
積層物の形成システム及び形成方法

【課題】上下の繊維強化プラスチック層の間に樹脂層を備える中間層が配置された積層物を台座上に形成するために好適な積層物の形成システム及び形成方法を提供することを目的とする。
【解決手段】内側及び外側の繊維強化プラスチック層と、該内側及び外側の繊維強化プラスチック層の間に配置され、樹脂成形物の粉砕物又は粉体が配合された樹脂層を少なくとも一層含む中間層とを備える積層物を台座上に形成するに当たり、樹脂層を形成する機能を有する第1の装置と、内側及び外側の繊維強化プラスチック層を形成する機能を有する第2の装置を設け、第1及び第2の装置をそれぞれ台座に対し相対的に移動が可能とする。また、第1及び第2の装置のいずれか一方の装置を、他方の装置が層を形成する際、当該他方の装置と干渉しない位置に移動可能にしてもよい。
【解決手段】内側及び外側の繊維強化プラスチック層と、該内側及び外側の繊維強化プラスチック層の間に配置され、樹脂成形物の粉砕物又は粉体が配合された樹脂層を少なくとも一層含む中間層とを備える積層物を台座上に形成するに当たり、樹脂層を形成する機能を有する第1の装置と、内側及び外側の繊維強化プラスチック層を形成する機能を有する第2の装置を設け、第1及び第2の装置をそれぞれ台座に対し相対的に移動が可能とする。また、第1及び第2の装置のいずれか一方の装置を、他方の装置が層を形成する際、当該他方の装置と干渉しない位置に移動可能にしてもよい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、上下の繊維強化プラスチック層(以下「FRP層」という場合がある)の間に樹脂層を備える中間層が配置された積層物を台座上に形成するための積層物の形成システム及び形成方法に関する。
【背景技術】
【0002】
FRP層を含む積層構造又はサンドイッチ構造を有する構造体(以下「FRP構造体」という)の例として、内側及び外側のFRP層の間に配置される中間層を樹脂モルタルで形成した構造体が知られており(特許文献1)、最近では、その樹脂モルタルに、セルロースフィルム破砕物を含む樹脂成形物の粉砕物や粉体を混入する例も知られている(特許文献2〜4)。
【0003】
樹脂モルタルとは、樹脂モルタルとは、砂粒に液状樹脂を配合して混練したもの(特許文献1)、より詳しくは不飽和ポリエステル樹脂等の熱硬化性樹脂に珪砂等の骨材、顔料、硬化剤、内部離型剤等の添加剤、充填剤を加えて均一に分散するように混練したもの(特許文献2〜4)である。このことは、これらの従来技術においては、樹脂モルタルを製造するための事前の混練作業が不可欠となることを意味している。また、これらの従来技術では、樹脂成形物の粉砕物や粉体を50重量%以上配合させることなく樹脂モルタルが形成されている。
【0004】
なお、これらの従来技術においては、管状の構造体を形成する際、芯金に離型シートと保護層を巻き付けた後、FRP及び樹脂モルタルを所定幅のテープ状にした上で巻き付けて行くので、内外側FRP層の形成手法と中間層に相当する樹脂モルタルの層の形成手法との類似性が高く、見方によっては製造装置周りの設計が比較的容易であるといえるかも知れない。
【0005】
【特許文献1】特開平4−163148号公報
【特許文献2】特開2001−260129号公報
【特許文献3】特開2002−273798号公報
【特許文献4】特開2002−160326号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
これに対し、発明者は、内側及び外側のFRP層の間に配置される中間層に樹脂成形物の粉砕物や粉体を導入することができる新しい技術を開発した。この技術の代表例は、台座上に形成した内側のFRP層に樹脂成形物の粉砕物や粉体を直接供給し、そこに液状樹脂、硬化剤等を供給し、樹脂テープを巻き付けることで固定することで樹脂層を形成し、かかる樹脂層を一層以上形成した後、外側のFRP層を形成することで、内側及び外側のFRP層の間に配置される中間層に樹脂成形物の粉砕物や粉体が配合された樹脂層を少なくとも一層形成された構造体を実現するものである(特願2004−215480号)。これによれば、樹脂成形物の粉砕物又は粉体に樹脂及び硬化剤を均一に混ぜ合わせたのと同等の結果が得られるため、当該樹脂成形物の粉砕物又は粉体を事前に混練しておく必要はなく、また50重量%以上の高配合率で樹脂層が形成されたFRP構造体を実現することができ、より多くのFRP廃材を再利用する又はFRP廃材の廃棄量をより減少させることができる。また、成形完了後に積層物を一度に硬化させるることができるので、その硬化処理を硬化炉で行うか、常温硬化により行うかに拘らず、複数回にわたり硬化炉で熱処理する必要がなくなる。
【0007】
引き続き発明者は、内側及び外側のFRP層の間に配置され、上記の樹脂層の端部断面と接触する部材(端部封止部)を設けるという技術も開発した(特願2006−6799号)。これによれば、樹脂層の端部断面が外部露出することでFRP構造体の機械的強度が経時的に劣化するおそれを解消することができる。このような特長は、例えば、ガソリンスタンドの地下油貯蔵用タンクや消防用地下水槽のように地下に埋設されて長期にわたり使用される構造体を形成する場合に特に意味がある。
【0008】
それ故、まず、上記の新たな発明に係る積層物を台座上に形成する装置や方法が必要になる。とは言うものの、FRP層の形成と中間層の形成を要する上記の新たな発明を実施しようとする場合、FRP層の形成のためには従来手法を採用すれば足りるが、中間層を形成するためには従来とは異なる手法、延いては、FRP層と中間層とを備える積層物の形成に要する装置や手順の設計に格段の工夫が必要になってくる。例えば、FRP層の形成手段と中間層の形成手段との干渉が起こらないような工夫が必要である。また、かかる干渉が起こらない場合であっても、樹脂の供給はFRP層の形成にも中間層の形成にも必要であることから、FRP層の形成手段と中間層の形成手段における樹脂供給手段の共通化を念頭に入れた設計を行うことも可能である。
【0009】
本発明は、以上の点に鑑みてなされたものであり、上記の新たな発明の実施に好適な積層物の形成技術を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明の第1の形態に係る積層物の形成システムは、内側及び外側の繊維強化プラスチック層と、該内側及び外側の繊維強化プラスチック層の間に配置され、樹脂成形物の粉砕物又は粉体が配合された樹脂層を少なくとも一層含む中間層とを備える積層物を台座上に形成する積層物の形成システムであって、樹脂層を形成する機能を有する第1の装置と、内側及び外側の繊維強化プラスチック層を形成する機能を有する第2の装置とを備え、第1及び第2の装置が台座に対し相対的に移動可能であることを特徴とする。
【0011】
本発明の第2の形態に係る積層物の形成システムは、第1の形態に係るものにおいて、第1及び第2の装置のいずれか一方の装置が、他方の装置が層を形成する際、当該他方の装置と干渉しない位置に移動可能であることを特徴とする。
【0012】
本発明の第3の形態に係る積層物の形成システムは、第1又は第2の形態に係るものにおいて、第2の装置が、内側及び外側の繊維強化プラスチック層の間に配置され、樹脂層の端部断面と接触する端部封止部を形成する機能を有することを特徴とする。
【0013】
本発明の第4の形態に係る積層物の形成システムは、第1乃至第3の何れかの形態に係るものにおいて、台座が、回転可能な芯金であり、第1及び第2の装置のいずれか一方の装置の少なくとも一部が、台座の回転軸方向に沿って、他方の装置に対し相対的に移動可能であることを特徴とする。
【0014】
本発明の第5の形態に係る積層物の形成システムは、第1乃至第4の何れかの形態に係るものにおいて、樹脂層が、繊維強化プラスチック及び熱可塑性プラスチックの少なくとも一方の廃材からなる樹脂成形物の粉砕物又は粉体が50重量%以上の含有率で配合され、液状樹脂及び硬化剤が供給され、樹脂テープで固定されてなる樹脂層であることを特徴とする。
【0015】
本発明の第6の形態に係る積層物の形成方法は、内側及び外側の繊維強化プラスチック層と、該内側及び外側の繊維強化プラスチック層の間に配置され、樹脂成形物の粉砕物又は粉体が配合された樹脂層を少なくとも一層含む中間層とを備える積層物を台座上に形成する積層物の形成方法であって、台座に対し相対的に移動が可能な第2の装置により、内側の繊維強化プラスチック層を形成する工程と、台座に対し相対的に移動が可能な第1の装置により、樹脂層を形成する工程と、第2の装置により、前記中間層の上に前記外側の繊維強化プラスチック層を形成する工程と、を有することを特徴とする。
【0016】
本発明の第7の形態に係る積層物の形成方法は、内側及び外側の繊維強化プラスチック層と、該内側及び外側の繊維強化プラスチック層の間に配置され、樹脂成形物の粉砕物又は粉体が配合された樹脂層を少なくとも一層含む中間層と、前記内側及び外側の繊維強化プラスチック層の間に配置され、前記樹脂層の端部断面と接触する端部封止部とを備える積層物を台座上に形成する積層物の形成方法であって、台座に対し相対的に移動が可能な第2の装置により、前記内側の繊維強化プラスチック層及び該内側の繊維強化プラスチック層上に前記端部封止部を形成する工程と、台座に対し相対的に移動が可能な第1の装置により、前記端部封止部の一部と接触するように前記中間層を形成する工程と、第2の装置により、前記中間層の上に、該中間層と接触していない前記端部封止部の一部又は全部を覆うように前記外側の繊維強化プラスチック層を形成する工程と、を有することを特徴とする。
【0017】
本発明に係る第8の形態に係る積層物の形成方法は、第6又は第7の形態に係るものにおいて、第1及び第2の装置のいずれか一方の装置が層を形成する前に、その一方の装置と干渉しない位置に他方の装置を移動させる工程とを有することを特徴とする。
【0018】
本発明の第9の形態に係る積層物の形成方法は、第6乃至第8の何れかの形態に係るものにおいて、第1の装置により形成される樹脂層は、繊維強化プラスチック及び熱可塑性プラスチックの少なくとも一方の廃材からなる樹脂成形物の粉砕物又は粉体が50重量%以上の含有率で配合され、液状樹脂及び硬化剤が供給され、樹脂テープで固定されてなる樹脂層であることを特徴とする。
【0019】
なお、以上の本発明の各形態における次に掲げる用語の意味は以下のとおりである。
【0020】
(1) 「台座」とは、その上に積層物が形成される型又は型枠となる部材をいい、形状、材質等は問わない。管状、環状又は円筒状の積層物を形成する場合には、その形に応じた管状、円筒状、円柱状等の芯金(マンドレル)を使用するが、この芯金も台座である。また、中間層は、この樹脂層を必須に備える限り、その他の層を備えていてもよい。構造体とは、形状や用途を問わず、有形の物体を広く意味し、本発明を適用することで形成される積層物を含む。
【0021】
(2) 「50重量%以上の樹脂成形物の粉砕物又は粉体が配合されて形成される樹脂層」とは、樹脂成形物の粉砕物又は粉体の重量を分子とし、対象となる樹脂層を形成する物質の重量の総和を分母とし、この分数に100を掛けた値が、50以上になるものを意味している。この場合、樹脂成形物の粉砕物又は粉体及び樹脂と硬化剤以外のもの(例えば添加剤や樹脂テープ)の重量は相当小さい。それ故、対象となる樹脂層を形成するために配合される樹脂成形物の粉砕物又は粉体の重量%は、その樹脂層において、樹脂成形物の粉砕物又は粉体の重量を分子とし、樹脂成形物の粉砕物又は粉体及び樹脂と硬化剤の各重量の総和を分母とし、この分数に100を掛けた値に近似できる。本発明においては、この近似値をもって樹脂成形物の粉砕物又は粉体の「50重量%以上」を規定している。なお、後述するが、脂成形物の粉砕物又は粉体は79重量%以下であることが好ましい。
【0022】
(3) 「樹脂成形物」の種類については特に限定はない。しかし、FRP又は熱可塑性プラスチックの廃材を採用した場合には、より多くのFRP廃材を再利用する又はFRP廃材の廃棄量をより減少させることができる。
【0023】
(4) 「樹脂成形物の粉砕物又は粉体」の大きさについては特に限定はないが、後述のとおり、最大粒径10mm以下の粒度に調整されているものが好適である。また、「樹脂成形物の粉砕物又は粉体」の粒度調整の程度についても特に限定はないが、適度の大きさに粒度調整が施されるほど、これにより形成される樹脂層の均質性(強度のバラツキが少ないこと、樹脂及び硬化剤の分散や浸透の程度、或いは樹脂硬化の程度又は均一性にバラツキが少ないことを含む)が確保されたものになるので、粒度調整が施されることが望ましい。
【0024】
(5) 「積層物」は、各層を形成後、樹脂を硬化させて出来上がる構造体を主として意味しているが、各層を形成後、樹脂の硬化が進行中のものを排除するものではない。
【0025】
(6) 「樹脂及び硬化剤を供給する」ことには、樹脂成形物の粉砕物又は粉体に対し、樹脂及び硬化剤を均一に供給すること、特に「散布」や「塗布」することが含まれる。なお、樹脂及び硬化剤が供給された樹脂成形物の粉砕物又は粉体が配置する下地に対し、予め樹脂及び硬化剤を供給する場合も「樹脂及び硬化剤を供給する」に含まれる。
【0026】
(7) 例えば「芯金上」、「内側の繊維強化プラスチック層(FRP層)の上」と表現する場合、芯金やFRP層と直接接触する位置を意味するだけでなく、芯金やFRP層と別の部材(離型シート、保護層、事前に形成された内側のFRP層、樹脂層、端部封止部を含む)を介する位置も意味する。同様に、「内側及び外側の繊維強化プラスチック層(FRP層)の間」とは、内側及び内側のFRP層の少なくとも一方のFRP層に直接接触する位置を意味するだけでなく、別の部材を介する位置も意味する。
【0027】
(8) 第1の装置が台座に対し「相対的に移動が可能」であるとは、台座及び第1の装置がともに他方に対し移動可能である場合、並びに台座及び第1の装置のいずれか一方の位置が固定され、他方が移動可能である場合のいずれかをいう。第2の装置が台座に対し「相対的に移動が可能」であることも、同様であり、台座及び第2の装置がともに他方に対し移動可能である場合、並びに台座及び第2の装置のいずれか一方の位置が固定され、他方が移動可能である場合のいずれかをいう。第1及び第2の装置のいずれか一方の装置が他方の装置に対し「相対的に移動が可能」であるとは、第1及び第2の装置がそれぞれ他方の装置に対し移動可能である場合、並びに第1及び第2の装置のいずれか一方の装置の位置が固定され、他方の装置が移動可能である場合のいずれかをいい、台座の位置が固定されていると否とを問わない。
【0028】
(9) 「第1の装置」は、樹脂成形物の粉砕物又は粉体が配合された樹脂層を少なくとも一層形成する機能を有する機器、装置又は設備の一部又は全部をいい、その他の機能を有するものであっても構わない。「第2の装置」は、FRP層、特に内側及び外側のFRP層を形成する機能を有する機器、装置又は設備の一部又は全部をいい、その他の機能を有するものであっても構わない。例えば、第2の装置が、台座上に内側のFRP層を形成する前に離型シートや保護層を予め形成する機能を有するものであっても、FRP層(内側及び外側のFRP層を含み、端部封止部がFRP層で形成される場合には、当該端部封止部も含む)を形成する機能を有するものであればこれに該当する。
【0029】
「第1の装置」及び「第2の装置」は、いずれもその定義から明らかなように、複数の機器、装置等の集合体として構成されていてよく、全体が移動可能であるものであっても、一部のみが移動可能で残り残りの部分が床や敷地などに固定されて移動不能であるものであってもよい。従って、第1の装置が台座に対し「相対的に移動が可能」であるという意味には、第1の装置の一部及び台座が他方に対し移動可能であること、並びに第1の装置の一部及び台座のいずれか一方の位置が固定され、他方が移動可能であることが含まれる。第2の装置が台座に対し「相対的に移動が可能」であるという意味似ついても同様であり、第2の装置の一部及び台座が他方に対し移動可能であること、並びに第2の装置の一部及び台座のいずれか一方の位置が固定され、他方が移動可能であることが含まれる。
【0030】
(10) 「第1及び第2の装置のいずれか一方の装置が、他方の装置が層を形成する際、当該他方の装置と干渉しない位置に移動可能である」とは、当該一方の装置全体が移動可能であることを意味するのではなく、当該他方の装置と干渉し得る部分が移動可能であることを意味する。従って、この意味には、当該他方の装置と干渉する限り、当該一方の装置の全部又は一部が移動可能であることが含まれる。「第1及び第2の装置のいずれか一方の装置が層を形成する前に、その一方の装置と干渉しない位置に他方の装置を移動させる」の意味も同様であり、当該他方の装置と干渉する限り、当該一方の装置の全部又は一部を移動させることが含まれる。
【0031】
(11) 「干渉」とは、機器、装置、設備、部材等(台座を含む)の物理的な衝突のみならず、広く、積層物の形成に必要な作業の実施を困難にすることを意味する。従って、例えば、第1及び第2の装置が物理的に衝突しない位置に配置していたとしても、積層物の形成を行うことが難しい程に近接配置している場合、第1の装置の機械的振動が第2の装置に及び、第2の装置による層の形成が困難になる場合などは、「干渉」している場合に該当する。
【0032】
なお、機器、装置、設備、部材等(台座を含む)の共有化、即ち、例えば、第1及び第2の装置による層形成に必要な樹脂や硬化剤の供給を単一・共通の供給手段により行う場合、当該供給手段の機能は両装置により共有されており、第1の装置の構成要素とも、第2の装置の構成要素とも見ることができる。しかし、このような共有化は、積層物の形成に必要な作業の実施を困難にする要因にならない限り、「干渉」には該当しない。
【0033】
(12) 「樹脂テープ」とは、ポリエステル樹脂製帯状体が典型例であるが、少なくとも液状樹脂及び硬化剤が供給された樹脂成形物の粉砕物又は粉体を覆い、締め付ける又は固定することができるものであれば、材質や形状は問わない。樹脂シートもこれに含まれる。なお、樹脂テープでより多くの樹脂層を形成し、これを積層して中間層を形成することが積層物において必要な強度を確保するためには望ましく、樹脂成形物の粉砕物又は粉体の配合量が多い積層物を実現するためには特に望ましい。
【発明の効果】
【0034】
本発明の第1の形態では、内側及び外側のFRP層を形成するための装置と、中間層を構成する樹脂層を形成するための装置とを別々に設けてあり、従って、発明者が開発した新たな発明に係る積層物(内側及び外側の繊維強化プラスチック層と、該内側及び外側の繊維強化プラスチック層の間に配置され、樹脂成形物の粉砕物又は粉体が配合された樹脂層を少なくとも一層含む中間層とを備える積層物)を台座上に形成するのに好適なシステムを実現することができる。
【0035】
本発明の第2の形態によれば、第1及び第2の装置がそれぞれ台座に対し相対的に移動可能なので、第1及び第2の装置のいずれか一方の装置が、他方の装置が層を形成する際、当該他方の装置と干渉しない位置に移動可能となり、第1及び第2の装置により、積層物を台座上に形成することに不具合が生じない。
【0036】
本発明の第3の形態によれば、内側及び外側の繊維強化プラスチック層の間に配置され、樹脂層の端部断面と接触する端部封止部を備える積層物であっても、台座上に支障なく形成することができる。
【0037】
本発明の第4の形態によれば、第1及び第2の装置が互いに干渉することなく台座の回転軸に沿って移動可能となり、積層物を台座上に形成することに不具合が生じない。
【0038】
本発明の第5の形態によれば、繊維強化プラスチック及び熱可塑性プラスチックの少なくとも一方の廃材からなる樹脂成形物の粉砕物又は粉体が50重量%以上という高含有率で配合され、液状樹脂及び硬化剤が供給され、樹脂テープで固定されてなる樹脂層を少なくとも一層含む中間層を備える積層物を台座上に形成する場合であっても、第1及び第2の装置が互いに干渉しない位置に移動可能となり、当該積層物を台座上に形成することに不具合が生じない。
【0039】
本発明の第6及び第7の形態によれば、発明者が開発した新たな発明に係る積層物(端部封止部を備えるものを含む)を支障なく台座上に形成することができる。
【0040】
本発明の第8の形態によれば、第1及び第2の装置を互いに干渉することなく必要な手順で稼動させることができ、目的とする積層物を支障なく形成することができる。
【0041】
本発明の第9の形態によれば、繊維強化プラスチック及び熱可塑性プラスチックの少なくとも一方の廃材からなる樹脂成形物の粉砕物又は粉体が50重量%以上という高含有率で配合され、液状樹脂及び硬化剤が供給され、樹脂テープで固定されてなる樹脂層を少なくとも一層含む中間層を備える積層物を台座上に支障なく形成することができる。
【0042】
よって、本発明によれば、内側及び外側の繊維強化プラスチック層と、該内側及び外側の繊維強化プラスチック層の間に配置され、樹脂成形物の粉砕物又は粉体が配合された樹脂層を少なくとも一層含む中間層とを備える積層物を台座上に形成するために好適な技術を提供することができる。特に本発明によれば、内側及び外側の繊維強化プラスチック層の間に配置され、樹脂層の端部断面と接触する端部封止部を備える積層物を台座上に形成するためにより好適な技術を提供することができる。
【発明を実施するための最良の形態】
【0043】
以下において、本発明の実施の形態を図面に基づき説明する。なお、共通の構成要素につき共通の番号を付して各図の説明を行う。
【0044】
1. 第1の実施例
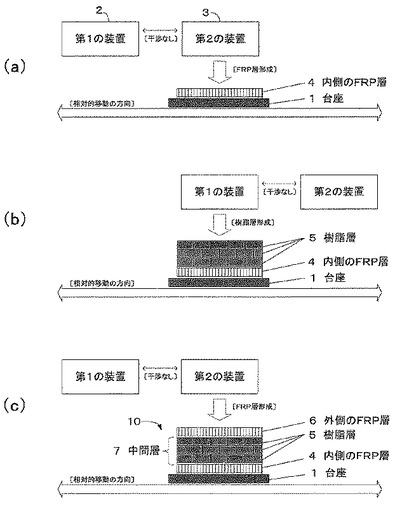
図1は、本発明に係る第1の実施例である積層物の形成システム及び形成方法の説明図である。この図において、1は台座、2、3はそれぞれ第1及び第2の装置、4は内側のFRP層、5は樹脂層、6は外側のFRP層、7は、内外側のFRP層4、6の間に配置され、樹脂層5を少なくとも1層含む中間層である。双方向矢印は、台座1に対し第1及び第2の装置2、3が相対的に移動可能であることを模式的に示すものである。
【0045】
図中(a)、(b)及び(c)は、積層物の形成方法の工程フローを示す。まず、第2の装置により台座1上にFRP層が形成され、これが内側のFRP層4となる。このとき、第1の装置2は第2の装置3から離隔した位置に配置され、両装置間の干渉の発生が回避される(図1(a))。台座1とFRP層4との間には、離型シートや保護層が配置しても構わない。
【0046】
次に、第1の装置2によりFRP層4上に樹脂層5が一層以上形成される。第2の装置3は第1の装置2から離隔した位置に配置され、両装置間の干渉の発生が回避される(図1(b))。樹脂層5を一層以上形成する過程で、又はその前後において、樹脂層5とは異なる層が形成されても構わない。
【0047】
更に、第2の装置3により樹脂層5上にFRP層が形成され、これが外側のFRP層6となる。このとき、第1の装置2は第2の装置3から離隔した位置に配置され、両装置間の干渉の発生が回避される(図1(c))。内外側のFRP層4、6の間に配置され、樹脂層5を一層以上含む部分が中間層7に相当する。
【0048】
かくして、台座1に対し相対的に移動可能な両装置2、3は互いに干渉を起こすことなく、内側及び外側のFRP層と、このFRP層の間に配置され、樹脂成形物の粉砕物又は粉体が配合された樹脂層を少なくとも一層含む中間層とを備える積層物が台座上に形成される。
【0049】
2. 第2の実施例
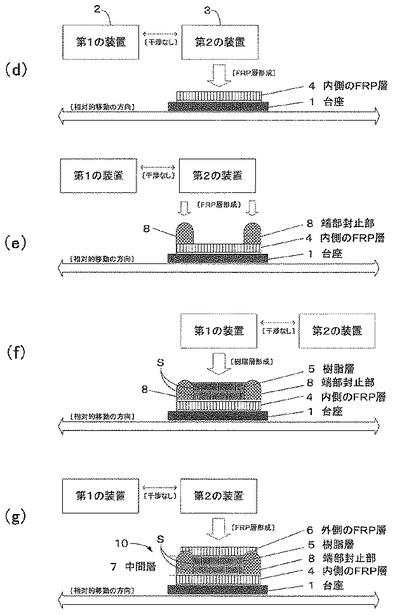
図2は、本発明に係る第2の実施例である積層物の形成システム及び形成方法の説明図である。この図において、8は端部封止部であり、FRPから形成することができる。図中(d)、(e)、(f)及び(g)は、端部封止部を備える積層物の形成方法の工程フローを示す。まず、第2の装置により台座1上にFRP層が形成され、これが内側のFRP層4となる。このとき、第1の装置2は第2の装置3から離隔した位置に配置され、両装置間の干渉の発生が回避される(図2(d))。台座1とFRP層4との間には、離型シートや保護層が配置しても構わない。
【0050】
次に、第2の装置によりFRP層4の一部の上にFRP層が形成され、これが端部封止部8となる。端部封止部8が複数(図2では2箇所)ある場合に、各端部封止部8に相当するFRP層が形成される必要の都度、当該各端部封止部8が形成すべき位置に第2の装置を台座に対し相対的に移動させ、当該FRP層が形成される。このとき、やはり、第1の装置2は第2の装置3から離隔した位置に配置され、両装置間の干渉の発生が回避される(図2(e))。FRP層4と端部封止部8との間には、別の層が介在しても構わない。
【0051】
次に、第1の装置2によりFRP層4上及び端部封止部8の一部の上に樹脂層5が一層以上形成される。第2の装置3は第1の装置2から離隔した位置に配置され、両装置間の干渉の発生が回避される(図1(f))。樹脂層5を一層以上形成する過程で、又はその前後において、樹脂層5とは異なる層が形成されても構わない。
【0052】
更に、第2の装置3により樹脂層5上及び端部封止部8の一部又は全部の上にFRP層が形成され、これが外側のFRP層6となる。このとき、第1の装置2は第2の装置3から離隔した位置に配置され、両装置間の干渉の発生が回避される(図1(c))。内外側のFRP層4、6の間に配置され、樹脂層5を一層以上含む部分が中間層7に相当する。なお、樹脂層5の端部断面Sが外部に露出しないように、FRP層6が形成されるが、樹脂層5の端部断面が外部に露出しないように形成される限り、端部封止部8の全部の上にFRP層6が形成される必要はない。
【0053】
かくして、台座1に対し相対的に移動可能な両装置2、3は互いに干渉を起こすことなく、内側及び外側のFRP層と、このFRP層の間に配置され、樹脂成形物の粉砕物又は粉体が配合された樹脂層を少なくとも一層含む中間層と、樹脂層5又は中間層7を備える積層物が台座上に形成される。
【0054】
なお、図1及び図2において、第1及び第2の装置2、3間の距離は一定に描かれているが、この距離は可変である。それぞれの装置は台座1に対し相対的な移動が可能であるので、両装置2、3のいずれか一方の装置は、他方の装置に対して相対的な移動が可能であるからである。
【0055】
また、図1及び図2のおいて図1(c)以降及び図2(g)以降については、任意の方法で積層物が硬化させられ、成形体として仕上げられる。例えば、板状の成形体を製造しようとする場合には、外側のFRP層6に図示しない保護層及び離型シートが、さらにその上に台座1と対になる台座(又は固定部材)が配置され、加圧プレスされ、硬化処理が施された後、台座から取り外されて成形体として出来上がる。
【0056】
図1及び図2に示した台座1は、平板として描かれているが、回転可能な芯金(マンドレル)の一部を示すものでもある。台座1がこのような回転可能な芯金である場合には、第1及び第2の装置のいずれか一方の装置の少なくとも一部は、芯金の回転軸方向に沿って(図1及び図2に示す「相対的移動の方向」と平行な方向に沿って)、他方の装置に対し相対的に移動を可能にすることができる。そして、図2に示す端部封止部8は、芯金上に形成される積層物の当該回転軸方向の両端部側に配置されることになる。かくして、FRP層の間に配置され、樹脂成形物の粉砕物又は粉体が配合された樹脂層を少なくとも一層含む中間層とを備える積層物、並びに内側及び外側のFRP層の間に配置され、樹脂層の端部断面と接触する端部封止部を備える積層物を、回転可能な芯金上に支障なく形成することができる。
【0057】
3. 中間層の実施例
図3は、本発明に係る形成システム及び形成方法により形成される積層物の一部断面を模式的に示す。図中、31はFRP構造体、32は内側強化層、33は中間層、34は外側強化層であり、内側強化層32、中間層33及び外側強化層34により積層構造311を構成する。
【0058】
中間層33は樹脂層36又はこれを含む層である。樹脂層36は、50重量%以上の樹脂成形物の粉砕物又は粉体37、及び樹脂と硬化剤が配合されて形成され、更に顔料、粘度調整用の充填剤その他の添加剤が任意に配合されて形成される。当該樹脂は、樹脂層36を形成する際の樹脂含浸の必要性を考えると液状のものが好適であり、具体的には不飽和ポリエステル樹脂に代表される液状の熱硬化性樹脂が望ましい。
【0059】
樹脂層36は、内部に中間強化層(図示せず)を備えて、その結果、内側強化層32と中間強化層及び中間強化層と外側強化層34の間に樹脂層36が形成されるような形態をとっても構わない。更に、樹脂層36は、例えばポリエステル樹脂からなるテープ(図示せず)により覆われていても構わず、かかる樹脂テープにより覆われた複数の樹脂層が積層されて形成されていても構わない。
【0060】
図4は、本発明に係る形成システム及び形成方法により形成される他の積層物を模式的に示す。図3の場合と同様、この図は、中間層の端部側を示すものではなく、従って、端部封止部及びその近傍の構成について示してはいない。
【0061】
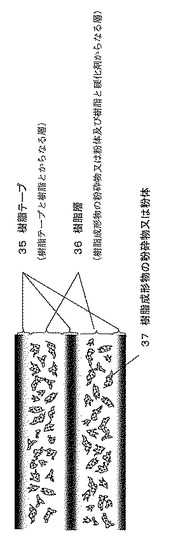
この図に示す構造体では、複数の樹脂層36のそれぞれが樹脂テープ(又は樹脂シート)35で覆われている。各樹脂層36は、50重量%以上の樹脂成形物の粉砕物又は粉体37が配合されて形成されている。樹脂層36は、樹脂成形物の粉砕物又は粉体、及び樹脂と硬化剤が配合されて形成されるが、顔料、粘度調整用の充填剤その他の添加剤が配合されていても構わない。樹脂層36を形成するために配合される樹脂は、これを形成する際の樹脂含浸の必要性を考えると液状のものが好適であり、具体的には不飽和ポリエステル樹脂に代表される液状の熱硬化性樹脂が望ましい。樹脂テープ35は、ポリエステル樹脂が好適であるが、これに限定されない。樹脂テープ35は、各樹脂層36を強く固定するように配置するのが好ましいので、この目的に適した素材を選択すればよい。樹脂層6に硬化処理を施した後は、樹脂テープ36とその近傍の樹脂層36とは強固に一体化し、樹脂テープ36のみを剥離することが困難な、一定の厚みを持って構成された層の如き様相を呈するに至る。
【0062】
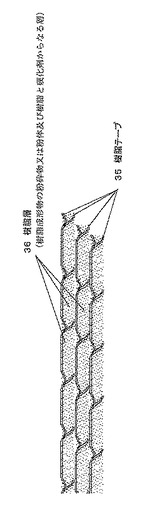
図5は、本発明に係る形成システム及び形成方法により形成される他の積層物の一部断面を模式的に示す。図中の番号の意味は、図3及び図4に示す番号のそれと同じである。この図に示すFRP構造体の基本構造は、図4に示すものの変形であり、図4に示した構造体の場合と同様に、複数の樹脂層36とこれを覆う樹脂テープ(または樹脂シート)の積層構造を採る。しかし、複数の樹脂層36のそれぞれが樹脂テープ(又は樹脂シート)35で覆われ、これが稠密に折り重なり、隣接する樹脂層間の間隙や各樹脂層の端部を埋めて覆うように積層している点が図4には示されていない特徴である。これにより、各樹脂層36の周囲が隙間なく樹脂テープ35により覆われる。樹脂層36に硬化処理を施した後は、樹脂テープ36とその近傍の樹脂層36とが強固に一体化し、一定の厚みを持って構成された層の如き様相を呈するに至るので、このような積層状態は、構造体のより高い強度の確保・維持のために重要である。
【0063】
4. 中間層の他の実施例
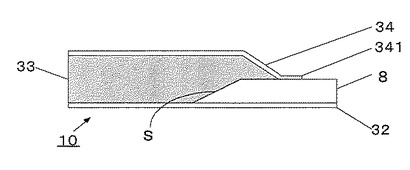
図6は、本発明に係る形成システム及び形成方法により形成される積層物(中間層の端部領域に限る)の一部断面を模式的に示す。図中、31は積層物、32は内側強化層、33は中間層、34は外側強化層であり、内側強化層32、中間層33及び外側強化層34により積層構造を構成する。中間層33は、図4及び図5に示すような樹脂層36を含んでいてもよい。Sは中間層の端部断面であり、これと接触する8が端部封止部である。端部封止部8は、内外側強化層32、34の間に配置し、内外側強化層32、34とともに中間層の端部断面Sを取り囲むように配置されている。
【0064】
端部封止部8は、各強化層32、34と直接接触するように配置されていてもよいし、別の部材や層を介して接触するように配置されていてもよい。また、外側強化層34は、端部封止部8の全面を覆うように配置されていてもよく、図に示すように、端部封止部8の一部を覆うように(外側強化層の先端341が端部封止部8上に残っている状態に)配置されていても構わない。要は、内外側強化層32、34とともに中間層の端部断面Sを取り囲むように配置されていることに意味がある。このような構成により、端部断面Sの外部露出が防止することができ、機械的強度、例えば外側強化層や内側強化層と中間層との間に働くせん断力に対する強度の経時的劣化を抑制できる。
【0065】
5. 積層物の形成方法の実施例
(1)形成方法1
図7は、本発明に係る積層物の形成方法に関する実施例に関し、特にその工程フローを示す。この工程フローでは、まず、基材(台座)を準備して配置し、この上に離型シートを配置し、更に保護層を形成する。次いで保護層の上にFRP層を成形する。形成したFRP層の上に液状樹脂及び硬化剤を塗布し、50重量%以上の樹脂成形物の粉砕物又は粉体37を堆積し、そこに液状樹脂及び硬化剤を塗布する。引き続き堆積層の上にFRP層、保護層を順に形成し、離型シートを配置した後、その上に別の基材を配置する。この結果、一組の基材の間に、離型シート、保護層、FRP層が対になって配置し、中央に樹脂が含浸した樹脂成形物の粉砕物又は粉体の堆積層が配置することになる。このようなFRP構造体に圧縮力を印加しつつ硬化処理を施し、堆積層を硬化させる。この硬化処理は、常温硬化によるもので構わないが、FRP構造体に圧縮力を印加しつつ硬化させることから、加熱炉により加速的に行うものの方が好適である。
【0066】
なお、樹脂成形物の粉砕物又は粉体37の堆積層が樹脂層36又は中間層33に、また、一対のFRP層は、内外側強化層32、34に相当する。また、基材の配置とは、例えば工程フローにおいて使用する型としては、硬化処理を施すことで所望の形状のFRP構造体を実現することができる上型と下型(一組の型)であって、その硬化処理の過程で圧縮力を印加し易い工夫が施されたものが好適である。
【0067】
この図に示す方法により形成される積層物では、樹脂成形物の粉砕物又は粉体37の堆積層に上下両側から樹脂が硬化剤とともに十分含浸するので、混練作業を省略することができ、硬化処理の回数を減らすこともできる。また、樹脂成形物として、FRP、熱可塑性プラスチック等からなるものを採用すると、より多くの廃材の再利用が可能になり、廃棄量を低減することができる。更に、当該樹脂成形物の粉砕物又は粉体37の粒度を最大粒径基準で10mm以下に調整しておけば、これが50重量%以上という高い含有率で配合されていても、形成される樹脂層の均質性が確保され、層間剥離が生じ難く、外観的にも異常を生じない健全なFRP構造体になる。
【0068】
(2)形成方法2
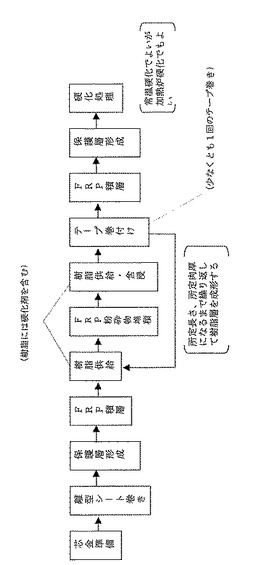
図8は、本発明に係る積層物の形成方法の他の実施例に関し、特にその工程フローを示す。即ち、まず芯金(マンドレル)を準備し、これに離型シートを巻き付け、保護層を形成し、FRPを積層する。このFRP層が内側強化層32に相当する。次いで、硬化剤とともに液状樹脂を供給し、その上に樹脂成形物の粉砕物又は粉体37を供給して堆積し、更にその上に硬化剤とともに液状樹脂を供給し、樹脂成形物の粉砕物又は粉体37の堆積物に含浸させ、その上から樹脂テープ35を巻き付ける。樹脂テープ35としては例えばポリエステル樹脂からなるものが好適である。樹脂テープ35は、樹脂成形物の粉砕物又は粉体37の堆積物を強く固定するように巻き付ける。
【0069】
樹脂成形物の粉砕物又は粉体37の堆積物の形成、樹脂の含浸及び樹脂テープ35の巻き付けまでの一連の工程を、所定長さ、所定肉厚になるまで連続的に繰り返えす。通常は、2〜6回程度繰り返えすが、この繰り返し数は、FRP構造体の要求されるFRP構造体の形態や用途などによって異なり、1回で足りる場合もあれば、7回以上の場合もある。樹脂テープ35で覆うことにより、樹脂成形物の粉砕物又は粉体37の堆積物を樹脂層36として成形する。樹脂層36は樹脂テープ35とともに中間層33を構成する。なお、中間層33又は樹脂層36の強度を高める場合には、樹脂テープ35の巻き付け強度(張力)を大きくし、一般論であるが巻き付け回数を多くすれば足りるが、樹脂層36を成形する過程で、FRPの中間強化層を形成する工程を挿入し、中間強化層の上下に樹脂層36が配置するようにして構造を強化してもよい。
【0070】
その後、樹脂層36の上にFRPを積層し、保護層を設けた後、硬化処理を施す(。樹脂層の上に成形されるFRP層が外側強化層34に相当し、内外側強化層32、34に相当するFRP層とその間に存する樹脂層を備える中間層33とにより積層構造311が構成される。
【0071】
図8に示す工程フローにおいて、樹脂成形物の粉砕物又は粉体37を50重量%以上という高い含有率で配合して樹脂層36を形成すると、より多くの廃材の再利用が可能になり、廃棄量を低減することができる。また、樹脂層36においては、当該樹脂成形物の粉砕物又は粉体37が最大粒径10mm以下の粒度に調整されていると、各層36の均質化の程度が増すので、後述のとおり、層間剥離が生じ難く、外観的にも異常を生じない健全な構造体を製造することができる。また、このフローでは、樹脂成形物の粉砕物又は粉体37の堆積物に液状樹脂と硬化剤を散布、塗布その他の態様で供給することでその堆積物への樹脂含浸を行うので、混練作業、及びこの作業に要する機器、設備等が無用になる。
【0072】
樹脂成形物の粉砕物又は粉体37の堆積物を形成する後に液状樹脂と硬化剤を供給するだけで当該堆積物に十分樹脂が含浸するのならば、事前に液状樹脂と硬化剤を供給しておく必要はない。しかし、樹脂含浸を徹底するためには事前に供給しておくことが望ましい。特に、たとえ堆積層がより厚くとも、層間剥離が生じ難く、外観的にも異常を生じない健全な構造体を確実に製造するためには、当該堆積物への樹脂含浸の徹底は不可欠であり、従って、液状樹脂と硬化剤を事前に供給することがより望ましい。
【0073】
また、硬化処理による樹脂層36の硬化はいわゆる常温硬化であってもよいし、加熱炉により加速的に行うものであっても構わない。いずれの硬化処理の場合であれ、従来のプロセスフローよりも少ない加熱炉数又は硬化処理数になり、より簡素なフローになる。
【0074】
6. 第1の装置の実施例
図9は、本発明に係る積層物の形成システム、特に第1の装置の実施例の構成ブロック図を示す。また、図10は、その装置の要部に関するより具体的な構成図である。両図において付してある共通の数字や記号は、共通の構成要素を意味している。
【0075】
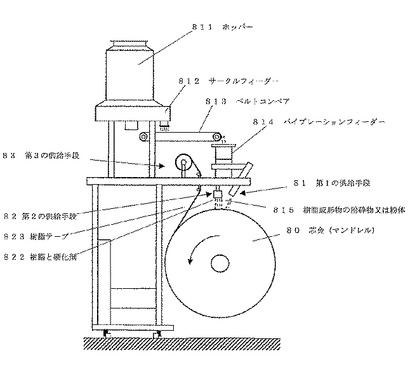
この装置は、図示しない回転機構により自転する芯金(マンドレル)80を成形型とし、これを下地にして円筒形状又は管状のFRP構造体を製造するためのものである。この芯金80上に樹脂層36を成形する前に、離型シート、保護層、内側強化層32を必要に応じて予め形成しておく。回転する芯金80上に、樹脂成形物の粉砕物又は粉体37、液状樹脂と硬化剤822、及び樹脂テープ35を、それぞれ第1の供給手段81、第2の供給手段82及び第3の供給手段83により供給する。第2の供給手段82は、調合器で調合された樹脂と硬化剤822をポンプにより芯金80上に散布する手段であり、これにより第1の供給手段81により芯金80上に供給された樹脂成形物の粉砕物又は粉体37に樹脂と硬化剤を供給する。第3の供給手段から供給される樹脂テープ35は、芯金80の回転方向に引き込まれるように移動する。この移動の過程において、樹脂テープ5の張力は調整され、樹脂と硬化剤822が散布された樹脂成形物の粉砕物又は粉体37を樹脂テープ35が強く覆い込む状態となるので、樹脂成形物の粉砕物又は粉体37が芯金80上から落下することを防止でき、樹脂成形物の粉砕物又は粉体37を強く固定する。
【0076】
芯金80上への樹脂成形物の粉砕物又は粉体37の供給量(特に樹脂層36の厚さ)及び粒度は、主として第1の供給手段81により調整される。その調整には、芯金80の回転速度、第2の供給手段82による樹脂及び硬化剤の供給量などが考慮される。
【0077】
また、FRP、熱可塑性プラスチック等からなる樹脂成形物の廃材の粉砕物又は粉体を活用して本発明に係るFRP構造体を製造する場合には、図9に示すように、廃材処理施設70において当該廃材71を粉砕機72による粉砕処理とフィルター73による分別処理を必要回数繰り返し、ある程度の粒度にした後、これを本発明における樹脂成形物の廃材の粉砕物又は粉体として使用に供することになる。
【0078】
図9及び図10に示す実施例では、第1の供給手段81により供給される樹脂成形物の粉砕物又は粉体の制御性(所定の分布状態を実現するための調整し易さと安定供給度)を高めるために、別途、粉砕物調整装置を設けてある。最大粒径10mm以下の粒度に調整し、これをもって樹脂層の均質性を確保しようとする場合には、かかる粉砕物調整装置を設けるのが望ましい。
【0079】
図11は、図10に示す装置の構成要部の動作説明図である。
【0080】
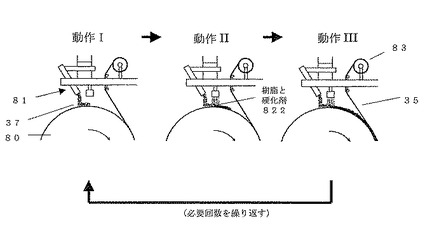
まず、FRPの粉砕物又は粉体を芯金(マンドレル)上に供給する(動作I)。次に、芯金上の樹脂成形物の粉砕物又は粉体7の上に樹脂と硬化剤を第2の供給手段の一部を構成するノズルから供給する。これにより、FRPの粉砕物又は粉体に樹脂や硬化剤を含浸させる(動作II)。なお、樹脂成形物の粉砕物又は粉体7を供給する前に予め樹脂及び硬化剤を供給しておき、その後FRPの粉砕物又は粉体7を供給し、そこに更に樹脂及び硬化剤を供給すれば、樹脂や硬化剤がより含浸し易くなる。更に、樹脂や硬化剤を含浸したFRP粉砕物又は粉体37を樹脂テープ35で覆うように芯金上に強く巻き付ける(動作III)。これにより芯金の傾斜部においてFRP粉砕物又は粉体37は脱落せず、また、樹脂テープ35と芯金との間に入り込む状態で芯金上又は下地上に強く固定される。
【0081】
必要に応じて、動作Iに戻って一連の動作を繰り返す。この場合、芯金80の回転を継続させつつ第2の供給手段による樹脂と硬化剤の供給を連続的に行うと、樹脂成形物の粉砕物又は粉体37を供給する前の樹脂及び硬化剤を供給と、樹脂成形物の粉砕物又は粉体7を供給した後の樹脂及び硬化剤を供給とを連続的に行うことができ、これにより樹脂が十分に含浸した樹脂層、従って均質な各層を連続的に成形することが可能になる。
【0082】
なお、動作Iから動作IIIまでの一連の動作を複数回繰り返す場合には、樹脂成形物の粉砕物又は粉体37を供給する前の樹脂及び硬化剤を供給は、樹脂テープ35を下地として、そこに樹脂及び硬化剤を供給することになる。
【0083】
また、所望の回数だけ一連の動作を繰り返した後も、一定時間又は定期的若しくは間歇的に、芯金80の回転、即ち芯金80上に形成された成形体の回転を継続させることが望ましい。液状樹脂や硬化剤の偏在のおそれがなくなり、成形体の乾燥や硬化(常温硬化)を促すことができるからである。
【0084】
7. 積層物の形成方法及び形成システムの実施例
本発明に係る積層物の形成プロセスの実施例は、図6及び図8に示すフローである。
【0085】
本発明に係る端部封止部8を備える積層物の形成プロセスの実施例は、図6及び図8に示す最初の「FRP層形成」の工程と「樹脂供給」の工程との間に「端部封止部の設置」の工程が介在するフローにより行われることになる。換言すれば、「端部封止部の設置」の工程が介在する点を除き、図6及び図8に示されたフローと概ね変わらない。
【0086】
また、本発明に係る積層物の形成システムは、図2に示すものと同様になる。即ち、中間層33又は樹脂層36を作成するための第1の装置と、内外側強化層32、34及び端部封止部8を設置するための第2の装置とを備え、両装置が台座に対し相対的に移動可能である、第2の装置により構造体の内側強化層32、及び引きを続き内側強化層32上の特定箇所に端部封止部8を配置し、第2の装置を第1の装置と干渉しないように離隔させた後、第1の装置により構造体の中間層33を内側強化層32上に、そして端部封止部8の一部を覆うように形成し、第1の装置を第2の装置と干渉しないように離隔させた後、第2の装置により外側強化層34を中間層33上に、そして端部封止部8の一部又は全部を覆うように形成するものである。第1の装置は、図9(より具体的には図10)に示されたものであれば足りる。第2の装置については、要は所定箇所に端部封止部を配置することができるものであれば特に限定はないが、端部封止部がFRPからなる場合であれば、所定箇所にFRP層を形成することができる従来の装置で十分である。相対的な移動を可能にするためには搬送手段が必要であるが、この搬送手段は、軌道と車輪など、公知の手段を用いれば足りる。
【0087】
8. 第3の実施例
図12は、本発明に係る第3の実施例である積層物の形成システム及び形成方法の説明図である。図1に示した本発明に係る第1の実施例との違いは、第1の装置2と第2の装置3との構成の違いのみである。上記の3(中間層の実施例)、4(中間層の他の実施例)、5(積層物の形成方法の実施例)、6(第1の装置の実施例)及び7(積層物の形成方法及び形成システムの実施例)において説明した事項は、第1及び第2の実施例に当て嵌まるのと同様に、第3の実施例にも当て嵌まる。
【0088】
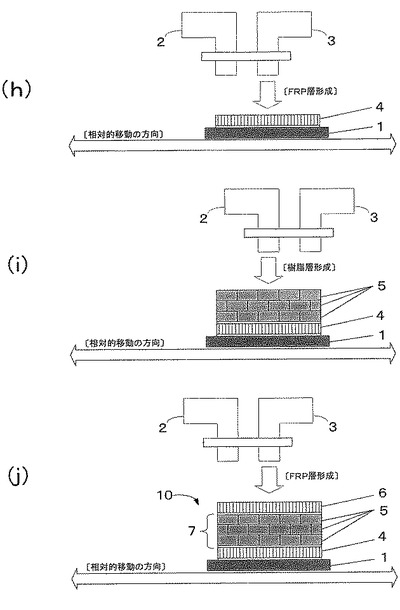
図12に示す第1の装置2と第2の装置3との構成は、両装置の少なくとも一部が干渉することなく一定間隔に固定され(従って互いに相対的な移動が不能な状態にあり)、一体となって台座に対し相対的に移動可能とされている点に特徴がある。当該両装置の少なくとも一部とは、例えば、台座に対し面している部分、特に各装置2、3が形成する層の原材料の供給手段に相当する部分である。両装置のその他の部分(補助的な機器・装置や付帯設備を含む)については、一体となって台座に対し相対的に移動可能である必要はない。
【0089】
第1の装置が形成する層の原材料の供給手段は、樹脂成形物の粉砕物又は粉体の供給するための第1の供給手段81、及び樹脂や硬化剤を供給する第2の供給手段82、及び樹脂テープを供給する第3の供給手段83の少なくとも一つである。第2の装置が形成する層の原材料の供給手段は、通常のFRP層の原材料を供給する手段であり、繊維体の供給する手段及び樹脂と硬化剤を供給する手段が少なくとも含まれる。
【0090】
図中(h)、(i)及び(j)は、積層物の形成方法の工程フローを示すが、基本的に図1に示す(a)、(b)及び(c)の工程フローと同じである。即ち、まず、第2の装置により台座1上にFRP層が形成され、これが内側のFRP層4となる。このとき、第1の装置2は第2の装置3と干渉しない位置に配置される(図12(h))。台座1とFRP層4との間には、離型シートや保護層が配置しても構わない。
【0091】
次に、第1の装置2によりFRP層4上に樹脂層5が一層以上形成される。第2の装置3は第1の装置2と干渉しない父に配置される(図12(i))。樹脂層5を一層以上形成する過程で、又はその前後において、樹脂層5とは異なる層が形成されても構わない。
【0092】
更に、第2の装置3により樹脂層5上にFRP層が形成され、これが外側のFRP層6となる。このとき、第1の装置2は第2の装置3と干渉しない位置に配置される(図12(j))。内外側のFRP層4、6の間に配置され、樹脂層5を一層以上含む部分が中間層7に相当する。
【0093】
かくして、台座1に対し相対的に移動可能な両装置2、3は互いに干渉を起こすことなく、内側及び外側のFRP層と、このFRP層の間に配置され、樹脂成形物の粉砕物又は粉体が配合された樹脂層を少なくとも一層含む中間層とを備える積層物が台座上に形成される。
【0094】
なお、図示はしてないが、第1及び第2の装置において、例えば樹脂や硬化剤を供給する手段を共通化して第2の供給手段82のみとすることができる。この場合、第1の装置によりFRP層が形成するときは、第1の装置の一部である繊維体の供給手段により台座上に繊維体が供給される(された)位置又はその近傍まで第2の供給手段82を相対的に移動させた後、当該第2の供給手段82により必要な樹脂や硬化剤が供給される。また、第2の装置により樹脂層が形成されるときは、第1の供給手段81により台座上に樹脂成形物の粉砕物又は粉体が供給される(された)位置又はその近傍まで第2の供給手段82を相対的に移動させた後、当該第2の供給手段82により必要な樹脂や硬化剤が供給される。これにより、積層物の形成システムの構成をより簡素にすることができる。
【0095】
9. 第4の実施例
図13及び図14は、本発明に係る第3の実施例である積層物の形成システム及び形成方法の説明図である。図2に示した本発明に係る第2の実施例との違いは、第1の装置2と第2の装置3との構成の違いのみである。この構成の違いは、上記8(第3の実施例)において説明した事項がそのまま当て嵌まる。第1及び第2の装置において、一部の手段を共通化すれば、積層物の形成システムの構成をより簡素化できる点も同じである。また、上記の3(中間層の実施例)、4(中間層の他の実施例)、5(積層物の形成方法の実施例)、6(第1の装置の実施例)及び7(積層物の形成方法及び形成システムの実施例)において説明した事項は、第1乃至第3の各実施例に当て嵌まるのと同様に、第4の実施例にも当て嵌まる。
【0096】
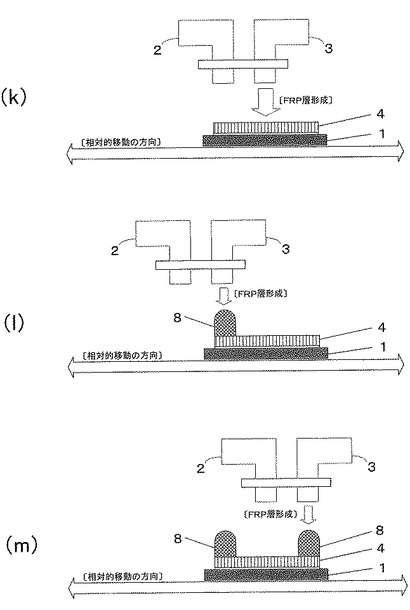
図13及び図14の(k)、(l)、(m)、(n)及び(0)は、積層物の形成方法の工程フローを示すが、基本的に図2に示す(d)、(e)、(f)及び(g)の工程フローと同じである。両図において工程数が異なるが、図2(e)の工程が、図13では(l)と(m)で示してあるに過ぎない。即ち、まず、第2の装置により台座1上にFRP層が形成され、これが内側のFRP層4となる。このとき、第1の装置2は第2の装置3と干渉しない位置に配置される(図13(k))。台座1とFRP層4との間には、離型シートや保護層が配置しても構わない。
【0097】
次に、第2の装置によりFRP層4の一部の上にFRP層が形成され、これが端部封止部8となる。端部封止部8が複数(図13では2箇所)ある場合に、各端部封止部8に相当するFRP層が形成される必要の都度、当該各端部封止部8が形成すべき位置に第2の装置を台座に対し相対的に移動させ、当該FRP層が形成される。このとき、やはり、第1の装置2は第2の装置3と干渉しない位置に配置される(図13(l)、(m))。FRP層4と端部封止部8との間には、別の層が介在しても構わない。
【0098】
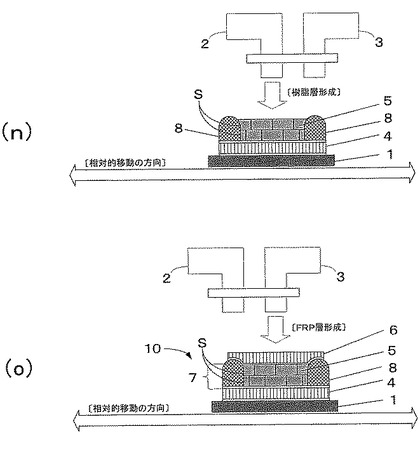
次に、第1の装置2によりFRP層4上及び端部封止部8の一部の上に樹脂層5が一層以上形成される。第2の装置3は第1の装置2と干渉しない位置に配置される(図14(n))。樹脂層5を一層以上形成する過程で、又はその前後において、樹脂層5とは異なる層が形成されても構わない。
【0099】
更に、第2の装置3により樹脂層5上及び端部封止部8の一部又は全部の上にFRP層が形成され、これが外側のFRP層6となる。このとき、第1の装置2は第2の装置3と干渉しない位置に配置される(図14(o))。内外側のFRP層4、6の間に配置され、樹脂層5を一層以上含む部分が中間層7に相当する。なお、樹脂層5の端部断面Sが外部に露出しないように、FRP層6が形成されるが、樹脂層5の端部断面が外部に露出しないように形成される限り、端部封止部8の全部の上にFRP層6が形成される必要はない。
【0100】
かくして、台座1に対し相対的に移動可能な両装置2、3は互いに干渉を起こすことなく、内側及び外側のFRP層と、このFRP層の間に配置され、樹脂成形物の粉砕物又は粉体が配合された樹脂層を少なくとも一層含む中間層と、樹脂層5又は中間層7を備える積層物が台座上に形成される。
【図面の簡単な説明】
【0101】
【図1】本発明に係る第1の実施例の説明図
【図2】本発明に係る第2の実施例の説明図
【図3】本発明に係る形成システム及び形成方保により形成される積層物の一部断面を示す模式図
【図4】本発明に係る形成システム及び形成方保により形成される他の積層物の一部断面を示す模式図
【図5】本発明に係る形成システム及び形成方保により形成される他の積層物の一部断面を示す模式図
【図6】本発明に係る製造方法の実施例のプロセスフロー図
【図7】本発明に係る積層物の形成方法に関する実施例の説明図
【図8】本発明に係る積層物の形成方法に関する他の実施例の説明図
【図9】本発明における第1の装置の実施例の構成ブロック図
【図10】本発明における第1の装置の構成要部の構成図
【図11】本発明における第1の装置の構成要部の動作説明図
【図12】本発明に係る第3の実施例の説明図
【図13】本発明に係る第4の実施例の説明図
【図14】本発明に係る第4の実施例の説明図
【符号の説明】
【0102】
1 台座
2 第1の装置
3 第2の装置
4、32 内側のFRP層(内側強化層)
5、36 樹脂層
6、34 外側のFRP層(外側強化層)
7、33 中間層
8 端部封止部
31、311 積層物、FRP構造体
35 樹脂テープ
37 樹脂成形物の粉砕物又は粉体
70 廃材処理施設
71 廃材
72 粉砕機
73 フィルター
80 芯金
81 第1の供給手段
82 第2の供給手段
83 第3の供給手段
811 ホッパー
812 サークルフィーダー
813 ベルトコンベアー
814 バイブレーションフィーダー
S 中間層の端部断面
【技術分野】
【0001】
本発明は、上下の繊維強化プラスチック層(以下「FRP層」という場合がある)の間に樹脂層を備える中間層が配置された積層物を台座上に形成するための積層物の形成システム及び形成方法に関する。
【背景技術】
【0002】
FRP層を含む積層構造又はサンドイッチ構造を有する構造体(以下「FRP構造体」という)の例として、内側及び外側のFRP層の間に配置される中間層を樹脂モルタルで形成した構造体が知られており(特許文献1)、最近では、その樹脂モルタルに、セルロースフィルム破砕物を含む樹脂成形物の粉砕物や粉体を混入する例も知られている(特許文献2〜4)。
【0003】
樹脂モルタルとは、樹脂モルタルとは、砂粒に液状樹脂を配合して混練したもの(特許文献1)、より詳しくは不飽和ポリエステル樹脂等の熱硬化性樹脂に珪砂等の骨材、顔料、硬化剤、内部離型剤等の添加剤、充填剤を加えて均一に分散するように混練したもの(特許文献2〜4)である。このことは、これらの従来技術においては、樹脂モルタルを製造するための事前の混練作業が不可欠となることを意味している。また、これらの従来技術では、樹脂成形物の粉砕物や粉体を50重量%以上配合させることなく樹脂モルタルが形成されている。
【0004】
なお、これらの従来技術においては、管状の構造体を形成する際、芯金に離型シートと保護層を巻き付けた後、FRP及び樹脂モルタルを所定幅のテープ状にした上で巻き付けて行くので、内外側FRP層の形成手法と中間層に相当する樹脂モルタルの層の形成手法との類似性が高く、見方によっては製造装置周りの設計が比較的容易であるといえるかも知れない。
【0005】
【特許文献1】特開平4−163148号公報
【特許文献2】特開2001−260129号公報
【特許文献3】特開2002−273798号公報
【特許文献4】特開2002−160326号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
これに対し、発明者は、内側及び外側のFRP層の間に配置される中間層に樹脂成形物の粉砕物や粉体を導入することができる新しい技術を開発した。この技術の代表例は、台座上に形成した内側のFRP層に樹脂成形物の粉砕物や粉体を直接供給し、そこに液状樹脂、硬化剤等を供給し、樹脂テープを巻き付けることで固定することで樹脂層を形成し、かかる樹脂層を一層以上形成した後、外側のFRP層を形成することで、内側及び外側のFRP層の間に配置される中間層に樹脂成形物の粉砕物や粉体が配合された樹脂層を少なくとも一層形成された構造体を実現するものである(特願2004−215480号)。これによれば、樹脂成形物の粉砕物又は粉体に樹脂及び硬化剤を均一に混ぜ合わせたのと同等の結果が得られるため、当該樹脂成形物の粉砕物又は粉体を事前に混練しておく必要はなく、また50重量%以上の高配合率で樹脂層が形成されたFRP構造体を実現することができ、より多くのFRP廃材を再利用する又はFRP廃材の廃棄量をより減少させることができる。また、成形完了後に積層物を一度に硬化させるることができるので、その硬化処理を硬化炉で行うか、常温硬化により行うかに拘らず、複数回にわたり硬化炉で熱処理する必要がなくなる。
【0007】
引き続き発明者は、内側及び外側のFRP層の間に配置され、上記の樹脂層の端部断面と接触する部材(端部封止部)を設けるという技術も開発した(特願2006−6799号)。これによれば、樹脂層の端部断面が外部露出することでFRP構造体の機械的強度が経時的に劣化するおそれを解消することができる。このような特長は、例えば、ガソリンスタンドの地下油貯蔵用タンクや消防用地下水槽のように地下に埋設されて長期にわたり使用される構造体を形成する場合に特に意味がある。
【0008】
それ故、まず、上記の新たな発明に係る積層物を台座上に形成する装置や方法が必要になる。とは言うものの、FRP層の形成と中間層の形成を要する上記の新たな発明を実施しようとする場合、FRP層の形成のためには従来手法を採用すれば足りるが、中間層を形成するためには従来とは異なる手法、延いては、FRP層と中間層とを備える積層物の形成に要する装置や手順の設計に格段の工夫が必要になってくる。例えば、FRP層の形成手段と中間層の形成手段との干渉が起こらないような工夫が必要である。また、かかる干渉が起こらない場合であっても、樹脂の供給はFRP層の形成にも中間層の形成にも必要であることから、FRP層の形成手段と中間層の形成手段における樹脂供給手段の共通化を念頭に入れた設計を行うことも可能である。
【0009】
本発明は、以上の点に鑑みてなされたものであり、上記の新たな発明の実施に好適な積層物の形成技術を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明の第1の形態に係る積層物の形成システムは、内側及び外側の繊維強化プラスチック層と、該内側及び外側の繊維強化プラスチック層の間に配置され、樹脂成形物の粉砕物又は粉体が配合された樹脂層を少なくとも一層含む中間層とを備える積層物を台座上に形成する積層物の形成システムであって、樹脂層を形成する機能を有する第1の装置と、内側及び外側の繊維強化プラスチック層を形成する機能を有する第2の装置とを備え、第1及び第2の装置が台座に対し相対的に移動可能であることを特徴とする。
【0011】
本発明の第2の形態に係る積層物の形成システムは、第1の形態に係るものにおいて、第1及び第2の装置のいずれか一方の装置が、他方の装置が層を形成する際、当該他方の装置と干渉しない位置に移動可能であることを特徴とする。
【0012】
本発明の第3の形態に係る積層物の形成システムは、第1又は第2の形態に係るものにおいて、第2の装置が、内側及び外側の繊維強化プラスチック層の間に配置され、樹脂層の端部断面と接触する端部封止部を形成する機能を有することを特徴とする。
【0013】
本発明の第4の形態に係る積層物の形成システムは、第1乃至第3の何れかの形態に係るものにおいて、台座が、回転可能な芯金であり、第1及び第2の装置のいずれか一方の装置の少なくとも一部が、台座の回転軸方向に沿って、他方の装置に対し相対的に移動可能であることを特徴とする。
【0014】
本発明の第5の形態に係る積層物の形成システムは、第1乃至第4の何れかの形態に係るものにおいて、樹脂層が、繊維強化プラスチック及び熱可塑性プラスチックの少なくとも一方の廃材からなる樹脂成形物の粉砕物又は粉体が50重量%以上の含有率で配合され、液状樹脂及び硬化剤が供給され、樹脂テープで固定されてなる樹脂層であることを特徴とする。
【0015】
本発明の第6の形態に係る積層物の形成方法は、内側及び外側の繊維強化プラスチック層と、該内側及び外側の繊維強化プラスチック層の間に配置され、樹脂成形物の粉砕物又は粉体が配合された樹脂層を少なくとも一層含む中間層とを備える積層物を台座上に形成する積層物の形成方法であって、台座に対し相対的に移動が可能な第2の装置により、内側の繊維強化プラスチック層を形成する工程と、台座に対し相対的に移動が可能な第1の装置により、樹脂層を形成する工程と、第2の装置により、前記中間層の上に前記外側の繊維強化プラスチック層を形成する工程と、を有することを特徴とする。
【0016】
本発明の第7の形態に係る積層物の形成方法は、内側及び外側の繊維強化プラスチック層と、該内側及び外側の繊維強化プラスチック層の間に配置され、樹脂成形物の粉砕物又は粉体が配合された樹脂層を少なくとも一層含む中間層と、前記内側及び外側の繊維強化プラスチック層の間に配置され、前記樹脂層の端部断面と接触する端部封止部とを備える積層物を台座上に形成する積層物の形成方法であって、台座に対し相対的に移動が可能な第2の装置により、前記内側の繊維強化プラスチック層及び該内側の繊維強化プラスチック層上に前記端部封止部を形成する工程と、台座に対し相対的に移動が可能な第1の装置により、前記端部封止部の一部と接触するように前記中間層を形成する工程と、第2の装置により、前記中間層の上に、該中間層と接触していない前記端部封止部の一部又は全部を覆うように前記外側の繊維強化プラスチック層を形成する工程と、を有することを特徴とする。
【0017】
本発明に係る第8の形態に係る積層物の形成方法は、第6又は第7の形態に係るものにおいて、第1及び第2の装置のいずれか一方の装置が層を形成する前に、その一方の装置と干渉しない位置に他方の装置を移動させる工程とを有することを特徴とする。
【0018】
本発明の第9の形態に係る積層物の形成方法は、第6乃至第8の何れかの形態に係るものにおいて、第1の装置により形成される樹脂層は、繊維強化プラスチック及び熱可塑性プラスチックの少なくとも一方の廃材からなる樹脂成形物の粉砕物又は粉体が50重量%以上の含有率で配合され、液状樹脂及び硬化剤が供給され、樹脂テープで固定されてなる樹脂層であることを特徴とする。
【0019】
なお、以上の本発明の各形態における次に掲げる用語の意味は以下のとおりである。
【0020】
(1) 「台座」とは、その上に積層物が形成される型又は型枠となる部材をいい、形状、材質等は問わない。管状、環状又は円筒状の積層物を形成する場合には、その形に応じた管状、円筒状、円柱状等の芯金(マンドレル)を使用するが、この芯金も台座である。また、中間層は、この樹脂層を必須に備える限り、その他の層を備えていてもよい。構造体とは、形状や用途を問わず、有形の物体を広く意味し、本発明を適用することで形成される積層物を含む。
【0021】
(2) 「50重量%以上の樹脂成形物の粉砕物又は粉体が配合されて形成される樹脂層」とは、樹脂成形物の粉砕物又は粉体の重量を分子とし、対象となる樹脂層を形成する物質の重量の総和を分母とし、この分数に100を掛けた値が、50以上になるものを意味している。この場合、樹脂成形物の粉砕物又は粉体及び樹脂と硬化剤以外のもの(例えば添加剤や樹脂テープ)の重量は相当小さい。それ故、対象となる樹脂層を形成するために配合される樹脂成形物の粉砕物又は粉体の重量%は、その樹脂層において、樹脂成形物の粉砕物又は粉体の重量を分子とし、樹脂成形物の粉砕物又は粉体及び樹脂と硬化剤の各重量の総和を分母とし、この分数に100を掛けた値に近似できる。本発明においては、この近似値をもって樹脂成形物の粉砕物又は粉体の「50重量%以上」を規定している。なお、後述するが、脂成形物の粉砕物又は粉体は79重量%以下であることが好ましい。
【0022】
(3) 「樹脂成形物」の種類については特に限定はない。しかし、FRP又は熱可塑性プラスチックの廃材を採用した場合には、より多くのFRP廃材を再利用する又はFRP廃材の廃棄量をより減少させることができる。
【0023】
(4) 「樹脂成形物の粉砕物又は粉体」の大きさについては特に限定はないが、後述のとおり、最大粒径10mm以下の粒度に調整されているものが好適である。また、「樹脂成形物の粉砕物又は粉体」の粒度調整の程度についても特に限定はないが、適度の大きさに粒度調整が施されるほど、これにより形成される樹脂層の均質性(強度のバラツキが少ないこと、樹脂及び硬化剤の分散や浸透の程度、或いは樹脂硬化の程度又は均一性にバラツキが少ないことを含む)が確保されたものになるので、粒度調整が施されることが望ましい。
【0024】
(5) 「積層物」は、各層を形成後、樹脂を硬化させて出来上がる構造体を主として意味しているが、各層を形成後、樹脂の硬化が進行中のものを排除するものではない。
【0025】
(6) 「樹脂及び硬化剤を供給する」ことには、樹脂成形物の粉砕物又は粉体に対し、樹脂及び硬化剤を均一に供給すること、特に「散布」や「塗布」することが含まれる。なお、樹脂及び硬化剤が供給された樹脂成形物の粉砕物又は粉体が配置する下地に対し、予め樹脂及び硬化剤を供給する場合も「樹脂及び硬化剤を供給する」に含まれる。
【0026】
(7) 例えば「芯金上」、「内側の繊維強化プラスチック層(FRP層)の上」と表現する場合、芯金やFRP層と直接接触する位置を意味するだけでなく、芯金やFRP層と別の部材(離型シート、保護層、事前に形成された内側のFRP層、樹脂層、端部封止部を含む)を介する位置も意味する。同様に、「内側及び外側の繊維強化プラスチック層(FRP層)の間」とは、内側及び内側のFRP層の少なくとも一方のFRP層に直接接触する位置を意味するだけでなく、別の部材を介する位置も意味する。
【0027】
(8) 第1の装置が台座に対し「相対的に移動が可能」であるとは、台座及び第1の装置がともに他方に対し移動可能である場合、並びに台座及び第1の装置のいずれか一方の位置が固定され、他方が移動可能である場合のいずれかをいう。第2の装置が台座に対し「相対的に移動が可能」であることも、同様であり、台座及び第2の装置がともに他方に対し移動可能である場合、並びに台座及び第2の装置のいずれか一方の位置が固定され、他方が移動可能である場合のいずれかをいう。第1及び第2の装置のいずれか一方の装置が他方の装置に対し「相対的に移動が可能」であるとは、第1及び第2の装置がそれぞれ他方の装置に対し移動可能である場合、並びに第1及び第2の装置のいずれか一方の装置の位置が固定され、他方の装置が移動可能である場合のいずれかをいい、台座の位置が固定されていると否とを問わない。
【0028】
(9) 「第1の装置」は、樹脂成形物の粉砕物又は粉体が配合された樹脂層を少なくとも一層形成する機能を有する機器、装置又は設備の一部又は全部をいい、その他の機能を有するものであっても構わない。「第2の装置」は、FRP層、特に内側及び外側のFRP層を形成する機能を有する機器、装置又は設備の一部又は全部をいい、その他の機能を有するものであっても構わない。例えば、第2の装置が、台座上に内側のFRP層を形成する前に離型シートや保護層を予め形成する機能を有するものであっても、FRP層(内側及び外側のFRP層を含み、端部封止部がFRP層で形成される場合には、当該端部封止部も含む)を形成する機能を有するものであればこれに該当する。
【0029】
「第1の装置」及び「第2の装置」は、いずれもその定義から明らかなように、複数の機器、装置等の集合体として構成されていてよく、全体が移動可能であるものであっても、一部のみが移動可能で残り残りの部分が床や敷地などに固定されて移動不能であるものであってもよい。従って、第1の装置が台座に対し「相対的に移動が可能」であるという意味には、第1の装置の一部及び台座が他方に対し移動可能であること、並びに第1の装置の一部及び台座のいずれか一方の位置が固定され、他方が移動可能であることが含まれる。第2の装置が台座に対し「相対的に移動が可能」であるという意味似ついても同様であり、第2の装置の一部及び台座が他方に対し移動可能であること、並びに第2の装置の一部及び台座のいずれか一方の位置が固定され、他方が移動可能であることが含まれる。
【0030】
(10) 「第1及び第2の装置のいずれか一方の装置が、他方の装置が層を形成する際、当該他方の装置と干渉しない位置に移動可能である」とは、当該一方の装置全体が移動可能であることを意味するのではなく、当該他方の装置と干渉し得る部分が移動可能であることを意味する。従って、この意味には、当該他方の装置と干渉する限り、当該一方の装置の全部又は一部が移動可能であることが含まれる。「第1及び第2の装置のいずれか一方の装置が層を形成する前に、その一方の装置と干渉しない位置に他方の装置を移動させる」の意味も同様であり、当該他方の装置と干渉する限り、当該一方の装置の全部又は一部を移動させることが含まれる。
【0031】
(11) 「干渉」とは、機器、装置、設備、部材等(台座を含む)の物理的な衝突のみならず、広く、積層物の形成に必要な作業の実施を困難にすることを意味する。従って、例えば、第1及び第2の装置が物理的に衝突しない位置に配置していたとしても、積層物の形成を行うことが難しい程に近接配置している場合、第1の装置の機械的振動が第2の装置に及び、第2の装置による層の形成が困難になる場合などは、「干渉」している場合に該当する。
【0032】
なお、機器、装置、設備、部材等(台座を含む)の共有化、即ち、例えば、第1及び第2の装置による層形成に必要な樹脂や硬化剤の供給を単一・共通の供給手段により行う場合、当該供給手段の機能は両装置により共有されており、第1の装置の構成要素とも、第2の装置の構成要素とも見ることができる。しかし、このような共有化は、積層物の形成に必要な作業の実施を困難にする要因にならない限り、「干渉」には該当しない。
【0033】
(12) 「樹脂テープ」とは、ポリエステル樹脂製帯状体が典型例であるが、少なくとも液状樹脂及び硬化剤が供給された樹脂成形物の粉砕物又は粉体を覆い、締め付ける又は固定することができるものであれば、材質や形状は問わない。樹脂シートもこれに含まれる。なお、樹脂テープでより多くの樹脂層を形成し、これを積層して中間層を形成することが積層物において必要な強度を確保するためには望ましく、樹脂成形物の粉砕物又は粉体の配合量が多い積層物を実現するためには特に望ましい。
【発明の効果】
【0034】
本発明の第1の形態では、内側及び外側のFRP層を形成するための装置と、中間層を構成する樹脂層を形成するための装置とを別々に設けてあり、従って、発明者が開発した新たな発明に係る積層物(内側及び外側の繊維強化プラスチック層と、該内側及び外側の繊維強化プラスチック層の間に配置され、樹脂成形物の粉砕物又は粉体が配合された樹脂層を少なくとも一層含む中間層とを備える積層物)を台座上に形成するのに好適なシステムを実現することができる。
【0035】
本発明の第2の形態によれば、第1及び第2の装置がそれぞれ台座に対し相対的に移動可能なので、第1及び第2の装置のいずれか一方の装置が、他方の装置が層を形成する際、当該他方の装置と干渉しない位置に移動可能となり、第1及び第2の装置により、積層物を台座上に形成することに不具合が生じない。
【0036】
本発明の第3の形態によれば、内側及び外側の繊維強化プラスチック層の間に配置され、樹脂層の端部断面と接触する端部封止部を備える積層物であっても、台座上に支障なく形成することができる。
【0037】
本発明の第4の形態によれば、第1及び第2の装置が互いに干渉することなく台座の回転軸に沿って移動可能となり、積層物を台座上に形成することに不具合が生じない。
【0038】
本発明の第5の形態によれば、繊維強化プラスチック及び熱可塑性プラスチックの少なくとも一方の廃材からなる樹脂成形物の粉砕物又は粉体が50重量%以上という高含有率で配合され、液状樹脂及び硬化剤が供給され、樹脂テープで固定されてなる樹脂層を少なくとも一層含む中間層を備える積層物を台座上に形成する場合であっても、第1及び第2の装置が互いに干渉しない位置に移動可能となり、当該積層物を台座上に形成することに不具合が生じない。
【0039】
本発明の第6及び第7の形態によれば、発明者が開発した新たな発明に係る積層物(端部封止部を備えるものを含む)を支障なく台座上に形成することができる。
【0040】
本発明の第8の形態によれば、第1及び第2の装置を互いに干渉することなく必要な手順で稼動させることができ、目的とする積層物を支障なく形成することができる。
【0041】
本発明の第9の形態によれば、繊維強化プラスチック及び熱可塑性プラスチックの少なくとも一方の廃材からなる樹脂成形物の粉砕物又は粉体が50重量%以上という高含有率で配合され、液状樹脂及び硬化剤が供給され、樹脂テープで固定されてなる樹脂層を少なくとも一層含む中間層を備える積層物を台座上に支障なく形成することができる。
【0042】
よって、本発明によれば、内側及び外側の繊維強化プラスチック層と、該内側及び外側の繊維強化プラスチック層の間に配置され、樹脂成形物の粉砕物又は粉体が配合された樹脂層を少なくとも一層含む中間層とを備える積層物を台座上に形成するために好適な技術を提供することができる。特に本発明によれば、内側及び外側の繊維強化プラスチック層の間に配置され、樹脂層の端部断面と接触する端部封止部を備える積層物を台座上に形成するためにより好適な技術を提供することができる。
【発明を実施するための最良の形態】
【0043】
以下において、本発明の実施の形態を図面に基づき説明する。なお、共通の構成要素につき共通の番号を付して各図の説明を行う。
【0044】
1. 第1の実施例
図1は、本発明に係る第1の実施例である積層物の形成システム及び形成方法の説明図である。この図において、1は台座、2、3はそれぞれ第1及び第2の装置、4は内側のFRP層、5は樹脂層、6は外側のFRP層、7は、内外側のFRP層4、6の間に配置され、樹脂層5を少なくとも1層含む中間層である。双方向矢印は、台座1に対し第1及び第2の装置2、3が相対的に移動可能であることを模式的に示すものである。
【0045】
図中(a)、(b)及び(c)は、積層物の形成方法の工程フローを示す。まず、第2の装置により台座1上にFRP層が形成され、これが内側のFRP層4となる。このとき、第1の装置2は第2の装置3から離隔した位置に配置され、両装置間の干渉の発生が回避される(図1(a))。台座1とFRP層4との間には、離型シートや保護層が配置しても構わない。
【0046】
次に、第1の装置2によりFRP層4上に樹脂層5が一層以上形成される。第2の装置3は第1の装置2から離隔した位置に配置され、両装置間の干渉の発生が回避される(図1(b))。樹脂層5を一層以上形成する過程で、又はその前後において、樹脂層5とは異なる層が形成されても構わない。
【0047】
更に、第2の装置3により樹脂層5上にFRP層が形成され、これが外側のFRP層6となる。このとき、第1の装置2は第2の装置3から離隔した位置に配置され、両装置間の干渉の発生が回避される(図1(c))。内外側のFRP層4、6の間に配置され、樹脂層5を一層以上含む部分が中間層7に相当する。
【0048】
かくして、台座1に対し相対的に移動可能な両装置2、3は互いに干渉を起こすことなく、内側及び外側のFRP層と、このFRP層の間に配置され、樹脂成形物の粉砕物又は粉体が配合された樹脂層を少なくとも一層含む中間層とを備える積層物が台座上に形成される。
【0049】
2. 第2の実施例
図2は、本発明に係る第2の実施例である積層物の形成システム及び形成方法の説明図である。この図において、8は端部封止部であり、FRPから形成することができる。図中(d)、(e)、(f)及び(g)は、端部封止部を備える積層物の形成方法の工程フローを示す。まず、第2の装置により台座1上にFRP層が形成され、これが内側のFRP層4となる。このとき、第1の装置2は第2の装置3から離隔した位置に配置され、両装置間の干渉の発生が回避される(図2(d))。台座1とFRP層4との間には、離型シートや保護層が配置しても構わない。
【0050】
次に、第2の装置によりFRP層4の一部の上にFRP層が形成され、これが端部封止部8となる。端部封止部8が複数(図2では2箇所)ある場合に、各端部封止部8に相当するFRP層が形成される必要の都度、当該各端部封止部8が形成すべき位置に第2の装置を台座に対し相対的に移動させ、当該FRP層が形成される。このとき、やはり、第1の装置2は第2の装置3から離隔した位置に配置され、両装置間の干渉の発生が回避される(図2(e))。FRP層4と端部封止部8との間には、別の層が介在しても構わない。
【0051】
次に、第1の装置2によりFRP層4上及び端部封止部8の一部の上に樹脂層5が一層以上形成される。第2の装置3は第1の装置2から離隔した位置に配置され、両装置間の干渉の発生が回避される(図1(f))。樹脂層5を一層以上形成する過程で、又はその前後において、樹脂層5とは異なる層が形成されても構わない。
【0052】
更に、第2の装置3により樹脂層5上及び端部封止部8の一部又は全部の上にFRP層が形成され、これが外側のFRP層6となる。このとき、第1の装置2は第2の装置3から離隔した位置に配置され、両装置間の干渉の発生が回避される(図1(c))。内外側のFRP層4、6の間に配置され、樹脂層5を一層以上含む部分が中間層7に相当する。なお、樹脂層5の端部断面Sが外部に露出しないように、FRP層6が形成されるが、樹脂層5の端部断面が外部に露出しないように形成される限り、端部封止部8の全部の上にFRP層6が形成される必要はない。
【0053】
かくして、台座1に対し相対的に移動可能な両装置2、3は互いに干渉を起こすことなく、内側及び外側のFRP層と、このFRP層の間に配置され、樹脂成形物の粉砕物又は粉体が配合された樹脂層を少なくとも一層含む中間層と、樹脂層5又は中間層7を備える積層物が台座上に形成される。
【0054】
なお、図1及び図2において、第1及び第2の装置2、3間の距離は一定に描かれているが、この距離は可変である。それぞれの装置は台座1に対し相対的な移動が可能であるので、両装置2、3のいずれか一方の装置は、他方の装置に対して相対的な移動が可能であるからである。
【0055】
また、図1及び図2のおいて図1(c)以降及び図2(g)以降については、任意の方法で積層物が硬化させられ、成形体として仕上げられる。例えば、板状の成形体を製造しようとする場合には、外側のFRP層6に図示しない保護層及び離型シートが、さらにその上に台座1と対になる台座(又は固定部材)が配置され、加圧プレスされ、硬化処理が施された後、台座から取り外されて成形体として出来上がる。
【0056】
図1及び図2に示した台座1は、平板として描かれているが、回転可能な芯金(マンドレル)の一部を示すものでもある。台座1がこのような回転可能な芯金である場合には、第1及び第2の装置のいずれか一方の装置の少なくとも一部は、芯金の回転軸方向に沿って(図1及び図2に示す「相対的移動の方向」と平行な方向に沿って)、他方の装置に対し相対的に移動を可能にすることができる。そして、図2に示す端部封止部8は、芯金上に形成される積層物の当該回転軸方向の両端部側に配置されることになる。かくして、FRP層の間に配置され、樹脂成形物の粉砕物又は粉体が配合された樹脂層を少なくとも一層含む中間層とを備える積層物、並びに内側及び外側のFRP層の間に配置され、樹脂層の端部断面と接触する端部封止部を備える積層物を、回転可能な芯金上に支障なく形成することができる。
【0057】
3. 中間層の実施例
図3は、本発明に係る形成システム及び形成方法により形成される積層物の一部断面を模式的に示す。図中、31はFRP構造体、32は内側強化層、33は中間層、34は外側強化層であり、内側強化層32、中間層33及び外側強化層34により積層構造311を構成する。
【0058】
中間層33は樹脂層36又はこれを含む層である。樹脂層36は、50重量%以上の樹脂成形物の粉砕物又は粉体37、及び樹脂と硬化剤が配合されて形成され、更に顔料、粘度調整用の充填剤その他の添加剤が任意に配合されて形成される。当該樹脂は、樹脂層36を形成する際の樹脂含浸の必要性を考えると液状のものが好適であり、具体的には不飽和ポリエステル樹脂に代表される液状の熱硬化性樹脂が望ましい。
【0059】
樹脂層36は、内部に中間強化層(図示せず)を備えて、その結果、内側強化層32と中間強化層及び中間強化層と外側強化層34の間に樹脂層36が形成されるような形態をとっても構わない。更に、樹脂層36は、例えばポリエステル樹脂からなるテープ(図示せず)により覆われていても構わず、かかる樹脂テープにより覆われた複数の樹脂層が積層されて形成されていても構わない。
【0060】
図4は、本発明に係る形成システム及び形成方法により形成される他の積層物を模式的に示す。図3の場合と同様、この図は、中間層の端部側を示すものではなく、従って、端部封止部及びその近傍の構成について示してはいない。
【0061】
この図に示す構造体では、複数の樹脂層36のそれぞれが樹脂テープ(又は樹脂シート)35で覆われている。各樹脂層36は、50重量%以上の樹脂成形物の粉砕物又は粉体37が配合されて形成されている。樹脂層36は、樹脂成形物の粉砕物又は粉体、及び樹脂と硬化剤が配合されて形成されるが、顔料、粘度調整用の充填剤その他の添加剤が配合されていても構わない。樹脂層36を形成するために配合される樹脂は、これを形成する際の樹脂含浸の必要性を考えると液状のものが好適であり、具体的には不飽和ポリエステル樹脂に代表される液状の熱硬化性樹脂が望ましい。樹脂テープ35は、ポリエステル樹脂が好適であるが、これに限定されない。樹脂テープ35は、各樹脂層36を強く固定するように配置するのが好ましいので、この目的に適した素材を選択すればよい。樹脂層6に硬化処理を施した後は、樹脂テープ36とその近傍の樹脂層36とは強固に一体化し、樹脂テープ36のみを剥離することが困難な、一定の厚みを持って構成された層の如き様相を呈するに至る。
【0062】
図5は、本発明に係る形成システム及び形成方法により形成される他の積層物の一部断面を模式的に示す。図中の番号の意味は、図3及び図4に示す番号のそれと同じである。この図に示すFRP構造体の基本構造は、図4に示すものの変形であり、図4に示した構造体の場合と同様に、複数の樹脂層36とこれを覆う樹脂テープ(または樹脂シート)の積層構造を採る。しかし、複数の樹脂層36のそれぞれが樹脂テープ(又は樹脂シート)35で覆われ、これが稠密に折り重なり、隣接する樹脂層間の間隙や各樹脂層の端部を埋めて覆うように積層している点が図4には示されていない特徴である。これにより、各樹脂層36の周囲が隙間なく樹脂テープ35により覆われる。樹脂層36に硬化処理を施した後は、樹脂テープ36とその近傍の樹脂層36とが強固に一体化し、一定の厚みを持って構成された層の如き様相を呈するに至るので、このような積層状態は、構造体のより高い強度の確保・維持のために重要である。
【0063】
4. 中間層の他の実施例
図6は、本発明に係る形成システム及び形成方法により形成される積層物(中間層の端部領域に限る)の一部断面を模式的に示す。図中、31は積層物、32は内側強化層、33は中間層、34は外側強化層であり、内側強化層32、中間層33及び外側強化層34により積層構造を構成する。中間層33は、図4及び図5に示すような樹脂層36を含んでいてもよい。Sは中間層の端部断面であり、これと接触する8が端部封止部である。端部封止部8は、内外側強化層32、34の間に配置し、内外側強化層32、34とともに中間層の端部断面Sを取り囲むように配置されている。
【0064】
端部封止部8は、各強化層32、34と直接接触するように配置されていてもよいし、別の部材や層を介して接触するように配置されていてもよい。また、外側強化層34は、端部封止部8の全面を覆うように配置されていてもよく、図に示すように、端部封止部8の一部を覆うように(外側強化層の先端341が端部封止部8上に残っている状態に)配置されていても構わない。要は、内外側強化層32、34とともに中間層の端部断面Sを取り囲むように配置されていることに意味がある。このような構成により、端部断面Sの外部露出が防止することができ、機械的強度、例えば外側強化層や内側強化層と中間層との間に働くせん断力に対する強度の経時的劣化を抑制できる。
【0065】
5. 積層物の形成方法の実施例
(1)形成方法1
図7は、本発明に係る積層物の形成方法に関する実施例に関し、特にその工程フローを示す。この工程フローでは、まず、基材(台座)を準備して配置し、この上に離型シートを配置し、更に保護層を形成する。次いで保護層の上にFRP層を成形する。形成したFRP層の上に液状樹脂及び硬化剤を塗布し、50重量%以上の樹脂成形物の粉砕物又は粉体37を堆積し、そこに液状樹脂及び硬化剤を塗布する。引き続き堆積層の上にFRP層、保護層を順に形成し、離型シートを配置した後、その上に別の基材を配置する。この結果、一組の基材の間に、離型シート、保護層、FRP層が対になって配置し、中央に樹脂が含浸した樹脂成形物の粉砕物又は粉体の堆積層が配置することになる。このようなFRP構造体に圧縮力を印加しつつ硬化処理を施し、堆積層を硬化させる。この硬化処理は、常温硬化によるもので構わないが、FRP構造体に圧縮力を印加しつつ硬化させることから、加熱炉により加速的に行うものの方が好適である。
【0066】
なお、樹脂成形物の粉砕物又は粉体37の堆積層が樹脂層36又は中間層33に、また、一対のFRP層は、内外側強化層32、34に相当する。また、基材の配置とは、例えば工程フローにおいて使用する型としては、硬化処理を施すことで所望の形状のFRP構造体を実現することができる上型と下型(一組の型)であって、その硬化処理の過程で圧縮力を印加し易い工夫が施されたものが好適である。
【0067】
この図に示す方法により形成される積層物では、樹脂成形物の粉砕物又は粉体37の堆積層に上下両側から樹脂が硬化剤とともに十分含浸するので、混練作業を省略することができ、硬化処理の回数を減らすこともできる。また、樹脂成形物として、FRP、熱可塑性プラスチック等からなるものを採用すると、より多くの廃材の再利用が可能になり、廃棄量を低減することができる。更に、当該樹脂成形物の粉砕物又は粉体37の粒度を最大粒径基準で10mm以下に調整しておけば、これが50重量%以上という高い含有率で配合されていても、形成される樹脂層の均質性が確保され、層間剥離が生じ難く、外観的にも異常を生じない健全なFRP構造体になる。
【0068】
(2)形成方法2
図8は、本発明に係る積層物の形成方法の他の実施例に関し、特にその工程フローを示す。即ち、まず芯金(マンドレル)を準備し、これに離型シートを巻き付け、保護層を形成し、FRPを積層する。このFRP層が内側強化層32に相当する。次いで、硬化剤とともに液状樹脂を供給し、その上に樹脂成形物の粉砕物又は粉体37を供給して堆積し、更にその上に硬化剤とともに液状樹脂を供給し、樹脂成形物の粉砕物又は粉体37の堆積物に含浸させ、その上から樹脂テープ35を巻き付ける。樹脂テープ35としては例えばポリエステル樹脂からなるものが好適である。樹脂テープ35は、樹脂成形物の粉砕物又は粉体37の堆積物を強く固定するように巻き付ける。
【0069】
樹脂成形物の粉砕物又は粉体37の堆積物の形成、樹脂の含浸及び樹脂テープ35の巻き付けまでの一連の工程を、所定長さ、所定肉厚になるまで連続的に繰り返えす。通常は、2〜6回程度繰り返えすが、この繰り返し数は、FRP構造体の要求されるFRP構造体の形態や用途などによって異なり、1回で足りる場合もあれば、7回以上の場合もある。樹脂テープ35で覆うことにより、樹脂成形物の粉砕物又は粉体37の堆積物を樹脂層36として成形する。樹脂層36は樹脂テープ35とともに中間層33を構成する。なお、中間層33又は樹脂層36の強度を高める場合には、樹脂テープ35の巻き付け強度(張力)を大きくし、一般論であるが巻き付け回数を多くすれば足りるが、樹脂層36を成形する過程で、FRPの中間強化層を形成する工程を挿入し、中間強化層の上下に樹脂層36が配置するようにして構造を強化してもよい。
【0070】
その後、樹脂層36の上にFRPを積層し、保護層を設けた後、硬化処理を施す(。樹脂層の上に成形されるFRP層が外側強化層34に相当し、内外側強化層32、34に相当するFRP層とその間に存する樹脂層を備える中間層33とにより積層構造311が構成される。
【0071】
図8に示す工程フローにおいて、樹脂成形物の粉砕物又は粉体37を50重量%以上という高い含有率で配合して樹脂層36を形成すると、より多くの廃材の再利用が可能になり、廃棄量を低減することができる。また、樹脂層36においては、当該樹脂成形物の粉砕物又は粉体37が最大粒径10mm以下の粒度に調整されていると、各層36の均質化の程度が増すので、後述のとおり、層間剥離が生じ難く、外観的にも異常を生じない健全な構造体を製造することができる。また、このフローでは、樹脂成形物の粉砕物又は粉体37の堆積物に液状樹脂と硬化剤を散布、塗布その他の態様で供給することでその堆積物への樹脂含浸を行うので、混練作業、及びこの作業に要する機器、設備等が無用になる。
【0072】
樹脂成形物の粉砕物又は粉体37の堆積物を形成する後に液状樹脂と硬化剤を供給するだけで当該堆積物に十分樹脂が含浸するのならば、事前に液状樹脂と硬化剤を供給しておく必要はない。しかし、樹脂含浸を徹底するためには事前に供給しておくことが望ましい。特に、たとえ堆積層がより厚くとも、層間剥離が生じ難く、外観的にも異常を生じない健全な構造体を確実に製造するためには、当該堆積物への樹脂含浸の徹底は不可欠であり、従って、液状樹脂と硬化剤を事前に供給することがより望ましい。
【0073】
また、硬化処理による樹脂層36の硬化はいわゆる常温硬化であってもよいし、加熱炉により加速的に行うものであっても構わない。いずれの硬化処理の場合であれ、従来のプロセスフローよりも少ない加熱炉数又は硬化処理数になり、より簡素なフローになる。
【0074】
6. 第1の装置の実施例
図9は、本発明に係る積層物の形成システム、特に第1の装置の実施例の構成ブロック図を示す。また、図10は、その装置の要部に関するより具体的な構成図である。両図において付してある共通の数字や記号は、共通の構成要素を意味している。
【0075】
この装置は、図示しない回転機構により自転する芯金(マンドレル)80を成形型とし、これを下地にして円筒形状又は管状のFRP構造体を製造するためのものである。この芯金80上に樹脂層36を成形する前に、離型シート、保護層、内側強化層32を必要に応じて予め形成しておく。回転する芯金80上に、樹脂成形物の粉砕物又は粉体37、液状樹脂と硬化剤822、及び樹脂テープ35を、それぞれ第1の供給手段81、第2の供給手段82及び第3の供給手段83により供給する。第2の供給手段82は、調合器で調合された樹脂と硬化剤822をポンプにより芯金80上に散布する手段であり、これにより第1の供給手段81により芯金80上に供給された樹脂成形物の粉砕物又は粉体37に樹脂と硬化剤を供給する。第3の供給手段から供給される樹脂テープ35は、芯金80の回転方向に引き込まれるように移動する。この移動の過程において、樹脂テープ5の張力は調整され、樹脂と硬化剤822が散布された樹脂成形物の粉砕物又は粉体37を樹脂テープ35が強く覆い込む状態となるので、樹脂成形物の粉砕物又は粉体37が芯金80上から落下することを防止でき、樹脂成形物の粉砕物又は粉体37を強く固定する。
【0076】
芯金80上への樹脂成形物の粉砕物又は粉体37の供給量(特に樹脂層36の厚さ)及び粒度は、主として第1の供給手段81により調整される。その調整には、芯金80の回転速度、第2の供給手段82による樹脂及び硬化剤の供給量などが考慮される。
【0077】
また、FRP、熱可塑性プラスチック等からなる樹脂成形物の廃材の粉砕物又は粉体を活用して本発明に係るFRP構造体を製造する場合には、図9に示すように、廃材処理施設70において当該廃材71を粉砕機72による粉砕処理とフィルター73による分別処理を必要回数繰り返し、ある程度の粒度にした後、これを本発明における樹脂成形物の廃材の粉砕物又は粉体として使用に供することになる。
【0078】
図9及び図10に示す実施例では、第1の供給手段81により供給される樹脂成形物の粉砕物又は粉体の制御性(所定の分布状態を実現するための調整し易さと安定供給度)を高めるために、別途、粉砕物調整装置を設けてある。最大粒径10mm以下の粒度に調整し、これをもって樹脂層の均質性を確保しようとする場合には、かかる粉砕物調整装置を設けるのが望ましい。
【0079】
図11は、図10に示す装置の構成要部の動作説明図である。
【0080】
まず、FRPの粉砕物又は粉体を芯金(マンドレル)上に供給する(動作I)。次に、芯金上の樹脂成形物の粉砕物又は粉体7の上に樹脂と硬化剤を第2の供給手段の一部を構成するノズルから供給する。これにより、FRPの粉砕物又は粉体に樹脂や硬化剤を含浸させる(動作II)。なお、樹脂成形物の粉砕物又は粉体7を供給する前に予め樹脂及び硬化剤を供給しておき、その後FRPの粉砕物又は粉体7を供給し、そこに更に樹脂及び硬化剤を供給すれば、樹脂や硬化剤がより含浸し易くなる。更に、樹脂や硬化剤を含浸したFRP粉砕物又は粉体37を樹脂テープ35で覆うように芯金上に強く巻き付ける(動作III)。これにより芯金の傾斜部においてFRP粉砕物又は粉体37は脱落せず、また、樹脂テープ35と芯金との間に入り込む状態で芯金上又は下地上に強く固定される。
【0081】
必要に応じて、動作Iに戻って一連の動作を繰り返す。この場合、芯金80の回転を継続させつつ第2の供給手段による樹脂と硬化剤の供給を連続的に行うと、樹脂成形物の粉砕物又は粉体37を供給する前の樹脂及び硬化剤を供給と、樹脂成形物の粉砕物又は粉体7を供給した後の樹脂及び硬化剤を供給とを連続的に行うことができ、これにより樹脂が十分に含浸した樹脂層、従って均質な各層を連続的に成形することが可能になる。
【0082】
なお、動作Iから動作IIIまでの一連の動作を複数回繰り返す場合には、樹脂成形物の粉砕物又は粉体37を供給する前の樹脂及び硬化剤を供給は、樹脂テープ35を下地として、そこに樹脂及び硬化剤を供給することになる。
【0083】
また、所望の回数だけ一連の動作を繰り返した後も、一定時間又は定期的若しくは間歇的に、芯金80の回転、即ち芯金80上に形成された成形体の回転を継続させることが望ましい。液状樹脂や硬化剤の偏在のおそれがなくなり、成形体の乾燥や硬化(常温硬化)を促すことができるからである。
【0084】
7. 積層物の形成方法及び形成システムの実施例
本発明に係る積層物の形成プロセスの実施例は、図6及び図8に示すフローである。
【0085】
本発明に係る端部封止部8を備える積層物の形成プロセスの実施例は、図6及び図8に示す最初の「FRP層形成」の工程と「樹脂供給」の工程との間に「端部封止部の設置」の工程が介在するフローにより行われることになる。換言すれば、「端部封止部の設置」の工程が介在する点を除き、図6及び図8に示されたフローと概ね変わらない。
【0086】
また、本発明に係る積層物の形成システムは、図2に示すものと同様になる。即ち、中間層33又は樹脂層36を作成するための第1の装置と、内外側強化層32、34及び端部封止部8を設置するための第2の装置とを備え、両装置が台座に対し相対的に移動可能である、第2の装置により構造体の内側強化層32、及び引きを続き内側強化層32上の特定箇所に端部封止部8を配置し、第2の装置を第1の装置と干渉しないように離隔させた後、第1の装置により構造体の中間層33を内側強化層32上に、そして端部封止部8の一部を覆うように形成し、第1の装置を第2の装置と干渉しないように離隔させた後、第2の装置により外側強化層34を中間層33上に、そして端部封止部8の一部又は全部を覆うように形成するものである。第1の装置は、図9(より具体的には図10)に示されたものであれば足りる。第2の装置については、要は所定箇所に端部封止部を配置することができるものであれば特に限定はないが、端部封止部がFRPからなる場合であれば、所定箇所にFRP層を形成することができる従来の装置で十分である。相対的な移動を可能にするためには搬送手段が必要であるが、この搬送手段は、軌道と車輪など、公知の手段を用いれば足りる。
【0087】
8. 第3の実施例
図12は、本発明に係る第3の実施例である積層物の形成システム及び形成方法の説明図である。図1に示した本発明に係る第1の実施例との違いは、第1の装置2と第2の装置3との構成の違いのみである。上記の3(中間層の実施例)、4(中間層の他の実施例)、5(積層物の形成方法の実施例)、6(第1の装置の実施例)及び7(積層物の形成方法及び形成システムの実施例)において説明した事項は、第1及び第2の実施例に当て嵌まるのと同様に、第3の実施例にも当て嵌まる。
【0088】
図12に示す第1の装置2と第2の装置3との構成は、両装置の少なくとも一部が干渉することなく一定間隔に固定され(従って互いに相対的な移動が不能な状態にあり)、一体となって台座に対し相対的に移動可能とされている点に特徴がある。当該両装置の少なくとも一部とは、例えば、台座に対し面している部分、特に各装置2、3が形成する層の原材料の供給手段に相当する部分である。両装置のその他の部分(補助的な機器・装置や付帯設備を含む)については、一体となって台座に対し相対的に移動可能である必要はない。
【0089】
第1の装置が形成する層の原材料の供給手段は、樹脂成形物の粉砕物又は粉体の供給するための第1の供給手段81、及び樹脂や硬化剤を供給する第2の供給手段82、及び樹脂テープを供給する第3の供給手段83の少なくとも一つである。第2の装置が形成する層の原材料の供給手段は、通常のFRP層の原材料を供給する手段であり、繊維体の供給する手段及び樹脂と硬化剤を供給する手段が少なくとも含まれる。
【0090】
図中(h)、(i)及び(j)は、積層物の形成方法の工程フローを示すが、基本的に図1に示す(a)、(b)及び(c)の工程フローと同じである。即ち、まず、第2の装置により台座1上にFRP層が形成され、これが内側のFRP層4となる。このとき、第1の装置2は第2の装置3と干渉しない位置に配置される(図12(h))。台座1とFRP層4との間には、離型シートや保護層が配置しても構わない。
【0091】
次に、第1の装置2によりFRP層4上に樹脂層5が一層以上形成される。第2の装置3は第1の装置2と干渉しない父に配置される(図12(i))。樹脂層5を一層以上形成する過程で、又はその前後において、樹脂層5とは異なる層が形成されても構わない。
【0092】
更に、第2の装置3により樹脂層5上にFRP層が形成され、これが外側のFRP層6となる。このとき、第1の装置2は第2の装置3と干渉しない位置に配置される(図12(j))。内外側のFRP層4、6の間に配置され、樹脂層5を一層以上含む部分が中間層7に相当する。
【0093】
かくして、台座1に対し相対的に移動可能な両装置2、3は互いに干渉を起こすことなく、内側及び外側のFRP層と、このFRP層の間に配置され、樹脂成形物の粉砕物又は粉体が配合された樹脂層を少なくとも一層含む中間層とを備える積層物が台座上に形成される。
【0094】
なお、図示はしてないが、第1及び第2の装置において、例えば樹脂や硬化剤を供給する手段を共通化して第2の供給手段82のみとすることができる。この場合、第1の装置によりFRP層が形成するときは、第1の装置の一部である繊維体の供給手段により台座上に繊維体が供給される(された)位置又はその近傍まで第2の供給手段82を相対的に移動させた後、当該第2の供給手段82により必要な樹脂や硬化剤が供給される。また、第2の装置により樹脂層が形成されるときは、第1の供給手段81により台座上に樹脂成形物の粉砕物又は粉体が供給される(された)位置又はその近傍まで第2の供給手段82を相対的に移動させた後、当該第2の供給手段82により必要な樹脂や硬化剤が供給される。これにより、積層物の形成システムの構成をより簡素にすることができる。
【0095】
9. 第4の実施例
図13及び図14は、本発明に係る第3の実施例である積層物の形成システム及び形成方法の説明図である。図2に示した本発明に係る第2の実施例との違いは、第1の装置2と第2の装置3との構成の違いのみである。この構成の違いは、上記8(第3の実施例)において説明した事項がそのまま当て嵌まる。第1及び第2の装置において、一部の手段を共通化すれば、積層物の形成システムの構成をより簡素化できる点も同じである。また、上記の3(中間層の実施例)、4(中間層の他の実施例)、5(積層物の形成方法の実施例)、6(第1の装置の実施例)及び7(積層物の形成方法及び形成システムの実施例)において説明した事項は、第1乃至第3の各実施例に当て嵌まるのと同様に、第4の実施例にも当て嵌まる。
【0096】
図13及び図14の(k)、(l)、(m)、(n)及び(0)は、積層物の形成方法の工程フローを示すが、基本的に図2に示す(d)、(e)、(f)及び(g)の工程フローと同じである。両図において工程数が異なるが、図2(e)の工程が、図13では(l)と(m)で示してあるに過ぎない。即ち、まず、第2の装置により台座1上にFRP層が形成され、これが内側のFRP層4となる。このとき、第1の装置2は第2の装置3と干渉しない位置に配置される(図13(k))。台座1とFRP層4との間には、離型シートや保護層が配置しても構わない。
【0097】
次に、第2の装置によりFRP層4の一部の上にFRP層が形成され、これが端部封止部8となる。端部封止部8が複数(図13では2箇所)ある場合に、各端部封止部8に相当するFRP層が形成される必要の都度、当該各端部封止部8が形成すべき位置に第2の装置を台座に対し相対的に移動させ、当該FRP層が形成される。このとき、やはり、第1の装置2は第2の装置3と干渉しない位置に配置される(図13(l)、(m))。FRP層4と端部封止部8との間には、別の層が介在しても構わない。
【0098】
次に、第1の装置2によりFRP層4上及び端部封止部8の一部の上に樹脂層5が一層以上形成される。第2の装置3は第1の装置2と干渉しない位置に配置される(図14(n))。樹脂層5を一層以上形成する過程で、又はその前後において、樹脂層5とは異なる層が形成されても構わない。
【0099】
更に、第2の装置3により樹脂層5上及び端部封止部8の一部又は全部の上にFRP層が形成され、これが外側のFRP層6となる。このとき、第1の装置2は第2の装置3と干渉しない位置に配置される(図14(o))。内外側のFRP層4、6の間に配置され、樹脂層5を一層以上含む部分が中間層7に相当する。なお、樹脂層5の端部断面Sが外部に露出しないように、FRP層6が形成されるが、樹脂層5の端部断面が外部に露出しないように形成される限り、端部封止部8の全部の上にFRP層6が形成される必要はない。
【0100】
かくして、台座1に対し相対的に移動可能な両装置2、3は互いに干渉を起こすことなく、内側及び外側のFRP層と、このFRP層の間に配置され、樹脂成形物の粉砕物又は粉体が配合された樹脂層を少なくとも一層含む中間層と、樹脂層5又は中間層7を備える積層物が台座上に形成される。
【図面の簡単な説明】
【0101】
【図1】本発明に係る第1の実施例の説明図
【図2】本発明に係る第2の実施例の説明図
【図3】本発明に係る形成システム及び形成方保により形成される積層物の一部断面を示す模式図
【図4】本発明に係る形成システム及び形成方保により形成される他の積層物の一部断面を示す模式図
【図5】本発明に係る形成システム及び形成方保により形成される他の積層物の一部断面を示す模式図
【図6】本発明に係る製造方法の実施例のプロセスフロー図
【図7】本発明に係る積層物の形成方法に関する実施例の説明図
【図8】本発明に係る積層物の形成方法に関する他の実施例の説明図
【図9】本発明における第1の装置の実施例の構成ブロック図
【図10】本発明における第1の装置の構成要部の構成図
【図11】本発明における第1の装置の構成要部の動作説明図
【図12】本発明に係る第3の実施例の説明図
【図13】本発明に係る第4の実施例の説明図
【図14】本発明に係る第4の実施例の説明図
【符号の説明】
【0102】
1 台座
2 第1の装置
3 第2の装置
4、32 内側のFRP層(内側強化層)
5、36 樹脂層
6、34 外側のFRP層(外側強化層)
7、33 中間層
8 端部封止部
31、311 積層物、FRP構造体
35 樹脂テープ
37 樹脂成形物の粉砕物又は粉体
70 廃材処理施設
71 廃材
72 粉砕機
73 フィルター
80 芯金
81 第1の供給手段
82 第2の供給手段
83 第3の供給手段
811 ホッパー
812 サークルフィーダー
813 ベルトコンベアー
814 バイブレーションフィーダー
S 中間層の端部断面
【特許請求の範囲】
【請求項1】
内側及び外側の繊維強化プラスチック層と、該内側及び外側の繊維強化プラスチック層の間に配置され、樹脂成形物の粉砕物又は粉体が配合された樹脂層を少なくとも一層含む中間層とを備える積層物を台座上に形成する積層物の形成システムであって、
前記樹脂層を形成する機能を有する第1の装置と、前記内側及び外側の繊維強化プラスチック層を形成する機能を有する第2の装置とを備え、
第1及び第2の装置が台座に対し相対的に移動可能であることを特徴とする積層物の形成システム。
【請求項2】
第1及び第2の装置のいずれか一方の装置が、他方の装置が層を形成する際、当該他方の装置と干渉しない位置に移動可能であることを特徴とする請求項1記載の積層物の形成システム。
【請求項3】
第2の装置は、前記内側及び外側の繊維強化プラスチック層の間に配置され、前記樹脂層の端部断面と接触する端部封止部を形成する機能を有することを特徴とする請求項1又は2に記載の積層物の形成システム。
【請求項4】
前記樹脂層は、繊維強化プラスチック及び熱可塑性プラスチックの少なくとも一方の廃材からなる樹脂成形物の粉砕物又は粉体が50重量%以上の含有率で配合され、液状樹脂及び硬化剤が供給され、樹脂テープで固定されてなる樹脂層であることを特徴とする請求項1乃至3の何れかに記載の積層物の形成システム。
【請求項5】
内側及び外側の繊維強化プラスチック層と、該内側及び外側の繊維強化プラスチック層の間に配置され、樹脂成形物の粉砕物又は粉体が配合された樹脂層を少なくとも一層含む中間層とを備える積層物を台座上に形成する積層物の形成方法であって、
台座に対し相対的に移動が可能な第2の装置により、前記内側の繊維強化プラスチック層を形成する工程と、
台座に対し相対的に移動が可能な第1の装置により、前記樹脂層を形成する工程と、
第2の装置により、前記中間層の上に前記外側の繊維強化プラスチック層を形成する工程と、を有することを特徴とする積層物の形成方法。
【請求項6】
内側及び外側の繊維強化プラスチック層と、該内側及び外側の繊維強化プラスチック層の間に配置され、樹脂成形物の粉砕物又は粉体が配合された樹脂層を少なくとも一層含む中間層と、前記内側及び外側の繊維強化プラスチック層の間に配置され、前記樹脂層の端部断面と接触する端部封止部とを備える積層物を台座上に形成する積層物の形成方法であって、
台座に対し相対的に移動が可能な第2の装置により、前記内側の繊維強化プラスチック層及び該内側の繊維強化プラスチック層上に前記端部封止部を形成する工程と、
台座に対し相対的に移動が可能な第1の装置により、前記端部封止部の一部と接触するように前記中間層を形成する工程と、
第2の装置により、前記中間層の上に、該中間層と接触していない前記端部封止部の一部又は全部を覆うように前記外側の繊維強化プラスチック層を形成する工程と、を有することを特徴とする積層物の形成方法。
【請求項7】
第1及び第2の装置のいずれか一方の装置が層を形成する前に、その一方の装置と干渉しない位置に他方の装置を移動させる工程とを有することを特徴とする請求項5又は6記載の積層物の形成方法。
【請求項8】
第1の装置により形成される樹脂層は、繊維強化プラスチック及び熱可塑性プラスチックの少なくとも一方の廃材からなる樹脂成形物の粉砕物又は粉体が50重量%以上の含有率で配合され、液状樹脂及び硬化剤が供給され、樹脂テープで固定されてなる樹脂層であることを特徴とする請求項5乃至7の何れかに記載の積層物の形成方法。
【請求項1】
内側及び外側の繊維強化プラスチック層と、該内側及び外側の繊維強化プラスチック層の間に配置され、樹脂成形物の粉砕物又は粉体が配合された樹脂層を少なくとも一層含む中間層とを備える積層物を台座上に形成する積層物の形成システムであって、
前記樹脂層を形成する機能を有する第1の装置と、前記内側及び外側の繊維強化プラスチック層を形成する機能を有する第2の装置とを備え、
第1及び第2の装置が台座に対し相対的に移動可能であることを特徴とする積層物の形成システム。
【請求項2】
第1及び第2の装置のいずれか一方の装置が、他方の装置が層を形成する際、当該他方の装置と干渉しない位置に移動可能であることを特徴とする請求項1記載の積層物の形成システム。
【請求項3】
第2の装置は、前記内側及び外側の繊維強化プラスチック層の間に配置され、前記樹脂層の端部断面と接触する端部封止部を形成する機能を有することを特徴とする請求項1又は2に記載の積層物の形成システム。
【請求項4】
前記樹脂層は、繊維強化プラスチック及び熱可塑性プラスチックの少なくとも一方の廃材からなる樹脂成形物の粉砕物又は粉体が50重量%以上の含有率で配合され、液状樹脂及び硬化剤が供給され、樹脂テープで固定されてなる樹脂層であることを特徴とする請求項1乃至3の何れかに記載の積層物の形成システム。
【請求項5】
内側及び外側の繊維強化プラスチック層と、該内側及び外側の繊維強化プラスチック層の間に配置され、樹脂成形物の粉砕物又は粉体が配合された樹脂層を少なくとも一層含む中間層とを備える積層物を台座上に形成する積層物の形成方法であって、
台座に対し相対的に移動が可能な第2の装置により、前記内側の繊維強化プラスチック層を形成する工程と、
台座に対し相対的に移動が可能な第1の装置により、前記樹脂層を形成する工程と、
第2の装置により、前記中間層の上に前記外側の繊維強化プラスチック層を形成する工程と、を有することを特徴とする積層物の形成方法。
【請求項6】
内側及び外側の繊維強化プラスチック層と、該内側及び外側の繊維強化プラスチック層の間に配置され、樹脂成形物の粉砕物又は粉体が配合された樹脂層を少なくとも一層含む中間層と、前記内側及び外側の繊維強化プラスチック層の間に配置され、前記樹脂層の端部断面と接触する端部封止部とを備える積層物を台座上に形成する積層物の形成方法であって、
台座に対し相対的に移動が可能な第2の装置により、前記内側の繊維強化プラスチック層及び該内側の繊維強化プラスチック層上に前記端部封止部を形成する工程と、
台座に対し相対的に移動が可能な第1の装置により、前記端部封止部の一部と接触するように前記中間層を形成する工程と、
第2の装置により、前記中間層の上に、該中間層と接触していない前記端部封止部の一部又は全部を覆うように前記外側の繊維強化プラスチック層を形成する工程と、を有することを特徴とする積層物の形成方法。
【請求項7】
第1及び第2の装置のいずれか一方の装置が層を形成する前に、その一方の装置と干渉しない位置に他方の装置を移動させる工程とを有することを特徴とする請求項5又は6記載の積層物の形成方法。
【請求項8】
第1の装置により形成される樹脂層は、繊維強化プラスチック及び熱可塑性プラスチックの少なくとも一方の廃材からなる樹脂成形物の粉砕物又は粉体が50重量%以上の含有率で配合され、液状樹脂及び硬化剤が供給され、樹脂テープで固定されてなる樹脂層であることを特徴とする請求項5乃至7の何れかに記載の積層物の形成方法。
【図1】


【図2】
【図3】

【図4】
【図5】
【図6】
【図7】

【図8】
【図9】

【図10】
【図11】
【図12】
【図13】
【図14】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【公開番号】特開2007−216389(P2007−216389A)
【公開日】平成19年8月30日(2007.8.30)
【国際特許分類】
【出願番号】特願2006−19702(P2006−19702)
【出願日】平成18年1月27日(2006.1.27)
【出願人】(000004123)JFEエンジニアリング株式会社 (1,044)
【出願人】(591054244)富士化工株式会社 (4)
【Fターム(参考)】
【公開日】平成19年8月30日(2007.8.30)
【国際特許分類】
【出願日】平成18年1月27日(2006.1.27)
【出願人】(000004123)JFEエンジニアリング株式会社 (1,044)
【出願人】(591054244)富士化工株式会社 (4)
【Fターム(参考)】
[ Back to top ]