
積層射出成形用金型及び積層射出成形方法
【課題】成形材料の利用効率が高く、製品形状に制約が少なく、二層状態の肉厚が立ち面で安定し、また、基材層となる第一層の外縁を第二層で覆い製品の外観性を向上させた成形品を安価に得る積層射出成形用金型及び積層射出成形方法を提供すること。
【解決手段】一つの製品コア型と、製品形状の異なる複数の製品キャビ型とで構成され、該製品キャビ型は回転手段を備えて前記製品コア型との組み合わせを変更できるように配されるとともに、前記製品コア型には異なる溶融樹脂を射出する複数の射出ユニットと、前記製品コア型と製品キャビ型とによって形成されるキャビティとを連通する複数の樹脂流路が設けられ、一次成形後の二次成形により一次成形体の全面あるいは所定の部分に二次成形体を積層して成形品を得る成形層射出成形に用いる積層射出成形用成形金型において、二次成形を行うときに、一次成形体の外縁を二次成形体で巻き込むことができる構造とした。
【解決手段】一つの製品コア型と、製品形状の異なる複数の製品キャビ型とで構成され、該製品キャビ型は回転手段を備えて前記製品コア型との組み合わせを変更できるように配されるとともに、前記製品コア型には異なる溶融樹脂を射出する複数の射出ユニットと、前記製品コア型と製品キャビ型とによって形成されるキャビティとを連通する複数の樹脂流路が設けられ、一次成形後の二次成形により一次成形体の全面あるいは所定の部分に二次成形体を積層して成形品を得る成形層射出成形に用いる積層射出成形用成形金型において、二次成形を行うときに、一次成形体の外縁を二次成形体で巻き込むことができる構造とした。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、一次成形用のキャビティと二次成形用のキャビティが形成され、一次成形と二次成形とによって樹脂を積層状態に射出成形して積層成形品を得る積層射出成形用金型及び積層射出成形方法に関する。
【背景技術】
【0002】
例えば、インパネ、ドアトリム、コンソール類等の自動車用内装品は、多数の成形品の組み立てによって形成されている。そして、これらの部品は手触り感覚や見栄えのために別材質で表面加飾した積層成形品を用いることが多い。自動車内装部品等は、成形品の組立て方法によって成形品の末端面が搭乗者から見えることがあるため外観上好ましくない。特に、表面加飾した積層成形品では表面加飾層を製品裏面側へ巻き込み、成形品の末端面が表面に表れないようにする処理を行う。
【0003】
特許文献1には、熱可塑性樹脂発泡シートからなる基材層の片面に意匠面となる表皮層を貼着した複合シートを用い、熱成形により所定形状に賦形して自動車内装部品等を得る成形方法が開示されている。この成形方法では、成形後に不要部を切断除去し、次いで切断面を見えなくするために製品の非意匠面側に折り曲げ融着などの手段により固定する。このような処理により、成形品に切断面が残り外観が悪くなることを防いでいる。
しかし、この熱可塑性樹脂成形品の成形方法では、予め基材層と表皮層を貼着し、熱成形等により賦形しその後不要部を切断、次いで切断面を折り曲げるという工程を要し、工数が多くなり、その製品コストも高くなるという問題があった。
【0004】
特許文献2には、工程を省略してコストダウンを可能とするプレスモールド法により自動車内装部品等の二層成形品を得る射出成形方法が開示されている。この射出成形方法によれば、第一層を基材層、第二層を表皮層とし、成形条件を調整して二層状態を成形品の外縁まで保持する。さらに、成形条件を調整することにより表皮層が成形品の外縁で基材層側に回り込ませるので、基材層が成形品の末端面に表れることがない。
しかし、この成形方法では、二層状態が成形品の立ち面(型開き方向と交差する方向)を含め末端まで保持でき、且つ、第二層で基材層の外縁まで回りこませるための成形条件は調整が困難であり、また、良品を安定的に得るには製品の形状が制限される。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2003−103622号公報
【特許文献2】特開平9−85779号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、上記した従来の成形層成形品の問題点に鑑みてなされたもので、成形材料の利用効率が高く、製品形状に制約が少なく、二層状態の肉厚が立ち面(型開き方向と交差する方向)で安定し、また、基材層となる第一層の外縁を第二層で覆い製品の外観性を向上させた成形品を安価に得る積層射出成形用金型及び積層射出成形方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明の請求項1に記載の積層射出成形用成形金型は、一つの製品コア型と、製品形状の異なる複数の製品キャビ型とで構成され、該製品キャビ型は回転又はスライドする移動手段を備えて前記製品コア型との組み合わせを変更できるように配されるとともに、前記製品コア型には異なる溶融樹脂を射出する複数の射出ユニットと、前記製品コア型と製品キャビ型とによって形成されるキャビティとを連通する複数の樹脂流路が設けられ、一次成形後の二次成形により一次成形体の全面あるいは所定の部分に二次成形体を積層して成形品を得る成形層射出成形に用いる積層射出成形用成形金型において、二次成形を行うときに、一次成形体の外縁を二次成形体で巻き込むことができる構造であることを特徴とする。
【0008】
本発明の請求項2に記載の積層射出成形用成形金型は請求項1に記載の発明において、前記製品コア型の一次成形体外縁部に、スライド移動可能なブロックと該ブロックの移動手段を設けた。
本発明の請求項3に記載の積層射出成形用成形金型は請求項1又は請求項2に記載の発明において、一次成形を行うときに、二次成形体用樹脂流路のゲートを閉止することができる構造とした。
本発明の請求項4に記載の積層射出成形用成形金型は請求項3に記載の発明において、前記二次成形体用樹脂流路のゲートの閉止は、前記製品コア型キャビ面の前記ゲートの対向部に設けた突設物により行う。
【0009】
本発明の請求項5に記載の積層射出成形方法は、一つの製品コア型と、製品形状の異なる複数の製品キャビ型とで構成され、該製品キャビ型は回転又はスライドする移動手段を備えて前記製品コア型との組み合わせを変更できるように配されるとともに、前記製品コア型には異なる溶融樹脂を射出する複数の射出ユニットと、前記製品コア型と製品キャビ型とによって形成されるキャビティとを連通する複数の樹脂流路が設けられた金型を用い、一次成形後の二次成形により一次成形体の全面あるいは所定の部分に二次成形体を積層して成形品を得る成形層射出成形方法において、前記二次成形体を成形するときに一次成形体の外縁部のキャビティを拡大し、該拡大したキャビティに溶融樹脂を充填することで一次成形体の外縁を二次成形体で巻き込こむことを特徴とする。
本発明の請求項6に記載の積層射出成形方法は請求項5に記載の発明において、前記複数の射出ユニットのいずれか一方に発泡性溶融樹脂を用い、該発泡性溶融樹脂を金型キャビティ内に射出充填の後に金型を所定の寸法型開きさせ、前記充填した発泡性溶融樹脂を発泡膨張させる。
【発明の効果】
【0010】
一次成形と二次成形で形状の異なるキャビ型を用いるので、製品形状に制約が少なく、二層状態の肉厚が立ち面(型開き方向と交差する方向)で安定した成形品を得ることができる。また、一工程の成形加工で第一層を第二層で巻き込んで覆うようにしたので工程の短縮が図れるとともに、成形材料の利用効率が高く、成形品の外観が向上する。
一次成形を行うときに、二次ゲートを遮断する構成としたので、一次成形用の溶融樹脂と二次成形用の溶融樹脂が混ざり合うことがない。そして、二次ゲートの遮断部により二次成形の溶融樹脂流路が一次成形体に形成されるので、二次成形体の意匠面にゲートの痕跡を残すことなく積層成形品を成形することができる。
第1層目又は第2層目の溶融樹脂に発泡剤を溶融して射出充填し、充填完了後にキャビティを拡大して発泡させることとしたので、いずれかの層が発泡した積層成形品を得ることができる。
【図面の簡単な説明】
【0011】
【図1】本発明の実施の形態を示すもので、第一層目を成形するときの金型の断面図である。
【図2】図1の金型により、第二層目を成形するときの断面図である。
【図3】本発明の他の実施の形態を示すもので、第一層目を成形するときの金型の断面図である。
【図4】図3の金型により、第二層目を成形するときの断面図である。
【図5】本発明の発泡層を得る実施の形態を示すもので、第一層目を成形するときの金型の断面図である。
【図6】図5の金型により、第二層目を成形するときの断面図である。
【図7】図5の金型により、充填後に第二層目を発泡させるときの断面図である。
【発明を実施するための形態】
【0012】
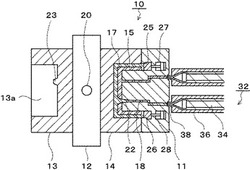
図1及び図2は本発明の実施の形態を示し、積層射出成形用金型10は図示しない成形装置の型締め機構の固定盤に取り付けられた製品コア型11と、同じく図示しない可動盤に係動して摺動自在に、且つ、成形装置の軸線を水平面、又は垂直面として回転自在に配された中間盤12に取り付けられた製品意匠面の異なる複数の製品キャビ型、一次成形用製品キャビ型13及び二次成形用製品キャビ型14とにより基本構成される。
図1は、製品コア型11と一次成形用製品キャビ型13とを型閉じした状態を示し、製品コア型11には、一次成形体15となるキャビティに溶融樹脂を供給する通路となる樹脂流路16と、二次成形体17に溶融樹脂となるキャビティに溶融樹脂を供給する通路となる樹脂流路18が設けられている。符号20は、型開の状態で回転する中間盤12の回転中心であり、中間盤12は図示しない中間盤の支持手段により軸支された構成となっている。
【0013】
製品コア型11の樹脂流路16、18の製品キャビ型面側には、それぞれ一次射出ゲート21と二次射出ゲート22とが配されている。二次射出ゲート22の開口部は、一次成形用製品キャビ型13と製品コア型11が型閉じした状態で、一次成形用製品キャビ型13に設けた円錐形の突設物23と接し、突設物23が二次射出ゲート22を塞ぎ、一次成形体15を成形するときに溶融樹脂が二次射出ゲート22側に漏れ出すことを防止している。
実施の形態において樹脂流路16、18はホットランナにより構成されることが好ましく、また、一次射出ゲート21及び二次射出ゲート22はホットチップ又はバルブゲート等を用いることが好ましい。そして、二次射出ゲート22は、型閉じした際に円錐形の突設物23とは干渉しない構成としている。
【0014】
図1に示すように、製品コア型11には移動してキャビティを形成するスライドブロック25、26と、スライドブロックの移動手段27、28とを備えている。一次成形体15を成形するときに、スライドブロック25、26は一次成形用製品キャビ型13の分割面に押圧され、一次成形体15の外縁の成形面を構成する。スライドブロックの移動手段27、28には流体圧シリンダが好適に用いられる。
【0015】
一次成形品用製品キャビ型13にはキャビ面13aが、二次成形用製品キャビ型14にはキャビ面14aが、それぞれ製品意匠形状を異にして形成されている。
そして、一次成形体15の成形に用いられる一次成形用射出ユニット31と二次成形体17の成形に用いられる二次成形用射出ユニット32とが配設され、いずれの射出ユニットも、スクリュ33、34が回転駆動することでバレル35、36内の樹脂成形材料を所定量加熱溶融し、所定量の溶融樹脂はノズル37、38を介して積層射出成形用金型10のキャビティ内に射出充填される。
【0016】
図1は、製品コア型11と一次成形用製品キャビ型13とが型閉じされ、一次成形用射出ユニット31のスクリュ33が前進移動してキャビティ内に溶融樹脂が充填され、一次成形体15が成形された状態を示している。前述したように、一次成形体15を成形するときに二次射出ゲート22の開口部は円錐形の突設物23により塞がれているので、射出充填された溶融樹脂が二次射出ユニット32側に逆流することがない。
【0017】
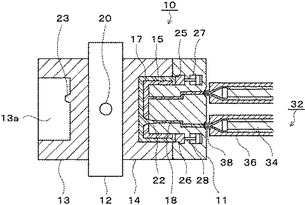
図2は、一次成形体15を製品コア型11に残した状態で一旦型開きして二次成形用製品キャビ型14と交換し、次いで型閉され、二次成形用射出ユニット32のスクリュ34が前進移動して一次成形体15と二次成形用製品キャビ型14及び移動したスライドブロック25、26により形成される二次成形体17用のキャビティに溶融樹脂を充填、一次成形体15に二次成形体17を積層した成形品が成形され、一次成形体15の外縁部が二次成形体17により覆われた状態を示している。
突設物23により一次成形体15の二次射出ゲート部には二次射出する時の溶融樹脂の通路孔が形成されるので、この孔を介して二次射出が行われる。このように、一次成形体15の裏面側から二次成形体17の溶融樹脂を射出充填する構成としたので、意匠面側にゲートの痕跡を生じさせることがない。
【0018】
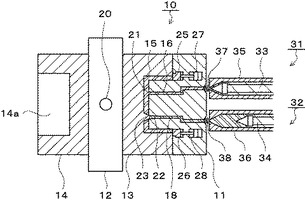
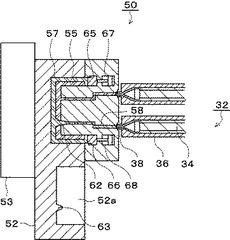
図3及び4は本発明の他の実施の形態を示し、積層射出成形用金型50は図示しない成形装置の型締め機構の固定盤に取り付けられた製品コア型51と、一次成形用製品キャビティと二次成形用製品キャビティの二つのキャビ面52a、52bとを有するスライド型52とにより基本構成される。スライド型52は、図示しない成形装置の可動盤に設けたスライド型52のスライド手段を有する中間盤53に取り付けられ、製品コア型51に対して接離自在となっている。
図3は、製品コア型51とスライド型52の一次成形用製品キャビティが型閉じした状態を示し、製品コア型51には、一次成形体55となるキャビティに溶融樹脂を供給する通路となる樹脂流路56と、二次成形体57となるキャビティに溶融樹脂を供給する通路となる樹脂流路58が設けられている。
【0019】
図3に示すように、製品コア型51には移動してキャビティを形成するスライドブロック65、66と、スライドブロックの移動手段67、68とを備えている。一次成形体55を成形するときに、スライドブロック65、66はスライド型52の分割面に押圧され、一次成形体55の外縁の成形面を構成する。スライドブロックの移動手段67、68には流体圧シリンダが好適に用いられる。
スライド型52は一次成形用キャビティと二次成形用キャビティを一体的に形成した構成としたが、それぞれを独立した金型とし、金型を連結して一体とする構成であっても良い。
【0020】
製品コア型51の樹脂流路56、58の製品キャビ型面側には、一次射出ゲート61と二次射出ゲート62とが配されている。二次射出ゲート62の開口部は、スライド型52と製品コア型51が型閉じした状態で、スライド型52に設けた円錐形の突設物63と接し、突設物63が二次射出ゲート62を塞ぎ、一次成形体55を成形するときに溶融樹脂が二次射出ゲート62側に漏れ出すことを防止している。
実施の形態において樹脂流路56、58はホットランナにより構成されることが好ましく、また、一次射出ゲート61及び二次射出ゲート62はホットチップ又はバルブゲート等を用いることが好ましい。そして、二次射出ゲート62は、型閉じした際に円錐形の突設物63とは干渉しない構成とした。
【0021】
スライド型52には一次成形用のキャビ面52aが、二次成形用のキャビ面52bがそれぞれ製品意匠面形状を異にして形成されている。
そして、一次成形体55の成形に用いられる一次成形用射出ユニット31と二次成形体57の成形に用いられる二次成形用射出ユニット32とが配され、いずれの射出ユニットも、スクリュ33、34が回転駆動することでバレル35、36内の樹脂成形材料を所定量加熱溶融し、所定量の溶融樹脂はノズル37、38を介して積層射出成形用金型50のキャビティ内に射出充填される。
【0022】
図3は、製品コア型51とスライド型52の一次成形用のキャビ面52aとが型閉じされ、一次成形用射出ユニット31のスクリュ33が前進移動してキャビティ内に溶融樹脂を充填、一次成形体55が成形された状態を示している。前述したように、一次成形体55を成形するときに二次射出ゲート62は円錐形の突設物63により塞がれているので、射出充填された溶融樹脂が二次射出ユニット32側に逆流することがない。
【0023】
図4は、一次成形体55を製品コア型51に残した状態で一旦型開きし、スライド型52を移動させてキャビ面52aと52bとを交換、次いで型閉じされ、二次成形用射出ユニット32のスクリュ34が前進移動して一次成形体55とスライド型52の二次成形用キャビ面52b及び移動したスライドブロック65、66により形成される二次成形体57用のキャビティに溶融樹脂を充填、一次成形体55に二次成形体57を積層した成形品が成形され、一次成形体55の外縁部は二次成形体57により覆われた状態を示している。
円錐形の突設物63により一次成形体55の二次射出ゲート部には二次射出する時の溶融樹脂の通路孔が形成されるので、この通路孔を介して二次射出が行われる。このように、一次成形体55の裏面側から二次成形体57の溶融樹脂を射出充填する構成としたので、意匠面側にゲートの痕跡を生じさせることがない。
【0024】
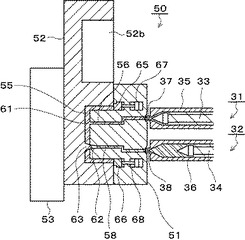
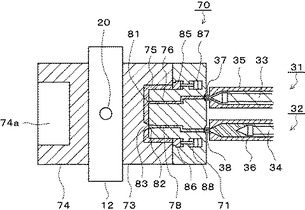
図5〜7は、いずれかの層を発泡させる本発明の実施の形態を示す。実施の形態の積層射出成形用金型は嵌め合い構造を有しない金型であり、キャビティ内に溶融樹脂を充填後にスキン層の形成を待って所定の量の金型を開くことにより溶融樹脂が漏れ出すことはない。なお、嵌め合い構造を有する押し込み金型を用いることも可能である。
積層射出成形用金型70は図示しない成形装置の型締め機構の固定盤に取り付けられた製品コア型71と、同じく図示しない可動盤に係動して摺動自在に、且つ、成形装置の軸線を水平面、又は垂直面として回転自在に配された中間盤12に取り付けられた製品意匠面の異なる複数の製品キャビ型、一次成形用製品キャビ型73及び二次成形用製品キャビ型74とにより基本構成される。
【0025】
図5は、製品コア型71と一次成形用製品キャビ型73とを型閉じした状態を示し、製品コア型71には、一次成形体75となるキャビティに溶融樹脂を供給する通路となる樹脂流路76と、二次成形体に溶融樹脂となるキャビティに溶融樹脂を供給する通路となる樹脂流路78が設けられている。符号20は、型開の状態で回転する中間盤12の回転中心であり、中間盤12は図示しない中間盤の支持手段により軸支された構成となっている。
【0026】
製品コア型71の樹脂流路76、78の製品キャビ型面側には、一次射出ゲート81と二次射出ゲート82とが配されている。二次射出ゲート82の開口部は、一次成形用製品キャビ型73と製品コア型71が型閉じした状態で、一次成形用製品キャビ型73に設けた円錐形の突設物83と接し、突設物83が二次射出ゲート82の開口部を塞ぎ、一次成形体75を成形するときに溶融樹脂が二次射出ゲート82側に漏れ出すことを防止している。
実施の形態において樹脂流路76、78はホットランナにより構成されることが好ましく、また、一次射出ゲート81及び二次射出ゲート82はホットチップ又はバルブゲート等を用いることが好ましい。そして、二次射出ゲート82は、型閉じした際に突設物83とは干渉しない構成とした。
【0027】
図5に示すように、製品コア型71には移動してキャビティを形成するスライドブロック85、86と、スライドブロックの移動手段87、88を備えている。一次成形体75を成形するときに、スライドブロック85、86は一次成形用製品キャビ型73の分割面に押圧され、一次成形体75の外縁の成形面を構成する。スライドブロックの移動手段87、88には流体圧シリンダが好適に用いられる。
【0028】
一次成形品用キャビ型73にはキャビ面73aが、二次成形用製品キャビ型74にはキャビ面74a、それぞれ製品意匠面形状を異にして形成されている。
そして、一次成形体75の成形に用いられる一次成形用射出ユニット31と二次成形体17の成形に用いられる二次成形用射出ユニット32とが配され、いずれの射出ユニットも、スクリュ33、34が回転駆動することでバレル35、36内の樹脂成形材料を所定量加熱溶融し、所定量の溶融樹脂はノズル37、38を介して積層射出成形用金型70キャビティ内に射出充填される。
【0029】
図5は、製品コア型71と一次成形用製品キャビ型73とが型閉じされ、一次成形用射出ユニット31のスクリュ33が前進移動してキャビティ内に溶融樹脂が充填され、一次成形体75が成形された状態を示している。前述したように、一次成形体75を成形するときに二次射出ゲート82の開口部は円錐形の突設物83により塞がれているので、射出充填された溶融樹脂が二次射出ユニット32側に逆流することがない。
【0030】
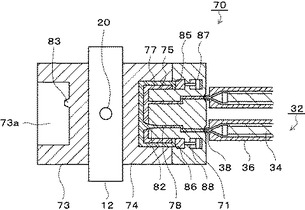
図6は、一次成形体75を製品コア型71に残した状態で一旦型開きして二次成形用製品キャビ型74と交換し、次いで型閉され、二次成形用射出ユニット32のスクリュ34が前進移動して一次成形体75と二次成形用製品キャビ型74及び移動したスライドブロック85、86により形成される二次成形体87用のキャビティに発泡剤を含む溶融樹脂を充填、一次成形体75に二次成形体77を積層した成形品が成形され、一次成形体75の外縁部は二次成形体77により覆われた状態を示している。
突設物83により一次成形体75の二次射出ゲート部には二次射出する時の溶融樹脂の通路孔が形成されるので、この孔を介して二次射出が行われる。このように、一次成形体75の裏面側から二次成形体77の溶融樹脂を射出充填する構成としたので、意匠面にゲートの痕跡を生じさせることがない。
【0031】
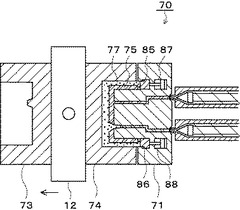
図7は、二次成形体77を成形した後の所定時間経過後に中間盤12を後退させ製品コア型71と二次成形用製品キャビ型74を所定の寸法離間させた位置を保持している状態を示している。
所定時間経過させることで、二次成形体77の表面にスキン層が形成され、金型を開いても発泡剤を含む溶融樹脂が漏れ出すことがなく、また、所定の製品形状を保持することができる。
【0032】
次に、本発明の積層射出成形方法について図1及び2に示す金型により説明する。成形装置の可動盤が後退した型開位置で中間盤12を回転駆動して一次成形用製品キャビ型13と製品コア型11とを対向させ、中間盤12を前進移動させ型締を行う。この状態で製品コア型11に設けた二次成形射出ゲート22の開口部は一次成形用製品キャビ型13のキャビ面13aに配した突設物23により塞がれる。スライドブロックの移動手段27、28を駆動させて、スライドブロック25、26は一次成形用製品キャビ型13の分割面に押圧されて、一次成形体15の外縁の成形面を構成する。一次成形体射出ユニット31には、予め所定の充填量に設定された溶融樹脂が貯留されており、スクリュ33を前進移動させ型閉じにより形成された一次成形用のキャビティに溶融樹脂を樹脂流路16と一次射出ゲート21とを介して充填、一次成形体15を成形する。このとき二次成形射出ゲート22の開口部は円錐形の突設物23により塞がれているので、ゲート側に溶融樹脂が漏れ出すことはない。所定の冷却時間の経過後に製品コア型11に一次成形体15を残したまま型開き動作を行い、一次成形用製品キャビ型13を所定の型開位置に後退移動させる。そして、一次成形体15の二次射出ゲート22部には突設物23により樹脂流路が形成される。
【0033】
次いで、中間盤12を回転駆動して二次成形用製品キャビ型14が製品コア型11と対向する位置へ移動させ、再び中間盤12を前進移動させ型締を行う。これにより、一次成形体15と二次成形用製品キャビ型14とにより二次成形体17のキャビティが形成される。同時に、スライドブロック25、26を後退させて、一次成形体15の外延に空間部を形成し、一次成形体15と二次成形用製品キャビ型14及び移動したスライドブロック25、26により二次成形体17のキャビティ空間部が形成される。二次成形体射出ユニット32には、予め所定の充填量に設定された溶融樹脂が貯留されており、スクリュ34を前進移動させ型閉じにより形成された二次成形用のキャビティに溶融樹脂を樹脂流路18と二次成形射出ゲート22とを介して充填、一次成形体15と二次成形体17が一体となった積層成形品を得る。所定の冷却時間の経過後に型開動作を行い、積層成形品を金型から取り出すことによって成形は完了する。前述した動作を繰り返すことで、連続して積層成形品を得ることができる。
【0034】
前述した金型では所定の型開位置で一次成形用製品キャビ型13と二次成形用製品キャビ型14とを中間盤12の回転駆動により交換する構成としたが、図3及び4に示す金型を用いた成形方法では、所定の型開位置で中間盤53に設けたスライド機構により一次成形のキャビ面52aと二次成形のキャビ面52bとを交換することによって行ない、他の動作工程は同一である。
【0035】
次に、本発明の発泡剤を含む溶融樹脂を射出充填し、その後金型を所定の量開いてキャビティを拡大して発泡成形層を有する積層射出成形方法について図5〜7を参照して説明する。この成形方法では、一次成形体75を成形後に積層する二次成形体77を発泡させる構成とした。
【0036】
図5に示すように、成形装置の可動盤が後退した型開位置で中間盤12を回転駆動して一次成形用製品キャビ型73と製品コア型71とを対向させ、中間盤12を前進移動させ型締を行う。この状態で製品コア型71に設けた二次成形射出ゲート82の開口部は一次成形用製品キャビ型73のキャビ面73aに配した突設物83により塞がれる。スライドブロックの移動手段87、88を駆動させて、スライドブロック85、86は一次成形用製品キャビ型73の分割面に押圧されて、一次成形体75の外縁の成形面を構成する。一次成形体射出ユニット31には、予め所定の充填量に設定された溶融樹脂が貯留されており、スクリュ33を前進移動させ型閉じにより形成された一次成形用のキャビティに溶融樹脂を樹脂流路76と一次射出ゲート81とを介して充填、一次成形体75を成形する。このとき二次成形射出ゲート82の開口部は円錐形の突設物83により塞がれているので、ゲート側に溶融樹脂が漏れ出すことはない。所定の冷却時間の経過後に製品コア型71に一次成形体75を残したまま型開き動作を行い、一時成形用製品キャビ型73を所定の型開位置に後退移動させる。そして、一次成形体75の二次射出ゲート82部の開口部には円錐形の突設物83により樹脂流路が形成される。
【0037】
次いで図6に示すように、中間盤12を回転駆動して二次成形用製品キャビ型74を製品コア型71と対向する位置へ移動させ、再び中間盤12を前進移動させ型締を行う。これにより、一次成形体75と二次成形用製品キャビ型74とにより二次成形体77のキャビティが形成される。同時に、スライドブロック85、86を後退させて、一次成形体15の外延に空間部を形成し、一次成形体75と二次成形用製品キャビ型74及び移動したスライドブロック85、86により二次成形体77のキャビティ空間部が形成される。二次成形体射出ユニット32には、予め所定の充填量に設定された発泡剤を含む溶融樹脂が貯留されており、スクリュ34を前進移動させ型閉じにより形成された二次成形用のキャビティに発泡剤を含む溶融樹脂を樹脂流路78と二次成形射出ゲート82とを介して充填、一次成形体75と二次成形体77が一体となった積層成形品を得る。
【0038】
図7で示すように、所定のスキン層が形成される時間を計時後に中間盤12を後退させ所定の隙間を製品コア型71と二次成形用製品キャビ型74との間に形成し二次成形体77を発泡させて発泡層を形成させる。所定の冷却時間の経過後に型開動作を行い、積層成形品を金型から取り出すことによって発泡層を有する積層成形品の成形を完了する。前述した動作を繰り返すことで、連続して積層成形品を得ることができる。
本発明の積層射出成形用金型及び積層射出成形方法を用いて得られる積層成形品は、一次成形体の裏面側から二次成形体を成形するとともに、二次成形体が一次成形体の外縁を巻き込んで成形する構成としたので、二次成形体の意匠面にゲート跡が残ることなく、又、製品外観が向上する。そして、一次成形体を成形するキャビ型と二次成形体を成形するキャビ型を交換して積層成形する構成としたので、成形品の立ち面(型開き方向と交差する方向)の製品肉厚や、型開方向の製品肉厚を自在に設定することができる。
【0039】
一組の金型を型開方向に移動してキャビティを拡大して二層目を成形する従来の積層成形用の金型を用い、基材に剛性を有し、意匠面である表層に例えばエラストマー系の軟質樹脂を発泡させて、ソフト感有する積層成形品の意匠面にゲート跡を残さない用に成形するには、先に(一次成形)表層側を成形しその後基材側を成形することとなり、この場合、表層に二次成形の樹脂圧力の作用により発泡層の潰れや製品の変形等の成形不良が発生し、所望する積層成形品を得ることが難しい。
【0040】
しかしながら、本発明の積層成形用金型では、基材を一次成形しその後表層を二次成形するので、所望するソフト感を有し、且つ、表層にゲート跡のない積層成形品を得ることができる。また、本発明の積層成形用金型では、成形品の型開方向と交差方向(成形品のたち面)の肉厚を自在に設定することができ、さらに、一次成形体と二次成形体の形状の組み合わせの自由度が高いので、積層成形品の形状の制約を小さくすることができる。
発泡層を形成する成形方法において、二次成形体を発泡させる実施の形態としたが、一次成形体に発泡剤を含む溶融樹脂を用いて発泡成形をおこない、その後二次成形体を成形する構成であってもよい。また、一次成形体及び二次成形体の両方を発泡成形させても良い。
【符号の説明】
【0041】
10、50、70 積層射出成形用金型
11、51、71 製品コア型
12、53 中間盤
13、73 一次成形用製品キャビ型
13a、14a、52a、52b、73a、74a 成形キャビ面
14、74 二次成形用製品キャビ型
15、55、75 一次成形体
16、18、56、58、76、78 樹脂流路
17、57、77 二次成形体
21、61、81 一次射出ゲート
22、62、82 二次射出ゲート
23、63、83 突設物
25、26、65、66、85、86 スライドブロック
27、28、67、68、87、88 スライドブロックの駆動手段
31 一次成形用射出ユニット
32 二次成形用射出ユニット
52 スライド型
【技術分野】
【0001】
本発明は、一次成形用のキャビティと二次成形用のキャビティが形成され、一次成形と二次成形とによって樹脂を積層状態に射出成形して積層成形品を得る積層射出成形用金型及び積層射出成形方法に関する。
【背景技術】
【0002】
例えば、インパネ、ドアトリム、コンソール類等の自動車用内装品は、多数の成形品の組み立てによって形成されている。そして、これらの部品は手触り感覚や見栄えのために別材質で表面加飾した積層成形品を用いることが多い。自動車内装部品等は、成形品の組立て方法によって成形品の末端面が搭乗者から見えることがあるため外観上好ましくない。特に、表面加飾した積層成形品では表面加飾層を製品裏面側へ巻き込み、成形品の末端面が表面に表れないようにする処理を行う。
【0003】
特許文献1には、熱可塑性樹脂発泡シートからなる基材層の片面に意匠面となる表皮層を貼着した複合シートを用い、熱成形により所定形状に賦形して自動車内装部品等を得る成形方法が開示されている。この成形方法では、成形後に不要部を切断除去し、次いで切断面を見えなくするために製品の非意匠面側に折り曲げ融着などの手段により固定する。このような処理により、成形品に切断面が残り外観が悪くなることを防いでいる。
しかし、この熱可塑性樹脂成形品の成形方法では、予め基材層と表皮層を貼着し、熱成形等により賦形しその後不要部を切断、次いで切断面を折り曲げるという工程を要し、工数が多くなり、その製品コストも高くなるという問題があった。
【0004】
特許文献2には、工程を省略してコストダウンを可能とするプレスモールド法により自動車内装部品等の二層成形品を得る射出成形方法が開示されている。この射出成形方法によれば、第一層を基材層、第二層を表皮層とし、成形条件を調整して二層状態を成形品の外縁まで保持する。さらに、成形条件を調整することにより表皮層が成形品の外縁で基材層側に回り込ませるので、基材層が成形品の末端面に表れることがない。
しかし、この成形方法では、二層状態が成形品の立ち面(型開き方向と交差する方向)を含め末端まで保持でき、且つ、第二層で基材層の外縁まで回りこませるための成形条件は調整が困難であり、また、良品を安定的に得るには製品の形状が制限される。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2003−103622号公報
【特許文献2】特開平9−85779号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、上記した従来の成形層成形品の問題点に鑑みてなされたもので、成形材料の利用効率が高く、製品形状に制約が少なく、二層状態の肉厚が立ち面(型開き方向と交差する方向)で安定し、また、基材層となる第一層の外縁を第二層で覆い製品の外観性を向上させた成形品を安価に得る積層射出成形用金型及び積層射出成形方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明の請求項1に記載の積層射出成形用成形金型は、一つの製品コア型と、製品形状の異なる複数の製品キャビ型とで構成され、該製品キャビ型は回転又はスライドする移動手段を備えて前記製品コア型との組み合わせを変更できるように配されるとともに、前記製品コア型には異なる溶融樹脂を射出する複数の射出ユニットと、前記製品コア型と製品キャビ型とによって形成されるキャビティとを連通する複数の樹脂流路が設けられ、一次成形後の二次成形により一次成形体の全面あるいは所定の部分に二次成形体を積層して成形品を得る成形層射出成形に用いる積層射出成形用成形金型において、二次成形を行うときに、一次成形体の外縁を二次成形体で巻き込むことができる構造であることを特徴とする。
【0008】
本発明の請求項2に記載の積層射出成形用成形金型は請求項1に記載の発明において、前記製品コア型の一次成形体外縁部に、スライド移動可能なブロックと該ブロックの移動手段を設けた。
本発明の請求項3に記載の積層射出成形用成形金型は請求項1又は請求項2に記載の発明において、一次成形を行うときに、二次成形体用樹脂流路のゲートを閉止することができる構造とした。
本発明の請求項4に記載の積層射出成形用成形金型は請求項3に記載の発明において、前記二次成形体用樹脂流路のゲートの閉止は、前記製品コア型キャビ面の前記ゲートの対向部に設けた突設物により行う。
【0009】
本発明の請求項5に記載の積層射出成形方法は、一つの製品コア型と、製品形状の異なる複数の製品キャビ型とで構成され、該製品キャビ型は回転又はスライドする移動手段を備えて前記製品コア型との組み合わせを変更できるように配されるとともに、前記製品コア型には異なる溶融樹脂を射出する複数の射出ユニットと、前記製品コア型と製品キャビ型とによって形成されるキャビティとを連通する複数の樹脂流路が設けられた金型を用い、一次成形後の二次成形により一次成形体の全面あるいは所定の部分に二次成形体を積層して成形品を得る成形層射出成形方法において、前記二次成形体を成形するときに一次成形体の外縁部のキャビティを拡大し、該拡大したキャビティに溶融樹脂を充填することで一次成形体の外縁を二次成形体で巻き込こむことを特徴とする。
本発明の請求項6に記載の積層射出成形方法は請求項5に記載の発明において、前記複数の射出ユニットのいずれか一方に発泡性溶融樹脂を用い、該発泡性溶融樹脂を金型キャビティ内に射出充填の後に金型を所定の寸法型開きさせ、前記充填した発泡性溶融樹脂を発泡膨張させる。
【発明の効果】
【0010】
一次成形と二次成形で形状の異なるキャビ型を用いるので、製品形状に制約が少なく、二層状態の肉厚が立ち面(型開き方向と交差する方向)で安定した成形品を得ることができる。また、一工程の成形加工で第一層を第二層で巻き込んで覆うようにしたので工程の短縮が図れるとともに、成形材料の利用効率が高く、成形品の外観が向上する。
一次成形を行うときに、二次ゲートを遮断する構成としたので、一次成形用の溶融樹脂と二次成形用の溶融樹脂が混ざり合うことがない。そして、二次ゲートの遮断部により二次成形の溶融樹脂流路が一次成形体に形成されるので、二次成形体の意匠面にゲートの痕跡を残すことなく積層成形品を成形することができる。
第1層目又は第2層目の溶融樹脂に発泡剤を溶融して射出充填し、充填完了後にキャビティを拡大して発泡させることとしたので、いずれかの層が発泡した積層成形品を得ることができる。
【図面の簡単な説明】
【0011】
【図1】本発明の実施の形態を示すもので、第一層目を成形するときの金型の断面図である。
【図2】図1の金型により、第二層目を成形するときの断面図である。
【図3】本発明の他の実施の形態を示すもので、第一層目を成形するときの金型の断面図である。
【図4】図3の金型により、第二層目を成形するときの断面図である。
【図5】本発明の発泡層を得る実施の形態を示すもので、第一層目を成形するときの金型の断面図である。
【図6】図5の金型により、第二層目を成形するときの断面図である。
【図7】図5の金型により、充填後に第二層目を発泡させるときの断面図である。
【発明を実施するための形態】
【0012】
図1及び図2は本発明の実施の形態を示し、積層射出成形用金型10は図示しない成形装置の型締め機構の固定盤に取り付けられた製品コア型11と、同じく図示しない可動盤に係動して摺動自在に、且つ、成形装置の軸線を水平面、又は垂直面として回転自在に配された中間盤12に取り付けられた製品意匠面の異なる複数の製品キャビ型、一次成形用製品キャビ型13及び二次成形用製品キャビ型14とにより基本構成される。
図1は、製品コア型11と一次成形用製品キャビ型13とを型閉じした状態を示し、製品コア型11には、一次成形体15となるキャビティに溶融樹脂を供給する通路となる樹脂流路16と、二次成形体17に溶融樹脂となるキャビティに溶融樹脂を供給する通路となる樹脂流路18が設けられている。符号20は、型開の状態で回転する中間盤12の回転中心であり、中間盤12は図示しない中間盤の支持手段により軸支された構成となっている。
【0013】
製品コア型11の樹脂流路16、18の製品キャビ型面側には、それぞれ一次射出ゲート21と二次射出ゲート22とが配されている。二次射出ゲート22の開口部は、一次成形用製品キャビ型13と製品コア型11が型閉じした状態で、一次成形用製品キャビ型13に設けた円錐形の突設物23と接し、突設物23が二次射出ゲート22を塞ぎ、一次成形体15を成形するときに溶融樹脂が二次射出ゲート22側に漏れ出すことを防止している。
実施の形態において樹脂流路16、18はホットランナにより構成されることが好ましく、また、一次射出ゲート21及び二次射出ゲート22はホットチップ又はバルブゲート等を用いることが好ましい。そして、二次射出ゲート22は、型閉じした際に円錐形の突設物23とは干渉しない構成としている。
【0014】
図1に示すように、製品コア型11には移動してキャビティを形成するスライドブロック25、26と、スライドブロックの移動手段27、28とを備えている。一次成形体15を成形するときに、スライドブロック25、26は一次成形用製品キャビ型13の分割面に押圧され、一次成形体15の外縁の成形面を構成する。スライドブロックの移動手段27、28には流体圧シリンダが好適に用いられる。
【0015】
一次成形品用製品キャビ型13にはキャビ面13aが、二次成形用製品キャビ型14にはキャビ面14aが、それぞれ製品意匠形状を異にして形成されている。
そして、一次成形体15の成形に用いられる一次成形用射出ユニット31と二次成形体17の成形に用いられる二次成形用射出ユニット32とが配設され、いずれの射出ユニットも、スクリュ33、34が回転駆動することでバレル35、36内の樹脂成形材料を所定量加熱溶融し、所定量の溶融樹脂はノズル37、38を介して積層射出成形用金型10のキャビティ内に射出充填される。
【0016】
図1は、製品コア型11と一次成形用製品キャビ型13とが型閉じされ、一次成形用射出ユニット31のスクリュ33が前進移動してキャビティ内に溶融樹脂が充填され、一次成形体15が成形された状態を示している。前述したように、一次成形体15を成形するときに二次射出ゲート22の開口部は円錐形の突設物23により塞がれているので、射出充填された溶融樹脂が二次射出ユニット32側に逆流することがない。
【0017】
図2は、一次成形体15を製品コア型11に残した状態で一旦型開きして二次成形用製品キャビ型14と交換し、次いで型閉され、二次成形用射出ユニット32のスクリュ34が前進移動して一次成形体15と二次成形用製品キャビ型14及び移動したスライドブロック25、26により形成される二次成形体17用のキャビティに溶融樹脂を充填、一次成形体15に二次成形体17を積層した成形品が成形され、一次成形体15の外縁部が二次成形体17により覆われた状態を示している。
突設物23により一次成形体15の二次射出ゲート部には二次射出する時の溶融樹脂の通路孔が形成されるので、この孔を介して二次射出が行われる。このように、一次成形体15の裏面側から二次成形体17の溶融樹脂を射出充填する構成としたので、意匠面側にゲートの痕跡を生じさせることがない。
【0018】
図3及び4は本発明の他の実施の形態を示し、積層射出成形用金型50は図示しない成形装置の型締め機構の固定盤に取り付けられた製品コア型51と、一次成形用製品キャビティと二次成形用製品キャビティの二つのキャビ面52a、52bとを有するスライド型52とにより基本構成される。スライド型52は、図示しない成形装置の可動盤に設けたスライド型52のスライド手段を有する中間盤53に取り付けられ、製品コア型51に対して接離自在となっている。
図3は、製品コア型51とスライド型52の一次成形用製品キャビティが型閉じした状態を示し、製品コア型51には、一次成形体55となるキャビティに溶融樹脂を供給する通路となる樹脂流路56と、二次成形体57となるキャビティに溶融樹脂を供給する通路となる樹脂流路58が設けられている。
【0019】
図3に示すように、製品コア型51には移動してキャビティを形成するスライドブロック65、66と、スライドブロックの移動手段67、68とを備えている。一次成形体55を成形するときに、スライドブロック65、66はスライド型52の分割面に押圧され、一次成形体55の外縁の成形面を構成する。スライドブロックの移動手段67、68には流体圧シリンダが好適に用いられる。
スライド型52は一次成形用キャビティと二次成形用キャビティを一体的に形成した構成としたが、それぞれを独立した金型とし、金型を連結して一体とする構成であっても良い。
【0020】
製品コア型51の樹脂流路56、58の製品キャビ型面側には、一次射出ゲート61と二次射出ゲート62とが配されている。二次射出ゲート62の開口部は、スライド型52と製品コア型51が型閉じした状態で、スライド型52に設けた円錐形の突設物63と接し、突設物63が二次射出ゲート62を塞ぎ、一次成形体55を成形するときに溶融樹脂が二次射出ゲート62側に漏れ出すことを防止している。
実施の形態において樹脂流路56、58はホットランナにより構成されることが好ましく、また、一次射出ゲート61及び二次射出ゲート62はホットチップ又はバルブゲート等を用いることが好ましい。そして、二次射出ゲート62は、型閉じした際に円錐形の突設物63とは干渉しない構成とした。
【0021】
スライド型52には一次成形用のキャビ面52aが、二次成形用のキャビ面52bがそれぞれ製品意匠面形状を異にして形成されている。
そして、一次成形体55の成形に用いられる一次成形用射出ユニット31と二次成形体57の成形に用いられる二次成形用射出ユニット32とが配され、いずれの射出ユニットも、スクリュ33、34が回転駆動することでバレル35、36内の樹脂成形材料を所定量加熱溶融し、所定量の溶融樹脂はノズル37、38を介して積層射出成形用金型50のキャビティ内に射出充填される。
【0022】
図3は、製品コア型51とスライド型52の一次成形用のキャビ面52aとが型閉じされ、一次成形用射出ユニット31のスクリュ33が前進移動してキャビティ内に溶融樹脂を充填、一次成形体55が成形された状態を示している。前述したように、一次成形体55を成形するときに二次射出ゲート62は円錐形の突設物63により塞がれているので、射出充填された溶融樹脂が二次射出ユニット32側に逆流することがない。
【0023】
図4は、一次成形体55を製品コア型51に残した状態で一旦型開きし、スライド型52を移動させてキャビ面52aと52bとを交換、次いで型閉じされ、二次成形用射出ユニット32のスクリュ34が前進移動して一次成形体55とスライド型52の二次成形用キャビ面52b及び移動したスライドブロック65、66により形成される二次成形体57用のキャビティに溶融樹脂を充填、一次成形体55に二次成形体57を積層した成形品が成形され、一次成形体55の外縁部は二次成形体57により覆われた状態を示している。
円錐形の突設物63により一次成形体55の二次射出ゲート部には二次射出する時の溶融樹脂の通路孔が形成されるので、この通路孔を介して二次射出が行われる。このように、一次成形体55の裏面側から二次成形体57の溶融樹脂を射出充填する構成としたので、意匠面側にゲートの痕跡を生じさせることがない。
【0024】
図5〜7は、いずれかの層を発泡させる本発明の実施の形態を示す。実施の形態の積層射出成形用金型は嵌め合い構造を有しない金型であり、キャビティ内に溶融樹脂を充填後にスキン層の形成を待って所定の量の金型を開くことにより溶融樹脂が漏れ出すことはない。なお、嵌め合い構造を有する押し込み金型を用いることも可能である。
積層射出成形用金型70は図示しない成形装置の型締め機構の固定盤に取り付けられた製品コア型71と、同じく図示しない可動盤に係動して摺動自在に、且つ、成形装置の軸線を水平面、又は垂直面として回転自在に配された中間盤12に取り付けられた製品意匠面の異なる複数の製品キャビ型、一次成形用製品キャビ型73及び二次成形用製品キャビ型74とにより基本構成される。
【0025】
図5は、製品コア型71と一次成形用製品キャビ型73とを型閉じした状態を示し、製品コア型71には、一次成形体75となるキャビティに溶融樹脂を供給する通路となる樹脂流路76と、二次成形体に溶融樹脂となるキャビティに溶融樹脂を供給する通路となる樹脂流路78が設けられている。符号20は、型開の状態で回転する中間盤12の回転中心であり、中間盤12は図示しない中間盤の支持手段により軸支された構成となっている。
【0026】
製品コア型71の樹脂流路76、78の製品キャビ型面側には、一次射出ゲート81と二次射出ゲート82とが配されている。二次射出ゲート82の開口部は、一次成形用製品キャビ型73と製品コア型71が型閉じした状態で、一次成形用製品キャビ型73に設けた円錐形の突設物83と接し、突設物83が二次射出ゲート82の開口部を塞ぎ、一次成形体75を成形するときに溶融樹脂が二次射出ゲート82側に漏れ出すことを防止している。
実施の形態において樹脂流路76、78はホットランナにより構成されることが好ましく、また、一次射出ゲート81及び二次射出ゲート82はホットチップ又はバルブゲート等を用いることが好ましい。そして、二次射出ゲート82は、型閉じした際に突設物83とは干渉しない構成とした。
【0027】
図5に示すように、製品コア型71には移動してキャビティを形成するスライドブロック85、86と、スライドブロックの移動手段87、88を備えている。一次成形体75を成形するときに、スライドブロック85、86は一次成形用製品キャビ型73の分割面に押圧され、一次成形体75の外縁の成形面を構成する。スライドブロックの移動手段87、88には流体圧シリンダが好適に用いられる。
【0028】
一次成形品用キャビ型73にはキャビ面73aが、二次成形用製品キャビ型74にはキャビ面74a、それぞれ製品意匠面形状を異にして形成されている。
そして、一次成形体75の成形に用いられる一次成形用射出ユニット31と二次成形体17の成形に用いられる二次成形用射出ユニット32とが配され、いずれの射出ユニットも、スクリュ33、34が回転駆動することでバレル35、36内の樹脂成形材料を所定量加熱溶融し、所定量の溶融樹脂はノズル37、38を介して積層射出成形用金型70キャビティ内に射出充填される。
【0029】
図5は、製品コア型71と一次成形用製品キャビ型73とが型閉じされ、一次成形用射出ユニット31のスクリュ33が前進移動してキャビティ内に溶融樹脂が充填され、一次成形体75が成形された状態を示している。前述したように、一次成形体75を成形するときに二次射出ゲート82の開口部は円錐形の突設物83により塞がれているので、射出充填された溶融樹脂が二次射出ユニット32側に逆流することがない。
【0030】
図6は、一次成形体75を製品コア型71に残した状態で一旦型開きして二次成形用製品キャビ型74と交換し、次いで型閉され、二次成形用射出ユニット32のスクリュ34が前進移動して一次成形体75と二次成形用製品キャビ型74及び移動したスライドブロック85、86により形成される二次成形体87用のキャビティに発泡剤を含む溶融樹脂を充填、一次成形体75に二次成形体77を積層した成形品が成形され、一次成形体75の外縁部は二次成形体77により覆われた状態を示している。
突設物83により一次成形体75の二次射出ゲート部には二次射出する時の溶融樹脂の通路孔が形成されるので、この孔を介して二次射出が行われる。このように、一次成形体75の裏面側から二次成形体77の溶融樹脂を射出充填する構成としたので、意匠面にゲートの痕跡を生じさせることがない。
【0031】
図7は、二次成形体77を成形した後の所定時間経過後に中間盤12を後退させ製品コア型71と二次成形用製品キャビ型74を所定の寸法離間させた位置を保持している状態を示している。
所定時間経過させることで、二次成形体77の表面にスキン層が形成され、金型を開いても発泡剤を含む溶融樹脂が漏れ出すことがなく、また、所定の製品形状を保持することができる。
【0032】
次に、本発明の積層射出成形方法について図1及び2に示す金型により説明する。成形装置の可動盤が後退した型開位置で中間盤12を回転駆動して一次成形用製品キャビ型13と製品コア型11とを対向させ、中間盤12を前進移動させ型締を行う。この状態で製品コア型11に設けた二次成形射出ゲート22の開口部は一次成形用製品キャビ型13のキャビ面13aに配した突設物23により塞がれる。スライドブロックの移動手段27、28を駆動させて、スライドブロック25、26は一次成形用製品キャビ型13の分割面に押圧されて、一次成形体15の外縁の成形面を構成する。一次成形体射出ユニット31には、予め所定の充填量に設定された溶融樹脂が貯留されており、スクリュ33を前進移動させ型閉じにより形成された一次成形用のキャビティに溶融樹脂を樹脂流路16と一次射出ゲート21とを介して充填、一次成形体15を成形する。このとき二次成形射出ゲート22の開口部は円錐形の突設物23により塞がれているので、ゲート側に溶融樹脂が漏れ出すことはない。所定の冷却時間の経過後に製品コア型11に一次成形体15を残したまま型開き動作を行い、一次成形用製品キャビ型13を所定の型開位置に後退移動させる。そして、一次成形体15の二次射出ゲート22部には突設物23により樹脂流路が形成される。
【0033】
次いで、中間盤12を回転駆動して二次成形用製品キャビ型14が製品コア型11と対向する位置へ移動させ、再び中間盤12を前進移動させ型締を行う。これにより、一次成形体15と二次成形用製品キャビ型14とにより二次成形体17のキャビティが形成される。同時に、スライドブロック25、26を後退させて、一次成形体15の外延に空間部を形成し、一次成形体15と二次成形用製品キャビ型14及び移動したスライドブロック25、26により二次成形体17のキャビティ空間部が形成される。二次成形体射出ユニット32には、予め所定の充填量に設定された溶融樹脂が貯留されており、スクリュ34を前進移動させ型閉じにより形成された二次成形用のキャビティに溶融樹脂を樹脂流路18と二次成形射出ゲート22とを介して充填、一次成形体15と二次成形体17が一体となった積層成形品を得る。所定の冷却時間の経過後に型開動作を行い、積層成形品を金型から取り出すことによって成形は完了する。前述した動作を繰り返すことで、連続して積層成形品を得ることができる。
【0034】
前述した金型では所定の型開位置で一次成形用製品キャビ型13と二次成形用製品キャビ型14とを中間盤12の回転駆動により交換する構成としたが、図3及び4に示す金型を用いた成形方法では、所定の型開位置で中間盤53に設けたスライド機構により一次成形のキャビ面52aと二次成形のキャビ面52bとを交換することによって行ない、他の動作工程は同一である。
【0035】
次に、本発明の発泡剤を含む溶融樹脂を射出充填し、その後金型を所定の量開いてキャビティを拡大して発泡成形層を有する積層射出成形方法について図5〜7を参照して説明する。この成形方法では、一次成形体75を成形後に積層する二次成形体77を発泡させる構成とした。
【0036】
図5に示すように、成形装置の可動盤が後退した型開位置で中間盤12を回転駆動して一次成形用製品キャビ型73と製品コア型71とを対向させ、中間盤12を前進移動させ型締を行う。この状態で製品コア型71に設けた二次成形射出ゲート82の開口部は一次成形用製品キャビ型73のキャビ面73aに配した突設物83により塞がれる。スライドブロックの移動手段87、88を駆動させて、スライドブロック85、86は一次成形用製品キャビ型73の分割面に押圧されて、一次成形体75の外縁の成形面を構成する。一次成形体射出ユニット31には、予め所定の充填量に設定された溶融樹脂が貯留されており、スクリュ33を前進移動させ型閉じにより形成された一次成形用のキャビティに溶融樹脂を樹脂流路76と一次射出ゲート81とを介して充填、一次成形体75を成形する。このとき二次成形射出ゲート82の開口部は円錐形の突設物83により塞がれているので、ゲート側に溶融樹脂が漏れ出すことはない。所定の冷却時間の経過後に製品コア型71に一次成形体75を残したまま型開き動作を行い、一時成形用製品キャビ型73を所定の型開位置に後退移動させる。そして、一次成形体75の二次射出ゲート82部の開口部には円錐形の突設物83により樹脂流路が形成される。
【0037】
次いで図6に示すように、中間盤12を回転駆動して二次成形用製品キャビ型74を製品コア型71と対向する位置へ移動させ、再び中間盤12を前進移動させ型締を行う。これにより、一次成形体75と二次成形用製品キャビ型74とにより二次成形体77のキャビティが形成される。同時に、スライドブロック85、86を後退させて、一次成形体15の外延に空間部を形成し、一次成形体75と二次成形用製品キャビ型74及び移動したスライドブロック85、86により二次成形体77のキャビティ空間部が形成される。二次成形体射出ユニット32には、予め所定の充填量に設定された発泡剤を含む溶融樹脂が貯留されており、スクリュ34を前進移動させ型閉じにより形成された二次成形用のキャビティに発泡剤を含む溶融樹脂を樹脂流路78と二次成形射出ゲート82とを介して充填、一次成形体75と二次成形体77が一体となった積層成形品を得る。
【0038】
図7で示すように、所定のスキン層が形成される時間を計時後に中間盤12を後退させ所定の隙間を製品コア型71と二次成形用製品キャビ型74との間に形成し二次成形体77を発泡させて発泡層を形成させる。所定の冷却時間の経過後に型開動作を行い、積層成形品を金型から取り出すことによって発泡層を有する積層成形品の成形を完了する。前述した動作を繰り返すことで、連続して積層成形品を得ることができる。
本発明の積層射出成形用金型及び積層射出成形方法を用いて得られる積層成形品は、一次成形体の裏面側から二次成形体を成形するとともに、二次成形体が一次成形体の外縁を巻き込んで成形する構成としたので、二次成形体の意匠面にゲート跡が残ることなく、又、製品外観が向上する。そして、一次成形体を成形するキャビ型と二次成形体を成形するキャビ型を交換して積層成形する構成としたので、成形品の立ち面(型開き方向と交差する方向)の製品肉厚や、型開方向の製品肉厚を自在に設定することができる。
【0039】
一組の金型を型開方向に移動してキャビティを拡大して二層目を成形する従来の積層成形用の金型を用い、基材に剛性を有し、意匠面である表層に例えばエラストマー系の軟質樹脂を発泡させて、ソフト感有する積層成形品の意匠面にゲート跡を残さない用に成形するには、先に(一次成形)表層側を成形しその後基材側を成形することとなり、この場合、表層に二次成形の樹脂圧力の作用により発泡層の潰れや製品の変形等の成形不良が発生し、所望する積層成形品を得ることが難しい。
【0040】
しかしながら、本発明の積層成形用金型では、基材を一次成形しその後表層を二次成形するので、所望するソフト感を有し、且つ、表層にゲート跡のない積層成形品を得ることができる。また、本発明の積層成形用金型では、成形品の型開方向と交差方向(成形品のたち面)の肉厚を自在に設定することができ、さらに、一次成形体と二次成形体の形状の組み合わせの自由度が高いので、積層成形品の形状の制約を小さくすることができる。
発泡層を形成する成形方法において、二次成形体を発泡させる実施の形態としたが、一次成形体に発泡剤を含む溶融樹脂を用いて発泡成形をおこない、その後二次成形体を成形する構成であってもよい。また、一次成形体及び二次成形体の両方を発泡成形させても良い。
【符号の説明】
【0041】
10、50、70 積層射出成形用金型
11、51、71 製品コア型
12、53 中間盤
13、73 一次成形用製品キャビ型
13a、14a、52a、52b、73a、74a 成形キャビ面
14、74 二次成形用製品キャビ型
15、55、75 一次成形体
16、18、56、58、76、78 樹脂流路
17、57、77 二次成形体
21、61、81 一次射出ゲート
22、62、82 二次射出ゲート
23、63、83 突設物
25、26、65、66、85、86 スライドブロック
27、28、67、68、87、88 スライドブロックの駆動手段
31 一次成形用射出ユニット
32 二次成形用射出ユニット
52 スライド型
【特許請求の範囲】
【請求項1】
一つの製品コア型と、製品形状の異なる複数の製品キャビ型とで構成され、該製品キャビ型は回転又はスライドする移動手段を備えて前記製品コア型との組み合わせを変更できるように配されるとともに、前記製品コア型には異なる溶融樹脂を射出する複数の射出ユニットと、前記製品コア型と製品キャビ型とによって形成されるキャビティとを連通する複数の樹脂流路が設けられ、一次成形後の二次成形により一次成形体の全面あるいは所定の部分に二次成形体を積層して成形品を得る成形層射出成形に用いる積層射出成形用成形金型において、
二次成形を行うときに、一次成形体の外縁を二次成形体で巻き込むことができる構造であることを特徴とする積層射出成形用成形金型。
【請求項2】
前記製品コア型の一次成形体外縁部に、スライド移動可能なブロックと該ブロックの移動手段を設けたことを特徴とする請求項1に記載の積層射出成形用成形金型。
【請求項3】
一次成形を行うときに、二次成形体用樹脂流路のゲートを閉止することができる構造であることを特徴とする請求項1又は請求項2に記載の積層射出成形用成形金型。
【請求項4】
前記二次成形体用樹脂流路のゲートの閉止は、前記製品コア型キャビ面の前記ゲートの対向部に設けた突設物により行うことを特徴とする請求項3に記載の積層射出成形用成形金型。
【請求項5】
一つの製品コア型と、製品形状の異なる複数の製品キャビ型とで構成され、該製品キャビ型は回転又はスライドする移動手段を備えて前記製品コア型との組み合わせを変更できるように配されるとともに、前記製品コア型には異なる溶融樹脂を射出する複数の射出ユニットと、前記製品コア型と製品キャビ型とによって形成されるキャビティに連通する複数の樹脂流路が設けられた金型を用い、一次成形後の二次成形により一次成形体の全面あるいは所定の部分に二次成形体を積層して成形品を得る成形層射出成形方法において、
前記二次成形体を成形するときに一次成形体の外縁部のキャビティを拡大し、該拡大したキャビティに溶融樹脂を充填することで一次成形体の外縁を二次成形体で巻き込こむことを特徴とする積層射出成形方法。
【請求項6】
前記複数の射出ユニットのいずれか一方に発泡性溶融樹脂を用い、該発泡性溶融樹脂を金型キャビティ内に射出充填の後に金型を所定の寸法型開きさせ、前記充填した発泡性溶融樹脂を発泡膨張させることを特徴とする請求項5に記載の積層射出成形方法。
【請求項1】
一つの製品コア型と、製品形状の異なる複数の製品キャビ型とで構成され、該製品キャビ型は回転又はスライドする移動手段を備えて前記製品コア型との組み合わせを変更できるように配されるとともに、前記製品コア型には異なる溶融樹脂を射出する複数の射出ユニットと、前記製品コア型と製品キャビ型とによって形成されるキャビティとを連通する複数の樹脂流路が設けられ、一次成形後の二次成形により一次成形体の全面あるいは所定の部分に二次成形体を積層して成形品を得る成形層射出成形に用いる積層射出成形用成形金型において、
二次成形を行うときに、一次成形体の外縁を二次成形体で巻き込むことができる構造であることを特徴とする積層射出成形用成形金型。
【請求項2】
前記製品コア型の一次成形体外縁部に、スライド移動可能なブロックと該ブロックの移動手段を設けたことを特徴とする請求項1に記載の積層射出成形用成形金型。
【請求項3】
一次成形を行うときに、二次成形体用樹脂流路のゲートを閉止することができる構造であることを特徴とする請求項1又は請求項2に記載の積層射出成形用成形金型。
【請求項4】
前記二次成形体用樹脂流路のゲートの閉止は、前記製品コア型キャビ面の前記ゲートの対向部に設けた突設物により行うことを特徴とする請求項3に記載の積層射出成形用成形金型。
【請求項5】
一つの製品コア型と、製品形状の異なる複数の製品キャビ型とで構成され、該製品キャビ型は回転又はスライドする移動手段を備えて前記製品コア型との組み合わせを変更できるように配されるとともに、前記製品コア型には異なる溶融樹脂を射出する複数の射出ユニットと、前記製品コア型と製品キャビ型とによって形成されるキャビティに連通する複数の樹脂流路が設けられた金型を用い、一次成形後の二次成形により一次成形体の全面あるいは所定の部分に二次成形体を積層して成形品を得る成形層射出成形方法において、
前記二次成形体を成形するときに一次成形体の外縁部のキャビティを拡大し、該拡大したキャビティに溶融樹脂を充填することで一次成形体の外縁を二次成形体で巻き込こむことを特徴とする積層射出成形方法。
【請求項6】
前記複数の射出ユニットのいずれか一方に発泡性溶融樹脂を用い、該発泡性溶融樹脂を金型キャビティ内に射出充填の後に金型を所定の寸法型開きさせ、前記充填した発泡性溶融樹脂を発泡膨張させることを特徴とする請求項5に記載の積層射出成形方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2011−84016(P2011−84016A)
【公開日】平成23年4月28日(2011.4.28)
【国際特許分類】
【出願番号】特願2009−239935(P2009−239935)
【出願日】平成21年10月19日(2009.10.19)
【出願人】(300041192)宇部興産機械株式会社 (268)
【Fターム(参考)】
【公開日】平成23年4月28日(2011.4.28)
【国際特許分類】
【出願日】平成21年10月19日(2009.10.19)
【出願人】(300041192)宇部興産機械株式会社 (268)
【Fターム(参考)】
[ Back to top ]