
積層体及び該積層体を用いた粘着テープ

【課題】手切れ性と幅方向のカール性をバランスよく兼ね備えた積層体、及び該積層体を用いた粘着テープを提供することにある。
【解決手段】横一軸延伸フィルムの両面に少なくとも1層から構成される軟質樹脂からなるコーティング層が積層されてなる積層体において、横一軸延伸フィルムの厚さ(A)と、コーティング層の厚さ(B)と、積層体の厚さ(C)にあって、横一軸延伸フィルムの厚さ(A)とコーティング層の厚さ(B)との比(A/B)が1/2以下であり、横一軸延伸フィルムの厚さ(A)が積層体の厚さ(C)の22%以上であり、さらに、両面のコーティング層の厚さ(B)同士の差が20μm未満である。
【解決手段】横一軸延伸フィルムの両面に少なくとも1層から構成される軟質樹脂からなるコーティング層が積層されてなる積層体において、横一軸延伸フィルムの厚さ(A)と、コーティング層の厚さ(B)と、積層体の厚さ(C)にあって、横一軸延伸フィルムの厚さ(A)とコーティング層の厚さ(B)との比(A/B)が1/2以下であり、横一軸延伸フィルムの厚さ(A)が積層体の厚さ(C)の22%以上であり、さらに、両面のコーティング層の厚さ(B)同士の差が20μm未満である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、積層体及び該積層体を用いた粘着テープに関する。
【背景技術】
【0002】
従来、建築現場等では、仕上げられた部分に傷、汚れ等がつかないように、仕上げ面の養生が行われ、養生用に粘着テープが利用されている。又、引越し等に際しても、家具等を養生、梱包する必要があり、粘着テープが広く利用されている。
【0003】
養生、梱包の両方の用途に使用可能な粘着テープとしては、基材の一面にエンボス加工を形成した易カット性フィルムに粘着剤を塗布した粘着テープ(例えば、特許文献1を参照。)や、フィラーを配合したポリオレフィンを横一延伸して手切れ性を出す粘着テープ(例えば、特許文献2を参照。)が提案されている。この粘着テープは、横一軸延伸フィルムに微多孔を付ける特殊な設備が必要であった。しかしながら、これらの粘着テープは、使用する際に、幅方向で内側にカールするという問題がある場合があった。
【特許文献1】特開2004−18683号公報
【特許文献2】特開平11−071555号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明は、手切れ性と幅方向のカール性をバランスよく兼ね備えた積層体、及び該積層体を用いた粘着テープを提供することを目的とする。
【課題を解決するための手段】
【0005】
本発明は、前記課題を達成するもので、以下の要旨を有するものである。
(1)横一軸延伸フィルムの両面に少なくとも1層から構成されるコーティング層が積層されてなる積層体において、横一軸延伸フィルムの厚さ(A)と、コーティング層の厚さ(B)と、積層体の厚さ(C)にあって、横一軸延伸フィルムの厚さ(A)とコーティング層の厚さ(B)との比(A/B)が、1/2以下であり、さらに、横一軸延伸フィルムの厚さ(A)が積層体の厚さ(C)の22%以上であり、さらに、両面のコーティング層の厚さ(B)同士の差が20μm未満である。
(2)前記(1)に記載の積層体の少なくとも片面に粘着剤層を設けた粘着テープ
(3)カール率が45%以下である前記(2)に記載の粘着テープ
【発明の効果】
【0006】
本発明の積層体を用いることにより、手切れ性と幅方向のカール性バランスよく兼ね備えた粘着テープを得ることができる。
【発明を実施するための最良の形態】
【0007】
横一軸延伸フィルムの両面に少なくとも1層から構成される軟質樹脂からなるコーティング層が積層されてなる積層体において、横一軸延伸フィルムの厚さ(A)と、コーティング層の厚さ(B)と、積層体の厚さ(C)にあって、横一軸延伸フィルムの厚さ(A)とコーティング層の厚さ(B)との比(A/B)が、1/2以下であり、横一軸延伸フィルムの厚さ(A)が積層体の厚さ(C)の22%以上であり、さらに、両面のコーティング層の厚さ(B)同士の差が20μm未満であるとしたのは、該積層体を用いる粘着テープの手切れ性とカール性をバランスよく発現できるためである
【0008】
本発明に使用する横一軸延伸フィルムの樹脂組成物は、高密度ポリエチレン樹脂(以下「HDPE」と略記する。)単独、又は、HDPEと低密度ポリエチレン樹脂(以下「LDPE」と略称する。)との混合物である。HDPE単独、又は、HDPEとLDPEとの混合物の密度は0.95g/cm3以上であり、好ましくは0.955g/cm3以上である。密度が、0.95g/cm3未満であると延伸してフィルムにする際に充分な引き裂き強度が得られない場合がある。密度の上限については特に限定はないが、好ましくは0.97g/cm3未満である。
【0009】
前記HDPEは、融点がDSC法の測定で126〜136℃の範囲であって、密度が0.93〜0.97g/cm3の範囲でメルトフローレート(MFR)がJISK6922−2に規定される温度190℃、荷重2.16kgの測定条件下において、好ましくは0.05〜5.0g/10分である。又、LDPEは、融点がDSC法の測定で100〜125℃の範囲であって、密度が0.90〜0.93g/cm3の範囲でメルトフローレート(MFR)がJIS K−6922−2に規定される温度190℃、荷重2.16kgの測定条件下において、好ましくは0.01〜10.0g/10分である。
【0010】
本発明の横一軸延伸フィルムに使用できるポリエチレン樹脂の密度は、コーティング層に使用する軟質樹脂の密度よりも、横一軸延伸フィルムに使用するポリエチレン樹脂の密度を高くするのが好ましい。例えば、コーティング層に使用するポリエチレン樹脂の密度が0.94g/cm3であれば、横一軸延伸フィルムに使用するポリエチレン樹脂の密度は0.95g/cm3であるのが好ましい。前記ポリエチレン樹脂の密度の差は、好ましくは0.001〜0.050g/cm3、より好ましくは0.005〜0.040g/cm3、さらに好ましくは0.010〜0.030g/cm3の範囲である。ポリエチレン樹脂の密度の差が0.001g/cm3未満では積層体が硬く、積層体のMD(machinedirection)方向の引張破断伸びが小さくなる場合がある。一方、ポリエチレン樹脂の密度の差が0.050g/cm3を超えると積層体のMD方向の引張破断が大きくなりすぎて、粘着テープの手切れ性が悪くなる場合がある。
【0011】
横一軸延伸フィルムの延伸倍率は、8〜18倍、好ましくは12〜16倍の範囲である。横一軸延伸フィルムの延伸倍率が8倍未満では、延伸方向に直線的に引裂けなくなる場合がある。一方、延伸倍率が18倍を超えると延伸が困難になる場合がある。横一軸延伸フィルムの厚さ(A)は、15〜50μm、好ましくは15〜30μmである。15μm未満ではフィルムとして必要な強度が不足し、一方、50μmを超えると引裂くことが困難となる場合がある。
【0012】
コーティング層に使用する軟質樹脂は、JISK−7215におけるデュロメータ硬さ(D硬さ)が60度(測定は、23±2℃、相対湿度50±5%RHに設定された評価試験室内で行う。)以下の、常温でゴム状弾性体を有する樹脂である。具体的にはLDPE、LLDPE(直鎖状低密度ポリエチレン)、HDPE、EVA(エチレン−酢酸ビニル共重合体)、超低密度ポリエチレン、アイオノマー、EEA(エチレン−エチルアクリレート共重合体)、EMAA(エチレン−メタクリル酸共重合体)、EAA(エチレン−アクリル酸共重合体)、EMMA(エチレン−メチルメタクリレート共重合体)、EMA(エチレン−メチルアクリレート共重合体)等が挙げられ、単独または2種以上のブレンドで用いることができる。好ましくは、押出コーティングでは最も汎用で加工性に優れている、LDPE、LLDPE、及びEVAである。
【0013】
軟質樹脂として用いられるLDPEは、融点がDSC法の測定で100〜125℃の範囲であって、密度が0.91〜0.93g/cm3の範囲でメルトフローレート(MFR)がJIS K−6922−2に規定される温度190℃、荷重2.16kgの測定条件下において、好ましくは0.2〜15.0g/10分であり、さらに好ましくは1.0〜10.0である。
【0014】
軟質樹脂として用いられるLLDPEは、融点がDSC法の測定で110〜130℃の範囲であって、密度が0.90〜0.94g/cm3の範囲でメルトフローレート(MFR)がJIS K−6922−2に規定される温度190℃、荷重2.16kgの測定条件下において、好ましくは0.2〜15.0g/10分であり、さらに好ましくは1.0〜10.0である。
【0015】
軟質樹脂として用いられるEVAは、融点がDSC法の測定で80〜115℃の範囲であって、酢酸ビニル含有量が1〜20wt%の範囲でメルトフローレート(MFR)がJISK−6922−2に規定される温度190℃、荷重2.16kgの測定条件下において、好ましくは0.2〜15.0g/10分であり、さらに好ましくは1.0〜10.0である。
【0016】
また、本発明の効果を損なわない範囲で、必要に応じて前記延伸フィルムや、コーティング層に用いる軟質樹脂の中に、熱安定剤、酸化防止剤、紫外線吸収剤、抗ブロッキング剤、滑剤、帯電防止剤、顔料、染料等の添加剤を加えてもよい。
【0017】
本発明において、横一軸延伸フィルムの両面に少なくとも1層から構成される軟質樹脂からなるコーティング層を設けるのは、積層体に柔軟性と強度を持たせるためである。積層体の強度を上げるには横一軸延伸フィルムの厚みを厚くする方法や、横一軸延伸フィルムと他のフィルムを積層する方法が考えられるが、これらの方法では、積層体が硬くなってしまい該積層体を用いた粘着テープの柔軟性が悪くなる場合がある。前記コーティング層は、1層またはそれ以上の層構成であってもよい。
【0018】
なお、前記積層体においてMD方向の引張破断伸びは100%未満が好ましく、特に85%未満が好ましい。積層体の引張破断伸びが100%以上であると、積層体が伸びて切れなくなる場合がある。引張破断伸びが100%未満であれば、積層体が伸びることなく切断することが可能である。
【0019】
横一軸延伸フィルムの厚さ(A)とコーティング層の厚さ(B)との比(A/B)が、1/2以下、より好ましくは1/1.8以下である。前記厚さ比であると、本発明の積層体からなる粘着テープは、手切れ性がよい。
【0020】
横一軸延伸フィルムの厚さ(A)が積層体の厚さ(C)の22%以上が好ましく、さらに好ましくは24%以上である。横一軸延伸フィルムの厚さ(A)が積層体の厚さ(C)の22%以上であると、得られた粘着テープを切断する際の直進性がよい。
【0021】
横一軸延伸フィルムの両面に積層する少なくとも1層から構成される軟質樹脂からなるコーティング層同士の厚さ(B)の差は、20μm未満、より好ましくは15μm未満である。前記厚さの差が、20μm未満であると、得られた粘着テープが幅方向にカールしにくい。
【0022】
横一軸延伸フィルムの両面に積層するコーティング層の合計厚みは、26〜100μmが好ましい。26μmよりも薄いと、積層体の強度が十分に得られない場合がある。一方、100μmよりも厚いと、得られた粘着テープの手切れ性が悪くなる場合がある。
【0023】
本発明に用いる横一軸延伸フィルムは、以下のようにして得ることができる。まず、前記樹脂組成物を用いて未延伸フィルムを形成する。未延伸フィルムの形成方法としては、前記の原料樹脂の混合物を押出機に供給し、溶融させ、フィルムダイを通して押し出し、成形機で冷却することにより、厚みが約20〜1400μmの範囲である未延伸フィルムを形成し、得られた未延伸フィルムを100℃〜140℃、好ましくは110℃〜130℃の延伸温度で延伸することにより得られる。未延伸フィルムを延伸する方法としては従来公知の方法が使用可能で、例えばテンター延伸による横一軸延伸法である。延伸後のフィルムに寸法を安定させるために、延伸方向に1〜10%程度収縮させ、1〜60秒間、100〜165℃で熱処理(ヒートセット)を施すことが考えられる。又、フィルムの表面にはコロナ処理等の表面処理を施すことが考えられる。又、易カット性、直進カット性が失われない範囲で、延伸方向と垂直方向に1〜3倍に延伸しても構わない。
【0024】
横一軸延伸フィルムに軟質樹脂を押出コーティングする方法は、従来公知の方法が使用可能である。例えば片面のコーティングは、ラミネーターに横一軸延伸フィルムを供給し、例えばLDPEを押出機に供給しTダイより押し出し、溶融したLDPEは、ラミネーターに供給された横一軸延伸フィルムに流し込まれ、プレスロールによりプレスされ所望の厚みに成形され冷却ロールにより冷やされて巻き取られる。さらに他面をコーティングして両面コーティングとする為に、再度ラミネーターに供給され同様に押出コーティングされる。コーティングは片面を1回で行っても2回に分けて行っても良く、他面も同様である。2回に分けた場合はコーティング層が2層構造となり、トータルとして膜厚精度が制御しやすい。
【0025】
粘着剤層を構成するための粘着剤としては、一般的に用いられている粘着剤を適宜使用することができ、例えば、ゴム系粘着剤、アクリル系、ブチル系粘着剤等を用いることができる。又、これら粘着剤に、粘着付与剤、硬化剤等を配合することができる。
【0026】
ゴム系粘着剤のベースポリマーとしては、天然ゴム、再生ゴム、シリコーンゴム、イソプレンゴム、スチレンブタジエンゴム、ポリイソプレン、NBR、スチレンーイソプレン共重合体、スチレンーイソプレンーブタジエン共重合体などが好ましい。
【0027】
ゴム系粘着剤には、必要に応じて、架橋剤、軟化剤、充填剤、難燃剤等を添加することができる。具体的な例としては、架橋剤としてイソシアネート系架橋剤、軟化剤として液状ゴム、充填剤として炭酸カルシウム、難燃剤として水酸化マグネシウムや赤リン等の無機難燃剤等が挙げられる。
【0028】
粘着フィルムの粘着剤層を構成する粘着剤等の基材層への塗工手段は、特に限定されるものではなく、従来公知の方法が用いられ、例えばグラビアロールコーター、リバースロールコーター、キスロールコーター、ディップロールコーター、バーコーター、ナイフコーター、スプレーコーターを用いることができる。粘着剤層の乾燥後の厚さは、10〜80μm、より好ましくは15〜65μmである。前記乾燥後の厚さが10μm未満では、得られる粘着テープの粘着力が低くなる場合がある。一方、80μmを超えると、粘着剤を必要以上に厚塗りすることになる。
【0029】
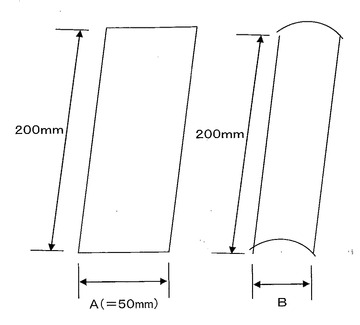
本発明においてカール性とは、粘着テープを使用する際に、引き出した粘着テープが図1のように、幅方向に、内側にカールする状態をいう。カール率は、45%以下が好ましく、さらには15%以下がより好ましい。カール率が45%を超えると、粘着テープとして使用する際に、被着体に貼り付ける前に粘着面同士が貼りついてしまうなど使い勝手が悪くなる場合がある。本発明におけるカール率は、カール後の幅BをJISB7516に規定する金属製直尺で測定する。次の式(1)によって求めることができる。
((A−B)/A)×100 (1)
【実施例】
【0030】
以下に、実施例に基づいて本発明をより詳細に説明するが、本発明は実施例により限定されるものではない。
【0031】
【表1】

【0032】
【表2】
【0033】
【表3】
【0034】
表3において、「手切れ性」は、作業用手袋(軍手)を両手にはめて、どちらか片方の手で幅50mmのテープを保持して、もう片方の手でテープを引き出し、テープを保持したほうの手でテープを切断する際の評価である。テープを、温度23±2℃、湿度50±5%RHに設定された評価試験室内に20分以上静置した後、左手でテープを保持し、右手でテープを適当な長さまで引き出し、左手でテープを切断してテープの切断面の切り口の状態を、目視で判定し、次の評価基準で評価した。
良:テープ全幅(50mm)にわたって、
可:テープの幅40mm以上50mm未満で幅方向に真っ直ぐに切断できたもの
不良:テープの幅40mm未満で幅方向に真っ直ぐに切断できたもの
また、「伸び」は、前記の「手切れ性」評価での切り口の状態を、目視で判定し、次の評価基準で評価した。
良:テープが指先のひねりで容易に切断できたもの
可:テープに僅かに伸びが発生したが、切断できたもの
不良:テープに伸びが発生し、切断できなかったもの
【0035】
表3において、「カール性」は、幅をTD方向、長さをMD方向として、幅50mm×長さ200mmの短冊状に試験片を切り出し、23℃×50%RHに1時間放置後に幅BをJISB7516に規定する金属製直尺で測定する。元の幅A(50mm)との差から計算される「((A−B)/A)×100」をカール率とする。次の評価基準で評価した。
良:カール率が15%以下のもの
可:カール率が15%を超えて、45%以下のもの
不良:カール率が45%を超えるもの
【0036】
(各層の厚さ)
積層体断面を切り出し、反射光にて光学顕微鏡(例えば、オリンパス製偏光顕微鏡BX51)を用いて測定した。
【0037】
(実施例1)
(a)密度0.96g/cm3のHDPE(日本ポリエチレン社製HF562)を押出機に供給して溶融し、フィルムダイを通して押出し、成形機で冷却することにより、厚みが約200μmの未延伸シートを成形した。この未延伸シートを120℃のテンター内で8倍に横延伸し、25μm厚みの横一軸延伸フィルムを得る工程、
(b)前記の横一軸延伸フィルムをラミネーターに供給し、密度0.92g/cm3のLDPE(旭化成ケミカルズ社製LS2340)をラミネーターに供給し、該横一軸延伸フィルムの上に300℃で押出コーティングして冷却ロールにより冷却して、15μm厚みのLDPEを該横一軸延伸フィルムにコーティング層としたフィルムを巻き取る工程、
(c)(b)工程で得たフィルムを再びラミネーターに供給し、(b)工程と同様に、該フィルムの他面に前記LDPEを300℃で押出コーティングして、フィルムの他面に該LDPEを15μm厚みでコーティング層としたフィルムを得る工程、
(d)前記両面にコーティングされたフィルムの片面にコロナ放電処理をした後、コロナ放電処理面にアクリル系粘着剤を20μmの厚み(乾燥後の厚み)で塗布し、ロール状に巻回して、幅50mmに切断する工程
を順次経て粘着テープを得た。
【0038】
(実施例2)
実施例1(a)に使用する樹脂を、HDPE(日本ポリエチレン社製HF562)100質量部に対して、LDPE10質量部(日本ポリエチレン社製LF128)をドライブレンドしたものを用いた以外、実施例1と同様にして粘着テープを得た。
【0039】
(実施例3)
実施例1(b)および(c)に使用する樹脂を、LLDPE(日本ポリエチレン社製022GS)を用い、280℃で押出コーティングしてコーティング層とした以外、実施例1と同様にして粘着テープを得た。
【0040】
(実施例4)
実施例1(b)および(c)に使用する樹脂を、EVA(日本ポリエチレン社製LV362エチレン酢酸ビニル含有率10wt%)を用い、280℃で押出コーティングしてコーティング層とした以外、実施例1と同様にして粘着テープを得た。
【0041】
(実施例5)
実施例1(a)で得る横一軸延伸フィルムの厚さを22μm、(b)で得るコーティング層の厚さを20μmずつ2回に分け計40μm、(c)で得るコーティング層の厚さを1回で23μm、とした以外は実施例1と同様にして粘着テープを得た。
【0042】
(実施例6)
実施例1(a)で得る横一軸延伸フィルムの厚さを24μm、(b)で得るコーティング層の厚さを20μmずつ2回に分け計40μm、(c)で得るコーティング層の厚さを1回で21μm、とした以外は実施例1と同様にして粘着テープを得た。
【0043】
(実施例7)
実施例1(a)で得る横一軸延伸フィルムの厚さを22μm、(b)で得るコーティング層の厚さを17.5μmずつ2回に分け計35μm、(c)で得るコーティング層の厚さを18μmと25μmの2回に分け計43μm、とした以外は実施例1と同様にして粘着テープを得た。
【0044】
(実施例8)
実施例1(a)で得る横一軸延伸フィルムの厚さを22μm、(b)で得るコーティング層の厚さを20μmずつ2回に分け計40μm、(c)で得るコーティング層の厚さを18μmと20μmの2回に分け計38μm、とした以外は実施例1と同様にして粘着テープを得た。
【0045】
(実施例9)
実施例1(a)で得る横一軸延伸フィルムの厚さを24μm、(b)で得るコーティング層の厚さを17μmずつ2回に分け計34μm、(c)で得るコーティング層の厚さを17μmと25μmの2回に分け計42μm、とした以外は実施例1と同様にして粘着テープを得た。
【0046】
(実施例10)
実施例1(a)で得る横一軸延伸フィルムの厚さを24μm、(b)で得るコーティング層の厚さを12μmずつ2回に分け計24μm、(c)で得るコーティング層の厚さを12μmと25μmの2回に分け計37μm、とした以外は実施例1と同様にして粘着テープを得た。
【0047】
(比較例1)
実施例1(a)で得る横一軸延伸フィルムの厚さを18μm、(b)で得るコーティング層の厚さを18.5μmと15μmの2回に分け計33.5μm、(c)で得るコーティング層の厚さを18.5μmと15μmの2回に分け計33.5μm、とした以外は実施例1と同様にして粘着テープを得た。
【0048】
(比較例2)
実施例1(a)で得る横一軸延伸フィルムの厚さを22μm、(b)で得るコーティング層の厚さを25.5μmずつ2回に分け計51μm、(c)で得るコーティング層の厚さを1回で12μmとした以外は実施例1と同様にして粘着テープを得た。
【0049】
(比較例3)
実施例1(a)で得る横一軸延伸フィルムの厚さを18μm、(b)で得るコーティング層の厚さを18.5μmと15μmの2回に分け計33.5μm、(c)で得るコーティング層の厚さを18.5μmと30μmの2回に分け計48.5μm、とした以外は実施例1と同様にして粘着テープを得た。
【0050】
(比較例4)
実施例1(a)で得る横一軸延伸フィルムの厚さを22μm、(b)で得るコーティング層の厚さを12.5μmずつ2回に分け計25μm、(c)で得るコーティング層の厚さを18μm35μmの2回に分け計53μm、とした以外は実施例1と同様にして粘着テープを得た。
【0051】
表1〜3から明らかなように、本発明は、作業用手袋(軍手)をして片手で切断するような場合であってもテープ基材が伸びることなく切断できる、又、使用する際に、幅方向で内側にカールしにくい粘着テープを容易に得ることができる。
【産業上の利用可能性】
【0052】
本発明の積層体を用いた粘着テープは、例えば、段ボール梱包用、養生用、マスキング用、医療用、電気絶縁用の粘着テープに好適に用いることができる。
【図面の簡単な説明】
【0053】
【図1】本発明に関わる粘着テープのカール性を示す説明図である。
【符号の説明】
【0054】
A 粘着テープの幅
B 粘着テープの幅(内側にカール)
【技術分野】
【0001】
本発明は、積層体及び該積層体を用いた粘着テープに関する。
【背景技術】
【0002】
従来、建築現場等では、仕上げられた部分に傷、汚れ等がつかないように、仕上げ面の養生が行われ、養生用に粘着テープが利用されている。又、引越し等に際しても、家具等を養生、梱包する必要があり、粘着テープが広く利用されている。
【0003】
養生、梱包の両方の用途に使用可能な粘着テープとしては、基材の一面にエンボス加工を形成した易カット性フィルムに粘着剤を塗布した粘着テープ(例えば、特許文献1を参照。)や、フィラーを配合したポリオレフィンを横一延伸して手切れ性を出す粘着テープ(例えば、特許文献2を参照。)が提案されている。この粘着テープは、横一軸延伸フィルムに微多孔を付ける特殊な設備が必要であった。しかしながら、これらの粘着テープは、使用する際に、幅方向で内側にカールするという問題がある場合があった。
【特許文献1】特開2004−18683号公報
【特許文献2】特開平11−071555号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明は、手切れ性と幅方向のカール性をバランスよく兼ね備えた積層体、及び該積層体を用いた粘着テープを提供することを目的とする。
【課題を解決するための手段】
【0005】
本発明は、前記課題を達成するもので、以下の要旨を有するものである。
(1)横一軸延伸フィルムの両面に少なくとも1層から構成されるコーティング層が積層されてなる積層体において、横一軸延伸フィルムの厚さ(A)と、コーティング層の厚さ(B)と、積層体の厚さ(C)にあって、横一軸延伸フィルムの厚さ(A)とコーティング層の厚さ(B)との比(A/B)が、1/2以下であり、さらに、横一軸延伸フィルムの厚さ(A)が積層体の厚さ(C)の22%以上であり、さらに、両面のコーティング層の厚さ(B)同士の差が20μm未満である。
(2)前記(1)に記載の積層体の少なくとも片面に粘着剤層を設けた粘着テープ
(3)カール率が45%以下である前記(2)に記載の粘着テープ
【発明の効果】
【0006】
本発明の積層体を用いることにより、手切れ性と幅方向のカール性バランスよく兼ね備えた粘着テープを得ることができる。
【発明を実施するための最良の形態】
【0007】
横一軸延伸フィルムの両面に少なくとも1層から構成される軟質樹脂からなるコーティング層が積層されてなる積層体において、横一軸延伸フィルムの厚さ(A)と、コーティング層の厚さ(B)と、積層体の厚さ(C)にあって、横一軸延伸フィルムの厚さ(A)とコーティング層の厚さ(B)との比(A/B)が、1/2以下であり、横一軸延伸フィルムの厚さ(A)が積層体の厚さ(C)の22%以上であり、さらに、両面のコーティング層の厚さ(B)同士の差が20μm未満であるとしたのは、該積層体を用いる粘着テープの手切れ性とカール性をバランスよく発現できるためである
【0008】
本発明に使用する横一軸延伸フィルムの樹脂組成物は、高密度ポリエチレン樹脂(以下「HDPE」と略記する。)単独、又は、HDPEと低密度ポリエチレン樹脂(以下「LDPE」と略称する。)との混合物である。HDPE単独、又は、HDPEとLDPEとの混合物の密度は0.95g/cm3以上であり、好ましくは0.955g/cm3以上である。密度が、0.95g/cm3未満であると延伸してフィルムにする際に充分な引き裂き強度が得られない場合がある。密度の上限については特に限定はないが、好ましくは0.97g/cm3未満である。
【0009】
前記HDPEは、融点がDSC法の測定で126〜136℃の範囲であって、密度が0.93〜0.97g/cm3の範囲でメルトフローレート(MFR)がJISK6922−2に規定される温度190℃、荷重2.16kgの測定条件下において、好ましくは0.05〜5.0g/10分である。又、LDPEは、融点がDSC法の測定で100〜125℃の範囲であって、密度が0.90〜0.93g/cm3の範囲でメルトフローレート(MFR)がJIS K−6922−2に規定される温度190℃、荷重2.16kgの測定条件下において、好ましくは0.01〜10.0g/10分である。
【0010】
本発明の横一軸延伸フィルムに使用できるポリエチレン樹脂の密度は、コーティング層に使用する軟質樹脂の密度よりも、横一軸延伸フィルムに使用するポリエチレン樹脂の密度を高くするのが好ましい。例えば、コーティング層に使用するポリエチレン樹脂の密度が0.94g/cm3であれば、横一軸延伸フィルムに使用するポリエチレン樹脂の密度は0.95g/cm3であるのが好ましい。前記ポリエチレン樹脂の密度の差は、好ましくは0.001〜0.050g/cm3、より好ましくは0.005〜0.040g/cm3、さらに好ましくは0.010〜0.030g/cm3の範囲である。ポリエチレン樹脂の密度の差が0.001g/cm3未満では積層体が硬く、積層体のMD(machinedirection)方向の引張破断伸びが小さくなる場合がある。一方、ポリエチレン樹脂の密度の差が0.050g/cm3を超えると積層体のMD方向の引張破断が大きくなりすぎて、粘着テープの手切れ性が悪くなる場合がある。
【0011】
横一軸延伸フィルムの延伸倍率は、8〜18倍、好ましくは12〜16倍の範囲である。横一軸延伸フィルムの延伸倍率が8倍未満では、延伸方向に直線的に引裂けなくなる場合がある。一方、延伸倍率が18倍を超えると延伸が困難になる場合がある。横一軸延伸フィルムの厚さ(A)は、15〜50μm、好ましくは15〜30μmである。15μm未満ではフィルムとして必要な強度が不足し、一方、50μmを超えると引裂くことが困難となる場合がある。
【0012】
コーティング層に使用する軟質樹脂は、JISK−7215におけるデュロメータ硬さ(D硬さ)が60度(測定は、23±2℃、相対湿度50±5%RHに設定された評価試験室内で行う。)以下の、常温でゴム状弾性体を有する樹脂である。具体的にはLDPE、LLDPE(直鎖状低密度ポリエチレン)、HDPE、EVA(エチレン−酢酸ビニル共重合体)、超低密度ポリエチレン、アイオノマー、EEA(エチレン−エチルアクリレート共重合体)、EMAA(エチレン−メタクリル酸共重合体)、EAA(エチレン−アクリル酸共重合体)、EMMA(エチレン−メチルメタクリレート共重合体)、EMA(エチレン−メチルアクリレート共重合体)等が挙げられ、単独または2種以上のブレンドで用いることができる。好ましくは、押出コーティングでは最も汎用で加工性に優れている、LDPE、LLDPE、及びEVAである。
【0013】
軟質樹脂として用いられるLDPEは、融点がDSC法の測定で100〜125℃の範囲であって、密度が0.91〜0.93g/cm3の範囲でメルトフローレート(MFR)がJIS K−6922−2に規定される温度190℃、荷重2.16kgの測定条件下において、好ましくは0.2〜15.0g/10分であり、さらに好ましくは1.0〜10.0である。
【0014】
軟質樹脂として用いられるLLDPEは、融点がDSC法の測定で110〜130℃の範囲であって、密度が0.90〜0.94g/cm3の範囲でメルトフローレート(MFR)がJIS K−6922−2に規定される温度190℃、荷重2.16kgの測定条件下において、好ましくは0.2〜15.0g/10分であり、さらに好ましくは1.0〜10.0である。
【0015】
軟質樹脂として用いられるEVAは、融点がDSC法の測定で80〜115℃の範囲であって、酢酸ビニル含有量が1〜20wt%の範囲でメルトフローレート(MFR)がJISK−6922−2に規定される温度190℃、荷重2.16kgの測定条件下において、好ましくは0.2〜15.0g/10分であり、さらに好ましくは1.0〜10.0である。
【0016】
また、本発明の効果を損なわない範囲で、必要に応じて前記延伸フィルムや、コーティング層に用いる軟質樹脂の中に、熱安定剤、酸化防止剤、紫外線吸収剤、抗ブロッキング剤、滑剤、帯電防止剤、顔料、染料等の添加剤を加えてもよい。
【0017】
本発明において、横一軸延伸フィルムの両面に少なくとも1層から構成される軟質樹脂からなるコーティング層を設けるのは、積層体に柔軟性と強度を持たせるためである。積層体の強度を上げるには横一軸延伸フィルムの厚みを厚くする方法や、横一軸延伸フィルムと他のフィルムを積層する方法が考えられるが、これらの方法では、積層体が硬くなってしまい該積層体を用いた粘着テープの柔軟性が悪くなる場合がある。前記コーティング層は、1層またはそれ以上の層構成であってもよい。
【0018】
なお、前記積層体においてMD方向の引張破断伸びは100%未満が好ましく、特に85%未満が好ましい。積層体の引張破断伸びが100%以上であると、積層体が伸びて切れなくなる場合がある。引張破断伸びが100%未満であれば、積層体が伸びることなく切断することが可能である。
【0019】
横一軸延伸フィルムの厚さ(A)とコーティング層の厚さ(B)との比(A/B)が、1/2以下、より好ましくは1/1.8以下である。前記厚さ比であると、本発明の積層体からなる粘着テープは、手切れ性がよい。
【0020】
横一軸延伸フィルムの厚さ(A)が積層体の厚さ(C)の22%以上が好ましく、さらに好ましくは24%以上である。横一軸延伸フィルムの厚さ(A)が積層体の厚さ(C)の22%以上であると、得られた粘着テープを切断する際の直進性がよい。
【0021】
横一軸延伸フィルムの両面に積層する少なくとも1層から構成される軟質樹脂からなるコーティング層同士の厚さ(B)の差は、20μm未満、より好ましくは15μm未満である。前記厚さの差が、20μm未満であると、得られた粘着テープが幅方向にカールしにくい。
【0022】
横一軸延伸フィルムの両面に積層するコーティング層の合計厚みは、26〜100μmが好ましい。26μmよりも薄いと、積層体の強度が十分に得られない場合がある。一方、100μmよりも厚いと、得られた粘着テープの手切れ性が悪くなる場合がある。
【0023】
本発明に用いる横一軸延伸フィルムは、以下のようにして得ることができる。まず、前記樹脂組成物を用いて未延伸フィルムを形成する。未延伸フィルムの形成方法としては、前記の原料樹脂の混合物を押出機に供給し、溶融させ、フィルムダイを通して押し出し、成形機で冷却することにより、厚みが約20〜1400μmの範囲である未延伸フィルムを形成し、得られた未延伸フィルムを100℃〜140℃、好ましくは110℃〜130℃の延伸温度で延伸することにより得られる。未延伸フィルムを延伸する方法としては従来公知の方法が使用可能で、例えばテンター延伸による横一軸延伸法である。延伸後のフィルムに寸法を安定させるために、延伸方向に1〜10%程度収縮させ、1〜60秒間、100〜165℃で熱処理(ヒートセット)を施すことが考えられる。又、フィルムの表面にはコロナ処理等の表面処理を施すことが考えられる。又、易カット性、直進カット性が失われない範囲で、延伸方向と垂直方向に1〜3倍に延伸しても構わない。
【0024】
横一軸延伸フィルムに軟質樹脂を押出コーティングする方法は、従来公知の方法が使用可能である。例えば片面のコーティングは、ラミネーターに横一軸延伸フィルムを供給し、例えばLDPEを押出機に供給しTダイより押し出し、溶融したLDPEは、ラミネーターに供給された横一軸延伸フィルムに流し込まれ、プレスロールによりプレスされ所望の厚みに成形され冷却ロールにより冷やされて巻き取られる。さらに他面をコーティングして両面コーティングとする為に、再度ラミネーターに供給され同様に押出コーティングされる。コーティングは片面を1回で行っても2回に分けて行っても良く、他面も同様である。2回に分けた場合はコーティング層が2層構造となり、トータルとして膜厚精度が制御しやすい。
【0025】
粘着剤層を構成するための粘着剤としては、一般的に用いられている粘着剤を適宜使用することができ、例えば、ゴム系粘着剤、アクリル系、ブチル系粘着剤等を用いることができる。又、これら粘着剤に、粘着付与剤、硬化剤等を配合することができる。
【0026】
ゴム系粘着剤のベースポリマーとしては、天然ゴム、再生ゴム、シリコーンゴム、イソプレンゴム、スチレンブタジエンゴム、ポリイソプレン、NBR、スチレンーイソプレン共重合体、スチレンーイソプレンーブタジエン共重合体などが好ましい。
【0027】
ゴム系粘着剤には、必要に応じて、架橋剤、軟化剤、充填剤、難燃剤等を添加することができる。具体的な例としては、架橋剤としてイソシアネート系架橋剤、軟化剤として液状ゴム、充填剤として炭酸カルシウム、難燃剤として水酸化マグネシウムや赤リン等の無機難燃剤等が挙げられる。
【0028】
粘着フィルムの粘着剤層を構成する粘着剤等の基材層への塗工手段は、特に限定されるものではなく、従来公知の方法が用いられ、例えばグラビアロールコーター、リバースロールコーター、キスロールコーター、ディップロールコーター、バーコーター、ナイフコーター、スプレーコーターを用いることができる。粘着剤層の乾燥後の厚さは、10〜80μm、より好ましくは15〜65μmである。前記乾燥後の厚さが10μm未満では、得られる粘着テープの粘着力が低くなる場合がある。一方、80μmを超えると、粘着剤を必要以上に厚塗りすることになる。
【0029】
本発明においてカール性とは、粘着テープを使用する際に、引き出した粘着テープが図1のように、幅方向に、内側にカールする状態をいう。カール率は、45%以下が好ましく、さらには15%以下がより好ましい。カール率が45%を超えると、粘着テープとして使用する際に、被着体に貼り付ける前に粘着面同士が貼りついてしまうなど使い勝手が悪くなる場合がある。本発明におけるカール率は、カール後の幅BをJISB7516に規定する金属製直尺で測定する。次の式(1)によって求めることができる。
((A−B)/A)×100 (1)
【実施例】
【0030】
以下に、実施例に基づいて本発明をより詳細に説明するが、本発明は実施例により限定されるものではない。
【0031】
【表1】
【0032】
【表2】
【0033】
【表3】
【0034】
表3において、「手切れ性」は、作業用手袋(軍手)を両手にはめて、どちらか片方の手で幅50mmのテープを保持して、もう片方の手でテープを引き出し、テープを保持したほうの手でテープを切断する際の評価である。テープを、温度23±2℃、湿度50±5%RHに設定された評価試験室内に20分以上静置した後、左手でテープを保持し、右手でテープを適当な長さまで引き出し、左手でテープを切断してテープの切断面の切り口の状態を、目視で判定し、次の評価基準で評価した。
良:テープ全幅(50mm)にわたって、
可:テープの幅40mm以上50mm未満で幅方向に真っ直ぐに切断できたもの
不良:テープの幅40mm未満で幅方向に真っ直ぐに切断できたもの
また、「伸び」は、前記の「手切れ性」評価での切り口の状態を、目視で判定し、次の評価基準で評価した。
良:テープが指先のひねりで容易に切断できたもの
可:テープに僅かに伸びが発生したが、切断できたもの
不良:テープに伸びが発生し、切断できなかったもの
【0035】
表3において、「カール性」は、幅をTD方向、長さをMD方向として、幅50mm×長さ200mmの短冊状に試験片を切り出し、23℃×50%RHに1時間放置後に幅BをJISB7516に規定する金属製直尺で測定する。元の幅A(50mm)との差から計算される「((A−B)/A)×100」をカール率とする。次の評価基準で評価した。
良:カール率が15%以下のもの
可:カール率が15%を超えて、45%以下のもの
不良:カール率が45%を超えるもの
【0036】
(各層の厚さ)
積層体断面を切り出し、反射光にて光学顕微鏡(例えば、オリンパス製偏光顕微鏡BX51)を用いて測定した。
【0037】
(実施例1)
(a)密度0.96g/cm3のHDPE(日本ポリエチレン社製HF562)を押出機に供給して溶融し、フィルムダイを通して押出し、成形機で冷却することにより、厚みが約200μmの未延伸シートを成形した。この未延伸シートを120℃のテンター内で8倍に横延伸し、25μm厚みの横一軸延伸フィルムを得る工程、
(b)前記の横一軸延伸フィルムをラミネーターに供給し、密度0.92g/cm3のLDPE(旭化成ケミカルズ社製LS2340)をラミネーターに供給し、該横一軸延伸フィルムの上に300℃で押出コーティングして冷却ロールにより冷却して、15μm厚みのLDPEを該横一軸延伸フィルムにコーティング層としたフィルムを巻き取る工程、
(c)(b)工程で得たフィルムを再びラミネーターに供給し、(b)工程と同様に、該フィルムの他面に前記LDPEを300℃で押出コーティングして、フィルムの他面に該LDPEを15μm厚みでコーティング層としたフィルムを得る工程、
(d)前記両面にコーティングされたフィルムの片面にコロナ放電処理をした後、コロナ放電処理面にアクリル系粘着剤を20μmの厚み(乾燥後の厚み)で塗布し、ロール状に巻回して、幅50mmに切断する工程
を順次経て粘着テープを得た。
【0038】
(実施例2)
実施例1(a)に使用する樹脂を、HDPE(日本ポリエチレン社製HF562)100質量部に対して、LDPE10質量部(日本ポリエチレン社製LF128)をドライブレンドしたものを用いた以外、実施例1と同様にして粘着テープを得た。
【0039】
(実施例3)
実施例1(b)および(c)に使用する樹脂を、LLDPE(日本ポリエチレン社製022GS)を用い、280℃で押出コーティングしてコーティング層とした以外、実施例1と同様にして粘着テープを得た。
【0040】
(実施例4)
実施例1(b)および(c)に使用する樹脂を、EVA(日本ポリエチレン社製LV362エチレン酢酸ビニル含有率10wt%)を用い、280℃で押出コーティングしてコーティング層とした以外、実施例1と同様にして粘着テープを得た。
【0041】
(実施例5)
実施例1(a)で得る横一軸延伸フィルムの厚さを22μm、(b)で得るコーティング層の厚さを20μmずつ2回に分け計40μm、(c)で得るコーティング層の厚さを1回で23μm、とした以外は実施例1と同様にして粘着テープを得た。
【0042】
(実施例6)
実施例1(a)で得る横一軸延伸フィルムの厚さを24μm、(b)で得るコーティング層の厚さを20μmずつ2回に分け計40μm、(c)で得るコーティング層の厚さを1回で21μm、とした以外は実施例1と同様にして粘着テープを得た。
【0043】
(実施例7)
実施例1(a)で得る横一軸延伸フィルムの厚さを22μm、(b)で得るコーティング層の厚さを17.5μmずつ2回に分け計35μm、(c)で得るコーティング層の厚さを18μmと25μmの2回に分け計43μm、とした以外は実施例1と同様にして粘着テープを得た。
【0044】
(実施例8)
実施例1(a)で得る横一軸延伸フィルムの厚さを22μm、(b)で得るコーティング層の厚さを20μmずつ2回に分け計40μm、(c)で得るコーティング層の厚さを18μmと20μmの2回に分け計38μm、とした以外は実施例1と同様にして粘着テープを得た。
【0045】
(実施例9)
実施例1(a)で得る横一軸延伸フィルムの厚さを24μm、(b)で得るコーティング層の厚さを17μmずつ2回に分け計34μm、(c)で得るコーティング層の厚さを17μmと25μmの2回に分け計42μm、とした以外は実施例1と同様にして粘着テープを得た。
【0046】
(実施例10)
実施例1(a)で得る横一軸延伸フィルムの厚さを24μm、(b)で得るコーティング層の厚さを12μmずつ2回に分け計24μm、(c)で得るコーティング層の厚さを12μmと25μmの2回に分け計37μm、とした以外は実施例1と同様にして粘着テープを得た。
【0047】
(比較例1)
実施例1(a)で得る横一軸延伸フィルムの厚さを18μm、(b)で得るコーティング層の厚さを18.5μmと15μmの2回に分け計33.5μm、(c)で得るコーティング層の厚さを18.5μmと15μmの2回に分け計33.5μm、とした以外は実施例1と同様にして粘着テープを得た。
【0048】
(比較例2)
実施例1(a)で得る横一軸延伸フィルムの厚さを22μm、(b)で得るコーティング層の厚さを25.5μmずつ2回に分け計51μm、(c)で得るコーティング層の厚さを1回で12μmとした以外は実施例1と同様にして粘着テープを得た。
【0049】
(比較例3)
実施例1(a)で得る横一軸延伸フィルムの厚さを18μm、(b)で得るコーティング層の厚さを18.5μmと15μmの2回に分け計33.5μm、(c)で得るコーティング層の厚さを18.5μmと30μmの2回に分け計48.5μm、とした以外は実施例1と同様にして粘着テープを得た。
【0050】
(比較例4)
実施例1(a)で得る横一軸延伸フィルムの厚さを22μm、(b)で得るコーティング層の厚さを12.5μmずつ2回に分け計25μm、(c)で得るコーティング層の厚さを18μm35μmの2回に分け計53μm、とした以外は実施例1と同様にして粘着テープを得た。
【0051】
表1〜3から明らかなように、本発明は、作業用手袋(軍手)をして片手で切断するような場合であってもテープ基材が伸びることなく切断できる、又、使用する際に、幅方向で内側にカールしにくい粘着テープを容易に得ることができる。
【産業上の利用可能性】
【0052】
本発明の積層体を用いた粘着テープは、例えば、段ボール梱包用、養生用、マスキング用、医療用、電気絶縁用の粘着テープに好適に用いることができる。
【図面の簡単な説明】
【0053】
【図1】本発明に関わる粘着テープのカール性を示す説明図である。
【符号の説明】
【0054】
A 粘着テープの幅
B 粘着テープの幅(内側にカール)
【特許請求の範囲】
【請求項1】
横一軸延伸フィルムの両面に少なくとも1層から構成されるコーティング層が積層されてなる積層体において、横一軸延伸フィルムの厚さ(A)と、コーティング層の厚さ(B)と、積層体の厚さ(C)が下記の(1)〜(3)である積層体。
(1) 横一軸延伸フィルムの厚さ(A)とコーティング層の厚さ(B)との比(A/B)が、1/2以下である。
(2) 横一軸延伸フィルムの厚さ(A)が、積層体の厚さ(C)の22%以上である。
(3) 両面のコーティング層の厚さ(B)同士の差が、20μm未満である。
【請求項2】
請求項1に記載の積層体の少なくとも片面に粘着剤層を設けた粘着テープ
【請求項3】
カール率が45%以下である請求項2に記載の粘着テープ
【請求項1】
横一軸延伸フィルムの両面に少なくとも1層から構成されるコーティング層が積層されてなる積層体において、横一軸延伸フィルムの厚さ(A)と、コーティング層の厚さ(B)と、積層体の厚さ(C)が下記の(1)〜(3)である積層体。
(1) 横一軸延伸フィルムの厚さ(A)とコーティング層の厚さ(B)との比(A/B)が、1/2以下である。
(2) 横一軸延伸フィルムの厚さ(A)が、積層体の厚さ(C)の22%以上である。
(3) 両面のコーティング層の厚さ(B)同士の差が、20μm未満である。
【請求項2】
請求項1に記載の積層体の少なくとも片面に粘着剤層を設けた粘着テープ
【請求項3】
カール率が45%以下である請求項2に記載の粘着テープ
【図1】

【公開番号】特開2010−36504(P2010−36504A)
【公開日】平成22年2月18日(2010.2.18)
【国際特許分類】
【出願番号】特願2008−203753(P2008−203753)
【出願日】平成20年8月7日(2008.8.7)
【出願人】(000003296)電気化学工業株式会社 (1,539)
【Fターム(参考)】
【公開日】平成22年2月18日(2010.2.18)
【国際特許分類】
【出願日】平成20年8月7日(2008.8.7)
【出願人】(000003296)電気化学工業株式会社 (1,539)
【Fターム(参考)】
[ Back to top ]