
積層体及び包装材
【課題】ボイル処理やレトルト処理などの高温で処理した場合でもラミネート強度が低下せず、優れた耐熱水性を有する積層体及びそれを用いてなる包装材を提供する。
【解決手段】プラスチックフィルム層(A)とバリア層(D)とが、水性接着剤層(B)を介して積層してなる積層体であって、前記バリア層(D)の金属面が水性接着剤層(B)と対向するよう配され、対向する前記金属面にオレフィン−不飽和カルボン酸共重合体の水性分散液からなるアンカーコート剤を塗布してなるアンカーコート層(C)を設けることを特徴とする積層体。
【解決手段】プラスチックフィルム層(A)とバリア層(D)とが、水性接着剤層(B)を介して積層してなる積層体であって、前記バリア層(D)の金属面が水性接着剤層(B)と対向するよう配され、対向する前記金属面にオレフィン−不飽和カルボン酸共重合体の水性分散液からなるアンカーコート剤を塗布してなるアンカーコート層(C)を設けることを特徴とする積層体。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、積層体及びそれを用いてなる包装材に関し、更に詳しくは、ボイル処理又はレトルト処理に好適に用いられる積層体及び包装材に関する。
【背景技術】
【0002】
近年、食品、医療品、化粧品等の包装材料として、金属箔あるいは金属蒸着フィルムとプラスチックフィルムとを張り合わせた積層体が広く用いられている。食品などの包装分野では、ボイル処理やレトルト処理を施すことが多く、プラスチックフィルムと金属箔または金属蒸着フィルムとを貼り合わせる接着剤としては、耐ボイル性や耐レトルト性などの性能が求められ、樹脂を有機溶剤に溶解させた有機溶剤型接着剤が用いられている。例えば、分子末端にカルボキシル基を有するポリエステル組成物及びイソアネート化合物からなる有機溶剤型接着剤が知られている(特許文献1)。
【0003】
しかし、有機溶剤型接着剤は、揮発性有機化合物の発生による環境破壊、引火性溶剤を扱う為に安全性の問題などがあり、その使用が制限される傾向がある。そこで、有機溶剤型接着剤に代って水性接着剤の使用が検討されており、例えば、ポリウレタン系の水性接着剤が提案されている(特許文献2)。しかし、水性接着剤は水溶性の官能基を有しているために、耐水性を向上させることが困難であり、特にボイル処理やレトルト処理に用いた場合はラミネート強度が低下し、又、耐熱水性にも劣り、層間の剥離が起こるといった問題があった。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開昭60−243182号公報
【特許文献2】特開2003−82321号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の課題は、ボイル処理やレトルト処理などの高温で処理した場合でもラミネート強度が低下せず、優れた耐熱水性を有する積層体及びそれを用いてなる包装材を提供することである。
【課題を解決するための手段】
【0006】
本発明は、(1)プラスチックフィルム層(A)とバリア層(D)とを水性接着剤層(B)を介して積層してなる積層体であって、前記バリア層(D)の金属面が水性接着剤層(B)と対向するよう配され、対向する前記金属面にオレフィン−不飽和カルボン酸共重合体の水性分散液からなるアンカーコート剤を塗布してなるアンカーコート層(C)を設けてなることを特徴とする積層体に関する。
【0007】
また、本発明は、(2)前記水性接着剤層(B)を構成する水性接着剤が、水性ウレタン系接着剤又は水性アクリル系接着剤である前記(1)に記載の積層体に関する。
【0008】
また、本発明は、(3)前記(1)又は(2)に記載の積層体を用いてなる包装材に関する。
【0009】
また、本発明は、(4)ボイル処理又はレトルト処理用に用いる前記(3)に記載の包装材に関する。
【発明の効果】
【0010】
本発明によれば、ボイル処理やレトルト処理などの高温で処理した場合でもラミネート強度が低下せず、優れた耐熱水性を有する積層体及びそれを用いてなる包装材を提供することができる。
【図面の簡単な説明】
【0011】
【図1】図1は、本発明の積層体の一例を示す断面図である。
【図2】図2は、本発明の積層体の一例を示す断面図である。
【図3】図3は、本発明の積層体の一例を示す断面図である。
【図4】図4は、本発明の積層体の一例を示す断面図である。
【発明を実施するための形態】
【0012】
本発明の積層体は、プラスチックフィルム層(A)とバリア層(D)とが水性接着剤層(B)を介して積層してなる積層体であって、前記バリア層(D)の金属面が水性接着剤層(B)と対向するよう配され、対向する前記金属面にオレフィン−不飽和カルボン酸共重合体の水性分散液からなるアンカーコート剤を塗布してなるアンカーコート層(C)を設けることを特徴とする。
【0013】
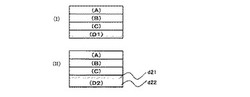
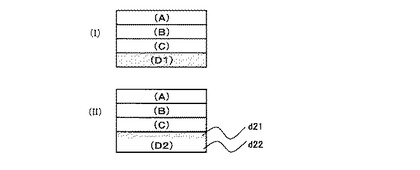
本発明の積層体の一実施形態について図面を参照して説明する。図1は、本発明の積層体の一例を示す断面図である。本発明では、バリア層として、金属箔(D1)又は、樹脂膜(d22)の片面に金属酸化物の蒸着層(d21)を有する金属蒸着フィルム(D2)が用いられる。前記バリア層(D)の金属面とは、金属箔面又は金属酸化物の蒸着層面を指す。
【0014】
バリア層(D)として金属箔を用いる場合は、図1の(I)に示すように、本発明の積層体は、プラスチックフィルム層(A)と、金属箔(D1)とが水性接着剤層(B)を介して積層してなる積層体であり、前記金属箔(D1)の水性接着剤層(B)と対向する金属箔面にアンカーコート層(C)を設けてなる積層体である。又、バリア層(D)として、金属蒸着フィルム(D2)を用いる場合は、図1の(II)に示すように、本発明の積層体は、プラスチックフィルム層(A)と、金属蒸着フィルム(D2)とが水性接着剤層(B)を介して積層してなる積層体であり、前記金属蒸着フィルム(D2)の水性接着剤層(B)と対向する金属酸化物の蒸着層(d21)面にアンカーコート層(C)を設けてなる積層体である。
【0015】
本発明では、水性接着剤層(B)と対向するバリア層(D)の金属面にオレフィン−不飽和カルボン酸共重合体の水性分散液からなるアンカーコート剤を塗布してなるアンカーコート層(C)を設けることが重要であり、それによって、水性接着剤層(B)とバリア層(D)の接着性が高まり、ボイル処理やレトルト処理などの高温で処理した場合でもラミネート強度が低下せず、優れた耐熱水性を有する積層体を得ることが出来る。
【0016】
以下に本発明の積層体の各構成要素について説明する。
【0017】
プラスチックフィルム層(A)
本発明の積層体におけるプラスチックフィルム層(A)を構成する材料は、成膜可能な樹脂であれば特に限定されず、例えば、低密度ポリエチレン樹脂、中密度ポリエチレン樹脂、高密度ポリエチレン樹脂、線状低密度ポリエチレン樹脂、エチレン−プロピレン共重合体、エチレン−ブテン共重合体、エチレン−ヘキセン共重合体、エチレン−(4−メチルペンテン−1)共重合体、エチレン−オクテン共重合体、エチレン−酢酸ビニル共重合体、エチレン−(メタ)アクリル酸共重合体、エチレン−メチル(メタ)アクリレート共重合体、エチレン−プロピレン−ブテン−1共重合体、エチレン−プロピレン−ジエン共重合体、ポリプロピレン樹脂、プロピレン−ブテン−1共重合体、アイオノマー樹脂、無水マレイン酸変性ポリエチレンや無水マレイン酸変性ポリプロピレンなどの変性ポリオレフィン等のポリオレフィン系樹脂;ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート等のポリエステル系樹脂;ナイロン−6、ナイロン−6,6、メタキシレンジアミン−アジピン酸縮重合体、ポリメチルメタクリルイミド等のアミド系樹脂;ポリメチルメタクリレート等のアクリル系樹脂;ポリスチレン等のスチレン系樹脂;スチレン−アクリロニトリル共重合体、スチレン−アクリロニトリル−ブタジエン共重合体、ポリアクリロニトリル等のスチレン−アクリロニトリル系樹脂;トリ酢酸セルロース、ジ酢酸セルロース等の疎水化セルロース系樹脂;ポリ塩化ビニル、ポリ塩化ビニリデン、ポリフッ化ビニリデン、テフロン(登録商標)等のハロゲン含有樹脂;ポリビニルアルコール、エチレン−ビニルアルコール共重合体、セルロース誘導体等の水素結合性樹脂;ポリカーボネート樹脂、ポリサルホン樹脂、ポリエーテルサルホン樹脂、ポリエーテルエーテルケトン樹脂、ポリフェニレンオキシド樹脂、ポリメチレンオキシド樹脂、液晶樹脂等のエンジニアリングプラスチック系樹脂、酢酸ビニル−塩化ビニル共重合体、ポリエステル、ポリアミド、ゴム系ポリマー等が挙げられる。これらは単独で用いてもよく、2種以上を併用してもよい。また、上記の樹脂フィルムは、未延伸、1軸ないし2軸方向に延伸されたものでも構わない。これらのなかでも、ポリオレフィン系樹脂又はポリエステル系樹脂が好適に用いられる。
【0018】
前記プラスチックフィルム層(A)は、包装材において基材層(図2〜図4における(Aa1))やヒートシール層(図2〜図4における(Aa2))などに用いられるが、材質は用途に応じて適宜選択される。また、プラスチックフィルム層(A)の厚さも、用途などに応じて適宜選択され、通常、3μm〜300μm、好ましくは10μm〜200μmである。
【0019】
バリア層(D)
本発明の積層体におけるバリア層(D)を構成する材料は、酸素ガス、水蒸気、匂いなどに対してバリア性を有するものであれば特に限定されず、例えば、金属箔(D1)又は、樹脂膜(d22)の片面に金属酸化物の蒸着層(d21)を有する金属蒸着フィルム(D2)が用いられる。
【0020】
金属箔としては、銅(Cu)箔、アルミニウム(Al)箔、金(Au)箔、黄銅箔、ニッケル(Ni)箔、チタン(Ti)箔、銅合金箔、ステンレス箔、スズ(Sn)箔、高ニッケル合金箔等が挙げられる。これらの各種の金属箔の中で特に好ましい金属箔としてはアルミニウム箔が挙げられる。
【0021】
また、金属蒸着フィルム(D2)としては、例えば、ケイ素、アルミニウム、マグネシウム、カルシウム、カリウム、スズ、ナトリウム、ホウ素、チタン、鉛、ジルコニウム、イットリウム等の金属の酸化物を樹脂膜の片面に蒸着させてなる金属蒸着フィルムを使用することができる。これらのなかでも、好ましいものは、ケイ素又はアルミニウム等の金属の酸化物の蒸着フィルムである。金属酸化物を蒸着させる樹脂膜としては、例えば、ポリエチレン系樹脂、ポリプロピレン系樹脂、環状ポリオレフィン系樹脂、フッ素系樹脂、ポリスチレン系樹脂、アクリロニトリル−スチレン共重体、アクリロニトリル−ブタジエン−スチレン共重体、ポリ塩化ビニル系樹脂、フッ素系樹脂、ポリ(メタ)アクリル系樹脂、ポリカーボネート系樹脂、ポリエチレンテレフタレート、ポリエチレンナフタレート等のポリエステル系樹脂、各種のナイロン等のポリアミド系樹脂、ポリイミド系樹脂、ポリアリールナフタレート系樹脂、シリコーン系樹脂、ポリスルホン系樹脂、ポリフェニレンスルフィド系樹脂、ポリエーテルスルホン系樹脂、ポリウレタン系樹脂、アセタール系樹脂、セルロース系樹脂、その他の各種の樹脂のフィルムないしシートを使用することが出来る。これらのなかでも、ポリエステル系樹脂のフィルムが賞用される。また、金属酸化物の蒸着フィルムとしては、金属酸化物を2種類以上の混合物で使用し、異種の材質で混合した金属酸化物の蒸着フィルムを使用してもよい。金属酸化物の蒸着フィルムは、例えば、化学気相成長法、または、物理気相成長法、あるいは、その両者を併用して、金属酸化物の蒸着フィルムの1層からなる単層膜あるいは2層以上からなる多層膜または複合膜を形成して製造することができる。化学気相成長法としては、例えば、プラズマ化学気相成長法、熱化学気相成長法、光化学気相成長法等などの化学気相成長法が用いられ、また、物理気相成長法としては、例えば、真空蒸着法、スパッタリング法、イオンプレーティング法、イオンクラスタービーム法などの物理気相成長法が用いられる。
【0022】
本発明においてバリア層(D)の厚さは、材質や用途などに応じて適宜選択されるが、金属箔を用いる場合は、好ましくは6〜200μm、より好ましくは6〜100μmであり、金属蒸着フィルムを用いる場合は、好ましくは3〜300μm、より好ましくは10〜200μmである。また、金属蒸着フィルムを用いる場合、金属酸化物の蒸着層の厚さは、好ましくは200〜2000Å、より好ましくは500〜1000Åである。
【0023】
水性接着剤層(B)
本発明の積層体において、水性接着剤層(B)はプラスチックフィルム層(A)とバリア層(D)とを接着するための層であり、該水性接着剤層(B)はプラスチックフィルム層(A)上に形成される(図1参照)。
【0024】
本発明の積層体における水性接着剤層(B)を構成する水性接着剤は、各種プラスチックフィルム層に対し良好な接着性を発揮できることから水性ウレタン接着剤または水性アクリル接着剤が好ましい。
【0025】
水性ウレタン接着剤としては、例えば、分子内にカルボキシル基を含まないポリオール化合物、分子内にカルボキシル基を含むポリオール化合物及びポリイソシアネート化合物を反応させて得られるカルボキシル基を有するポリウレタン化合物を水の中に分散または溶解させた自己乳化型水分散性の水性ウレタン接着剤または水溶解性の水性ウレタン接着剤などが挙げられる。また、分子内にカルボキシル基を含まないポリオール化合物とポリイソシアネート化合物とを反応させたポリウレタン化合物に界面活性を使用して水の中に強制乳化させた水分散性の水性ウレタン接着剤が挙げられる。水性ウレタン接着剤の市販品としては、東洋モートン株式会社製;EA−W1/08A/B、AD−615/CAT−EP5、住友バイエルウレタン株式会社製;DIispercoll UXP 2643/Bay hydur 304、DIC株式会社製;WS−325A/LJ−55などが挙げられる。
【0026】
水性ウレタン接着剤に使用される分子内にカルボキシル基を含まないポリオール化合物としては、例えば、ポリエステルポリオール、ポリエーテルポリオール、ポリエーテルポリエステルポリオール、ポリウレタンポリオール、ポリエステルアミドポリオール、アクリルポリオール、ポリカーボネートポリオール、ポリヒドロキシアルカン、ひまし油、またはそれらの混合物を用いることができる。
【0027】
分子内にカルボキシル基を含むポリオール化合物としては、ジメチロールプロピオン酸、ジメチロールブタン酸等が挙げられるが、ジメチロールブタン酸が特に好ましい。
【0028】
ポリイソシアネート化合物としては、トリレンジイソシアネート(TDI)、4,4′−ジフェニルメタンジイソシアネート(MDI)、1,6−ヘキサメチレンジイソシアネート(HDI)、イソホロンジイソシアネート(IPDI)、1,5−ナフタレンジイソシアネート(NDI)、キシリレンジイソシアネート(XDI)、ノルボルナンジイソシアネート(NBDI)等が挙げられるが、TDI及びMDIが特に好ましい。
【0029】
分子内にカルボキシル基を含まないポリオール化合物、分子内にカルボキシル基を含むポリオール化合物及びポリイソシアネート化合物の配合比は、NCO/OH(当量比)が20/1〜1/1となる範囲であることが好ましく、10/1〜1.5/1となる範囲であることがより好ましい。
【0030】
水性アクリル接着剤としては、例えば、カルボキシル基を含まないアクリル系モノマーとカルボキシル基を含むアクリル酸系モノマーとを乳化重合法で得られた水性アクリル接着剤が挙げられる。カルボキシル基を含まないアクリル系モノマーとしては、例えば、メチル(メタ)アクリレート、エチル(メタ)アクリレート、ブチル(メタ)アクリレート、2−エチルヘキシル(メタ)アクリレート、オクチル(メタ)アクリレート、ステアリル(メタ)アクリレート、シクロヘキシル(メタ)アクリレート、ベンジル(メタ)アクリレート、テトラヒドロフルフリル(メタ)アクリレート等の(メタ)アクリル酸アルキルエステル類が挙げられる。また、アルキル基の水素原子の一部又は全部が芳香環、複素環、ハロゲン原子などで置換されているアルキル(メタ)アクリレートなど、一般にアクリル樹脂の合成に用いられるモノマーを用いることができる。
【0031】
また、カルボキシル基を含むアクリル系モノマーとしては、例えば、(メタ)アクリル酸、マレイン酸、無水マレイン酸、イタコン酸、無水イタコン酸、フマル酸、クロトン酸などが挙げられる。
【0032】
水性アクリル接着剤の市販品としては、ロームアンドハース製;L−290/CR−3A、L−250/CR−3A、東洋モートン株式会社製;EA−W103などが挙げられる。
【0033】
水性接着剤層(B)を構成する水性接着剤の塗布方法としては、特に限定されないが、ラミネーターを用いてドライラミネート方式によりプラスチックフィルム層(A)の面に塗装する方法が好ましい。
【0034】
プラスチックフィルム層(A)の面に塗布される水性接着剤の塗布量は、特に限定されないが、乾燥状態で0.5〜10g/m2であることが好ましく、1〜5g/m2であることがより好ましい。
【0035】
アンカーコート層(C)
本発明の積層体におけるアンカーコート層(C)を構成するアンカーコート剤は、オレフィン−不飽和カルボン酸共重合体の水性分散液である。
【0036】
本発明では、水性接着剤層(B)と対向するバリア層(D)の金属面にオレフィン−不飽和カルボン酸共重合体の水性分散液からなるアンカーコート剤を塗布してなるアンカーコート層(C)を設けることが重要であり、それによって、水性接着剤層(B)とバリア層(D)の接着性が高まり、ボイル処理やレトルト処理などの高温で処理した場合でもラミネート強度が低下せず、優れた耐熱水性を有する積層体を得ることが出来る。
【0037】
上記オレフィン−不飽和カルボン酸共重合体を構成するオレフィンとしては、例えば、エチレン、プロピレン、イソブチレン、1−ブテン、1−ペンテン、スチレン等の炭素数2〜30のオレフィン;メチルビニルエーテル、エチルビニルエーテルなどの炭素数3〜30のアルキルビニルエーテル類;アクリル酸メチル、メタクリル酸メチル、アクリル酸エチル、メタクリル酸エチル、アクリル酸ブチル、メタクリル酸ブチル等のアクリル酸又はメタクリル酸のエステル類;ぎ酸ビニル、酢酸ビニル等のビニルエステル類;などが挙げられ、これらの混合物を用いることもできる。これらのなかでも、エチレンが好ましい。不飽和カルボン酸としては、分子内に少なくとも1個のカルボキシル基又は酸無水物基を有する化合物であり、例えば、アクリル酸、メタクリル酸、マレイン酸、無水マレイン酸、イタコン酸、無水イタコン酸、フマル酸、クロトン酸、不飽和ジカルボン酸のハーフエステル、ハーフアミド等が挙げられる。これらのなかでも、アクリル酸、メタクリル酸、マレイン酸、無水マレイン酸が工業的に入手しやすいため好ましく、アクリル酸が特に好ましい。
【0038】
オレフィン−不飽和カルボン酸共重合体中の不飽和カルボン酸の含有量は、好ましくは5〜30重量%、より好ましくは5〜20重量%である。前記不飽和カルボン酸の含有量が5重量%未満であるとオレフィンに由来する非極性な性質が強くなりオレフィン−不飽和カルボン酸共重合体の水性分散液を得ることが困難になり易く、30重量%超であると積層体の耐熱水性が低下する傾向にある。
【0039】
オレフィン−不飽和カルボン酸共重合体の重量平均分子量は、特に限定されないが、耐熱水性の観点から、好ましくは1万〜10万、より好ましくは2万〜8万である。なお、前記重量平均分子量は、ゲルパーミエーションクロマトグラフィー(GPC)で測定し、標準ポリスチレンで換算して求めることができる。
【0040】
また、オレフィン−不飽和カルボン酸共重合体は、ランダム共重合体でも、ブロック共重合体でも、グラフト共重合体でもよい。
【0041】
オレフィン−不飽和カルボン酸共重合体の水性分散液は、オレフィン−不飽和カルボン酸共重合体が水性媒体中に分散又は溶解してなるものであり、その製法としては、例えば、オレフィン−不飽和カルボン酸共重合体、水性媒体及び必要に応じて塩基や乳化剤などのその他の成分を、固液撹拌装置などを用いて撹拌する方法が挙げられる。撹拌の方法や撹拌速度は特に限定されないが、加熱下に撹拌を行うことが好ましい。
【0042】
水性分散液中のオレフィン−不飽和カルボン酸共重合体の濃度は、分散液の安定性と塗工適性の観点から、好ましくは10〜50重量%、より好ましくは15〜35重量%である。
【0043】
オレフィン−不飽和カルボン酸共重合体の水性分散液の市販品としては、東洋モートン株式会社製;AD−50C12、住友精化株式会社製;ザイクセンac、a−gh、l、n、ユニチカ株式会社製;アローベースsa−1200、sb−1200、se−1200、sb−1010、東邦化学工業株式会社製;ハイテックs−3121などが挙げられる。
【0044】
アンカーコート層を構成するアンカーコート剤の塗布方法としては、特に限定されないが、ラミネーターを用いてドライラミネート方式により水性接着剤層(B)と対向するバリア層(D)の金属面に塗布する方法が好ましい。図1の(I)に示すように、バリア層(D)として金属箔を用いる場合は、金属箔(D1)の水性接着剤層(B)と対向する金属箔面にアンカーコート剤を塗布してアンカーコート層(C)を形成する。又、バリア層(D)として、金属蒸着フィルム(D2)を用いる場合は、図1の(II)に示すように、金属蒸着フィルム(D2)の水性接着剤層(B)と対向する金属酸化物の蒸着層(d21)面にアンカーコート剤を塗布してアンカーコート層(C)を形成する。
【0045】
バリア層(D)の金属面に塗布されるアンカーコート剤の塗布量は、特に限定されないが、乾燥状態で0.01〜2g/m2であることが好ましく、0.1〜1g/m2であることがより好ましい。前記塗布量が0.01g/m2未満では、アンカーコート剤の効果が得られず接着性能が不十分となる傾向にあり、2g/m2超では、接着性能は変わらないため、塗布量を多くすると経済的に不利となる傾向にある。
【0046】
本発明の積層体を作製する方法は、例えば、以下の方法が挙げられる。まず、プラスチックフィルム層(A)の片面に水性接着剤をドライラミネート方式で塗布して水性接着剤層(B)を形成する。一方、バリア層(D)の金属面にグラビア方式でアンカーコート剤を塗布してアンカーコート層(C)を形成する。次いで、前記水性接着剤層(B)とアンカーコート層(C)とを貼り合わせて、プラスチックフィルム層(A)の上に水性接着剤層(B)、アンカーコート層(C1)、バリア層(D)を順次積層させる。
【0047】
本発明の積層体は、食品、医薬品、化粧品などの包装材に用いることができ、前述したように当該積層体はボイル処理やレトルト処理などの高温で処理した場合でもラミネート強度が低下せず、優れた耐熱水性を有するため、ボイル処理用又はレトルト処理用の包装材に好適に用いることができる。ここで、ボイル処理とは100℃以下で加熱殺菌処理を行なうことをいい、レトルト処理とは100℃超で加熱殺菌処理をすることをいう。
【0048】
本発明の積層体を包装材として用いる場合の一実施態様を図2〜図4に示す。
【0049】
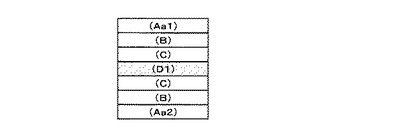
図2〜図4は、基材層、バリア層及びヒートシール層を含む積層体を用いた包装材の断面図である。図2〜図4において、基材層(Aa1)及びヒートシール層(Aa2)は、前記本発明の積層体におけるプラスチックフィルム層(A)に該当する。すなわち、基材層(Aa1)及びヒートシール層(Aa2)を構成する材料は、前記プラスチックフィルム層(A)を構成する材料と同様のものであり、基材層(Aa1)としてはポリエステル系樹脂が好適に用いられ、ヒートシール層(Aa2)としてはポリオレフィン系樹脂が好適に用いられる。
【0050】
図2で示される包装材は、バリア層(D)として金属箔(D1)を用いた場合の一態様である。基材層(Aa1)の上に、水性接着剤層(B)、アンカーコート層(C)、金属箔(D1)、アンカーコート層(C)、水性接着剤層(B)、ヒートシール層(Aa2)が順次積層されてなる積層体を用いた包装材である。バリア層(D)である金属箔(D1)層の金属面は、水性接着剤層(B)と対向するよう配され、対向する前記金属面にアンカーコート層(C)が形成されている。
【0051】
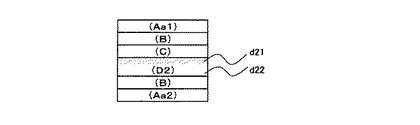
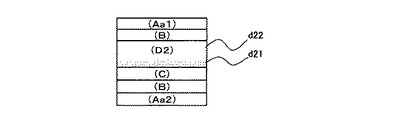
図3で示される包装材は、バリア層(D)として樹脂膜(d22)の片面に金属酸化物の蒸着層(d21)を有する金属蒸着フィルム(D2)を用いた場合の一態様である。基材層(Aa1)の上に、水性接着剤層(B)、アンカーコート層(C)、金属蒸着フィルム(D2)層、水性接着剤層(B)、ヒートシール層(Aa2)が順次積層されてなる積層体を用いた包装材である。バリア層(D)である金属蒸着フィルム(D2)層の金属酸化物の蒸着層(d21)面は、水性接着剤層(B)と対向するよう配され、対向する前記金属酸化物の蒸着層(d21)面にアンカーコート層(C)が形成されている。一方、金属蒸着フィルム(D2)層の樹脂膜(d22)及びヒートシール層(Aa2)は水性接着剤との接着性が高いことからアンカーコート層を設ける必要はなく水性接着剤層(B)のみでよい。
【0052】
図4で示される包装材は、バリア層(D)として樹脂膜(d22)の片面に金属酸化物の蒸着層(d21)を有する金属蒸着フィルム(D2)を用いた場合の一態様である。図3における金属蒸着フィルム(D2)の配置を上下逆転させた態様であり、金属蒸着フィルム(D2)層の樹脂膜(d22)面が基材層(Aa1)と対向するように配置されている。すなわち、基材層(Aa1)の上に、水性接着剤層(B)、金属蒸着フィルム(D2)層、アンカーコート層(C)、水性接着剤層(B)、ヒートシール層(Aa2)が順次積層されてなる積層体を用いた包装材である。基材層(Aa1)及び金属蒸着フィルム(D2)層の樹脂膜(d22)は水性接着剤との接着性が高いことからアンカーコート層を設ける必要はなく水性接着剤層(B)のみでよい。金属蒸着フィルム(D2)層の金属酸化物の蒸着層(d21)面は、水性接着剤層(B)と対向するよう配され、対向する前記金属酸化物の蒸着層(d21)面にアンカーコート層(C)が形成されている。
【0053】
また、本発明の包装材において、基材層(Aa1)の水性接着剤層(B)が塗布される面にインキを裏刷りしてインキ層を設けることができる。インキは表示用のインキであり、品名や内容物表示、図柄などをグラビア方式で印刷する。前記インキのタイプは水性インキでも油性インキでもかまわない。
【0054】
本発明の包装材は、積層体のヒートシール層(Aa2)面を対向させて重ね合わせ、ヒートシールさせることにより包装袋に作製することが出来る。ヒートシールする方法は、加熱した金属を直接あるいは耐熱フィルムや緩衝材を介し、重ね合わせたヒートシール層(Aa2)に圧接し、熱伝導によって溶着する方法である。ヒートシール方式には、熱板シール(バーシール)、回転ロールシール、ベルトシール(バンドシール)、溶断シールなどがある。バーシールは一定温度に加熱した熱板を用いる最も一般的な方法である。ヒートシールする際の条件は、選択したシーラントまたはヒートシール方式の種類によって変わってくるが、一般的には180〜220℃に熱板を加熱する。
【0055】
包装袋の形態は特に限定されず、例えば、三方シール袋、四方シール袋、ガゼット包装袋、ピロー包装袋など種々の形態が例示される。一般的な形態は、三方シール袋や四方シール袋などであり、例えば、公知のダイロール方式の自動充填包装機を用いて作製される。本発明の包装材により作製された包装袋は、食品、化粧品、医薬品などの固形物や液状物の包装袋として広い分野で用いることができ、高温で処理した場合でもラミネート強度が低下せず、優れた耐熱水性を有するため、ボイル用途やレトルト用途にも好適に用いることができる。
【実施例】
【0056】
以下、実施例および比較例を挙げて本発明をさらに具体的に説明する。実施例および比較例中の部、%は特に指定がない場合は質量部、質量%を意味する。
【0057】
[実施例1]
厚さ12μmのポリエチレンテレフタレートフィルム(東洋紡績株式会社製、商品名:エステルフィルムE5102)の片面に、水性ウレタン接着剤(東洋モートン株式会社製、商品名:EA−W108A/B、カルボキシル基含有エーテルウレタンエマルジョン型接着剤/HDI系硬化剤)を、乾燥塗布量が3g/m2となるよう乾燥温度90℃、塗工速度30m/分の条件でラミネーターにより塗布した。
【0058】
一方、厚さ9μmのアルミニウム箔(サン・アルミニウム工業株式会社製、商品名:軟質アルミ)の片面に、エチレン−アクリル酸共重合体の水性分散液(東洋モートン株式会社製、商品名:AD−50C12、エチレン−アクリル酸共重合体、エチレン−アクリル酸共重合体中のアクリル酸の含有量20重量%)を、乾燥塗布量が0.5g/m2となるようにグラビア方式で塗布した。
【0059】
次いで、前記水性ウレタン接着剤の塗布面とエチレン−アクリル酸共重合体の水性分散液の塗布面と貼り合せて積層フィルムを作製した。次いで、前記積層フィルムのもう一方のアルミニウム箔面に、エチレン−アクリル酸共重合体の水性分散液(東洋モートン株式会社製、商品名:AD−50C12)を乾燥塗布量が0.5g/m2となるようドライラミネーターにより塗布した。次いで、前記エチレン−アクリル酸共重合体の水性分散液の塗布面に水性ウレタン接着剤(東洋モートン株式会社製、商品名:EA−W108A/B)を乾燥塗布量が3g/m2となるよう、乾燥温度90℃、塗工速度30m/分の条件でラミネーターにより塗布した。前記水性ウレタン接着剤の塗布面と、厚さ70μmの未延伸ポリプロピレンフィルム(東セロ株式会社製、商品名:トーセロCP RXC18、表面コロナ放電処理)とを貼り合せ、40℃で4日間保温し、積層体(1)を作製した。
【0060】
[実施例2]
水性ウレタン接着剤の代わりに水性アクリル接着剤(ロームアンドハース社製、商品名:L−290/CR−3A、高分子量アクリルエマルジョン系接着剤/HDI系硬化剤))を用いること以外は、実施例1と同様に操作して積層体(2)を作製した。
【0061】
[実施例3]
エチレン−アクリル酸共重合体の水性分散液として、東洋モートン株式会社製、商品名:AD−50C12の代わりに、住友精化株式会社製、商品名:ザイクセン−AC、エチレン−アクリル酸共重合体中のアクリル酸の含有量15重量%)を用いること以外は、実施例1と同様に操作して積層体(3)を作製した。
【0062】
[比較例1]
エチレン−アクリル酸共重合体の水性分散液(東洋モートン株式会社製、商品名:AD−50C12)を使用しないこと以外は、実施例1と同様に操作して積層体(4)を作製した。
【0063】
[比較例2]
エチレン−アクリル酸共重合体の水性分散液(東洋モートン株式会社製、商品名:AD−50C12)の代わりに、エチレン重合体の水性分散液(三井化学株式会社製、ケミパールW−200、低分子量ポリエチレン)を用いること以外は、実施例1と同様に操作して積層体(5)を作製した。
【0064】
(ラミネート強度試験)
上記実施例及び比較例で作製した積層体(1)〜(5)を用いて、15mm×300mmの大きさの試験片を作成し、レトルト殺菌装置(株式会社日阪製作所製、F−483126)にて、回転方式で10rpm、3MPaの加圧条件下で、120℃で30分間レトルト処理を行なった。
【0065】
引張り試験機(テスター産業株式会社製)を用いて、温度20℃、相対湿度65%の条件下で、T型剥離により、剥離速度30cm/分で、上記レトルト処理前後の試験片のポリエチレンテレフタレートフィルム/アルミニウム箔間のラミネート強度(N/15mm)、およびアルミニウム箔/未延伸ポリプロピレンフィルム間のラミネート強度(N/15mm)を測定した。5個の試験片のラミネート強度の平均値を表1に示した。
【0066】
ポリエチレンテレフタレートフィルム/アルミニウム箔間のラミネート強度、及びアルミニウム箔/未延伸ポリプロピレンフィルム間のラミネート強度は、レトルト処理前及び処理後が3.0N/15mm以上であれば使用上問題ないと考える。
【0067】
(耐熱水性試験)
上記実施例及び比較例で作製した積層体(1)〜(5)の未延伸ポリプロピレンフィルム面を対向させて重ね合わせ、190℃、2kg/cm2、1秒の条件でヒートシールして、9cm×12cmの大きさの三方シール袋を作製した。内容物として水1kgを真空充填して、上記と同様のヒートシール条件で開口部を密閉した。このパウチを10rpm、120℃、30分、3MPaの条件下で熱水殺菌処理を行った後、パウチのポリエチレンテレフタレートフィルム/アルミニウム箔間の剥離状態、およびアルミニウム箔/未延伸ポリプロピレンフィル間の剥離状態を目視で観察し、表1に「○」、「△」、「×」で示した。表1において、剥離が観察されなかったものを「○」、部分的に剥離が観察されたものを「△」、全面に剥離が観察されたものを「×」で示す。「○」であれば使用上問題ないと考える。
【表1】

【0068】
表1より、実施例1〜3で作製した積層体(1)〜(3)は、レトルト処理前及びレトルト処理後のラミネート強度が3.0N/15mm以上であり、レトルト処理後もレトルト処理前のラミネート強度の50%以上を保持しており、ラミネート強度の低下が少ないことが分る。また、レトルト処理後のプラスチックフィルムと金属箔間の剥離がなく、耐熱水性も良好なことが分る。
【0069】
これに対して、エチレン−アクリル酸共重合体の水性分散液を使用しないで作製した比較例1の積層体(4)は、アンカーコート層を有していない為、レトルト処理後のラミネート強度が3.0N/15mm未満であり、また、レトルト処理後のプラスチックフィルムと金属箔間の剥離が全面に見られ、耐熱水性も劣ることが分る。エチレン重合体の水性分散液を使用して作製した比較例2の積層体(5)は、レトルト処理前及びレトルト処理後のラミネート強度が3.0N/15mm未満であり、また、レトルト処理後のプラスチックフィルムと金属箔間の剥離が全面に見られ、耐熱水性も劣ることが分る。
【符号の説明】
【0070】
A プラスチックフィルム層
B 水性接着剤層
C アンカーコート層
D1 金属箔
D2 金属蒸着フィルム
Aa1 基材層
Aa2 ヒートシール層
d21 金属酸化物の蒸着層
d22 樹脂膜
【技術分野】
【0001】
本発明は、積層体及びそれを用いてなる包装材に関し、更に詳しくは、ボイル処理又はレトルト処理に好適に用いられる積層体及び包装材に関する。
【背景技術】
【0002】
近年、食品、医療品、化粧品等の包装材料として、金属箔あるいは金属蒸着フィルムとプラスチックフィルムとを張り合わせた積層体が広く用いられている。食品などの包装分野では、ボイル処理やレトルト処理を施すことが多く、プラスチックフィルムと金属箔または金属蒸着フィルムとを貼り合わせる接着剤としては、耐ボイル性や耐レトルト性などの性能が求められ、樹脂を有機溶剤に溶解させた有機溶剤型接着剤が用いられている。例えば、分子末端にカルボキシル基を有するポリエステル組成物及びイソアネート化合物からなる有機溶剤型接着剤が知られている(特許文献1)。
【0003】
しかし、有機溶剤型接着剤は、揮発性有機化合物の発生による環境破壊、引火性溶剤を扱う為に安全性の問題などがあり、その使用が制限される傾向がある。そこで、有機溶剤型接着剤に代って水性接着剤の使用が検討されており、例えば、ポリウレタン系の水性接着剤が提案されている(特許文献2)。しかし、水性接着剤は水溶性の官能基を有しているために、耐水性を向上させることが困難であり、特にボイル処理やレトルト処理に用いた場合はラミネート強度が低下し、又、耐熱水性にも劣り、層間の剥離が起こるといった問題があった。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開昭60−243182号公報
【特許文献2】特開2003−82321号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の課題は、ボイル処理やレトルト処理などの高温で処理した場合でもラミネート強度が低下せず、優れた耐熱水性を有する積層体及びそれを用いてなる包装材を提供することである。
【課題を解決するための手段】
【0006】
本発明は、(1)プラスチックフィルム層(A)とバリア層(D)とを水性接着剤層(B)を介して積層してなる積層体であって、前記バリア層(D)の金属面が水性接着剤層(B)と対向するよう配され、対向する前記金属面にオレフィン−不飽和カルボン酸共重合体の水性分散液からなるアンカーコート剤を塗布してなるアンカーコート層(C)を設けてなることを特徴とする積層体に関する。
【0007】
また、本発明は、(2)前記水性接着剤層(B)を構成する水性接着剤が、水性ウレタン系接着剤又は水性アクリル系接着剤である前記(1)に記載の積層体に関する。
【0008】
また、本発明は、(3)前記(1)又は(2)に記載の積層体を用いてなる包装材に関する。
【0009】
また、本発明は、(4)ボイル処理又はレトルト処理用に用いる前記(3)に記載の包装材に関する。
【発明の効果】
【0010】
本発明によれば、ボイル処理やレトルト処理などの高温で処理した場合でもラミネート強度が低下せず、優れた耐熱水性を有する積層体及びそれを用いてなる包装材を提供することができる。
【図面の簡単な説明】
【0011】
【図1】図1は、本発明の積層体の一例を示す断面図である。
【図2】図2は、本発明の積層体の一例を示す断面図である。
【図3】図3は、本発明の積層体の一例を示す断面図である。
【図4】図4は、本発明の積層体の一例を示す断面図である。
【発明を実施するための形態】
【0012】
本発明の積層体は、プラスチックフィルム層(A)とバリア層(D)とが水性接着剤層(B)を介して積層してなる積層体であって、前記バリア層(D)の金属面が水性接着剤層(B)と対向するよう配され、対向する前記金属面にオレフィン−不飽和カルボン酸共重合体の水性分散液からなるアンカーコート剤を塗布してなるアンカーコート層(C)を設けることを特徴とする。
【0013】
本発明の積層体の一実施形態について図面を参照して説明する。図1は、本発明の積層体の一例を示す断面図である。本発明では、バリア層として、金属箔(D1)又は、樹脂膜(d22)の片面に金属酸化物の蒸着層(d21)を有する金属蒸着フィルム(D2)が用いられる。前記バリア層(D)の金属面とは、金属箔面又は金属酸化物の蒸着層面を指す。
【0014】
バリア層(D)として金属箔を用いる場合は、図1の(I)に示すように、本発明の積層体は、プラスチックフィルム層(A)と、金属箔(D1)とが水性接着剤層(B)を介して積層してなる積層体であり、前記金属箔(D1)の水性接着剤層(B)と対向する金属箔面にアンカーコート層(C)を設けてなる積層体である。又、バリア層(D)として、金属蒸着フィルム(D2)を用いる場合は、図1の(II)に示すように、本発明の積層体は、プラスチックフィルム層(A)と、金属蒸着フィルム(D2)とが水性接着剤層(B)を介して積層してなる積層体であり、前記金属蒸着フィルム(D2)の水性接着剤層(B)と対向する金属酸化物の蒸着層(d21)面にアンカーコート層(C)を設けてなる積層体である。
【0015】
本発明では、水性接着剤層(B)と対向するバリア層(D)の金属面にオレフィン−不飽和カルボン酸共重合体の水性分散液からなるアンカーコート剤を塗布してなるアンカーコート層(C)を設けることが重要であり、それによって、水性接着剤層(B)とバリア層(D)の接着性が高まり、ボイル処理やレトルト処理などの高温で処理した場合でもラミネート強度が低下せず、優れた耐熱水性を有する積層体を得ることが出来る。
【0016】
以下に本発明の積層体の各構成要素について説明する。
【0017】
プラスチックフィルム層(A)
本発明の積層体におけるプラスチックフィルム層(A)を構成する材料は、成膜可能な樹脂であれば特に限定されず、例えば、低密度ポリエチレン樹脂、中密度ポリエチレン樹脂、高密度ポリエチレン樹脂、線状低密度ポリエチレン樹脂、エチレン−プロピレン共重合体、エチレン−ブテン共重合体、エチレン−ヘキセン共重合体、エチレン−(4−メチルペンテン−1)共重合体、エチレン−オクテン共重合体、エチレン−酢酸ビニル共重合体、エチレン−(メタ)アクリル酸共重合体、エチレン−メチル(メタ)アクリレート共重合体、エチレン−プロピレン−ブテン−1共重合体、エチレン−プロピレン−ジエン共重合体、ポリプロピレン樹脂、プロピレン−ブテン−1共重合体、アイオノマー樹脂、無水マレイン酸変性ポリエチレンや無水マレイン酸変性ポリプロピレンなどの変性ポリオレフィン等のポリオレフィン系樹脂;ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート等のポリエステル系樹脂;ナイロン−6、ナイロン−6,6、メタキシレンジアミン−アジピン酸縮重合体、ポリメチルメタクリルイミド等のアミド系樹脂;ポリメチルメタクリレート等のアクリル系樹脂;ポリスチレン等のスチレン系樹脂;スチレン−アクリロニトリル共重合体、スチレン−アクリロニトリル−ブタジエン共重合体、ポリアクリロニトリル等のスチレン−アクリロニトリル系樹脂;トリ酢酸セルロース、ジ酢酸セルロース等の疎水化セルロース系樹脂;ポリ塩化ビニル、ポリ塩化ビニリデン、ポリフッ化ビニリデン、テフロン(登録商標)等のハロゲン含有樹脂;ポリビニルアルコール、エチレン−ビニルアルコール共重合体、セルロース誘導体等の水素結合性樹脂;ポリカーボネート樹脂、ポリサルホン樹脂、ポリエーテルサルホン樹脂、ポリエーテルエーテルケトン樹脂、ポリフェニレンオキシド樹脂、ポリメチレンオキシド樹脂、液晶樹脂等のエンジニアリングプラスチック系樹脂、酢酸ビニル−塩化ビニル共重合体、ポリエステル、ポリアミド、ゴム系ポリマー等が挙げられる。これらは単独で用いてもよく、2種以上を併用してもよい。また、上記の樹脂フィルムは、未延伸、1軸ないし2軸方向に延伸されたものでも構わない。これらのなかでも、ポリオレフィン系樹脂又はポリエステル系樹脂が好適に用いられる。
【0018】
前記プラスチックフィルム層(A)は、包装材において基材層(図2〜図4における(Aa1))やヒートシール層(図2〜図4における(Aa2))などに用いられるが、材質は用途に応じて適宜選択される。また、プラスチックフィルム層(A)の厚さも、用途などに応じて適宜選択され、通常、3μm〜300μm、好ましくは10μm〜200μmである。
【0019】
バリア層(D)
本発明の積層体におけるバリア層(D)を構成する材料は、酸素ガス、水蒸気、匂いなどに対してバリア性を有するものであれば特に限定されず、例えば、金属箔(D1)又は、樹脂膜(d22)の片面に金属酸化物の蒸着層(d21)を有する金属蒸着フィルム(D2)が用いられる。
【0020】
金属箔としては、銅(Cu)箔、アルミニウム(Al)箔、金(Au)箔、黄銅箔、ニッケル(Ni)箔、チタン(Ti)箔、銅合金箔、ステンレス箔、スズ(Sn)箔、高ニッケル合金箔等が挙げられる。これらの各種の金属箔の中で特に好ましい金属箔としてはアルミニウム箔が挙げられる。
【0021】
また、金属蒸着フィルム(D2)としては、例えば、ケイ素、アルミニウム、マグネシウム、カルシウム、カリウム、スズ、ナトリウム、ホウ素、チタン、鉛、ジルコニウム、イットリウム等の金属の酸化物を樹脂膜の片面に蒸着させてなる金属蒸着フィルムを使用することができる。これらのなかでも、好ましいものは、ケイ素又はアルミニウム等の金属の酸化物の蒸着フィルムである。金属酸化物を蒸着させる樹脂膜としては、例えば、ポリエチレン系樹脂、ポリプロピレン系樹脂、環状ポリオレフィン系樹脂、フッ素系樹脂、ポリスチレン系樹脂、アクリロニトリル−スチレン共重体、アクリロニトリル−ブタジエン−スチレン共重体、ポリ塩化ビニル系樹脂、フッ素系樹脂、ポリ(メタ)アクリル系樹脂、ポリカーボネート系樹脂、ポリエチレンテレフタレート、ポリエチレンナフタレート等のポリエステル系樹脂、各種のナイロン等のポリアミド系樹脂、ポリイミド系樹脂、ポリアリールナフタレート系樹脂、シリコーン系樹脂、ポリスルホン系樹脂、ポリフェニレンスルフィド系樹脂、ポリエーテルスルホン系樹脂、ポリウレタン系樹脂、アセタール系樹脂、セルロース系樹脂、その他の各種の樹脂のフィルムないしシートを使用することが出来る。これらのなかでも、ポリエステル系樹脂のフィルムが賞用される。また、金属酸化物の蒸着フィルムとしては、金属酸化物を2種類以上の混合物で使用し、異種の材質で混合した金属酸化物の蒸着フィルムを使用してもよい。金属酸化物の蒸着フィルムは、例えば、化学気相成長法、または、物理気相成長法、あるいは、その両者を併用して、金属酸化物の蒸着フィルムの1層からなる単層膜あるいは2層以上からなる多層膜または複合膜を形成して製造することができる。化学気相成長法としては、例えば、プラズマ化学気相成長法、熱化学気相成長法、光化学気相成長法等などの化学気相成長法が用いられ、また、物理気相成長法としては、例えば、真空蒸着法、スパッタリング法、イオンプレーティング法、イオンクラスタービーム法などの物理気相成長法が用いられる。
【0022】
本発明においてバリア層(D)の厚さは、材質や用途などに応じて適宜選択されるが、金属箔を用いる場合は、好ましくは6〜200μm、より好ましくは6〜100μmであり、金属蒸着フィルムを用いる場合は、好ましくは3〜300μm、より好ましくは10〜200μmである。また、金属蒸着フィルムを用いる場合、金属酸化物の蒸着層の厚さは、好ましくは200〜2000Å、より好ましくは500〜1000Åである。
【0023】
水性接着剤層(B)
本発明の積層体において、水性接着剤層(B)はプラスチックフィルム層(A)とバリア層(D)とを接着するための層であり、該水性接着剤層(B)はプラスチックフィルム層(A)上に形成される(図1参照)。
【0024】
本発明の積層体における水性接着剤層(B)を構成する水性接着剤は、各種プラスチックフィルム層に対し良好な接着性を発揮できることから水性ウレタン接着剤または水性アクリル接着剤が好ましい。
【0025】
水性ウレタン接着剤としては、例えば、分子内にカルボキシル基を含まないポリオール化合物、分子内にカルボキシル基を含むポリオール化合物及びポリイソシアネート化合物を反応させて得られるカルボキシル基を有するポリウレタン化合物を水の中に分散または溶解させた自己乳化型水分散性の水性ウレタン接着剤または水溶解性の水性ウレタン接着剤などが挙げられる。また、分子内にカルボキシル基を含まないポリオール化合物とポリイソシアネート化合物とを反応させたポリウレタン化合物に界面活性を使用して水の中に強制乳化させた水分散性の水性ウレタン接着剤が挙げられる。水性ウレタン接着剤の市販品としては、東洋モートン株式会社製;EA−W1/08A/B、AD−615/CAT−EP5、住友バイエルウレタン株式会社製;DIispercoll UXP 2643/Bay hydur 304、DIC株式会社製;WS−325A/LJ−55などが挙げられる。
【0026】
水性ウレタン接着剤に使用される分子内にカルボキシル基を含まないポリオール化合物としては、例えば、ポリエステルポリオール、ポリエーテルポリオール、ポリエーテルポリエステルポリオール、ポリウレタンポリオール、ポリエステルアミドポリオール、アクリルポリオール、ポリカーボネートポリオール、ポリヒドロキシアルカン、ひまし油、またはそれらの混合物を用いることができる。
【0027】
分子内にカルボキシル基を含むポリオール化合物としては、ジメチロールプロピオン酸、ジメチロールブタン酸等が挙げられるが、ジメチロールブタン酸が特に好ましい。
【0028】
ポリイソシアネート化合物としては、トリレンジイソシアネート(TDI)、4,4′−ジフェニルメタンジイソシアネート(MDI)、1,6−ヘキサメチレンジイソシアネート(HDI)、イソホロンジイソシアネート(IPDI)、1,5−ナフタレンジイソシアネート(NDI)、キシリレンジイソシアネート(XDI)、ノルボルナンジイソシアネート(NBDI)等が挙げられるが、TDI及びMDIが特に好ましい。
【0029】
分子内にカルボキシル基を含まないポリオール化合物、分子内にカルボキシル基を含むポリオール化合物及びポリイソシアネート化合物の配合比は、NCO/OH(当量比)が20/1〜1/1となる範囲であることが好ましく、10/1〜1.5/1となる範囲であることがより好ましい。
【0030】
水性アクリル接着剤としては、例えば、カルボキシル基を含まないアクリル系モノマーとカルボキシル基を含むアクリル酸系モノマーとを乳化重合法で得られた水性アクリル接着剤が挙げられる。カルボキシル基を含まないアクリル系モノマーとしては、例えば、メチル(メタ)アクリレート、エチル(メタ)アクリレート、ブチル(メタ)アクリレート、2−エチルヘキシル(メタ)アクリレート、オクチル(メタ)アクリレート、ステアリル(メタ)アクリレート、シクロヘキシル(メタ)アクリレート、ベンジル(メタ)アクリレート、テトラヒドロフルフリル(メタ)アクリレート等の(メタ)アクリル酸アルキルエステル類が挙げられる。また、アルキル基の水素原子の一部又は全部が芳香環、複素環、ハロゲン原子などで置換されているアルキル(メタ)アクリレートなど、一般にアクリル樹脂の合成に用いられるモノマーを用いることができる。
【0031】
また、カルボキシル基を含むアクリル系モノマーとしては、例えば、(メタ)アクリル酸、マレイン酸、無水マレイン酸、イタコン酸、無水イタコン酸、フマル酸、クロトン酸などが挙げられる。
【0032】
水性アクリル接着剤の市販品としては、ロームアンドハース製;L−290/CR−3A、L−250/CR−3A、東洋モートン株式会社製;EA−W103などが挙げられる。
【0033】
水性接着剤層(B)を構成する水性接着剤の塗布方法としては、特に限定されないが、ラミネーターを用いてドライラミネート方式によりプラスチックフィルム層(A)の面に塗装する方法が好ましい。
【0034】
プラスチックフィルム層(A)の面に塗布される水性接着剤の塗布量は、特に限定されないが、乾燥状態で0.5〜10g/m2であることが好ましく、1〜5g/m2であることがより好ましい。
【0035】
アンカーコート層(C)
本発明の積層体におけるアンカーコート層(C)を構成するアンカーコート剤は、オレフィン−不飽和カルボン酸共重合体の水性分散液である。
【0036】
本発明では、水性接着剤層(B)と対向するバリア層(D)の金属面にオレフィン−不飽和カルボン酸共重合体の水性分散液からなるアンカーコート剤を塗布してなるアンカーコート層(C)を設けることが重要であり、それによって、水性接着剤層(B)とバリア層(D)の接着性が高まり、ボイル処理やレトルト処理などの高温で処理した場合でもラミネート強度が低下せず、優れた耐熱水性を有する積層体を得ることが出来る。
【0037】
上記オレフィン−不飽和カルボン酸共重合体を構成するオレフィンとしては、例えば、エチレン、プロピレン、イソブチレン、1−ブテン、1−ペンテン、スチレン等の炭素数2〜30のオレフィン;メチルビニルエーテル、エチルビニルエーテルなどの炭素数3〜30のアルキルビニルエーテル類;アクリル酸メチル、メタクリル酸メチル、アクリル酸エチル、メタクリル酸エチル、アクリル酸ブチル、メタクリル酸ブチル等のアクリル酸又はメタクリル酸のエステル類;ぎ酸ビニル、酢酸ビニル等のビニルエステル類;などが挙げられ、これらの混合物を用いることもできる。これらのなかでも、エチレンが好ましい。不飽和カルボン酸としては、分子内に少なくとも1個のカルボキシル基又は酸無水物基を有する化合物であり、例えば、アクリル酸、メタクリル酸、マレイン酸、無水マレイン酸、イタコン酸、無水イタコン酸、フマル酸、クロトン酸、不飽和ジカルボン酸のハーフエステル、ハーフアミド等が挙げられる。これらのなかでも、アクリル酸、メタクリル酸、マレイン酸、無水マレイン酸が工業的に入手しやすいため好ましく、アクリル酸が特に好ましい。
【0038】
オレフィン−不飽和カルボン酸共重合体中の不飽和カルボン酸の含有量は、好ましくは5〜30重量%、より好ましくは5〜20重量%である。前記不飽和カルボン酸の含有量が5重量%未満であるとオレフィンに由来する非極性な性質が強くなりオレフィン−不飽和カルボン酸共重合体の水性分散液を得ることが困難になり易く、30重量%超であると積層体の耐熱水性が低下する傾向にある。
【0039】
オレフィン−不飽和カルボン酸共重合体の重量平均分子量は、特に限定されないが、耐熱水性の観点から、好ましくは1万〜10万、より好ましくは2万〜8万である。なお、前記重量平均分子量は、ゲルパーミエーションクロマトグラフィー(GPC)で測定し、標準ポリスチレンで換算して求めることができる。
【0040】
また、オレフィン−不飽和カルボン酸共重合体は、ランダム共重合体でも、ブロック共重合体でも、グラフト共重合体でもよい。
【0041】
オレフィン−不飽和カルボン酸共重合体の水性分散液は、オレフィン−不飽和カルボン酸共重合体が水性媒体中に分散又は溶解してなるものであり、その製法としては、例えば、オレフィン−不飽和カルボン酸共重合体、水性媒体及び必要に応じて塩基や乳化剤などのその他の成分を、固液撹拌装置などを用いて撹拌する方法が挙げられる。撹拌の方法や撹拌速度は特に限定されないが、加熱下に撹拌を行うことが好ましい。
【0042】
水性分散液中のオレフィン−不飽和カルボン酸共重合体の濃度は、分散液の安定性と塗工適性の観点から、好ましくは10〜50重量%、より好ましくは15〜35重量%である。
【0043】
オレフィン−不飽和カルボン酸共重合体の水性分散液の市販品としては、東洋モートン株式会社製;AD−50C12、住友精化株式会社製;ザイクセンac、a−gh、l、n、ユニチカ株式会社製;アローベースsa−1200、sb−1200、se−1200、sb−1010、東邦化学工業株式会社製;ハイテックs−3121などが挙げられる。
【0044】
アンカーコート層を構成するアンカーコート剤の塗布方法としては、特に限定されないが、ラミネーターを用いてドライラミネート方式により水性接着剤層(B)と対向するバリア層(D)の金属面に塗布する方法が好ましい。図1の(I)に示すように、バリア層(D)として金属箔を用いる場合は、金属箔(D1)の水性接着剤層(B)と対向する金属箔面にアンカーコート剤を塗布してアンカーコート層(C)を形成する。又、バリア層(D)として、金属蒸着フィルム(D2)を用いる場合は、図1の(II)に示すように、金属蒸着フィルム(D2)の水性接着剤層(B)と対向する金属酸化物の蒸着層(d21)面にアンカーコート剤を塗布してアンカーコート層(C)を形成する。
【0045】
バリア層(D)の金属面に塗布されるアンカーコート剤の塗布量は、特に限定されないが、乾燥状態で0.01〜2g/m2であることが好ましく、0.1〜1g/m2であることがより好ましい。前記塗布量が0.01g/m2未満では、アンカーコート剤の効果が得られず接着性能が不十分となる傾向にあり、2g/m2超では、接着性能は変わらないため、塗布量を多くすると経済的に不利となる傾向にある。
【0046】
本発明の積層体を作製する方法は、例えば、以下の方法が挙げられる。まず、プラスチックフィルム層(A)の片面に水性接着剤をドライラミネート方式で塗布して水性接着剤層(B)を形成する。一方、バリア層(D)の金属面にグラビア方式でアンカーコート剤を塗布してアンカーコート層(C)を形成する。次いで、前記水性接着剤層(B)とアンカーコート層(C)とを貼り合わせて、プラスチックフィルム層(A)の上に水性接着剤層(B)、アンカーコート層(C1)、バリア層(D)を順次積層させる。
【0047】
本発明の積層体は、食品、医薬品、化粧品などの包装材に用いることができ、前述したように当該積層体はボイル処理やレトルト処理などの高温で処理した場合でもラミネート強度が低下せず、優れた耐熱水性を有するため、ボイル処理用又はレトルト処理用の包装材に好適に用いることができる。ここで、ボイル処理とは100℃以下で加熱殺菌処理を行なうことをいい、レトルト処理とは100℃超で加熱殺菌処理をすることをいう。
【0048】
本発明の積層体を包装材として用いる場合の一実施態様を図2〜図4に示す。
【0049】
図2〜図4は、基材層、バリア層及びヒートシール層を含む積層体を用いた包装材の断面図である。図2〜図4において、基材層(Aa1)及びヒートシール層(Aa2)は、前記本発明の積層体におけるプラスチックフィルム層(A)に該当する。すなわち、基材層(Aa1)及びヒートシール層(Aa2)を構成する材料は、前記プラスチックフィルム層(A)を構成する材料と同様のものであり、基材層(Aa1)としてはポリエステル系樹脂が好適に用いられ、ヒートシール層(Aa2)としてはポリオレフィン系樹脂が好適に用いられる。
【0050】
図2で示される包装材は、バリア層(D)として金属箔(D1)を用いた場合の一態様である。基材層(Aa1)の上に、水性接着剤層(B)、アンカーコート層(C)、金属箔(D1)、アンカーコート層(C)、水性接着剤層(B)、ヒートシール層(Aa2)が順次積層されてなる積層体を用いた包装材である。バリア層(D)である金属箔(D1)層の金属面は、水性接着剤層(B)と対向するよう配され、対向する前記金属面にアンカーコート層(C)が形成されている。
【0051】
図3で示される包装材は、バリア層(D)として樹脂膜(d22)の片面に金属酸化物の蒸着層(d21)を有する金属蒸着フィルム(D2)を用いた場合の一態様である。基材層(Aa1)の上に、水性接着剤層(B)、アンカーコート層(C)、金属蒸着フィルム(D2)層、水性接着剤層(B)、ヒートシール層(Aa2)が順次積層されてなる積層体を用いた包装材である。バリア層(D)である金属蒸着フィルム(D2)層の金属酸化物の蒸着層(d21)面は、水性接着剤層(B)と対向するよう配され、対向する前記金属酸化物の蒸着層(d21)面にアンカーコート層(C)が形成されている。一方、金属蒸着フィルム(D2)層の樹脂膜(d22)及びヒートシール層(Aa2)は水性接着剤との接着性が高いことからアンカーコート層を設ける必要はなく水性接着剤層(B)のみでよい。
【0052】
図4で示される包装材は、バリア層(D)として樹脂膜(d22)の片面に金属酸化物の蒸着層(d21)を有する金属蒸着フィルム(D2)を用いた場合の一態様である。図3における金属蒸着フィルム(D2)の配置を上下逆転させた態様であり、金属蒸着フィルム(D2)層の樹脂膜(d22)面が基材層(Aa1)と対向するように配置されている。すなわち、基材層(Aa1)の上に、水性接着剤層(B)、金属蒸着フィルム(D2)層、アンカーコート層(C)、水性接着剤層(B)、ヒートシール層(Aa2)が順次積層されてなる積層体を用いた包装材である。基材層(Aa1)及び金属蒸着フィルム(D2)層の樹脂膜(d22)は水性接着剤との接着性が高いことからアンカーコート層を設ける必要はなく水性接着剤層(B)のみでよい。金属蒸着フィルム(D2)層の金属酸化物の蒸着層(d21)面は、水性接着剤層(B)と対向するよう配され、対向する前記金属酸化物の蒸着層(d21)面にアンカーコート層(C)が形成されている。
【0053】
また、本発明の包装材において、基材層(Aa1)の水性接着剤層(B)が塗布される面にインキを裏刷りしてインキ層を設けることができる。インキは表示用のインキであり、品名や内容物表示、図柄などをグラビア方式で印刷する。前記インキのタイプは水性インキでも油性インキでもかまわない。
【0054】
本発明の包装材は、積層体のヒートシール層(Aa2)面を対向させて重ね合わせ、ヒートシールさせることにより包装袋に作製することが出来る。ヒートシールする方法は、加熱した金属を直接あるいは耐熱フィルムや緩衝材を介し、重ね合わせたヒートシール層(Aa2)に圧接し、熱伝導によって溶着する方法である。ヒートシール方式には、熱板シール(バーシール)、回転ロールシール、ベルトシール(バンドシール)、溶断シールなどがある。バーシールは一定温度に加熱した熱板を用いる最も一般的な方法である。ヒートシールする際の条件は、選択したシーラントまたはヒートシール方式の種類によって変わってくるが、一般的には180〜220℃に熱板を加熱する。
【0055】
包装袋の形態は特に限定されず、例えば、三方シール袋、四方シール袋、ガゼット包装袋、ピロー包装袋など種々の形態が例示される。一般的な形態は、三方シール袋や四方シール袋などであり、例えば、公知のダイロール方式の自動充填包装機を用いて作製される。本発明の包装材により作製された包装袋は、食品、化粧品、医薬品などの固形物や液状物の包装袋として広い分野で用いることができ、高温で処理した場合でもラミネート強度が低下せず、優れた耐熱水性を有するため、ボイル用途やレトルト用途にも好適に用いることができる。
【実施例】
【0056】
以下、実施例および比較例を挙げて本発明をさらに具体的に説明する。実施例および比較例中の部、%は特に指定がない場合は質量部、質量%を意味する。
【0057】
[実施例1]
厚さ12μmのポリエチレンテレフタレートフィルム(東洋紡績株式会社製、商品名:エステルフィルムE5102)の片面に、水性ウレタン接着剤(東洋モートン株式会社製、商品名:EA−W108A/B、カルボキシル基含有エーテルウレタンエマルジョン型接着剤/HDI系硬化剤)を、乾燥塗布量が3g/m2となるよう乾燥温度90℃、塗工速度30m/分の条件でラミネーターにより塗布した。
【0058】
一方、厚さ9μmのアルミニウム箔(サン・アルミニウム工業株式会社製、商品名:軟質アルミ)の片面に、エチレン−アクリル酸共重合体の水性分散液(東洋モートン株式会社製、商品名:AD−50C12、エチレン−アクリル酸共重合体、エチレン−アクリル酸共重合体中のアクリル酸の含有量20重量%)を、乾燥塗布量が0.5g/m2となるようにグラビア方式で塗布した。
【0059】
次いで、前記水性ウレタン接着剤の塗布面とエチレン−アクリル酸共重合体の水性分散液の塗布面と貼り合せて積層フィルムを作製した。次いで、前記積層フィルムのもう一方のアルミニウム箔面に、エチレン−アクリル酸共重合体の水性分散液(東洋モートン株式会社製、商品名:AD−50C12)を乾燥塗布量が0.5g/m2となるようドライラミネーターにより塗布した。次いで、前記エチレン−アクリル酸共重合体の水性分散液の塗布面に水性ウレタン接着剤(東洋モートン株式会社製、商品名:EA−W108A/B)を乾燥塗布量が3g/m2となるよう、乾燥温度90℃、塗工速度30m/分の条件でラミネーターにより塗布した。前記水性ウレタン接着剤の塗布面と、厚さ70μmの未延伸ポリプロピレンフィルム(東セロ株式会社製、商品名:トーセロCP RXC18、表面コロナ放電処理)とを貼り合せ、40℃で4日間保温し、積層体(1)を作製した。
【0060】
[実施例2]
水性ウレタン接着剤の代わりに水性アクリル接着剤(ロームアンドハース社製、商品名:L−290/CR−3A、高分子量アクリルエマルジョン系接着剤/HDI系硬化剤))を用いること以外は、実施例1と同様に操作して積層体(2)を作製した。
【0061】
[実施例3]
エチレン−アクリル酸共重合体の水性分散液として、東洋モートン株式会社製、商品名:AD−50C12の代わりに、住友精化株式会社製、商品名:ザイクセン−AC、エチレン−アクリル酸共重合体中のアクリル酸の含有量15重量%)を用いること以外は、実施例1と同様に操作して積層体(3)を作製した。
【0062】
[比較例1]
エチレン−アクリル酸共重合体の水性分散液(東洋モートン株式会社製、商品名:AD−50C12)を使用しないこと以外は、実施例1と同様に操作して積層体(4)を作製した。
【0063】
[比較例2]
エチレン−アクリル酸共重合体の水性分散液(東洋モートン株式会社製、商品名:AD−50C12)の代わりに、エチレン重合体の水性分散液(三井化学株式会社製、ケミパールW−200、低分子量ポリエチレン)を用いること以外は、実施例1と同様に操作して積層体(5)を作製した。
【0064】
(ラミネート強度試験)
上記実施例及び比較例で作製した積層体(1)〜(5)を用いて、15mm×300mmの大きさの試験片を作成し、レトルト殺菌装置(株式会社日阪製作所製、F−483126)にて、回転方式で10rpm、3MPaの加圧条件下で、120℃で30分間レトルト処理を行なった。
【0065】
引張り試験機(テスター産業株式会社製)を用いて、温度20℃、相対湿度65%の条件下で、T型剥離により、剥離速度30cm/分で、上記レトルト処理前後の試験片のポリエチレンテレフタレートフィルム/アルミニウム箔間のラミネート強度(N/15mm)、およびアルミニウム箔/未延伸ポリプロピレンフィルム間のラミネート強度(N/15mm)を測定した。5個の試験片のラミネート強度の平均値を表1に示した。
【0066】
ポリエチレンテレフタレートフィルム/アルミニウム箔間のラミネート強度、及びアルミニウム箔/未延伸ポリプロピレンフィルム間のラミネート強度は、レトルト処理前及び処理後が3.0N/15mm以上であれば使用上問題ないと考える。
【0067】
(耐熱水性試験)
上記実施例及び比較例で作製した積層体(1)〜(5)の未延伸ポリプロピレンフィルム面を対向させて重ね合わせ、190℃、2kg/cm2、1秒の条件でヒートシールして、9cm×12cmの大きさの三方シール袋を作製した。内容物として水1kgを真空充填して、上記と同様のヒートシール条件で開口部を密閉した。このパウチを10rpm、120℃、30分、3MPaの条件下で熱水殺菌処理を行った後、パウチのポリエチレンテレフタレートフィルム/アルミニウム箔間の剥離状態、およびアルミニウム箔/未延伸ポリプロピレンフィル間の剥離状態を目視で観察し、表1に「○」、「△」、「×」で示した。表1において、剥離が観察されなかったものを「○」、部分的に剥離が観察されたものを「△」、全面に剥離が観察されたものを「×」で示す。「○」であれば使用上問題ないと考える。
【表1】
【0068】
表1より、実施例1〜3で作製した積層体(1)〜(3)は、レトルト処理前及びレトルト処理後のラミネート強度が3.0N/15mm以上であり、レトルト処理後もレトルト処理前のラミネート強度の50%以上を保持しており、ラミネート強度の低下が少ないことが分る。また、レトルト処理後のプラスチックフィルムと金属箔間の剥離がなく、耐熱水性も良好なことが分る。
【0069】
これに対して、エチレン−アクリル酸共重合体の水性分散液を使用しないで作製した比較例1の積層体(4)は、アンカーコート層を有していない為、レトルト処理後のラミネート強度が3.0N/15mm未満であり、また、レトルト処理後のプラスチックフィルムと金属箔間の剥離が全面に見られ、耐熱水性も劣ることが分る。エチレン重合体の水性分散液を使用して作製した比較例2の積層体(5)は、レトルト処理前及びレトルト処理後のラミネート強度が3.0N/15mm未満であり、また、レトルト処理後のプラスチックフィルムと金属箔間の剥離が全面に見られ、耐熱水性も劣ることが分る。
【符号の説明】
【0070】
A プラスチックフィルム層
B 水性接着剤層
C アンカーコート層
D1 金属箔
D2 金属蒸着フィルム
Aa1 基材層
Aa2 ヒートシール層
d21 金属酸化物の蒸着層
d22 樹脂膜
【特許請求の範囲】
【請求項1】
プラスチックフィルム層(A)とバリア層(D)とが、水性接着剤層(B)を介して積層してなる積層体であって、前記バリア層(D)の金属面が水性接着剤層(B)と対向するよう配され、対向する前記金属面にオレフィン−不飽和カルボン酸共重合体の水性分散液からなるアンカーコート剤を塗布してなるアンカーコート層(C)を設けることを特徴とする積層体。
【請求項2】
前記水性接着剤層(B)を構成する水性接着剤が、水性ウレタン系接着剤又は水性アクリル系接着剤である請求項1に記載の積層体。
【請求項3】
請求項1又は2に記載の積層体を用いてなる包装材。
【請求項4】
ボイル処理又はレトルト処理に用いる請求項3に記載の包装材。
【請求項1】
プラスチックフィルム層(A)とバリア層(D)とが、水性接着剤層(B)を介して積層してなる積層体であって、前記バリア層(D)の金属面が水性接着剤層(B)と対向するよう配され、対向する前記金属面にオレフィン−不飽和カルボン酸共重合体の水性分散液からなるアンカーコート剤を塗布してなるアンカーコート層(C)を設けることを特徴とする積層体。
【請求項2】
前記水性接着剤層(B)を構成する水性接着剤が、水性ウレタン系接着剤又は水性アクリル系接着剤である請求項1に記載の積層体。
【請求項3】
請求項1又は2に記載の積層体を用いてなる包装材。
【請求項4】
ボイル処理又はレトルト処理に用いる請求項3に記載の包装材。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2011−46113(P2011−46113A)
【公開日】平成23年3月10日(2011.3.10)
【国際特許分類】
【出願番号】特願2009−196877(P2009−196877)
【出願日】平成21年8月27日(2009.8.27)
【出願人】(396009595)東洋モートン株式会社 (13)
【Fターム(参考)】
【公開日】平成23年3月10日(2011.3.10)
【国際特許分類】
【出願日】平成21年8月27日(2009.8.27)
【出願人】(396009595)東洋モートン株式会社 (13)
【Fターム(参考)】
[ Back to top ]