
積層発泡シート、容器、及び積層発泡シートの製造方法
【課題】 耐熱性に優れた成型品を作製することができ、且つこの成型品を作製する際に発生する端材やこの成型品自体等をマテリアルリサイクルし易い積層発泡シートを提供すること。
【解決手段】 ポリスチレン系樹脂及びポリフェニレンエーテル系樹脂が含有され且つ前記ポリスチレン系樹脂及び前記ポリフェニレンエーテル系樹脂の合計量100質量部に対して前記ポリフェニレンエーテル系樹脂が10〜50質量部含有されてなる樹脂組成物を押出発泡してなるポリスチレン系樹脂発泡シートに、樹脂フィルムを積層して積層発泡シートを得る積層発泡シートの製造方法であって、
前記樹脂フィルムとして、ポリスチレン系樹脂及びポリフェニレンエーテル系樹脂が含有され且つ軟化温度が前記樹脂組成物よりも高いポリスチレン系樹脂フィルムを用いることを特徴とする積層発泡シートの製造方法を提供する。
【解決手段】 ポリスチレン系樹脂及びポリフェニレンエーテル系樹脂が含有され且つ前記ポリスチレン系樹脂及び前記ポリフェニレンエーテル系樹脂の合計量100質量部に対して前記ポリフェニレンエーテル系樹脂が10〜50質量部含有されてなる樹脂組成物を押出発泡してなるポリスチレン系樹脂発泡シートに、樹脂フィルムを積層して積層発泡シートを得る積層発泡シートの製造方法であって、
前記樹脂フィルムとして、ポリスチレン系樹脂及びポリフェニレンエーテル系樹脂が含有され且つ軟化温度が前記樹脂組成物よりも高いポリスチレン系樹脂フィルムを用いることを特徴とする積層発泡シートの製造方法を提供する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、積層発泡シート、該積層発泡シートが成形されて得られる容器、及び積層発泡シートの製造方法に関する。
【背景技術】
【0002】
従来、ポリスチレン系樹脂発泡シートは、食品用容器(食品用トレー、カップ等)等の材料として広く用いられている。しかし、ポリスチレン系樹脂からなるポリスチレン系樹脂発泡シートで形成された食品用容器は、耐熱性が十分に高いものではないため、電子レンジ等によって加熱されると変形してしまう等の問題を有する。これに対して、耐熱性を高めるべく、ポリスチレン系樹脂及びポリフェニレンエーテル系樹脂を含有する樹脂組成物を発泡剤により発泡させて形成されたポリスチレン系樹脂発泡シート(「発泡シート」ともいう。)が提案されている(例えば、特許文献1)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特許4699327号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、発泡シートは、表面が薄い気泡膜で大部分を占められているので、該発泡シートを成形して得られる成型品(容器等)は、少し熱を受けただけで表面が変形しやすく、場合によっては熱によって穴が開いてしまうことがある。このような問題は、成型品の表面が薄い気泡膜で形成されている以上は、用いる樹脂組成物の耐熱性を向上させても解決させることが難しい。
【0005】
このような問題を解決すべく、ポリスチレン系樹脂に比べて耐熱性の高いポリプロピレン系樹脂からなるフィルムを発泡シートの片面に積層して積層発泡シートを作製し、該ポリプロピレンフィルムが容器の内側となるように該積層発泡シートを成形して容器を作製することが行われている。
【0006】
ところで、この積層発泡シートから成型品を作製する際には、該積層発泡シートを熱成形して積層発泡シートに成型品の形状を形成し、成型品の外縁に沿って切断する打抜き加工等を実施することが一般に行われているが、その際には、端材が多く発生する。この端材をマテリアルリサイクルすべく、この端材を溶融させて上記発泡シートを作製することが考えられるが、ポリプロピレンはポリスチレンに対して非相溶性であるので、この端材を溶融させてもポリプロピレンがポリスチレンに十分に混ざらないという問題が生じ、そして、このように十分に混ざり合っていない樹脂組成物を発泡させると気泡膜が十分に伸びず気泡どうしが繋がってしまい連続気泡率が高くなる等の問題が生じ得る。また、端材のみならず用済み後の成型品や成形品の形成に利用されずに残ってしまった積層発泡シートをマテリアルリサイクルする際にも同様な問題が生じ得る。
【0007】
本発明は、上記問題点に鑑み、耐熱性に優れた成型品を作製することができ、且つこの成型品を作製する際に発生する端材やこの成型品自体等をマテリアルリサイクルし易い積層発泡シート及び該積層発泡シートの成型品を得ることを課題とする。
【課題を解決するための手段】
【0008】
本発明は、上記課題を解決するために、ポリスチレン系樹脂及びポリフェニレンエーテル系樹脂が含有され且つ前記ポリスチレン系樹脂及び前記ポリフェニレンエーテル系樹脂の合計量100質量部に対して前記ポリフェニレンエーテル系樹脂が10〜50質量部含有されてなる樹脂組成物を押出発泡してなるポリスチレン系樹脂発泡シートに、樹脂フィルムを積層して積層発泡シートを得る積層発泡シートの製造方法であって、前記樹脂フィルムとして、ポリスチレン系樹脂及びポリフェニレンエーテル系樹脂が含有され且つ軟化温度が前記樹脂組成物よりも高いポリスチレン系樹脂フィルムを用いることを特徴とする積層発泡シートの製造方法を提供する。
【0009】
斯かる積層発泡シートの製造方法は、前記樹脂フィルムとして、軟化温度が前記樹脂組成物よりも高いポリスチレン系樹脂フィルムを用いることにより、耐熱性に優れた成型品を作製することができる積層発泡シートを得ることができる。また、斯かる積層発泡シートの製造方法は、前記樹脂フィルムとして、ポリスチレン系樹脂及びポリフェニレンエーテル系樹脂が含有されるポリスチレン系樹脂フィルムを用いることにより、成型品を作製する際に発生する端材やこの成型品自体等をマテリアルリサイクルし易い積層発泡シートを得ることができる。
【0010】
また、本発明は、上記課題を解決するために、ポリスチレン系樹脂及びポリフェニレンエーテル系樹脂が含有され且つ前記ポリスチレン系樹脂及び前記ポリフェニレンエーテル系樹脂の合計量100質量部に対して前記ポリフェニレンエーテル系樹脂が10〜50質量部含有されてなる樹脂組成物を押出発泡してなるポリスチレン系樹脂発泡シートと、該ポリスチレン系樹脂発泡シートに積層された樹脂フィルムとを備えてなる積層発泡シートであって、前記樹脂フィルムには、ポリスチレン系樹脂及びポリフェニレンエーテル系樹脂が含有され且つ軟化温度が前記樹脂組成物よりも高いポリスチレン系樹脂フィルムが用いられていることを特徴とする積層発泡シートを提供する。
【0011】
さらに、本発明は、積層発泡シートが成形されてなる容器であって、前記積層発泡シートが成形され、容器内側が前記ポリスチレン系樹脂フィルムで形成されていることを特徴とする容器を上記課題の解決手段として提供する。
【発明の効果】
【0012】
本発明によれば、耐熱性に優れた成型品を作製することができ、且つこの成型品を作製する際に発生する端材やこの成型品自体等をマテリアルリサイクルし易い積層発泡シート及び該積層発泡シートの成型品を提供し得る。
【図面の簡単な説明】
【0013】
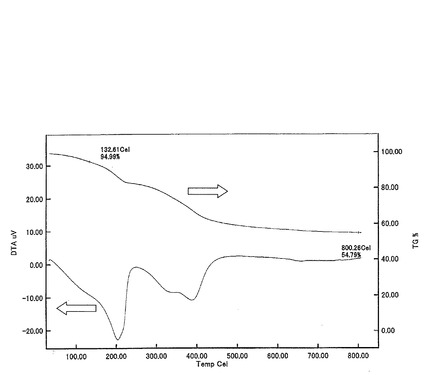
【図1】ハイドロタルサイトのTG/DTAチャートを示す図。
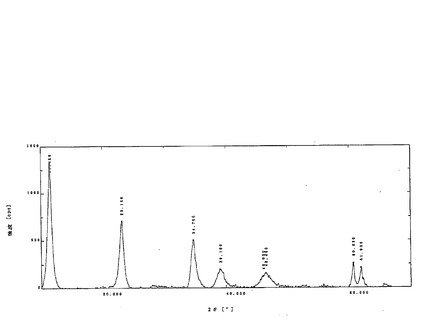
【図2】ハイドロタルサイトの粉末X線回折パターンを示す図。
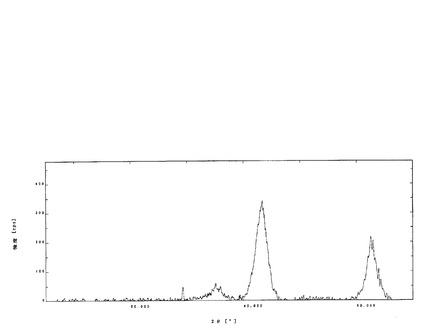
【図3】ハイドロタルサイト焼成物の粉末X線回折パターンを示す図。
【発明を実施するための形態】
【0014】
以下、本発明の一実施形態について説明する。
【0015】
まず、本実施形態の積層発泡シートについて説明する。
本実施形態の積層発泡シートは、一面側の第1表面層と、他面側の第2表面層と、これらの表面層の間に設けられる中間層とを備えてなる。
具体的には、本実施形態の積層発泡シートは、中間層として、ポリスチレン系樹脂及びポリフェニレンエーテル系樹脂が含有されてなる樹脂組成物を押出発泡してなるポリスチレン系樹脂発泡シートを備え、第1表面層として、該ポリスチレン系樹脂発泡シートの一面側に積層され且つポリスチレン系樹脂及びポリフェニレンエーテル系樹脂が含有され且つ軟化温度が前記樹脂組成物よりも高い第1ポリスチレン系樹脂フィルムを備え、第2表面層として、前記ポリスチレン系樹脂発泡シートの他面側に積層され且つポリスチレン系樹脂が含有される第2ポリスチレン系樹脂フィルムを備えてなる。
なお、本明細書における軟化温度は、ビカット軟化温度(JIS K7206−1991、B法、50℃/h)を意味する。
また、ポリスチレン系樹脂発泡シートは、上記のように押出発泡により発泡状態となっているのに対して、本明細書におけるポリスチレン系樹脂フィルムは、フィルム状に非発泡な状態に形成されているものを意味する。
【0016】
本実施形態の積層発泡シートは、例えば、食品包装用容器の形成に用いられる場合であれば、好ましくは1.5〜3.0mmの厚みとされる。
【0017】
(ポリスチレン系樹脂発泡シート)
前記ポリスチレン系樹脂発泡シートは、例えば、得られる積層発泡シートが食品包装用容器の形成に用いられる場合であれば、好ましくは、0.055〜0.18g/cm3 の密度とされる。
【0018】
前記ポリスチレン系樹脂発泡シートの連続気泡率は、好ましくは18%以下であり、より好ましくは3〜18%である。
前記ポリスチレン系樹脂発泡シートは、連続気泡率に係る上記のような特性を有することで内部の臭気成分を利用者に感じさせない程度に徐々に放散させることができ、臭気の抑制効果に特に優れるという利点を有する。
【0019】
前記連続気泡率は、空気比較式比重計(東京サイエンス(株)社製)を用いて測定される、発泡シートの試験体の体積Vから、下記式より算出することができる。
連続気泡率(%)=(V0 −V)/V0 ×100
なお、上記式において、Vは上記した方法で測定される試験体の体積(cm3 )、V0 は測定に使用した試験体の外形寸法から計算される試験体の見掛けの体積(cm3 )である。
【0020】
また、前記ポリスチレン系樹脂発泡シートは、平均気泡径を80〜450μmとすることが好ましい。
なお、ポリスチレン系樹脂発泡シートの平均気泡径は、ASTM D2842−69に記載されている方法に準拠して測定することができる。即ち、試験用の発泡シート試料を、押出方向に直交する平面に沿って切断し、また、押出方向及び厚み方向に広がる平面に沿って切断し、それぞれの切断面厚み方向の両外側1/10の部分を除いた部分につき、走査型電子顕微鏡(日立製作所社製「S−3000N」)を用いて17〜20倍、必要に応じて最大200倍に拡大して撮影する。撮影した4つの画像をそれぞれA4用紙上に印刷して、MD方向(押出方向)、TD方向(押出方向に直交し且つシート面に沿った方向)、VD方向(厚み方向)の各方向に沿った平行な線分(長さ60mm)を各A4用紙につき6ヶ所引く。斯かる線分に重なる気泡の数から、各方向における気泡の平均弦長(t)を下記式(1)により算出する。ただし、線分は、できる限り気泡が接点でのみ接しないように引き、接してしまった場合は、気泡数に含めることとする。
平均弦長(t)=60/(気泡数×写真の倍率)・・・(1)
そして、下記式(2)により、各方向における気泡径を算出する。
D=t/0.616・・・(2)
更に、上記の如くして測定した各気泡径(DMD、DTD、DVD)に基づいて、平均気泡径を下記式(3)により算出する。
平均気泡径(mm)=(DMD+DTD+DVD)/3・・・(3)
なお、試験用の発泡シート試料の厚みが薄く、VD方向に60mm長さ分の線分を引くことができない場合は、30mm又は20mm長さの線分に重なる気泡数を数えて、60mm長さ線分における気泡数に換算する。
【0021】
前記ポリスチレン系樹脂発泡シートは、平均気泡径を80μm以上とすることで、気泡の膜が厚くなり、連続気泡率を低くさせやすくなる(連続気泡率が18%以下になりやすい)。しかも、平均気泡径を80μm以上とすることで、強度が高くなるという効果も発揮される。
また、前記ポリスチレン系樹脂発泡シートは、平均気泡径を450μm以下とした場合には、気泡径が大きすぎず、外観が良好となり、また、平滑性や光沢性にも優れ、さらに、割れ難くなるという効果を奏する。
【0022】
また、前記ポリスチレン系樹脂発泡シートは、ノルマル酪酸の含有量が0.50ppm未満であることが好ましく、0.30ppm未満であることがより好ましい。
本実施形態に係る積層発泡シートは、前記ポリスチレン系樹脂発泡シートのノルマル酪酸の含有量が0.50ppm未満である場合には、臭気がより一層抑制されるという利点を有する。
【0023】
このようなポリスチレン系樹脂発泡シートの形成に用いられるポリスチレン系樹脂は、ポリフェニレンエーテル系樹脂との相溶性の観点から、スチレン単独重合体などのポリスチレン樹脂が好適である。
【0024】
一方、前記ポリフェニレンエーテル系樹脂は、耐熱性の付与に有効なものであり、通常、下記化1で表されるものを採用することができる。
【0025】
【化1】

【0026】
ここでR1及びR2は、炭素数1〜4のアルキル基又はハロゲン原子を示し、nは、重合度を表す正の整数である。
例示すれば、ポリ(2,6−ジメチルフェニレン−1,4−エーテル)、ポリ(2,6−ジエチルフェニレン−1,4−エーテル)、ポリ(2,6−ジクロルフェニレン−1,4−エーテル)等が本実施形態において用いられ得る。
また、重合度nは、通常10〜5000の範囲内である。
【0027】
このポリフェニレンエーテル系樹脂は、前記ポリスチレン系樹脂との合計100質量部に対して、10質量部以上50質量部以下となる割合で含有される。
なお、ポリフェニレンエーテル系樹脂は、耐熱性の向上に有効なものであり、ポリスチレン系樹脂との合計100質量部に対して、10質量部以上50質量部以下となる割合で含有させるのは、上記範囲未満では、ポリフェニレンエーテル系樹脂の添加効果が十分に発揮されないおそれを有し、逆に上記範囲を超えてポリフェニレンエーテル系樹脂を含有させても、それ以上にポリフェニレンエーテル系樹脂の添加効果が発揮されないおそれを有するためである。
また、一般的にはポリスチレン系樹脂に比べて高価であるために上記範囲を超えてポリフェニレンエーテル系樹脂を含有させると材料コストの観点においても問題を生じさせるおそれを有する。
【0028】
通常、ポリスチレン系樹脂のビカット軟化温度(JIS K7206−1991、B法、50℃/h)は、102℃程度であるが、上記のようなポリフェニレンエーテル系樹脂を含有させることにより、ビカット軟化温度を110〜155℃の範囲に向上させることができ、該ポリフェニレンエーテル系樹脂及び前記ポリスチレン系樹脂を使用することで、得られる積層発泡シートや該積層発泡シートを2次加工した製品などの耐熱性向上を図り得る。
【0029】
一般にポリスチレン系樹脂が用いられてなる製品に耐熱性が求められる場合には、スチレンホモポリマーよりもビカット軟化温度の高いスチレン−メタクリル酸共重合体、スチレン−無水マレイン酸共重合体、スチレン−マレイミド共重合体、ポリパラメチルスチレン樹脂などのコポリマーをその形成材料に採用することが行われている。
一方で、上記のようにポリフェニレンエーテル系樹脂をブレンドする方法は、単に製品に耐熱性を付与することができるばかりでなく、優れた靱性を付与することができる点においても優れている。
【0030】
したがって、ポリフェニレンエーテル系樹脂及びポリスチレン系樹脂を使用して発泡トレーなどの容器を形成させることにより、急激な変形が加えられても割れたりすることのない発泡トレーを形成させ得る。
【0031】
前記ポリスチレン系樹脂発泡シートは、前記ポリスチレン系樹脂及び前記ポリフェニレンエーテル系樹脂を所定の割合で含有する樹脂組成物を押出機内で溶融混合させ、該押出機で溶融混合させた溶融物を該押出機から押出発泡させて形成されるものである。
【0032】
前記樹脂組成物は、前記ポリスチレン系樹脂や前記ポリフェニレンエーテル系樹脂以外に、消臭剤として、ハイドロタルサイト焼成物、ゼオライトの少なくとも何れかを含有することが好ましい。
【0033】
ハイドロタルサイトは、天然に産出する粘土鉱物の一種であり、通常、下記一般式で表される複水酸化物である。
M18-xM2x(OH)16CO2・nH2O
ここで、M1 としては、Mg2+、Fe2+、Zn2+、Ca2+、Li2+、Ni2+、Co2+、Cu2+の何れかであり、M2 としては、Al3+、Fe3+、Mn3+の何れかであり、xは2〜5が好ましく、nは0以上の整数である。
【0034】
また、近年では合成品も市販されており、例えば、塩基性炭酸マグネシウム粒子の水懸濁液と水酸化アルミニウムの水懸濁液とを、マグネシウム原子とアルミニウム原子との比(Mg/Al)が所定の割合(例えば2.6〜3.2)となるように混合し、さらに水酸化ナトリウム、水酸化カリウム、水酸化アンモニウムなどの苛性アルカリを加えてpH8.5〜11.5の反応液を得る工程、該工程によって得られた前記反応液を、例えば、50〜100℃で0.5〜20時間加熱熟成する工程、および、該工程で加熱熟成された後の液からハイドロタルサイト粒子を固液分離、洗浄、脱水および乾燥する工程を経て作製されたものが市販されたりしており、このようなハイドロタルサイトを焼成した焼成物も天然産のハイドロタルサイトを焼成した焼成物と同様に使用可能である。
【0035】
なお、ハイドロタルサイトは、図1に示すTG/DTAチャートからもわかるように、加熱すると吸着水や結晶水等を放出するもので、200℃以上に焼成されることで吸着水が放出され、400℃以上、例えば550℃に焼成されることで炭酸根や水酸基が脱離されるものであり粉末X線回折装置(株式会社リガク社製、RADシステム)で2θ=10〜70度で分析すると、図2に示すようなチャート結果を示す物質である。
【0036】
前記ハイドロタルサイト焼成物は、上記のような温度で焼成することにより得られる化合物であり、また、焼成後も陰イオン交換能を保持している化合物である。
該ハイドロタルサイト焼成物としては、例えば、下記一般式で表されるものを採用することが好ましい。
Mg0.7Al0.3O1.15
該ハイドロタルサイト焼成物は、粉末X線回折装置(株式会社リガク社製、RADシステム)で2θ=10〜70度で分析した粉末X線回折パターンに特徴的な3つのピークを示すものであり、図3に示すようなチャート結果を示す物質である。
【0037】
前記樹脂組成物における前記ハイドロタルサイト焼成物の含有量は、多い方が本実施形態に係る積層発泡シートを、より一層臭気の抑制されたものとすることができるという利点があるが、該含有量が過度に多いと、該樹脂組成物の発泡性を低下させるおそれを有する。
従って、臭気を抑制しつつ良好な発泡状態をポリスチレン系樹脂発泡シートに付与し得る点において前記ポリスチレン系樹脂及び前記ポリフェニレンエーテル系樹脂の合計量100質量部に対する前記ハイドロタルサイト焼成物の好ましい含有量は、0.05〜20質量部であり、より好ましい含有量は、0.1〜10質量部である。
また、前記ハイドロタルサイト焼成物の粒径は、小さい方が、前記樹脂組成物中に分散されやすくなり臭気の抑制効果が高くなるが、該粒径が過度に小さいものは市販等がされておらず入手が困難であるばかりでなく舞い上がりやすく取り扱いが困難になるおそれを有する。
従って、臭気の抑制されたポリスチレン系樹脂発泡シートを製造容易にさせ得る点において本実施形態において採用する前記焼成物の粒径(体積平均径)は、1〜100μmとすることが好ましい。
【0038】
前記ゼオライトとしては、疎水性ゼオライト及び親水性ゼオライトのどちらも用いることができるが、疎水性ゼオライトのほうが臭気の原因成分である有機物質の成分を吸着することが可能であり、これにより、臭気を抑制することが可能であるので、臭気をより一層抑制できるという観点から、疎水性ゼオライトを用いることが好ましい。
なお、疎水性ゼオライトは、Al成分が少ないゼオライトを意味し、蛍光X線分析法によって確かめることができる。
より具体的には、疎水性ゼオライトは、シリカとアルミナとに換算した際のモル比(SiO2 /Al2 O3 )が1.5以上となるゼオライトを意味し、特には前記モル比が10以上となるものが好ましい。
【0039】
さらに、前記樹脂組成物には、発泡剤や気泡調整剤といった発泡のための成分、及び一般的なポリスチレン系樹脂発泡シートの原材料として利用されている各種添加剤を含有させてもよい。
【0040】
前記発泡剤としては、揮発性発泡剤、無機ガス系発泡剤、分解型発泡剤等を、それぞれ単独で又は2以上組み合わせて用いられる。揮発性発泡剤としては、例えばプロパン、ノルマルブタン、イソブタン、ペンタン、ヘキサン等の脂肪族炭化水素類、シクロブタン、シクロペンタン等の環式脂肪族炭化水素類等が挙げられる。無機ガス系発泡剤としては、二酸化炭素、窒素、空気等の不活性ガスが用いられる。また、分解型発泡剤としては、アゾジカルボンアミド、ジニトロソペンタメチレンテトラミン、アゾビスイソブチロニトリル、重炭酸ナトリウム等が挙げられる。しかしながら、積層発泡シートの熱成形に先立つ加熱時のポリスチレン系樹脂発泡シートの二次発泡性向上の観点からは、揮発性発泡剤を主たる発泡剤として使用することが望ましい。発泡剤の添加量は、発泡剤の種類、基材樹脂、目的とする発泡倍率等によって異なるため、発泡剤の種類、基材樹脂の種類に応じて目的とする発泡倍率が得られるように選択すればよい。
前記発泡剤とともに併用される気泡調整剤としては、タルク、シリカ等の無機粉末や、多価カルボン酸の酸性塩、多価カルボン酸と炭酸ナトリウム或いは重炭酸ナトリウムとの反応混合物等が挙げられる。気泡調整剤の添加量は、前記ポリスチレン系樹脂と前記ポリフェニレンエーテル樹脂との合計100質量部に対して0.5〜5質量部であることが好ましい。
なお、前記添加剤としては、安定剤、紫外線吸収剤、酸化防止剤、着色剤等があげられる。
【0041】
(第1ポリスチレン系樹脂フィルム)
前記第1ポリスチレン系樹脂フィルムは、例えば、得られる積層発泡シートが食品包装用容器の形成に用いられる場合であれば、好ましくは15〜50μmの厚みとされる。
【0042】
また、前記第1ポリスチレン系樹脂フィルムは、ノルマル酪酸の含有量が0.50ppm未満であることが好ましく、0.30ppm未満であることがより好ましい。
本実施形態に係る積層発泡シートは、前記第1ポリスチレン系樹脂フィルムのノルマル酪酸の含有量が0.50ppm未満である場合には、臭気がより一層抑制されるという利点を有する。
【0043】
このような第1ポリスチレン系樹脂フィルムの形成に用いられるポリスチレン系樹脂は、ポリフェニレンエーテル系樹脂との相溶性の観点から、スチレン単独重合体などのポリスチレン樹脂が好適である。
【0044】
一方、前記ポリフェニレンエーテル系樹脂は、耐熱性の付与に有効なものであり、通常、上記化1で表されるものを採用することができる。
【0045】
このポリフェニレンエーテル系樹脂は、前記ポリスチレン系樹脂との合計100質量部に対して、10質量部以上70質量部以下となる割合で含有されることが好ましい。
前記第1ポリスチレン系樹脂フィルムは、ポリフェニレンエーテル系樹脂と、ポリスチレン系樹脂との合計100質量部に対して、ポリフェニレンエーテル系樹脂が10質量部以上含有されることにより、耐熱性が高くなるという利点がある。また、一般的にはポリスチレン系樹脂に比べて高価であることから、前記第1ポリスチレン系樹脂フィルムは、ポリフェニレンエーテル系樹脂と、ポリスチレン系樹脂との合計100質量部に対して、ポリフェニレンエーテル系樹脂が70質量部以下含有されることにより、材料コストを抑えることができるという利点がある。
【0046】
前記第1ポリスチレン系樹脂フィルムは、前記ポリスチレン系樹脂や前記ポリフェニレンエーテル系樹脂以外に、消臭剤として、ハイドロタルサイト焼成物、ゼオライトの少なくとも何れかを含有することが好ましい。
【0047】
前記第1ポリスチレン系樹脂フィルムに用いられるハイドロタルサイト焼成物としては、例えば、下記一般式で表されるものを採用することが好ましい。
Mg0.7Al0.3O1.15
【0048】
前記第1ポリスチレン系樹脂フィルムは、前記ハイドロタルサイト焼成物を含有する場合には、前記ポリスチレン系樹脂及び前記ポリフェニレンエーテル系樹脂の合計量100質量部に対して前記ハイドロタルサイト焼成物を好ましくは0.05〜20質量部、より好ましくは0.1〜10質量部含有する。
また、前記ハイドロタルサイト焼成物の粒径は、小さい方が、前記第1ポリスチレン系樹脂フィルム中に分散されやすくなり臭気の抑制効果が高くなるが、該粒径が過度に小さいものは市販等がされておらず入手が困難であるばかりでなく舞い上がりやすく取り扱いが困難になるおそれを有する。
従って、臭気の抑制された第1ポリスチレン系樹脂フィルムを製造容易にさせ得る点において本実施形態において採用する前記焼成物の粒径(体積平均径)は、1〜100μmとすることが好ましい。
【0049】
前記第1ポリスチレン系樹脂フィルムに用いられるゼオライトとしては、疎水性ゼオライト及び親水性ゼオライトのどちらも用いることができるが、疎水性ゼオライトのほうが臭気の原因成分である有機物質の成分を吸着することが可能であり、これにより、臭気を抑制することが可能であるので、臭気をより一層抑制できるという観点から、疎水性ゼオライトを用いることが好ましい。
【0050】
さらに、前記第1ポリスチレン系樹脂フィルムは、前記添加剤として、安定剤、紫外線吸収剤、酸化防止剤、着色剤等を含有してもよい。
【0051】
(第2ポリスチレン系樹脂フィルム)
前記第2ポリスチレン系樹脂フィルムは、前記第1ポリスチレン系樹脂フィルムと同じ或いは異なるポリスチレン系樹脂フィルムである。前記第2ポリスチレン系樹脂フィルムは、前記第1ポリスチレン系樹脂フィルムと異なるポリスチレン系樹脂フィルムである場合には、ポリフェニレンエーテル系樹脂を備えなくてもよい。
【0052】
本実施形態の積層発泡シートは、上記の如く構成されてなるが、次に、本実施形態の積層発泡シートの製造方法について説明する。
【0053】
本実施形態の積層発泡シートの製造方法は、ポリスチレン系樹脂発泡シートの片面側に第1ポリスチレン系樹脂フィルムを積層し、前記ポリスチレン系樹脂発泡シートの他面側に第2ポリスチレン系樹脂フィルムを積層して、積層発泡シートを作製する方法である。
ポリスチレン系樹脂発泡シートにポリスチレン系樹脂フィルムを積層する積層方法としては、特に限定されず、例えば、(1)ポリスチレン系樹脂発泡シートとポリスチレン系樹脂フィルムとを共押出法によって互いに積層一体化する方法、(2)ポリスチレン系樹脂発泡シート上にポリスチレン系樹脂フィルムを押出ラミネートする方法、(3)ポリスチレン系樹脂発泡シート上にポリスチレン系樹脂フィルムを熱ラミネートする方法などが挙げられる。
【0054】
なお、上記ポリスチレン系樹脂発泡シートの製造方法としては、ポリスチレン系樹脂、ポリフェニレン系樹脂、前記消臭剤、及び、前記発泡剤を押出機に供給して溶融混錬して発泡性ポリスチレン系樹脂組成物とし、この発泡性ポリスチレン系樹脂組成物を押出機の先端に取り付けたダイから押出発泡させてポリスチレン系樹脂発泡シートを製造する方法が挙げられる。なお、上記ダイとしては、押出発泡において汎用されているものであれば、特に限定されず、例えば、Tダイ、環状ダイなどが挙げられる。
【0055】
そして、ダイとしてTダイを用いた場合には、押出機からシート状に押出発泡することによってポリスチレン系樹脂発泡シートを製造することができる。一方、ダイとして環状ダイを用いた場合には、環状ダイから円筒状に押出発泡して円筒状体を製造し、この円筒状体を徐々に拡径した上で冷却マンドレルに供給して冷却した後、円筒状体をその押出方向に連続的に内外周面間に亘って切断し切り開いて展開することによってポリスチレン系樹脂発泡シートを製造することができる。
【0056】
次に、上記(1)の方法を具体的に説明する。まず、積層のための装置として、第一押出機及び第二押出機の二機の押出機と、合流ダイ及びこの合流ダイに接続する環状ダイからなる共押出ダイとを用意し、第一押出機、及び、第二押出機を共に上記共押出ダイの合流ダイに接続する。
そして、ポリスチレン系樹脂、ポリフェニレン系樹脂、前記消臭剤、及び、前記発泡剤を第一押出機に供給して溶融混錬して発泡性ポリスチレン系樹脂組成物とする一方、ポリスチレン系樹脂、ポリフェニレン系樹脂、及び、前記消臭剤と共に第二押出機に供給して発泡剤の不存在下にて溶融混錬し、共押出ダイの合流ダイにて両押出機から押出された溶融樹脂を合流させて、断面円形状の発泡性ポリスチレン系樹脂組成物層と、この発泡性ポリスチレン系樹脂組成物層の外周面に積層された非発泡性のポリスチレン系樹脂組成物層とからなる発泡性積層体を形成し、この発泡性積層体を環状ダイに供給し、環状ダイから円筒状に押出発泡させて円筒状発泡体を得る。
【0057】
次に、この円筒状発泡体を徐々に拡径させた上で冷却マンドレルに供給して円筒状発泡体を冷却した後、この円筒状発泡体をその押出方向に連続的に内外周面間に亘って切断することによって切り開いてシート状として、ポリスチレン系樹脂発泡シートと、ポリスチレン系樹脂フィルムとを積層一体化させることができる。
なお、環状ダイの開口部における内側ダイの外径と、冷却マンドレルの押出機側端部の外径との比(内側ダイの外径/冷却マンドレルの押出機側端部の外径)、所謂、ブローアップ比は、2.5〜3.5が好ましい。
【0058】
本実施形態の積層発泡シート、及び積層発泡シートの製造方法は、上記の如く構成されてなるが、次に、本実施形態の容器について説明する。
【0059】
本実施形態の容器は、例えば、上記のような製造方法によって得られた積層発泡シートに熱成形や折り曲げ成形といった成形を施して作製され得る。その際、この成形は、第1ポリスチレン系樹脂フィルムが容器の内側となるように実施される。
本実施形態の容器は、ポリスチレン系樹脂及びポリフェニレンエーテル系樹脂が含有され且つ軟化点が前記ポリスチレン系樹脂発泡シートの樹脂組成物よりも高い第1ポリスチレン系樹脂フィルムが容器の内側となるように形成されていることにより、耐熱性に優れた容器となる。また、本実施形態の容器は、樹脂フィルムとしてポリスチレン系樹脂フィルムが用いられているので、この容器を作成する際に発生する端材やこの容器自体等がマテリアルリサイクルし易いという利点を有する。
【0060】
なお、前記熱成形する方法としては、真空成形、圧空成形、真空圧空成形、プレス成形等の方法が挙げられる。
また、前記折り曲げ成形としては、積層発泡シートにV溝加工を施し、該V溝を介して折り曲げて折箱容器とする方法などが挙げられる。
【0061】
なお、本実施形態の積層発泡シート、積層発泡シートの製造方法、及び容器は、上記構成により、上記利点を有するものであるが、本発明の積層発泡シート、積層発泡シートの製造方法、及び、容器は、上記構成に限定されず、適宜設計変更可能である。
例えば、本実施形態の積層発泡シートは、第2ポリスチレン系樹脂フィルムを備えてなるが、本発明の積層発泡シートは、前記ポリスチレン系樹脂発泡シートと、該ポリスチレン系樹脂発泡シートの片面側に積層された第1ポリスチレン系樹脂フィルムとを備えていれば、該ポリスチレン系樹脂発泡シートの他面側に樹脂フィルムが積層されてなくてもよい。
また、本発明の積層発泡シートは、第1表面層及び中間層の間に別の層を備えてもよく、また、第2表面層及び中間層との間に別の層を備えてもよい。
【技術分野】
【0001】
本発明は、積層発泡シート、該積層発泡シートが成形されて得られる容器、及び積層発泡シートの製造方法に関する。
【背景技術】
【0002】
従来、ポリスチレン系樹脂発泡シートは、食品用容器(食品用トレー、カップ等)等の材料として広く用いられている。しかし、ポリスチレン系樹脂からなるポリスチレン系樹脂発泡シートで形成された食品用容器は、耐熱性が十分に高いものではないため、電子レンジ等によって加熱されると変形してしまう等の問題を有する。これに対して、耐熱性を高めるべく、ポリスチレン系樹脂及びポリフェニレンエーテル系樹脂を含有する樹脂組成物を発泡剤により発泡させて形成されたポリスチレン系樹脂発泡シート(「発泡シート」ともいう。)が提案されている(例えば、特許文献1)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特許4699327号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、発泡シートは、表面が薄い気泡膜で大部分を占められているので、該発泡シートを成形して得られる成型品(容器等)は、少し熱を受けただけで表面が変形しやすく、場合によっては熱によって穴が開いてしまうことがある。このような問題は、成型品の表面が薄い気泡膜で形成されている以上は、用いる樹脂組成物の耐熱性を向上させても解決させることが難しい。
【0005】
このような問題を解決すべく、ポリスチレン系樹脂に比べて耐熱性の高いポリプロピレン系樹脂からなるフィルムを発泡シートの片面に積層して積層発泡シートを作製し、該ポリプロピレンフィルムが容器の内側となるように該積層発泡シートを成形して容器を作製することが行われている。
【0006】
ところで、この積層発泡シートから成型品を作製する際には、該積層発泡シートを熱成形して積層発泡シートに成型品の形状を形成し、成型品の外縁に沿って切断する打抜き加工等を実施することが一般に行われているが、その際には、端材が多く発生する。この端材をマテリアルリサイクルすべく、この端材を溶融させて上記発泡シートを作製することが考えられるが、ポリプロピレンはポリスチレンに対して非相溶性であるので、この端材を溶融させてもポリプロピレンがポリスチレンに十分に混ざらないという問題が生じ、そして、このように十分に混ざり合っていない樹脂組成物を発泡させると気泡膜が十分に伸びず気泡どうしが繋がってしまい連続気泡率が高くなる等の問題が生じ得る。また、端材のみならず用済み後の成型品や成形品の形成に利用されずに残ってしまった積層発泡シートをマテリアルリサイクルする際にも同様な問題が生じ得る。
【0007】
本発明は、上記問題点に鑑み、耐熱性に優れた成型品を作製することができ、且つこの成型品を作製する際に発生する端材やこの成型品自体等をマテリアルリサイクルし易い積層発泡シート及び該積層発泡シートの成型品を得ることを課題とする。
【課題を解決するための手段】
【0008】
本発明は、上記課題を解決するために、ポリスチレン系樹脂及びポリフェニレンエーテル系樹脂が含有され且つ前記ポリスチレン系樹脂及び前記ポリフェニレンエーテル系樹脂の合計量100質量部に対して前記ポリフェニレンエーテル系樹脂が10〜50質量部含有されてなる樹脂組成物を押出発泡してなるポリスチレン系樹脂発泡シートに、樹脂フィルムを積層して積層発泡シートを得る積層発泡シートの製造方法であって、前記樹脂フィルムとして、ポリスチレン系樹脂及びポリフェニレンエーテル系樹脂が含有され且つ軟化温度が前記樹脂組成物よりも高いポリスチレン系樹脂フィルムを用いることを特徴とする積層発泡シートの製造方法を提供する。
【0009】
斯かる積層発泡シートの製造方法は、前記樹脂フィルムとして、軟化温度が前記樹脂組成物よりも高いポリスチレン系樹脂フィルムを用いることにより、耐熱性に優れた成型品を作製することができる積層発泡シートを得ることができる。また、斯かる積層発泡シートの製造方法は、前記樹脂フィルムとして、ポリスチレン系樹脂及びポリフェニレンエーテル系樹脂が含有されるポリスチレン系樹脂フィルムを用いることにより、成型品を作製する際に発生する端材やこの成型品自体等をマテリアルリサイクルし易い積層発泡シートを得ることができる。
【0010】
また、本発明は、上記課題を解決するために、ポリスチレン系樹脂及びポリフェニレンエーテル系樹脂が含有され且つ前記ポリスチレン系樹脂及び前記ポリフェニレンエーテル系樹脂の合計量100質量部に対して前記ポリフェニレンエーテル系樹脂が10〜50質量部含有されてなる樹脂組成物を押出発泡してなるポリスチレン系樹脂発泡シートと、該ポリスチレン系樹脂発泡シートに積層された樹脂フィルムとを備えてなる積層発泡シートであって、前記樹脂フィルムには、ポリスチレン系樹脂及びポリフェニレンエーテル系樹脂が含有され且つ軟化温度が前記樹脂組成物よりも高いポリスチレン系樹脂フィルムが用いられていることを特徴とする積層発泡シートを提供する。
【0011】
さらに、本発明は、積層発泡シートが成形されてなる容器であって、前記積層発泡シートが成形され、容器内側が前記ポリスチレン系樹脂フィルムで形成されていることを特徴とする容器を上記課題の解決手段として提供する。
【発明の効果】
【0012】
本発明によれば、耐熱性に優れた成型品を作製することができ、且つこの成型品を作製する際に発生する端材やこの成型品自体等をマテリアルリサイクルし易い積層発泡シート及び該積層発泡シートの成型品を提供し得る。
【図面の簡単な説明】
【0013】
【図1】ハイドロタルサイトのTG/DTAチャートを示す図。
【図2】ハイドロタルサイトの粉末X線回折パターンを示す図。
【図3】ハイドロタルサイト焼成物の粉末X線回折パターンを示す図。
【発明を実施するための形態】
【0014】
以下、本発明の一実施形態について説明する。
【0015】
まず、本実施形態の積層発泡シートについて説明する。
本実施形態の積層発泡シートは、一面側の第1表面層と、他面側の第2表面層と、これらの表面層の間に設けられる中間層とを備えてなる。
具体的には、本実施形態の積層発泡シートは、中間層として、ポリスチレン系樹脂及びポリフェニレンエーテル系樹脂が含有されてなる樹脂組成物を押出発泡してなるポリスチレン系樹脂発泡シートを備え、第1表面層として、該ポリスチレン系樹脂発泡シートの一面側に積層され且つポリスチレン系樹脂及びポリフェニレンエーテル系樹脂が含有され且つ軟化温度が前記樹脂組成物よりも高い第1ポリスチレン系樹脂フィルムを備え、第2表面層として、前記ポリスチレン系樹脂発泡シートの他面側に積層され且つポリスチレン系樹脂が含有される第2ポリスチレン系樹脂フィルムを備えてなる。
なお、本明細書における軟化温度は、ビカット軟化温度(JIS K7206−1991、B法、50℃/h)を意味する。
また、ポリスチレン系樹脂発泡シートは、上記のように押出発泡により発泡状態となっているのに対して、本明細書におけるポリスチレン系樹脂フィルムは、フィルム状に非発泡な状態に形成されているものを意味する。
【0016】
本実施形態の積層発泡シートは、例えば、食品包装用容器の形成に用いられる場合であれば、好ましくは1.5〜3.0mmの厚みとされる。
【0017】
(ポリスチレン系樹脂発泡シート)
前記ポリスチレン系樹脂発泡シートは、例えば、得られる積層発泡シートが食品包装用容器の形成に用いられる場合であれば、好ましくは、0.055〜0.18g/cm3 の密度とされる。
【0018】
前記ポリスチレン系樹脂発泡シートの連続気泡率は、好ましくは18%以下であり、より好ましくは3〜18%である。
前記ポリスチレン系樹脂発泡シートは、連続気泡率に係る上記のような特性を有することで内部の臭気成分を利用者に感じさせない程度に徐々に放散させることができ、臭気の抑制効果に特に優れるという利点を有する。
【0019】
前記連続気泡率は、空気比較式比重計(東京サイエンス(株)社製)を用いて測定される、発泡シートの試験体の体積Vから、下記式より算出することができる。
連続気泡率(%)=(V0 −V)/V0 ×100
なお、上記式において、Vは上記した方法で測定される試験体の体積(cm3 )、V0 は測定に使用した試験体の外形寸法から計算される試験体の見掛けの体積(cm3 )である。
【0020】
また、前記ポリスチレン系樹脂発泡シートは、平均気泡径を80〜450μmとすることが好ましい。
なお、ポリスチレン系樹脂発泡シートの平均気泡径は、ASTM D2842−69に記載されている方法に準拠して測定することができる。即ち、試験用の発泡シート試料を、押出方向に直交する平面に沿って切断し、また、押出方向及び厚み方向に広がる平面に沿って切断し、それぞれの切断面厚み方向の両外側1/10の部分を除いた部分につき、走査型電子顕微鏡(日立製作所社製「S−3000N」)を用いて17〜20倍、必要に応じて最大200倍に拡大して撮影する。撮影した4つの画像をそれぞれA4用紙上に印刷して、MD方向(押出方向)、TD方向(押出方向に直交し且つシート面に沿った方向)、VD方向(厚み方向)の各方向に沿った平行な線分(長さ60mm)を各A4用紙につき6ヶ所引く。斯かる線分に重なる気泡の数から、各方向における気泡の平均弦長(t)を下記式(1)により算出する。ただし、線分は、できる限り気泡が接点でのみ接しないように引き、接してしまった場合は、気泡数に含めることとする。
平均弦長(t)=60/(気泡数×写真の倍率)・・・(1)
そして、下記式(2)により、各方向における気泡径を算出する。
D=t/0.616・・・(2)
更に、上記の如くして測定した各気泡径(DMD、DTD、DVD)に基づいて、平均気泡径を下記式(3)により算出する。
平均気泡径(mm)=(DMD+DTD+DVD)/3・・・(3)
なお、試験用の発泡シート試料の厚みが薄く、VD方向に60mm長さ分の線分を引くことができない場合は、30mm又は20mm長さの線分に重なる気泡数を数えて、60mm長さ線分における気泡数に換算する。
【0021】
前記ポリスチレン系樹脂発泡シートは、平均気泡径を80μm以上とすることで、気泡の膜が厚くなり、連続気泡率を低くさせやすくなる(連続気泡率が18%以下になりやすい)。しかも、平均気泡径を80μm以上とすることで、強度が高くなるという効果も発揮される。
また、前記ポリスチレン系樹脂発泡シートは、平均気泡径を450μm以下とした場合には、気泡径が大きすぎず、外観が良好となり、また、平滑性や光沢性にも優れ、さらに、割れ難くなるという効果を奏する。
【0022】
また、前記ポリスチレン系樹脂発泡シートは、ノルマル酪酸の含有量が0.50ppm未満であることが好ましく、0.30ppm未満であることがより好ましい。
本実施形態に係る積層発泡シートは、前記ポリスチレン系樹脂発泡シートのノルマル酪酸の含有量が0.50ppm未満である場合には、臭気がより一層抑制されるという利点を有する。
【0023】
このようなポリスチレン系樹脂発泡シートの形成に用いられるポリスチレン系樹脂は、ポリフェニレンエーテル系樹脂との相溶性の観点から、スチレン単独重合体などのポリスチレン樹脂が好適である。
【0024】
一方、前記ポリフェニレンエーテル系樹脂は、耐熱性の付与に有効なものであり、通常、下記化1で表されるものを採用することができる。
【0025】
【化1】
【0026】
ここでR1及びR2は、炭素数1〜4のアルキル基又はハロゲン原子を示し、nは、重合度を表す正の整数である。
例示すれば、ポリ(2,6−ジメチルフェニレン−1,4−エーテル)、ポリ(2,6−ジエチルフェニレン−1,4−エーテル)、ポリ(2,6−ジクロルフェニレン−1,4−エーテル)等が本実施形態において用いられ得る。
また、重合度nは、通常10〜5000の範囲内である。
【0027】
このポリフェニレンエーテル系樹脂は、前記ポリスチレン系樹脂との合計100質量部に対して、10質量部以上50質量部以下となる割合で含有される。
なお、ポリフェニレンエーテル系樹脂は、耐熱性の向上に有効なものであり、ポリスチレン系樹脂との合計100質量部に対して、10質量部以上50質量部以下となる割合で含有させるのは、上記範囲未満では、ポリフェニレンエーテル系樹脂の添加効果が十分に発揮されないおそれを有し、逆に上記範囲を超えてポリフェニレンエーテル系樹脂を含有させても、それ以上にポリフェニレンエーテル系樹脂の添加効果が発揮されないおそれを有するためである。
また、一般的にはポリスチレン系樹脂に比べて高価であるために上記範囲を超えてポリフェニレンエーテル系樹脂を含有させると材料コストの観点においても問題を生じさせるおそれを有する。
【0028】
通常、ポリスチレン系樹脂のビカット軟化温度(JIS K7206−1991、B法、50℃/h)は、102℃程度であるが、上記のようなポリフェニレンエーテル系樹脂を含有させることにより、ビカット軟化温度を110〜155℃の範囲に向上させることができ、該ポリフェニレンエーテル系樹脂及び前記ポリスチレン系樹脂を使用することで、得られる積層発泡シートや該積層発泡シートを2次加工した製品などの耐熱性向上を図り得る。
【0029】
一般にポリスチレン系樹脂が用いられてなる製品に耐熱性が求められる場合には、スチレンホモポリマーよりもビカット軟化温度の高いスチレン−メタクリル酸共重合体、スチレン−無水マレイン酸共重合体、スチレン−マレイミド共重合体、ポリパラメチルスチレン樹脂などのコポリマーをその形成材料に採用することが行われている。
一方で、上記のようにポリフェニレンエーテル系樹脂をブレンドする方法は、単に製品に耐熱性を付与することができるばかりでなく、優れた靱性を付与することができる点においても優れている。
【0030】
したがって、ポリフェニレンエーテル系樹脂及びポリスチレン系樹脂を使用して発泡トレーなどの容器を形成させることにより、急激な変形が加えられても割れたりすることのない発泡トレーを形成させ得る。
【0031】
前記ポリスチレン系樹脂発泡シートは、前記ポリスチレン系樹脂及び前記ポリフェニレンエーテル系樹脂を所定の割合で含有する樹脂組成物を押出機内で溶融混合させ、該押出機で溶融混合させた溶融物を該押出機から押出発泡させて形成されるものである。
【0032】
前記樹脂組成物は、前記ポリスチレン系樹脂や前記ポリフェニレンエーテル系樹脂以外に、消臭剤として、ハイドロタルサイト焼成物、ゼオライトの少なくとも何れかを含有することが好ましい。
【0033】
ハイドロタルサイトは、天然に産出する粘土鉱物の一種であり、通常、下記一般式で表される複水酸化物である。
M18-xM2x(OH)16CO2・nH2O
ここで、M1 としては、Mg2+、Fe2+、Zn2+、Ca2+、Li2+、Ni2+、Co2+、Cu2+の何れかであり、M2 としては、Al3+、Fe3+、Mn3+の何れかであり、xは2〜5が好ましく、nは0以上の整数である。
【0034】
また、近年では合成品も市販されており、例えば、塩基性炭酸マグネシウム粒子の水懸濁液と水酸化アルミニウムの水懸濁液とを、マグネシウム原子とアルミニウム原子との比(Mg/Al)が所定の割合(例えば2.6〜3.2)となるように混合し、さらに水酸化ナトリウム、水酸化カリウム、水酸化アンモニウムなどの苛性アルカリを加えてpH8.5〜11.5の反応液を得る工程、該工程によって得られた前記反応液を、例えば、50〜100℃で0.5〜20時間加熱熟成する工程、および、該工程で加熱熟成された後の液からハイドロタルサイト粒子を固液分離、洗浄、脱水および乾燥する工程を経て作製されたものが市販されたりしており、このようなハイドロタルサイトを焼成した焼成物も天然産のハイドロタルサイトを焼成した焼成物と同様に使用可能である。
【0035】
なお、ハイドロタルサイトは、図1に示すTG/DTAチャートからもわかるように、加熱すると吸着水や結晶水等を放出するもので、200℃以上に焼成されることで吸着水が放出され、400℃以上、例えば550℃に焼成されることで炭酸根や水酸基が脱離されるものであり粉末X線回折装置(株式会社リガク社製、RADシステム)で2θ=10〜70度で分析すると、図2に示すようなチャート結果を示す物質である。
【0036】
前記ハイドロタルサイト焼成物は、上記のような温度で焼成することにより得られる化合物であり、また、焼成後も陰イオン交換能を保持している化合物である。
該ハイドロタルサイト焼成物としては、例えば、下記一般式で表されるものを採用することが好ましい。
Mg0.7Al0.3O1.15
該ハイドロタルサイト焼成物は、粉末X線回折装置(株式会社リガク社製、RADシステム)で2θ=10〜70度で分析した粉末X線回折パターンに特徴的な3つのピークを示すものであり、図3に示すようなチャート結果を示す物質である。
【0037】
前記樹脂組成物における前記ハイドロタルサイト焼成物の含有量は、多い方が本実施形態に係る積層発泡シートを、より一層臭気の抑制されたものとすることができるという利点があるが、該含有量が過度に多いと、該樹脂組成物の発泡性を低下させるおそれを有する。
従って、臭気を抑制しつつ良好な発泡状態をポリスチレン系樹脂発泡シートに付与し得る点において前記ポリスチレン系樹脂及び前記ポリフェニレンエーテル系樹脂の合計量100質量部に対する前記ハイドロタルサイト焼成物の好ましい含有量は、0.05〜20質量部であり、より好ましい含有量は、0.1〜10質量部である。
また、前記ハイドロタルサイト焼成物の粒径は、小さい方が、前記樹脂組成物中に分散されやすくなり臭気の抑制効果が高くなるが、該粒径が過度に小さいものは市販等がされておらず入手が困難であるばかりでなく舞い上がりやすく取り扱いが困難になるおそれを有する。
従って、臭気の抑制されたポリスチレン系樹脂発泡シートを製造容易にさせ得る点において本実施形態において採用する前記焼成物の粒径(体積平均径)は、1〜100μmとすることが好ましい。
【0038】
前記ゼオライトとしては、疎水性ゼオライト及び親水性ゼオライトのどちらも用いることができるが、疎水性ゼオライトのほうが臭気の原因成分である有機物質の成分を吸着することが可能であり、これにより、臭気を抑制することが可能であるので、臭気をより一層抑制できるという観点から、疎水性ゼオライトを用いることが好ましい。
なお、疎水性ゼオライトは、Al成分が少ないゼオライトを意味し、蛍光X線分析法によって確かめることができる。
より具体的には、疎水性ゼオライトは、シリカとアルミナとに換算した際のモル比(SiO2 /Al2 O3 )が1.5以上となるゼオライトを意味し、特には前記モル比が10以上となるものが好ましい。
【0039】
さらに、前記樹脂組成物には、発泡剤や気泡調整剤といった発泡のための成分、及び一般的なポリスチレン系樹脂発泡シートの原材料として利用されている各種添加剤を含有させてもよい。
【0040】
前記発泡剤としては、揮発性発泡剤、無機ガス系発泡剤、分解型発泡剤等を、それぞれ単独で又は2以上組み合わせて用いられる。揮発性発泡剤としては、例えばプロパン、ノルマルブタン、イソブタン、ペンタン、ヘキサン等の脂肪族炭化水素類、シクロブタン、シクロペンタン等の環式脂肪族炭化水素類等が挙げられる。無機ガス系発泡剤としては、二酸化炭素、窒素、空気等の不活性ガスが用いられる。また、分解型発泡剤としては、アゾジカルボンアミド、ジニトロソペンタメチレンテトラミン、アゾビスイソブチロニトリル、重炭酸ナトリウム等が挙げられる。しかしながら、積層発泡シートの熱成形に先立つ加熱時のポリスチレン系樹脂発泡シートの二次発泡性向上の観点からは、揮発性発泡剤を主たる発泡剤として使用することが望ましい。発泡剤の添加量は、発泡剤の種類、基材樹脂、目的とする発泡倍率等によって異なるため、発泡剤の種類、基材樹脂の種類に応じて目的とする発泡倍率が得られるように選択すればよい。
前記発泡剤とともに併用される気泡調整剤としては、タルク、シリカ等の無機粉末や、多価カルボン酸の酸性塩、多価カルボン酸と炭酸ナトリウム或いは重炭酸ナトリウムとの反応混合物等が挙げられる。気泡調整剤の添加量は、前記ポリスチレン系樹脂と前記ポリフェニレンエーテル樹脂との合計100質量部に対して0.5〜5質量部であることが好ましい。
なお、前記添加剤としては、安定剤、紫外線吸収剤、酸化防止剤、着色剤等があげられる。
【0041】
(第1ポリスチレン系樹脂フィルム)
前記第1ポリスチレン系樹脂フィルムは、例えば、得られる積層発泡シートが食品包装用容器の形成に用いられる場合であれば、好ましくは15〜50μmの厚みとされる。
【0042】
また、前記第1ポリスチレン系樹脂フィルムは、ノルマル酪酸の含有量が0.50ppm未満であることが好ましく、0.30ppm未満であることがより好ましい。
本実施形態に係る積層発泡シートは、前記第1ポリスチレン系樹脂フィルムのノルマル酪酸の含有量が0.50ppm未満である場合には、臭気がより一層抑制されるという利点を有する。
【0043】
このような第1ポリスチレン系樹脂フィルムの形成に用いられるポリスチレン系樹脂は、ポリフェニレンエーテル系樹脂との相溶性の観点から、スチレン単独重合体などのポリスチレン樹脂が好適である。
【0044】
一方、前記ポリフェニレンエーテル系樹脂は、耐熱性の付与に有効なものであり、通常、上記化1で表されるものを採用することができる。
【0045】
このポリフェニレンエーテル系樹脂は、前記ポリスチレン系樹脂との合計100質量部に対して、10質量部以上70質量部以下となる割合で含有されることが好ましい。
前記第1ポリスチレン系樹脂フィルムは、ポリフェニレンエーテル系樹脂と、ポリスチレン系樹脂との合計100質量部に対して、ポリフェニレンエーテル系樹脂が10質量部以上含有されることにより、耐熱性が高くなるという利点がある。また、一般的にはポリスチレン系樹脂に比べて高価であることから、前記第1ポリスチレン系樹脂フィルムは、ポリフェニレンエーテル系樹脂と、ポリスチレン系樹脂との合計100質量部に対して、ポリフェニレンエーテル系樹脂が70質量部以下含有されることにより、材料コストを抑えることができるという利点がある。
【0046】
前記第1ポリスチレン系樹脂フィルムは、前記ポリスチレン系樹脂や前記ポリフェニレンエーテル系樹脂以外に、消臭剤として、ハイドロタルサイト焼成物、ゼオライトの少なくとも何れかを含有することが好ましい。
【0047】
前記第1ポリスチレン系樹脂フィルムに用いられるハイドロタルサイト焼成物としては、例えば、下記一般式で表されるものを採用することが好ましい。
Mg0.7Al0.3O1.15
【0048】
前記第1ポリスチレン系樹脂フィルムは、前記ハイドロタルサイト焼成物を含有する場合には、前記ポリスチレン系樹脂及び前記ポリフェニレンエーテル系樹脂の合計量100質量部に対して前記ハイドロタルサイト焼成物を好ましくは0.05〜20質量部、より好ましくは0.1〜10質量部含有する。
また、前記ハイドロタルサイト焼成物の粒径は、小さい方が、前記第1ポリスチレン系樹脂フィルム中に分散されやすくなり臭気の抑制効果が高くなるが、該粒径が過度に小さいものは市販等がされておらず入手が困難であるばかりでなく舞い上がりやすく取り扱いが困難になるおそれを有する。
従って、臭気の抑制された第1ポリスチレン系樹脂フィルムを製造容易にさせ得る点において本実施形態において採用する前記焼成物の粒径(体積平均径)は、1〜100μmとすることが好ましい。
【0049】
前記第1ポリスチレン系樹脂フィルムに用いられるゼオライトとしては、疎水性ゼオライト及び親水性ゼオライトのどちらも用いることができるが、疎水性ゼオライトのほうが臭気の原因成分である有機物質の成分を吸着することが可能であり、これにより、臭気を抑制することが可能であるので、臭気をより一層抑制できるという観点から、疎水性ゼオライトを用いることが好ましい。
【0050】
さらに、前記第1ポリスチレン系樹脂フィルムは、前記添加剤として、安定剤、紫外線吸収剤、酸化防止剤、着色剤等を含有してもよい。
【0051】
(第2ポリスチレン系樹脂フィルム)
前記第2ポリスチレン系樹脂フィルムは、前記第1ポリスチレン系樹脂フィルムと同じ或いは異なるポリスチレン系樹脂フィルムである。前記第2ポリスチレン系樹脂フィルムは、前記第1ポリスチレン系樹脂フィルムと異なるポリスチレン系樹脂フィルムである場合には、ポリフェニレンエーテル系樹脂を備えなくてもよい。
【0052】
本実施形態の積層発泡シートは、上記の如く構成されてなるが、次に、本実施形態の積層発泡シートの製造方法について説明する。
【0053】
本実施形態の積層発泡シートの製造方法は、ポリスチレン系樹脂発泡シートの片面側に第1ポリスチレン系樹脂フィルムを積層し、前記ポリスチレン系樹脂発泡シートの他面側に第2ポリスチレン系樹脂フィルムを積層して、積層発泡シートを作製する方法である。
ポリスチレン系樹脂発泡シートにポリスチレン系樹脂フィルムを積層する積層方法としては、特に限定されず、例えば、(1)ポリスチレン系樹脂発泡シートとポリスチレン系樹脂フィルムとを共押出法によって互いに積層一体化する方法、(2)ポリスチレン系樹脂発泡シート上にポリスチレン系樹脂フィルムを押出ラミネートする方法、(3)ポリスチレン系樹脂発泡シート上にポリスチレン系樹脂フィルムを熱ラミネートする方法などが挙げられる。
【0054】
なお、上記ポリスチレン系樹脂発泡シートの製造方法としては、ポリスチレン系樹脂、ポリフェニレン系樹脂、前記消臭剤、及び、前記発泡剤を押出機に供給して溶融混錬して発泡性ポリスチレン系樹脂組成物とし、この発泡性ポリスチレン系樹脂組成物を押出機の先端に取り付けたダイから押出発泡させてポリスチレン系樹脂発泡シートを製造する方法が挙げられる。なお、上記ダイとしては、押出発泡において汎用されているものであれば、特に限定されず、例えば、Tダイ、環状ダイなどが挙げられる。
【0055】
そして、ダイとしてTダイを用いた場合には、押出機からシート状に押出発泡することによってポリスチレン系樹脂発泡シートを製造することができる。一方、ダイとして環状ダイを用いた場合には、環状ダイから円筒状に押出発泡して円筒状体を製造し、この円筒状体を徐々に拡径した上で冷却マンドレルに供給して冷却した後、円筒状体をその押出方向に連続的に内外周面間に亘って切断し切り開いて展開することによってポリスチレン系樹脂発泡シートを製造することができる。
【0056】
次に、上記(1)の方法を具体的に説明する。まず、積層のための装置として、第一押出機及び第二押出機の二機の押出機と、合流ダイ及びこの合流ダイに接続する環状ダイからなる共押出ダイとを用意し、第一押出機、及び、第二押出機を共に上記共押出ダイの合流ダイに接続する。
そして、ポリスチレン系樹脂、ポリフェニレン系樹脂、前記消臭剤、及び、前記発泡剤を第一押出機に供給して溶融混錬して発泡性ポリスチレン系樹脂組成物とする一方、ポリスチレン系樹脂、ポリフェニレン系樹脂、及び、前記消臭剤と共に第二押出機に供給して発泡剤の不存在下にて溶融混錬し、共押出ダイの合流ダイにて両押出機から押出された溶融樹脂を合流させて、断面円形状の発泡性ポリスチレン系樹脂組成物層と、この発泡性ポリスチレン系樹脂組成物層の外周面に積層された非発泡性のポリスチレン系樹脂組成物層とからなる発泡性積層体を形成し、この発泡性積層体を環状ダイに供給し、環状ダイから円筒状に押出発泡させて円筒状発泡体を得る。
【0057】
次に、この円筒状発泡体を徐々に拡径させた上で冷却マンドレルに供給して円筒状発泡体を冷却した後、この円筒状発泡体をその押出方向に連続的に内外周面間に亘って切断することによって切り開いてシート状として、ポリスチレン系樹脂発泡シートと、ポリスチレン系樹脂フィルムとを積層一体化させることができる。
なお、環状ダイの開口部における内側ダイの外径と、冷却マンドレルの押出機側端部の外径との比(内側ダイの外径/冷却マンドレルの押出機側端部の外径)、所謂、ブローアップ比は、2.5〜3.5が好ましい。
【0058】
本実施形態の積層発泡シート、及び積層発泡シートの製造方法は、上記の如く構成されてなるが、次に、本実施形態の容器について説明する。
【0059】
本実施形態の容器は、例えば、上記のような製造方法によって得られた積層発泡シートに熱成形や折り曲げ成形といった成形を施して作製され得る。その際、この成形は、第1ポリスチレン系樹脂フィルムが容器の内側となるように実施される。
本実施形態の容器は、ポリスチレン系樹脂及びポリフェニレンエーテル系樹脂が含有され且つ軟化点が前記ポリスチレン系樹脂発泡シートの樹脂組成物よりも高い第1ポリスチレン系樹脂フィルムが容器の内側となるように形成されていることにより、耐熱性に優れた容器となる。また、本実施形態の容器は、樹脂フィルムとしてポリスチレン系樹脂フィルムが用いられているので、この容器を作成する際に発生する端材やこの容器自体等がマテリアルリサイクルし易いという利点を有する。
【0060】
なお、前記熱成形する方法としては、真空成形、圧空成形、真空圧空成形、プレス成形等の方法が挙げられる。
また、前記折り曲げ成形としては、積層発泡シートにV溝加工を施し、該V溝を介して折り曲げて折箱容器とする方法などが挙げられる。
【0061】
なお、本実施形態の積層発泡シート、積層発泡シートの製造方法、及び容器は、上記構成により、上記利点を有するものであるが、本発明の積層発泡シート、積層発泡シートの製造方法、及び、容器は、上記構成に限定されず、適宜設計変更可能である。
例えば、本実施形態の積層発泡シートは、第2ポリスチレン系樹脂フィルムを備えてなるが、本発明の積層発泡シートは、前記ポリスチレン系樹脂発泡シートと、該ポリスチレン系樹脂発泡シートの片面側に積層された第1ポリスチレン系樹脂フィルムとを備えていれば、該ポリスチレン系樹脂発泡シートの他面側に樹脂フィルムが積層されてなくてもよい。
また、本発明の積層発泡シートは、第1表面層及び中間層の間に別の層を備えてもよく、また、第2表面層及び中間層との間に別の層を備えてもよい。
【特許請求の範囲】
【請求項1】
ポリスチレン系樹脂及びポリフェニレンエーテル系樹脂が含有され且つ前記ポリスチレン系樹脂及び前記ポリフェニレンエーテル系樹脂の合計量100質量部に対して前記ポリフェニレンエーテル系樹脂が10〜50質量部含有されてなる樹脂組成物を押出発泡してなるポリスチレン系樹脂発泡シートに、樹脂フィルムを積層して積層発泡シートを得る積層発泡シートの製造方法であって、
前記樹脂フィルムとして、ポリスチレン系樹脂及びポリフェニレンエーテル系樹脂が含有され且つ軟化温度が前記樹脂組成物よりも高いポリスチレン系樹脂フィルムを用いることを特徴とする積層発泡シートの製造方法。
【請求項2】
前記ポリスチレン系樹脂フィルムとして、前記ポリスチレン系樹脂及び前記ポリフェニレンエーテル系樹脂の合計量100質量部に対して前記ポリフェニレンエーテル系樹脂が10〜70質量部含有されてなるポリスチレン系樹脂フィルムを用いる請求項1記載の積層発泡シートの製造方法。
【請求項3】
前記ポリスチレン系樹脂フィルムとして、更にゼオライト、及びハイドロタルサイト焼成物の少なくとも何れかを含有しているポリスチレン系樹脂フィルムを用いる請求項1又は2記載の積層発泡シートの製造方法。
【請求項4】
ポリスチレン系樹脂及びポリフェニレンエーテル系樹脂が含有され且つ前記ポリスチレン系樹脂及び前記ポリフェニレンエーテル系樹脂の合計量100質量部に対して前記ポリフェニレンエーテル系樹脂が10〜50質量部含有されてなる樹脂組成物を押出発泡してなるポリスチレン系樹脂発泡シートと、該ポリスチレン系樹脂発泡シートに積層された樹脂フィルムとを備えてなる積層発泡シートであって、
前記樹脂フィルムには、ポリスチレン系樹脂及びポリフェニレンエーテル系樹脂が含有され且つ軟化温度が前記樹脂組成物よりも高いポリスチレン系樹脂フィルムが用いられていることを特徴とする積層発泡シート。
【請求項5】
積層発泡シートが成形されてなる容器であって、
請求項4に記載の積層発泡シートが成形され、容器内側が前記ポリスチレン系樹脂フィルムで形成されていることを特徴とする容器。
【請求項1】
ポリスチレン系樹脂及びポリフェニレンエーテル系樹脂が含有され且つ前記ポリスチレン系樹脂及び前記ポリフェニレンエーテル系樹脂の合計量100質量部に対して前記ポリフェニレンエーテル系樹脂が10〜50質量部含有されてなる樹脂組成物を押出発泡してなるポリスチレン系樹脂発泡シートに、樹脂フィルムを積層して積層発泡シートを得る積層発泡シートの製造方法であって、
前記樹脂フィルムとして、ポリスチレン系樹脂及びポリフェニレンエーテル系樹脂が含有され且つ軟化温度が前記樹脂組成物よりも高いポリスチレン系樹脂フィルムを用いることを特徴とする積層発泡シートの製造方法。
【請求項2】
前記ポリスチレン系樹脂フィルムとして、前記ポリスチレン系樹脂及び前記ポリフェニレンエーテル系樹脂の合計量100質量部に対して前記ポリフェニレンエーテル系樹脂が10〜70質量部含有されてなるポリスチレン系樹脂フィルムを用いる請求項1記載の積層発泡シートの製造方法。
【請求項3】
前記ポリスチレン系樹脂フィルムとして、更にゼオライト、及びハイドロタルサイト焼成物の少なくとも何れかを含有しているポリスチレン系樹脂フィルムを用いる請求項1又は2記載の積層発泡シートの製造方法。
【請求項4】
ポリスチレン系樹脂及びポリフェニレンエーテル系樹脂が含有され且つ前記ポリスチレン系樹脂及び前記ポリフェニレンエーテル系樹脂の合計量100質量部に対して前記ポリフェニレンエーテル系樹脂が10〜50質量部含有されてなる樹脂組成物を押出発泡してなるポリスチレン系樹脂発泡シートと、該ポリスチレン系樹脂発泡シートに積層された樹脂フィルムとを備えてなる積層発泡シートであって、
前記樹脂フィルムには、ポリスチレン系樹脂及びポリフェニレンエーテル系樹脂が含有され且つ軟化温度が前記樹脂組成物よりも高いポリスチレン系樹脂フィルムが用いられていることを特徴とする積層発泡シート。
【請求項5】
積層発泡シートが成形されてなる容器であって、
請求項4に記載の積層発泡シートが成形され、容器内側が前記ポリスチレン系樹脂フィルムで形成されていることを特徴とする容器。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2013−75425(P2013−75425A)
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願番号】特願2011−216580(P2011−216580)
【出願日】平成23年9月30日(2011.9.30)
【出願人】(000002440)積水化成品工業株式会社 (1,335)
【Fターム(参考)】
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願日】平成23年9月30日(2011.9.30)
【出願人】(000002440)積水化成品工業株式会社 (1,335)
【Fターム(参考)】
[ Back to top ]