
積層塗膜形成方法
【課題】積層塗膜の形成において、良好な塗膜仕上がり性を得ながら、ベース塗料の溶剤使用量の増大を抑えつつ、省エネを図る。
【解決手段】被塗物1の電着塗膜2の上に、ポリオール樹脂及び硬化剤を含有する溶剤型ベース塗料を塗布し、その上にポリオール樹脂及びイソシアネートを含有する2液ウレタンクリヤ塗料をウェットオンウェットで塗布してベース塗膜3及びクリヤ塗膜4を形成し、ベース塗膜3及びクリヤ塗膜4を同時に焼付け硬化させる複層塗膜形成方法において、溶剤型ベース塗料のポリオール樹脂として、分子中心部から放射状に延びた3以上の分岐を有し、質量平均分子量が6000以上であるものを用いる。
【解決手段】被塗物1の電着塗膜2の上に、ポリオール樹脂及び硬化剤を含有する溶剤型ベース塗料を塗布し、その上にポリオール樹脂及びイソシアネートを含有する2液ウレタンクリヤ塗料をウェットオンウェットで塗布してベース塗膜3及びクリヤ塗膜4を形成し、ベース塗膜3及びクリヤ塗膜4を同時に焼付け硬化させる複層塗膜形成方法において、溶剤型ベース塗料のポリオール樹脂として、分子中心部から放射状に延びた3以上の分岐を有し、質量平均分子量が6000以上であるものを用いる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、積層塗膜形成方法に関する。
【背景技術】
【0002】
自動車の車体塗装では、従来より、下塗り塗装(電着塗装)、中塗り塗装、上塗り塗装(ベース塗装及びクリヤ塗装)の順で行なわれ、その中塗り塗装及びベース塗装には溶剤型塗料が採用されてきた。ベース塗装及びクリヤ塗装はウェットオンウエットで行なわれているが、電着、中塗り及び上塗りの各工程毎に塗膜の焼付け硬化を行なう必要がある。これに対して、特許文献1には、中塗り塗装、ベース塗装及びクリヤ塗装を順次ウェットオンウエットで行なうこと、つまり、中塗り後の焼付けを省略することにより、省エネを図ることが記載されている。
【0003】
また、上記ベース塗装に関しては、近年、環境への負荷軽減(有機溶剤の使用量削減)の観点から、溶剤型ベース塗料から水性ベース塗料への転換も行なわれている。例えば、特許文献2には、ベース塗装に水性塗料を採用すること、また、その水性ベース塗装を第1層及び第2層の二層とし、第1層の紫外線透過率を下げることにより、中塗り塗装を省略することが記載されている。しかし、水性ベース塗料の場合、ウェットオンウェットでのクリヤ塗装のために、ベース塗装後に水分を除去する予備乾燥工程や、ベース塗膜の乾燥状態を制御する空調設備が必要になる。そのため、中塗りを省略したとしても、省エネの観点からはそれほど効果的ではない。
【0004】
また、特許文献3には、自動車の上塗り塗装(ベース及びクリヤのウェットオンウェット塗装)に関し、クリヤ塗料に低分子量のポリオールを使用すると、ベース塗膜層とクリヤ塗膜層の混層により、仕上がり外観が不十分になること、その解決のために、特定の水酸基価及び数平均分子量のポリオールとポリイソシアネートとを含有するクリヤ塗料を用いることが記載されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2007−75791号公報
【特許文献2】特表2008−529766号公報
【特許文献3】特開2009−149825号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上述の積層塗膜の形成において、省エネの観点からは、中塗り塗装を省略できるようにすること、そして、ベース塗料を溶剤型として上記予備乾燥工程や空調設備を不要にすることが有効である。しかし、中塗り塗膜は外力に対する衝撃緩和の役割を有し、これを省くと、耐チッピング性(飛び石に対する塗膜の耐剥離性)が低下する。
【0007】
その対策として、本発明では、クリヤ塗装に衝撃吸収性が高い2液ウレタンクリヤ塗料を採用するようにした。その場合に問題になったのが、ウェットオンウェットで塗装されたクリヤ塗膜からベース塗膜へのイソシアネート(硬化剤)の移行である。すなわち、クリヤ塗膜からイソシアネートの一部がベース塗膜に移行してきた場合、加熱焼付け時に、ベース塗膜の硬化速度にバラツキを生じてしまう。つまり、ベース塗膜では、クリヤ塗膜から移行してくるイソシアネートによりベース塗膜表面側が内部よりも先に低い温度から硬化し始める。続いて内部の硬化が始まり、ポリオールと硬化剤(メラミン樹脂及びブロックイソシアネート樹脂の少なくとも一方)との反応で生じるアルコール及びブロック剤の少なくとも一方の脱離によってベース塗膜が収縮するため、ベース塗膜表面に微小な凹凸が生じて仕上がり性(特に塗膜表面の艶)が低下するという問題である。
【0008】
本発明者の研究によれば、上記クリヤ塗膜からベース塗膜へのイソシアネートの移行は、クリヤ塗料の有機溶剤がベース塗膜のポリオール樹脂を部分的に溶かすことによって進行していく現象であることがわかった。そして、ベース塗膜のポリオール樹脂の分子量を大きくすると、上記イソシアネートの移行が抑制され、仕上がり性の低下が避けられることがわかった。
【0009】
しかし、ポリオール樹脂の分子量を大きくすると、長い分子鎖同士の絡み合いにより、ベース塗料の粘度が増大するため、良好な塗装性を確保するためには溶剤量を多くする必要がある。それは環境への負荷の増大に繋がる。
【0010】
そこで、本発明は、良好な塗膜仕上がり性を得ながら、ベース塗料の溶剤使用量の増大を抑えつつ、省エネを図ることを課題とする。
【課題を解決するための手段】
【0011】
本発明者は、上記課題を解決するために、溶剤型ベース塗料に、分子中心部から複数の分岐が放射状に延びている構造をポリオール樹脂を採用した。
【0012】
すなわち、本発明は、電着塗膜が形成された被塗物の該電着塗膜の上に、ポリオール樹脂及び該ポリオール樹脂の水酸基と反応する硬化剤を含有する溶剤型ベース塗料を塗布し、その上にポリオール樹脂及びイソシアネートを含有する2液ウレタンクリヤ塗料をウェットオンウェットで塗布することによりベース塗膜及びクリヤ塗膜を形成し、該ベース塗膜及びクリヤ塗膜を同時に焼付け硬化させる複層塗膜形成方法において、上記溶剤型ベース塗料のポリオール樹脂として、分子中心部から放射状に延びた3以上の分岐を有し、質量平均分子量が6000以上であるものを用いることを特徴とする。
【0013】
本発明の場合、上記溶剤型ベース塗料に含まれるポリオール樹脂の質量平均分子量が6000以上であるから、クリヤ塗膜中の有機溶剤によってベース塗膜のポリオール樹脂が多少溶解するとしても、クリヤ塗膜からベース塗膜へのイソシアネートの移行は少なくなる。従って、ベース塗膜の硬化速度(タイミング)にバラツキを生ずることに起因する仕上がり性の低下が避けられる。上記質量平均分子量は6000以上30000以下とすることが好ましい。これにより、クリヤ塗料のイソシアネートのベース塗膜への移行抑制を確実なものにする上で有利になる。
【0014】
そうして、上記ポリオール樹脂は、放射状分岐構造を有するから、長い分子鎖のポリオール樹脂とは違って、分子同士の絡み合いが少なくなる。従って、クリヤ塗料の有機溶剤によるベース塗膜のポリオール樹脂の溶解を抑えるべく、ベース塗料のポリオール樹脂に高分子量のものを採用しても、該塗料の粘度の大きな上昇は招かず、溶剤量が増大することを避けることができる。また、2液ウレタンクリヤ塗料の採用により、中塗り塗装を省略することが可能になり(中塗りのための溶剤も不要になり)、さらに、ベース塗料を溶剤型としたから、水性ベース塗料とは違って、予備乾燥工程や空調設備は不要であり、省エネの点から有利になる。
【0015】
上記被塗物としては、例えば自動車の車体があり、その他の被塗物にも本発明は適用することができる。
【発明の効果】
【0016】
以上のように、本発明によれば、被塗物の電着塗膜の上に、ポリオール樹脂及び該ポリオール樹脂の水酸基と反応する硬化剤を含有する溶剤型ベース塗料を塗布し、その上にポリオール樹脂及びイソシアネートを含有する2液ウレタンクリヤ塗料をウェットオンウェットで塗布することによりベース塗膜及びクリヤ塗膜を形成し、該ベース塗膜及びクリヤ塗膜を同時に焼付け硬化させる複層塗膜形成方法において、ベース塗料のポリオール樹脂として、分子中心部から放射状に延びた3以上の分岐を有し、質量平均分子量が6000以上であるものを用いるから、ベース塗料の溶剤使用量の増大を抑えつつ、クリヤ塗膜からベース塗膜へのイソシアネートの移行を抑制することができ、良好な塗膜仕上がり性を得ながら、省エネを図る上で有利になる。
【図面の簡単な説明】
【0017】
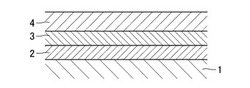
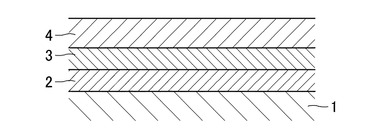
【図1】本発明の実施形態に係る塗膜構成を示す断面図である。
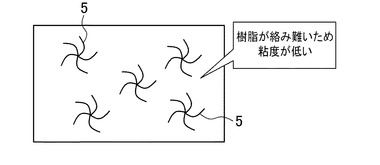
【図2】星型ポリオール樹脂同士の絡み合いが少ないことを模式的に示す本発明例の説明図である。
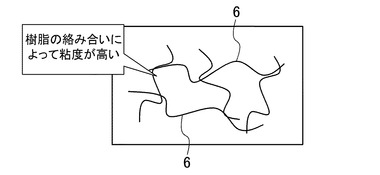
【図3】樹脂同士が絡み合っている状態を模式的に示す比較例の説明図である。
【発明を実施するための形態】
【0018】
以下、本発明を実施するための形態を図面に基づいて説明する。尚、以下の好ましい実施形態の説明は、本質的に例示に過ぎず、本発明、その適用物或いはその用途を制限することを意図するものではない。
【0019】
図1は本発明に係る積層塗膜構成を示す。同図において、1は鋼製の被塗物であり、その上に電着塗膜2が形成され、その上にベース塗膜3が形成され、その上にクリヤ塗膜4が形成されている。ベース塗膜3は、ポリオール樹脂及び該ポリオール樹脂の水酸基と反応する硬化剤を含有する溶剤型ベース塗料の塗布によって形成されている。クリヤ塗膜4は、ポリオール樹脂及びイソシアネートを含有する2液ウレタンクリヤ塗料の塗布によって形成されている。ベース塗膜3及びクリヤ塗膜4は、ベース塗膜3の上にクリヤ塗料をウェットオンウェットで塗布し、同時に焼付け硬化させて形成されている。
【0020】
<積層塗膜形成方法>
本発明の積層塗膜形成方法では、まず、リン酸亜鉛処理した自動車車体などの被塗物1に電着塗装を行ない、焼付け乾燥処理を施して電着塗膜2を形成する。この電着塗膜2の上に溶剤型ベース塗料を塗装してベース塗膜3を形成する。次いで、ベース塗膜3の上にウェットオンウェットにて2液ウレタンクリヤ塗料を塗装してクリヤ塗膜4を形成する。このクリヤ塗装においては、ベース塗膜3に塗着したときの2液ウレタンクリヤ塗料の溶剤量が20質量%以下になるようにする。そして、ベース塗膜3及びクリヤ塗膜4を同時に焼付け硬化させる。
【0021】
−電着塗装について−
被塗物1をカチオン電着塗料に浸漬し、被塗物1を陰極、電着槽内の極板を陽極として、この間に直流電流を流すことで被塗物1に電着塗膜2を析出形成することができる。カチオン電着塗料は、カチオン性エポキシ樹脂、硬化剤及び顔料や添加剤を含んでいる。
【0022】
カチオン性エポキシ樹脂には、アミンで変性されたエポキシ樹脂が含まれる。エポキシ樹脂としては、ポリエステルポリオール、ポリエーテルポリオール、及びアルキルフェノールのような樹脂で変性したもの、また、エポキシ樹脂の鎖長を延長したものを用いることができる。
【0023】
硬化剤としては、ポリイソシアネートをブロック剤でブロックして得られたブロックポリイソシアネートを用いることができる。ポリイソシアネートとしては、脂肪族系、脂環式系、芳香族−脂肪族系等のうちのいずれのものであってもよい。
【0024】
硬化剤の量は、一般にカチオン性エポキシ樹脂の硬化剤に対する固形分重量比で表して一般に80/20〜50/50の範囲が好ましく、カチオン性エポキシ樹脂と硬化剤の量は、一般に、電着塗料組成物の全固形分の30〜80重量%の範囲が好ましい。
【0025】
電着塗料は着色剤として一般に顔料を含有する。着色顔料の例としては、酸化チタン、カーボンブラック及び酸化鉄、体質顔料の例としては、カオリン、タルク、ケイ酸アルミニウム、炭酸カルシウム、マイカ及びクレー、防錆顔料の例としては、リン酸亜鉛、リン酸鉄、リン酸アルミニウム、リン酸カルシウム、酸化亜鉛、トリポリリン酸アルミニウム、モリブデン酸亜鉛、モリブデン酸アルミニウム、及びモリブデン酸カルシウム等が挙げられる。顔料の量は、電着塗料組成物の全固形分の10〜30重量%の範囲とすることができる。
【0026】
−ベース塗装について−
上記カチオン電着塗装・焼付け乾燥処理後、その電着塗膜2の上に、溶剤型ベース塗料をエアスプレー塗装、エアレススプレー塗装、回転霧化塗装、カーテンコート塗装などにより塗装する。塗装の際、静電印加を行ってもよい。
【0027】
ベース塗料は、上記ポリオール樹脂及びこれと反応する硬化剤を含有する。ポリオール樹脂としては、分子中心部から放射状に延びた3以上の分岐を有し、質量平均分子量が6000以上であるものを採用する。そのようなポリオール樹脂は通常は星型と呼ばれる。ここで言う「星型」には、分岐した部分から更に分岐した部分を有する形態のスターバースト型と呼ばれる構造のものも含む。星型ポリオール樹脂は、例えば、1分子中に3〜6個の水酸基を有するポリオールとカプロラクトンとの反応によって得ることができる。そのいくつかの例を示すと次のとおりである。各化学式中のl〜qは10以上の整数であることが好ましい。
【0028】
【化1】

【0029】
【化2】
【0030】
【化3】
【0031】
化1は分岐数3の星型ポリエステルポリオール樹脂であり、化2は分岐数4の星型ポリエステルポリオール樹脂であり、化3は分岐数6の星型ポリエステルポリオール樹脂である。
【0032】
上記星型ポリオール樹脂としては、上記ポリエステルポリオールに限らず、ポリエーテルポリオール等であってもよい。また、上記星型ポリオール樹脂と他のポリオール樹脂とを混合して用いることができ、或いは、上記星型ポリオール樹脂と他の塗膜形成樹脂とを混合して用いることができる。
【0033】
硬化剤としては、例えばメラミン樹脂、アミノ樹脂、イソシアネート系硬化剤などが挙げられる。
【0034】
有機溶剤の例としては、炭化水素系溶剤、エステル系溶剤、ケトン系溶剤、アルコール系溶剤、エーテル系溶剤、芳香族石油系溶剤等が挙げられる。
【0035】
ベース塗料には、必要に応じて、顔料類、非水分散樹脂、ポリマー微粒子、硬化触媒、紫外線吸収剤、光安定剤、塗面調整剤、酸化防止剤、流動性調整剤、ワックス等を適宜含有することができる。
【0036】
ベース塗膜3の乾燥膜厚は、例えば10μm以上35μm以下に設定することができ、好ましくは15μm以上25μm以下である。ベース塗膜3の膜厚が厚くなると、鮮映性が低下したり、塗膜にムラまたは流れが生じることがあり、その膜厚が薄くなると、下地隠蔽性が不充分となり、膜切れ(塗膜が不連続な状態)が生じることがあるため、いずれも好ましくない。
【0037】
−クリヤ塗装−
2液ウレタンクリヤ塗料を、ベース塗膜3の上に、エアレススプレー、エアスプレー、回転霧化塗装機などにより塗装する。塗装の際、静電印加を行ってもよい。
【0038】
2液ウレタンクリヤ塗料は、ポリオール樹脂及び硬化剤としてのイソシアネートを含有する。例えば、水酸基含有アクリル樹脂及びポリイソシアネート化合物を含有する。水酸基含有アクリル樹脂の例としては、水酸基含有重合性不飽和モノマー、或いは他の重合性不飽和モノマーが挙げられ、水酸基含有重合性不飽和モノマーの例としては、多価アルコールとアクリル酸又はメタクリル酸とのモノエステル化物、該多価アルコールとアクリル酸又はメタクリル酸とのモノエステル化物にε−カプロラクトンを開環重合した化合物等が挙げられ、その他の重合性不飽和モノマーとしては、アクリル酸又はメタクリル酸のアルキルエステル、カルボキシル基含有重合性不飽和モノマー、アミノアルキルアクリレート、アミノアルキルメタアクリレート、アクリルアミド、メタアクリルアミド又はその誘導体、第4級アンモニウム塩基含有モノマー、多ビニル化合物、紫外線吸収性もしくは紫外線安定性重合性不飽和モノマーなどが挙げられる。
【0039】
ポリイソシアネート化合物の例としては、脂肪族ジイソシアネート類、環状脂肪族ジイソシアネート類、芳香族ジイソシアネート類、有機ポリイソシアネートそれ自体、有機ポリイソシアネート同士の環化重合体、イソシアネート・ビウレット体等が挙げられる。
【0040】
有機溶剤の例としては、炭化水素系溶剤、エステル系溶剤、ケトン系溶剤、アルコール系溶剤、エーテル系溶剤、芳香族石油系溶剤等が挙げられる。
【0041】
クリヤ塗料には、必要に応じて、顔料類、非水分散樹脂、ポリマー微粒子、硬化触媒、紫外線吸収剤、光安定剤、塗面調整剤、酸化防止剤、流動性調整剤、ワックス等を適宜含有することができる。
【0042】
上記ベース塗膜3及びクリヤ塗膜の同時焼付け硬化に関し、その焼付け温度は例えば60℃〜140℃、焼付け時間は例えば10分〜40分とすればよい。
【0043】
<実施例及び比較例>
−ベース塗料用星型ポリオール樹脂の調製−
攪拌装置、温度計、冷却管及び窒素ガス導入口を備えた四つ口フラスコに、トリメチロールプロパン13.4部及びε−カプロラクトン638.4部を仕込み(なお、「部」は「質量部」を意味する。以下、同じ。)、170℃で8時間反応させて、分岐数3、質量平均分子量6518、水酸基価26の星型ポリオール樹脂Aを得た。また、トリメチロールプロパンに代えてペンタエリスリトール又はジペンタエリスリトールを採用し、同様の方法で表1に示す星型ポリオール樹脂B〜Fを得た。分岐数3の樹脂Aの化学構造は化1のとおりであり、分岐数4の樹脂B,C,Fの化学構造は化2のとおりであり、分岐数6の樹脂D,Eの化学構造は化3のとおりである。
【0044】
【表1】
【0045】
−ベース塗料用アクリル樹脂の調製−
攪拌装置、温度計、冷却管及び窒素ガス導入口を備えた四つ口フラスコに、キシレン85部及び酢酸ブチル25部を仕込み、125℃に昇温し、同温度にてモノマーと重合開始剤とを含むモノマー混合物(スチレン30部、n−ブチルメタクリレート40部、2−エチルヘキシルメタクリレート10部、2−ヒドロキシエチルメタクリレート18部、アクリル酸2部及びt−ブチルパーオキシ−2−エチルヘキサノエート10部)を4時間かけて滴下した。その滴下が終了した後、125℃の温度に約3時間保持して、表2に示す質量平均分子量6200、固形分50質量%のアクリル樹脂Gを得た。また、同様の方法で、質量平均分子量9000のアクリル樹脂Hを得た。樹脂溶液はエバポレータで脱溶剤した。
【0046】
【表2】
【0047】
−ベース塗料の調製−
表1,2に示す樹脂A〜H各々に、メラミン樹脂(三井東圧化学社製メラミン系硬化剤ユーバン20SE:固形分60質量%)、アルミペースト(顔料)、ドデシルベンゼンスルホン酸を加えて攪拌し、さらに混合溶剤(キシレン:酢酸エチル=1:1(質量比))を加えて、No.4フォードカップで15秒/20℃の粘度になるように希釈調整した表3の各塗料A〜Hを得た。
【0048】
−試験片の作製−
ダル鋼板にカチオン電着塗料PN−1020(日本ペイント社製)を乾燥膜厚20μmとなるように塗装し、その電着塗膜を160℃で30分間焼付けて硬化させた。この電着塗膜上にベース塗料(A〜H)を乾燥膜厚が15μmとなるようにエアスプレー塗装してベース塗膜を形成した。5分間の室温放置後、ベース塗膜の上にKINO#6800(関西ペイント社製2液ウレタンクリヤ塗料)を乾燥膜厚が30μmとなるようにエアスプレー塗装してクリヤ塗膜を形成した(ウェットオンウェット)。10分間の室温放置後、ベース塗膜及びクリヤ塗膜を140℃で30分間焼付けて硬化させた。以上により、表3に示す実施例及び比較例の試験片を得た。
【0049】
【表3】
【0050】
−塗膜評価−
実施例及び比較例各々のベース塗膜・クリヤ塗膜焼付け硬化後の塗膜仕上がり性を調べた。すなわち、BYK-Gardner社製WaveScan DOI(商品名)を用い、試験片を垂直にして塗装したときの塗膜表面のうねりの程度を構造スペクトルWa(0.1〜0.3mm)及びWd(3.0〜10.0mm)で測定した。その結果を表3に示す。測定値Waは塗膜の艶感を表している。Wdは塗膜の平滑性を表している。測定値Wa,Wdは共に数値が小さいほど仕上がり性が良好であるということができる。
【0051】
表3によれば、実施例(塗料A〜E)はいずれもWa値及びWd値が小さく、塗膜の仕上がり性が良好であることがわかる。また、実施例の各塗料はNo.4フォードカップで15秒/20℃の塗料粘度での固形分の割合が多く、当該粘度にするための溶剤使用量が少なくて済んでいることがわかる。これに対して、塗料F(比較例)ではWa値が実施例の塗料B,Cの場合よりも大きくなっている(仕上がり性が悪い)。塗料Fは、塗料B,Cと同じく分岐数4の星型ポリオール樹脂を用いているが、その質量平均分子量が小さいためと認められる。塗料G,H(比較例)では、塗膜の仕上がり性は良好であるが、固形分の割合が少なく、溶剤使用量が多くなっている。
【0052】
すなわち、実施例の場合は、ベース塗膜3のポリオール樹脂の分子量が大きいため、クリヤ塗膜4の溶剤によるポリオール樹脂の溶解があまり進まない。そのため、クリヤ塗膜4のイソシアネートのベース塗膜側への移行が抑制され、ベース塗膜全体が一様に硬化していき、仕上がり性が良好になっているものと認められる。そして、図2に示すように、ベース塗料に星型ポリオール樹脂5を使用しているため、樹脂同士の絡み合いがあまりなく、そのため、その分子量が比較的大きいにも拘わらず、塗料粘度の調整に必要な溶剤量は少なくなっていると認められる。
【0053】
これに対して、比較例の塗料G,Hの場合、図3に示すように、そのアクリル樹脂6は直鎖状に長く延びているため、分子量を大きくすれば、クリヤ塗膜からベース塗膜側へのイソシアネートの移行が抑制されるものの、樹脂同士が絡み合って塗料粘度が高くなり易く、塗料粘度の調整に必要な溶剤量が多くなっていると認められる。
【符号の説明】
【0054】
1 被塗物
2 電着塗膜
3 ベース塗膜
4 クリヤ塗膜
5 星型ポリオール樹脂
6 アクリル樹脂
【技術分野】
【0001】
本発明は、積層塗膜形成方法に関する。
【背景技術】
【0002】
自動車の車体塗装では、従来より、下塗り塗装(電着塗装)、中塗り塗装、上塗り塗装(ベース塗装及びクリヤ塗装)の順で行なわれ、その中塗り塗装及びベース塗装には溶剤型塗料が採用されてきた。ベース塗装及びクリヤ塗装はウェットオンウエットで行なわれているが、電着、中塗り及び上塗りの各工程毎に塗膜の焼付け硬化を行なう必要がある。これに対して、特許文献1には、中塗り塗装、ベース塗装及びクリヤ塗装を順次ウェットオンウエットで行なうこと、つまり、中塗り後の焼付けを省略することにより、省エネを図ることが記載されている。
【0003】
また、上記ベース塗装に関しては、近年、環境への負荷軽減(有機溶剤の使用量削減)の観点から、溶剤型ベース塗料から水性ベース塗料への転換も行なわれている。例えば、特許文献2には、ベース塗装に水性塗料を採用すること、また、その水性ベース塗装を第1層及び第2層の二層とし、第1層の紫外線透過率を下げることにより、中塗り塗装を省略することが記載されている。しかし、水性ベース塗料の場合、ウェットオンウェットでのクリヤ塗装のために、ベース塗装後に水分を除去する予備乾燥工程や、ベース塗膜の乾燥状態を制御する空調設備が必要になる。そのため、中塗りを省略したとしても、省エネの観点からはそれほど効果的ではない。
【0004】
また、特許文献3には、自動車の上塗り塗装(ベース及びクリヤのウェットオンウェット塗装)に関し、クリヤ塗料に低分子量のポリオールを使用すると、ベース塗膜層とクリヤ塗膜層の混層により、仕上がり外観が不十分になること、その解決のために、特定の水酸基価及び数平均分子量のポリオールとポリイソシアネートとを含有するクリヤ塗料を用いることが記載されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2007−75791号公報
【特許文献2】特表2008−529766号公報
【特許文献3】特開2009−149825号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上述の積層塗膜の形成において、省エネの観点からは、中塗り塗装を省略できるようにすること、そして、ベース塗料を溶剤型として上記予備乾燥工程や空調設備を不要にすることが有効である。しかし、中塗り塗膜は外力に対する衝撃緩和の役割を有し、これを省くと、耐チッピング性(飛び石に対する塗膜の耐剥離性)が低下する。
【0007】
その対策として、本発明では、クリヤ塗装に衝撃吸収性が高い2液ウレタンクリヤ塗料を採用するようにした。その場合に問題になったのが、ウェットオンウェットで塗装されたクリヤ塗膜からベース塗膜へのイソシアネート(硬化剤)の移行である。すなわち、クリヤ塗膜からイソシアネートの一部がベース塗膜に移行してきた場合、加熱焼付け時に、ベース塗膜の硬化速度にバラツキを生じてしまう。つまり、ベース塗膜では、クリヤ塗膜から移行してくるイソシアネートによりベース塗膜表面側が内部よりも先に低い温度から硬化し始める。続いて内部の硬化が始まり、ポリオールと硬化剤(メラミン樹脂及びブロックイソシアネート樹脂の少なくとも一方)との反応で生じるアルコール及びブロック剤の少なくとも一方の脱離によってベース塗膜が収縮するため、ベース塗膜表面に微小な凹凸が生じて仕上がり性(特に塗膜表面の艶)が低下するという問題である。
【0008】
本発明者の研究によれば、上記クリヤ塗膜からベース塗膜へのイソシアネートの移行は、クリヤ塗料の有機溶剤がベース塗膜のポリオール樹脂を部分的に溶かすことによって進行していく現象であることがわかった。そして、ベース塗膜のポリオール樹脂の分子量を大きくすると、上記イソシアネートの移行が抑制され、仕上がり性の低下が避けられることがわかった。
【0009】
しかし、ポリオール樹脂の分子量を大きくすると、長い分子鎖同士の絡み合いにより、ベース塗料の粘度が増大するため、良好な塗装性を確保するためには溶剤量を多くする必要がある。それは環境への負荷の増大に繋がる。
【0010】
そこで、本発明は、良好な塗膜仕上がり性を得ながら、ベース塗料の溶剤使用量の増大を抑えつつ、省エネを図ることを課題とする。
【課題を解決するための手段】
【0011】
本発明者は、上記課題を解決するために、溶剤型ベース塗料に、分子中心部から複数の分岐が放射状に延びている構造をポリオール樹脂を採用した。
【0012】
すなわち、本発明は、電着塗膜が形成された被塗物の該電着塗膜の上に、ポリオール樹脂及び該ポリオール樹脂の水酸基と反応する硬化剤を含有する溶剤型ベース塗料を塗布し、その上にポリオール樹脂及びイソシアネートを含有する2液ウレタンクリヤ塗料をウェットオンウェットで塗布することによりベース塗膜及びクリヤ塗膜を形成し、該ベース塗膜及びクリヤ塗膜を同時に焼付け硬化させる複層塗膜形成方法において、上記溶剤型ベース塗料のポリオール樹脂として、分子中心部から放射状に延びた3以上の分岐を有し、質量平均分子量が6000以上であるものを用いることを特徴とする。
【0013】
本発明の場合、上記溶剤型ベース塗料に含まれるポリオール樹脂の質量平均分子量が6000以上であるから、クリヤ塗膜中の有機溶剤によってベース塗膜のポリオール樹脂が多少溶解するとしても、クリヤ塗膜からベース塗膜へのイソシアネートの移行は少なくなる。従って、ベース塗膜の硬化速度(タイミング)にバラツキを生ずることに起因する仕上がり性の低下が避けられる。上記質量平均分子量は6000以上30000以下とすることが好ましい。これにより、クリヤ塗料のイソシアネートのベース塗膜への移行抑制を確実なものにする上で有利になる。
【0014】
そうして、上記ポリオール樹脂は、放射状分岐構造を有するから、長い分子鎖のポリオール樹脂とは違って、分子同士の絡み合いが少なくなる。従って、クリヤ塗料の有機溶剤によるベース塗膜のポリオール樹脂の溶解を抑えるべく、ベース塗料のポリオール樹脂に高分子量のものを採用しても、該塗料の粘度の大きな上昇は招かず、溶剤量が増大することを避けることができる。また、2液ウレタンクリヤ塗料の採用により、中塗り塗装を省略することが可能になり(中塗りのための溶剤も不要になり)、さらに、ベース塗料を溶剤型としたから、水性ベース塗料とは違って、予備乾燥工程や空調設備は不要であり、省エネの点から有利になる。
【0015】
上記被塗物としては、例えば自動車の車体があり、その他の被塗物にも本発明は適用することができる。
【発明の効果】
【0016】
以上のように、本発明によれば、被塗物の電着塗膜の上に、ポリオール樹脂及び該ポリオール樹脂の水酸基と反応する硬化剤を含有する溶剤型ベース塗料を塗布し、その上にポリオール樹脂及びイソシアネートを含有する2液ウレタンクリヤ塗料をウェットオンウェットで塗布することによりベース塗膜及びクリヤ塗膜を形成し、該ベース塗膜及びクリヤ塗膜を同時に焼付け硬化させる複層塗膜形成方法において、ベース塗料のポリオール樹脂として、分子中心部から放射状に延びた3以上の分岐を有し、質量平均分子量が6000以上であるものを用いるから、ベース塗料の溶剤使用量の増大を抑えつつ、クリヤ塗膜からベース塗膜へのイソシアネートの移行を抑制することができ、良好な塗膜仕上がり性を得ながら、省エネを図る上で有利になる。
【図面の簡単な説明】
【0017】
【図1】本発明の実施形態に係る塗膜構成を示す断面図である。
【図2】星型ポリオール樹脂同士の絡み合いが少ないことを模式的に示す本発明例の説明図である。
【図3】樹脂同士が絡み合っている状態を模式的に示す比較例の説明図である。
【発明を実施するための形態】
【0018】
以下、本発明を実施するための形態を図面に基づいて説明する。尚、以下の好ましい実施形態の説明は、本質的に例示に過ぎず、本発明、その適用物或いはその用途を制限することを意図するものではない。
【0019】
図1は本発明に係る積層塗膜構成を示す。同図において、1は鋼製の被塗物であり、その上に電着塗膜2が形成され、その上にベース塗膜3が形成され、その上にクリヤ塗膜4が形成されている。ベース塗膜3は、ポリオール樹脂及び該ポリオール樹脂の水酸基と反応する硬化剤を含有する溶剤型ベース塗料の塗布によって形成されている。クリヤ塗膜4は、ポリオール樹脂及びイソシアネートを含有する2液ウレタンクリヤ塗料の塗布によって形成されている。ベース塗膜3及びクリヤ塗膜4は、ベース塗膜3の上にクリヤ塗料をウェットオンウェットで塗布し、同時に焼付け硬化させて形成されている。
【0020】
<積層塗膜形成方法>
本発明の積層塗膜形成方法では、まず、リン酸亜鉛処理した自動車車体などの被塗物1に電着塗装を行ない、焼付け乾燥処理を施して電着塗膜2を形成する。この電着塗膜2の上に溶剤型ベース塗料を塗装してベース塗膜3を形成する。次いで、ベース塗膜3の上にウェットオンウェットにて2液ウレタンクリヤ塗料を塗装してクリヤ塗膜4を形成する。このクリヤ塗装においては、ベース塗膜3に塗着したときの2液ウレタンクリヤ塗料の溶剤量が20質量%以下になるようにする。そして、ベース塗膜3及びクリヤ塗膜4を同時に焼付け硬化させる。
【0021】
−電着塗装について−
被塗物1をカチオン電着塗料に浸漬し、被塗物1を陰極、電着槽内の極板を陽極として、この間に直流電流を流すことで被塗物1に電着塗膜2を析出形成することができる。カチオン電着塗料は、カチオン性エポキシ樹脂、硬化剤及び顔料や添加剤を含んでいる。
【0022】
カチオン性エポキシ樹脂には、アミンで変性されたエポキシ樹脂が含まれる。エポキシ樹脂としては、ポリエステルポリオール、ポリエーテルポリオール、及びアルキルフェノールのような樹脂で変性したもの、また、エポキシ樹脂の鎖長を延長したものを用いることができる。
【0023】
硬化剤としては、ポリイソシアネートをブロック剤でブロックして得られたブロックポリイソシアネートを用いることができる。ポリイソシアネートとしては、脂肪族系、脂環式系、芳香族−脂肪族系等のうちのいずれのものであってもよい。
【0024】
硬化剤の量は、一般にカチオン性エポキシ樹脂の硬化剤に対する固形分重量比で表して一般に80/20〜50/50の範囲が好ましく、カチオン性エポキシ樹脂と硬化剤の量は、一般に、電着塗料組成物の全固形分の30〜80重量%の範囲が好ましい。
【0025】
電着塗料は着色剤として一般に顔料を含有する。着色顔料の例としては、酸化チタン、カーボンブラック及び酸化鉄、体質顔料の例としては、カオリン、タルク、ケイ酸アルミニウム、炭酸カルシウム、マイカ及びクレー、防錆顔料の例としては、リン酸亜鉛、リン酸鉄、リン酸アルミニウム、リン酸カルシウム、酸化亜鉛、トリポリリン酸アルミニウム、モリブデン酸亜鉛、モリブデン酸アルミニウム、及びモリブデン酸カルシウム等が挙げられる。顔料の量は、電着塗料組成物の全固形分の10〜30重量%の範囲とすることができる。
【0026】
−ベース塗装について−
上記カチオン電着塗装・焼付け乾燥処理後、その電着塗膜2の上に、溶剤型ベース塗料をエアスプレー塗装、エアレススプレー塗装、回転霧化塗装、カーテンコート塗装などにより塗装する。塗装の際、静電印加を行ってもよい。
【0027】
ベース塗料は、上記ポリオール樹脂及びこれと反応する硬化剤を含有する。ポリオール樹脂としては、分子中心部から放射状に延びた3以上の分岐を有し、質量平均分子量が6000以上であるものを採用する。そのようなポリオール樹脂は通常は星型と呼ばれる。ここで言う「星型」には、分岐した部分から更に分岐した部分を有する形態のスターバースト型と呼ばれる構造のものも含む。星型ポリオール樹脂は、例えば、1分子中に3〜6個の水酸基を有するポリオールとカプロラクトンとの反応によって得ることができる。そのいくつかの例を示すと次のとおりである。各化学式中のl〜qは10以上の整数であることが好ましい。
【0028】
【化1】
【0029】
【化2】
【0030】
【化3】
【0031】
化1は分岐数3の星型ポリエステルポリオール樹脂であり、化2は分岐数4の星型ポリエステルポリオール樹脂であり、化3は分岐数6の星型ポリエステルポリオール樹脂である。
【0032】
上記星型ポリオール樹脂としては、上記ポリエステルポリオールに限らず、ポリエーテルポリオール等であってもよい。また、上記星型ポリオール樹脂と他のポリオール樹脂とを混合して用いることができ、或いは、上記星型ポリオール樹脂と他の塗膜形成樹脂とを混合して用いることができる。
【0033】
硬化剤としては、例えばメラミン樹脂、アミノ樹脂、イソシアネート系硬化剤などが挙げられる。
【0034】
有機溶剤の例としては、炭化水素系溶剤、エステル系溶剤、ケトン系溶剤、アルコール系溶剤、エーテル系溶剤、芳香族石油系溶剤等が挙げられる。
【0035】
ベース塗料には、必要に応じて、顔料類、非水分散樹脂、ポリマー微粒子、硬化触媒、紫外線吸収剤、光安定剤、塗面調整剤、酸化防止剤、流動性調整剤、ワックス等を適宜含有することができる。
【0036】
ベース塗膜3の乾燥膜厚は、例えば10μm以上35μm以下に設定することができ、好ましくは15μm以上25μm以下である。ベース塗膜3の膜厚が厚くなると、鮮映性が低下したり、塗膜にムラまたは流れが生じることがあり、その膜厚が薄くなると、下地隠蔽性が不充分となり、膜切れ(塗膜が不連続な状態)が生じることがあるため、いずれも好ましくない。
【0037】
−クリヤ塗装−
2液ウレタンクリヤ塗料を、ベース塗膜3の上に、エアレススプレー、エアスプレー、回転霧化塗装機などにより塗装する。塗装の際、静電印加を行ってもよい。
【0038】
2液ウレタンクリヤ塗料は、ポリオール樹脂及び硬化剤としてのイソシアネートを含有する。例えば、水酸基含有アクリル樹脂及びポリイソシアネート化合物を含有する。水酸基含有アクリル樹脂の例としては、水酸基含有重合性不飽和モノマー、或いは他の重合性不飽和モノマーが挙げられ、水酸基含有重合性不飽和モノマーの例としては、多価アルコールとアクリル酸又はメタクリル酸とのモノエステル化物、該多価アルコールとアクリル酸又はメタクリル酸とのモノエステル化物にε−カプロラクトンを開環重合した化合物等が挙げられ、その他の重合性不飽和モノマーとしては、アクリル酸又はメタクリル酸のアルキルエステル、カルボキシル基含有重合性不飽和モノマー、アミノアルキルアクリレート、アミノアルキルメタアクリレート、アクリルアミド、メタアクリルアミド又はその誘導体、第4級アンモニウム塩基含有モノマー、多ビニル化合物、紫外線吸収性もしくは紫外線安定性重合性不飽和モノマーなどが挙げられる。
【0039】
ポリイソシアネート化合物の例としては、脂肪族ジイソシアネート類、環状脂肪族ジイソシアネート類、芳香族ジイソシアネート類、有機ポリイソシアネートそれ自体、有機ポリイソシアネート同士の環化重合体、イソシアネート・ビウレット体等が挙げられる。
【0040】
有機溶剤の例としては、炭化水素系溶剤、エステル系溶剤、ケトン系溶剤、アルコール系溶剤、エーテル系溶剤、芳香族石油系溶剤等が挙げられる。
【0041】
クリヤ塗料には、必要に応じて、顔料類、非水分散樹脂、ポリマー微粒子、硬化触媒、紫外線吸収剤、光安定剤、塗面調整剤、酸化防止剤、流動性調整剤、ワックス等を適宜含有することができる。
【0042】
上記ベース塗膜3及びクリヤ塗膜の同時焼付け硬化に関し、その焼付け温度は例えば60℃〜140℃、焼付け時間は例えば10分〜40分とすればよい。
【0043】
<実施例及び比較例>
−ベース塗料用星型ポリオール樹脂の調製−
攪拌装置、温度計、冷却管及び窒素ガス導入口を備えた四つ口フラスコに、トリメチロールプロパン13.4部及びε−カプロラクトン638.4部を仕込み(なお、「部」は「質量部」を意味する。以下、同じ。)、170℃で8時間反応させて、分岐数3、質量平均分子量6518、水酸基価26の星型ポリオール樹脂Aを得た。また、トリメチロールプロパンに代えてペンタエリスリトール又はジペンタエリスリトールを採用し、同様の方法で表1に示す星型ポリオール樹脂B〜Fを得た。分岐数3の樹脂Aの化学構造は化1のとおりであり、分岐数4の樹脂B,C,Fの化学構造は化2のとおりであり、分岐数6の樹脂D,Eの化学構造は化3のとおりである。
【0044】
【表1】
【0045】
−ベース塗料用アクリル樹脂の調製−
攪拌装置、温度計、冷却管及び窒素ガス導入口を備えた四つ口フラスコに、キシレン85部及び酢酸ブチル25部を仕込み、125℃に昇温し、同温度にてモノマーと重合開始剤とを含むモノマー混合物(スチレン30部、n−ブチルメタクリレート40部、2−エチルヘキシルメタクリレート10部、2−ヒドロキシエチルメタクリレート18部、アクリル酸2部及びt−ブチルパーオキシ−2−エチルヘキサノエート10部)を4時間かけて滴下した。その滴下が終了した後、125℃の温度に約3時間保持して、表2に示す質量平均分子量6200、固形分50質量%のアクリル樹脂Gを得た。また、同様の方法で、質量平均分子量9000のアクリル樹脂Hを得た。樹脂溶液はエバポレータで脱溶剤した。
【0046】
【表2】
【0047】
−ベース塗料の調製−
表1,2に示す樹脂A〜H各々に、メラミン樹脂(三井東圧化学社製メラミン系硬化剤ユーバン20SE:固形分60質量%)、アルミペースト(顔料)、ドデシルベンゼンスルホン酸を加えて攪拌し、さらに混合溶剤(キシレン:酢酸エチル=1:1(質量比))を加えて、No.4フォードカップで15秒/20℃の粘度になるように希釈調整した表3の各塗料A〜Hを得た。
【0048】
−試験片の作製−
ダル鋼板にカチオン電着塗料PN−1020(日本ペイント社製)を乾燥膜厚20μmとなるように塗装し、その電着塗膜を160℃で30分間焼付けて硬化させた。この電着塗膜上にベース塗料(A〜H)を乾燥膜厚が15μmとなるようにエアスプレー塗装してベース塗膜を形成した。5分間の室温放置後、ベース塗膜の上にKINO#6800(関西ペイント社製2液ウレタンクリヤ塗料)を乾燥膜厚が30μmとなるようにエアスプレー塗装してクリヤ塗膜を形成した(ウェットオンウェット)。10分間の室温放置後、ベース塗膜及びクリヤ塗膜を140℃で30分間焼付けて硬化させた。以上により、表3に示す実施例及び比較例の試験片を得た。
【0049】
【表3】
【0050】
−塗膜評価−
実施例及び比較例各々のベース塗膜・クリヤ塗膜焼付け硬化後の塗膜仕上がり性を調べた。すなわち、BYK-Gardner社製WaveScan DOI(商品名)を用い、試験片を垂直にして塗装したときの塗膜表面のうねりの程度を構造スペクトルWa(0.1〜0.3mm)及びWd(3.0〜10.0mm)で測定した。その結果を表3に示す。測定値Waは塗膜の艶感を表している。Wdは塗膜の平滑性を表している。測定値Wa,Wdは共に数値が小さいほど仕上がり性が良好であるということができる。
【0051】
表3によれば、実施例(塗料A〜E)はいずれもWa値及びWd値が小さく、塗膜の仕上がり性が良好であることがわかる。また、実施例の各塗料はNo.4フォードカップで15秒/20℃の塗料粘度での固形分の割合が多く、当該粘度にするための溶剤使用量が少なくて済んでいることがわかる。これに対して、塗料F(比較例)ではWa値が実施例の塗料B,Cの場合よりも大きくなっている(仕上がり性が悪い)。塗料Fは、塗料B,Cと同じく分岐数4の星型ポリオール樹脂を用いているが、その質量平均分子量が小さいためと認められる。塗料G,H(比較例)では、塗膜の仕上がり性は良好であるが、固形分の割合が少なく、溶剤使用量が多くなっている。
【0052】
すなわち、実施例の場合は、ベース塗膜3のポリオール樹脂の分子量が大きいため、クリヤ塗膜4の溶剤によるポリオール樹脂の溶解があまり進まない。そのため、クリヤ塗膜4のイソシアネートのベース塗膜側への移行が抑制され、ベース塗膜全体が一様に硬化していき、仕上がり性が良好になっているものと認められる。そして、図2に示すように、ベース塗料に星型ポリオール樹脂5を使用しているため、樹脂同士の絡み合いがあまりなく、そのため、その分子量が比較的大きいにも拘わらず、塗料粘度の調整に必要な溶剤量は少なくなっていると認められる。
【0053】
これに対して、比較例の塗料G,Hの場合、図3に示すように、そのアクリル樹脂6は直鎖状に長く延びているため、分子量を大きくすれば、クリヤ塗膜からベース塗膜側へのイソシアネートの移行が抑制されるものの、樹脂同士が絡み合って塗料粘度が高くなり易く、塗料粘度の調整に必要な溶剤量が多くなっていると認められる。
【符号の説明】
【0054】
1 被塗物
2 電着塗膜
3 ベース塗膜
4 クリヤ塗膜
5 星型ポリオール樹脂
6 アクリル樹脂
【特許請求の範囲】
【請求項1】
電着塗膜が形成された被塗物の該電着塗膜の上に、ポリオール樹脂及び該ポリオール樹脂の水酸基と反応する硬化剤を含有する溶剤型ベース塗料を塗布し、その上にポリオール樹脂及びイソシアネートを含有する2液ウレタンクリヤ塗料をウェットオンウェットで塗布することによりベース塗膜及びクリヤ塗膜を形成し、該ベース塗膜及びクリヤ塗膜を同時に焼付け硬化させる複層塗膜形成方法において、
上記溶剤型ベース塗料のポリオール樹脂として、分子中心部から放射状に延びた3以上の分岐を有し、質量平均分子量が6000以上であるものを用いることを特徴とする積層塗膜形成方法。
【請求項2】
請求項1において、
上記被塗物は自動車の車体であることを特徴とする積層塗膜形成方法。
【請求項1】
電着塗膜が形成された被塗物の該電着塗膜の上に、ポリオール樹脂及び該ポリオール樹脂の水酸基と反応する硬化剤を含有する溶剤型ベース塗料を塗布し、その上にポリオール樹脂及びイソシアネートを含有する2液ウレタンクリヤ塗料をウェットオンウェットで塗布することによりベース塗膜及びクリヤ塗膜を形成し、該ベース塗膜及びクリヤ塗膜を同時に焼付け硬化させる複層塗膜形成方法において、
上記溶剤型ベース塗料のポリオール樹脂として、分子中心部から放射状に延びた3以上の分岐を有し、質量平均分子量が6000以上であるものを用いることを特徴とする積層塗膜形成方法。
【請求項2】
請求項1において、
上記被塗物は自動車の車体であることを特徴とする積層塗膜形成方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2011−200791(P2011−200791A)
【公開日】平成23年10月13日(2011.10.13)
【国際特許分類】
【出願番号】特願2010−70170(P2010−70170)
【出願日】平成22年3月25日(2010.3.25)
【出願人】(000003137)マツダ株式会社 (6,115)
【Fターム(参考)】
【公開日】平成23年10月13日(2011.10.13)
【国際特許分類】
【出願日】平成22年3月25日(2010.3.25)
【出願人】(000003137)マツダ株式会社 (6,115)
【Fターム(参考)】
[ Back to top ]