
以下、実施例及び比較例により本発明をより詳細に例証するが、本発明は実施例に限定されるものではない。なお、記載された部数はすべて重量基準(荷姿換算)である。
【0084】
[実施例1]
(A)被覆層用塗料の調製
アクリル樹脂(三井化学製 商品名:ボンロンS1294)100質量部に、染色用顔料(山陽色素製 商品名:エマコール Carmin FB)20質量部を添加し、固形分濃度40%の水系塗料を調製した。
【0085】
(B)シート状基材層(上質紙)の製造
NBKP40重量部(乾燥重量部、以下同じ)、LBKP60重量部をフリーネス350mlC.S.F.に叩解し、クレー10重量部、ポリアクリルアマイド(商品名「ポリマセット500L」、荒川化学工業(株)製造)0.2重量部、硫酸バンド3重量部を加え定着し、長網多筒式抄紙機を用い、坪量150g/m2(乾燥重量)の上質紙を得た。
【0086】
(C)スレッドの製造
厚さ15μmのPETフィルム上にアルミニウムを5μm蒸着させた後、ポリエチレン樹脂(三井化学製ケミパールS120)でコートし、総厚み25μmのフィルムとした。これを巾3mmにスリットしスレッドを得た。
【0087】
上記(A)で調製した水系塗料を、上記(B)の上質紙(坪量150g/m2)にロッドコーターで塗工して、厚さ25μmの被覆層を形成した。続いて、上記(C)で製造したスレッドを乾燥前の被覆層上にたるみのないように置き、120℃で1分間乾燥させ、積層体を得た。
【0088】
[実施例2]
被覆層の厚さを15μmとする以外は実施例1と同様にして、積層体を得た。
【0089】
[実施例3]
被覆層の厚さを35μmとする以外は実施例1と同様にして、積層体を得た。
【0090】
[実施例4]
シート状支持体を厚さ500μmアクリル板とする以外は実施例1と同様にして、積層体を得た。
【0091】
[実施例5]
被覆層の塗工前にシート状基材層上にスレッドを置く以外は実施例1と同様にして、積層体を得た。
【0092】
[比較例1]
被覆層の乾燥後に被覆層上にスレッドを置く以外は実施例1と同様にして、積層体を得た。
【0093】
[評価]
実施例1〜5及び比較例1で得られた積層体について、スレッド部とその周辺の非スレッド部の厚さを測定し、両者の差を決定して、表面平滑性の評価を行った。評価結果を表1に示す。
【表1】
【0094】
表1から明らかなように、スレッド部とその周辺の非スレッド部の厚さの差が実施例1〜5は20μm以下であるが、比較例1は25μmであった。実施例1〜5と比較例1との対比から、被覆層にスレッドの少なくとも一部が埋設され、被覆層がスレッドの少なくとも一部を含む本願発明は、被覆層上にスレッドが存在する比較例1に比べて表面の凹凸が抑制できることが分かる。また、実施例1と実施例4を比較すると、基材層は紙及び樹脂板のいずれでもよいことが分かる。
【産業上の利用可能性】
【0095】
本発明の積層体は、例えば、偽造防止用紙又は偽造防止用シート、或いは、各種の装飾用紙・フィルム・シートとして、幅広い分野で使用することができる。特に、本発明の積層体は、紙幣、商品券、IDカード、クレジットカード、預金通帳、壁紙、点字印刷物等に好適に使用することができる。
【符号の説明】
【0096】
1:基材層、2:被覆層、3:ストリップ
【特許請求の範囲】
【請求項1】
基材層、及び、
前記基材層の少なくとも一部の表面に形成された被覆層
を備える積層体であって、
少なくとも部分的に柔軟性を有する少なくとも1つのストリップを更に備えており、
前記被覆層が前記ストリップの少なくとも一部を含む積層体。
【請求項2】
前記被覆層が前記基材層の全表面に形成されている、請求項1記載の積層体。
【請求項3】
前記ストリップの少なくとも一部が露出している、請求項1又は2記載の積層体。
【請求項4】
前記被覆層が前記ストリップの全部を含む、請求項1乃至3のいずれかに記載の積層体。
【請求項5】
前記被覆層が熱可塑性樹脂及び/又は熱硬化性樹脂からなる、請求項1乃至4のいずれかに記載の積層体。
【請求項6】
前記被覆層の少なくとも一部の表面に更に追加被覆層が形成されている、請求項1乃至5のいずれかに記載の積層体。
【請求項7】
前記被覆層の全表面に前記追加被覆層が形成されている、請求項6記載の積層体。
【請求項8】
前記基材層の少なくとも一部が紙及び/又は樹脂からなる、請求項1乃至7のいずれかに記載の積層体。
【請求項9】
前記基材層の全部が紙及び/又は樹脂からなる、請求項1乃至8のいずれかに記載の積層体。
【請求項10】
前記ストリップがスレッドである、請求項1乃至9のいずれかに記載の積層体。
【請求項11】
偽造防止用紙又は偽造防止用樹脂製カードである、請求項10記載の積層体。
【請求項12】
基材層の少なくとも一部の表面に被覆層を形成する被覆工程、
前記被覆層中に少なくとも部分的に柔軟性を有する少なくとも1つのストリップの少なくとも一部を埋設する埋設工程
を含む、積層体の製造方法。
【請求項13】
前記被覆層の少なくとも一部が流動可能である、請求項12記載の製造方法。
【請求項14】
前記埋設工程において、前記被覆層の流動可能部位に前記ストリップの少なくとも一部を埋没させる、請求項13記載の製造方法。
【請求項15】
前記流動可能部位を固定する固定化工程を含む、請求項14記載の製造方法。
【請求項1】
基材層、及び、
前記基材層の少なくとも一部の表面に形成された被覆層
を備える積層体であって、
少なくとも部分的に柔軟性を有する少なくとも1つのストリップを更に備えており、
前記被覆層が前記ストリップの少なくとも一部を含む積層体。
【請求項2】
前記被覆層が前記基材層の全表面に形成されている、請求項1記載の積層体。
【請求項3】
前記ストリップの少なくとも一部が露出している、請求項1又は2記載の積層体。
【請求項4】
前記被覆層が前記ストリップの全部を含む、請求項1乃至3のいずれかに記載の積層体。
【請求項5】
前記被覆層が熱可塑性樹脂及び/又は熱硬化性樹脂からなる、請求項1乃至4のいずれかに記載の積層体。
【請求項6】
前記被覆層の少なくとも一部の表面に更に追加被覆層が形成されている、請求項1乃至5のいずれかに記載の積層体。
【請求項7】
前記被覆層の全表面に前記追加被覆層が形成されている、請求項6記載の積層体。
【請求項8】
前記基材層の少なくとも一部が紙及び/又は樹脂からなる、請求項1乃至7のいずれかに記載の積層体。
【請求項9】
前記基材層の全部が紙及び/又は樹脂からなる、請求項1乃至8のいずれかに記載の積層体。
【請求項10】
前記ストリップがスレッドである、請求項1乃至9のいずれかに記載の積層体。
【請求項11】
偽造防止用紙又は偽造防止用樹脂製カードである、請求項10記載の積層体。
【請求項12】
基材層の少なくとも一部の表面に被覆層を形成する被覆工程、
前記被覆層中に少なくとも部分的に柔軟性を有する少なくとも1つのストリップの少なくとも一部を埋設する埋設工程
を含む、積層体の製造方法。
【請求項13】
前記被覆層の少なくとも一部が流動可能である、請求項12記載の製造方法。
【請求項14】
前記埋設工程において、前記被覆層の流動可能部位に前記ストリップの少なくとも一部を埋没させる、請求項13記載の製造方法。
【請求項15】
前記流動可能部位を固定する固定化工程を含む、請求項14記載の製造方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2011−212922(P2011−212922A)
【公開日】平成23年10月27日(2011.10.27)
【国際特許分類】
【出願番号】特願2010−82021(P2010−82021)
【出願日】平成22年3月31日(2010.3.31)
【出願人】(507369811)特種東海製紙株式会社 (11)
【Fターム(参考)】
【公開日】平成23年10月27日(2011.10.27)
【国際特許分類】
【出願日】平成22年3月31日(2010.3.31)
【出願人】(507369811)特種東海製紙株式会社 (11)
【Fターム(参考)】
[ Back to top ]