
積層成形装置及び金型交換方法
【課題】複数組の金型を使用する積層成形装置の金型交換を1組の金型交換と略同じ時間で可能とし、金型交換装置の特殊化あるいは大型化が不要な積層成形装置と金型交換方法を提供する。
【解決手段】固定盤側に複数の射出ユニットを有し、型締機構で可動盤を型開閉させ、固定盤と可動盤とに相対する面に異なる製品キャビ金型を取り付け、固定盤と可動盤間で、型開閉方向に型開閉動作と連動した移動と、任意の移動位置での停止および回転とが可能な機構を有する回転盤が配設された積層成形装置において、回転盤の金型を取り付ける回転部を回転盤から着脱かつ昇降可能とすることにより、固定盤と可動盤との間の複数組の金型が一体化された状態で金型交換する。
【解決手段】固定盤側に複数の射出ユニットを有し、型締機構で可動盤を型開閉させ、固定盤と可動盤とに相対する面に異なる製品キャビ金型を取り付け、固定盤と可動盤間で、型開閉方向に型開閉動作と連動した移動と、任意の移動位置での停止および回転とが可能な機構を有する回転盤が配設された積層成形装置において、回転盤の金型を取り付ける回転部を回転盤から着脱かつ昇降可能とすることにより、固定盤と可動盤との間の複数組の金型が一体化された状態で金型交換する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、複数材質又は複数色の樹脂を重ね合わせた積層成形品の成形に用いる積層成形装置に関し、特に、短時間で金型を交換可能にする積層成形装置及び金型交換方法に関する。
【背景技術】
【0002】
近年、自動車関連部品を中心として軽量化のために樹脂成形製品の採用が拡大すると共に、樹脂成形製品への軽量化、高強度化、耐熱化、耐食・耐候化、美観向上等様々な機能性が要求されている。これらの要求を満たすために、樹脂成形製品の積層化(多層、多材、多色)は非常に有効な手段であり、様々な形態の積層成形装置が提案されている。
【0003】
このような積層成形装置として、2組の対向する射出機(”射出機”は本明細書の”射出ユニット”と同義。)間に設けられた固定盤と、固定盤から突設されたタイバーと、タイバーに案内され、固定盤に対して型開閉方向に進退自在に配設された可動盤及び回転盤を備え、回転盤の可動盤と固定盤とに相対する面にそれぞれ同じ雄型(この”雄型”は本明細書の”製品コア金型”と同義。)を取り付けると共に、回転盤の同じ雄型と組み合わせて異なる製品キャビティを形成する雌型(この”雌型”は本明細書の”製品キャビ金型”と同義。)を固定盤及び可動盤にそれぞれに取り付け、固定盤と可動盤間に設けられた回転盤を回転させて、型開閉動作により回転盤の雄型を固定盤と可動盤の雌型に順次組み合わせて次々と異なる製品キャビティを形成し、可動盤側と固定盤側とにそれぞれ対向させた2組の射出機からこれら製品キャビティに次々と複数材質又は複数色の溶融樹脂を射出充填して積層成形品を成形するものが知られている。
【0004】
ここで、金型を使用する成形装置において、型開閉方向に成形装置側面に隣接する位置に設けられた架台上に型開閉方向に移動可能な移動台を付設し、その移動台の荷台に、固定側金型と可動側金型とが一体化された新しい1組の金型を搭載させて金型交換位置に移動させ、成形装置の可動盤を固定盤側に型閉じさせた後、固定側金型と可動側金型とが一体化された1組の金型を取り外して、各盤の下部に配設された金型受け渡しローラ等で支持させて、型開閉方向と直交する方向に移動させ、その移動台の空いている荷台に搭載すると共に、その移動台に搭載されていた新しい1組の金型を各盤の下部に配設された金型受け渡しローラ等で支持させて、型開閉方向と直交する方向に移動させ、成形装置の固定盤と可動盤間に取り付ける形態の金型交換装置及び金型交換方法が公知である。しかしながら、前記形態の積層成形装置では金型交換時に、固定盤と回転盤の間及び回転盤と可動盤の間の2組の金型を交換する必要があるため、短時間で2組の金型を交換可能にする金型交換装置が特許文献1に開示されている。
【0005】
特許文献1の金型交換装置は、少なくとも3組の金型を移動台に搭載可能とし、新しい2組の金型を移動台の荷台に搭載させて金型交換位置に移動させ、成形装置に取り付けられている古い2組の金型の一方を空いている移動台の荷台に移動させ、移動台の新しい2組の金型の一方を成形装置に取り付け、その後成形装置に残った古い金型2組の他方を取り外して移動台の空いた荷台に移動させ、移動台に残された新しい2組の金型の他方を成形装置に取り付けることを特徴としている。この金型交換装置と金型交換方法によれば、移動台に金型搭載用の荷台が4組分あれば、成形装置の2組の金型の交換が同時に可能であり、短時間で2組の金型を交換可能にするものである。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2009−23268号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献1の特開2009−23268号公報の金型交換装置は、2組の金型の交換が必要であり1組の金型の交換に比べて時間がかかるという問題がある。また、移動台に4組の金型が搭載可能であれば2組の金型を同時に交換することは設備的には可能ではあるが、金型の成形装置の固定盤及び可動盤への取り付け及び取り外しが油圧クランパー等の自動脱着装置で行える場合でも、金型と成形装置間のユーティリティ(油圧、空圧、冷却水、電気等)の接続をすべて自動で行うことは困難で、人力での作業が介在せざるを得ない。よって、2組の金型を完全に同時交換しようとすると、2組の人力での作業が同じ場所で混在し安全上非常に危険なため、現実的にはそれぞれの金型交換作業は同時に行われず時間をずらして行なわれている。よって1組の金型交換に比べて時間がかかるという問題は特許文献1の金型交換装置においても完全には解決されていない。
【0008】
また、前記積層成形装置とは異なる形態の積層成形装置においても、複数組の金型を使用する形態においては金型交換に関して前記と同様の問題がある。また、1組の金型で複数の製品キャビティを形成する形態においては、金型が特殊化あるいは大型化するためこれに対応する金型交換装置も特殊化あるいは大型化するという問題がある。
【0009】
本発明は、上記の問題に鑑みてなされたもので、その目的は複数組の金型を使用する積層成形装置の金型交換を1組の金型交換と略同じ時間で可能とし、金型交換装置の特殊化あるいは大型化が不要な積層成形装置と金型交換方法を提供することにある。ここで、本発明の出願人は本発明の出願の前に、積層成形装置に関して前記積層成形装置とは形態の異なる積層成形装置及び積層成形方法を出願している。(特願2009−128509/出願日:2009年5月28日)
【0010】
この積層成形装置は、少なくとも2個の射出ユニットと、前記射出ユニットが脱着可能に配設され、それぞれの前記射出ユニットから、少なくとも2種類の製品キャビティに樹脂遮断開放切替弁を有する独立した樹脂流路が形成された製品コア金型と、前記製品コア金型が取り付けられた固定盤と、前記固定盤から突設された複数のタイバーと、ダミープレートが取り付けられ、前記タイバーに案内され、型締機構により前記固定盤に対して型開閉方向に進退自在に配設された可動盤とからなり、
前記製品コア金型と前記ダミープレートとに相対する面に、異なる形状を有した製品キャビ金型がそれぞれ取り付けられ、前記固定盤と前記可動盤間での前記可動盤の型開閉方向に前記可動盤の型開閉動作に連動した移動動作と、任意の移動位置での停止と、前記任意の移動位置での回転動作とが可能な回転盤を有し、
前記型締機構による前記可動盤の型開閉動作と、これに連動する前記回転盤の移動動作と、前記回転盤の任意の位置における回転動作による少なくとも2種類の異なる前記製品キャビティの切替えと、少なくとも2個の前記射出ユニットからのそれぞれの前記製品キャビティへの溶融樹脂の射出充填とにより、少なくとも2種類の樹脂を積層成形させる積層成形装置である。
【0011】
本発明の出願人は、前記本発明の出願人の出願による積層成形装置の形態に基づき、これら問題を解決する積層成形装置及び金型交換方法を提供するものである。
【課題を解決するための手段】
【0012】
上記の目的を達成するため、本発明の請求項1に係る積層成形装置は、
少なくとも2個の射出ユニットと、前記射出ユニットが脱着可能に配設され、それぞれの前記射出ユニットから少なくとも2種類の製品キャビティに樹脂遮断開放切替弁を有する独立した樹脂流路が形成された製品コア金型と、前記製品コア金型が取り付けられた固定盤と、前記固定盤から突設された複数のタイバーと、ダミープレートが取り付けられ、前記タイバーに案内され、型締機構により前記固定盤に対して型開閉方向に進退自在に配設された可動盤とからなり、
前記製品コア金型と前記ダミープレートとに相対する面に、異なる形状を有した製品キャビ金型がそれぞれ取り付けられ、前記固定盤と前記可動盤間での前記可動盤の型開閉方向に前記可動盤の型開閉動作に連動した移動動作と、任意の移動位置での停止と、前記任意の移動位置での回転動作とが可能な回転盤を有し、
前記型締機構による前記可動盤の型開閉動作と、これに連動する前記回転盤の移動動作と、前記回転盤の任意の位置における回転動作による少なくとも2種類の異なる前記製品キャビティの切替えと、少なくとも2個の前記射出ユニットからのそれぞれの前記製品キャビティへの溶融樹脂の射出充填とにより、少なくとも2種類の樹脂を積層成形させる積層成形装置において、
前記回転盤の金型が取り付けられた回転部と、前記回転部を回転させる機構とが脱着可能な機構を有することを特徴としている。
【0013】
本発明の請求項2に係る積層成形装置は、請求項1において、前記脱着可能な機構が、前記回転部を前記回転部を回転させる機構に固定させるクランプ機構と、前記回転部を前記回転部を回転させる機構に固定させる際の位置決め機構とで構成されることを特徴としている。
【0014】
本発明の請求項3に係る積層成形装置は、請求項1乃至請求項2のいずれかにおいて、前記回転盤の前記回転部が、独立した駆動装置で昇降される機構を有することを特徴としている。
【0015】
本発明の請求項4に係る金型交換方法は、請求項1乃至請求項3いずれかに記載の積層成形装置において、前記可動盤と前記回転盤と前記固定盤とが型閉じされた状態で、前記固定盤の前記製品コア金型と前記回転盤の前記製品キャビ金型及び前記回転盤の前記製品キャビ金型と前記可動盤の前記ダミープレートを連結させ、前記回転部を昇降させる機構により、前記回転部と前記回転部を回転させる機構とを連結あるいは分離させてから、前記固定盤と前記製品コア金型及び前記可動盤と前記可動盤の前記ダミープレートを固定あるいは解除させることにより、前記製品コア金型と、複数の前記製品キャビ金型が取り付けられた状態の前記回転盤の前記回転部と、前記ダミープレートとが一体化された状態で交換されることを特徴としている。
【発明の効果】
【0016】
本発明の積層成形装置及び金型交換方法によれば、次のような効果を奏することができる。
(1)回転盤の回転部が、複数の製品キャビ金型が取り付けられた状態で回転部を回転させる機構から脱着可能なため、回転部を連結あるいは分離させることでダミープレート及び回転部を含むすべての金型を一体で積層成形装置から取り外し、また取り付けることが可能である。すなわち、複数の金型を1組の金型として取り扱うことが可能なため、金型交換が1組の金型を交換する従来の単層成形装置と略同じ時間で可能である。
(2)複数の金型を1組の金型として取り扱うことが可能なため、金型交換装置の移動台の金型搭載用荷台は2箇所あれば良く、従来の単層成形装置用の金型交換装置と比較して特殊化あるいは大型化する必要がない。
(3)複数の金型を1組の金型として取り扱うことが可能なため、積層成形装置から複数の金型を一体で取り外した後、回転盤の回転部に取り付けられた複数の製品キャビ金型の取り外し及び取り付けを積層成形装置の外で行う外段取りが可能となり、各金型のメンテナンス性が向上する。
(4)複数の金型を1組の金型として取り扱うことが可能なため、各金型の芯合わせ調整が不要となる。
(5)回転盤の回転部が回転部を回転させる機構から脱着可能なため、回転盤の回転部を取り外せば、回転部を回転させる機構他積層成形装置側に残る回転盤のメンテナンス性が向上する。
(6)回転盤の回転部が回転部を回転させる機構から脱着可能なため、回転盤の回転部と可動盤のダミープレートを取り外せば、従来の単層成形装置用の金型を使用して単層成形を行うことが可能である。
(7)本発明の基本となる積層成形装置の形態は、型締機構で可動盤を固定盤に対して進退させる従来の単層成形装置の機能に基づいており射出ユニットと回転盤との追加でそのような単層成形装置を積層成形装置に容易に改造することができる。その場合において、本発明により固定盤と可動盤との間の複数の金型を1組の金型として取り扱うことが可能なため、従来の単層成形装置用の金型交換装置も流用することが可能である。
【図面の簡単な説明】
【0017】
【図1】本発明の実施例1の積層成形装置の型開き状態の全体主要構造を示す図である。
【図2】図1に示す積層成形装置の型閉じ時の回転盤の詳細を示す縦断側面図である。
【図3】本発明の実施例1の積層成形装置による金型交換工程を示す図である。
【発明を実施するための形態】
【0018】
以下、本発明を実施するための最良の形態について、添付図面を参照しながら詳細に説明する。
【0019】
以下、図1乃至図3を参照しながら本発明の実施例1を詳細に説明する。
【実施例1】
【0020】
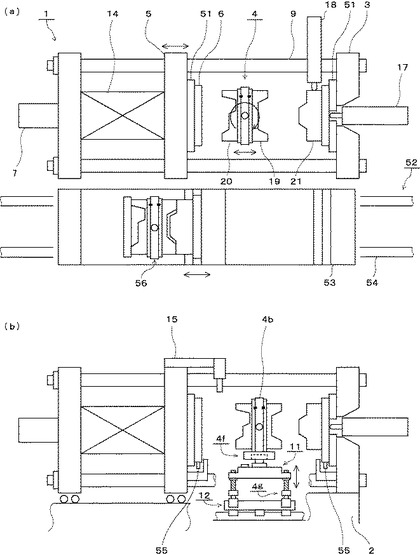
図1乃至図3を参照しながら本発明の実施例1を説明する。図1は本発明の実施例1の積層成形装置の型開き状態の全体主要構造を示す図である。図1(a)は平面図であり、図1(b)は縦断側面図である。図2は図1に示す積層成形装置の型閉じ時の回転盤の詳細を示す縦断側面図である。また、図3は本発明の実施例1の積層成形装置による金型交換工程を示す図である。
【0021】
本発明の実施形態である積層成形装置1の構成について説明する。図1及び図2において、2はベッド、3は固定盤、4は回転盤、4bは回転部、4fは脱着機構、4gは昇降機構、5は可動盤、6はダミープレート、7は型締機構駆動装置、9はタイバー、11は回転盤回転機構、12は回転盤移動機構、14は型締機構、15は回転盤連結機構、17は1次射出ユニット、18は2次射出ユニット、19は1次側製品キャビ金型、20は2次側製品キャビ金型、21は製品コア金型、51は金型クランプ装置、52は金型交換装置、53は移動台、54は架台、55は金型受け渡しローラ、56は新しい金型1組、57は古い金型1組である。
【0022】
固定盤3はベッド2に固定され、製品コア金型21が金型クランプ装置51によりその一面に取り付けられている。そして、1次射出ユニット17と2次射出ユニット18とが製品コア金型21に脱着可能に配設されている。ここで、製品コア金型21には、1次射出ユニット17と2次射出ユニット18とから、この製品コア金型21と回転盤4の1次側製品キャビ金型19もしくは2次側製品キャビ金型20と組み合わされて形成される2種類の製品キャビティそれぞれに、樹脂遮断開放切替弁を有する独立した図示しない樹脂流路が形成されている。固定盤3の四隅から突設されたタイバー9は、それぞれ可動盤5を貫通しており、可動盤5はタイバー9に案内され、型締機構駆動装置7によって駆動される型締機構14により固定盤3に対して進退自在に配設されている。また可動盤5には金型クランプ装置51によりダミープレート6が、回転盤4の1次側製品キャビ金型19と2次側製品キャビ金型20とに相対する位置に取り付けられている。そして、固定盤3の製品コア金型21と可動盤5のダミープレート6との荷重を受けるようにそれぞれの盤の下部に金型受け渡しローラ55が配設されている。このそれぞれの盤の下部に配設された金型受け渡しローラ55は、金型交換時、一体化されたダミープレート6及び回転部4bを含むすべての金型の荷重を受ける強度を有している。
【0023】
回転盤4の回転部4bの、固定盤3の製品コア金型21と可動盤5のダミープレート6とに相対する面には、異なる形状を有する1次側製品キャビ金型19及び2次側製品キャビ金型20が図示しない金型クランプ装置によりそれぞれ取り付けられている。回転盤4の回転部4bは、脱着機構4fにより、回転部4bを回転させる回転盤回転機構11に連結されており、昇降機構4g及び回転盤回転機構11を介して、回転盤移動機構12上に配設されている。脱着機構4fは、回転部4bと回転盤回転機構11との連結を固定させる機械式あるいは電気式の固定機構を有しており、金型交換時以外は回転部4bと回転盤回転機構11とを固定させている。この脱着機構4fをマグネットクランプ等のクランプ機構とし、エアーシリンダー等で進退自在に配設されたノックピン等で構成された位置決め機構で回転部4bの昇降機構4gに対する位置決めをする形態でもよい。回転盤連結機構15は、可動盤5のダミープレート6と回転盤4の1次側製品キャビ金型19もしくは2次側製品キャビ金型20とが型合わせされた状態で、可動盤5と回転盤4とを連結する位置に、可動盤5から油圧やサーボモータ等で先端部を進退させるノックピン等の連結機構を支持させたものであり、可動盤5のダミープレート6と回転盤4の1次側製品キャビ金型19もしくは2次側製品キャビ金型20とが型合わせされた状態で、可動盤5と回転盤4とを連結し一体化させるものである。
【0024】
回転盤移動機構12は、ボールネジとボールネジナットと直動ガイドとの組合せ等で構成される直線状のガイド機構を有し、回転盤連結機構15により可動盤5と回転盤4とが一体化された状態で、可動盤5の型開閉動作により、回転盤4を型開閉方向に型開閉動作に連動させて型開閉ストローク範囲を移動させ、回転盤連結機構15を解除して、任意の移動位置で停止させ、その位置が保持される。また、回転盤回転機構11は、1次側製品キャビ金型19と2次側製品キャビ金型20とを含む回転部4bの荷重を支持し、回転させることができる円周状のガイド等で構成された支持機構を有し、サーボモータ等の独立した駆動装置により任意の移動位置で回転部4bを回転させる。そして、回転部4bと脱着機構4fと回転盤回転機構11とは昇降機構4gにより昇降可能に配設されている。昇降機構4gはサーボモータ等の独立した駆動装置を有し、ボールネジとボールネジナットとの組み合わせ等で回転部4bと脱着構造4fと回転盤回転機構11とを昇降させる。通常、回転部4bと脱着構造4fと回転盤回転機構11とは昇降機構4gにより、固定盤3の製品コア金型21と回転盤4の製品キャビ金型19あるいは製品キャビ金型20と型閉じできる所定高さに保持されている。金型交換時、昇降機構4gにより回転盤回転機構11を下降させることにより、回転盤4の回転部4bと回転盤回転機構11とを脱着機構4f部において分離させる。
【0025】
そして、金型交換装置52は公知の装置である。型開閉方向に積層成形装置1の側面に隣接する位置に設けられた架台54上に、型開閉方向に移動可能で複数組の金型を搭載する荷台と、金型交換位置で各荷台と積層成形装置1の各盤の下部に配設された受け渡しローラ55との間を接続する図示しない収納式のレール部を有する移動台53が付設される。
【0026】
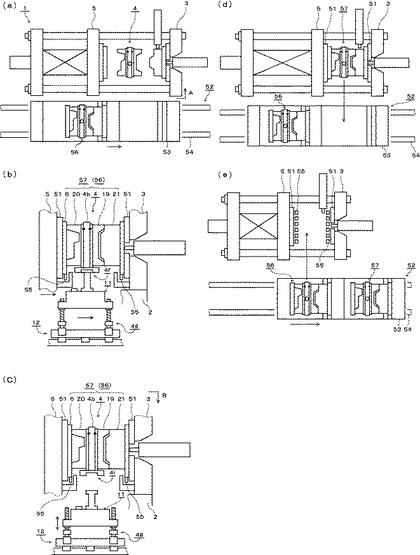
図3を参照しながら、実施例1の金型交換工程を説明する。まず、図3(a)の平面図に示すように、金型交換前の作業として、新しい金型1組56(製品コア金型と、複数の製品キャビ金型を取り付けた回転部と、ダミープレートとが一体化された状態)を準備して金型交換装置52の移動台53の荷台の1か所に搭載させた後、移動台53を移動台53の空いた荷台が金型交換位置に来るように架台54上を移動させる。新しい金型1組56の準備と移動台53への搭載は、積層成形装置1の運転に支障のない位置で行い、積層成形装置1の運転を停止させることなく移動台53を金型交換位置まで移動させる。
【0027】
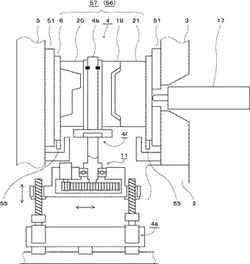
次に、積層成形装置1の運転を停止させ金型交換作業を行う。図3(b)の縦断側面図(図3(a)のA矢視)に示すように、可動盤5と回転盤4とを固定盤3方向に型閉じさせる。この状態で固定盤3の製品コア金型21と、回転盤4の1次側製品キャビ金型19及び回転盤4の2次側製品キャビ金型20と、可動盤5のダミープレート6とを連結させると、固定盤3と可動盤5間の、ダミープレート6と回転盤4の回転部4bとを含むすべての金型(以後、”古い金型1組57”と呼称する。)が一体化される。ここで、これらの金型を連結させる手段については、金型外面に設けた受け部品に連結治具部品を人力で取り付ける形態でも良いが、金型交換時間を短縮するためには、種々の機構が公知となっている自動で金型同士が連結される機構のいずれかを使用する金型の大きさや製品キャビティの形状に応じて適宜採用することが望ましい。
【0028】
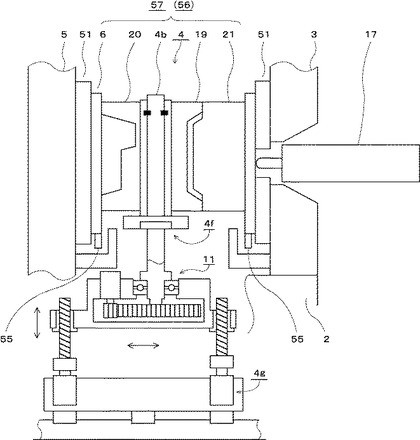
次に、図3(c)の縦断側面図(図3(a)のA矢視図)に示すように、昇降機構4gにより回転盤回転機構11を金型交換に支障のない所定の位置まで下降させる。この際、回転盤4の回転部4bと回転盤回転機構11とを連結している脱着機構4fの固定機構を解除しておくと、固定盤3と可動盤5間で一体化された古い金型1組57に回転盤4の回転部4bを残した状態で、脱着機構4fと回転盤回転機構11とが下降し、回転部4bと回転盤回転機構11とが完全に分離される。また、回転部4bと回転盤回転機構11とを完全に分離させた後、古い金型1組57の両端部となる製品コア金型21と2次側製品キャビ金型20とをそれぞれ固定盤3及び可動盤5に取り付けている金型クランプ装置51を解除すると、固定盤3と可動盤5間の古い金型1組57が、固定盤3及び可動盤5の下部に配設された金型受け渡しローラ55によって支持される状態になる。金型クランプ装置51は手動式のものでも良いが、金型交換時間を短縮するためには油圧式あるいは電磁式等の公知の自動金型クランプ装置を採用することが望ましい。
【0029】
この際、図3(d)の平面図(図3(c)のB矢視図)に示すように、移動台53の空いている荷台が金型交換位置に移動されている。移動台53の空いている荷台と、積層成形装置1の固定盤3及び可動盤5の下部に配設された受け渡しローラ55の間が、移動台53の図示しない収納式のレール部で接続された後、固定盤3と可動盤5間で金型受け渡しローラ55に支持されている古い金型1組57を型開閉方向と直交する方向に、図示しない収納式のレール部上を通過させて、移動台53の開いている荷台に移動させる。この移動は固定盤3及び可動盤5の下部に配設された受け渡しローラ55と、移動台53の図示しない収納式のレール部のローラと、移動台53の荷台のローラをサーボモータ等で回転させることで行うが、この方法によらず、公知の金型交換装置の中で、使用する金型の大きさや製品キャビティの形状に応じて、最適な形態を採用することが望ましい。
【0030】
次に、図3(e)の平面図に示すように、移動台53の新しい金型1組56を搭載した荷台を金型交換位置に移動させる。移動台53の新しい金型1組56を搭載した荷台と、積層成形装置1の固定盤3及び可動盤5の下部に配設された受け渡しローラ55との間が、移動台53の図示しない収納式のレール部で接続された後、移動台53の新しい金型1組56を型開閉方向と直交する方向に、図示しない収納式のレール部上を通過させて、固定盤3及び可動盤5の下部に配設された受け渡しローラ55上を所定の金型取り付け位置に移動させる。
【0031】
次に、図3(c)の縦断側面図に示すように、新しい金型1組56を金型クランプ装置51により固定盤3と可動盤5間に取り付ける。その後、図3(b)の縦断側面図に示すように、金型交換に支障のない位置に下降していた回転盤回転機構11を昇降機構4gにより上昇させ、脱着機構4fにより回転盤の4の回転部4bと回転盤回転機構11とを連結し脱着機構4fの固定機構を作動させる。最後に、新しい金型1組56の固定盤3の製品コア金型21と、回転盤4の1次側製品キャビ金型19と及び回転盤4の2次側製品キャビ金型20と、可動盤5のダミープレート6との連結を解除させると金型交換が終了する。
【0032】
実施例1では、昇降機構4gにより回転盤回転機構11を昇降させ、回転部4bと回転盤回転機構11とが脱着されるようにしているが、回転盤回転機構11を昇降させず回転盤移動機構12側に配設し、脱着機構4g部のみを昇降させる形態でも良い。また、実施例1では、ローラ式の金型交換装置を使用した金型交換方法について記載したが、一般的なクレーン等で金型を吊り上げて交換する方法においても、複数の金型を1組の金型として取り扱うことが可能なため、金型交換時間の短縮化他同様の効果を奏することができる。このように、実施例1は、本発明の一実施例を示すものであり、本発明はこの実施例1の形態のみに限定されるものではない。
【産業上の利用可能性】
【0033】
以上のように、本発明に係る積層成形装置と金型交換方法によれば、複数組の金型を使用する積層成形装置の金型交換を1組の金型交換と略同じ時間で可能とし、金型交換装置の特殊化あるいは大型化を不要とする。その他、前記”発明の効果”に記載した効果を奏することができ、産業上の利用可能性は大きい。特に、装置の設置スペースあるいは装置の設置費用の制約のため、専用の積層成形装置を設置することが困難であった企業、特に中小規模の企業においても、本発明の積層成形装置と金型交換方法により、既に設置している、型締機構で可動盤を固定盤に対して進退させる従来の単層成形装置を、改造によって多機能を有する積層成形装置へと変更する場合、単層成形装置に設置されている金型交換装置も流用することが可能になる。このように、金型交換装置を装備した積層成形装置により、近年、多種少量生産が求められる積層成形品に対応して、積層成形装置の稼動率を向上させることができる。
【符号の説明】
【0034】
1…積層成形装置、3…固定盤、4…回転盤、4b…回転部、4f…脱着構造、4g…昇降機構、5…可動盤、6…ダミープレート、9…タイバー、11…回転盤回転機構、12…回転盤移動機構、14…型締機構、17…1次射出ユニット、18…2次射出ユニット、19…1次側製品キャビ金型、20…2次側製品キャビ金型、21…製品コア金型、52…金型交換装置
【技術分野】
【0001】
本発明は、複数材質又は複数色の樹脂を重ね合わせた積層成形品の成形に用いる積層成形装置に関し、特に、短時間で金型を交換可能にする積層成形装置及び金型交換方法に関する。
【背景技術】
【0002】
近年、自動車関連部品を中心として軽量化のために樹脂成形製品の採用が拡大すると共に、樹脂成形製品への軽量化、高強度化、耐熱化、耐食・耐候化、美観向上等様々な機能性が要求されている。これらの要求を満たすために、樹脂成形製品の積層化(多層、多材、多色)は非常に有効な手段であり、様々な形態の積層成形装置が提案されている。
【0003】
このような積層成形装置として、2組の対向する射出機(”射出機”は本明細書の”射出ユニット”と同義。)間に設けられた固定盤と、固定盤から突設されたタイバーと、タイバーに案内され、固定盤に対して型開閉方向に進退自在に配設された可動盤及び回転盤を備え、回転盤の可動盤と固定盤とに相対する面にそれぞれ同じ雄型(この”雄型”は本明細書の”製品コア金型”と同義。)を取り付けると共に、回転盤の同じ雄型と組み合わせて異なる製品キャビティを形成する雌型(この”雌型”は本明細書の”製品キャビ金型”と同義。)を固定盤及び可動盤にそれぞれに取り付け、固定盤と可動盤間に設けられた回転盤を回転させて、型開閉動作により回転盤の雄型を固定盤と可動盤の雌型に順次組み合わせて次々と異なる製品キャビティを形成し、可動盤側と固定盤側とにそれぞれ対向させた2組の射出機からこれら製品キャビティに次々と複数材質又は複数色の溶融樹脂を射出充填して積層成形品を成形するものが知られている。
【0004】
ここで、金型を使用する成形装置において、型開閉方向に成形装置側面に隣接する位置に設けられた架台上に型開閉方向に移動可能な移動台を付設し、その移動台の荷台に、固定側金型と可動側金型とが一体化された新しい1組の金型を搭載させて金型交換位置に移動させ、成形装置の可動盤を固定盤側に型閉じさせた後、固定側金型と可動側金型とが一体化された1組の金型を取り外して、各盤の下部に配設された金型受け渡しローラ等で支持させて、型開閉方向と直交する方向に移動させ、その移動台の空いている荷台に搭載すると共に、その移動台に搭載されていた新しい1組の金型を各盤の下部に配設された金型受け渡しローラ等で支持させて、型開閉方向と直交する方向に移動させ、成形装置の固定盤と可動盤間に取り付ける形態の金型交換装置及び金型交換方法が公知である。しかしながら、前記形態の積層成形装置では金型交換時に、固定盤と回転盤の間及び回転盤と可動盤の間の2組の金型を交換する必要があるため、短時間で2組の金型を交換可能にする金型交換装置が特許文献1に開示されている。
【0005】
特許文献1の金型交換装置は、少なくとも3組の金型を移動台に搭載可能とし、新しい2組の金型を移動台の荷台に搭載させて金型交換位置に移動させ、成形装置に取り付けられている古い2組の金型の一方を空いている移動台の荷台に移動させ、移動台の新しい2組の金型の一方を成形装置に取り付け、その後成形装置に残った古い金型2組の他方を取り外して移動台の空いた荷台に移動させ、移動台に残された新しい2組の金型の他方を成形装置に取り付けることを特徴としている。この金型交換装置と金型交換方法によれば、移動台に金型搭載用の荷台が4組分あれば、成形装置の2組の金型の交換が同時に可能であり、短時間で2組の金型を交換可能にするものである。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2009−23268号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献1の特開2009−23268号公報の金型交換装置は、2組の金型の交換が必要であり1組の金型の交換に比べて時間がかかるという問題がある。また、移動台に4組の金型が搭載可能であれば2組の金型を同時に交換することは設備的には可能ではあるが、金型の成形装置の固定盤及び可動盤への取り付け及び取り外しが油圧クランパー等の自動脱着装置で行える場合でも、金型と成形装置間のユーティリティ(油圧、空圧、冷却水、電気等)の接続をすべて自動で行うことは困難で、人力での作業が介在せざるを得ない。よって、2組の金型を完全に同時交換しようとすると、2組の人力での作業が同じ場所で混在し安全上非常に危険なため、現実的にはそれぞれの金型交換作業は同時に行われず時間をずらして行なわれている。よって1組の金型交換に比べて時間がかかるという問題は特許文献1の金型交換装置においても完全には解決されていない。
【0008】
また、前記積層成形装置とは異なる形態の積層成形装置においても、複数組の金型を使用する形態においては金型交換に関して前記と同様の問題がある。また、1組の金型で複数の製品キャビティを形成する形態においては、金型が特殊化あるいは大型化するためこれに対応する金型交換装置も特殊化あるいは大型化するという問題がある。
【0009】
本発明は、上記の問題に鑑みてなされたもので、その目的は複数組の金型を使用する積層成形装置の金型交換を1組の金型交換と略同じ時間で可能とし、金型交換装置の特殊化あるいは大型化が不要な積層成形装置と金型交換方法を提供することにある。ここで、本発明の出願人は本発明の出願の前に、積層成形装置に関して前記積層成形装置とは形態の異なる積層成形装置及び積層成形方法を出願している。(特願2009−128509/出願日:2009年5月28日)
【0010】
この積層成形装置は、少なくとも2個の射出ユニットと、前記射出ユニットが脱着可能に配設され、それぞれの前記射出ユニットから、少なくとも2種類の製品キャビティに樹脂遮断開放切替弁を有する独立した樹脂流路が形成された製品コア金型と、前記製品コア金型が取り付けられた固定盤と、前記固定盤から突設された複数のタイバーと、ダミープレートが取り付けられ、前記タイバーに案内され、型締機構により前記固定盤に対して型開閉方向に進退自在に配設された可動盤とからなり、
前記製品コア金型と前記ダミープレートとに相対する面に、異なる形状を有した製品キャビ金型がそれぞれ取り付けられ、前記固定盤と前記可動盤間での前記可動盤の型開閉方向に前記可動盤の型開閉動作に連動した移動動作と、任意の移動位置での停止と、前記任意の移動位置での回転動作とが可能な回転盤を有し、
前記型締機構による前記可動盤の型開閉動作と、これに連動する前記回転盤の移動動作と、前記回転盤の任意の位置における回転動作による少なくとも2種類の異なる前記製品キャビティの切替えと、少なくとも2個の前記射出ユニットからのそれぞれの前記製品キャビティへの溶融樹脂の射出充填とにより、少なくとも2種類の樹脂を積層成形させる積層成形装置である。
【0011】
本発明の出願人は、前記本発明の出願人の出願による積層成形装置の形態に基づき、これら問題を解決する積層成形装置及び金型交換方法を提供するものである。
【課題を解決するための手段】
【0012】
上記の目的を達成するため、本発明の請求項1に係る積層成形装置は、
少なくとも2個の射出ユニットと、前記射出ユニットが脱着可能に配設され、それぞれの前記射出ユニットから少なくとも2種類の製品キャビティに樹脂遮断開放切替弁を有する独立した樹脂流路が形成された製品コア金型と、前記製品コア金型が取り付けられた固定盤と、前記固定盤から突設された複数のタイバーと、ダミープレートが取り付けられ、前記タイバーに案内され、型締機構により前記固定盤に対して型開閉方向に進退自在に配設された可動盤とからなり、
前記製品コア金型と前記ダミープレートとに相対する面に、異なる形状を有した製品キャビ金型がそれぞれ取り付けられ、前記固定盤と前記可動盤間での前記可動盤の型開閉方向に前記可動盤の型開閉動作に連動した移動動作と、任意の移動位置での停止と、前記任意の移動位置での回転動作とが可能な回転盤を有し、
前記型締機構による前記可動盤の型開閉動作と、これに連動する前記回転盤の移動動作と、前記回転盤の任意の位置における回転動作による少なくとも2種類の異なる前記製品キャビティの切替えと、少なくとも2個の前記射出ユニットからのそれぞれの前記製品キャビティへの溶融樹脂の射出充填とにより、少なくとも2種類の樹脂を積層成形させる積層成形装置において、
前記回転盤の金型が取り付けられた回転部と、前記回転部を回転させる機構とが脱着可能な機構を有することを特徴としている。
【0013】
本発明の請求項2に係る積層成形装置は、請求項1において、前記脱着可能な機構が、前記回転部を前記回転部を回転させる機構に固定させるクランプ機構と、前記回転部を前記回転部を回転させる機構に固定させる際の位置決め機構とで構成されることを特徴としている。
【0014】
本発明の請求項3に係る積層成形装置は、請求項1乃至請求項2のいずれかにおいて、前記回転盤の前記回転部が、独立した駆動装置で昇降される機構を有することを特徴としている。
【0015】
本発明の請求項4に係る金型交換方法は、請求項1乃至請求項3いずれかに記載の積層成形装置において、前記可動盤と前記回転盤と前記固定盤とが型閉じされた状態で、前記固定盤の前記製品コア金型と前記回転盤の前記製品キャビ金型及び前記回転盤の前記製品キャビ金型と前記可動盤の前記ダミープレートを連結させ、前記回転部を昇降させる機構により、前記回転部と前記回転部を回転させる機構とを連結あるいは分離させてから、前記固定盤と前記製品コア金型及び前記可動盤と前記可動盤の前記ダミープレートを固定あるいは解除させることにより、前記製品コア金型と、複数の前記製品キャビ金型が取り付けられた状態の前記回転盤の前記回転部と、前記ダミープレートとが一体化された状態で交換されることを特徴としている。
【発明の効果】
【0016】
本発明の積層成形装置及び金型交換方法によれば、次のような効果を奏することができる。
(1)回転盤の回転部が、複数の製品キャビ金型が取り付けられた状態で回転部を回転させる機構から脱着可能なため、回転部を連結あるいは分離させることでダミープレート及び回転部を含むすべての金型を一体で積層成形装置から取り外し、また取り付けることが可能である。すなわち、複数の金型を1組の金型として取り扱うことが可能なため、金型交換が1組の金型を交換する従来の単層成形装置と略同じ時間で可能である。
(2)複数の金型を1組の金型として取り扱うことが可能なため、金型交換装置の移動台の金型搭載用荷台は2箇所あれば良く、従来の単層成形装置用の金型交換装置と比較して特殊化あるいは大型化する必要がない。
(3)複数の金型を1組の金型として取り扱うことが可能なため、積層成形装置から複数の金型を一体で取り外した後、回転盤の回転部に取り付けられた複数の製品キャビ金型の取り外し及び取り付けを積層成形装置の外で行う外段取りが可能となり、各金型のメンテナンス性が向上する。
(4)複数の金型を1組の金型として取り扱うことが可能なため、各金型の芯合わせ調整が不要となる。
(5)回転盤の回転部が回転部を回転させる機構から脱着可能なため、回転盤の回転部を取り外せば、回転部を回転させる機構他積層成形装置側に残る回転盤のメンテナンス性が向上する。
(6)回転盤の回転部が回転部を回転させる機構から脱着可能なため、回転盤の回転部と可動盤のダミープレートを取り外せば、従来の単層成形装置用の金型を使用して単層成形を行うことが可能である。
(7)本発明の基本となる積層成形装置の形態は、型締機構で可動盤を固定盤に対して進退させる従来の単層成形装置の機能に基づいており射出ユニットと回転盤との追加でそのような単層成形装置を積層成形装置に容易に改造することができる。その場合において、本発明により固定盤と可動盤との間の複数の金型を1組の金型として取り扱うことが可能なため、従来の単層成形装置用の金型交換装置も流用することが可能である。
【図面の簡単な説明】
【0017】
【図1】本発明の実施例1の積層成形装置の型開き状態の全体主要構造を示す図である。
【図2】図1に示す積層成形装置の型閉じ時の回転盤の詳細を示す縦断側面図である。
【図3】本発明の実施例1の積層成形装置による金型交換工程を示す図である。
【発明を実施するための形態】
【0018】
以下、本発明を実施するための最良の形態について、添付図面を参照しながら詳細に説明する。
【0019】
以下、図1乃至図3を参照しながら本発明の実施例1を詳細に説明する。
【実施例1】
【0020】
図1乃至図3を参照しながら本発明の実施例1を説明する。図1は本発明の実施例1の積層成形装置の型開き状態の全体主要構造を示す図である。図1(a)は平面図であり、図1(b)は縦断側面図である。図2は図1に示す積層成形装置の型閉じ時の回転盤の詳細を示す縦断側面図である。また、図3は本発明の実施例1の積層成形装置による金型交換工程を示す図である。
【0021】
本発明の実施形態である積層成形装置1の構成について説明する。図1及び図2において、2はベッド、3は固定盤、4は回転盤、4bは回転部、4fは脱着機構、4gは昇降機構、5は可動盤、6はダミープレート、7は型締機構駆動装置、9はタイバー、11は回転盤回転機構、12は回転盤移動機構、14は型締機構、15は回転盤連結機構、17は1次射出ユニット、18は2次射出ユニット、19は1次側製品キャビ金型、20は2次側製品キャビ金型、21は製品コア金型、51は金型クランプ装置、52は金型交換装置、53は移動台、54は架台、55は金型受け渡しローラ、56は新しい金型1組、57は古い金型1組である。
【0022】
固定盤3はベッド2に固定され、製品コア金型21が金型クランプ装置51によりその一面に取り付けられている。そして、1次射出ユニット17と2次射出ユニット18とが製品コア金型21に脱着可能に配設されている。ここで、製品コア金型21には、1次射出ユニット17と2次射出ユニット18とから、この製品コア金型21と回転盤4の1次側製品キャビ金型19もしくは2次側製品キャビ金型20と組み合わされて形成される2種類の製品キャビティそれぞれに、樹脂遮断開放切替弁を有する独立した図示しない樹脂流路が形成されている。固定盤3の四隅から突設されたタイバー9は、それぞれ可動盤5を貫通しており、可動盤5はタイバー9に案内され、型締機構駆動装置7によって駆動される型締機構14により固定盤3に対して進退自在に配設されている。また可動盤5には金型クランプ装置51によりダミープレート6が、回転盤4の1次側製品キャビ金型19と2次側製品キャビ金型20とに相対する位置に取り付けられている。そして、固定盤3の製品コア金型21と可動盤5のダミープレート6との荷重を受けるようにそれぞれの盤の下部に金型受け渡しローラ55が配設されている。このそれぞれの盤の下部に配設された金型受け渡しローラ55は、金型交換時、一体化されたダミープレート6及び回転部4bを含むすべての金型の荷重を受ける強度を有している。
【0023】
回転盤4の回転部4bの、固定盤3の製品コア金型21と可動盤5のダミープレート6とに相対する面には、異なる形状を有する1次側製品キャビ金型19及び2次側製品キャビ金型20が図示しない金型クランプ装置によりそれぞれ取り付けられている。回転盤4の回転部4bは、脱着機構4fにより、回転部4bを回転させる回転盤回転機構11に連結されており、昇降機構4g及び回転盤回転機構11を介して、回転盤移動機構12上に配設されている。脱着機構4fは、回転部4bと回転盤回転機構11との連結を固定させる機械式あるいは電気式の固定機構を有しており、金型交換時以外は回転部4bと回転盤回転機構11とを固定させている。この脱着機構4fをマグネットクランプ等のクランプ機構とし、エアーシリンダー等で進退自在に配設されたノックピン等で構成された位置決め機構で回転部4bの昇降機構4gに対する位置決めをする形態でもよい。回転盤連結機構15は、可動盤5のダミープレート6と回転盤4の1次側製品キャビ金型19もしくは2次側製品キャビ金型20とが型合わせされた状態で、可動盤5と回転盤4とを連結する位置に、可動盤5から油圧やサーボモータ等で先端部を進退させるノックピン等の連結機構を支持させたものであり、可動盤5のダミープレート6と回転盤4の1次側製品キャビ金型19もしくは2次側製品キャビ金型20とが型合わせされた状態で、可動盤5と回転盤4とを連結し一体化させるものである。
【0024】
回転盤移動機構12は、ボールネジとボールネジナットと直動ガイドとの組合せ等で構成される直線状のガイド機構を有し、回転盤連結機構15により可動盤5と回転盤4とが一体化された状態で、可動盤5の型開閉動作により、回転盤4を型開閉方向に型開閉動作に連動させて型開閉ストローク範囲を移動させ、回転盤連結機構15を解除して、任意の移動位置で停止させ、その位置が保持される。また、回転盤回転機構11は、1次側製品キャビ金型19と2次側製品キャビ金型20とを含む回転部4bの荷重を支持し、回転させることができる円周状のガイド等で構成された支持機構を有し、サーボモータ等の独立した駆動装置により任意の移動位置で回転部4bを回転させる。そして、回転部4bと脱着機構4fと回転盤回転機構11とは昇降機構4gにより昇降可能に配設されている。昇降機構4gはサーボモータ等の独立した駆動装置を有し、ボールネジとボールネジナットとの組み合わせ等で回転部4bと脱着構造4fと回転盤回転機構11とを昇降させる。通常、回転部4bと脱着構造4fと回転盤回転機構11とは昇降機構4gにより、固定盤3の製品コア金型21と回転盤4の製品キャビ金型19あるいは製品キャビ金型20と型閉じできる所定高さに保持されている。金型交換時、昇降機構4gにより回転盤回転機構11を下降させることにより、回転盤4の回転部4bと回転盤回転機構11とを脱着機構4f部において分離させる。
【0025】
そして、金型交換装置52は公知の装置である。型開閉方向に積層成形装置1の側面に隣接する位置に設けられた架台54上に、型開閉方向に移動可能で複数組の金型を搭載する荷台と、金型交換位置で各荷台と積層成形装置1の各盤の下部に配設された受け渡しローラ55との間を接続する図示しない収納式のレール部を有する移動台53が付設される。
【0026】
図3を参照しながら、実施例1の金型交換工程を説明する。まず、図3(a)の平面図に示すように、金型交換前の作業として、新しい金型1組56(製品コア金型と、複数の製品キャビ金型を取り付けた回転部と、ダミープレートとが一体化された状態)を準備して金型交換装置52の移動台53の荷台の1か所に搭載させた後、移動台53を移動台53の空いた荷台が金型交換位置に来るように架台54上を移動させる。新しい金型1組56の準備と移動台53への搭載は、積層成形装置1の運転に支障のない位置で行い、積層成形装置1の運転を停止させることなく移動台53を金型交換位置まで移動させる。
【0027】
次に、積層成形装置1の運転を停止させ金型交換作業を行う。図3(b)の縦断側面図(図3(a)のA矢視)に示すように、可動盤5と回転盤4とを固定盤3方向に型閉じさせる。この状態で固定盤3の製品コア金型21と、回転盤4の1次側製品キャビ金型19及び回転盤4の2次側製品キャビ金型20と、可動盤5のダミープレート6とを連結させると、固定盤3と可動盤5間の、ダミープレート6と回転盤4の回転部4bとを含むすべての金型(以後、”古い金型1組57”と呼称する。)が一体化される。ここで、これらの金型を連結させる手段については、金型外面に設けた受け部品に連結治具部品を人力で取り付ける形態でも良いが、金型交換時間を短縮するためには、種々の機構が公知となっている自動で金型同士が連結される機構のいずれかを使用する金型の大きさや製品キャビティの形状に応じて適宜採用することが望ましい。
【0028】
次に、図3(c)の縦断側面図(図3(a)のA矢視図)に示すように、昇降機構4gにより回転盤回転機構11を金型交換に支障のない所定の位置まで下降させる。この際、回転盤4の回転部4bと回転盤回転機構11とを連結している脱着機構4fの固定機構を解除しておくと、固定盤3と可動盤5間で一体化された古い金型1組57に回転盤4の回転部4bを残した状態で、脱着機構4fと回転盤回転機構11とが下降し、回転部4bと回転盤回転機構11とが完全に分離される。また、回転部4bと回転盤回転機構11とを完全に分離させた後、古い金型1組57の両端部となる製品コア金型21と2次側製品キャビ金型20とをそれぞれ固定盤3及び可動盤5に取り付けている金型クランプ装置51を解除すると、固定盤3と可動盤5間の古い金型1組57が、固定盤3及び可動盤5の下部に配設された金型受け渡しローラ55によって支持される状態になる。金型クランプ装置51は手動式のものでも良いが、金型交換時間を短縮するためには油圧式あるいは電磁式等の公知の自動金型クランプ装置を採用することが望ましい。
【0029】
この際、図3(d)の平面図(図3(c)のB矢視図)に示すように、移動台53の空いている荷台が金型交換位置に移動されている。移動台53の空いている荷台と、積層成形装置1の固定盤3及び可動盤5の下部に配設された受け渡しローラ55の間が、移動台53の図示しない収納式のレール部で接続された後、固定盤3と可動盤5間で金型受け渡しローラ55に支持されている古い金型1組57を型開閉方向と直交する方向に、図示しない収納式のレール部上を通過させて、移動台53の開いている荷台に移動させる。この移動は固定盤3及び可動盤5の下部に配設された受け渡しローラ55と、移動台53の図示しない収納式のレール部のローラと、移動台53の荷台のローラをサーボモータ等で回転させることで行うが、この方法によらず、公知の金型交換装置の中で、使用する金型の大きさや製品キャビティの形状に応じて、最適な形態を採用することが望ましい。
【0030】
次に、図3(e)の平面図に示すように、移動台53の新しい金型1組56を搭載した荷台を金型交換位置に移動させる。移動台53の新しい金型1組56を搭載した荷台と、積層成形装置1の固定盤3及び可動盤5の下部に配設された受け渡しローラ55との間が、移動台53の図示しない収納式のレール部で接続された後、移動台53の新しい金型1組56を型開閉方向と直交する方向に、図示しない収納式のレール部上を通過させて、固定盤3及び可動盤5の下部に配設された受け渡しローラ55上を所定の金型取り付け位置に移動させる。
【0031】
次に、図3(c)の縦断側面図に示すように、新しい金型1組56を金型クランプ装置51により固定盤3と可動盤5間に取り付ける。その後、図3(b)の縦断側面図に示すように、金型交換に支障のない位置に下降していた回転盤回転機構11を昇降機構4gにより上昇させ、脱着機構4fにより回転盤の4の回転部4bと回転盤回転機構11とを連結し脱着機構4fの固定機構を作動させる。最後に、新しい金型1組56の固定盤3の製品コア金型21と、回転盤4の1次側製品キャビ金型19と及び回転盤4の2次側製品キャビ金型20と、可動盤5のダミープレート6との連結を解除させると金型交換が終了する。
【0032】
実施例1では、昇降機構4gにより回転盤回転機構11を昇降させ、回転部4bと回転盤回転機構11とが脱着されるようにしているが、回転盤回転機構11を昇降させず回転盤移動機構12側に配設し、脱着機構4g部のみを昇降させる形態でも良い。また、実施例1では、ローラ式の金型交換装置を使用した金型交換方法について記載したが、一般的なクレーン等で金型を吊り上げて交換する方法においても、複数の金型を1組の金型として取り扱うことが可能なため、金型交換時間の短縮化他同様の効果を奏することができる。このように、実施例1は、本発明の一実施例を示すものであり、本発明はこの実施例1の形態のみに限定されるものではない。
【産業上の利用可能性】
【0033】
以上のように、本発明に係る積層成形装置と金型交換方法によれば、複数組の金型を使用する積層成形装置の金型交換を1組の金型交換と略同じ時間で可能とし、金型交換装置の特殊化あるいは大型化を不要とする。その他、前記”発明の効果”に記載した効果を奏することができ、産業上の利用可能性は大きい。特に、装置の設置スペースあるいは装置の設置費用の制約のため、専用の積層成形装置を設置することが困難であった企業、特に中小規模の企業においても、本発明の積層成形装置と金型交換方法により、既に設置している、型締機構で可動盤を固定盤に対して進退させる従来の単層成形装置を、改造によって多機能を有する積層成形装置へと変更する場合、単層成形装置に設置されている金型交換装置も流用することが可能になる。このように、金型交換装置を装備した積層成形装置により、近年、多種少量生産が求められる積層成形品に対応して、積層成形装置の稼動率を向上させることができる。
【符号の説明】
【0034】
1…積層成形装置、3…固定盤、4…回転盤、4b…回転部、4f…脱着構造、4g…昇降機構、5…可動盤、6…ダミープレート、9…タイバー、11…回転盤回転機構、12…回転盤移動機構、14…型締機構、17…1次射出ユニット、18…2次射出ユニット、19…1次側製品キャビ金型、20…2次側製品キャビ金型、21…製品コア金型、52…金型交換装置
【特許請求の範囲】
【請求項1】
少なくとも2個の射出ユニットと、前記射出ユニットが脱着可能に配設され、それぞれの前記射出ユニットから少なくとも2種類の製品キャビティに樹脂遮断開放切替弁を有する独立した樹脂流路が形成された製品コア金型と、前記製品コア金型が取り付けられた固定盤と、前記固定盤から突設された複数のタイバーと、ダミープレートが取り付けられ、前記タイバーに案内され、型締機構により前記固定盤に対して型開閉方向に進退自在に配設された可動盤とからなり、
前記製品コア金型と前記ダミープレートとに相対する面に、異なる形状を有した製品キャビ金型がそれぞれ取り付けられ、前記固定盤と前記可動盤間での前記可動盤の型開閉方向に前記可動盤の型開閉動作に連動した移動動作と、任意の移動位置での停止と、前記任意の移動位置での回転動作とが可能な回転盤を有し、
前記型締機構による前記可動盤の型開閉動作と、これに連動する前記回転盤の移動動作と、前記回転盤の任意の位置における回転動作による少なくとも2種類の異なる前記製品キャビティの切替えと、少なくとも2個の前記射出ユニットからのそれぞれの前記製品キャビティへの溶融樹脂の射出充填とにより、少なくとも2種類の樹脂を積層成形させる積層成形装置において、
前記回転盤の金型が取り付けられた回転部と、前記回転部を回転させる機構とが脱着可能な機構を有することを特徴とする積層成形装置。
【請求項2】
前記脱着可能な機構が、前記回転部を前記回転部を回転させる機構に固定させるクランプ機構と、前記回転部を前記回転部を回転させる機構に固定させる際の位置決め機構とで構成されることを特徴とする請求項1記載の積層成形装置。
【請求項3】
前記回転盤の前記回転部が、独立した駆動装置で昇降される機構を有することを特徴とする請求項1乃至請求項2いずれかに記載の積層成形装置。
【請求項4】
前記可動盤と前記回転盤と前記固定盤とが型閉じされた状態で、前記固定盤の前記製品コア金型と前記回転盤の前記製品キャビ金型及び前記回転盤の前記製品キャビ金型と前記可動盤の前記ダミープレートを連結させ、前記回転部を昇降させる機構により、前記回転部と前記回転部を回転させる機構とを連結あるいは分離させてから、前記固定盤と前記製品コア金型及び前記可動盤と前記可動盤の前記ダミープレートを固定あるいは解除させることにより、前記製品コア金型と、複数の前記製品キャビ金型が取り付けられた状態の前記回転盤の前記回転部と、前記ダミープレートとが一体化された状態で交換されることを特徴とする請求項1乃至請求項3いずれかに記載の積層成形装置における金型交換方法。
【請求項1】
少なくとも2個の射出ユニットと、前記射出ユニットが脱着可能に配設され、それぞれの前記射出ユニットから少なくとも2種類の製品キャビティに樹脂遮断開放切替弁を有する独立した樹脂流路が形成された製品コア金型と、前記製品コア金型が取り付けられた固定盤と、前記固定盤から突設された複数のタイバーと、ダミープレートが取り付けられ、前記タイバーに案内され、型締機構により前記固定盤に対して型開閉方向に進退自在に配設された可動盤とからなり、
前記製品コア金型と前記ダミープレートとに相対する面に、異なる形状を有した製品キャビ金型がそれぞれ取り付けられ、前記固定盤と前記可動盤間での前記可動盤の型開閉方向に前記可動盤の型開閉動作に連動した移動動作と、任意の移動位置での停止と、前記任意の移動位置での回転動作とが可能な回転盤を有し、
前記型締機構による前記可動盤の型開閉動作と、これに連動する前記回転盤の移動動作と、前記回転盤の任意の位置における回転動作による少なくとも2種類の異なる前記製品キャビティの切替えと、少なくとも2個の前記射出ユニットからのそれぞれの前記製品キャビティへの溶融樹脂の射出充填とにより、少なくとも2種類の樹脂を積層成形させる積層成形装置において、
前記回転盤の金型が取り付けられた回転部と、前記回転部を回転させる機構とが脱着可能な機構を有することを特徴とする積層成形装置。
【請求項2】
前記脱着可能な機構が、前記回転部を前記回転部を回転させる機構に固定させるクランプ機構と、前記回転部を前記回転部を回転させる機構に固定させる際の位置決め機構とで構成されることを特徴とする請求項1記載の積層成形装置。
【請求項3】
前記回転盤の前記回転部が、独立した駆動装置で昇降される機構を有することを特徴とする請求項1乃至請求項2いずれかに記載の積層成形装置。
【請求項4】
前記可動盤と前記回転盤と前記固定盤とが型閉じされた状態で、前記固定盤の前記製品コア金型と前記回転盤の前記製品キャビ金型及び前記回転盤の前記製品キャビ金型と前記可動盤の前記ダミープレートを連結させ、前記回転部を昇降させる機構により、前記回転部と前記回転部を回転させる機構とを連結あるいは分離させてから、前記固定盤と前記製品コア金型及び前記可動盤と前記可動盤の前記ダミープレートを固定あるいは解除させることにより、前記製品コア金型と、複数の前記製品キャビ金型が取り付けられた状態の前記回転盤の前記回転部と、前記ダミープレートとが一体化された状態で交換されることを特徴とする請求項1乃至請求項3いずれかに記載の積層成形装置における金型交換方法。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2011−42098(P2011−42098A)
【公開日】平成23年3月3日(2011.3.3)
【国際特許分類】
【出願番号】特願2009−191508(P2009−191508)
【出願日】平成21年8月21日(2009.8.21)
【出願人】(300041192)宇部興産機械株式会社 (268)
【Fターム(参考)】
【公開日】平成23年3月3日(2011.3.3)
【国際特許分類】
【出願日】平成21年8月21日(2009.8.21)
【出願人】(300041192)宇部興産機械株式会社 (268)
【Fターム(参考)】
[ Back to top ]