
積層板およびそれを用いた広告媒体
【課題】本発明の積層板は、従来の発泡性樹脂板あるいはその表面に上質紙を積層したものに比べて、軽量性に優れるとともに、シートのように折り曲げによるシワの入らない平板性に優れ、表面無光沢性、白色度が高く、天然パルプ素材を中心とする環境に優しいポリオレフィン樹脂被覆紙と発泡性樹脂板の積層板を提供する。また、環境に優しい看板ディスプレイ等に適した広告媒体を提供する。
【解決手段】積層板1は、発泡性樹脂板を芯材5として、その表面にポリオレフィン樹脂被覆紙7、8を積層してある。ポリオレフィン樹脂被覆紙7、8は、天然パルプおよび合成パルプを主成分とする紙基体10にポリオレフィン樹脂12、13を被覆したものである。ポリオレフィン樹脂被覆紙7、8は、積層板1の表面艶消し性、平滑性、接着性の観点から、粗面ポリオレフィン樹脂層が積層板の表面側、鏡面ポリオレフィン樹脂層が積層板の裏面側に配置して積層すると好ましい。
【解決手段】積層板1は、発泡性樹脂板を芯材5として、その表面にポリオレフィン樹脂被覆紙7、8を積層してある。ポリオレフィン樹脂被覆紙7、8は、天然パルプおよび合成パルプを主成分とする紙基体10にポリオレフィン樹脂12、13を被覆したものである。ポリオレフィン樹脂被覆紙7、8は、積層板1の表面艶消し性、平滑性、接着性の観点から、粗面ポリオレフィン樹脂層が積層板の表面側、鏡面ポリオレフィン樹脂層が積層板の裏面側に配置して積層すると好ましい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、看板、パネル、POP(Point Of Purchase:店頭広告)ディスプレイ、展示ディスプレイ等の屋外および屋内で使用される広告媒体およびその支持体として使用される積層板に係り、非常に軽量で耐水性が優れるとともに、表面平滑性、白色度が高いが、低光沢な積層板に関するものである。
【背景技術】
【0002】
従来、このような用途に用いられる材料として、低級グレード品としてダンボール紙(例えば、特許文献1参照)、ベニヤ板、発泡ポリスチレンボード等に上質紙等の紙を貼り合わせたもの、高級グレード品としてポリプロピレン製樹脂板(例えば、特許文献2参照)、アルミ板を発泡ポリエチレン製板の両面に貼り合わせたもの、アクリル製樹脂板(例えば、特許文献3参照)、塩化ビニル製樹脂板等が広く用いられている。これらのうち、木質系の素材では天然資源の枯渇問題が世界的に大きくとりあげられている近年において、原材料である原木を伐採することが困難になってきている。合成樹脂系素材に至っては昨今の廃棄にかかる環境負荷、焼却時の有害物質の発生、焼却炉を傷める等から好ましい材料とは言えず、これらに替わるより環境に優しい材料の開発が急がれていた。
【0003】
そこで、これらの品質向上の対応として、ポリオレフィン樹脂被覆紙の一つである写真印画紙用支持体を積層してなる積層板が開示される(例えば、特許文献4参照)。ところが、この積層板は写真印画紙用支持体の表面を積層板の表面として使用するために、使用される写真印画紙用支持体の種類によっては、写真印画紙用支持体の表面が光沢面質であるために、使用される環境によっては光沢感が強過ぎてギラギラする、引っ掻き傷等が付きやすい等の問題点があった。
【0004】
また、芯材の発泡板との接着層になる写真印画紙用支持体の裏面は、通常粗面質であり、発泡板の表面凹凸が大きいために、接着剤の浸透が悪く、発泡板との接着強度が低い、発泡板の凹凸を拾ってしまうために積層板の表面平滑性が損なわれる等の問題点を抱えていた。
【0005】
また、積層板に貼り合わせる印刷物、インクジェット記録用紙等の印刷画像を有する印刷物の場合、写真印画紙用支持体が有する光沢で印刷画像が光沢ムラのように、濃淡を発生することがあり、印刷画像の質感の向上が問題となってきた。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平10−187076号公報
【特許文献2】特開平10−292061号公報
【特許文献3】特開平7−352975号公報
【特許文献4】特許4410578号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
そこで本発明は、軽量性に優れるとともに、シートのように折り曲げによるシワの入らない復元性に優れ、表面が無光沢であり、白色度が高く、天然パルプ素材を中心とする環境に優しい積層板を提供することにある。また、本発明は積層板に貼付された印刷画像の質感が向上された積層板および広告媒体を提供する。
【課題を解決するための手段】
【0008】
前記の目的を達成するためになされた、特許請求の範囲に記載された発明は、
(1)発泡性樹脂板を芯材として、その表面にポリオレフィン樹脂被覆紙を積層してなる積層板において、ポリオレフィン樹脂被覆紙の少なくとも一方の表面が粗面形状であり、該粗面形状を有する面が積層板の表面側となるように配置した積層板。
(2)該ポリオレフィン樹脂被覆紙の一方の面が光沢面である(1)記載の積層板。
(3)該粗面形状が、椀状曲面である(1)記載の積層板。
(4)該椀状曲面の形状が均一である(3)記載の積層板。
(5)該積層板の片面あるいは両面に粘着層を有する(1)〜(4)いずれかに記載の積層板。
(6)(1)〜(5)いずれか記載の積層板に、画像印刷物を貼付した広告媒体。
である。
【発明の効果】
【0009】
本発明の積層板は、従来の発泡性樹脂板あるいはその表面に上質紙を積層したものに比べて、軽量性に優れるとともに、シートのように折り曲げによるシワの入らない平板性に優れ、表面無光沢性、白色度が高く、天然パルプ素材を中心とする環境に優しいポリオレフィン樹脂被覆紙と発泡性樹脂板の積層体である。
【0010】
本発明の積層板に粘着層を設置したものは、粘着力に優れるとともに粘着剤を減量できる可能性のある環境に優しいものである。
【図面の簡単な説明】
【0011】
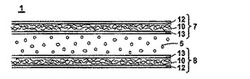
【図1】本発明を適用する積層板の実施例を示す側面図である。
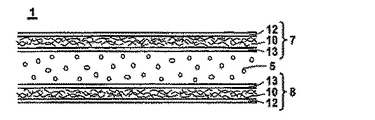
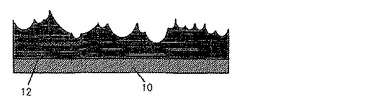
【図2】本発明の均一な椀状曲面を有する場合の側面図である。
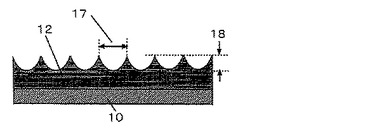
【図3】本発明を適用する積層板の粘着層を有する実施例を示す側面図である。
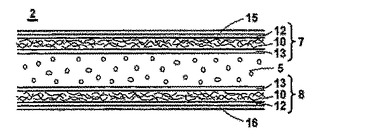
【図4】本発明の不均一な椀状曲面を有する場合の側面図である。
【発明を実施するための形態】
【0012】
以下、本発明の積層板について図面を参照して詳細に説明する。
図1に示すように積層板1は、発泡性樹脂板を芯材5として、その表面にポリオレフィン樹脂被覆紙7、8を積層してある。ポリオレフィン樹脂被覆紙7、8は、天然パルプおよび合成パルプを主成分とする紙基体10に粗面化ポリオレフィン樹脂被覆層12、鏡面化ポリオレフィン樹脂被覆層13を被覆したものであれば特に制限なく使用できる。
【0013】
図1では粗面化ポリオレフィン樹脂被覆層12および鏡面化ポリオレフィン樹脂被覆層13は、紙基体10の両面であるが、鏡面化ポリオレフィン樹脂被覆層13はなくても構わない。
【0014】
紙基体10は天然パルプを主成分とするもの、あるいは合成パルプや合成繊維またはこれらの混合物等でもよい。これらの中では針葉樹材パルプ、広葉樹材パルプ、針葉樹広葉樹混合パルプの木材パルプを主成分とする天然パルプ紙が有効である。これらの紙基体中には各種の高分子化合物、添加剤を含有せしめることができる。
【0015】
例えば乾燥紙力増強剤としてカチオン化殿粉、カチオン化ポリアクリルアミド、アニオン化ポリアクリルアミド、カルボキシ変性ポリビニルアルコール、ゼラチンなどを使用できる。サイズ剤として脂肪酸塩、ロジン誘導体、ジアルキルケテンダイマー乳化物、石油樹脂エマルジョンなどを使用できる。顔料としてクレー、カオリン、炭酸カルシウム、硫酸バリウム、酸化チタンなどを使用できる。湿潤紙力増強剤としてメラミン樹脂、尿素樹脂、エポキシ化ポリアミド樹脂など、定着剤として硫酸アルミニウム、塩化アルミニウムなどの多価金属塩、カチオン化殿粉などのカチオン変性ポリマーなどを使用できる。pH調節剤として苛性ソーダ、炭酸ソーダ、塩酸などを使用できる。無機電解質として食塩、ボウ硝などを使用できる。そのほか染料、蛍光増白剤、ラテックス等を適宜組み合わせて含有させることができる。
【0016】
上述の原料により作成した紙基体は、坪量には特に制限がないが、好ましくは、坪量50g/m2〜300g/m2で密度が0.70〜1.15g/cm3の範囲が紙基体として好ましい。坪量が、50g/m2より小さいと、熱による変形により、積層板にゆがみを生じたり、芯材の凹凸を樹脂被覆面に反映しやすい。300g/m2より厚くても構わないが、ポリオレフィン樹脂被覆紙として、紙基体に対する樹脂層の割合が少なくなる傾向になり、ポリオレフィン樹脂被覆紙中の樹脂層の存在頻度が減り、耐水性、強度等が低下する傾向にある。
【0017】
さらに、紙基体の白色度はJIS P8123に基づいて85%〜93%が好ましい。好ましくは85%〜90%である。白色度が高いとパルプのコストが高く、かつ、強度が弱くなる傾向にある。白色度が85%未満である場合は、印刷画像に対して、本発明の特異な安らぎ感が得られなくなる傾向がある。
【0018】
この紙基体の一方または両面を被覆するポリオレフィン樹脂とは、低密度ポリエチレン、高密度ポリエチレン、ポリプロピレン、ポリブテン、ポリペンテンなどのオレフィンのホモポリマーまたはエチレン−プロピレン共重合体などである。紙基体を被覆する樹脂量は各々6g/m2〜50g/m2が好ましい。6g/m2より少ないと樹脂層の紙基体や発泡性樹脂板と密着する充分な厚さとはならず、樹脂層が剥離したり、積層間に空隙を生じる場合がある。50g/m2より厚くなると、熱接着の場合の熱伝導が低下する傾向になる。
【0019】
本発明において、粗面ポリオレフィン樹脂層が積層板の表面側となるように、ポリオレフィン樹脂被覆紙を配置して積層する理由は、第一には積層板の使用される環境、例えば照明等の強い場所における反射によるギラツキを防止することにある。第二には元来看板等のPOP用支持体としては、マット調の風合いが求められる点にある。
【0020】
図2に、ポリオレフィン樹脂被覆層は、紙基体10上に、椀状粗面形状を有する粗面化樹脂被覆層12、椀状曲面の径17および椀状曲面の高さ18を示す。本発明の椀状曲面は、比較的真円に近いので、電子顕微鏡等で任意の点を観察して、椀状曲面の稜線で、最も大きい部分をその径とし平均する。また、高さに関しては、表面粗さ計により、JIS B 601法に準じ、十点平均粗さRzでその最大高さRzにより求められる。
【0021】
ポリオレフィン樹脂の粗面化方法としては、ポリオレフィン樹脂被覆時に使用するクーリングロールを適宜選択することによって可能である。また、ポリオレフィン樹脂被覆後に型付けロールによって粗面化することも可能である。
【0022】
本発明に用いられるポリオレフィン樹脂被覆紙は、紙基体の両面を加熱溶融ポリオレフィン樹脂を押出被覆型付けすることにより得られる樹脂被覆紙であって、少なくとも一方の表面が、連続した均一な椀状曲面により構成された形状よりなり、椀状曲面の高さが1.2〜30μmでかつ直径が35〜200μmである樹脂被覆紙であると好ましい。本発明の樹脂被覆紙表面が椀状曲面を得るためには、例えば、極めて平滑に仕上げられたクーリングロール表面に設けられた表面の形状が、連続した均一な泡状曲面により構成された形状よりなり、泡状曲面の高さが1.2〜30μmで、かつ直径が35〜200μmである樹脂被覆紙の製造用クーリングロールを用いて、押出機より溶融されたポリオレフィン樹脂を紙基体上に溶融押出コーティングすることにより製造することができる。
【0023】
なお、本発明において、椀状曲面の『径』の測定は、電子顕微鏡で表面形状の写真撮影を行い、その写真観察により算出される。すなわち、電子顕微鏡写真で任意の部分において、径を10個測定してその平均値を椀状曲面の径とした。
【0024】
紙基体の両面がポリオレフィン樹脂で被覆され、少なくとも一方のポリオレフィン樹脂被覆層表面の椀状曲面の高さが1.2μm未満であると、平滑性が過剰になり、光沢が強くなり、適度な無光沢感が得られない表面となる。このような場合、積層板に画像を有する印刷物等を貼り合わせた後も、印刷画像がチカチカと乱反射するように見えるため、本発明に係る広告媒体としての商品価値は失われることがある。これとは反対に椀状曲面の高さが30μmを超えると、平滑性が低下過ぎる結果、画像を有する印刷物を貼り合わせた後の光沢が低下し、印刷画像が沈んだものとなり、広告媒体としての実用性は失われてしまうことがある。
【0025】
次に、椀状曲面の径が35μm未満であると、当然、深さ方法も緩くなるので、この場合も平滑性が向上するため、光沢が強くなり適度な無光沢感が得られない表面となる。また、椀状曲面の径が200μmを超えると、今度は表面形状の凹凸に対する傾斜が緩くなり、同様に、平滑性が良くなる方向となる結果、光沢が強くなり、適度な無光沢感が得られない表面となる。
【0026】
本願の構成要素のうち、特に重要な点は椀状曲面の大きさが上記範囲に入ることに加えて、椀状曲面の形状がよく揃っており、均一性が極めて高いという点にある。均一性を向上させるためには、後述のように、特定の方法で表面を加工した微粗面クーリングロールを用いることにより、上記の形状を持つ樹脂被覆表面を得ることができる。
【0027】
本発明で用いられるポリオレフィン樹脂被覆紙の押出被覆型付け用クーリングロールの表面は、本発明のポリオレフィン樹脂被覆紙の表面の形状と鏡像の対称関係にあればよい。すなわち、その表面は基本的に高度に平滑な面上に設けられた連続した均一な泡状曲面より構成された形状よりなり、泡状曲面の高さが1.2〜30μmでかつ径が35〜200μmの範囲でよい。表面の泡状曲面の高さが1.2μm未満であると、平滑性が過剰になる。一方、30μmを超える場合は、平滑性が低下する結果、光沢が著しく低下し過ぎ、画像を有する印刷物を積層板に貼り付けても、低過ぎる光沢のため、印刷画像自体が沈んだものとなり、広告媒体としての実用性は失われる。
【0028】
次に、泡状曲面の径について説明する。本願発明で言う『径』とは、泡状曲面を円状の図形としてとらえ、その図形における平均的な部分をその泡状曲面の径とした。なお、泡状曲面の『径』の測定は、クーリングロール表面をレプリカに転写させて、電子顕微鏡で表面形状の写真撮影を行い、その写真観察により算出される。すなわち、電子顕微鏡写真で任意の部分において、径を10個測定してその平均値を泡状曲面の径とした。
【0029】
次に、クーリングロール表面の泡状曲面の径が35μm未満であると、平滑性が過剰になり、光沢が増加し、クーリングロール表面から転写されるポリオレフィン樹脂表面の形状も光沢が向上して鏡面に近づくようになる。また、泡状曲面の径が200μmを超えると、この場合は泡曲面の傾斜が緩くなる結果、平滑性が向上する結果、転写されるポリオレフィン樹脂被覆紙表面の光沢は向上され、鏡面に近づくことになる。その結果、印刷画像を有する印刷物を本発明の積層板に貼り付けても、ポリオレフィン樹脂被覆紙表面の光沢により、印刷画像に微妙なギラツキを発生する結果、広告媒体としての商品価値は著しく低下することになる。
【0030】
泡状曲面の形状がよく揃っており、均一性が極めて高いということの重要性については先に述べた。後に詳述するが、このようなロール表面の形状は、ロール表面に十点平均粗さRzで0.2μm以下という極めて平滑なクロムメッキ面を形成した後、320〜600メッシュという限定されたサイズの砥砂を用いて微粗面加工を行い、十点平均粗さRzで1.2〜30μmという極めて限定された粗面を形成し、この上に10〜20μmという限定された厚さのクロムメッキを施すことによって形成される。
【0031】
本発明に用いられるクーリングロールの製造方法について説明する。クーリングロールの材質は鉄等金属のクロムメッキ、ニッケルメッキ、ホーロー引き、またはテフロン(登録商標)加工のもの、あるいはステンレススチール製等、種々選択でき、各々の材質と粗面形状の付与方法は、本発明のクーリングロール表面形状が得ることができれば、任意に選択することができる。
【0032】
本発明に用いるクーリングロールの表面形状は、まず、何も施していないクーリングロール表面の地金を平滑に研磨した後、50〜70μmのクロムメッキを施す。表面より10〜20μmを、さらに研磨して平滑な表面に加工し、再度50〜70μmのクロムメッキを施してから、再び10〜20μmを研磨する。本発明に用いるクーリングロールの表面の形状は、クーリングロールの表面の加工に際し、最低2回以上のクロムメッキ加工ならびに表面研磨によって得られた表面の平滑性が、Rzで0.2μm以下になるように研磨することが好ましい。研磨後32〜200メッシュの砥砂を使用してクロムメッキ面に粗面化加工を施し、しかる後にその表面に10〜20μmのクロムメッキを施すことによって連続した均一な泡状曲面が得られる。クーリングロールの微粗面化加工後の表面粗さが、Rzで1.2〜30μmの範囲に入るように加工する。
【0033】
その後、クーリングロールの表面には高さが1.2〜30μmでかつ泡状曲面の径が35〜200μmの範囲にある連続した均一な泡状曲面より構成された形状を加工しなければならない。
【0034】
本発明で使用されるクーリング表面の粗面加工法として、サンドブラスト法、あるいはウエットホーニング法を用いることができる。砥砂は32〜200メッシュのものを用いる。本範囲より砥砂の番手を上げる(粒径を小さくする)場合、クーリングロール表面に形成される微細な粗面形状の均一性は向上するが凹凸が小さくなるので、規定の高さが得られないため、この上にメッキ加工しても目的の泡状形状は得られず、かつ不規則になることがある。逆に番手を下げる(粒径を大きくする)場合は、規定の高さは条件により得ることは可能ではあるが、クーリングロール表面の均一性が損なわれて高さと形状が不均一となり、メッキ加工後もその影響で泡状曲面の径が不揃いになることがある。粗面加工後の表面粗さは、十点平均粗さRzで1.2〜30μmになるように調節される。1.2μmを下まわると最終的に泡状曲面の高さが低く、また径が小さくなり、30μmを超えると泡状曲面の大きさが不揃いになる。
【0035】
32〜200メッシュの砥砂を用いて本発明に好適な粗面を設けた後、10〜20μmクロムメッキを施すことにより、本発明の製造に最適なクーリングロール表面が得られる。10μm未満の場合は泡状曲面の生成が不十分で充分な高さが得られず、また泡状曲面の均一性が低下する。逆に20μmを超える場合は泡状曲面の径が過大になるとともに個々の泡状曲面が互いに隆起を競い合うが如き状態になり、均一な泡状曲面は得られない。
【0036】
本発明の積層板上に貼付する印刷用紙、インクジェット記録用紙等の印刷物は、比較的不透明度が低いため、積層板に貼付して画像を見ると、積層板表面からの透過光が反射されるため、用紙表面上に形成された画像本来よりも、光沢を有するように感じられ、画像品質を著しく落とすことになり、目的を失い商品価値を失うことさえある。しかし、本発明のように、特定な表面構造を有する低光沢な表面を有する積層板の場合は、適度な光散乱を発生させ、用紙本来の有する画像を提示することができる。おそらく、用紙と本発明の有する特定な表面構造の間に、ヒートシール剤等が介在することにより、表面の画像が、間接照明のような安らぎとほんのりとした暖かさを有することができ、まさに日本の象徴的な雰囲気を現すことができる。本発明の積層板上に貼り合わせた印刷物は、その障子越しに入る灯りと同じような和らぎ感を再現することができる。印刷画像の印象としては、和紙の灯りをともし、和紙からこぼれてくる柔らかい光を与えるような雰囲気を醸し出す。本願発明は、照明器具から直接光を当てるのではなく、光源を遮光して直接光を避け、天井や壁などに反射させて間接光とする間接照明的な効果が得られる。光は、印刷物を通過し、樹脂被覆層表面の粗面形状により、散乱するとともに、樹脂被覆層裏面でさらに光が反射されるので、その適度な散乱した柔らかい反射光で印刷画像を照らすので、全体的に柔らかな印象を与えることができ、くつろぎ効果が発現すると思われる。また、均一に光が散乱することで、印刷画像に対して、明るさの濃淡を発現し、全体に立体感を生み出す効果もあり、光沢面で印刷画像全体を均一に一度に光を反射するのとは異なり、さまざまな空間演出ができるようになる。
【0037】
本発明に係るポリオレフィン樹脂被覆紙には、顔料と接着剤からなる塗工層を設けることができる。顔料の使用量としては接着剤に対し重量で1/3〜2.0倍がよいが、より好ましくは2/3〜1.5倍がよい。顔料の比率が小さ過ぎると少ない固形分塗布量の塗工層では、カール抑制力を有することができず、顔料の比率が大き過ぎると塗布乾燥してできた皮膜が脆弱となり、使用時に粉落ち等のトラブルの原因となる。
【0038】
本発明に用いられる接着剤は、当業界で使用されるものから適宜選ばれるが顔料との相互作用が少なく、塗布された皮膜の強度の強くなるものが好ましい。本発明塗工液の接着剤と顔料の合計量の固形分濃度としては10質量%〜25質量%が好ましい。この固形分濃度が低過ぎるとより小さな乾燥負荷でより大きなカール抑制能力が低下するし、固形分濃度が高過ぎると塗液の粘度が上昇し塗布し難いものとなる。
【0039】
本発明の塗工層用塗布組成物は必要に応じて、適宜界面活性剤をはじめとする塗布助剤等を含有したほうが望ましい。また本発明に用いる接着剤には、架橋剤で硬膜する方法を使用しても構わない。架橋剤の種類、使用量については用いる接着剤の種類と量により適宜決定される。本発明の塗工層用塗布組成物には必要に応じて適宜、マット剤、ラテックス、導電性化合物、染料、顔料、pH調製剤等を含有せしめることができるが、過剰なアルカリは塗液の粘度を上昇させて好ましくない。
【0040】
本発明の実施に用いられる紙基体には、針葉樹パルプ、広葉樹パルプ、針葉樹広葉樹混合パルプの木材パルプを主成分とする天然パルプ紙が有利に用いられている。また、紙基体の厚みに関しては特に制限はないが、表面の平滑性のよい基体が好ましく、その坪量は50g/m2〜250g/m2が好ましい。本発明の実施に有利に用いられる天然パルプを主成分とする基体には、各種の高分子化合添加剤を含有せしめることができる。例えば、乾燥紙力強度剤としてカチオン化澱粉、カチオン化ポリアクリルアミド、アニオン化ポリアクリルアミド、カルボキシ変性ポリビニルアルコール、ゼラチンなど、サイズ剤として、脂肪酸塩、ロジン誘導体、ジアルキルケテンダイマー乳化物、石油樹脂エマルジョン、スチレン−無水マレイン酸共重合体アルキルエステルのアンモニウム塩など、顔料としてクレー、カオリン、炭酸カルシウム、塩化カルシウム、硫酸バリウム、二酸化チタンなど、湿潤紙力強度剤として、メラミン樹脂、エポキシ化ポリアミド樹脂など、定着剤として、硫酸アルミニウム、塩化アルミニウムなどの多価金属塩、カチオン化澱粉などのカチオン性ポリマーなど、pH調節剤として、苛性ソーダ、炭酸ソーダ、塩酸など、無機電解質として、食塩など、そのほか染料、蛍光増白剤、ラテックスなどを適宜組み合わせて含有せしめることができる。
【0041】
本発明の実施に用いられる樹脂被覆紙の樹脂としては、ポリオレフィン樹脂であるが、ポリアミド樹脂、ポリエステル樹脂あるいは電子線で硬化する樹脂等の使用が可能であり種々の樹脂が挙げられるが、安価であること、原紙との接着性に優れることからポリオレフィン樹脂が用いられる。
【0042】
ポリオレフィン樹脂としては、低密度ポリエチレン、高密度ポリエチレン、ポリプロピレン、ポリブテン、ポリペンテン等のオレフィンのホモポリマーまたはエチレン−プロピレン共重合体等のオレフィンの2つ以上からなる共重合体およびこれらの混合物であり、各種の密度および溶融粘度指数(メルトインデックス:以下MIと略記する)のものを単独にあるいはそれらを混合して使用できる。
【0043】
また、紙基体のポリオレフィン樹脂被覆用の樹脂中には酸化チタン、酸化亜鉛、タルク、炭酸カルシウム等の白色顔料、ステアリン酸アミド、アラキジン酸アミド等の脂肪酸アミド、ステアリン酸亜鉛、ステアリン酸カルシウム、ステアリン酸アルミニウム、ステアリン酸マグネシウム等の脂肪酸金属塩、酸化防止剤、青色顔料、マゼンタ顔料、蛍光増白剤、紫外線吸収剤等の各種添加剤を適宜組み合わせて加えるのが好ましい。特に、粗面形状を有する反対の面に含有することが好ましく、さらに好ましくは、粗面形状を有する反対面が平滑な鏡面形状であり、顔料を含有させる。この理由は、ポリオレフィン樹脂被覆紙内を透過する光が、顔料を有する面で反射され、不必要な光沢の低下を防ぐことができるからである。
【0044】
本発明の実施に好ましく用いられるポリオレフィン樹脂被覆紙は、走行する原紙上に加熱溶融した樹脂を流延するいわゆる押し出しコーティング法によって製造され、その両面が樹脂によって被覆される。樹脂を原紙に被覆する前に、原紙にコロナ放電処理、火炎処理等の活性化処理をしておくことが好ましい。
【0045】
本発明に係るポリオレフィン樹脂被覆紙の粗面形状を有する反対面の表面形状は、その用途に応じて、光沢面、マット面、絹目面を有することができ、好ましくは光沢面である。光沢面にすることにより、光沢である樹脂被覆層表面と発泡体との間でヒートシール剤の接着性を向上することができる。また、樹脂被覆紙の樹脂層の厚みとしては特に制限はないが、一般に5μm〜50μm程度に押出コーティングしたものが有利である。
【0046】
ポリオレフィン樹脂被覆紙の光沢面を有する面が積層板表面に対向するように、ポリオレフィン樹脂被覆紙を配置して積層する理由は、第一には芯材の発泡性樹脂板とポリオレフィン樹脂との接着性を向上させることにある。一般に発泡性樹脂板の平滑性は低いために、接着剤が含浸し難いため、できるだけポリオレフィン樹脂被覆紙の表面は平滑であることが好ましい。第二には、積層板とした場合に発泡性樹脂版の凹凸を拾いやすいために、できるだけその凹凸を隠蔽するという点からもポリオレフィン樹脂の平滑性が高いことが好ましい。
【0047】
芯材となる発泡性樹脂板としては、熱可塑性樹脂を主成分とする基材を化学的あるいは物理的方法により発泡させたものであれば特に制限なく使用できる。具体的には、ポリプロピレン、ポリエチレン、エチレン−酢酸ビニル共重合体、またはこれらを適宜に2種以上混合してなるポリオレフィン系樹脂、ポリエステル樹脂、ポリ塩化ビニル、ABS、ポリスチレン、ポリアクリルニトリル、ポリウレタン、メラミン樹脂、フェノール樹脂等が適しているが、目的とする積層板の軽量性、表面平滑性、環境性の観点から、特にポリオレフィン系樹脂が好ましく、特にこれらの原材料樹脂もリサイクルされたもののほうがさらに好ましい。
【0048】
樹脂の発泡倍率は、実用的には1.1〜40倍が適しており、厚みは加工性、コストから見て1mmから50mmが適している。引張強度(JIS C2111に基づいて測定)は1MPa以上、曲げ強さ(JIS K6911に基づいて測定)は1MPa以上、白色度および平滑性については、積層されるポリオレフィン樹脂被覆紙の特性が保持されれば特に問題はない。
【0049】
ポリオレフィン樹脂被覆紙と発泡性樹脂板との積層手段は、用途に応じて要求される充分な強度、平滑性、カール特性等が満足されるものであれば特に制限なく、加熱、加圧、接着剤を組み合わせた積層方法が適宜用いられる。好ましくは、発泡性樹脂板あるいはポリオレフィン樹脂被覆紙面に接着剤を塗工し、該接着剤面と積層面を重ねて、プレスロール等でプレスロールの温度50〜90℃の範囲内、圧力1〜20kg/cmの範囲内で圧着する方法がよい。これより温度、圧力が低い条件では、接着性が不十分になり、逆にこれより温度、圧力が高いと、得られた積層板の平滑性、発泡性樹脂板の発泡性が損なわれる恐れがあるためである。
【0050】
ポリオレフィン樹脂被覆紙および芯材の各シートは、カットシート状にして貼り合わせてもよいし、長尺シートとして連続的に貼り合わせても構わない。
【0051】
さらに、積層板の裏面に目的に応じた裏塗層を設けたものでもよく、また表面に下引層を設けたものでもよい。特に、ディスプレイ用途に必要な画像形成層を設けることのできる面であることが好ましい。
【0052】
接着剤としては、一般に用いられる接着剤を用いることができる。例えば主成分の構成で分類すると、澱粉およびその変性物、ゼラチンおよびその変性物、カゼイン、プルラン、アルブミン等の天然高分子系接着剤、ポリビニルアルコールおよびその変性物、ポリアクリルアミド、ポリビニルピロリドン、ポリエチレンイミン、ポリエチレングリコール、ポリプロピレングリコール、無水マレイン酸の重合体またはその共重合体等の水溶性合成高分子系接着剤、ユリア樹脂、メラミン樹脂、フェノール樹脂、エポキシ樹脂、ウレタン樹脂等の熱硬化性樹脂系接着剤、アクリル樹脂、アクリル−スチレン樹脂、酢酸ビニル樹脂、エチレン−酢酸ビニル樹脂、塩化ビニル樹脂、ポリアミド、ポリオレフィン、ポリエステル等の熱可塑性樹脂系接着剤、クロロプレンゴム、ニトリルゴム、SBR等のエラストマー系接着剤等が挙げられる。
【0053】
また、接着剤を硬化方法により分類すると、水または溶剤等の揮発成分に接着剤成分を溶解あるいは分散し、該揮発成分が揮発や拡散することにより接着性を発現する溶媒揮散型接着剤、モノマーやオリゴマーが化学反応により高分子化することにより接着性を発現する化学反応型接着剤、接着剤成分を加熱し溶融状態で塗工して後、冷却により固化し接着性を発現する熱溶融型接着剤等が挙げられる。これらの中で、本発明の効果を高めるためには、熱溶融型接着剤が好ましく、いわゆるホットメルト系接着剤が特に好ましい。
【0054】
接着剤の塗工量としては、1〜100g/m2、より好ましくは5〜80g/m2の範囲が好ましい。
【0055】
接着剤を塗工する装置には、エアーナイフコーター、ブレードコーター、バーコーター、ロールコーターの他、スロットノズル、スロットダイ、ロータリースクリーンプリンター、グラビアコーター、オフセットグラビアコーター、ホットメルトホイール、スパイラルスプレー等があり、接着剤の種類および塗布量、塗布した接着剤にパターンを付与する必要性等、用途に合った選択を適宜行えばよい。
【0056】
このようにして得られた積層板の好ましい特性としては、積層されるポリオレフィン樹脂被覆紙の枚数および芯材となる発泡性樹脂板にも依存するが、実用的には厚み1〜50mm、引張強度(JIS C2111に基づいて測定)5MPa以上、曲げ強さ(JIS K6911に基づいて測定)1MPa以上、白色度および平滑性については、積層されるポリオレフィン樹脂被覆紙の特性が保持されれば特に問題はない。
【0057】
積層方法としては、基本的には発泡性樹脂板を芯材として、片面あるいは両面にポリオレフィン樹脂被覆紙を積層させるが、あらかじめ所定枚数のポリオレフィン樹脂被覆紙を積層させておき、その後発泡性樹脂板の片面あるいは両面に積層ポリオレフィン樹脂被覆紙を積層することもできる。一旦、発泡性樹脂板を芯材として、片面あるいは両面にポリオレフィン樹脂被覆紙を積層させておき、さらにその片面あるいは両面にポリオレフィン樹脂被覆紙を順次繰り返して積層して全体として厚みのある積層板を製造することもできる。
【0058】
図3に示すように、積層板2は、発泡性樹脂板を芯材5として、その表面にポリオレフィン樹脂被覆紙7、8を積層し、さらに片面あるいは両面に粘着層15、16を有していてもよい。粘着層は片面だけでもよい。この粘着層は発泡性樹脂板を芯材として、片面あるいは両面にポリオレフィン樹脂被覆紙を積層させてから、設置するのが好ましい。
【0059】
以下に述べる剥離紙の剥離剤塗布面に粘着剤を設け、粘着剤面と該積層板を重ねて、プレスロール等で圧着する方法が一般に行われるが、該積層板に粘着剤を先に塗布して、剥離紙と貼り合わせてもよい。該粘着剤には、ゴム系またはアクリル樹脂系の粘着剤を用いることができる。ゴム系の主原料は天然ゴムまたはスチレン・ブタジエンラバーであり、天然ゴムでは、ロジン系樹脂や可塑剤などが添加され、通常ノルマルヘキサンを溶媒として塗工する。また、スチレン・ブタジエンラバーを主原料とした場合は溶融して塗工する。アクリル樹脂系においては、2−エチルヘキシルアクリレート、ブチルアクリレート、エチルアクリレート、アクリル酸、β−ヒドロキシエチルアクリレートなどのアクリル系モノマーを重合して作る。重合の方法により、酢酸エチルやトルエンなどの有機溶媒を用いたり、界面活性剤を用いて水中で乳化させながら重合したエマルジョンタイプを用いることができる。
【0060】
粘着剤の耐熱性や耐溶剤性等の物性を向上させるために、上記原料に、イソシアネート系、メラミン系、金属キレート系等の架橋剤を用いて架橋反応させてもよいし、シリカ、カオリン、クレー、炭酸カルシウム、水酸化アルミニウム、メラミン樹脂粒子、澱粉粒子等の顔料を添加したり、水溶性高分子、石油系樹脂、各種パラフィンワックス、脂肪酸またはその誘導体、高級アルコール類、金属石鹸類、シリコーン類、さらには帯電防止剤、増粘剤、分散剤、防腐剤、酸化防止剤、消泡剤等を添加してもよい。これらの粘着剤は、積層板の使用される用途に合わせた選択をすればよい。
【0061】
該粘着層を設ける装置には、エアーナイフコーター、ブレードコーター、バーコーター、ロールコーターの他、スロットノズル、スロットダイ、ロータリースクリーンプリンター、グラビアコーター、オフセットグラビアコーター、ホットメルトホイール、スパイラルスプレー等があり、粘着剤の種類および塗布量、塗布した粘着剤にパターンを付与する必要性など、用途に合った選択を適宜行えばよい。
【0062】
剥離紙の基材としては、上質紙、クラフト紙、グラシン紙、プラスチックフィルム等があり、これらの基材上に剥離剤として、シリコーン樹脂を塗布する。紙系基材の場合には、基材に熱可塑性樹脂をラミネートし、平滑な面を得たほうが剥離性が向上する。シリコーン樹脂を紙系基材に直接塗布したものはダイレクトタイプ、紙基材上に熱可塑性樹脂をラミネートした後に塗布したものはポリラミタイプ、プラスチックフィルム上に直接塗布したものはフィルムタイプと呼ばれ、それぞれの中から用途にあった剥離紙の選択をすればよく、さらに、カール適性の確保が必要な場合には、シリコーン樹脂を塗布した基材の反対面に裏面処理として、熱可塑性樹脂をラミネートしたり、合成樹脂をコーティングすることが好ましい。特殊な用途には、非シリコーン系の剥離剤を使用しても構わない。
【0063】
このようにして粘着層を設けた積層板は、壁などに簡単に貼着できるとともに、その上に印刷物等を貼着してディスプレイ用の支持体としても有効に利用できる。また、その粘着剤を貼着・剥離が繰り返し可能な再剥離性の粘着層とすることで、別な場所に貼り変えたり、別な印刷物を貼り直したりすることも可能となり、より環境に優しい積層板を提供することもできる。
【実施例】
【0064】
以下、本発明を実施例により説明するが、本発明の趣旨を逸脱しない限り、実施例に限定されるものではない。
【0065】
実施例1
(紙基体の作製)
広葉樹材晒クラフトパルプ(LBKP)と針葉樹晒サルファイトパルプ(NBSP)の1:1混合物をカナディアンスタンダードフリーネスで300mlになるまで叩解し、パルプスラリーを作成した。これにサイズ剤としてアルキルケテンダイマー(DHC社製「アコーペル12」)を対パルプ0.5質量%、強度剤としてポリアクリルアミド(星光化学社製「スターガムA−15」)を対パルプ1.0質量%、カチオン化殿粉(王子ナショナル社製「ケイトーF」)を対パルプ2.0質量%、ポリアミドエピクロロヒドリン(DHC社製「エピノックスP−1301」)を対パルプ0.5質量%添加し、水で希釈後1質量%スラリーとした。このスラリーを長網抄紙機で坪量170g/m2になるように抄造しポリオレフィン樹脂被覆紙の紙基体とした。
【0066】
(ポリエチレン樹脂被覆紙の作製)
抄造した紙基体に密度0.962g/cm3の高密度ポリエチレン樹脂を320℃で溶融し厚さ30μmになるように、押出コーティングした。その際のクーリングロールとして、均一な泡状形状を有し、かつ高さ1.5μm、泡の径が35μmである泡状形状を有する粗面化クーリングロールを用い、ポリエチレン樹脂被覆面を粗面化し、椀状形状を有する粗面化したポリエチレン樹脂被覆層表面が得られた。ポリオレフィン樹脂被覆層の高さは、1.4μm、椀状曲面の径は、32μmであった。またもう一方の面には、密度0.918g/cm3の低密度ポリエチレン樹脂を同様に320℃で溶融し厚さ30μmになるよう押出コーティングした。その際のクーリングロールとして、鏡面化ロールを用い、ポリエチレン樹脂面を鏡面化した。
【0067】
(積層板の作製)
このポリオレフィン樹脂被覆紙をA4判にカットし、鏡面側の樹脂面にエマルジョン系接着剤を10g/m2塗布し、4.5mm厚の発泡ポリスチレン板(光洋産業社製「ウッドラック」)の両面に1枚ずつ塗布面を積層させることにより、5mm厚の積層板1を得た。
【0068】
(画像印刷物)
市販のインクジェット記録用紙に、(1)風景、(2)人物の写真画像、(3)静物絵画を複写した画像をインクジェットプリンターでフルカラー出力して画像印刷物とした。
【0069】
(広告媒体)
得られた積層板1の3枚の片面に、それぞれ(1)〜(3)の画像印刷物を貼付して広告媒体1を作製した。
【0070】
実施例2
実施例1の泡状曲面形状を有するクーリングの代わりに、均一な泡状曲面を有し、高さが10μm、泡の径が100μmである泡状形状を有する粗面化クーリングロールを用いた以外は、実施例1と同様にして、ポリエチレン樹脂被覆紙を作製し、積層板2を作製した。なお、得られた粗面形状を有するポリオレフィン樹脂被覆層の高さは、9μm、椀状曲面の径は、90μmであった。実施例1と同様に画像印刷物を貼付して広告媒体2を作製した。
【0071】
実施例3
実施例1の泡状曲面形状を有するクーリングの代わりに、均一な泡状曲面を有し、高さが30μm、泡の径が200μmである泡状形状を有する粗面化クーリングロールを用いた以外は、実施例1と同様にして、ポリエチレン樹脂被覆紙を作製し、積層板3を作製した。なお、得られた粗面形状を有するポリオレフィン樹脂被覆層の高さは、28μm、椀状曲面の径は、190μmであった。実施例1と同様に画像印刷物を貼付して広告媒体3を作製した。
【0072】
実施例4
実施例1の泡状曲面形状を有するクーリングの代わりに、図4のような不均一な泡状曲面を有し、高さが10μm、泡の径が100μmである泡状形状を有する粗面化クーリングロールを用いた以外は、実施例1と同様にして、ポリエチレン樹脂被覆紙を作製し、積層板4を作製した。なお、得られた粗面形状を有するポリオレフィン樹脂被覆層の高さは、28μm、椀状曲面の径は、190μmであった。実施例1と同様に画像印刷物を貼付して広告媒体4を作製した。
【0073】
実施例5
実施例2の発泡ポリスチレン板に替えて、炭酸カルシウム:ポリエチレン(質量比50:50)の複合発泡ポリエチレン板(光洋産業社製「ライオンボード」)を用いること以外は実施例2と同様にして積層板5を得た。実施例1と同様にエマルジョン系接着剤を塗布し、画像印刷物を貼付して広告媒体5を作製した。
【0074】
実施例6
実施例2で得られた積層板2の片面にアクリル樹脂系の粘着剤を10g/m2塗布し、その粘着剤面に坪量78g/m2、密度0.8g/cm3の剥離紙を設置した片面粘着層付積層板6を得た。続いて、剥離紙を剥がし、粘着層面に画像印刷物を貼付し、広告媒体6を作製した。
【0075】
比較例1
実施例2のポリオレフィン樹脂被覆紙をA4判にカットし、粗面側の樹脂面にエマルジョン系接着剤を10g/m2塗布し、4.5mm厚の発泡ポリスチレン板(光洋産業社製「ウッドラック」)の両面に1枚ずつ塗布面を積層させることにより、5mm厚の積層板7を得た。得られた積層板7の片面にアクリル樹脂系の粘着剤を10g/m2塗布し、その粘着剤面に坪量78g/m2、密度0.8g/cm3の剥離紙を設置した片面粘着層付積層板7を得た。実施例1と同様に画像印刷物を貼付して広告媒体7を作製した。
【0076】
比較例2
実施例1の泡状曲面形状を有するクーリングの代わりに、均一な泡状曲面を有し、高さが1μm、泡の径が30μmである泡状形状を有する粗面化クーリングロールを用いた以外は、実施例1と同様にして、ポリエチレン樹脂被覆紙を作製し、積層板8を作製した。なお、得られた粗面形状を有するポリオレフィン樹脂被覆層の高さは、0.7μm、椀状曲面の径は、20μmであった。実施例1と同様に画像印刷物を貼付して広告媒体8を作製した。
【0077】
比較例3
実施例1の泡状曲面形状を有するクーリングの代わりに、均一な泡状曲面を有し、高さが40μm、泡の径が250μmである泡状形状を有する粗面化クーリングロールを用いた以外は、実施例1と同様にして、ポリエチレン樹脂被覆紙を作製し、積層板9を作製した。なお、得られた粗面形状を有するポリオレフィン樹脂被覆層の高さは、35μm、椀状曲面の径は、240μmであった。実施例1と同様に画像印刷物を貼付して広告媒体9を作製した。
【0078】
比較例4
実施例4のポリオレフィン樹脂被覆紙をA4判にカットし、粗面側の樹脂面にエマルジョン系接着剤を10g/m2塗布し、4.5mm厚の発泡ポリスチレン板(光洋産業社製「ウッドラック」)の両面に1枚ずつ塗布面を積層させることにより、5mm厚の積層板10を得た。得られた積層板10の片面にアクリル樹脂系の粘着剤を10g/m2塗布し、その粘着剤面に坪量78g/m2、密度0.8g/cm3の剥離紙を設置した片面粘着層付積層板10を得た。実施例1と同様に画像印刷物を貼付して広告媒体10を作製した。
【0079】
実施例1〜6および比較例1〜4で得られた積層板、および広告媒体を下記測定方法により評価した。
(平滑度)
平滑性はJIS B601法に準拠した表面粗さ計で測定した。ポリエチレン樹脂被覆紙の表面と裏面(本発明では、発泡性樹脂板に貼り付けられる面を裏面とし、積層板として表面に使用される面を表面とする)のそれぞれについて測定を行った。
(接着性)
ポリエチレン樹脂被覆紙と発泡性樹脂板との接着性を確認するため、発泡性樹脂板からポリエチレン樹脂被覆紙を剥離できるか評価した。
○:接着が充分で、剥離することはない。
△:接着がやや弱く、部分的に剥離した。
×:接着が弱く剥離した。
(粘着性)
粘着力はJIS Z1528により測定した。
【0080】
積層板上に印刷物を貼り付け、広告媒体として、画像光沢感、くつろぎ感を評価した。下記評価基準により、評価者10人で最も多い評価を評価結果とした。
(画像光沢感)
◎:ギラツキ、光沢ムラ等が全くない。
○:僅かではあるが、ギラツキ、光沢ムラが確認できるが、実用上の許容範囲内である。
△:ギラツキ、光沢ムラが欠点として確認でき、商品としては不可レベルである。
×:印刷画像にギラツキ、光沢ムラが目立ち、全く実用性はない。
(くつろぎ感)
◎:落ち着いた、優しい画像を確認でき、充分なくつろぎ感が得られる。
○:くつろぎ感がやや弱いが、実用上の許容範囲内である。
△:くつろぎ感が少なく、通常の印刷画像程度で、商品価値は低くなる。
×:くつろぎ感が得られなく、通常の画像よりも、くすんだ印象となり、商品価値はなくなる。
【0081】
以上の測定、評価の結果を表1にまとめる。
【0082】
【表1】

【0083】
表1の結果から、実施例1〜6の積層板を使用した広告媒体は、比較例1〜4に比較して、画像光沢感に優れ、かつ、くつろぎ感に優れていることがわかる。椀状曲面を有するポリエチレン樹脂被覆紙を積層した表面平滑性に着目すると、実施例1の積層板より平滑性が高い比較例1〜2の積層板は、画像光沢感、くつろぎ感が低下することがわかる。また、同程度の平滑性である実施例2と実施例4を比較すると、実施例2の積層板表面は、ポリエチレン樹脂被覆層表面の椀状形状が均一であるのに対して、実施例4は不均一な椀状形状であり、画像光沢感や、くつろぎ感が低下し、均一な椀状形状を有する粗面形状のほうが、より良好な効果が得られることがわかる。
【0084】
また、実施例1〜3、比較例2〜3を比較すると、本発明の積層板表面に粘着剤を設ける際、ポリエチレン樹脂被覆層が椀状曲面を有する粗面形状を有することにより、粘着剤が粗面形状へ有効に絡み合い、アンカー効果を発現することにより、粘着力が向上することがわかる。
【0085】
さらに、実施例2と比較例1、実施例3と比較例4を比較することにより、ポリエチレン樹脂被覆紙と発泡性樹脂板を接着する際、ポリエチレン樹脂被覆面が平滑なほうが、接着性が向上することがわかる。これは、樹脂被覆層面の平滑性と表面の硬さ、発泡性樹脂板の柔軟性が相まって、接着性が良化したものと考えられる。
【産業上の利用可能性】
【0086】
本発明の積層板は、軽量性に優れるとともに、折り曲げによるシワの入らない平板性に優れ、ポリオレフィン樹脂被覆表面の粗面形状を有し、白色度が高く、天然パルプ素材を中心とする環境に優しい非常に優れた積層板を提供することができ、本発明の積層板は屋内外の看板、パネル、POPなどに有効に利用できる。
【0087】
さらに、本発明の広告媒体は、粘着力に優れるとともに粘着剤を減量できる可能性のある環境に優しい広告媒体である。また、環境適性という観点で見ると、本発明の積層板および広告媒体は、比較的分別容易な構成となっており、資源の再利用という点で非常に有効である。
【符号の説明】
【0088】
1、2 積層板
5 芯材
7、8 ポリオレフィン樹脂被覆紙
10 紙基体
12 粗面化ポリオレフィン樹脂被覆層
13 鏡面化ポリオレフィン樹脂被覆層
15、16 粘着層
17 椀状曲面の径
18 椀状曲面の高さ
【技術分野】
【0001】
本発明は、看板、パネル、POP(Point Of Purchase:店頭広告)ディスプレイ、展示ディスプレイ等の屋外および屋内で使用される広告媒体およびその支持体として使用される積層板に係り、非常に軽量で耐水性が優れるとともに、表面平滑性、白色度が高いが、低光沢な積層板に関するものである。
【背景技術】
【0002】
従来、このような用途に用いられる材料として、低級グレード品としてダンボール紙(例えば、特許文献1参照)、ベニヤ板、発泡ポリスチレンボード等に上質紙等の紙を貼り合わせたもの、高級グレード品としてポリプロピレン製樹脂板(例えば、特許文献2参照)、アルミ板を発泡ポリエチレン製板の両面に貼り合わせたもの、アクリル製樹脂板(例えば、特許文献3参照)、塩化ビニル製樹脂板等が広く用いられている。これらのうち、木質系の素材では天然資源の枯渇問題が世界的に大きくとりあげられている近年において、原材料である原木を伐採することが困難になってきている。合成樹脂系素材に至っては昨今の廃棄にかかる環境負荷、焼却時の有害物質の発生、焼却炉を傷める等から好ましい材料とは言えず、これらに替わるより環境に優しい材料の開発が急がれていた。
【0003】
そこで、これらの品質向上の対応として、ポリオレフィン樹脂被覆紙の一つである写真印画紙用支持体を積層してなる積層板が開示される(例えば、特許文献4参照)。ところが、この積層板は写真印画紙用支持体の表面を積層板の表面として使用するために、使用される写真印画紙用支持体の種類によっては、写真印画紙用支持体の表面が光沢面質であるために、使用される環境によっては光沢感が強過ぎてギラギラする、引っ掻き傷等が付きやすい等の問題点があった。
【0004】
また、芯材の発泡板との接着層になる写真印画紙用支持体の裏面は、通常粗面質であり、発泡板の表面凹凸が大きいために、接着剤の浸透が悪く、発泡板との接着強度が低い、発泡板の凹凸を拾ってしまうために積層板の表面平滑性が損なわれる等の問題点を抱えていた。
【0005】
また、積層板に貼り合わせる印刷物、インクジェット記録用紙等の印刷画像を有する印刷物の場合、写真印画紙用支持体が有する光沢で印刷画像が光沢ムラのように、濃淡を発生することがあり、印刷画像の質感の向上が問題となってきた。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平10−187076号公報
【特許文献2】特開平10−292061号公報
【特許文献3】特開平7−352975号公報
【特許文献4】特許4410578号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
そこで本発明は、軽量性に優れるとともに、シートのように折り曲げによるシワの入らない復元性に優れ、表面が無光沢であり、白色度が高く、天然パルプ素材を中心とする環境に優しい積層板を提供することにある。また、本発明は積層板に貼付された印刷画像の質感が向上された積層板および広告媒体を提供する。
【課題を解決するための手段】
【0008】
前記の目的を達成するためになされた、特許請求の範囲に記載された発明は、
(1)発泡性樹脂板を芯材として、その表面にポリオレフィン樹脂被覆紙を積層してなる積層板において、ポリオレフィン樹脂被覆紙の少なくとも一方の表面が粗面形状であり、該粗面形状を有する面が積層板の表面側となるように配置した積層板。
(2)該ポリオレフィン樹脂被覆紙の一方の面が光沢面である(1)記載の積層板。
(3)該粗面形状が、椀状曲面である(1)記載の積層板。
(4)該椀状曲面の形状が均一である(3)記載の積層板。
(5)該積層板の片面あるいは両面に粘着層を有する(1)〜(4)いずれかに記載の積層板。
(6)(1)〜(5)いずれか記載の積層板に、画像印刷物を貼付した広告媒体。
である。
【発明の効果】
【0009】
本発明の積層板は、従来の発泡性樹脂板あるいはその表面に上質紙を積層したものに比べて、軽量性に優れるとともに、シートのように折り曲げによるシワの入らない平板性に優れ、表面無光沢性、白色度が高く、天然パルプ素材を中心とする環境に優しいポリオレフィン樹脂被覆紙と発泡性樹脂板の積層体である。
【0010】
本発明の積層板に粘着層を設置したものは、粘着力に優れるとともに粘着剤を減量できる可能性のある環境に優しいものである。
【図面の簡単な説明】
【0011】
【図1】本発明を適用する積層板の実施例を示す側面図である。
【図2】本発明の均一な椀状曲面を有する場合の側面図である。
【図3】本発明を適用する積層板の粘着層を有する実施例を示す側面図である。
【図4】本発明の不均一な椀状曲面を有する場合の側面図である。
【発明を実施するための形態】
【0012】
以下、本発明の積層板について図面を参照して詳細に説明する。
図1に示すように積層板1は、発泡性樹脂板を芯材5として、その表面にポリオレフィン樹脂被覆紙7、8を積層してある。ポリオレフィン樹脂被覆紙7、8は、天然パルプおよび合成パルプを主成分とする紙基体10に粗面化ポリオレフィン樹脂被覆層12、鏡面化ポリオレフィン樹脂被覆層13を被覆したものであれば特に制限なく使用できる。
【0013】
図1では粗面化ポリオレフィン樹脂被覆層12および鏡面化ポリオレフィン樹脂被覆層13は、紙基体10の両面であるが、鏡面化ポリオレフィン樹脂被覆層13はなくても構わない。
【0014】
紙基体10は天然パルプを主成分とするもの、あるいは合成パルプや合成繊維またはこれらの混合物等でもよい。これらの中では針葉樹材パルプ、広葉樹材パルプ、針葉樹広葉樹混合パルプの木材パルプを主成分とする天然パルプ紙が有効である。これらの紙基体中には各種の高分子化合物、添加剤を含有せしめることができる。
【0015】
例えば乾燥紙力増強剤としてカチオン化殿粉、カチオン化ポリアクリルアミド、アニオン化ポリアクリルアミド、カルボキシ変性ポリビニルアルコール、ゼラチンなどを使用できる。サイズ剤として脂肪酸塩、ロジン誘導体、ジアルキルケテンダイマー乳化物、石油樹脂エマルジョンなどを使用できる。顔料としてクレー、カオリン、炭酸カルシウム、硫酸バリウム、酸化チタンなどを使用できる。湿潤紙力増強剤としてメラミン樹脂、尿素樹脂、エポキシ化ポリアミド樹脂など、定着剤として硫酸アルミニウム、塩化アルミニウムなどの多価金属塩、カチオン化殿粉などのカチオン変性ポリマーなどを使用できる。pH調節剤として苛性ソーダ、炭酸ソーダ、塩酸などを使用できる。無機電解質として食塩、ボウ硝などを使用できる。そのほか染料、蛍光増白剤、ラテックス等を適宜組み合わせて含有させることができる。
【0016】
上述の原料により作成した紙基体は、坪量には特に制限がないが、好ましくは、坪量50g/m2〜300g/m2で密度が0.70〜1.15g/cm3の範囲が紙基体として好ましい。坪量が、50g/m2より小さいと、熱による変形により、積層板にゆがみを生じたり、芯材の凹凸を樹脂被覆面に反映しやすい。300g/m2より厚くても構わないが、ポリオレフィン樹脂被覆紙として、紙基体に対する樹脂層の割合が少なくなる傾向になり、ポリオレフィン樹脂被覆紙中の樹脂層の存在頻度が減り、耐水性、強度等が低下する傾向にある。
【0017】
さらに、紙基体の白色度はJIS P8123に基づいて85%〜93%が好ましい。好ましくは85%〜90%である。白色度が高いとパルプのコストが高く、かつ、強度が弱くなる傾向にある。白色度が85%未満である場合は、印刷画像に対して、本発明の特異な安らぎ感が得られなくなる傾向がある。
【0018】
この紙基体の一方または両面を被覆するポリオレフィン樹脂とは、低密度ポリエチレン、高密度ポリエチレン、ポリプロピレン、ポリブテン、ポリペンテンなどのオレフィンのホモポリマーまたはエチレン−プロピレン共重合体などである。紙基体を被覆する樹脂量は各々6g/m2〜50g/m2が好ましい。6g/m2より少ないと樹脂層の紙基体や発泡性樹脂板と密着する充分な厚さとはならず、樹脂層が剥離したり、積層間に空隙を生じる場合がある。50g/m2より厚くなると、熱接着の場合の熱伝導が低下する傾向になる。
【0019】
本発明において、粗面ポリオレフィン樹脂層が積層板の表面側となるように、ポリオレフィン樹脂被覆紙を配置して積層する理由は、第一には積層板の使用される環境、例えば照明等の強い場所における反射によるギラツキを防止することにある。第二には元来看板等のPOP用支持体としては、マット調の風合いが求められる点にある。
【0020】
図2に、ポリオレフィン樹脂被覆層は、紙基体10上に、椀状粗面形状を有する粗面化樹脂被覆層12、椀状曲面の径17および椀状曲面の高さ18を示す。本発明の椀状曲面は、比較的真円に近いので、電子顕微鏡等で任意の点を観察して、椀状曲面の稜線で、最も大きい部分をその径とし平均する。また、高さに関しては、表面粗さ計により、JIS B 601法に準じ、十点平均粗さRzでその最大高さRzにより求められる。
【0021】
ポリオレフィン樹脂の粗面化方法としては、ポリオレフィン樹脂被覆時に使用するクーリングロールを適宜選択することによって可能である。また、ポリオレフィン樹脂被覆後に型付けロールによって粗面化することも可能である。
【0022】
本発明に用いられるポリオレフィン樹脂被覆紙は、紙基体の両面を加熱溶融ポリオレフィン樹脂を押出被覆型付けすることにより得られる樹脂被覆紙であって、少なくとも一方の表面が、連続した均一な椀状曲面により構成された形状よりなり、椀状曲面の高さが1.2〜30μmでかつ直径が35〜200μmである樹脂被覆紙であると好ましい。本発明の樹脂被覆紙表面が椀状曲面を得るためには、例えば、極めて平滑に仕上げられたクーリングロール表面に設けられた表面の形状が、連続した均一な泡状曲面により構成された形状よりなり、泡状曲面の高さが1.2〜30μmで、かつ直径が35〜200μmである樹脂被覆紙の製造用クーリングロールを用いて、押出機より溶融されたポリオレフィン樹脂を紙基体上に溶融押出コーティングすることにより製造することができる。
【0023】
なお、本発明において、椀状曲面の『径』の測定は、電子顕微鏡で表面形状の写真撮影を行い、その写真観察により算出される。すなわち、電子顕微鏡写真で任意の部分において、径を10個測定してその平均値を椀状曲面の径とした。
【0024】
紙基体の両面がポリオレフィン樹脂で被覆され、少なくとも一方のポリオレフィン樹脂被覆層表面の椀状曲面の高さが1.2μm未満であると、平滑性が過剰になり、光沢が強くなり、適度な無光沢感が得られない表面となる。このような場合、積層板に画像を有する印刷物等を貼り合わせた後も、印刷画像がチカチカと乱反射するように見えるため、本発明に係る広告媒体としての商品価値は失われることがある。これとは反対に椀状曲面の高さが30μmを超えると、平滑性が低下過ぎる結果、画像を有する印刷物を貼り合わせた後の光沢が低下し、印刷画像が沈んだものとなり、広告媒体としての実用性は失われてしまうことがある。
【0025】
次に、椀状曲面の径が35μm未満であると、当然、深さ方法も緩くなるので、この場合も平滑性が向上するため、光沢が強くなり適度な無光沢感が得られない表面となる。また、椀状曲面の径が200μmを超えると、今度は表面形状の凹凸に対する傾斜が緩くなり、同様に、平滑性が良くなる方向となる結果、光沢が強くなり、適度な無光沢感が得られない表面となる。
【0026】
本願の構成要素のうち、特に重要な点は椀状曲面の大きさが上記範囲に入ることに加えて、椀状曲面の形状がよく揃っており、均一性が極めて高いという点にある。均一性を向上させるためには、後述のように、特定の方法で表面を加工した微粗面クーリングロールを用いることにより、上記の形状を持つ樹脂被覆表面を得ることができる。
【0027】
本発明で用いられるポリオレフィン樹脂被覆紙の押出被覆型付け用クーリングロールの表面は、本発明のポリオレフィン樹脂被覆紙の表面の形状と鏡像の対称関係にあればよい。すなわち、その表面は基本的に高度に平滑な面上に設けられた連続した均一な泡状曲面より構成された形状よりなり、泡状曲面の高さが1.2〜30μmでかつ径が35〜200μmの範囲でよい。表面の泡状曲面の高さが1.2μm未満であると、平滑性が過剰になる。一方、30μmを超える場合は、平滑性が低下する結果、光沢が著しく低下し過ぎ、画像を有する印刷物を積層板に貼り付けても、低過ぎる光沢のため、印刷画像自体が沈んだものとなり、広告媒体としての実用性は失われる。
【0028】
次に、泡状曲面の径について説明する。本願発明で言う『径』とは、泡状曲面を円状の図形としてとらえ、その図形における平均的な部分をその泡状曲面の径とした。なお、泡状曲面の『径』の測定は、クーリングロール表面をレプリカに転写させて、電子顕微鏡で表面形状の写真撮影を行い、その写真観察により算出される。すなわち、電子顕微鏡写真で任意の部分において、径を10個測定してその平均値を泡状曲面の径とした。
【0029】
次に、クーリングロール表面の泡状曲面の径が35μm未満であると、平滑性が過剰になり、光沢が増加し、クーリングロール表面から転写されるポリオレフィン樹脂表面の形状も光沢が向上して鏡面に近づくようになる。また、泡状曲面の径が200μmを超えると、この場合は泡曲面の傾斜が緩くなる結果、平滑性が向上する結果、転写されるポリオレフィン樹脂被覆紙表面の光沢は向上され、鏡面に近づくことになる。その結果、印刷画像を有する印刷物を本発明の積層板に貼り付けても、ポリオレフィン樹脂被覆紙表面の光沢により、印刷画像に微妙なギラツキを発生する結果、広告媒体としての商品価値は著しく低下することになる。
【0030】
泡状曲面の形状がよく揃っており、均一性が極めて高いということの重要性については先に述べた。後に詳述するが、このようなロール表面の形状は、ロール表面に十点平均粗さRzで0.2μm以下という極めて平滑なクロムメッキ面を形成した後、320〜600メッシュという限定されたサイズの砥砂を用いて微粗面加工を行い、十点平均粗さRzで1.2〜30μmという極めて限定された粗面を形成し、この上に10〜20μmという限定された厚さのクロムメッキを施すことによって形成される。
【0031】
本発明に用いられるクーリングロールの製造方法について説明する。クーリングロールの材質は鉄等金属のクロムメッキ、ニッケルメッキ、ホーロー引き、またはテフロン(登録商標)加工のもの、あるいはステンレススチール製等、種々選択でき、各々の材質と粗面形状の付与方法は、本発明のクーリングロール表面形状が得ることができれば、任意に選択することができる。
【0032】
本発明に用いるクーリングロールの表面形状は、まず、何も施していないクーリングロール表面の地金を平滑に研磨した後、50〜70μmのクロムメッキを施す。表面より10〜20μmを、さらに研磨して平滑な表面に加工し、再度50〜70μmのクロムメッキを施してから、再び10〜20μmを研磨する。本発明に用いるクーリングロールの表面の形状は、クーリングロールの表面の加工に際し、最低2回以上のクロムメッキ加工ならびに表面研磨によって得られた表面の平滑性が、Rzで0.2μm以下になるように研磨することが好ましい。研磨後32〜200メッシュの砥砂を使用してクロムメッキ面に粗面化加工を施し、しかる後にその表面に10〜20μmのクロムメッキを施すことによって連続した均一な泡状曲面が得られる。クーリングロールの微粗面化加工後の表面粗さが、Rzで1.2〜30μmの範囲に入るように加工する。
【0033】
その後、クーリングロールの表面には高さが1.2〜30μmでかつ泡状曲面の径が35〜200μmの範囲にある連続した均一な泡状曲面より構成された形状を加工しなければならない。
【0034】
本発明で使用されるクーリング表面の粗面加工法として、サンドブラスト法、あるいはウエットホーニング法を用いることができる。砥砂は32〜200メッシュのものを用いる。本範囲より砥砂の番手を上げる(粒径を小さくする)場合、クーリングロール表面に形成される微細な粗面形状の均一性は向上するが凹凸が小さくなるので、規定の高さが得られないため、この上にメッキ加工しても目的の泡状形状は得られず、かつ不規則になることがある。逆に番手を下げる(粒径を大きくする)場合は、規定の高さは条件により得ることは可能ではあるが、クーリングロール表面の均一性が損なわれて高さと形状が不均一となり、メッキ加工後もその影響で泡状曲面の径が不揃いになることがある。粗面加工後の表面粗さは、十点平均粗さRzで1.2〜30μmになるように調節される。1.2μmを下まわると最終的に泡状曲面の高さが低く、また径が小さくなり、30μmを超えると泡状曲面の大きさが不揃いになる。
【0035】
32〜200メッシュの砥砂を用いて本発明に好適な粗面を設けた後、10〜20μmクロムメッキを施すことにより、本発明の製造に最適なクーリングロール表面が得られる。10μm未満の場合は泡状曲面の生成が不十分で充分な高さが得られず、また泡状曲面の均一性が低下する。逆に20μmを超える場合は泡状曲面の径が過大になるとともに個々の泡状曲面が互いに隆起を競い合うが如き状態になり、均一な泡状曲面は得られない。
【0036】
本発明の積層板上に貼付する印刷用紙、インクジェット記録用紙等の印刷物は、比較的不透明度が低いため、積層板に貼付して画像を見ると、積層板表面からの透過光が反射されるため、用紙表面上に形成された画像本来よりも、光沢を有するように感じられ、画像品質を著しく落とすことになり、目的を失い商品価値を失うことさえある。しかし、本発明のように、特定な表面構造を有する低光沢な表面を有する積層板の場合は、適度な光散乱を発生させ、用紙本来の有する画像を提示することができる。おそらく、用紙と本発明の有する特定な表面構造の間に、ヒートシール剤等が介在することにより、表面の画像が、間接照明のような安らぎとほんのりとした暖かさを有することができ、まさに日本の象徴的な雰囲気を現すことができる。本発明の積層板上に貼り合わせた印刷物は、その障子越しに入る灯りと同じような和らぎ感を再現することができる。印刷画像の印象としては、和紙の灯りをともし、和紙からこぼれてくる柔らかい光を与えるような雰囲気を醸し出す。本願発明は、照明器具から直接光を当てるのではなく、光源を遮光して直接光を避け、天井や壁などに反射させて間接光とする間接照明的な効果が得られる。光は、印刷物を通過し、樹脂被覆層表面の粗面形状により、散乱するとともに、樹脂被覆層裏面でさらに光が反射されるので、その適度な散乱した柔らかい反射光で印刷画像を照らすので、全体的に柔らかな印象を与えることができ、くつろぎ効果が発現すると思われる。また、均一に光が散乱することで、印刷画像に対して、明るさの濃淡を発現し、全体に立体感を生み出す効果もあり、光沢面で印刷画像全体を均一に一度に光を反射するのとは異なり、さまざまな空間演出ができるようになる。
【0037】
本発明に係るポリオレフィン樹脂被覆紙には、顔料と接着剤からなる塗工層を設けることができる。顔料の使用量としては接着剤に対し重量で1/3〜2.0倍がよいが、より好ましくは2/3〜1.5倍がよい。顔料の比率が小さ過ぎると少ない固形分塗布量の塗工層では、カール抑制力を有することができず、顔料の比率が大き過ぎると塗布乾燥してできた皮膜が脆弱となり、使用時に粉落ち等のトラブルの原因となる。
【0038】
本発明に用いられる接着剤は、当業界で使用されるものから適宜選ばれるが顔料との相互作用が少なく、塗布された皮膜の強度の強くなるものが好ましい。本発明塗工液の接着剤と顔料の合計量の固形分濃度としては10質量%〜25質量%が好ましい。この固形分濃度が低過ぎるとより小さな乾燥負荷でより大きなカール抑制能力が低下するし、固形分濃度が高過ぎると塗液の粘度が上昇し塗布し難いものとなる。
【0039】
本発明の塗工層用塗布組成物は必要に応じて、適宜界面活性剤をはじめとする塗布助剤等を含有したほうが望ましい。また本発明に用いる接着剤には、架橋剤で硬膜する方法を使用しても構わない。架橋剤の種類、使用量については用いる接着剤の種類と量により適宜決定される。本発明の塗工層用塗布組成物には必要に応じて適宜、マット剤、ラテックス、導電性化合物、染料、顔料、pH調製剤等を含有せしめることができるが、過剰なアルカリは塗液の粘度を上昇させて好ましくない。
【0040】
本発明の実施に用いられる紙基体には、針葉樹パルプ、広葉樹パルプ、針葉樹広葉樹混合パルプの木材パルプを主成分とする天然パルプ紙が有利に用いられている。また、紙基体の厚みに関しては特に制限はないが、表面の平滑性のよい基体が好ましく、その坪量は50g/m2〜250g/m2が好ましい。本発明の実施に有利に用いられる天然パルプを主成分とする基体には、各種の高分子化合添加剤を含有せしめることができる。例えば、乾燥紙力強度剤としてカチオン化澱粉、カチオン化ポリアクリルアミド、アニオン化ポリアクリルアミド、カルボキシ変性ポリビニルアルコール、ゼラチンなど、サイズ剤として、脂肪酸塩、ロジン誘導体、ジアルキルケテンダイマー乳化物、石油樹脂エマルジョン、スチレン−無水マレイン酸共重合体アルキルエステルのアンモニウム塩など、顔料としてクレー、カオリン、炭酸カルシウム、塩化カルシウム、硫酸バリウム、二酸化チタンなど、湿潤紙力強度剤として、メラミン樹脂、エポキシ化ポリアミド樹脂など、定着剤として、硫酸アルミニウム、塩化アルミニウムなどの多価金属塩、カチオン化澱粉などのカチオン性ポリマーなど、pH調節剤として、苛性ソーダ、炭酸ソーダ、塩酸など、無機電解質として、食塩など、そのほか染料、蛍光増白剤、ラテックスなどを適宜組み合わせて含有せしめることができる。
【0041】
本発明の実施に用いられる樹脂被覆紙の樹脂としては、ポリオレフィン樹脂であるが、ポリアミド樹脂、ポリエステル樹脂あるいは電子線で硬化する樹脂等の使用が可能であり種々の樹脂が挙げられるが、安価であること、原紙との接着性に優れることからポリオレフィン樹脂が用いられる。
【0042】
ポリオレフィン樹脂としては、低密度ポリエチレン、高密度ポリエチレン、ポリプロピレン、ポリブテン、ポリペンテン等のオレフィンのホモポリマーまたはエチレン−プロピレン共重合体等のオレフィンの2つ以上からなる共重合体およびこれらの混合物であり、各種の密度および溶融粘度指数(メルトインデックス:以下MIと略記する)のものを単独にあるいはそれらを混合して使用できる。
【0043】
また、紙基体のポリオレフィン樹脂被覆用の樹脂中には酸化チタン、酸化亜鉛、タルク、炭酸カルシウム等の白色顔料、ステアリン酸アミド、アラキジン酸アミド等の脂肪酸アミド、ステアリン酸亜鉛、ステアリン酸カルシウム、ステアリン酸アルミニウム、ステアリン酸マグネシウム等の脂肪酸金属塩、酸化防止剤、青色顔料、マゼンタ顔料、蛍光増白剤、紫外線吸収剤等の各種添加剤を適宜組み合わせて加えるのが好ましい。特に、粗面形状を有する反対の面に含有することが好ましく、さらに好ましくは、粗面形状を有する反対面が平滑な鏡面形状であり、顔料を含有させる。この理由は、ポリオレフィン樹脂被覆紙内を透過する光が、顔料を有する面で反射され、不必要な光沢の低下を防ぐことができるからである。
【0044】
本発明の実施に好ましく用いられるポリオレフィン樹脂被覆紙は、走行する原紙上に加熱溶融した樹脂を流延するいわゆる押し出しコーティング法によって製造され、その両面が樹脂によって被覆される。樹脂を原紙に被覆する前に、原紙にコロナ放電処理、火炎処理等の活性化処理をしておくことが好ましい。
【0045】
本発明に係るポリオレフィン樹脂被覆紙の粗面形状を有する反対面の表面形状は、その用途に応じて、光沢面、マット面、絹目面を有することができ、好ましくは光沢面である。光沢面にすることにより、光沢である樹脂被覆層表面と発泡体との間でヒートシール剤の接着性を向上することができる。また、樹脂被覆紙の樹脂層の厚みとしては特に制限はないが、一般に5μm〜50μm程度に押出コーティングしたものが有利である。
【0046】
ポリオレフィン樹脂被覆紙の光沢面を有する面が積層板表面に対向するように、ポリオレフィン樹脂被覆紙を配置して積層する理由は、第一には芯材の発泡性樹脂板とポリオレフィン樹脂との接着性を向上させることにある。一般に発泡性樹脂板の平滑性は低いために、接着剤が含浸し難いため、できるだけポリオレフィン樹脂被覆紙の表面は平滑であることが好ましい。第二には、積層板とした場合に発泡性樹脂版の凹凸を拾いやすいために、できるだけその凹凸を隠蔽するという点からもポリオレフィン樹脂の平滑性が高いことが好ましい。
【0047】
芯材となる発泡性樹脂板としては、熱可塑性樹脂を主成分とする基材を化学的あるいは物理的方法により発泡させたものであれば特に制限なく使用できる。具体的には、ポリプロピレン、ポリエチレン、エチレン−酢酸ビニル共重合体、またはこれらを適宜に2種以上混合してなるポリオレフィン系樹脂、ポリエステル樹脂、ポリ塩化ビニル、ABS、ポリスチレン、ポリアクリルニトリル、ポリウレタン、メラミン樹脂、フェノール樹脂等が適しているが、目的とする積層板の軽量性、表面平滑性、環境性の観点から、特にポリオレフィン系樹脂が好ましく、特にこれらの原材料樹脂もリサイクルされたもののほうがさらに好ましい。
【0048】
樹脂の発泡倍率は、実用的には1.1〜40倍が適しており、厚みは加工性、コストから見て1mmから50mmが適している。引張強度(JIS C2111に基づいて測定)は1MPa以上、曲げ強さ(JIS K6911に基づいて測定)は1MPa以上、白色度および平滑性については、積層されるポリオレフィン樹脂被覆紙の特性が保持されれば特に問題はない。
【0049】
ポリオレフィン樹脂被覆紙と発泡性樹脂板との積層手段は、用途に応じて要求される充分な強度、平滑性、カール特性等が満足されるものであれば特に制限なく、加熱、加圧、接着剤を組み合わせた積層方法が適宜用いられる。好ましくは、発泡性樹脂板あるいはポリオレフィン樹脂被覆紙面に接着剤を塗工し、該接着剤面と積層面を重ねて、プレスロール等でプレスロールの温度50〜90℃の範囲内、圧力1〜20kg/cmの範囲内で圧着する方法がよい。これより温度、圧力が低い条件では、接着性が不十分になり、逆にこれより温度、圧力が高いと、得られた積層板の平滑性、発泡性樹脂板の発泡性が損なわれる恐れがあるためである。
【0050】
ポリオレフィン樹脂被覆紙および芯材の各シートは、カットシート状にして貼り合わせてもよいし、長尺シートとして連続的に貼り合わせても構わない。
【0051】
さらに、積層板の裏面に目的に応じた裏塗層を設けたものでもよく、また表面に下引層を設けたものでもよい。特に、ディスプレイ用途に必要な画像形成層を設けることのできる面であることが好ましい。
【0052】
接着剤としては、一般に用いられる接着剤を用いることができる。例えば主成分の構成で分類すると、澱粉およびその変性物、ゼラチンおよびその変性物、カゼイン、プルラン、アルブミン等の天然高分子系接着剤、ポリビニルアルコールおよびその変性物、ポリアクリルアミド、ポリビニルピロリドン、ポリエチレンイミン、ポリエチレングリコール、ポリプロピレングリコール、無水マレイン酸の重合体またはその共重合体等の水溶性合成高分子系接着剤、ユリア樹脂、メラミン樹脂、フェノール樹脂、エポキシ樹脂、ウレタン樹脂等の熱硬化性樹脂系接着剤、アクリル樹脂、アクリル−スチレン樹脂、酢酸ビニル樹脂、エチレン−酢酸ビニル樹脂、塩化ビニル樹脂、ポリアミド、ポリオレフィン、ポリエステル等の熱可塑性樹脂系接着剤、クロロプレンゴム、ニトリルゴム、SBR等のエラストマー系接着剤等が挙げられる。
【0053】
また、接着剤を硬化方法により分類すると、水または溶剤等の揮発成分に接着剤成分を溶解あるいは分散し、該揮発成分が揮発や拡散することにより接着性を発現する溶媒揮散型接着剤、モノマーやオリゴマーが化学反応により高分子化することにより接着性を発現する化学反応型接着剤、接着剤成分を加熱し溶融状態で塗工して後、冷却により固化し接着性を発現する熱溶融型接着剤等が挙げられる。これらの中で、本発明の効果を高めるためには、熱溶融型接着剤が好ましく、いわゆるホットメルト系接着剤が特に好ましい。
【0054】
接着剤の塗工量としては、1〜100g/m2、より好ましくは5〜80g/m2の範囲が好ましい。
【0055】
接着剤を塗工する装置には、エアーナイフコーター、ブレードコーター、バーコーター、ロールコーターの他、スロットノズル、スロットダイ、ロータリースクリーンプリンター、グラビアコーター、オフセットグラビアコーター、ホットメルトホイール、スパイラルスプレー等があり、接着剤の種類および塗布量、塗布した接着剤にパターンを付与する必要性等、用途に合った選択を適宜行えばよい。
【0056】
このようにして得られた積層板の好ましい特性としては、積層されるポリオレフィン樹脂被覆紙の枚数および芯材となる発泡性樹脂板にも依存するが、実用的には厚み1〜50mm、引張強度(JIS C2111に基づいて測定)5MPa以上、曲げ強さ(JIS K6911に基づいて測定)1MPa以上、白色度および平滑性については、積層されるポリオレフィン樹脂被覆紙の特性が保持されれば特に問題はない。
【0057】
積層方法としては、基本的には発泡性樹脂板を芯材として、片面あるいは両面にポリオレフィン樹脂被覆紙を積層させるが、あらかじめ所定枚数のポリオレフィン樹脂被覆紙を積層させておき、その後発泡性樹脂板の片面あるいは両面に積層ポリオレフィン樹脂被覆紙を積層することもできる。一旦、発泡性樹脂板を芯材として、片面あるいは両面にポリオレフィン樹脂被覆紙を積層させておき、さらにその片面あるいは両面にポリオレフィン樹脂被覆紙を順次繰り返して積層して全体として厚みのある積層板を製造することもできる。
【0058】
図3に示すように、積層板2は、発泡性樹脂板を芯材5として、その表面にポリオレフィン樹脂被覆紙7、8を積層し、さらに片面あるいは両面に粘着層15、16を有していてもよい。粘着層は片面だけでもよい。この粘着層は発泡性樹脂板を芯材として、片面あるいは両面にポリオレフィン樹脂被覆紙を積層させてから、設置するのが好ましい。
【0059】
以下に述べる剥離紙の剥離剤塗布面に粘着剤を設け、粘着剤面と該積層板を重ねて、プレスロール等で圧着する方法が一般に行われるが、該積層板に粘着剤を先に塗布して、剥離紙と貼り合わせてもよい。該粘着剤には、ゴム系またはアクリル樹脂系の粘着剤を用いることができる。ゴム系の主原料は天然ゴムまたはスチレン・ブタジエンラバーであり、天然ゴムでは、ロジン系樹脂や可塑剤などが添加され、通常ノルマルヘキサンを溶媒として塗工する。また、スチレン・ブタジエンラバーを主原料とした場合は溶融して塗工する。アクリル樹脂系においては、2−エチルヘキシルアクリレート、ブチルアクリレート、エチルアクリレート、アクリル酸、β−ヒドロキシエチルアクリレートなどのアクリル系モノマーを重合して作る。重合の方法により、酢酸エチルやトルエンなどの有機溶媒を用いたり、界面活性剤を用いて水中で乳化させながら重合したエマルジョンタイプを用いることができる。
【0060】
粘着剤の耐熱性や耐溶剤性等の物性を向上させるために、上記原料に、イソシアネート系、メラミン系、金属キレート系等の架橋剤を用いて架橋反応させてもよいし、シリカ、カオリン、クレー、炭酸カルシウム、水酸化アルミニウム、メラミン樹脂粒子、澱粉粒子等の顔料を添加したり、水溶性高分子、石油系樹脂、各種パラフィンワックス、脂肪酸またはその誘導体、高級アルコール類、金属石鹸類、シリコーン類、さらには帯電防止剤、増粘剤、分散剤、防腐剤、酸化防止剤、消泡剤等を添加してもよい。これらの粘着剤は、積層板の使用される用途に合わせた選択をすればよい。
【0061】
該粘着層を設ける装置には、エアーナイフコーター、ブレードコーター、バーコーター、ロールコーターの他、スロットノズル、スロットダイ、ロータリースクリーンプリンター、グラビアコーター、オフセットグラビアコーター、ホットメルトホイール、スパイラルスプレー等があり、粘着剤の種類および塗布量、塗布した粘着剤にパターンを付与する必要性など、用途に合った選択を適宜行えばよい。
【0062】
剥離紙の基材としては、上質紙、クラフト紙、グラシン紙、プラスチックフィルム等があり、これらの基材上に剥離剤として、シリコーン樹脂を塗布する。紙系基材の場合には、基材に熱可塑性樹脂をラミネートし、平滑な面を得たほうが剥離性が向上する。シリコーン樹脂を紙系基材に直接塗布したものはダイレクトタイプ、紙基材上に熱可塑性樹脂をラミネートした後に塗布したものはポリラミタイプ、プラスチックフィルム上に直接塗布したものはフィルムタイプと呼ばれ、それぞれの中から用途にあった剥離紙の選択をすればよく、さらに、カール適性の確保が必要な場合には、シリコーン樹脂を塗布した基材の反対面に裏面処理として、熱可塑性樹脂をラミネートしたり、合成樹脂をコーティングすることが好ましい。特殊な用途には、非シリコーン系の剥離剤を使用しても構わない。
【0063】
このようにして粘着層を設けた積層板は、壁などに簡単に貼着できるとともに、その上に印刷物等を貼着してディスプレイ用の支持体としても有効に利用できる。また、その粘着剤を貼着・剥離が繰り返し可能な再剥離性の粘着層とすることで、別な場所に貼り変えたり、別な印刷物を貼り直したりすることも可能となり、より環境に優しい積層板を提供することもできる。
【実施例】
【0064】
以下、本発明を実施例により説明するが、本発明の趣旨を逸脱しない限り、実施例に限定されるものではない。
【0065】
実施例1
(紙基体の作製)
広葉樹材晒クラフトパルプ(LBKP)と針葉樹晒サルファイトパルプ(NBSP)の1:1混合物をカナディアンスタンダードフリーネスで300mlになるまで叩解し、パルプスラリーを作成した。これにサイズ剤としてアルキルケテンダイマー(DHC社製「アコーペル12」)を対パルプ0.5質量%、強度剤としてポリアクリルアミド(星光化学社製「スターガムA−15」)を対パルプ1.0質量%、カチオン化殿粉(王子ナショナル社製「ケイトーF」)を対パルプ2.0質量%、ポリアミドエピクロロヒドリン(DHC社製「エピノックスP−1301」)を対パルプ0.5質量%添加し、水で希釈後1質量%スラリーとした。このスラリーを長網抄紙機で坪量170g/m2になるように抄造しポリオレフィン樹脂被覆紙の紙基体とした。
【0066】
(ポリエチレン樹脂被覆紙の作製)
抄造した紙基体に密度0.962g/cm3の高密度ポリエチレン樹脂を320℃で溶融し厚さ30μmになるように、押出コーティングした。その際のクーリングロールとして、均一な泡状形状を有し、かつ高さ1.5μm、泡の径が35μmである泡状形状を有する粗面化クーリングロールを用い、ポリエチレン樹脂被覆面を粗面化し、椀状形状を有する粗面化したポリエチレン樹脂被覆層表面が得られた。ポリオレフィン樹脂被覆層の高さは、1.4μm、椀状曲面の径は、32μmであった。またもう一方の面には、密度0.918g/cm3の低密度ポリエチレン樹脂を同様に320℃で溶融し厚さ30μmになるよう押出コーティングした。その際のクーリングロールとして、鏡面化ロールを用い、ポリエチレン樹脂面を鏡面化した。
【0067】
(積層板の作製)
このポリオレフィン樹脂被覆紙をA4判にカットし、鏡面側の樹脂面にエマルジョン系接着剤を10g/m2塗布し、4.5mm厚の発泡ポリスチレン板(光洋産業社製「ウッドラック」)の両面に1枚ずつ塗布面を積層させることにより、5mm厚の積層板1を得た。
【0068】
(画像印刷物)
市販のインクジェット記録用紙に、(1)風景、(2)人物の写真画像、(3)静物絵画を複写した画像をインクジェットプリンターでフルカラー出力して画像印刷物とした。
【0069】
(広告媒体)
得られた積層板1の3枚の片面に、それぞれ(1)〜(3)の画像印刷物を貼付して広告媒体1を作製した。
【0070】
実施例2
実施例1の泡状曲面形状を有するクーリングの代わりに、均一な泡状曲面を有し、高さが10μm、泡の径が100μmである泡状形状を有する粗面化クーリングロールを用いた以外は、実施例1と同様にして、ポリエチレン樹脂被覆紙を作製し、積層板2を作製した。なお、得られた粗面形状を有するポリオレフィン樹脂被覆層の高さは、9μm、椀状曲面の径は、90μmであった。実施例1と同様に画像印刷物を貼付して広告媒体2を作製した。
【0071】
実施例3
実施例1の泡状曲面形状を有するクーリングの代わりに、均一な泡状曲面を有し、高さが30μm、泡の径が200μmである泡状形状を有する粗面化クーリングロールを用いた以外は、実施例1と同様にして、ポリエチレン樹脂被覆紙を作製し、積層板3を作製した。なお、得られた粗面形状を有するポリオレフィン樹脂被覆層の高さは、28μm、椀状曲面の径は、190μmであった。実施例1と同様に画像印刷物を貼付して広告媒体3を作製した。
【0072】
実施例4
実施例1の泡状曲面形状を有するクーリングの代わりに、図4のような不均一な泡状曲面を有し、高さが10μm、泡の径が100μmである泡状形状を有する粗面化クーリングロールを用いた以外は、実施例1と同様にして、ポリエチレン樹脂被覆紙を作製し、積層板4を作製した。なお、得られた粗面形状を有するポリオレフィン樹脂被覆層の高さは、28μm、椀状曲面の径は、190μmであった。実施例1と同様に画像印刷物を貼付して広告媒体4を作製した。
【0073】
実施例5
実施例2の発泡ポリスチレン板に替えて、炭酸カルシウム:ポリエチレン(質量比50:50)の複合発泡ポリエチレン板(光洋産業社製「ライオンボード」)を用いること以外は実施例2と同様にして積層板5を得た。実施例1と同様にエマルジョン系接着剤を塗布し、画像印刷物を貼付して広告媒体5を作製した。
【0074】
実施例6
実施例2で得られた積層板2の片面にアクリル樹脂系の粘着剤を10g/m2塗布し、その粘着剤面に坪量78g/m2、密度0.8g/cm3の剥離紙を設置した片面粘着層付積層板6を得た。続いて、剥離紙を剥がし、粘着層面に画像印刷物を貼付し、広告媒体6を作製した。
【0075】
比較例1
実施例2のポリオレフィン樹脂被覆紙をA4判にカットし、粗面側の樹脂面にエマルジョン系接着剤を10g/m2塗布し、4.5mm厚の発泡ポリスチレン板(光洋産業社製「ウッドラック」)の両面に1枚ずつ塗布面を積層させることにより、5mm厚の積層板7を得た。得られた積層板7の片面にアクリル樹脂系の粘着剤を10g/m2塗布し、その粘着剤面に坪量78g/m2、密度0.8g/cm3の剥離紙を設置した片面粘着層付積層板7を得た。実施例1と同様に画像印刷物を貼付して広告媒体7を作製した。
【0076】
比較例2
実施例1の泡状曲面形状を有するクーリングの代わりに、均一な泡状曲面を有し、高さが1μm、泡の径が30μmである泡状形状を有する粗面化クーリングロールを用いた以外は、実施例1と同様にして、ポリエチレン樹脂被覆紙を作製し、積層板8を作製した。なお、得られた粗面形状を有するポリオレフィン樹脂被覆層の高さは、0.7μm、椀状曲面の径は、20μmであった。実施例1と同様に画像印刷物を貼付して広告媒体8を作製した。
【0077】
比較例3
実施例1の泡状曲面形状を有するクーリングの代わりに、均一な泡状曲面を有し、高さが40μm、泡の径が250μmである泡状形状を有する粗面化クーリングロールを用いた以外は、実施例1と同様にして、ポリエチレン樹脂被覆紙を作製し、積層板9を作製した。なお、得られた粗面形状を有するポリオレフィン樹脂被覆層の高さは、35μm、椀状曲面の径は、240μmであった。実施例1と同様に画像印刷物を貼付して広告媒体9を作製した。
【0078】
比較例4
実施例4のポリオレフィン樹脂被覆紙をA4判にカットし、粗面側の樹脂面にエマルジョン系接着剤を10g/m2塗布し、4.5mm厚の発泡ポリスチレン板(光洋産業社製「ウッドラック」)の両面に1枚ずつ塗布面を積層させることにより、5mm厚の積層板10を得た。得られた積層板10の片面にアクリル樹脂系の粘着剤を10g/m2塗布し、その粘着剤面に坪量78g/m2、密度0.8g/cm3の剥離紙を設置した片面粘着層付積層板10を得た。実施例1と同様に画像印刷物を貼付して広告媒体10を作製した。
【0079】
実施例1〜6および比較例1〜4で得られた積層板、および広告媒体を下記測定方法により評価した。
(平滑度)
平滑性はJIS B601法に準拠した表面粗さ計で測定した。ポリエチレン樹脂被覆紙の表面と裏面(本発明では、発泡性樹脂板に貼り付けられる面を裏面とし、積層板として表面に使用される面を表面とする)のそれぞれについて測定を行った。
(接着性)
ポリエチレン樹脂被覆紙と発泡性樹脂板との接着性を確認するため、発泡性樹脂板からポリエチレン樹脂被覆紙を剥離できるか評価した。
○:接着が充分で、剥離することはない。
△:接着がやや弱く、部分的に剥離した。
×:接着が弱く剥離した。
(粘着性)
粘着力はJIS Z1528により測定した。
【0080】
積層板上に印刷物を貼り付け、広告媒体として、画像光沢感、くつろぎ感を評価した。下記評価基準により、評価者10人で最も多い評価を評価結果とした。
(画像光沢感)
◎:ギラツキ、光沢ムラ等が全くない。
○:僅かではあるが、ギラツキ、光沢ムラが確認できるが、実用上の許容範囲内である。
△:ギラツキ、光沢ムラが欠点として確認でき、商品としては不可レベルである。
×:印刷画像にギラツキ、光沢ムラが目立ち、全く実用性はない。
(くつろぎ感)
◎:落ち着いた、優しい画像を確認でき、充分なくつろぎ感が得られる。
○:くつろぎ感がやや弱いが、実用上の許容範囲内である。
△:くつろぎ感が少なく、通常の印刷画像程度で、商品価値は低くなる。
×:くつろぎ感が得られなく、通常の画像よりも、くすんだ印象となり、商品価値はなくなる。
【0081】
以上の測定、評価の結果を表1にまとめる。
【0082】
【表1】
【0083】
表1の結果から、実施例1〜6の積層板を使用した広告媒体は、比較例1〜4に比較して、画像光沢感に優れ、かつ、くつろぎ感に優れていることがわかる。椀状曲面を有するポリエチレン樹脂被覆紙を積層した表面平滑性に着目すると、実施例1の積層板より平滑性が高い比較例1〜2の積層板は、画像光沢感、くつろぎ感が低下することがわかる。また、同程度の平滑性である実施例2と実施例4を比較すると、実施例2の積層板表面は、ポリエチレン樹脂被覆層表面の椀状形状が均一であるのに対して、実施例4は不均一な椀状形状であり、画像光沢感や、くつろぎ感が低下し、均一な椀状形状を有する粗面形状のほうが、より良好な効果が得られることがわかる。
【0084】
また、実施例1〜3、比較例2〜3を比較すると、本発明の積層板表面に粘着剤を設ける際、ポリエチレン樹脂被覆層が椀状曲面を有する粗面形状を有することにより、粘着剤が粗面形状へ有効に絡み合い、アンカー効果を発現することにより、粘着力が向上することがわかる。
【0085】
さらに、実施例2と比較例1、実施例3と比較例4を比較することにより、ポリエチレン樹脂被覆紙と発泡性樹脂板を接着する際、ポリエチレン樹脂被覆面が平滑なほうが、接着性が向上することがわかる。これは、樹脂被覆層面の平滑性と表面の硬さ、発泡性樹脂板の柔軟性が相まって、接着性が良化したものと考えられる。
【産業上の利用可能性】
【0086】
本発明の積層板は、軽量性に優れるとともに、折り曲げによるシワの入らない平板性に優れ、ポリオレフィン樹脂被覆表面の粗面形状を有し、白色度が高く、天然パルプ素材を中心とする環境に優しい非常に優れた積層板を提供することができ、本発明の積層板は屋内外の看板、パネル、POPなどに有効に利用できる。
【0087】
さらに、本発明の広告媒体は、粘着力に優れるとともに粘着剤を減量できる可能性のある環境に優しい広告媒体である。また、環境適性という観点で見ると、本発明の積層板および広告媒体は、比較的分別容易な構成となっており、資源の再利用という点で非常に有効である。
【符号の説明】
【0088】
1、2 積層板
5 芯材
7、8 ポリオレフィン樹脂被覆紙
10 紙基体
12 粗面化ポリオレフィン樹脂被覆層
13 鏡面化ポリオレフィン樹脂被覆層
15、16 粘着層
17 椀状曲面の径
18 椀状曲面の高さ
【特許請求の範囲】
【請求項1】
発泡性樹脂板を芯材として、その表面にポリオレフィン樹脂被覆紙を積層してなる積層板において、ポリオレフィン樹脂被覆紙の少なくとも一方の表面が粗面形状であり、該粗面形状を有する面が積層板の表面側となるように配置した積層板。
【請求項2】
該ポリオレフィン樹脂被覆紙の一方の面が光沢面である請求項1記載の積層板。
【請求項3】
該粗面形状が、椀状曲面である請求項1記載の積層板。
【請求項4】
該椀状曲面の形状が均一である請求項3記載の積層板。
【請求項5】
該積層板の片面あるいは両面に粘着層を有する請求項1〜4いずれか1項記載の積層板。
【請求項6】
請求項1〜5いずれか1記載の積層板に、画像印刷物を貼付した広告媒体。
【請求項1】
発泡性樹脂板を芯材として、その表面にポリオレフィン樹脂被覆紙を積層してなる積層板において、ポリオレフィン樹脂被覆紙の少なくとも一方の表面が粗面形状であり、該粗面形状を有する面が積層板の表面側となるように配置した積層板。
【請求項2】
該ポリオレフィン樹脂被覆紙の一方の面が光沢面である請求項1記載の積層板。
【請求項3】
該粗面形状が、椀状曲面である請求項1記載の積層板。
【請求項4】
該椀状曲面の形状が均一である請求項3記載の積層板。
【請求項5】
該積層板の片面あるいは両面に粘着層を有する請求項1〜4いずれか1項記載の積層板。
【請求項6】
請求項1〜5いずれか1記載の積層板に、画像印刷物を貼付した広告媒体。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2011−183649(P2011−183649A)
【公開日】平成23年9月22日(2011.9.22)
【国際特許分類】
【出願番号】特願2010−50727(P2010−50727)
【出願日】平成22年3月8日(2010.3.8)
【出願人】(000005980)三菱製紙株式会社 (1,550)
【Fターム(参考)】
【公開日】平成23年9月22日(2011.9.22)
【国際特許分類】
【出願日】平成22年3月8日(2010.3.8)
【出願人】(000005980)三菱製紙株式会社 (1,550)
【Fターム(参考)】
[ Back to top ]