
積層板、金属張り積層板、回路基板およびLED実装基板、並びに積層体の製造方法
【課題】放熱性の高い積層板の提供、並びに放熱性の高い積層板の簡易な製造方法を提供すること。
【解決手段】基材に樹脂組成物を含浸させた層を、連続工法で、積層し、硬化させて得られる積層板であって、前記樹脂組成物が、(A)不飽和ポリエステル樹脂又はビニルエステル樹脂、(B)ラジカル重合開始剤、及び(C)40〜90質量%の無機フィラーを含み、前記連続工法において、積層した後、硬化するまでの間に磁場を印加することによって、前記樹脂成分及び/又は前記無機フィラー成分が一定方向に配向されていることを特徴とする積層板。
【解決手段】基材に樹脂組成物を含浸させた層を、連続工法で、積層し、硬化させて得られる積層板であって、前記樹脂組成物が、(A)不飽和ポリエステル樹脂又はビニルエステル樹脂、(B)ラジカル重合開始剤、及び(C)40〜90質量%の無機フィラーを含み、前記連続工法において、積層した後、硬化するまでの間に磁場を印加することによって、前記樹脂成分及び/又は前記無機フィラー成分が一定方向に配向されていることを特徴とする積層板。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は各種電子機器用の積層板、金属張り積層板、回路基板およびLED実装基板、並びに前記積層板の製造方法に関するものであり、特に発熱部品を搭載するために好適に用いられる積層板に関するものである。
【背景技術】
【0002】
近年、LED実装基板などに用いられる積層板に、発熱の多い電気電子部品を搭載したり、発熱する電気電子部品の搭載密度を高くしたりする必要が出てきた。このような場合に対応するために、放熱性の高い積層板が求められている。放熱性の高い積層板を用いると電気電子部品から発生する熱が積層板を介して放熱しやすくなり、電気電子部品の長寿命化を図ることができる。
【0003】
一般的に液晶性エポキシ樹脂を使用した熱硬化反応系樹脂において、配合樹脂の硬化物が高熱伝導化されることは良く知られている。反応系の異なる樹脂系においても高熱伝導化する手法が検討されており、例えば、無機フィラーを高充填させることが検討されている(特許文献1参照)。
【0004】
また、一方で、一般的に液晶性のエポキシ樹脂やフィラーを電磁場内で配向させて、ある方向に高熱伝導化する手法も報告されている(非特許文献1)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2009−164540号公報
【非特許文献】
【0006】
【非特許文献1】竹澤由高:高熱伝導性液晶性エポキシ樹脂、未来材料、Vol,7,No.11p.28-34(2007)
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、上記のような無機フィラーを高充填させる手法は、樹脂の成形性に問題が出てくる場合があるので、ある程度までしか充填量を増やせずに、熱伝導率の向上があまり期待できないのが現状である。
【0008】
また、液晶性のエポキシ樹脂やフィラーを電磁場内で配向させて、ある方向に高熱伝導化する手法については、積層板とする際に加熱溶融されるために、配向させたシート材を使用したとしても積層板になった段階で方向がバラバラになってしまうという問題がある。さらに、配向させるために、非流動状態になるまで硬化させると今度は接着力がなくなるために、そのままでは積層板を製造できなくなり、別の接着性のある材料と積層一体化する等の工夫が必要であった。
【0009】
本発明はかかる事情に鑑みてなされたものであって、上述したような課題を解決する為に、耐熱性やドリル磨耗性を損なうことなく高い放熱性を有する積層板、金属張り積層板、プリント配線板、回路基板及びLED実装基板、並びに前記積層板を効率的に製造する方法を提供する。
【課題を解決するための手段】
【0010】
本発明者らは、前記課題を解決すべく鋭意検討した結果、以下の手段により前記課題を解決できることを見出した。
【0011】
すなわち、本発明に係る、放熱性の高い積層板は、基材に樹脂組成物を含浸させた層を、連続工法で、積層し、硬化させて得られる積層板であって、前記樹脂組成物が、(A)不飽和ポリエステル樹脂又はビニルエステル樹脂、(B)ラジカル重合開始剤、及び(C)40〜90質量%の無機フィラーを含み、前記連続工法において、積層した後、硬化するまでの間に磁場を印加することによって、前記樹脂成分及び/又は前記無機フィラー成分が一定方向に配向されていることを特徴とする。
【発明の効果】
【0012】
本発明によれば、耐熱性やドリル磨耗性を損なうことなく高い放熱性を有する積層板を得ることができる。さらに本発明は、高い放熱性を有する金属張り積層板、プリント配線板、回路基板及びLED実装基板を提供することができる。また、高い放熱性を有する積層板を効率よく製造する方法をも提供することができる。
【図面の簡単な説明】
【0013】
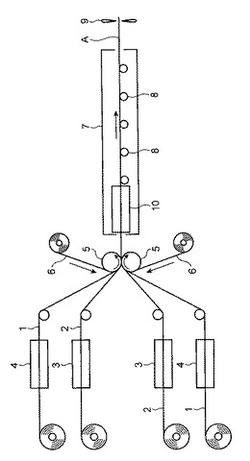
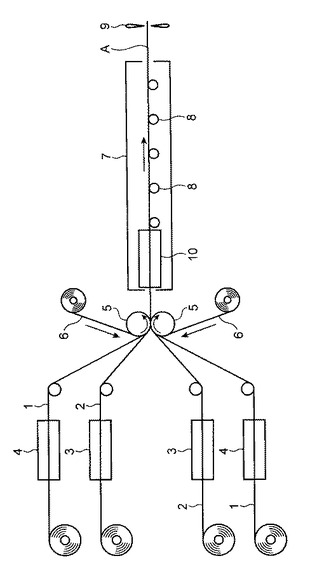
【図1】図1は、本発明の一実施態様であるコンポジット積層板を製造する工程を示す概略図である。
【発明を実施するための形態】
【0014】
以下に、本発明の実施形態を説明する。
【0015】
本発明に係る積層板は、基材に樹脂組成物を含浸させた層を、連続工法で、積層し、硬化させて得られる積層板であって、前記樹脂組成物が、(A)不飽和ポリエステル樹脂又はビニルエステル樹脂、(B)ラジカル重合開始剤、及び(C)40〜90質量%の無機フィラーを含み、前記連続工法において、積層した後、硬化するまでの間に磁場を印加することによって、前記樹脂成分及び/又は前記無機フィラー成分が一定方向に配向されていることを特徴とする。
【0016】
このように、ラジカル重合系の熱硬化型樹脂にしたことと、反応を無溶剤系したことで、樹脂の硬化時の液晶化構造の成長がとてもスムーズになり、フィラーを高充填した樹脂配合物においても均一な硬化物を形成させることができる。一般的なプロセスはBステージ状に加熱乾燥させて、固形状のフィラー高充填プリプレグを作成してから、成形時に再度加熱溶融させて被着体と接着硬化させるが、本実施形態では、液状状態から固体状態へのスムーズな硬化反応と被着体との接着硬化を一度に進行させることにより、液晶化構造をしっかりと形成した硬化物が乾燥固形状態を経ずに形成できるので、無機フィラーの充填もし易い樹脂組成物となっている。
【0017】
また、連続工法で樹脂がゲル化する過程で磁力を加えて、樹脂成分やフィラー成分の一部を一定方向に配向させることにより、積層板の一定方向の熱伝導率が著しく向上する。特に磁場を与える工法としては、一般的な多段積層プレス工法では、効率良く磁力を積層板がゲル化するまでの間に与えることが難しく、熱伝導率の向上を効率良く行うことが難しい。それに対して本実施形態の樹脂組成物は液状状態から硬化して固体になるが、まだ液状状態の樹脂に磁場を与えて樹脂がかたまるまでの間に樹脂を配向させて、配向した状態を維持したまま硬化させることができるため、非常に効率的に配向を行えるという利点がある。
【0018】
本実施形態に係る積層板に用いられる樹脂組成物は、ラジカル重合型熱硬化性樹脂組成物であり、(A)不飽和ポリエステル樹脂又はビニルエステル樹脂と、(B)ラジカル重合開始剤と、(C)無機フィラーを基本構成とする。
【0019】
上記基本構成以外には、無機フィラーの表面処理剤、常温で液状の熱硬化性樹脂等を含有させることができる。また、必要に応じて、スチレン、ジアリルフタレート等のラジカル重合性モノマーを配合することも出来る。さらに、粘度調整を行いガラス不織布等への含浸性を高めることも可能である。
【0020】
以下、本実施形態に係る樹脂組成物の各構成成分について詳しく述べる。
【0021】
〔(A)不飽和ポリエステル樹脂又はビニルエステル樹脂〕
本実施形態において用いられ得る不飽和ポリエステル樹脂又はビニルエステル樹脂としては、熱硬化性樹脂であれば特に限定はされない。
【0022】
なお、上記樹脂の中でも、その骨格の一部に液晶性を有する樹脂であるであることが好ましい。
【0023】
さらに、メソゲン骨格を有するラジカル重合型樹脂であることが望ましく、その具体例としては、例えば、ビフェニル骨格、ビフェニルメタン骨格、又はトリフェニル骨格等を持つ樹脂をビニルエステル化等により改質した樹脂を用いることができる。
【0024】
具体的に用いられる樹脂の一実施態様としては、エポキシビニルエステル樹脂を用いることができ、この場合、ラジカル重合開始剤以外に、さらに硬化剤成分としてラジカル重合性不飽和モノマーを用いることができる。
【0025】
エポキシビニルエステル樹脂を得るために用いられ得るエポキシ樹脂としては、特に限定されるものではないが、例えば、ビスフェノール型エポキシ樹脂、ノボラック型エポキシ樹脂、脂環式エポキシ樹脂、グリシジルエステル類、グリシジルエステル類、グリシジルアミン類、複素環式エポキシ樹脂、臭素化エポキシ樹脂などが挙げられる。
【0026】
上記のビスフェノール型エポキシ樹脂としては、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、ビスフェノールS型エポキシ樹脂等が挙げられる。
【0027】
上記のノボラック型エポキシ樹脂としては、フェノールノボラック型エポキシ樹脂、クレゾールノボラック型エポキシ樹脂、ビスフェノールAノボラック型エポキシ樹脂、ジシクロペンタジエンノボラック型エポキシ樹脂等が挙げられる。
【0028】
上記脂環式エポキシ樹脂としては、3,4−エポキシ−6−メチルシクロヘキシルメチル−3,4−エポキシ−6−メチルシクロヘキサンカルボキシレ−ト、3,4−エポキシシクロヘキシルメチル−3,4−エポキシシクロヘキサンカルボキシレート、1−エポキシエチル−3,4−エポキシシクロヘキサン等が挙げられる。
【0029】
上記グリシジルエステル類としては、フタル酸ジグリシジルエステル、テトラヒドロフタル酸ジグリシジルエステル、ダイマー酸グリシジルエステル等が挙げられる。
【0030】
上記グリシジルアミン類としては、テトラグリシジルジアミノジフェニルメタン、トリグリシジルP−アミノフェノール、N,N−ジグリシジルアニリン等が挙げられる。
【0031】
上記複素環式エポキシ樹脂としては、1,3−ジグリシジル−5,5−ジメチルヒダントイン、トリグリシジルイソシアヌレート等が挙げられる。
【0032】
また、臭素化エポキシ樹脂としては、テトラブロモビスフェノールA型エポキシ樹脂、テトラブロモビスフェノールF型エポキシ樹脂、ブロム化クレゾールノボラック型エポキシ樹脂、ブロム化フェノールノボラック型エポキシ樹脂等が挙げられる。
【0033】
上記エポキシ樹脂の中でも、特に難燃性に優れる点で、臭素化エポキシ樹脂を用いるのが好ましい。
【0034】
更には、これらエポキシ樹脂のエポキシ基の一部に、カルボキシル基含有ゴム状重合体を反応させたエポキシ樹脂も用いることもできる。このようなカルボキシル基含有ゴム状重合体を反応させたエポキシ樹脂は、得られる銅張積層板等の積層板の耐衝撃性やパンチング加工性、層間密着性を向上させる点で特に好ましい。ハロゲンを含有させずに難燃効果の高いリン、窒素成分を多量に含む樹脂を採用することで、ハルゲンフリーの難燃材とすることも可能である。
【0035】
上記のカルボキシル基含有ゴム状重合体としては、カルボキシル基含有モノマーと共役ジエン系モノマーとに必要に応じて他のモノマーを共重合させたもの、あるいは、共役ジエン系モノマーと他のモノマーとを共重合させたものにカルボキシル基を導入したもの等が挙げられる。カルボキシル基は、分子の末端、側鎖のいずれに位置していても良く、その量は1分子中に1〜5個であるのが好ましく、1.5〜3個であるのがより好ましい。
【0036】
上記の共役ジエン系モノマーとしてはブタジエン、イソプレン、クロロプレン等がある。また、必要に応じて用いられる他のモノマーとしては、アクリロニトリル、スチレン、メチルスチレン、ハロゲン化スチレン等があるが、得られる反応物のラジカル重合性不飽和モノマーとの相溶性の点から、アクリロニトリルをゴム状重合体に10〜40質量%共重合させるのが好ましく、15〜30質量%共重合させるのがより好ましい。
【0037】
なお、エポキシビニルエステル樹脂を製造するにあたっては、エポキシ樹脂、カルボキシル基含有ゴム状重合体およびエチレン性不飽和一塩基酸の各成分を同時に反応させるようにしてもよく、また、エポキシ樹脂とカルボキシル基含有ゴム状重合体とを反応させた後、エチレン性不飽和一塩基酸を反応させるようにしてもよい。この際、エポキシビニルエステル樹脂を得るために用いるエポキシ樹脂とカルボキシル基含有ゴム状重合体及びエチレン性不飽和一塩基酸との反応比率については、特に制限されるものではないが、エポキシ樹脂のエポキシ基1当量当たり、カルボキシル基含有ゴム状重合体とエチレン性不飽和一塩基酸の総カルボキシル基が0.8〜1.1当量となる範囲であるのが好ましく、特に貯蔵安定性に優れる樹脂が得られる点で、0.9〜1.0当量となる範囲とするのが好ましい。
【0038】
また、エポキシビニルエステル樹脂の製造において、エポキシ樹脂との反応に使用されるエチレン性不飽和一塩基酸としては、例えば(メタ)アクリル酸、クロトン酸、桂皮酸、アクリル酸ダイマー、モノメチルマレート、モノブチルマレート、ソルビン酸などが挙げられ、なかでもメタクリル酸が好適とされる。
【0039】
なお、上述したような樹脂の樹脂組成物中の配合量は、通常、樹脂組成物全体に対して5〜30質量%の範囲とすることが好ましい。
【0040】
次に、硬化剤成分としての上記ラジカル重合性不飽和モノマーは、1分子中に少なくとも1個のラジカル重合性不飽和基を有するものである。このようなラジカル重合性不飽和モノマーとしては、例えば、ジアリルフタレート、スチレン、メチルスチレン、ハロゲン化スチレン、(メタ)アクリル酸、メチルメタクリレート、エチルメタクリレート、ブチルアクリレート、ジビニルベンゼン、エチレングリコールジ(メタ)アクリレート、プロピレングリコールジ(メタ)アクリレート、トリメチロールプロパントリ(メタ)アクリレート、ペンタエリスリトールトリ(メタ)アクリレート、ペンタエリスリトールテトラ(メタ)アクリレートが挙げられ、これらの1種もしくは2種以上が用いられる。
【0041】
なお、ラジカル重合性不飽和モノマーの配合量については、エポキシビニルエステル樹脂とラジカル重合性不飽和モノマーとの合計量100質量部に対して、25質量部以上、45質量部以下の割合とするのが好ましい。25質量部以上とすれば、得られる熱硬化性樹脂組成物の不織布基材や織布基材に対する含浸性が良好となり、また、45質量部以下とすれば、この熱硬化性樹脂組成物を用いて得られる積層板が寸法安定性に優れ、かつ高耐熱性にも優れるものとなるからである。
【0042】
〔(B)ラジカル重合開始剤〕
次に、本実施形態において用いられ得るラジカル重合開始剤としては、メチルエチルケトンパーオキシド、メチルイソブチルケトンパーオキシド、シクロヘキサノンパーオキシド等のケトンパーオキシド類、ベンゾイルパーオキシド、イソブチルパーオキシド等のジアシルパーオキシド類、クメンハイドロパーオキサイド、t−ブチルハイドロパーオキシド等のハイドロパーオキシド類、ジクミルパーオキシド、ジ−t−ブチルパーオキシド等のジアルキルパーオキシド類、1,1−ジ−t−ブチルパーオキシ−3,3,5−トリメチルシクロヘキサノン、2,2−ジ−(t−ブチルパーオキシ)−ブタン等のパーオキシケタール類、t−ブチルパーベンゾエート、t−ブチルパーオキシ−2−エチルヘキサノエート等のアルキルパーエステル類、ビス(4−t−ブチルシクロヘキシル)パーオキシジカーボネート、t−ブチルパーオキシイソブチルカーボネート等のパーカーボネート類など、有機過酸化物が挙げられ、これらの1種もしくは2種以上が用いられる。このようなラジカル重合開始剤を用いることにより、本実施形態に係る熱硬化性樹脂組成物は加熱硬化するものとなっている。
【0043】
ラジカル重合開始剤の熱硬化性樹脂への配合量については、特に制限されるものではないが、通常、エポキシビニルエステル樹脂とラジカル重合性不飽和モノマーとの合計量100質量部に対して、0.5〜5.0質量部程度の範囲に設定するのが好ましい。特に、熱硬化性樹脂組成物のワニスライフや硬化性の点で、0.9〜2.0質量部の範囲とするのがより好ましい。
【0044】
〔(C)無機フィラー〕
本実施形態において用いられ得る無機フィラーとしては、アルミナ、窒化アルミ、窒化ホウ素、炭酸マグネシウム、水酸化アルミ、ベーマイト、シリカ、及び酸化マグネシウム等が例示されるが、これに限定されるものではない。
【0045】
さらに、無機フィラーとしては、真球状のものより、針状又は楕円形のものであって、極性を有する形状のものを用いることが好ましい。より具体的には、例えば、アスペクト比が高い方が、無機フィラーをより配向させることができるため好ましい。
【0046】
なお、アルミナ等のモース硬度が高いフィラーは、平均粒径が1.5μm以下で好ましくは0.4〜0.8μmを使用するのが良く、平均粒径が1.5μm以上になるとドリル加工性が悪化する。水酸化アルミニウムは、逆に平均粒径2〜15μmで好ましくは3〜10μmを使用するのが良い。当然15μm以上になるとドリル加工性に問題が生じやすいし、3μm以下になると樹脂の粘度が上昇するためにフィラー充填性が悪化する。ベーマイトは遊離開始温度が400℃以上の結晶水を含む、又は結晶水を有しない無機粒子からなる群から選ばれる少なくとも1種である。AlOOH、Al2O3・H2Oで表される化合物で耐熱性を下げずに、難燃性と熱伝導率のバランス設計が出来る。ベーマイトの平均粒径も上記水酸化アルミとほぼ同等範囲で使用することが望ましい。その他の無機フィラーは必要な特性を出すために適量添加して配合しても構わない。
【0047】
遊離開始温度が400℃以上である結晶水を含む、又は結晶水を有しない無機粒子は、回路基板の耐熱性を低下させずに熱伝導性と難燃性とを付与する成分である。このような無機粒子の具体例としては、酸化チタン(結晶水無し)、酸化マグネシウム(結晶水無し)、結晶性シリカ(結晶水無し)等の無機酸化物;窒化ホウ素(結晶水無し)、窒化アルミニウム(結晶水無し)、窒化ケイ素(結晶水無し)等の無機窒化物;炭化ケイ素(結晶水無し)等の無機炭化物;及びタルク(遊離開始温度950℃)、カオリン(遊離開始温度500〜1000℃)等の天然鉱物等が挙げられる。これらは、単独で用いてもよく、2種以上を組み合わせて用いてもよい。
【0048】
尚、結晶水の遊離開始温度は、加熱重量減分析(TGA)または示唆走査熱量分析(DSC)を用いて測定することができる。
【0049】
樹脂組成物中の無機フィラーの配合量は、樹脂組成物中無機フィラーが40〜90質量%となるような範囲とすることにより、ドリル磨耗性や熱伝導率、樹脂粘度、耐熱性、ピール強度、樹脂含浸性、成形性等の基板特性に関してバランスが取り易いと考えられる。
【0050】
本実施形態において、上述したような樹脂組成物は、前記樹脂成分に、無機フィラーを配合し、ディスパー、ボールミル、ロール等を用いて、各無機フィラーの粒子を分散させる公知の調製方法により調製される。
【0051】
さらに、前記樹脂組成物には、本発明の効果を損なわない範囲で、必要に応じて熱硬化性樹脂の硬化触媒等のその他の各種添加剤を配合することができる。また、熱硬化性樹脂組成物の粘度調整や不織布基材への含浸性等を考慮して、必要に応じて反応性希釈材、減粘剤、カップリング剤などの加工助剤を配合することもできる。
【0052】
また、前記樹脂組成物が湿潤分散剤を含み、その配合量が無機フィラーに対し0.05〜5質量%であると、無機フィラーが熱硬化性樹脂含浸不織布や後述の熱硬化性樹脂含浸織布中に均一に分散するようになるので、反りが生じにくく、はんだ耐熱性が高まる。
【0053】
本実施形態に係る積層板に用いる不織布基材としては、例えば、ガラス不織布やガラス紙、あるいはアラミド繊維やポリエステル繊維、ポリアミド繊維(ナイロン)等の合成樹脂繊維を用いた合成樹脂不織布等選ばれるいずれか1つ以上を用いることができる。不織布基材の厚みは通常10〜1000μm程度とすることができるが、これに限定されるものではない。
【0054】
なお、不織布基材の結着剤としては熱的強度に優れるエポキシ化合物を用いることが好ましい。ここで結着剤とは、不織布基材を構成する繊維を接着して固めるためのバインダーである。結着剤のエポキシ化合物としては、エポキシシランなどを用いることができる。また、結着剤は、不織布基材を構成する繊維100質量部に対して5〜25質量部配合するのが好ましい。
【0055】
本発明に係る積層板は、少なくともその片面に金属箔を積層して金属張り積層板とすることもできるが、本実施形態において用いられる金属箔としては、銅箔、アルミ箔やニッケル箔等を特に限定することなく用いることができる。またこれらの金属箔の厚みは5〜400μm程度の範囲であることが好ましい。
【0056】
また、金属箔として樹脂付金属箔を用いることもでき、樹脂付金属箔としては、フィラー高充填樹脂を使用した高熱伝導率を有する樹脂付金属箔、耐トラッキング性に優れた紙フェノール基板に一般的に使用されている樹脂付金属箔等、特に限定なく用いることができる。好ましくは、耐トラッキング性が600以上である樹脂付金属箔、又は熱伝導率が3W・km以上である樹脂付金属箔を用いることが好ましい。
【0057】
より具体的には、耐トラッキング性が600以上である樹脂付金属箔として、例えば、樹脂成分として、メラミン樹脂やユリア系樹脂を必須成分として含有させたポリビニルブチラール樹脂、フェノール樹脂等と混合させた樹脂組成物を、銅箔などの金属箔上に塗布し、80〜150℃で5〜30分間乾燥して、樹脂厚み20〜60μ程度の樹脂付金属箔などを使用することが可能である。
【0058】
また、熱伝導率が3W・km以上である樹脂付金属箔としては、エポキシ樹脂等の熱硬化性樹脂、熱可塑性樹脂、アクリル樹脂やポリエステル樹脂などの樹脂を樹脂組成物全体に対して10〜30質量%程度;並びにアルミナ(酸化アルミニウム)、シリカ、酸化マグネシウム、酸化チタンなどのフィラーを樹脂組成物全体に対して70〜90質量%程度で配合・混合したものを、銅箔などの金属箔上に塗布し、80〜150℃で5〜30分間乾燥して、樹脂厚み20〜150μm程度の樹脂付金属箔などを使用することが可能である。
【0059】
なお、樹脂付金属箔における樹脂層は、完全硬化していても良いし、半硬化状態でも良い。なお、樹脂付金属箔における金属層(金属箔)の厚みは0.035〜0.150mm程度であることが好ましい。
【0060】
本実施形態において、積層板は、不織布に前記樹脂組成物を含浸させた不織布層を一枚または複数枚積層して得られるが、これらの積層成形、積層接着のための方法、装置、それらの条件については従来と同様のものとして、あるいはその改良としての各種の手段であってよい。
【0061】
また、前記不織布層は、上述したような不織布基材に前記樹脂組成物を含浸させ、その後、不織布基材に含浸させた樹脂組成物を加熱乾燥等により半硬化状態(Bステージ状態)にすることにより得ることができる。含浸は浸漬(ディッピング)、塗布等によって行われる。含浸は必要に応じて複数回繰り返すことも可能である。またこの際に組成や濃度の異なる複数の溶液を用いて含浸を繰り返し、最終的に希望とする組成および樹脂量に調整することも可能である。
【0062】
不織布層は、不織布層全量に対して熱硬化性樹脂組成物の含有量を、例えば、40〜95質量%とすることができるが、これに限定されるものではない。
【0063】
そして、本実施形態に係る積層板を製造するにあたっては、前記不織布層を一枚または複数枚重ね合わせた後、これを加熱加圧成形することによって、不織布層中の熱硬化性樹脂を硬化させる。
【0064】
また、本実施形態に係る金属箔張り積層板は、不織布層の表面に銅箔やニッケル箔などの金属箔を設けることによって、積層板が絶縁層となった片面又は両面金属箔張り積層板として形成することができる。この場合、不織布層と、金属箔とを重ね合わせた後、加熱加圧成形することにより、不織布層と金属箔とを積層一体化するものである。
【0065】
積層板の連続工法としては、例えば、銅箔を有する場合には銅箔を両側に設置し中央部に樹脂層(不織布層)を形成するが、樹脂を基材に含浸させる際に気泡が含まれないように留意する。これらをロールによって一体化させ厚みをコントロールする。その後、乾燥機に投入するが、厚みコントロールは硬化までの間に調整が必要となる。
【0066】
なお、積層板及び金属箔張り積層板を製造する際の加熱加圧成形の条件は、熱硬化性樹脂の種類等に応じて適宜設定可能であるが、例えば、温度80〜250℃、圧力0.05〜0.98kPa(5〜100kgf/m2)、時間20〜300分とすることができる。
【0067】
このように加熱加圧して硬化させる際に、本実施形態では、磁場を与えて樹脂やフィラーを基板のZ方向に配向させる。
【0068】
本明細書において「Z方向に配向させる」とは、基板の厚さ方向に配向させることをいう。このようにZ方向に配向させることにより、部品が実装される表面回路部から裏面に向かって、部品から発生した熱が効率良く裏面に伝わりやすく、そこから更に放熱フィンやその基板が取り付けられたシャーシ部へ熱が移動しやすくなると考えられる。
【0069】
具体的には、不織布基材に樹脂組成物を含浸させた層を、連続工法で、積層した後、当該樹脂組成物が硬化するまでの間、即ち、積層された層が乾燥機に入って、その入口から出口までの間で、前記樹脂組成物が未硬化である領域(樹脂の流動がある間)に磁場の発生装置を設置し、硬化までの間に配向を完了させる。これにより、配向と硬化を同時に行なう事が可能となる。
【0070】
本実施形態において用いられる磁場の発生装置は、磁場を発生できるものであれば特に限定はないが、例えば、設置のしやすさ、コスト面などの観点から、永久磁石、電気磁石などを用いることができる。
【0071】
このように、一般的な熱硬化性樹脂配合物を連続的に硬化炉内で硬化させる工法を用いることで、設備を大きく改造することなく、上述したような樹脂成分および無機フィラー成分を用いて、連続的に上下面から磁場を与えるプロセスを用いて、簡単に高い熱伝導率の積層板を製造することが可能となる。この点、一般的に使用されている積層プレス工法では、磁場を積層板に1枚1枚付加させることが出来ない。特にSUSプレートを積層板の間に差し挟んで鏡面を形成する多段プレスでは、磁場が鉄成分により遮断されてしまうので、磁場を均等に与えることが難しい。
【0072】
また、本発明の積層板のその他の実施形態として、さらに上述したような不織布層の両表面又は片面に、織布基材に熱硬化性樹脂組成物を含浸させて得られた織布層がそれぞれ積層されたコンポジット積層板も本発明に包含される。すなわち、この積層板は、熱硬化性樹脂組成物を含有する不織布層と、熱硬化性樹脂組成物を含有する織布層とを備えて形成されるコンポジット積層板である。コンポジット積層板は、放熱性の面では上記積層板(不織布層のみから絶縁層が形成され、織布を用いていないもの)よりもやや劣るものの、安価で寸法安定性、力学物性の面で優れているという利点がある。
【0073】
なお、本実施形態に係るコンポジット積層板においては、特に限定はされず、例えば、不織布の両表面にそれぞれ織布層が積層されていてもよいし、1枚の織布層を中央にして2枚の不織布層で挟むような構成であってもよい。
【0074】
このようなコンポジット積層板の連続工法としては、銅箔を両側に設置し中央部に樹脂層(不織布層および織布層)を形成するが、このときも、樹脂をそれぞれの基材に含浸させる際に気泡がかまないように留意する。その後の工程は、上述した通りである。
【0075】
織布層を形成するための織布基材としては、例えば、ガラスクロスあるいはアラミド繊維やポリエステル繊維、ポリアミド繊維(ナイロン)等の合成樹脂繊維を用いた合成樹脂クロスから選ばれるいずれかを用いることができる。織布基材の厚みは50〜300μmとすることができるが、これに限定されるものではない。
【0076】
織布層を形成するための熱硬化性樹脂組成物としては、不織布層を形成するための上記熱硬化性樹脂組成物と同一であっても良いし、異なっていても良い。不織布層の樹脂と別の樹脂を用いる場合は、本発明の効果を損なわない範囲で、使用する熱硬化性樹脂や無機フィラーの種類、熱硬化性樹脂に対する無機フィラーの含有量などを適宜変えることができる。特に、好ましくは、不織布層を形成するための上記熱硬化性樹脂組成物から無機フィラーを除いたもの、すなわち、上記熱硬化性樹脂とその他必要に応じて配合される粘調剤や添加剤からなる樹脂組成物を用いることができる。これにより、織布基材への熱硬化性樹脂組成物の含浸性を高めることができる。
【0077】
なお、織布層に不織布層に含有させる無機フィラーと異なる無機フィラーを含有させる場合は、積層板の耐トラッキング性の向上のために、無機フィラーとして水酸化アルミニウムを用いるのが好ましい。これにより、水酸化アルミニウムの結晶水が積層板の表面の熱分解、炭化を阻害すると考えられ、積層板の耐トラッキング性が向上すると考えられる。また、積層板の耐トラッキング性の向上のために、織布層中の熱硬化性樹脂100体積部に対する水酸化アルミニウムは25〜150体積部であることが好ましい。また、平均粒子径(D50)が2〜15μmの水酸化アルミニウムを用いるのが好ましい。
【0078】
上記のようにコンポジット積層板は連続的に生産することができる。両面金属箔張りコンポジット積層板の製造方法の一例を、図1を用いて具体的に示す。
【0079】
不織布基材であるガラス不織布2は、例えば、ガラス繊維製のペーパー等であり、連続的に供給することができる不織布の長尺物であって、内部や表面に空隙を有し、熱硬化性樹脂組成物を含浸可能なものであれば特に限定はない。ガラス不織布の厚みとしては、0.03〜0.4mmが一般的であるが、この厚みのものに限定されない。また、織布基材であるガラス織布1は、例えば、ガラス繊維製のガラス製の織布等であり、同じく連続的に供給することができる織布の長尺物であって、内部や表面に空隙を有し、熱硬化性樹脂組成物を含浸可能なものであれば特に限定はない。ガラス織布の厚みとしては、0.015〜0.25mmが一般的であるが、この厚みのものに限定されない。
【0080】
連続工程では、まず、不織布基材であるガラス不織布2に不織布含浸装置3等を用いて上記熱硬化性樹脂組成物を含浸させる。次に、熱硬化性樹脂組成物を含浸させたガラス不織布の両表面又は片面に、同様に織布含浸装置4等を用いて熱硬化性樹脂を含浸させたガラス織布1を連続的に積層し、この積層物をロールで圧着し加熱してコンポジット型の積層板を製造する。ここで、熱硬化性樹脂組成物を含浸させたガラス不織布を1枚または複数枚を重ね合わせて用いてもよい。また、熱硬化性樹脂含浸ガラス織布も一枚または複数枚重ね合わせて用いてもよい。
【0081】
さらに、その片面または両面の表層に金属箔又は樹脂付金属箔6を積層してもよい。金属箔又は樹脂付金属箔は上述したものを用いることができる。特に銅箔の下に樹脂層を形成した場合には、ガラス不織布や織布によって、形成される凹凸が銅箔に転写するのを防ぐことができ、回路形成がしやすくなるとか、銅箔表面に接触するガラス繊維をなくすことにより、絶縁信頼性を向上させることも可能となる。勿論フィラーを高充填することによる剛性アップや低線膨張率化等もフィラー高充填樹脂層を形成することができる。更に電気特性として耐トラッキング性の優れた樹脂層を表層に形成すれば、その基板全体の樹脂を耐トラッキング性の良い樹脂にしなくとも耐トラッキング性を向上させることができるので、電源基板用途等には非常に効果的である。
【0082】
例えば、上記の熱硬化性樹脂組成物を連続的に供給されるガラス不織布2に含浸させた二枚の熱硬化性樹脂含浸ガラス不織布と、連続的に供給される二枚の熱硬化性樹脂含浸ガラス織布1と、連続的に供給される2枚の金属箔6とを、熱硬化性樹脂含浸ガラス不織布2をコアにし、その両側(上下)に熱硬化性樹脂含浸ガラス織布1を配置し、さらにその両表層に金属箔6が配置されるように積層する。その後、その積層した積層物をラミネートロール5で圧着し、次いでその圧着した圧着物を搬送ロール8で引っ張って進行させながら、加熱乾燥炉7でその圧着物中の熱硬化性樹脂組成物が硬化する温度に圧着物を加熱して硬化させた後、切断装置(カッター)9で所定の大きさに切断して連続的に金属箔が表面に積層されたコンポジット積層板Aが得られる。
【0083】
そして、このような連続工法で各樹脂層(不織布層及び織布層)並びに金属箔を積層した後、当該樹脂組成物が硬化するまでの間、即ち、積層体が加熱乾燥炉7に入って、その入口から出口までの間で、前記樹脂組成物が未硬化である領域(樹脂の流動がある間)に磁場印加装置10を設置し、硬化までの間に配向を完了させる。
【0084】
なお、ラミネートロール5で圧着する条件としては特に限定はなく、用いたガラス不織布やガラス織布の種類や熱硬化性樹脂組成物の粘度等に応じて適宜調整され得る。また、加熱硬化の温度や時間などの条件は、上述した通りに適宜設定され得る。切断後、更にこの積層板の硬化を進めるために加熱する(アフターキュアーする)ようにしてもよい。
【0085】
また、上記の例では熱硬化性樹脂含浸ガラス不織布の枚数が二枚の場合であったが、熱硬化性樹脂含浸ガラス不織布の枚数は一枚でもよく、三枚以上でもよい。また、上記では金属箔の枚数は二枚であったが、一枚であってもよいし、熱硬化性樹脂含浸ガラス不織布が複数枚の場合には、熱硬化性樹脂含浸ガラス不織布同士の間にさらに金属体を積層するようにしてもよい。この金属体は積層板となった際には放熱を更に良くする働きと基板としての剛性を高める働きもする。また、不織布基材及び織布基材はガラス繊維を用いたものに限らず、他の材質の繊維を用いたものであってもよい。
【0086】
また、本実施形態に係るプリント配線板は、上記で得られる積層板の表面に導体パターンを設けることにより形成することができる。この場合、上記金属箔張り積層板にアディティブ法やサブトラクティブ法等の回路加工処理やスルーホール加工を施すことによりプリント配線板に加工することができる。
【0087】
また、本実施形態に係る回路基板は上記で得られる積層板に電気電子回路を設けることにより形成することができる。この場合、上記金属箔張り積層板から形成されるプリント配線板の導体パターンを用いて電気電子回路を形成することができる。
【0088】
さらに、本実施形態に係るLED実装基板及びLED実装部品は上記で得られる積層板にLED搭載用の電気電子回路を設けることにより形成することができる。この場合、上記回路基板の電気電子回路をLED搭載用の電気電子回路として形成することができる。
【0089】
特に、本発明の積層板は、液晶ディスプレイに搭載されるようなLEDバックライトユニットのプリント配線基板や、LED照明装置用の回路基板等のような、高い放熱性が要求される用途に好ましく用いられる。このようなLED搭載用途では高放熱基板が必要で、熱伝導率が1W/m・K以上、好ましくは3W/m・K以上の高放熱基板であることが望ましい。具体的には、LEDの用途の一つとして、液晶ディスプレイに搭載されるような直下式等のLEDバックライトユニットが挙げられる。LEDバックライトユニットは、上記積層板又は上記積層板から形成される回路基板に複数のLEDが実装されたLEDモジュールを多数配列して構成されており、液晶パネルの背面に配設することにより、液晶ディスプレイ等のバックライトとして用いられる。また、本発明の積層板を用いて、液晶ディスプレイに搭載されるようなエッジ型のLEDバックライトユニットを形成することもできる。LEDバックライトユニットは、上記積層板又は上記積層板から形成される短冊状の回路基板に複数のLEDが実装された一対のLEDモジュールで構成されており、各LEDモジュールを導光板等の上下(又は左右)に配設することにより、液晶ディスプレイ等のバックライトとして用いられる。エッジ型のLEDバックライトユニットは、直下式のLEDバックライトユニットに比べて、LEDが高密度に設けられるため、本発明の積層板のような放熱性の高いものを用いるのが好ましい。従来から広く普及しているタイプの液晶ディスプレイには、液晶ディスプレイのバックライトとして冷陰極管(CCFL)方式のバックライトが広く用いられてきたが、近年、冷陰極管方式のバックライトに比べて色域を広げることができるために画質を向上させることができ、また、水銀を用いていない点から環境負荷が小さく、さらに薄型化も可能であるという利点から、上記のようなLEDバックライトユニットが活発に開発されている。LEDモジュールは、一般的に、冷陰極管に比べて消費電力が大きく、そのために発熱量が多い。このような高い放熱性が要求されるような回路基板として、本発明の積層板を用いることにより、放熱の問題が大幅に改善される。したがって、LEDの発光効率を向上させることができる。
【0090】
また、本発明の積層板を用いてLED照明装置を形成することもできる。LED照明装置は、上記積層板又は上記積層板から形成される回路基板に複数のLEDを実装し、このLEDを発光させる給電部などを備えて形成することができる。
【0091】
なお、実装される発熱部品は、LEDに限定されるものではなく、抵抗チップ部品等のあらゆる発熱部品を実装することができ、その熱を基板を通して放熱させることができる。
【0092】
以下に、本発明について、実施例によりさらに具体的に説明する。なお、本発明は以下の実施例により何ら限定されるものではない。
【実施例】
【0093】
(実施例1)
図1に示すような連続工法により、樹脂ワニスを含浸した不織布2を2枚積層し、その積層物の両面に、樹脂ワニスを含浸した織布1を積層し、その最外層に銅箔3を配し、次いで磁場を印加しながら加熱硬化させる装置7を用いて連続的に積層板を製造した。
【0094】
上記樹脂ワニスとしては、ビニルエステル樹脂(昭和高分子株式会社製、品名「S510」)を100質量部、ラジカル開始剤(日本油脂株式会社製、品名「パーブチル0」)を1質量部、スチレンモノマーを2質量部、フィラーとして破砕アルミナ(住友化学工業株式会社製、品名「AL32B」を樹脂ワニス全体に対して50質量%となるように配合し、混合した樹脂ワニスを用いた。
【0095】
また、不織布2として厚み0.4mmのガラスペーパー(バイリーン株式会社製、品名「キュムラス」)を、織布1として厚さ0.19mmのガラスクロス(旭イーマテリアルズ株式会社製、品名「7628」)を用いて連続的に2m/分の速度で含浸装置に供給し、この不織布及び織布に上記樹脂ワニスを連続的に含浸し、樹脂ワニスを含浸した不織布を2枚積層すると共にその積層物の両面に樹脂ワニスを含浸した織布を積層した。さらに、その最外層に厚み18μmの銅箔6を配し、次いで磁場印加装置10を配した加熱硬化炉7にて磁場印加すると共に、105℃20分加熱硬化させた後、170℃30分再度加熱硬化させて厚み1.6mmの銅張り積層板を得た。
【0096】
なお、磁場を印加する装置10としては、NEOMAXエンジニアリング社製の永久磁石「NEOMAX対向型磁石(製品名)」(10000ガウス)を用いた。
【0097】
(実施例2)
樹脂ワニスに使用するビニルエステル樹脂の代わりに、ビフェニル骨格を有するビニルエステル樹脂(発明者が合成して作製したもの、詳細は後述)を用いた以外は実施例1と同様にして、厚み1.6mmの銅張り積層板を得た。
【0098】
(実施例3)
樹脂ワニスに含有させるフィラー量を70質量%とした以外は、実施例2と同様にして、厚み1.6mmの銅張り積層板を得た。
【0099】
(実施例4)
樹脂ワニスに含有させるフィラーとして、板状アルミナ(キンセイマテック株式会社製、品名「セラフ」、アスペクト比1:30)を用いた以外は、実施例2と同様にして、厚み1.6mmの銅張り積層板を得た。
【0100】
(実施例5)
樹脂ワニスに含有させるフィラーとして、窒化ホウ素(昭和電工株式会社製、品名「UHP」、アスペクト比1:50)を用いた以外は、実施例2と同様にして、厚み1.6mmの銅張り積層板を得た。
【0101】
(実施例6)
銅箔の代わりに下記樹脂付銅箔Aを用いた以外は、実施例5と同様にして、厚み1.6mmの銅張り積層板を得た。
【0102】
樹脂付銅箔Aについては、ポリビニルブチラール樹脂(電気化学工業株式会社製「6000C」)50質量%、フェノール樹脂(パナソニック電工株式会社製「CJ2410」)5質量%、メラミン樹脂(ハリマ化成株式会社製「SM−975」)35質量%及びエポキシ樹脂(東都化成株式会社製「YD−7011」)10質量%の配合量で混合したものを銅箔上に塗布し、80℃5分間、次いで150℃で5分間乾燥して樹脂厚みが0.05mmとなる樹脂付銅箔Aを作製した。なお、この樹脂付銅箔Aの耐トラッキング性は600以上相当である。
【0103】
(実施例7)
銅箔の代わりに下記樹脂付銅箔Bを用いたことと、織布を厚さ0.10mmのガラスクロス(旭イーマテリアルズ株式会社製、品名「2116」)を用いたこと以外は、実施例3と同様にして、厚み1.6mmの銅張り積層板を得た。
【0104】
樹脂付銅箔Bについては、エポキシ樹脂(DIC株式会社製「840S」)6質量%、硬化剤(ジシアンジアミド、試薬)0.4質量%、硬化促進剤(四国化成株式会社製「2E4MZ」)0.01質量%、フィラーとしてアルミナ(昭和電工株式会社製「CB−A20S」)93.59質量%の配合量で混合したものを銅箔上に塗布し、150℃で5分間乾燥して樹脂厚みが0.1mmとなる樹脂付銅箔Bを作製した。
【0105】
なお、この樹脂付銅箔Bのみを成型プレスにより硬化させた後、銅箔をエッチングして樹脂板としたサンプルについて、後述の熱伝導率測定を実施したところ、3.0W/mKであった。
【0106】
(比較例1)
含浸乾燥の従来工法により、不織布に樹脂ワニスを含浸し160℃5分加熱乾燥して得られたシートを2枚積層し、その積層物の両面に、同様に従来工法で樹脂ワニスを含浸して加熱乾燥した織布を積層し、不織布シート及び織布シートを共に乾燥する際に、NEOMAXエンジニアリング社製の永久磁石「NEOMAX対向型磁石(製品名)」(10000ガウス)で磁場を与えた。すなわち、乾燥時にシートの両面から磁場を与えながら加熱乾燥を行った。その後は、配向したと考えられる未硬化状態のシートを積層し、加熱加圧熱圧着させて成形した。その最外層に銅箔を配して組み合わせた積層物を成型プレス機により100℃20分加熱した後、170℃30分加熱硬化させて厚み1.6mmの銅張り積層板を得た。
【0107】
上記樹脂ワニス、不織布、織布については、実施例1と同様のものを用いた。
【0108】
(比較例2)
加熱硬化炉において、磁場印加をせずに加熱硬化させること以外は、実施例1と同様にして、厚み1.6mmの銅張り積層板を得た。
【0109】
(比較例3)
樹脂ワニスに使用するビニルエステル樹脂の代わりにビスフェノールA型エポキシ(DIC製、品名「エピクロン840S」)100質量部、ラジカル開始剤の代わりにジシアンジアミド(試薬)を4質量部用い、さらにスチレンモノマーの代わりにメチルエチルケトン(試薬)を10質量部用いたこと以外は、実施例1と同様にして、厚み1.6mmの銅張り積層板を作製した。
【0110】
(参考例)
実施例2〜7、比較例で用いたビフェニル骨格を有するビニルエステル樹脂は以下の方法で製造した。
【0111】
1Lの四ツ口フラスコにYX−4000H(三菱化学製、エポキシ当量 190)385g、ハイドロキノン0.16g、メタクリル酸175gを秤りとった。そのフラスコを110℃まで昇温し、内容物を溶融させた。そこへ、トリフェニルホスフィン2.24gを添加し、120℃まで昇温した。その後、120℃で保持し、酸価が10以下になるまで反応を続けた。酸価が10以下になったら、スチレンモノマー240gを投入し、室温まで冷却した。
【0112】
なお、YX4000H以外は市販の試薬を用いた。酸価は、JIS K6901に記載の方法で測定した。
【0113】
<評価>
(熱伝導率測定)
実施例1〜7および比較例1〜3で作製した銅張り積層板について、以下の方法で熱伝導率を測定した。ただし、比較例3については、ボイドが発生することにより、良好な銅張り積層板を得ることができないため評価対象とはしなかった。
【0114】
レーザーフラッシュ法による熱拡散率測定を実施し、次式より熱伝導率を算出した。
熱伝導率(W/m・K)=密度(kg/m3)×比熱(J/kg・K)×熱拡散率(m2/s)
なお、密度は水中置換法、比熱はDSC法でそれぞれ得た値である。
【0115】
結果を下記表1に示す。
【0116】
【表1】

(結果)
表1の結果からも明らかなように、本発明の実施例に係る積層板は、比較例に係るそれらよりも有意に高い熱伝導率を有していた。
【0117】
これに対し、成型プレス方法で磁場を印加した比較例1、及び連続工法でも磁場を印加しなかった比較例2の積層板はいずれも熱伝導率が本発明に係る積層板と比べて劣っていた。また、無溶媒系ではない樹脂を用いた比較例3では、積層板を得ることすらできなかった。
【0118】
以上、説明したように、本発明の一局面である積層板は、不織布基材に樹脂組成物を含浸させた不織布層を、連続工法で、積層し、硬化させて得られる積層板であって、前記樹脂組成物が、(A)不飽和ポリエステル樹脂又はビニルエステル樹脂、(B)ラジカル重合開始剤、及び(C)40〜90質量%の無機フィラーを含み、前記連続工法において、積層した後、硬化するまでの間に磁場を印加することによって、前記樹脂成分及び/又は前記無機フィラー成分が一定方向に配向されていることを特徴とする積層板である。
【0119】
このような構成により、きわめて高い熱伝導率を有する積層板を得ることができる。
【0120】
さらに、前記(A)不飽和ポリエステル樹脂又はビニルエステル樹脂がその骨格の一部に液晶性を有する樹脂であれば、硬化する際に同じ方向に配列するため、より磁場配向しやすく積層板の一定方向の熱伝導率がより確実に向上すると考えられる。
【0121】
さらに、前記(A)不飽和ポリエステル樹脂又はビニルエステル樹脂が、ビフェニル骨格、トリフェニル骨格又はビフェニルアラルキル骨格を有する樹脂であれば、特に熱伝導率を向上させやすいベンゼン環が効率良く含有されるため、バランスの良い硬化物特性の積層板をより確実に得ることができると考えられる。
【0122】
また、本発明の積層板においては、前記(B)無機フィラーが、アルミナ、窒化アルミ、窒化ホウ素、炭酸マグネシウム、水酸化アルミニウム、ベーマイト、及び酸化マグネシウムから選択されるいずれか一つ以上であることが好ましい。これらの無機フィラーを1つ以上用いることによって、高熱伝導性と難燃性のバランス設計が容易となると考えられる。
【0123】
前記(B)無機フィラーが、針状または楕円状の形状を有することがさらに好ましい。無機フィラーの極性が高ければ、樹脂のみでなく、熱伝導率の高いフィラー成分も同様に一定方向に配向するため、積層板の一定方向の熱伝導率がいっそう向上すると考えられる。
【0124】
さらに、前記不織布基材が、ガラス不織布、ガラス紙、及び合成樹脂不織布から選択される少なくとも一つ以上であることが好ましい。例えば、基材として、ガラス不織布のみを使用した場合は樹脂の含有率を95質量%程度以上とすることが可能なので、高熱伝導率を有する樹脂を用いて、積層板とした時に高い熱伝導率とすることが可能である。
【0125】
さらに、本発明の積層板の別の実施態様として、前記不織布層の両表面又は片面に、織布基材に熱硬化性樹脂組成物を含浸させて得られた織布層がそれぞれ積層されている積層板も本発明に包含される。このようなコンポジット積層板に、基材として不織布と織布が使用されている場合は、一部に織布を使用することで基板の強度が増すこととなり、表層でも中央部にでも織布を挿入することで、基板に強靭性を付与することが可能となる。また、基材として、紙基材を使用する場合は、低価格の積層板が設計し易くなるという利点もある。
【0126】
本発明の他の局面である金属張り積層板は、前記積層板において、金属箔を少なくとも片面に積層されたものである。
【0127】
このような金属張り積層板においては、前記金属箔が、耐トラッキング性が600以上である樹脂付金属箔であってもよい。これにより、表層を基材のない層とすることができ、金属箔表面の平滑性が良好となり、ファインパターンの形成がよりし易くなる上に、表層の樹脂層が特殊な電気特性(耐トラッキング性)を保有していれば、中央部の樹脂配合物にそのような特性がなくても表層の樹脂部のみで基板特性をカバーすることができると考えられる。
【0128】
また、前記金属箔が、熱伝導率が3W/mK以上の樹脂付金属箔であってもよく、そのような場合にも、表層を基材のない層とすることができ、金属箔表面の平滑性が良好となり、ファインパターンの形成がよりし易くなる上に、表層の樹脂が高い熱伝導率を有するので、基板全体の熱伝導率を向上させ易いと考えられる。
【0129】
本発明のさらなる局面であるプリント配線板は、前記金属張り積層板の表面に導体パターンが形成されていることを特徴とする。
【0130】
本発明のさらなる局面である回路基板は、前記金属張り積層板の少なくとも片面を回路形成したことを特徴とする。金属張り積層板の片面を回路形成した回路基板では、裏面を金属箔層にすると熱を均一に拡散させる層として働くので、放熱性が非常に向上させ易い。一方、両面回路基板とすれば、簡単にスルーホール加工も可能であるし、サーマルビアとすることも可能なので、必要な部分のみを高い熱伝導率とすることが容易であるという利点がある。
【0131】
本発明のさらなる局面であるLED実装基板は、前記回路基板にLEDを実装してなるLED実装基板である。
【0132】
また、さらに本発明には、前記回路基板にLEDを実装してなる、LED実装部品も包含される。
【0133】
これらのLED実装基板及びLED実装部品において、高熱伝導率を有する前記積層板を使用して発熱部品を実装すると、部品の発熱を防止できると共に部品の長寿命化に効果があると考えられる。
【0134】
また、本発明のさらなる局面である積層板の製造方法は、基材に、(A)不飽和ポリエステル樹脂又はビニルエステル樹脂、(B)ラジカル重合開始剤、及び(C)(40〜90質量%の無機フィラーを含む樹脂組成物を含浸させる工程、樹脂組成物を含浸させた基材を積層して積層体とする工程、前記積層体を硬化させる工程、及び前記樹脂を硬化させる工程中に磁場を印加することによって、前記樹脂成分及び/又は前記無機フィラー成分を一定方向に配向させる工程、を連続工程として含むことを特徴とする。
【0135】
樹脂は液状状態から硬化して固体になるが、従来の一般的な多段積層プレス工法では、積層板の樹脂成分がゲル化するまでの間に効率良く磁場を与えることが難しく、熱伝導率の向上を効率良く行うことが難しかった。それに対して本発明に係る製造方法であれば、まだ液状状態の樹脂に磁場を与えて樹脂が硬化するまでの間に樹脂を配向させて、配向した状態を維持したまま硬化させることが、きわめて効率的に行えるという利点を有する。
【技術分野】
【0001】
本発明は各種電子機器用の積層板、金属張り積層板、回路基板およびLED実装基板、並びに前記積層板の製造方法に関するものであり、特に発熱部品を搭載するために好適に用いられる積層板に関するものである。
【背景技術】
【0002】
近年、LED実装基板などに用いられる積層板に、発熱の多い電気電子部品を搭載したり、発熱する電気電子部品の搭載密度を高くしたりする必要が出てきた。このような場合に対応するために、放熱性の高い積層板が求められている。放熱性の高い積層板を用いると電気電子部品から発生する熱が積層板を介して放熱しやすくなり、電気電子部品の長寿命化を図ることができる。
【0003】
一般的に液晶性エポキシ樹脂を使用した熱硬化反応系樹脂において、配合樹脂の硬化物が高熱伝導化されることは良く知られている。反応系の異なる樹脂系においても高熱伝導化する手法が検討されており、例えば、無機フィラーを高充填させることが検討されている(特許文献1参照)。
【0004】
また、一方で、一般的に液晶性のエポキシ樹脂やフィラーを電磁場内で配向させて、ある方向に高熱伝導化する手法も報告されている(非特許文献1)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2009−164540号公報
【非特許文献】
【0006】
【非特許文献1】竹澤由高:高熱伝導性液晶性エポキシ樹脂、未来材料、Vol,7,No.11p.28-34(2007)
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、上記のような無機フィラーを高充填させる手法は、樹脂の成形性に問題が出てくる場合があるので、ある程度までしか充填量を増やせずに、熱伝導率の向上があまり期待できないのが現状である。
【0008】
また、液晶性のエポキシ樹脂やフィラーを電磁場内で配向させて、ある方向に高熱伝導化する手法については、積層板とする際に加熱溶融されるために、配向させたシート材を使用したとしても積層板になった段階で方向がバラバラになってしまうという問題がある。さらに、配向させるために、非流動状態になるまで硬化させると今度は接着力がなくなるために、そのままでは積層板を製造できなくなり、別の接着性のある材料と積層一体化する等の工夫が必要であった。
【0009】
本発明はかかる事情に鑑みてなされたものであって、上述したような課題を解決する為に、耐熱性やドリル磨耗性を損なうことなく高い放熱性を有する積層板、金属張り積層板、プリント配線板、回路基板及びLED実装基板、並びに前記積層板を効率的に製造する方法を提供する。
【課題を解決するための手段】
【0010】
本発明者らは、前記課題を解決すべく鋭意検討した結果、以下の手段により前記課題を解決できることを見出した。
【0011】
すなわち、本発明に係る、放熱性の高い積層板は、基材に樹脂組成物を含浸させた層を、連続工法で、積層し、硬化させて得られる積層板であって、前記樹脂組成物が、(A)不飽和ポリエステル樹脂又はビニルエステル樹脂、(B)ラジカル重合開始剤、及び(C)40〜90質量%の無機フィラーを含み、前記連続工法において、積層した後、硬化するまでの間に磁場を印加することによって、前記樹脂成分及び/又は前記無機フィラー成分が一定方向に配向されていることを特徴とする。
【発明の効果】
【0012】
本発明によれば、耐熱性やドリル磨耗性を損なうことなく高い放熱性を有する積層板を得ることができる。さらに本発明は、高い放熱性を有する金属張り積層板、プリント配線板、回路基板及びLED実装基板を提供することができる。また、高い放熱性を有する積層板を効率よく製造する方法をも提供することができる。
【図面の簡単な説明】
【0013】
【図1】図1は、本発明の一実施態様であるコンポジット積層板を製造する工程を示す概略図である。
【発明を実施するための形態】
【0014】
以下に、本発明の実施形態を説明する。
【0015】
本発明に係る積層板は、基材に樹脂組成物を含浸させた層を、連続工法で、積層し、硬化させて得られる積層板であって、前記樹脂組成物が、(A)不飽和ポリエステル樹脂又はビニルエステル樹脂、(B)ラジカル重合開始剤、及び(C)40〜90質量%の無機フィラーを含み、前記連続工法において、積層した後、硬化するまでの間に磁場を印加することによって、前記樹脂成分及び/又は前記無機フィラー成分が一定方向に配向されていることを特徴とする。
【0016】
このように、ラジカル重合系の熱硬化型樹脂にしたことと、反応を無溶剤系したことで、樹脂の硬化時の液晶化構造の成長がとてもスムーズになり、フィラーを高充填した樹脂配合物においても均一な硬化物を形成させることができる。一般的なプロセスはBステージ状に加熱乾燥させて、固形状のフィラー高充填プリプレグを作成してから、成形時に再度加熱溶融させて被着体と接着硬化させるが、本実施形態では、液状状態から固体状態へのスムーズな硬化反応と被着体との接着硬化を一度に進行させることにより、液晶化構造をしっかりと形成した硬化物が乾燥固形状態を経ずに形成できるので、無機フィラーの充填もし易い樹脂組成物となっている。
【0017】
また、連続工法で樹脂がゲル化する過程で磁力を加えて、樹脂成分やフィラー成分の一部を一定方向に配向させることにより、積層板の一定方向の熱伝導率が著しく向上する。特に磁場を与える工法としては、一般的な多段積層プレス工法では、効率良く磁力を積層板がゲル化するまでの間に与えることが難しく、熱伝導率の向上を効率良く行うことが難しい。それに対して本実施形態の樹脂組成物は液状状態から硬化して固体になるが、まだ液状状態の樹脂に磁場を与えて樹脂がかたまるまでの間に樹脂を配向させて、配向した状態を維持したまま硬化させることができるため、非常に効率的に配向を行えるという利点がある。
【0018】
本実施形態に係る積層板に用いられる樹脂組成物は、ラジカル重合型熱硬化性樹脂組成物であり、(A)不飽和ポリエステル樹脂又はビニルエステル樹脂と、(B)ラジカル重合開始剤と、(C)無機フィラーを基本構成とする。
【0019】
上記基本構成以外には、無機フィラーの表面処理剤、常温で液状の熱硬化性樹脂等を含有させることができる。また、必要に応じて、スチレン、ジアリルフタレート等のラジカル重合性モノマーを配合することも出来る。さらに、粘度調整を行いガラス不織布等への含浸性を高めることも可能である。
【0020】
以下、本実施形態に係る樹脂組成物の各構成成分について詳しく述べる。
【0021】
〔(A)不飽和ポリエステル樹脂又はビニルエステル樹脂〕
本実施形態において用いられ得る不飽和ポリエステル樹脂又はビニルエステル樹脂としては、熱硬化性樹脂であれば特に限定はされない。
【0022】
なお、上記樹脂の中でも、その骨格の一部に液晶性を有する樹脂であるであることが好ましい。
【0023】
さらに、メソゲン骨格を有するラジカル重合型樹脂であることが望ましく、その具体例としては、例えば、ビフェニル骨格、ビフェニルメタン骨格、又はトリフェニル骨格等を持つ樹脂をビニルエステル化等により改質した樹脂を用いることができる。
【0024】
具体的に用いられる樹脂の一実施態様としては、エポキシビニルエステル樹脂を用いることができ、この場合、ラジカル重合開始剤以外に、さらに硬化剤成分としてラジカル重合性不飽和モノマーを用いることができる。
【0025】
エポキシビニルエステル樹脂を得るために用いられ得るエポキシ樹脂としては、特に限定されるものではないが、例えば、ビスフェノール型エポキシ樹脂、ノボラック型エポキシ樹脂、脂環式エポキシ樹脂、グリシジルエステル類、グリシジルエステル類、グリシジルアミン類、複素環式エポキシ樹脂、臭素化エポキシ樹脂などが挙げられる。
【0026】
上記のビスフェノール型エポキシ樹脂としては、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、ビスフェノールS型エポキシ樹脂等が挙げられる。
【0027】
上記のノボラック型エポキシ樹脂としては、フェノールノボラック型エポキシ樹脂、クレゾールノボラック型エポキシ樹脂、ビスフェノールAノボラック型エポキシ樹脂、ジシクロペンタジエンノボラック型エポキシ樹脂等が挙げられる。
【0028】
上記脂環式エポキシ樹脂としては、3,4−エポキシ−6−メチルシクロヘキシルメチル−3,4−エポキシ−6−メチルシクロヘキサンカルボキシレ−ト、3,4−エポキシシクロヘキシルメチル−3,4−エポキシシクロヘキサンカルボキシレート、1−エポキシエチル−3,4−エポキシシクロヘキサン等が挙げられる。
【0029】
上記グリシジルエステル類としては、フタル酸ジグリシジルエステル、テトラヒドロフタル酸ジグリシジルエステル、ダイマー酸グリシジルエステル等が挙げられる。
【0030】
上記グリシジルアミン類としては、テトラグリシジルジアミノジフェニルメタン、トリグリシジルP−アミノフェノール、N,N−ジグリシジルアニリン等が挙げられる。
【0031】
上記複素環式エポキシ樹脂としては、1,3−ジグリシジル−5,5−ジメチルヒダントイン、トリグリシジルイソシアヌレート等が挙げられる。
【0032】
また、臭素化エポキシ樹脂としては、テトラブロモビスフェノールA型エポキシ樹脂、テトラブロモビスフェノールF型エポキシ樹脂、ブロム化クレゾールノボラック型エポキシ樹脂、ブロム化フェノールノボラック型エポキシ樹脂等が挙げられる。
【0033】
上記エポキシ樹脂の中でも、特に難燃性に優れる点で、臭素化エポキシ樹脂を用いるのが好ましい。
【0034】
更には、これらエポキシ樹脂のエポキシ基の一部に、カルボキシル基含有ゴム状重合体を反応させたエポキシ樹脂も用いることもできる。このようなカルボキシル基含有ゴム状重合体を反応させたエポキシ樹脂は、得られる銅張積層板等の積層板の耐衝撃性やパンチング加工性、層間密着性を向上させる点で特に好ましい。ハロゲンを含有させずに難燃効果の高いリン、窒素成分を多量に含む樹脂を採用することで、ハルゲンフリーの難燃材とすることも可能である。
【0035】
上記のカルボキシル基含有ゴム状重合体としては、カルボキシル基含有モノマーと共役ジエン系モノマーとに必要に応じて他のモノマーを共重合させたもの、あるいは、共役ジエン系モノマーと他のモノマーとを共重合させたものにカルボキシル基を導入したもの等が挙げられる。カルボキシル基は、分子の末端、側鎖のいずれに位置していても良く、その量は1分子中に1〜5個であるのが好ましく、1.5〜3個であるのがより好ましい。
【0036】
上記の共役ジエン系モノマーとしてはブタジエン、イソプレン、クロロプレン等がある。また、必要に応じて用いられる他のモノマーとしては、アクリロニトリル、スチレン、メチルスチレン、ハロゲン化スチレン等があるが、得られる反応物のラジカル重合性不飽和モノマーとの相溶性の点から、アクリロニトリルをゴム状重合体に10〜40質量%共重合させるのが好ましく、15〜30質量%共重合させるのがより好ましい。
【0037】
なお、エポキシビニルエステル樹脂を製造するにあたっては、エポキシ樹脂、カルボキシル基含有ゴム状重合体およびエチレン性不飽和一塩基酸の各成分を同時に反応させるようにしてもよく、また、エポキシ樹脂とカルボキシル基含有ゴム状重合体とを反応させた後、エチレン性不飽和一塩基酸を反応させるようにしてもよい。この際、エポキシビニルエステル樹脂を得るために用いるエポキシ樹脂とカルボキシル基含有ゴム状重合体及びエチレン性不飽和一塩基酸との反応比率については、特に制限されるものではないが、エポキシ樹脂のエポキシ基1当量当たり、カルボキシル基含有ゴム状重合体とエチレン性不飽和一塩基酸の総カルボキシル基が0.8〜1.1当量となる範囲であるのが好ましく、特に貯蔵安定性に優れる樹脂が得られる点で、0.9〜1.0当量となる範囲とするのが好ましい。
【0038】
また、エポキシビニルエステル樹脂の製造において、エポキシ樹脂との反応に使用されるエチレン性不飽和一塩基酸としては、例えば(メタ)アクリル酸、クロトン酸、桂皮酸、アクリル酸ダイマー、モノメチルマレート、モノブチルマレート、ソルビン酸などが挙げられ、なかでもメタクリル酸が好適とされる。
【0039】
なお、上述したような樹脂の樹脂組成物中の配合量は、通常、樹脂組成物全体に対して5〜30質量%の範囲とすることが好ましい。
【0040】
次に、硬化剤成分としての上記ラジカル重合性不飽和モノマーは、1分子中に少なくとも1個のラジカル重合性不飽和基を有するものである。このようなラジカル重合性不飽和モノマーとしては、例えば、ジアリルフタレート、スチレン、メチルスチレン、ハロゲン化スチレン、(メタ)アクリル酸、メチルメタクリレート、エチルメタクリレート、ブチルアクリレート、ジビニルベンゼン、エチレングリコールジ(メタ)アクリレート、プロピレングリコールジ(メタ)アクリレート、トリメチロールプロパントリ(メタ)アクリレート、ペンタエリスリトールトリ(メタ)アクリレート、ペンタエリスリトールテトラ(メタ)アクリレートが挙げられ、これらの1種もしくは2種以上が用いられる。
【0041】
なお、ラジカル重合性不飽和モノマーの配合量については、エポキシビニルエステル樹脂とラジカル重合性不飽和モノマーとの合計量100質量部に対して、25質量部以上、45質量部以下の割合とするのが好ましい。25質量部以上とすれば、得られる熱硬化性樹脂組成物の不織布基材や織布基材に対する含浸性が良好となり、また、45質量部以下とすれば、この熱硬化性樹脂組成物を用いて得られる積層板が寸法安定性に優れ、かつ高耐熱性にも優れるものとなるからである。
【0042】
〔(B)ラジカル重合開始剤〕
次に、本実施形態において用いられ得るラジカル重合開始剤としては、メチルエチルケトンパーオキシド、メチルイソブチルケトンパーオキシド、シクロヘキサノンパーオキシド等のケトンパーオキシド類、ベンゾイルパーオキシド、イソブチルパーオキシド等のジアシルパーオキシド類、クメンハイドロパーオキサイド、t−ブチルハイドロパーオキシド等のハイドロパーオキシド類、ジクミルパーオキシド、ジ−t−ブチルパーオキシド等のジアルキルパーオキシド類、1,1−ジ−t−ブチルパーオキシ−3,3,5−トリメチルシクロヘキサノン、2,2−ジ−(t−ブチルパーオキシ)−ブタン等のパーオキシケタール類、t−ブチルパーベンゾエート、t−ブチルパーオキシ−2−エチルヘキサノエート等のアルキルパーエステル類、ビス(4−t−ブチルシクロヘキシル)パーオキシジカーボネート、t−ブチルパーオキシイソブチルカーボネート等のパーカーボネート類など、有機過酸化物が挙げられ、これらの1種もしくは2種以上が用いられる。このようなラジカル重合開始剤を用いることにより、本実施形態に係る熱硬化性樹脂組成物は加熱硬化するものとなっている。
【0043】
ラジカル重合開始剤の熱硬化性樹脂への配合量については、特に制限されるものではないが、通常、エポキシビニルエステル樹脂とラジカル重合性不飽和モノマーとの合計量100質量部に対して、0.5〜5.0質量部程度の範囲に設定するのが好ましい。特に、熱硬化性樹脂組成物のワニスライフや硬化性の点で、0.9〜2.0質量部の範囲とするのがより好ましい。
【0044】
〔(C)無機フィラー〕
本実施形態において用いられ得る無機フィラーとしては、アルミナ、窒化アルミ、窒化ホウ素、炭酸マグネシウム、水酸化アルミ、ベーマイト、シリカ、及び酸化マグネシウム等が例示されるが、これに限定されるものではない。
【0045】
さらに、無機フィラーとしては、真球状のものより、針状又は楕円形のものであって、極性を有する形状のものを用いることが好ましい。より具体的には、例えば、アスペクト比が高い方が、無機フィラーをより配向させることができるため好ましい。
【0046】
なお、アルミナ等のモース硬度が高いフィラーは、平均粒径が1.5μm以下で好ましくは0.4〜0.8μmを使用するのが良く、平均粒径が1.5μm以上になるとドリル加工性が悪化する。水酸化アルミニウムは、逆に平均粒径2〜15μmで好ましくは3〜10μmを使用するのが良い。当然15μm以上になるとドリル加工性に問題が生じやすいし、3μm以下になると樹脂の粘度が上昇するためにフィラー充填性が悪化する。ベーマイトは遊離開始温度が400℃以上の結晶水を含む、又は結晶水を有しない無機粒子からなる群から選ばれる少なくとも1種である。AlOOH、Al2O3・H2Oで表される化合物で耐熱性を下げずに、難燃性と熱伝導率のバランス設計が出来る。ベーマイトの平均粒径も上記水酸化アルミとほぼ同等範囲で使用することが望ましい。その他の無機フィラーは必要な特性を出すために適量添加して配合しても構わない。
【0047】
遊離開始温度が400℃以上である結晶水を含む、又は結晶水を有しない無機粒子は、回路基板の耐熱性を低下させずに熱伝導性と難燃性とを付与する成分である。このような無機粒子の具体例としては、酸化チタン(結晶水無し)、酸化マグネシウム(結晶水無し)、結晶性シリカ(結晶水無し)等の無機酸化物;窒化ホウ素(結晶水無し)、窒化アルミニウム(結晶水無し)、窒化ケイ素(結晶水無し)等の無機窒化物;炭化ケイ素(結晶水無し)等の無機炭化物;及びタルク(遊離開始温度950℃)、カオリン(遊離開始温度500〜1000℃)等の天然鉱物等が挙げられる。これらは、単独で用いてもよく、2種以上を組み合わせて用いてもよい。
【0048】
尚、結晶水の遊離開始温度は、加熱重量減分析(TGA)または示唆走査熱量分析(DSC)を用いて測定することができる。
【0049】
樹脂組成物中の無機フィラーの配合量は、樹脂組成物中無機フィラーが40〜90質量%となるような範囲とすることにより、ドリル磨耗性や熱伝導率、樹脂粘度、耐熱性、ピール強度、樹脂含浸性、成形性等の基板特性に関してバランスが取り易いと考えられる。
【0050】
本実施形態において、上述したような樹脂組成物は、前記樹脂成分に、無機フィラーを配合し、ディスパー、ボールミル、ロール等を用いて、各無機フィラーの粒子を分散させる公知の調製方法により調製される。
【0051】
さらに、前記樹脂組成物には、本発明の効果を損なわない範囲で、必要に応じて熱硬化性樹脂の硬化触媒等のその他の各種添加剤を配合することができる。また、熱硬化性樹脂組成物の粘度調整や不織布基材への含浸性等を考慮して、必要に応じて反応性希釈材、減粘剤、カップリング剤などの加工助剤を配合することもできる。
【0052】
また、前記樹脂組成物が湿潤分散剤を含み、その配合量が無機フィラーに対し0.05〜5質量%であると、無機フィラーが熱硬化性樹脂含浸不織布や後述の熱硬化性樹脂含浸織布中に均一に分散するようになるので、反りが生じにくく、はんだ耐熱性が高まる。
【0053】
本実施形態に係る積層板に用いる不織布基材としては、例えば、ガラス不織布やガラス紙、あるいはアラミド繊維やポリエステル繊維、ポリアミド繊維(ナイロン)等の合成樹脂繊維を用いた合成樹脂不織布等選ばれるいずれか1つ以上を用いることができる。不織布基材の厚みは通常10〜1000μm程度とすることができるが、これに限定されるものではない。
【0054】
なお、不織布基材の結着剤としては熱的強度に優れるエポキシ化合物を用いることが好ましい。ここで結着剤とは、不織布基材を構成する繊維を接着して固めるためのバインダーである。結着剤のエポキシ化合物としては、エポキシシランなどを用いることができる。また、結着剤は、不織布基材を構成する繊維100質量部に対して5〜25質量部配合するのが好ましい。
【0055】
本発明に係る積層板は、少なくともその片面に金属箔を積層して金属張り積層板とすることもできるが、本実施形態において用いられる金属箔としては、銅箔、アルミ箔やニッケル箔等を特に限定することなく用いることができる。またこれらの金属箔の厚みは5〜400μm程度の範囲であることが好ましい。
【0056】
また、金属箔として樹脂付金属箔を用いることもでき、樹脂付金属箔としては、フィラー高充填樹脂を使用した高熱伝導率を有する樹脂付金属箔、耐トラッキング性に優れた紙フェノール基板に一般的に使用されている樹脂付金属箔等、特に限定なく用いることができる。好ましくは、耐トラッキング性が600以上である樹脂付金属箔、又は熱伝導率が3W・km以上である樹脂付金属箔を用いることが好ましい。
【0057】
より具体的には、耐トラッキング性が600以上である樹脂付金属箔として、例えば、樹脂成分として、メラミン樹脂やユリア系樹脂を必須成分として含有させたポリビニルブチラール樹脂、フェノール樹脂等と混合させた樹脂組成物を、銅箔などの金属箔上に塗布し、80〜150℃で5〜30分間乾燥して、樹脂厚み20〜60μ程度の樹脂付金属箔などを使用することが可能である。
【0058】
また、熱伝導率が3W・km以上である樹脂付金属箔としては、エポキシ樹脂等の熱硬化性樹脂、熱可塑性樹脂、アクリル樹脂やポリエステル樹脂などの樹脂を樹脂組成物全体に対して10〜30質量%程度;並びにアルミナ(酸化アルミニウム)、シリカ、酸化マグネシウム、酸化チタンなどのフィラーを樹脂組成物全体に対して70〜90質量%程度で配合・混合したものを、銅箔などの金属箔上に塗布し、80〜150℃で5〜30分間乾燥して、樹脂厚み20〜150μm程度の樹脂付金属箔などを使用することが可能である。
【0059】
なお、樹脂付金属箔における樹脂層は、完全硬化していても良いし、半硬化状態でも良い。なお、樹脂付金属箔における金属層(金属箔)の厚みは0.035〜0.150mm程度であることが好ましい。
【0060】
本実施形態において、積層板は、不織布に前記樹脂組成物を含浸させた不織布層を一枚または複数枚積層して得られるが、これらの積層成形、積層接着のための方法、装置、それらの条件については従来と同様のものとして、あるいはその改良としての各種の手段であってよい。
【0061】
また、前記不織布層は、上述したような不織布基材に前記樹脂組成物を含浸させ、その後、不織布基材に含浸させた樹脂組成物を加熱乾燥等により半硬化状態(Bステージ状態)にすることにより得ることができる。含浸は浸漬(ディッピング)、塗布等によって行われる。含浸は必要に応じて複数回繰り返すことも可能である。またこの際に組成や濃度の異なる複数の溶液を用いて含浸を繰り返し、最終的に希望とする組成および樹脂量に調整することも可能である。
【0062】
不織布層は、不織布層全量に対して熱硬化性樹脂組成物の含有量を、例えば、40〜95質量%とすることができるが、これに限定されるものではない。
【0063】
そして、本実施形態に係る積層板を製造するにあたっては、前記不織布層を一枚または複数枚重ね合わせた後、これを加熱加圧成形することによって、不織布層中の熱硬化性樹脂を硬化させる。
【0064】
また、本実施形態に係る金属箔張り積層板は、不織布層の表面に銅箔やニッケル箔などの金属箔を設けることによって、積層板が絶縁層となった片面又は両面金属箔張り積層板として形成することができる。この場合、不織布層と、金属箔とを重ね合わせた後、加熱加圧成形することにより、不織布層と金属箔とを積層一体化するものである。
【0065】
積層板の連続工法としては、例えば、銅箔を有する場合には銅箔を両側に設置し中央部に樹脂層(不織布層)を形成するが、樹脂を基材に含浸させる際に気泡が含まれないように留意する。これらをロールによって一体化させ厚みをコントロールする。その後、乾燥機に投入するが、厚みコントロールは硬化までの間に調整が必要となる。
【0066】
なお、積層板及び金属箔張り積層板を製造する際の加熱加圧成形の条件は、熱硬化性樹脂の種類等に応じて適宜設定可能であるが、例えば、温度80〜250℃、圧力0.05〜0.98kPa(5〜100kgf/m2)、時間20〜300分とすることができる。
【0067】
このように加熱加圧して硬化させる際に、本実施形態では、磁場を与えて樹脂やフィラーを基板のZ方向に配向させる。
【0068】
本明細書において「Z方向に配向させる」とは、基板の厚さ方向に配向させることをいう。このようにZ方向に配向させることにより、部品が実装される表面回路部から裏面に向かって、部品から発生した熱が効率良く裏面に伝わりやすく、そこから更に放熱フィンやその基板が取り付けられたシャーシ部へ熱が移動しやすくなると考えられる。
【0069】
具体的には、不織布基材に樹脂組成物を含浸させた層を、連続工法で、積層した後、当該樹脂組成物が硬化するまでの間、即ち、積層された層が乾燥機に入って、その入口から出口までの間で、前記樹脂組成物が未硬化である領域(樹脂の流動がある間)に磁場の発生装置を設置し、硬化までの間に配向を完了させる。これにより、配向と硬化を同時に行なう事が可能となる。
【0070】
本実施形態において用いられる磁場の発生装置は、磁場を発生できるものであれば特に限定はないが、例えば、設置のしやすさ、コスト面などの観点から、永久磁石、電気磁石などを用いることができる。
【0071】
このように、一般的な熱硬化性樹脂配合物を連続的に硬化炉内で硬化させる工法を用いることで、設備を大きく改造することなく、上述したような樹脂成分および無機フィラー成分を用いて、連続的に上下面から磁場を与えるプロセスを用いて、簡単に高い熱伝導率の積層板を製造することが可能となる。この点、一般的に使用されている積層プレス工法では、磁場を積層板に1枚1枚付加させることが出来ない。特にSUSプレートを積層板の間に差し挟んで鏡面を形成する多段プレスでは、磁場が鉄成分により遮断されてしまうので、磁場を均等に与えることが難しい。
【0072】
また、本発明の積層板のその他の実施形態として、さらに上述したような不織布層の両表面又は片面に、織布基材に熱硬化性樹脂組成物を含浸させて得られた織布層がそれぞれ積層されたコンポジット積層板も本発明に包含される。すなわち、この積層板は、熱硬化性樹脂組成物を含有する不織布層と、熱硬化性樹脂組成物を含有する織布層とを備えて形成されるコンポジット積層板である。コンポジット積層板は、放熱性の面では上記積層板(不織布層のみから絶縁層が形成され、織布を用いていないもの)よりもやや劣るものの、安価で寸法安定性、力学物性の面で優れているという利点がある。
【0073】
なお、本実施形態に係るコンポジット積層板においては、特に限定はされず、例えば、不織布の両表面にそれぞれ織布層が積層されていてもよいし、1枚の織布層を中央にして2枚の不織布層で挟むような構成であってもよい。
【0074】
このようなコンポジット積層板の連続工法としては、銅箔を両側に設置し中央部に樹脂層(不織布層および織布層)を形成するが、このときも、樹脂をそれぞれの基材に含浸させる際に気泡がかまないように留意する。その後の工程は、上述した通りである。
【0075】
織布層を形成するための織布基材としては、例えば、ガラスクロスあるいはアラミド繊維やポリエステル繊維、ポリアミド繊維(ナイロン)等の合成樹脂繊維を用いた合成樹脂クロスから選ばれるいずれかを用いることができる。織布基材の厚みは50〜300μmとすることができるが、これに限定されるものではない。
【0076】
織布層を形成するための熱硬化性樹脂組成物としては、不織布層を形成するための上記熱硬化性樹脂組成物と同一であっても良いし、異なっていても良い。不織布層の樹脂と別の樹脂を用いる場合は、本発明の効果を損なわない範囲で、使用する熱硬化性樹脂や無機フィラーの種類、熱硬化性樹脂に対する無機フィラーの含有量などを適宜変えることができる。特に、好ましくは、不織布層を形成するための上記熱硬化性樹脂組成物から無機フィラーを除いたもの、すなわち、上記熱硬化性樹脂とその他必要に応じて配合される粘調剤や添加剤からなる樹脂組成物を用いることができる。これにより、織布基材への熱硬化性樹脂組成物の含浸性を高めることができる。
【0077】
なお、織布層に不織布層に含有させる無機フィラーと異なる無機フィラーを含有させる場合は、積層板の耐トラッキング性の向上のために、無機フィラーとして水酸化アルミニウムを用いるのが好ましい。これにより、水酸化アルミニウムの結晶水が積層板の表面の熱分解、炭化を阻害すると考えられ、積層板の耐トラッキング性が向上すると考えられる。また、積層板の耐トラッキング性の向上のために、織布層中の熱硬化性樹脂100体積部に対する水酸化アルミニウムは25〜150体積部であることが好ましい。また、平均粒子径(D50)が2〜15μmの水酸化アルミニウムを用いるのが好ましい。
【0078】
上記のようにコンポジット積層板は連続的に生産することができる。両面金属箔張りコンポジット積層板の製造方法の一例を、図1を用いて具体的に示す。
【0079】
不織布基材であるガラス不織布2は、例えば、ガラス繊維製のペーパー等であり、連続的に供給することができる不織布の長尺物であって、内部や表面に空隙を有し、熱硬化性樹脂組成物を含浸可能なものであれば特に限定はない。ガラス不織布の厚みとしては、0.03〜0.4mmが一般的であるが、この厚みのものに限定されない。また、織布基材であるガラス織布1は、例えば、ガラス繊維製のガラス製の織布等であり、同じく連続的に供給することができる織布の長尺物であって、内部や表面に空隙を有し、熱硬化性樹脂組成物を含浸可能なものであれば特に限定はない。ガラス織布の厚みとしては、0.015〜0.25mmが一般的であるが、この厚みのものに限定されない。
【0080】
連続工程では、まず、不織布基材であるガラス不織布2に不織布含浸装置3等を用いて上記熱硬化性樹脂組成物を含浸させる。次に、熱硬化性樹脂組成物を含浸させたガラス不織布の両表面又は片面に、同様に織布含浸装置4等を用いて熱硬化性樹脂を含浸させたガラス織布1を連続的に積層し、この積層物をロールで圧着し加熱してコンポジット型の積層板を製造する。ここで、熱硬化性樹脂組成物を含浸させたガラス不織布を1枚または複数枚を重ね合わせて用いてもよい。また、熱硬化性樹脂含浸ガラス織布も一枚または複数枚重ね合わせて用いてもよい。
【0081】
さらに、その片面または両面の表層に金属箔又は樹脂付金属箔6を積層してもよい。金属箔又は樹脂付金属箔は上述したものを用いることができる。特に銅箔の下に樹脂層を形成した場合には、ガラス不織布や織布によって、形成される凹凸が銅箔に転写するのを防ぐことができ、回路形成がしやすくなるとか、銅箔表面に接触するガラス繊維をなくすことにより、絶縁信頼性を向上させることも可能となる。勿論フィラーを高充填することによる剛性アップや低線膨張率化等もフィラー高充填樹脂層を形成することができる。更に電気特性として耐トラッキング性の優れた樹脂層を表層に形成すれば、その基板全体の樹脂を耐トラッキング性の良い樹脂にしなくとも耐トラッキング性を向上させることができるので、電源基板用途等には非常に効果的である。
【0082】
例えば、上記の熱硬化性樹脂組成物を連続的に供給されるガラス不織布2に含浸させた二枚の熱硬化性樹脂含浸ガラス不織布と、連続的に供給される二枚の熱硬化性樹脂含浸ガラス織布1と、連続的に供給される2枚の金属箔6とを、熱硬化性樹脂含浸ガラス不織布2をコアにし、その両側(上下)に熱硬化性樹脂含浸ガラス織布1を配置し、さらにその両表層に金属箔6が配置されるように積層する。その後、その積層した積層物をラミネートロール5で圧着し、次いでその圧着した圧着物を搬送ロール8で引っ張って進行させながら、加熱乾燥炉7でその圧着物中の熱硬化性樹脂組成物が硬化する温度に圧着物を加熱して硬化させた後、切断装置(カッター)9で所定の大きさに切断して連続的に金属箔が表面に積層されたコンポジット積層板Aが得られる。
【0083】
そして、このような連続工法で各樹脂層(不織布層及び織布層)並びに金属箔を積層した後、当該樹脂組成物が硬化するまでの間、即ち、積層体が加熱乾燥炉7に入って、その入口から出口までの間で、前記樹脂組成物が未硬化である領域(樹脂の流動がある間)に磁場印加装置10を設置し、硬化までの間に配向を完了させる。
【0084】
なお、ラミネートロール5で圧着する条件としては特に限定はなく、用いたガラス不織布やガラス織布の種類や熱硬化性樹脂組成物の粘度等に応じて適宜調整され得る。また、加熱硬化の温度や時間などの条件は、上述した通りに適宜設定され得る。切断後、更にこの積層板の硬化を進めるために加熱する(アフターキュアーする)ようにしてもよい。
【0085】
また、上記の例では熱硬化性樹脂含浸ガラス不織布の枚数が二枚の場合であったが、熱硬化性樹脂含浸ガラス不織布の枚数は一枚でもよく、三枚以上でもよい。また、上記では金属箔の枚数は二枚であったが、一枚であってもよいし、熱硬化性樹脂含浸ガラス不織布が複数枚の場合には、熱硬化性樹脂含浸ガラス不織布同士の間にさらに金属体を積層するようにしてもよい。この金属体は積層板となった際には放熱を更に良くする働きと基板としての剛性を高める働きもする。また、不織布基材及び織布基材はガラス繊維を用いたものに限らず、他の材質の繊維を用いたものであってもよい。
【0086】
また、本実施形態に係るプリント配線板は、上記で得られる積層板の表面に導体パターンを設けることにより形成することができる。この場合、上記金属箔張り積層板にアディティブ法やサブトラクティブ法等の回路加工処理やスルーホール加工を施すことによりプリント配線板に加工することができる。
【0087】
また、本実施形態に係る回路基板は上記で得られる積層板に電気電子回路を設けることにより形成することができる。この場合、上記金属箔張り積層板から形成されるプリント配線板の導体パターンを用いて電気電子回路を形成することができる。
【0088】
さらに、本実施形態に係るLED実装基板及びLED実装部品は上記で得られる積層板にLED搭載用の電気電子回路を設けることにより形成することができる。この場合、上記回路基板の電気電子回路をLED搭載用の電気電子回路として形成することができる。
【0089】
特に、本発明の積層板は、液晶ディスプレイに搭載されるようなLEDバックライトユニットのプリント配線基板や、LED照明装置用の回路基板等のような、高い放熱性が要求される用途に好ましく用いられる。このようなLED搭載用途では高放熱基板が必要で、熱伝導率が1W/m・K以上、好ましくは3W/m・K以上の高放熱基板であることが望ましい。具体的には、LEDの用途の一つとして、液晶ディスプレイに搭載されるような直下式等のLEDバックライトユニットが挙げられる。LEDバックライトユニットは、上記積層板又は上記積層板から形成される回路基板に複数のLEDが実装されたLEDモジュールを多数配列して構成されており、液晶パネルの背面に配設することにより、液晶ディスプレイ等のバックライトとして用いられる。また、本発明の積層板を用いて、液晶ディスプレイに搭載されるようなエッジ型のLEDバックライトユニットを形成することもできる。LEDバックライトユニットは、上記積層板又は上記積層板から形成される短冊状の回路基板に複数のLEDが実装された一対のLEDモジュールで構成されており、各LEDモジュールを導光板等の上下(又は左右)に配設することにより、液晶ディスプレイ等のバックライトとして用いられる。エッジ型のLEDバックライトユニットは、直下式のLEDバックライトユニットに比べて、LEDが高密度に設けられるため、本発明の積層板のような放熱性の高いものを用いるのが好ましい。従来から広く普及しているタイプの液晶ディスプレイには、液晶ディスプレイのバックライトとして冷陰極管(CCFL)方式のバックライトが広く用いられてきたが、近年、冷陰極管方式のバックライトに比べて色域を広げることができるために画質を向上させることができ、また、水銀を用いていない点から環境負荷が小さく、さらに薄型化も可能であるという利点から、上記のようなLEDバックライトユニットが活発に開発されている。LEDモジュールは、一般的に、冷陰極管に比べて消費電力が大きく、そのために発熱量が多い。このような高い放熱性が要求されるような回路基板として、本発明の積層板を用いることにより、放熱の問題が大幅に改善される。したがって、LEDの発光効率を向上させることができる。
【0090】
また、本発明の積層板を用いてLED照明装置を形成することもできる。LED照明装置は、上記積層板又は上記積層板から形成される回路基板に複数のLEDを実装し、このLEDを発光させる給電部などを備えて形成することができる。
【0091】
なお、実装される発熱部品は、LEDに限定されるものではなく、抵抗チップ部品等のあらゆる発熱部品を実装することができ、その熱を基板を通して放熱させることができる。
【0092】
以下に、本発明について、実施例によりさらに具体的に説明する。なお、本発明は以下の実施例により何ら限定されるものではない。
【実施例】
【0093】
(実施例1)
図1に示すような連続工法により、樹脂ワニスを含浸した不織布2を2枚積層し、その積層物の両面に、樹脂ワニスを含浸した織布1を積層し、その最外層に銅箔3を配し、次いで磁場を印加しながら加熱硬化させる装置7を用いて連続的に積層板を製造した。
【0094】
上記樹脂ワニスとしては、ビニルエステル樹脂(昭和高分子株式会社製、品名「S510」)を100質量部、ラジカル開始剤(日本油脂株式会社製、品名「パーブチル0」)を1質量部、スチレンモノマーを2質量部、フィラーとして破砕アルミナ(住友化学工業株式会社製、品名「AL32B」を樹脂ワニス全体に対して50質量%となるように配合し、混合した樹脂ワニスを用いた。
【0095】
また、不織布2として厚み0.4mmのガラスペーパー(バイリーン株式会社製、品名「キュムラス」)を、織布1として厚さ0.19mmのガラスクロス(旭イーマテリアルズ株式会社製、品名「7628」)を用いて連続的に2m/分の速度で含浸装置に供給し、この不織布及び織布に上記樹脂ワニスを連続的に含浸し、樹脂ワニスを含浸した不織布を2枚積層すると共にその積層物の両面に樹脂ワニスを含浸した織布を積層した。さらに、その最外層に厚み18μmの銅箔6を配し、次いで磁場印加装置10を配した加熱硬化炉7にて磁場印加すると共に、105℃20分加熱硬化させた後、170℃30分再度加熱硬化させて厚み1.6mmの銅張り積層板を得た。
【0096】
なお、磁場を印加する装置10としては、NEOMAXエンジニアリング社製の永久磁石「NEOMAX対向型磁石(製品名)」(10000ガウス)を用いた。
【0097】
(実施例2)
樹脂ワニスに使用するビニルエステル樹脂の代わりに、ビフェニル骨格を有するビニルエステル樹脂(発明者が合成して作製したもの、詳細は後述)を用いた以外は実施例1と同様にして、厚み1.6mmの銅張り積層板を得た。
【0098】
(実施例3)
樹脂ワニスに含有させるフィラー量を70質量%とした以外は、実施例2と同様にして、厚み1.6mmの銅張り積層板を得た。
【0099】
(実施例4)
樹脂ワニスに含有させるフィラーとして、板状アルミナ(キンセイマテック株式会社製、品名「セラフ」、アスペクト比1:30)を用いた以外は、実施例2と同様にして、厚み1.6mmの銅張り積層板を得た。
【0100】
(実施例5)
樹脂ワニスに含有させるフィラーとして、窒化ホウ素(昭和電工株式会社製、品名「UHP」、アスペクト比1:50)を用いた以外は、実施例2と同様にして、厚み1.6mmの銅張り積層板を得た。
【0101】
(実施例6)
銅箔の代わりに下記樹脂付銅箔Aを用いた以外は、実施例5と同様にして、厚み1.6mmの銅張り積層板を得た。
【0102】
樹脂付銅箔Aについては、ポリビニルブチラール樹脂(電気化学工業株式会社製「6000C」)50質量%、フェノール樹脂(パナソニック電工株式会社製「CJ2410」)5質量%、メラミン樹脂(ハリマ化成株式会社製「SM−975」)35質量%及びエポキシ樹脂(東都化成株式会社製「YD−7011」)10質量%の配合量で混合したものを銅箔上に塗布し、80℃5分間、次いで150℃で5分間乾燥して樹脂厚みが0.05mmとなる樹脂付銅箔Aを作製した。なお、この樹脂付銅箔Aの耐トラッキング性は600以上相当である。
【0103】
(実施例7)
銅箔の代わりに下記樹脂付銅箔Bを用いたことと、織布を厚さ0.10mmのガラスクロス(旭イーマテリアルズ株式会社製、品名「2116」)を用いたこと以外は、実施例3と同様にして、厚み1.6mmの銅張り積層板を得た。
【0104】
樹脂付銅箔Bについては、エポキシ樹脂(DIC株式会社製「840S」)6質量%、硬化剤(ジシアンジアミド、試薬)0.4質量%、硬化促進剤(四国化成株式会社製「2E4MZ」)0.01質量%、フィラーとしてアルミナ(昭和電工株式会社製「CB−A20S」)93.59質量%の配合量で混合したものを銅箔上に塗布し、150℃で5分間乾燥して樹脂厚みが0.1mmとなる樹脂付銅箔Bを作製した。
【0105】
なお、この樹脂付銅箔Bのみを成型プレスにより硬化させた後、銅箔をエッチングして樹脂板としたサンプルについて、後述の熱伝導率測定を実施したところ、3.0W/mKであった。
【0106】
(比較例1)
含浸乾燥の従来工法により、不織布に樹脂ワニスを含浸し160℃5分加熱乾燥して得られたシートを2枚積層し、その積層物の両面に、同様に従来工法で樹脂ワニスを含浸して加熱乾燥した織布を積層し、不織布シート及び織布シートを共に乾燥する際に、NEOMAXエンジニアリング社製の永久磁石「NEOMAX対向型磁石(製品名)」(10000ガウス)で磁場を与えた。すなわち、乾燥時にシートの両面から磁場を与えながら加熱乾燥を行った。その後は、配向したと考えられる未硬化状態のシートを積層し、加熱加圧熱圧着させて成形した。その最外層に銅箔を配して組み合わせた積層物を成型プレス機により100℃20分加熱した後、170℃30分加熱硬化させて厚み1.6mmの銅張り積層板を得た。
【0107】
上記樹脂ワニス、不織布、織布については、実施例1と同様のものを用いた。
【0108】
(比較例2)
加熱硬化炉において、磁場印加をせずに加熱硬化させること以外は、実施例1と同様にして、厚み1.6mmの銅張り積層板を得た。
【0109】
(比較例3)
樹脂ワニスに使用するビニルエステル樹脂の代わりにビスフェノールA型エポキシ(DIC製、品名「エピクロン840S」)100質量部、ラジカル開始剤の代わりにジシアンジアミド(試薬)を4質量部用い、さらにスチレンモノマーの代わりにメチルエチルケトン(試薬)を10質量部用いたこと以外は、実施例1と同様にして、厚み1.6mmの銅張り積層板を作製した。
【0110】
(参考例)
実施例2〜7、比較例で用いたビフェニル骨格を有するビニルエステル樹脂は以下の方法で製造した。
【0111】
1Lの四ツ口フラスコにYX−4000H(三菱化学製、エポキシ当量 190)385g、ハイドロキノン0.16g、メタクリル酸175gを秤りとった。そのフラスコを110℃まで昇温し、内容物を溶融させた。そこへ、トリフェニルホスフィン2.24gを添加し、120℃まで昇温した。その後、120℃で保持し、酸価が10以下になるまで反応を続けた。酸価が10以下になったら、スチレンモノマー240gを投入し、室温まで冷却した。
【0112】
なお、YX4000H以外は市販の試薬を用いた。酸価は、JIS K6901に記載の方法で測定した。
【0113】
<評価>
(熱伝導率測定)
実施例1〜7および比較例1〜3で作製した銅張り積層板について、以下の方法で熱伝導率を測定した。ただし、比較例3については、ボイドが発生することにより、良好な銅張り積層板を得ることができないため評価対象とはしなかった。
【0114】
レーザーフラッシュ法による熱拡散率測定を実施し、次式より熱伝導率を算出した。
熱伝導率(W/m・K)=密度(kg/m3)×比熱(J/kg・K)×熱拡散率(m2/s)
なお、密度は水中置換法、比熱はDSC法でそれぞれ得た値である。
【0115】
結果を下記表1に示す。
【0116】
【表1】
(結果)
表1の結果からも明らかなように、本発明の実施例に係る積層板は、比較例に係るそれらよりも有意に高い熱伝導率を有していた。
【0117】
これに対し、成型プレス方法で磁場を印加した比較例1、及び連続工法でも磁場を印加しなかった比較例2の積層板はいずれも熱伝導率が本発明に係る積層板と比べて劣っていた。また、無溶媒系ではない樹脂を用いた比較例3では、積層板を得ることすらできなかった。
【0118】
以上、説明したように、本発明の一局面である積層板は、不織布基材に樹脂組成物を含浸させた不織布層を、連続工法で、積層し、硬化させて得られる積層板であって、前記樹脂組成物が、(A)不飽和ポリエステル樹脂又はビニルエステル樹脂、(B)ラジカル重合開始剤、及び(C)40〜90質量%の無機フィラーを含み、前記連続工法において、積層した後、硬化するまでの間に磁場を印加することによって、前記樹脂成分及び/又は前記無機フィラー成分が一定方向に配向されていることを特徴とする積層板である。
【0119】
このような構成により、きわめて高い熱伝導率を有する積層板を得ることができる。
【0120】
さらに、前記(A)不飽和ポリエステル樹脂又はビニルエステル樹脂がその骨格の一部に液晶性を有する樹脂であれば、硬化する際に同じ方向に配列するため、より磁場配向しやすく積層板の一定方向の熱伝導率がより確実に向上すると考えられる。
【0121】
さらに、前記(A)不飽和ポリエステル樹脂又はビニルエステル樹脂が、ビフェニル骨格、トリフェニル骨格又はビフェニルアラルキル骨格を有する樹脂であれば、特に熱伝導率を向上させやすいベンゼン環が効率良く含有されるため、バランスの良い硬化物特性の積層板をより確実に得ることができると考えられる。
【0122】
また、本発明の積層板においては、前記(B)無機フィラーが、アルミナ、窒化アルミ、窒化ホウ素、炭酸マグネシウム、水酸化アルミニウム、ベーマイト、及び酸化マグネシウムから選択されるいずれか一つ以上であることが好ましい。これらの無機フィラーを1つ以上用いることによって、高熱伝導性と難燃性のバランス設計が容易となると考えられる。
【0123】
前記(B)無機フィラーが、針状または楕円状の形状を有することがさらに好ましい。無機フィラーの極性が高ければ、樹脂のみでなく、熱伝導率の高いフィラー成分も同様に一定方向に配向するため、積層板の一定方向の熱伝導率がいっそう向上すると考えられる。
【0124】
さらに、前記不織布基材が、ガラス不織布、ガラス紙、及び合成樹脂不織布から選択される少なくとも一つ以上であることが好ましい。例えば、基材として、ガラス不織布のみを使用した場合は樹脂の含有率を95質量%程度以上とすることが可能なので、高熱伝導率を有する樹脂を用いて、積層板とした時に高い熱伝導率とすることが可能である。
【0125】
さらに、本発明の積層板の別の実施態様として、前記不織布層の両表面又は片面に、織布基材に熱硬化性樹脂組成物を含浸させて得られた織布層がそれぞれ積層されている積層板も本発明に包含される。このようなコンポジット積層板に、基材として不織布と織布が使用されている場合は、一部に織布を使用することで基板の強度が増すこととなり、表層でも中央部にでも織布を挿入することで、基板に強靭性を付与することが可能となる。また、基材として、紙基材を使用する場合は、低価格の積層板が設計し易くなるという利点もある。
【0126】
本発明の他の局面である金属張り積層板は、前記積層板において、金属箔を少なくとも片面に積層されたものである。
【0127】
このような金属張り積層板においては、前記金属箔が、耐トラッキング性が600以上である樹脂付金属箔であってもよい。これにより、表層を基材のない層とすることができ、金属箔表面の平滑性が良好となり、ファインパターンの形成がよりし易くなる上に、表層の樹脂層が特殊な電気特性(耐トラッキング性)を保有していれば、中央部の樹脂配合物にそのような特性がなくても表層の樹脂部のみで基板特性をカバーすることができると考えられる。
【0128】
また、前記金属箔が、熱伝導率が3W/mK以上の樹脂付金属箔であってもよく、そのような場合にも、表層を基材のない層とすることができ、金属箔表面の平滑性が良好となり、ファインパターンの形成がよりし易くなる上に、表層の樹脂が高い熱伝導率を有するので、基板全体の熱伝導率を向上させ易いと考えられる。
【0129】
本発明のさらなる局面であるプリント配線板は、前記金属張り積層板の表面に導体パターンが形成されていることを特徴とする。
【0130】
本発明のさらなる局面である回路基板は、前記金属張り積層板の少なくとも片面を回路形成したことを特徴とする。金属張り積層板の片面を回路形成した回路基板では、裏面を金属箔層にすると熱を均一に拡散させる層として働くので、放熱性が非常に向上させ易い。一方、両面回路基板とすれば、簡単にスルーホール加工も可能であるし、サーマルビアとすることも可能なので、必要な部分のみを高い熱伝導率とすることが容易であるという利点がある。
【0131】
本発明のさらなる局面であるLED実装基板は、前記回路基板にLEDを実装してなるLED実装基板である。
【0132】
また、さらに本発明には、前記回路基板にLEDを実装してなる、LED実装部品も包含される。
【0133】
これらのLED実装基板及びLED実装部品において、高熱伝導率を有する前記積層板を使用して発熱部品を実装すると、部品の発熱を防止できると共に部品の長寿命化に効果があると考えられる。
【0134】
また、本発明のさらなる局面である積層板の製造方法は、基材に、(A)不飽和ポリエステル樹脂又はビニルエステル樹脂、(B)ラジカル重合開始剤、及び(C)(40〜90質量%の無機フィラーを含む樹脂組成物を含浸させる工程、樹脂組成物を含浸させた基材を積層して積層体とする工程、前記積層体を硬化させる工程、及び前記樹脂を硬化させる工程中に磁場を印加することによって、前記樹脂成分及び/又は前記無機フィラー成分を一定方向に配向させる工程、を連続工程として含むことを特徴とする。
【0135】
樹脂は液状状態から硬化して固体になるが、従来の一般的な多段積層プレス工法では、積層板の樹脂成分がゲル化するまでの間に効率良く磁場を与えることが難しく、熱伝導率の向上を効率良く行うことが難しかった。それに対して本発明に係る製造方法であれば、まだ液状状態の樹脂に磁場を与えて樹脂が硬化するまでの間に樹脂を配向させて、配向した状態を維持したまま硬化させることが、きわめて効率的に行えるという利点を有する。
【特許請求の範囲】
【請求項1】
不織布基材に樹脂組成物を含浸させた不織布層を、連続工法で、積層し、硬化させて得られる積層板であって、
前記樹脂組成物が、(A)不飽和ポリエステル樹脂又はビニルエステル樹脂、(B)ラジカル重合開始剤、及び(C)40〜90質量%の無機フィラーを含み、前記連続工法において、積層した後、硬化するまでの間に磁場を印加することによって、前記樹脂成分及び/又は前記無機フィラー成分が一定方向に配向されていることを特徴とする積層板。
【請求項2】
前記(A)不飽和ポリエステル樹脂又はビニルエステル樹脂がその骨格の一部に液晶性を有する樹脂である、請求項1に記載の積層板。
【請求項3】
前記(A)不飽和ポリエステル樹脂又はビニルエステル樹脂が、ビフェニル骨格、トリフェニル骨格又はビフェニルアラルキル骨格を有する樹脂である、請求項1又は2記載の積層板。
【請求項4】
前記(B)無機フィラーが、アルミナ、窒化アルミ、窒化ホウ素、炭酸マグネシウム、水酸化アルミ、ベーマイト、シリカ、及び酸化マグネシウムから選択されるいずれか一つ以上である、請求項1〜3のいずれかに記載の積層板。
【請求項5】
前記(B)無機フィラーが、針状または楕円状の形状を有する、請求項1〜4のいずれかに記載の積層板。
【請求項6】
前記不織布基材が、ガラス不織布、ガラス紙、及び合成樹脂不織布から選択される少なくとも一つ以上である、請求項1〜5のいずれかに記載の積層板。
【請求項7】
さらに、前記不織布層の両表面又は片面に、織布基材に熱硬化性樹脂組成物を含浸させて得られた織布層がそれぞれ積層されている、請求項1〜6のいずれかに記載の積層板。
【請求項8】
請求項1〜7のいずれかに記載の積層板において、金属箔を少なくとも片面に積層したことを特徴とする金属張り積層板。
【請求項9】
前記金属箔が、耐トラッキング性が600以上である樹脂付金属箔である、請求項8に記載の金属張り積層板。
【請求項10】
前記金属箔が、熱伝導率が3W/mK以上の樹脂付金属箔である、請求項8に記載の金属張り積層板。
【請求項11】
請求項8〜10のいずれかに記載の金属張り積層板の少なくとも片面を回路形成したことを特徴とする回路基板。
【請求項12】
請求項11に記載の回路基板にLEDを実装してなる、LED実装基板。
【請求項13】
請求項11に記載の回路基板にLEDを実装してなる、LED実装部品。
【請求項14】
不織布基材に、(A)不飽和ポリエステル樹脂又はビニルエステル樹脂、(B)ラジカル重合開始剤、及び(C)40〜90質量%の無機フィラーを含む樹脂組成物を含浸させる工程、
樹脂組成物を含浸させた不織布基材を積層して積層体とする工程、
前記積層体を硬化させる工程、及び
前記樹脂を硬化させる工程中に磁場を印加することによって、前記樹脂成分及び又は前記無機フィラー成分を一定方向に配向させる工程、
を連続工程として含む積層板の製造方法。
【請求項15】
前記樹脂組成物を含浸させた不織布基材を積層して積層体とする工程において、
樹脂組成物を含浸させた不織布基材両表面又は片面に、さらに織布基材に熱硬化性樹脂組成物を含浸させた織布基材を積層することを含む、請求項15に記載の積層体の製造方法。
【請求項1】
不織布基材に樹脂組成物を含浸させた不織布層を、連続工法で、積層し、硬化させて得られる積層板であって、
前記樹脂組成物が、(A)不飽和ポリエステル樹脂又はビニルエステル樹脂、(B)ラジカル重合開始剤、及び(C)40〜90質量%の無機フィラーを含み、前記連続工法において、積層した後、硬化するまでの間に磁場を印加することによって、前記樹脂成分及び/又は前記無機フィラー成分が一定方向に配向されていることを特徴とする積層板。
【請求項2】
前記(A)不飽和ポリエステル樹脂又はビニルエステル樹脂がその骨格の一部に液晶性を有する樹脂である、請求項1に記載の積層板。
【請求項3】
前記(A)不飽和ポリエステル樹脂又はビニルエステル樹脂が、ビフェニル骨格、トリフェニル骨格又はビフェニルアラルキル骨格を有する樹脂である、請求項1又は2記載の積層板。
【請求項4】
前記(B)無機フィラーが、アルミナ、窒化アルミ、窒化ホウ素、炭酸マグネシウム、水酸化アルミ、ベーマイト、シリカ、及び酸化マグネシウムから選択されるいずれか一つ以上である、請求項1〜3のいずれかに記載の積層板。
【請求項5】
前記(B)無機フィラーが、針状または楕円状の形状を有する、請求項1〜4のいずれかに記載の積層板。
【請求項6】
前記不織布基材が、ガラス不織布、ガラス紙、及び合成樹脂不織布から選択される少なくとも一つ以上である、請求項1〜5のいずれかに記載の積層板。
【請求項7】
さらに、前記不織布層の両表面又は片面に、織布基材に熱硬化性樹脂組成物を含浸させて得られた織布層がそれぞれ積層されている、請求項1〜6のいずれかに記載の積層板。
【請求項8】
請求項1〜7のいずれかに記載の積層板において、金属箔を少なくとも片面に積層したことを特徴とする金属張り積層板。
【請求項9】
前記金属箔が、耐トラッキング性が600以上である樹脂付金属箔である、請求項8に記載の金属張り積層板。
【請求項10】
前記金属箔が、熱伝導率が3W/mK以上の樹脂付金属箔である、請求項8に記載の金属張り積層板。
【請求項11】
請求項8〜10のいずれかに記載の金属張り積層板の少なくとも片面を回路形成したことを特徴とする回路基板。
【請求項12】
請求項11に記載の回路基板にLEDを実装してなる、LED実装基板。
【請求項13】
請求項11に記載の回路基板にLEDを実装してなる、LED実装部品。
【請求項14】
不織布基材に、(A)不飽和ポリエステル樹脂又はビニルエステル樹脂、(B)ラジカル重合開始剤、及び(C)40〜90質量%の無機フィラーを含む樹脂組成物を含浸させる工程、
樹脂組成物を含浸させた不織布基材を積層して積層体とする工程、
前記積層体を硬化させる工程、及び
前記樹脂を硬化させる工程中に磁場を印加することによって、前記樹脂成分及び又は前記無機フィラー成分を一定方向に配向させる工程、
を連続工程として含む積層板の製造方法。
【請求項15】
前記樹脂組成物を含浸させた不織布基材を積層して積層体とする工程において、
樹脂組成物を含浸させた不織布基材両表面又は片面に、さらに織布基材に熱硬化性樹脂組成物を含浸させた織布基材を積層することを含む、請求項15に記載の積層体の製造方法。
【図1】

【公開番号】特開2012−227417(P2012−227417A)
【公開日】平成24年11月15日(2012.11.15)
【国際特許分類】
【出願番号】特願2011−94943(P2011−94943)
【出願日】平成23年4月21日(2011.4.21)
【出願人】(000005821)パナソニック株式会社 (73,050)
【Fターム(参考)】
【公開日】平成24年11月15日(2012.11.15)
【国際特許分類】
【出願日】平成23年4月21日(2011.4.21)
【出願人】(000005821)パナソニック株式会社 (73,050)
【Fターム(参考)】
[ Back to top ]