
積層型インダクタおよびその製造方法

【課題】高いQを得ることができる積層型インダクタを提供する。
【解決手段】35質量%〜75質量%の硼珪酸ガラスのマトリクス中に、5質量%〜40質量%のα−石英と、5質量%〜60質量%の珪酸亜鉛とが分散されており、前記硼珪酸ガラスはSiO2およびB2O3の含有率がそれぞれ、SiO2=70質量%〜90質量%、B2O3=10質量%〜30質量%である絶縁体層に、内部導体材料としてAgまたはCuまたはこれらを主成分とした金属を印刷塗布してなる複数の絶縁体シートを積層した後、該積層体を水素または窒素またはこれら両方を含む還元雰囲気中で875℃〜920℃の温度で焼成することにより、前記内部導体の周囲の絶縁体層への内部導体材料の金属成分拡散距離が10μm以上20μm以下である。
【解決手段】35質量%〜75質量%の硼珪酸ガラスのマトリクス中に、5質量%〜40質量%のα−石英と、5質量%〜60質量%の珪酸亜鉛とが分散されており、前記硼珪酸ガラスはSiO2およびB2O3の含有率がそれぞれ、SiO2=70質量%〜90質量%、B2O3=10質量%〜30質量%である絶縁体層に、内部導体材料としてAgまたはCuまたはこれらを主成分とした金属を印刷塗布してなる複数の絶縁体シートを積層した後、該積層体を水素または窒素またはこれら両方を含む還元雰囲気中で875℃〜920℃の温度で焼成することにより、前記内部導体の周囲の絶縁体層への内部導体材料の金属成分拡散距離が10μm以上20μm以下である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、積層型電子部品に関するものであり、特に絶縁体層の誘電率が低く、移動体通信機器などで使用する高周波領域での特性が良好な積層型インダクタに関する。
【背景技術】
【0002】
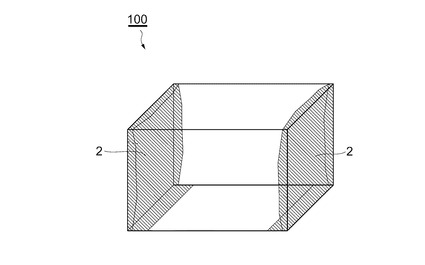
積層型インダクタに代表されるインダクタ部を有する積層型電子部品100は、積層された複数の絶縁体層と絶縁体層内に形成されたスパイラル状の内部導体を備えて積層体を構成している。積層体の両端面には引き出し電極が露出しており、この引き出し電極に電気的に接続するように図1のような外部電極を形成している。外部電極の形成は、一般的に金属成分とガラスフリットとを含む金属ペーストを積層体の両端部に塗布、乾燥、焼付けすることにより金属電極膜を形成し、続いて金属電極膜上にNiを主成分とするめっき膜を形成し、さらにその上に、Snを主成分とするめっき膜を形成することにより行なう。
【0003】
高周波用積層型インダクタの絶縁体層には、低温焼成が可能であり、高周波特性が比較的優れていることから硼珪酸ガラス系材料を選択することが特許文献1に記載されている。また、特許文献1および2には、内部導体材料としては、比抵抗率の低いAgを用いることが記載されており、焼成雰囲気は、内部導体にAg系材料を用いるため大気中で行っている。
【0004】
近年、移動体通信機器などの高周波回路基板に使用される積層型インダクタは小型化が急速に進められているが、積層型インダクタにおいてはこの小型化の流れはQ値の低下を招いている。こうしたQ値の低下に対し、特許文献3には、積層型インダクタの重要な特性であるQ値(quality factor)を向上させるため、内部導体パターン形状を工夫して、コイル内径を大きくし、Q値を向上させることが記載されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平4−7809号公報
【特許文献2】特開平10−338545号公報
【特許文献3】特開2010−165975号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1、2および3に記載された積層型電子部品には、次のような問題が生じる。大気中で焼成された内部導体材料は、焼成過程において内部導体周辺の絶縁体層に内部導体材料の金属成分が拡散することがある。このため、スパイラル状の内部導体により発生するフラックス(磁束)を阻害し、インダクタの重要な特性であるQ値(quality factor)を低下させてしまう。
【課題を解決するための手段】
【0007】
このような課題は、本発明に係る積層型インダクタを、以下の構成とすることにより解決される。すなわち、本発明に係る積層型インダクタは、硼珪酸ガラスを主成分とする絶縁体層に、内部導体としてAgまたはCuまたはこれらを主成分とする金属を含む内部導体材料を印刷塗布し、この絶縁体層を複数積層し、次いで個片に切断した積層体を得、この個片に切断した積層体を水素または窒素またはこれら両者を含む還元雰囲気中で875℃〜920℃の温度で焼成することにより、前記内部導体の周囲の絶縁体層への内部導体材料の金属成分の拡散距離が10μm以上20μm以下となるようにする。積層型インダクタをこのような構成とすることにより、インダクタの重要な特性であるQ値(quality factor)が改善される。
【発明の効果】
【0008】
本発明によれば、インダクタ部品の重要な特性であるQ値(quality factor)を向上させた積層型インダクタが提供される。
【図面の簡単な説明】
【0009】
【図1】従来技術に係る積層型インダクタの一例を示した概略構成図である。
【図2】本発明の実施形態に係る積層型インダクタの一実施形態を示した概略構成図である。
【図3】図2の積層型インダクタの製造方法の一実施形態を示した概略構成図である。
【図4】本発明の実施形態に係る焼成前の積層型インダクタの一実施例を示した概略構成図である。
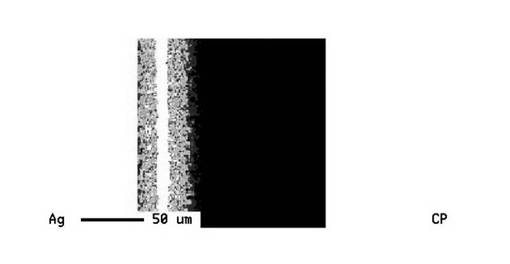
【図5】本発明の実施形態に係る内部導体材料の拡散状態を示すEPMA解析写真である。
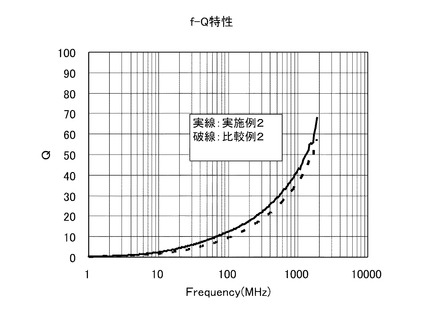
【図6】積層型インダクタのQ特性の周波数依存性を示したグラフである。
【発明を実施するための形態】
【0010】
以下、本発明を実施するための形態について、添付図面を参照しつつ詳細に説明する。なお、同一又は同等の要素については同一の符号を付し、説明が重複する場合にはその説明を省略する。
【0011】
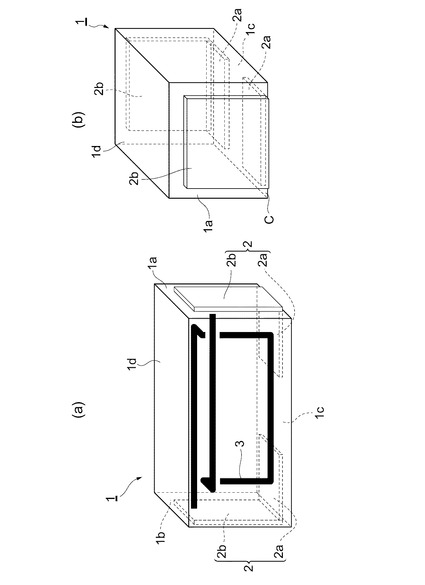
本発明の実施形態に係る積層型電子部品の一例として、積層型インダクタ1を図2に示す。図2(a)および図2(b)は、異なる角度からの積層型インダクタ1の斜視構成を示した図である。図2に示された積層型インダクタ1は、略直方体形状の外形を有し、その長手方向において対向する一対の端面1a、1bおよび実装時に基板(図示せず)に対向する底面1cを有する。なお、上記積層型インダクタ1の外形形状は略立方体形状であってもよい。この積層型インダクタ1には、内部に設けた内部電極3の両端部とおのおの電気的に接続した一対の外部電極2を有している。各外部電極2は、端面1a、1bと底面1cとで構成する角部Cを挟んで形成されており、底面1cに形成する底面部2aと、端面1a、1bに形成する端面部2bとで構成している。各外部電極2の底面部2aと端面部2bとは連続的に形成しており、それにより、各外部電極2は、角部Cを挟んで底面1cと隣り合う端面1a、1bの一部と底面1cの一部とを連続的に覆う断面L字状の端子形状となっている。すなわち、各外部電極2はL字形状に形成されている。
【0012】
次に、積層型インダクタ1を作製する手順について説明する。まず、絶縁体ペーストと導体ペーストとを用意する。
【0013】
絶縁体ペーストは、絶縁体材料(非磁性セラミック組成物)と有機ビヒクルとを混練して作製する。絶縁体材料は、非磁性セラミック組成物として、35質量%(wt%)〜75質量%(wt%)の硼珪酸系ガラス粉末のマトリクス中に、5質量%(wt%)〜40質量%(wt%)のα−石英粉末と、5質量%(wt%)〜60質量%(wt%)の珪酸亜鉛粉末とが混合・分散されており、前記硼珪酸系ガラス粉末はSiO2およびB2O3の含有率がそれぞれ、SiO2が70質量%(wt%)〜90質量%(wt%)、B2O3が10質量%(wt%)〜30質量%(wt%)のものを用いることができる。絶縁体材料としては、低誘電率化ができることから硼珪酸系ガラスが好ましいが、低温焼成が可能であることから、チタン酸系複合酸化物、ジルコン酸系複合酸化物、あるいはこれらの混合物を用いることもできる。絶縁体材料(非磁性セラミック組成物)粉末の平均粒径は特に限定されないが、通常、0.1μm〜5μm、より好ましくは、0.5μm〜3μm とすることが好ましい。有機ビヒクルには、例えば有機バインダとしてエチルセルロースを溶剤としてテルピネオールに溶解したものを用いることができる。有機バインダとしては、この他にメタクリル酸エステル重合体、アクリル酸エステル−メタクリル酸エステル共重合体、α−メチルスチレン重合体、テトラフルオロエチレン重合体等の易熱分解性の有機バインダが使用可能である。溶剤としてはアルコール、トルエン、アセトン、メチルエチルケトン、トリクロロエチレンまたはこれらの混合物や水などが使用可能である。絶縁体ペーストの、非磁性セラミック組成物に対する、有機バインダおよび溶剤の比率は特に限定されず、通常の比率、例えば、非磁性セラミック組成物100質量部に対し有機バインダは5質量部〜15質量部程度、溶剤は100質量部〜200質量部程度とすればよい。より具体的には、例えば、非磁性セラミック組成物100質量部に対し、有機バインダとしてエチルセルロース10質量部、溶剤としてテルピネオール140質量部とすることができる。この非磁性セラミック組成物と、有機バインダおよび溶剤とをライカイ機で3時間混練し、絶縁体ペーストを得る。
【0014】
導体ペーストとして、Ag電極の場合、Ag粉末(平均粒径1.0μm〜2.5μm)と有機ビヒクルとを、質量比80:20〜90:10の割合で混合させ導体ペーストとすることができる。Cu電極の場合、Cu粉末(平均粒径0.2μm〜0.5μm)と有機ビヒクルとを、質量比80:20〜90:10の割合で混合させ導体ペーストとすることができる。ここで、Ag粉末、Cu粉末それぞれの平均粒径は、市販のレーザー回折式粒度分布測定装置を用い、累積50%粒子径を平均粒径とした。
【0015】
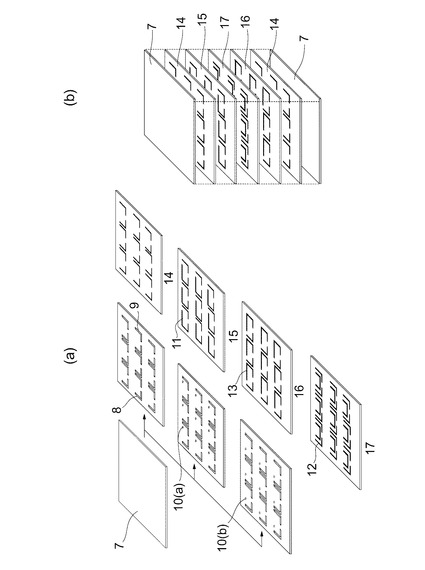
図3(a)に示すように、PET(ポリエチレンテレフタレート)フィルム上に絶縁体ペーストを塗布してシート化し、絶縁体シート7を複数枚用意する。次に、絶縁体シート7を用いて、内部導体材料を印刷塗布した絶縁体シート14、15、16、17を作製する。まず、絶縁体シート7にL字状貫通孔8、9を形成し、これらL字状貫通孔8、9に導体ペーストを印刷充填して絶縁体シート14を作製する。次に、他の絶縁体シート7にL字状貫通孔8、9と貫通ビアホール10(a)とを形成し、これらL字状貫通孔8、9と貫通ビアホール10(a)に導体ペーストを印刷充填するとともに、引き出し電極パターン11を印刷形成して絶縁体シート15を作製する。なお、貫通ビアホール10(a)は、コイルパターン12を層間で連結させるためのものである。また、他の絶縁体シート7にL字状貫通孔8、9を形成し、これらL字状貫通孔8、9に導体ペーストで印刷充填するとともに引き出し電極パターン13を印刷形成して絶縁体シート16を作製する。さらに、上記絶縁体シート14に貫通ビアホール10(b)を形成し、この貫通ビアホール10(b)を導体ペーストで印刷充填するとともにコイルパターン12を印刷形成した絶縁体シート17を作製する。なお、図示するように、各絶縁体シート14、15、16、17には、複数のL字状貫通孔、複数の貫通ビアホール、複数の引き出し電極パターン、複数のコイルパターンを、複数個の積層型インダクタを同時に作製するように形成する。
【0016】
次に、図3(b)に示すように、各絶縁体シート7、14、15、16、17をコイルパターン12、引き出し電極パターン11、13が連結するように適宜積層し、プレスすることで、グリーン積層型インダクタ基板を作製する。このグリーン積層型インダクタ基板を、製品ごとになるように個片に切断することでグリーン積層型インダクタを得る。
【0017】
なお、図2に示された内部導体3によるコイルの巻き数が1回であるが、インダクタンス値に応じ、複数回の巻き数とする構成としても構わない。また、絶縁体シート上に形成するコイルパターン12もこれに限定するものではない。貫通ビアホール10(a)、10(b)の位置も巻き数に応じてコイルパターン12の周回上であればこれに限定するものではない。
【0018】
(グリーン積層型インダクタの製造方法)
以下では、各絶縁体シートの製造方法について詳しく説明する。
【0019】
積層型インダクタの作製に用いられる上述の絶縁体シート7は、まず、ドクターブレード法などによってPETフィルム上に絶縁体ペーストを塗布形成し、乾燥して絶縁体シートとする。絶縁体シート7の非磁性セラミック組成物は、硼珪酸系ガラスガラスで構成する。絶縁体シート7の厚みは5μm〜40μm程度として複数枚作製する。絶縁体シート14は、絶縁体シート7にレーザー加工などにより、外部電極形成用のL字状貫通孔8、9を形成し、これらのL字状貫通孔8、9を導体ペーストで充填する。そして乾燥工程を経て絶縁体シート14とする。
【0020】
絶縁体シート15は、絶縁体シート14にレーザー加工などにより、コイルパターン12と連結させるための貫通ビアホール10(a)を形成し、導体ペーストを充填する。そして乾燥工程を経て、コイルパターン12を外部に入出力するための引き出し電極パターン11を形成する。引き出し電極パターン11は、導体ペーストをスクリーン印刷などにより形成し、絶縁体シート15を作製する。なお、上記貫通ビアホール10(a)と引き出し電極パターン11の形成は、それぞれ印刷工程を分けて実施しているが、1回の印刷で同時に形成しても構わない。
【0021】
絶縁体シート16は、絶縁体シート14にコイルパターンを外部に入出力するための引き出し電極パターン13を形成する。引き出し電極パターン13は、導体ペーストをスクリーン印刷などで形成することによって得ることができる。
【0022】
このとき、外部電極用の導体ペーストを充填したL字状貫通孔8と引き出し電極パターン11とは電気的に接続されている。また、外部電極用の導体ペーストを充填したL字状貫通孔9と引き出し電極パターン13とは電気的に接続されている。
【0023】
なお、導体ペーストを充填した貫通ビアホール10(a)、10(b)と引き出し電極パターン11、13とコイルパターン12とは、各絶縁体シートにおいて、1回の工程で同時に形成してもよく、または、複数回の工程に分けて形成してもよい。また、本実施形態の引き出し電極パターン11、13とコイルパターン12の厚みは12μm程度としている。
【0024】
上記のL字状貫通孔8、9や貫通ビアホール10(a)、10(b)の形成方法としては、レーザー加工のほかにドリル加工、メカパンチング加工など、最適な工法で実施すればよい。導体ペーストの導体材料として、本実施形態ではAgまたはCuを用いているが、この他にこれらを主成分とする金属であれば良く、一例としてそれらを1つ以上含む合金が挙げられる。ただしこれに限定するものではない。
【0025】
さらに導体ペーストを充填したL字状貫通孔8、9の幅についても特に限定はされず、コイルパターン12の外径サイズに適宜対応した幅であれば、特に限定されない。
【0026】
絶縁体シート17は、上述のように絶縁体シート14を加工することに代えて、絶縁体シート7に、L字状貫通孔8、9およびレーザー加工などによりコイルパターン12を連結させるための貫通ビアホール10(b)を形成する。これらの貫通ビアホール10(b)に導体ペーストを充填する。次いで、コイルパターン12を印刷することによって絶縁体シート17としている。コイルパターン12としては、1種類以上から構成するものとし、コイルの巻き数(インダクタンス値)によって適宜変更できる。これに伴い、貫通ビアホール10(b)の位置は、巻き数に応じてコイルパターン12の周回上で適宜変更する。上記コイルパターン12は、L字状貫通孔8、9および貫通ビアホール10(b)を導体ペーストで充填するときに、同時に印刷によって形成しても構わない。
【0027】
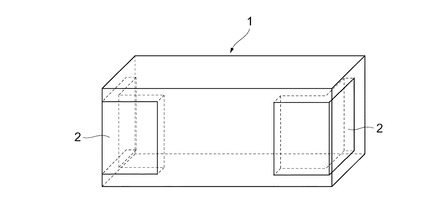
上述のとおりに準備した各絶縁体シート7、14、15、16、17をPETフィルムから剥離し、図3(b)のような構成で、剥離積層工法や熱圧着積層工法によって積層し、さらに一軸加圧工程(たとえば、40℃、100N/mm2、30秒保持)を経て、グリーン積層型インダクタ基板を形成する。グリーン積層型インダクタ基板は、ダイシングソーまたは押し切り切断機などにより、L字状貫通孔8、9に充填した導体材料が切断面に露出するようにしながら製品ごとに個片に切断して、グリーン積層型インダクタを得る(図4参照)。グリーン積層型インダクタの外部電極2は、積層体内部に埋もれた構造となり、かつ、積層体表面に、断面L字状の構造として露出している。
【0028】
上記グリーン積層型インダクタは、固化乾燥(110℃〜150℃)後に面取り加工する。例えば、バレル研磨を施し、積層体の角に曲率半径rの曲面Rを形成する。バレル研磨としては、バレル漕中にグリーン積層型インダクタ1、研磨用メディア、研磨液等を入れ、回転、振動などにより、相対運動を生じさせることで上記グリーン積層型インダクタを研磨加工できる。研磨用メディアは必ずしも入れる必要はなく、研磨液についても特に制限されないが、グリーン積層型インダクタに含まれるバインダに対して難溶である水等を用いてもよい。
【0029】
(焼成と電極めっき処理)
次いでバレル研磨したグリーン積層型インダクタを、還元雰囲気焼成する。例えば、φ100mmの管状炉内に挿入し、還元雰囲気として窒素ガスを2リットル/分、水素ガスを0.2リットル/分の流量で流入する。焼成プロファイルを、常温から400℃までの昇温速度を2.0℃/分とし、400℃から焼成温度までの昇温速度を3.3℃/分とし、焼成温度で2時間保持する。焼成温度は、875℃〜920℃の範囲の温度とするとよい。焼成の後、例えば個片形状が縦1.0mm×横0.5mm×厚み0.5mm形状(以下、1005形状という)の積層型インダクタを得る。実施形態における焼成温度の下限値を確認するため、焼成温度870℃、および860℃で焼成した積層型インダクタも作製する。実施形態における焼成温度の上限値を確認するため、焼成温度として930℃で焼成した積層型インダクタも作製する。また、焼成雰囲気の比較用として、内部導体がAg導体で作製されたグリーン積層型インダクタについて、φ100mmの管状炉にて大気雰囲気で860℃〜900℃の温度範囲において焼成し、積層型インダクタ1を得る。
【0030】
さらに上記焼成した積層型インダクタ1は、端部に無電解めっき、もしくは電気めっきをする。例えば、外部電極2上に5μm厚さのCuめっき層を形成する。さらに、前記Cuめっき層の上に、はんだ食われを防止するためNiめっき層を2μm形成し、次いで、はんだ付け性を高めるためにSnめっき層を4μm形成する。
【0031】
以上の説明では、外部電極2がL字状の端子形状に形成したものを積層型インダクタ1として例示したが、このL字状端子を外部電極とすることにより、積層インダクタを実装基板上に実装するに際し、積層インダクタの底面もしくは上面を実装基板に対向させて実装することが可能となり、実装時の素子搭載自由度が向上する。先に述べた内部導体のコイル軸が、実装面に対して平行でありかつ、前記積層体の対向する端面に形成した一対の外部電極の対向方向に対して垂直となるように構成(実装)すればよい(図2参照)。例えば、図1に示すような5面端子である外部電極を備えた積層型インダクタ、即ち、外部電極が対向する2つの端面と、それぞれの端面に隣接する4つの面の端部に回りこむように形成された積層型インダクタにも適用でき、同様の効果を得ることができる。
【実施例】
【0032】
絶縁体ペーストの非磁性セラミック組成物には硼珪酸系ガラスとして、SiO2:80質量%(wt%)、B2O3:18質量%(wt%)、K2O:2質量%(wt%)を含む粉末65質量%(wt%)、Zn2SiO4(珪酸亜鉛)粉末15質量%(wt%)、α−石英粉末20質量%(wt%)含むものを用いた。また、各粉末はそれぞれ平均粒径が硼珪酸ガラス:1.2μm、Zn2SiO4(珪酸亜鉛):0.5μm、α−石英:0.7μmのものを用いた。導体ペーストとして、Ag電極の場合、Ag粉末(平均粒径2.0μm)と有機ビヒクルとを、質量比85:15の割合で混合させ導体ペーストとし、Cu電極の場合、Cu粉末(平均粒径0.3μm)と有機ビヒクルとを、質量比80:20の割合で混合させ導体ペーストとし、前記実施形態に示した製造方法に従いグリーン積層型インダクタを用意した。
【0033】
(評価方法)
グリーン積層型インダクタの焼成温度、内部導体材料、並びに焼成雰囲気別にQ値および内部導体材料の金属成分の拡散距離を測定した。なお、Q値の評価はインピーダンスアナライザを用い、1GHzでのQ値が40以上を「○」、40より小さいものを「×」と判定した。高周波対応可能なインダクタとして、1GHzでのQ値が40以上の特性を要求されることが多いことからQ値40を判定基準とした。焼結性評価の基準は、焼結による収縮率が15%以上を「○」、焼結による収縮率が15%未満を「×」とした。内部導体材料の金属成分の拡散距離の測定は、以下によって行った。積層型インダクタのスパイラル状の内部導体で形成したコイルの中心軸に平行に(絶縁体シートに垂直に)切断して断面を得た。この断面を電子線マイクロアナライザー(EPMA)により、1μm当たりの電子線照射条件を加速電圧が15.0kV、照射電流が0.1μA、測定時間が30msecとして分析を行った。実施例3の解析例を図5に示す。このときの内部導体材料の金属成分濃度が1質量%(wt%)以上となっている領域の内部導体と絶縁体との界面からの距離を測定した。これらの測定結果は、5個の個片のそれぞれに対して5ヶ所の断面を測定した平均値とし、表1にまとめて示す。
【0034】
【表1】

【0035】
実施例2と比較例2の結果(焼成温度880℃、内部導体材料Ag)から、1005形状の積層型インダクタの場合、大気雰囲気焼成に対し還元雰囲気焼成では内部導体材料の金属成分拡散距離が短く、かつQ値が高いことがわかる。このときのQ値の周波数特性を図6に示す。比較例5に示すように、還元雰囲気焼成においても、焼成温度が930℃以上になると内部導体材料の金属成分拡散距離が長くなり、かつQ特性も低下する。また、比較例4に示すように、還元雰囲気焼成においても、焼成温度が870℃以下になると内部導体材料の金属成分拡散距離が短くなりこの点では好ましいが、内部導体材料の焼結性が不十分となり連結性が悪くなる(導電性が低くなる)。このため直流重畳抵抗Rdcが高くなりQ値が低くなる。また、絶縁体材料が未焼結状態であることからインダクタの抗折強度不足やめっき液進入の原因となる。これらから還元雰囲気における焼成温度は875℃から920℃が好ましい範囲であることが分かる。
【0036】
次いで、実施例5に示すように、内部導体材料をCuで作製した場合も還元雰囲気焼成することで、Q値が高いことが確認でき、かつ内部導体材料の金属成分拡散距離も短いことがわかった。なお、Cuは極めて酸化しやすいので、製造の際に焼成工程を酸化雰囲気で行うと、Cu酸化物を生じて体積が膨張し、クラックが発生してしまうという問題がある。
【0037】
このように本実施形態で製造された積層型インダクタの内部導体は、還元雰囲気焼成中において内部導体材料電極の金属成分が絶縁体側へ拡散することを抑制できる。さらに詳しくは、絶縁体内への内部導体材料の金属成分拡散距離が10μm〜20μmとなる構成とするように焼成することで、Q値が高くかつ焼結状態が良好な積層型インダクタを提供できる。絶縁体内への内部導体材料の金属成分拡散距離をこの範囲とすることで、スパイラル状の内部導体により発生するフラックス(磁束)を阻害することを抑えられるのでQ特性が向上する。
【産業上の利用可能性】
【0038】
スパイラル状の内部導体により発生するフラックスを阻害することを抑えられることから積層体内にスパイラル状の内部導体を備える積層型LCフィルタなどの積層型電子部品においても利用の可能性がある。
【符号の説明】
【0039】
1…積層型インダクタ、1a、1b…端面、1c…底面、1d…頂面、2…外部電極、2a…底面部、2b…端面部、3…内部導体、7…絶縁体シート、8、9…L字状貫通孔、14、15、16、17…絶縁体シート
【技術分野】
【0001】
本発明は、積層型電子部品に関するものであり、特に絶縁体層の誘電率が低く、移動体通信機器などで使用する高周波領域での特性が良好な積層型インダクタに関する。
【背景技術】
【0002】
積層型インダクタに代表されるインダクタ部を有する積層型電子部品100は、積層された複数の絶縁体層と絶縁体層内に形成されたスパイラル状の内部導体を備えて積層体を構成している。積層体の両端面には引き出し電極が露出しており、この引き出し電極に電気的に接続するように図1のような外部電極を形成している。外部電極の形成は、一般的に金属成分とガラスフリットとを含む金属ペーストを積層体の両端部に塗布、乾燥、焼付けすることにより金属電極膜を形成し、続いて金属電極膜上にNiを主成分とするめっき膜を形成し、さらにその上に、Snを主成分とするめっき膜を形成することにより行なう。
【0003】
高周波用積層型インダクタの絶縁体層には、低温焼成が可能であり、高周波特性が比較的優れていることから硼珪酸ガラス系材料を選択することが特許文献1に記載されている。また、特許文献1および2には、内部導体材料としては、比抵抗率の低いAgを用いることが記載されており、焼成雰囲気は、内部導体にAg系材料を用いるため大気中で行っている。
【0004】
近年、移動体通信機器などの高周波回路基板に使用される積層型インダクタは小型化が急速に進められているが、積層型インダクタにおいてはこの小型化の流れはQ値の低下を招いている。こうしたQ値の低下に対し、特許文献3には、積層型インダクタの重要な特性であるQ値(quality factor)を向上させるため、内部導体パターン形状を工夫して、コイル内径を大きくし、Q値を向上させることが記載されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平4−7809号公報
【特許文献2】特開平10−338545号公報
【特許文献3】特開2010−165975号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1、2および3に記載された積層型電子部品には、次のような問題が生じる。大気中で焼成された内部導体材料は、焼成過程において内部導体周辺の絶縁体層に内部導体材料の金属成分が拡散することがある。このため、スパイラル状の内部導体により発生するフラックス(磁束)を阻害し、インダクタの重要な特性であるQ値(quality factor)を低下させてしまう。
【課題を解決するための手段】
【0007】
このような課題は、本発明に係る積層型インダクタを、以下の構成とすることにより解決される。すなわち、本発明に係る積層型インダクタは、硼珪酸ガラスを主成分とする絶縁体層に、内部導体としてAgまたはCuまたはこれらを主成分とする金属を含む内部導体材料を印刷塗布し、この絶縁体層を複数積層し、次いで個片に切断した積層体を得、この個片に切断した積層体を水素または窒素またはこれら両者を含む還元雰囲気中で875℃〜920℃の温度で焼成することにより、前記内部導体の周囲の絶縁体層への内部導体材料の金属成分の拡散距離が10μm以上20μm以下となるようにする。積層型インダクタをこのような構成とすることにより、インダクタの重要な特性であるQ値(quality factor)が改善される。
【発明の効果】
【0008】
本発明によれば、インダクタ部品の重要な特性であるQ値(quality factor)を向上させた積層型インダクタが提供される。
【図面の簡単な説明】
【0009】
【図1】従来技術に係る積層型インダクタの一例を示した概略構成図である。
【図2】本発明の実施形態に係る積層型インダクタの一実施形態を示した概略構成図である。
【図3】図2の積層型インダクタの製造方法の一実施形態を示した概略構成図である。
【図4】本発明の実施形態に係る焼成前の積層型インダクタの一実施例を示した概略構成図である。
【図5】本発明の実施形態に係る内部導体材料の拡散状態を示すEPMA解析写真である。
【図6】積層型インダクタのQ特性の周波数依存性を示したグラフである。
【発明を実施するための形態】
【0010】
以下、本発明を実施するための形態について、添付図面を参照しつつ詳細に説明する。なお、同一又は同等の要素については同一の符号を付し、説明が重複する場合にはその説明を省略する。
【0011】
本発明の実施形態に係る積層型電子部品の一例として、積層型インダクタ1を図2に示す。図2(a)および図2(b)は、異なる角度からの積層型インダクタ1の斜視構成を示した図である。図2に示された積層型インダクタ1は、略直方体形状の外形を有し、その長手方向において対向する一対の端面1a、1bおよび実装時に基板(図示せず)に対向する底面1cを有する。なお、上記積層型インダクタ1の外形形状は略立方体形状であってもよい。この積層型インダクタ1には、内部に設けた内部電極3の両端部とおのおの電気的に接続した一対の外部電極2を有している。各外部電極2は、端面1a、1bと底面1cとで構成する角部Cを挟んで形成されており、底面1cに形成する底面部2aと、端面1a、1bに形成する端面部2bとで構成している。各外部電極2の底面部2aと端面部2bとは連続的に形成しており、それにより、各外部電極2は、角部Cを挟んで底面1cと隣り合う端面1a、1bの一部と底面1cの一部とを連続的に覆う断面L字状の端子形状となっている。すなわち、各外部電極2はL字形状に形成されている。
【0012】
次に、積層型インダクタ1を作製する手順について説明する。まず、絶縁体ペーストと導体ペーストとを用意する。
【0013】
絶縁体ペーストは、絶縁体材料(非磁性セラミック組成物)と有機ビヒクルとを混練して作製する。絶縁体材料は、非磁性セラミック組成物として、35質量%(wt%)〜75質量%(wt%)の硼珪酸系ガラス粉末のマトリクス中に、5質量%(wt%)〜40質量%(wt%)のα−石英粉末と、5質量%(wt%)〜60質量%(wt%)の珪酸亜鉛粉末とが混合・分散されており、前記硼珪酸系ガラス粉末はSiO2およびB2O3の含有率がそれぞれ、SiO2が70質量%(wt%)〜90質量%(wt%)、B2O3が10質量%(wt%)〜30質量%(wt%)のものを用いることができる。絶縁体材料としては、低誘電率化ができることから硼珪酸系ガラスが好ましいが、低温焼成が可能であることから、チタン酸系複合酸化物、ジルコン酸系複合酸化物、あるいはこれらの混合物を用いることもできる。絶縁体材料(非磁性セラミック組成物)粉末の平均粒径は特に限定されないが、通常、0.1μm〜5μm、より好ましくは、0.5μm〜3μm とすることが好ましい。有機ビヒクルには、例えば有機バインダとしてエチルセルロースを溶剤としてテルピネオールに溶解したものを用いることができる。有機バインダとしては、この他にメタクリル酸エステル重合体、アクリル酸エステル−メタクリル酸エステル共重合体、α−メチルスチレン重合体、テトラフルオロエチレン重合体等の易熱分解性の有機バインダが使用可能である。溶剤としてはアルコール、トルエン、アセトン、メチルエチルケトン、トリクロロエチレンまたはこれらの混合物や水などが使用可能である。絶縁体ペーストの、非磁性セラミック組成物に対する、有機バインダおよび溶剤の比率は特に限定されず、通常の比率、例えば、非磁性セラミック組成物100質量部に対し有機バインダは5質量部〜15質量部程度、溶剤は100質量部〜200質量部程度とすればよい。より具体的には、例えば、非磁性セラミック組成物100質量部に対し、有機バインダとしてエチルセルロース10質量部、溶剤としてテルピネオール140質量部とすることができる。この非磁性セラミック組成物と、有機バインダおよび溶剤とをライカイ機で3時間混練し、絶縁体ペーストを得る。
【0014】
導体ペーストとして、Ag電極の場合、Ag粉末(平均粒径1.0μm〜2.5μm)と有機ビヒクルとを、質量比80:20〜90:10の割合で混合させ導体ペーストとすることができる。Cu電極の場合、Cu粉末(平均粒径0.2μm〜0.5μm)と有機ビヒクルとを、質量比80:20〜90:10の割合で混合させ導体ペーストとすることができる。ここで、Ag粉末、Cu粉末それぞれの平均粒径は、市販のレーザー回折式粒度分布測定装置を用い、累積50%粒子径を平均粒径とした。
【0015】
図3(a)に示すように、PET(ポリエチレンテレフタレート)フィルム上に絶縁体ペーストを塗布してシート化し、絶縁体シート7を複数枚用意する。次に、絶縁体シート7を用いて、内部導体材料を印刷塗布した絶縁体シート14、15、16、17を作製する。まず、絶縁体シート7にL字状貫通孔8、9を形成し、これらL字状貫通孔8、9に導体ペーストを印刷充填して絶縁体シート14を作製する。次に、他の絶縁体シート7にL字状貫通孔8、9と貫通ビアホール10(a)とを形成し、これらL字状貫通孔8、9と貫通ビアホール10(a)に導体ペーストを印刷充填するとともに、引き出し電極パターン11を印刷形成して絶縁体シート15を作製する。なお、貫通ビアホール10(a)は、コイルパターン12を層間で連結させるためのものである。また、他の絶縁体シート7にL字状貫通孔8、9を形成し、これらL字状貫通孔8、9に導体ペーストで印刷充填するとともに引き出し電極パターン13を印刷形成して絶縁体シート16を作製する。さらに、上記絶縁体シート14に貫通ビアホール10(b)を形成し、この貫通ビアホール10(b)を導体ペーストで印刷充填するとともにコイルパターン12を印刷形成した絶縁体シート17を作製する。なお、図示するように、各絶縁体シート14、15、16、17には、複数のL字状貫通孔、複数の貫通ビアホール、複数の引き出し電極パターン、複数のコイルパターンを、複数個の積層型インダクタを同時に作製するように形成する。
【0016】
次に、図3(b)に示すように、各絶縁体シート7、14、15、16、17をコイルパターン12、引き出し電極パターン11、13が連結するように適宜積層し、プレスすることで、グリーン積層型インダクタ基板を作製する。このグリーン積層型インダクタ基板を、製品ごとになるように個片に切断することでグリーン積層型インダクタを得る。
【0017】
なお、図2に示された内部導体3によるコイルの巻き数が1回であるが、インダクタンス値に応じ、複数回の巻き数とする構成としても構わない。また、絶縁体シート上に形成するコイルパターン12もこれに限定するものではない。貫通ビアホール10(a)、10(b)の位置も巻き数に応じてコイルパターン12の周回上であればこれに限定するものではない。
【0018】
(グリーン積層型インダクタの製造方法)
以下では、各絶縁体シートの製造方法について詳しく説明する。
【0019】
積層型インダクタの作製に用いられる上述の絶縁体シート7は、まず、ドクターブレード法などによってPETフィルム上に絶縁体ペーストを塗布形成し、乾燥して絶縁体シートとする。絶縁体シート7の非磁性セラミック組成物は、硼珪酸系ガラスガラスで構成する。絶縁体シート7の厚みは5μm〜40μm程度として複数枚作製する。絶縁体シート14は、絶縁体シート7にレーザー加工などにより、外部電極形成用のL字状貫通孔8、9を形成し、これらのL字状貫通孔8、9を導体ペーストで充填する。そして乾燥工程を経て絶縁体シート14とする。
【0020】
絶縁体シート15は、絶縁体シート14にレーザー加工などにより、コイルパターン12と連結させるための貫通ビアホール10(a)を形成し、導体ペーストを充填する。そして乾燥工程を経て、コイルパターン12を外部に入出力するための引き出し電極パターン11を形成する。引き出し電極パターン11は、導体ペーストをスクリーン印刷などにより形成し、絶縁体シート15を作製する。なお、上記貫通ビアホール10(a)と引き出し電極パターン11の形成は、それぞれ印刷工程を分けて実施しているが、1回の印刷で同時に形成しても構わない。
【0021】
絶縁体シート16は、絶縁体シート14にコイルパターンを外部に入出力するための引き出し電極パターン13を形成する。引き出し電極パターン13は、導体ペーストをスクリーン印刷などで形成することによって得ることができる。
【0022】
このとき、外部電極用の導体ペーストを充填したL字状貫通孔8と引き出し電極パターン11とは電気的に接続されている。また、外部電極用の導体ペーストを充填したL字状貫通孔9と引き出し電極パターン13とは電気的に接続されている。
【0023】
なお、導体ペーストを充填した貫通ビアホール10(a)、10(b)と引き出し電極パターン11、13とコイルパターン12とは、各絶縁体シートにおいて、1回の工程で同時に形成してもよく、または、複数回の工程に分けて形成してもよい。また、本実施形態の引き出し電極パターン11、13とコイルパターン12の厚みは12μm程度としている。
【0024】
上記のL字状貫通孔8、9や貫通ビアホール10(a)、10(b)の形成方法としては、レーザー加工のほかにドリル加工、メカパンチング加工など、最適な工法で実施すればよい。導体ペーストの導体材料として、本実施形態ではAgまたはCuを用いているが、この他にこれらを主成分とする金属であれば良く、一例としてそれらを1つ以上含む合金が挙げられる。ただしこれに限定するものではない。
【0025】
さらに導体ペーストを充填したL字状貫通孔8、9の幅についても特に限定はされず、コイルパターン12の外径サイズに適宜対応した幅であれば、特に限定されない。
【0026】
絶縁体シート17は、上述のように絶縁体シート14を加工することに代えて、絶縁体シート7に、L字状貫通孔8、9およびレーザー加工などによりコイルパターン12を連結させるための貫通ビアホール10(b)を形成する。これらの貫通ビアホール10(b)に導体ペーストを充填する。次いで、コイルパターン12を印刷することによって絶縁体シート17としている。コイルパターン12としては、1種類以上から構成するものとし、コイルの巻き数(インダクタンス値)によって適宜変更できる。これに伴い、貫通ビアホール10(b)の位置は、巻き数に応じてコイルパターン12の周回上で適宜変更する。上記コイルパターン12は、L字状貫通孔8、9および貫通ビアホール10(b)を導体ペーストで充填するときに、同時に印刷によって形成しても構わない。
【0027】
上述のとおりに準備した各絶縁体シート7、14、15、16、17をPETフィルムから剥離し、図3(b)のような構成で、剥離積層工法や熱圧着積層工法によって積層し、さらに一軸加圧工程(たとえば、40℃、100N/mm2、30秒保持)を経て、グリーン積層型インダクタ基板を形成する。グリーン積層型インダクタ基板は、ダイシングソーまたは押し切り切断機などにより、L字状貫通孔8、9に充填した導体材料が切断面に露出するようにしながら製品ごとに個片に切断して、グリーン積層型インダクタを得る(図4参照)。グリーン積層型インダクタの外部電極2は、積層体内部に埋もれた構造となり、かつ、積層体表面に、断面L字状の構造として露出している。
【0028】
上記グリーン積層型インダクタは、固化乾燥(110℃〜150℃)後に面取り加工する。例えば、バレル研磨を施し、積層体の角に曲率半径rの曲面Rを形成する。バレル研磨としては、バレル漕中にグリーン積層型インダクタ1、研磨用メディア、研磨液等を入れ、回転、振動などにより、相対運動を生じさせることで上記グリーン積層型インダクタを研磨加工できる。研磨用メディアは必ずしも入れる必要はなく、研磨液についても特に制限されないが、グリーン積層型インダクタに含まれるバインダに対して難溶である水等を用いてもよい。
【0029】
(焼成と電極めっき処理)
次いでバレル研磨したグリーン積層型インダクタを、還元雰囲気焼成する。例えば、φ100mmの管状炉内に挿入し、還元雰囲気として窒素ガスを2リットル/分、水素ガスを0.2リットル/分の流量で流入する。焼成プロファイルを、常温から400℃までの昇温速度を2.0℃/分とし、400℃から焼成温度までの昇温速度を3.3℃/分とし、焼成温度で2時間保持する。焼成温度は、875℃〜920℃の範囲の温度とするとよい。焼成の後、例えば個片形状が縦1.0mm×横0.5mm×厚み0.5mm形状(以下、1005形状という)の積層型インダクタを得る。実施形態における焼成温度の下限値を確認するため、焼成温度870℃、および860℃で焼成した積層型インダクタも作製する。実施形態における焼成温度の上限値を確認するため、焼成温度として930℃で焼成した積層型インダクタも作製する。また、焼成雰囲気の比較用として、内部導体がAg導体で作製されたグリーン積層型インダクタについて、φ100mmの管状炉にて大気雰囲気で860℃〜900℃の温度範囲において焼成し、積層型インダクタ1を得る。
【0030】
さらに上記焼成した積層型インダクタ1は、端部に無電解めっき、もしくは電気めっきをする。例えば、外部電極2上に5μm厚さのCuめっき層を形成する。さらに、前記Cuめっき層の上に、はんだ食われを防止するためNiめっき層を2μm形成し、次いで、はんだ付け性を高めるためにSnめっき層を4μm形成する。
【0031】
以上の説明では、外部電極2がL字状の端子形状に形成したものを積層型インダクタ1として例示したが、このL字状端子を外部電極とすることにより、積層インダクタを実装基板上に実装するに際し、積層インダクタの底面もしくは上面を実装基板に対向させて実装することが可能となり、実装時の素子搭載自由度が向上する。先に述べた内部導体のコイル軸が、実装面に対して平行でありかつ、前記積層体の対向する端面に形成した一対の外部電極の対向方向に対して垂直となるように構成(実装)すればよい(図2参照)。例えば、図1に示すような5面端子である外部電極を備えた積層型インダクタ、即ち、外部電極が対向する2つの端面と、それぞれの端面に隣接する4つの面の端部に回りこむように形成された積層型インダクタにも適用でき、同様の効果を得ることができる。
【実施例】
【0032】
絶縁体ペーストの非磁性セラミック組成物には硼珪酸系ガラスとして、SiO2:80質量%(wt%)、B2O3:18質量%(wt%)、K2O:2質量%(wt%)を含む粉末65質量%(wt%)、Zn2SiO4(珪酸亜鉛)粉末15質量%(wt%)、α−石英粉末20質量%(wt%)含むものを用いた。また、各粉末はそれぞれ平均粒径が硼珪酸ガラス:1.2μm、Zn2SiO4(珪酸亜鉛):0.5μm、α−石英:0.7μmのものを用いた。導体ペーストとして、Ag電極の場合、Ag粉末(平均粒径2.0μm)と有機ビヒクルとを、質量比85:15の割合で混合させ導体ペーストとし、Cu電極の場合、Cu粉末(平均粒径0.3μm)と有機ビヒクルとを、質量比80:20の割合で混合させ導体ペーストとし、前記実施形態に示した製造方法に従いグリーン積層型インダクタを用意した。
【0033】
(評価方法)
グリーン積層型インダクタの焼成温度、内部導体材料、並びに焼成雰囲気別にQ値および内部導体材料の金属成分の拡散距離を測定した。なお、Q値の評価はインピーダンスアナライザを用い、1GHzでのQ値が40以上を「○」、40より小さいものを「×」と判定した。高周波対応可能なインダクタとして、1GHzでのQ値が40以上の特性を要求されることが多いことからQ値40を判定基準とした。焼結性評価の基準は、焼結による収縮率が15%以上を「○」、焼結による収縮率が15%未満を「×」とした。内部導体材料の金属成分の拡散距離の測定は、以下によって行った。積層型インダクタのスパイラル状の内部導体で形成したコイルの中心軸に平行に(絶縁体シートに垂直に)切断して断面を得た。この断面を電子線マイクロアナライザー(EPMA)により、1μm当たりの電子線照射条件を加速電圧が15.0kV、照射電流が0.1μA、測定時間が30msecとして分析を行った。実施例3の解析例を図5に示す。このときの内部導体材料の金属成分濃度が1質量%(wt%)以上となっている領域の内部導体と絶縁体との界面からの距離を測定した。これらの測定結果は、5個の個片のそれぞれに対して5ヶ所の断面を測定した平均値とし、表1にまとめて示す。
【0034】
【表1】
【0035】
実施例2と比較例2の結果(焼成温度880℃、内部導体材料Ag)から、1005形状の積層型インダクタの場合、大気雰囲気焼成に対し還元雰囲気焼成では内部導体材料の金属成分拡散距離が短く、かつQ値が高いことがわかる。このときのQ値の周波数特性を図6に示す。比較例5に示すように、還元雰囲気焼成においても、焼成温度が930℃以上になると内部導体材料の金属成分拡散距離が長くなり、かつQ特性も低下する。また、比較例4に示すように、還元雰囲気焼成においても、焼成温度が870℃以下になると内部導体材料の金属成分拡散距離が短くなりこの点では好ましいが、内部導体材料の焼結性が不十分となり連結性が悪くなる(導電性が低くなる)。このため直流重畳抵抗Rdcが高くなりQ値が低くなる。また、絶縁体材料が未焼結状態であることからインダクタの抗折強度不足やめっき液進入の原因となる。これらから還元雰囲気における焼成温度は875℃から920℃が好ましい範囲であることが分かる。
【0036】
次いで、実施例5に示すように、内部導体材料をCuで作製した場合も還元雰囲気焼成することで、Q値が高いことが確認でき、かつ内部導体材料の金属成分拡散距離も短いことがわかった。なお、Cuは極めて酸化しやすいので、製造の際に焼成工程を酸化雰囲気で行うと、Cu酸化物を生じて体積が膨張し、クラックが発生してしまうという問題がある。
【0037】
このように本実施形態で製造された積層型インダクタの内部導体は、還元雰囲気焼成中において内部導体材料電極の金属成分が絶縁体側へ拡散することを抑制できる。さらに詳しくは、絶縁体内への内部導体材料の金属成分拡散距離が10μm〜20μmとなる構成とするように焼成することで、Q値が高くかつ焼結状態が良好な積層型インダクタを提供できる。絶縁体内への内部導体材料の金属成分拡散距離をこの範囲とすることで、スパイラル状の内部導体により発生するフラックス(磁束)を阻害することを抑えられるのでQ特性が向上する。
【産業上の利用可能性】
【0038】
スパイラル状の内部導体により発生するフラックスを阻害することを抑えられることから積層体内にスパイラル状の内部導体を備える積層型LCフィルタなどの積層型電子部品においても利用の可能性がある。
【符号の説明】
【0039】
1…積層型インダクタ、1a、1b…端面、1c…底面、1d…頂面、2…外部電極、2a…底面部、2b…端面部、3…内部導体、7…絶縁体シート、8、9…L字状貫通孔、14、15、16、17…絶縁体シート
【特許請求の範囲】
【請求項1】
硼珪酸ガラスを主成分とする絶縁体内に、内部導体がスパイラル状に積層されており、前記絶縁体内への内部導体材料の金属成分拡散距離が10μm〜20μmであることを特徴とする積層型インダクタ。
【請求項2】
前記内部導体材料がAgまたはCuまたはこれらを主成分とする金属である請求項1記載の積層型インダクタ。
【請求項3】
硼珪酸ガラスを主成分とする絶縁体内に、AgまたはCuまたはこれらを主成分とする金属である内部導体がスパイラル状に積層されているグリーン積層型インダクタを、水素または窒素またはこれら両者を含む還元雰囲気中で875℃〜920℃の温度範囲で焼成することを特徴とする積層型インダクタの製造方法。
【請求項1】
硼珪酸ガラスを主成分とする絶縁体内に、内部導体がスパイラル状に積層されており、前記絶縁体内への内部導体材料の金属成分拡散距離が10μm〜20μmであることを特徴とする積層型インダクタ。
【請求項2】
前記内部導体材料がAgまたはCuまたはこれらを主成分とする金属である請求項1記載の積層型インダクタ。
【請求項3】
硼珪酸ガラスを主成分とする絶縁体内に、AgまたはCuまたはこれらを主成分とする金属である内部導体がスパイラル状に積層されているグリーン積層型インダクタを、水素または窒素またはこれら両者を含む還元雰囲気中で875℃〜920℃の温度範囲で焼成することを特徴とする積層型インダクタの製造方法。
【図1】

【図2】
【図3】
【図4】
【図6】
【図5】
【図2】
【図3】
【図4】
【図6】
【図5】
【公開番号】特開2013−98350(P2013−98350A)
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願番号】特願2011−239843(P2011−239843)
【出願日】平成23年11月1日(2011.11.1)
【出願人】(000003067)TDK株式会社 (7,238)
【Fターム(参考)】
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願日】平成23年11月1日(2011.11.1)
【出願人】(000003067)TDK株式会社 (7,238)
【Fターム(参考)】
[ Back to top ]