
積層装置
【課題】装置のコンパクト化や位置決め精度の向上等を図ることのできる積層装置を提供する。
【解決手段】積層装置1は、金属箔2を連続搬送する搬送機構3と、金属箔2に対しリチウム箔4を貼付する貼付装置5とを有している。貼付装置5は、帯状のリチウム箔4を供給する搬送機構33と、金属箔2の搬送に同期して連続回転する回転ドラム10と、回転ドラム10の周方向に沿って進退可能に組付けられた複数の吸着ブロック15と、リチウム箔4を切断するカッタ30とを備え、帯状のリチウム箔4を吸着ブロック15が保持した状態で所定長だけ切断し、当該切断された所定長のリチウム箔4を保持した吸着ブロック15が回転ドラム10の回転方向へ相対移動し、当該移動した位置にて回転ドラム10に追従して旋回することにより、連続搬送される金属箔2上に所定間隔をあけて順次、切断されたリチウム箔4を貼付していく。
【解決手段】積層装置1は、金属箔2を連続搬送する搬送機構3と、金属箔2に対しリチウム箔4を貼付する貼付装置5とを有している。貼付装置5は、帯状のリチウム箔4を供給する搬送機構33と、金属箔2の搬送に同期して連続回転する回転ドラム10と、回転ドラム10の周方向に沿って進退可能に組付けられた複数の吸着ブロック15と、リチウム箔4を切断するカッタ30とを備え、帯状のリチウム箔4を吸着ブロック15が保持した状態で所定長だけ切断し、当該切断された所定長のリチウム箔4を保持した吸着ブロック15が回転ドラム10の回転方向へ相対移動し、当該移動した位置にて回転ドラム10に追従して旋回することにより、連続搬送される金属箔2上に所定間隔をあけて順次、切断されたリチウム箔4を貼付していく。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、リチウムイオンキャパシタ等の蓄電デバイスに用いられる電極板等の積層体を製造するための積層装置に関するものである。
【背景技術】
【0002】
蓄電デバイスは、一般に、活物質の塗布された正負の電極板が、絶縁素材からなるセパレータを介して互いに積層されてなる。さらに、リチウムイオンキャパシタ等では、所定の電極板に対し金属リチウム層等が形成されている。かかる金属リチウム層は、例えば電極板に対し金属リチウム箔を貼付することにより形成される (例えば、特許文献1参照)。
【0003】
上記特許文献1では、帯状のリチウム箔を吸着し間欠送りする第1ロールと、当該第1ロール上のリチウム箔にミシン目を形成する加工機構と、第1ロールと同期して間欠的に回転し、ミシン目形成後のリチウム箔を第1ロールから受取る第2ロールと、当該第2ロールに摺接しつつ連続回転する第3ロールとを備え、第2ロールと第3ロールとの送り量の差により、リチウム箔がミシン目に沿って切断され、切断されたリチウム箔が所定間隔をあけて電極板上に貼付される構成が例示されている。
【0004】
ところが、上記特許文献1等のように、複数のロールを有した構成では、装置の大型化が懸念される。これに対し、上記複数のロールの機能を一体化した装置等も見受けられる(例えば、特許文献2、図10参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平9−251852号公報
【特許文献2】特開平9−274910号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、上記特許文献2では、リチウム箔が転写される電極板が一定速度で搬送されるのに対し、当該リチウム箔を搬送するロールが間欠回転される構成となっている。間欠回転するロールでは、回転開始時から停止時までの速度変化が大きいため、電極板の搬送動作と同期させることが難しい。結果として、ニップローラ等の動作制御の複雑化や、転写位置の位置決め精度の低下などの不具合が発生する。ひいては電極板の搬送速度を速くすることが困難となり、生産性の低下等が懸念される。
【0007】
本発明は、上記事情に鑑みてなされたものであり、装置のコンパクト化や位置決め精度の向上等を図ることのできる積層装置を提供することを主たる目的の一つとしている。
【課題を解決するための手段】
【0008】
以下、上記課題を解決するのに適した各手段につき項分けして説明する。なお、必要に応じて対応する手段に特有の作用効果を付記する。
【0009】
手段1.帯状のシート材を供給可能なシート供給手段と、
連続搬送される搬送体の搬送動作に同期して連続回転する回転体と、
前記回転体の周方向複数箇所においてそれぞれ前記回転体の回転動作に追従して旋回可能かつ前記回転体の周方向に沿って所定の前進位置と後退位置との間を進退可能に設けられ、前記シート材を保持可能な保持手段と、
前記シート材を切断する切断手段とを備え、
前記シート供給手段から供給される前記帯状のシート材を前記後退位置に位置する保持手段が保持した状態で前記切断手段により所定長だけ切断し、当該切断された所定長のシート片を保持した保持手段が前記前進位置へ相対移動し、当該前進位置にて前記回転体に追従して旋回することにより、
連続搬送される前記搬送体上に所定間隔をあけて順次、切断されたシート片を載置していくことを特徴とする積層装置。
【0010】
上記手段1の積層装置では、連続回転する回転体に対し複数の保持手段が当該回転体の周方向に沿って進退可能に組付けられているため、回転体が連続回転しているにも拘わらず、これとは独立して保持手段を所定位置に停止させたり、各保持手段の相対位置関係を変化させたりすることが可能となる。
【0011】
上記構成の下、シート供給手段からシート材を受取る際には、保持手段が回転体の回転方向に対し後退した位置で当該シート材を保持し、搬送体に対しシート片を載置する際には、保持手段が回転体の回転方向に対し前進した位置で当該シート片を載置するといった動作を繰り返すことにより、連続した帯状のシート材を順次、所定長のシート片に切断し、当該シート片を所定間隔をあけて搬送体上へ載置していくことができる。
【0012】
本手段1によれば、帯状のシート材を切断し、所定間隔をあけて搬送体上へ載置していく作業を行うために、複数の回転体を併設した従来のような大型の装置を必要とせず、装置のコンパクト化を図ることができる。
【0013】
また、本手段1によれば、少なくとも搬送体に対しシート片を載置する際には、保持手段が回転体と同期して旋回する。すなわち搬送体と同期して連続動作するため、間欠動作する回転体と、連続動作する搬送体とを同期させるといった複雑な動作制御を必要とせず、連続運転される両者間で安定したシート片の受渡しが可能となる。結果として、搬送体に対するシート片の位置決め精度の向上を図ると共に、搬送体及びシート片の搬送速度の高速化を図り、生産性の向上を図ることができる。
【0014】
さらに、本手段1によれば、保持手段により保持した状態でシート材の切断を行うため、例えば予め切断されたシート片を保持手段へ受け渡す構成に比べ、当該受渡し時点におけるシート片の位置ズレの発生がなく、ひいては搬送体への受渡し時におけるシート片の位置ズレを抑制することができる。
【0015】
手段2.前記保持手段を前記後退位置へ付勢可能な付勢手段と、
前記付勢手段に抗して前記保持手段を前記前進位置へ相対移動可能な送り手段と、
前記前進位置にて前記保持手段を係止可能な係止手段と、
前記係止手段を動かして、少なくとも前記切断手段による前記シート材の切断完了時には前記保持手段の係止を解除させかつ少なくとも前記搬送体へ前記シート片を載置する前段階には前記保持手段を係止させるカム手段とを備えたことを特徴とする手段1に記載の積層装置。
【0016】
上記手段2によれば、保持手段が自走して所定区間を相対移動するような駆動機構を設ける必要もなく、また、回転体の動作と保持手段の動作を同期させるといった複雑な制御処理を行う必要もない。つまり、上記手段1の作用効果を奏する構成を機械的に実現することができる。
【0017】
手段3.少なくとも前記シート供給手段から前記帯状のシート材を受渡し可能な範囲に次の前記保持手段が到達するまでの間、前記係止解除された保持手段を前記付勢手段に抗して維持可能な維持手段を備えたことを特徴とする手段2に記載の積層装置。
【0018】
上記手段3によれば、複数の保持手段における帯状のシート材の受渡しを円滑に行うことができる。
【0019】
手段4.前記次の保持手段と前記係止解除された保持手段の両者に跨るように前記帯状のシート材が保持された状態で、前記切断手段による切断が行われることを特徴とする手段3に記載の積層装置。
【0020】
上記手段4によれば、より安定した状態でシート材の切断を行うことができ、さらなる位置決め精度の向上や、シート材の受渡しの円滑化を図ることができる。
【0021】
手段5.前記保持手段が進退可能な区間長を変更可能な調整手段を備えたことを特徴とする手段1乃至4のいずれかに記載の積層装置。
【0022】
上記手段5によれば、保持手段が進退可能な区間長を変更することにより、切断されるシート片の長さを変更することができ、多様な製品仕様に幅広く対応することができる。
【図面の簡単な説明】
【0023】
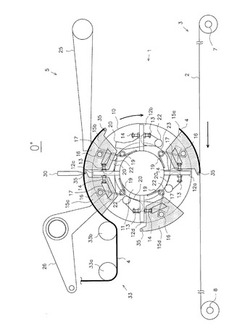
【図1】貼付装置の回転ドラムが基準位置にある積層装置を示す模式図である。
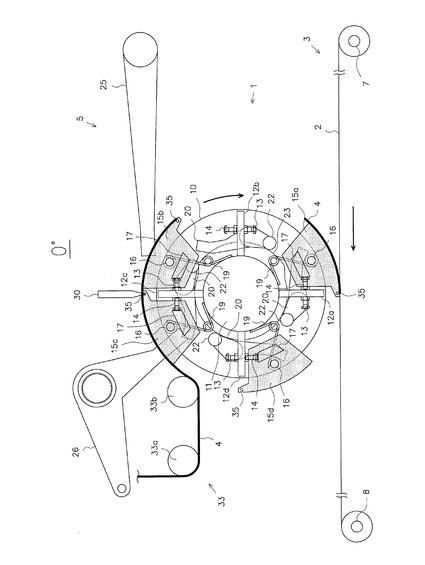
【図2】貼付装置の回転ドラムが基準位置から10°傾いた状態にある積層装置を示す模式図である。
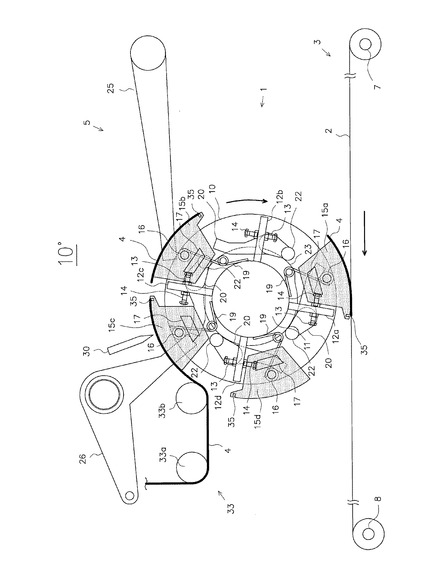
【図3】貼付装置の回転ドラムが基準位置から20°傾いた状態にある積層装置を示す模式図である。
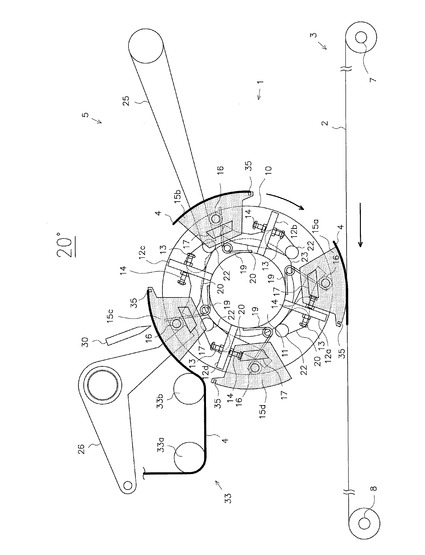
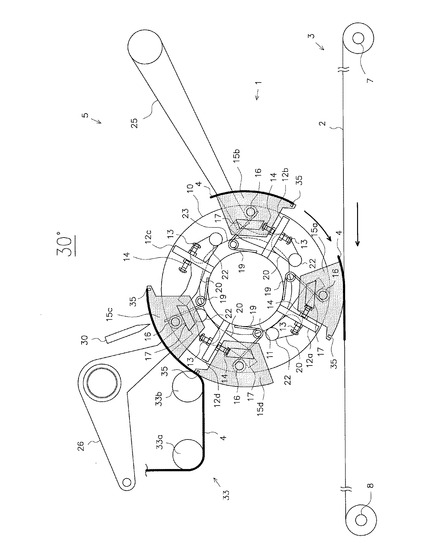
【図4】貼付装置の回転ドラムが基準位置から30°傾いた状態にある積層装置を示す模式図である。
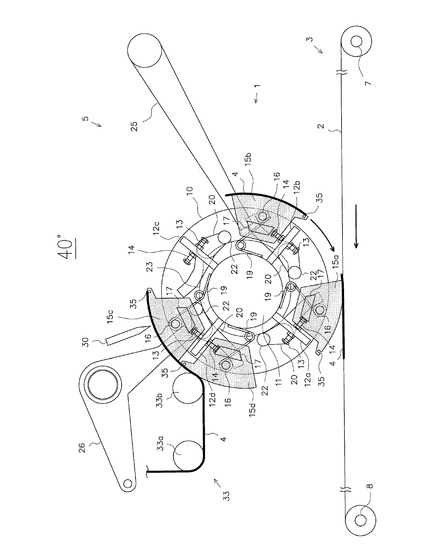
【図5】貼付装置の回転ドラムが基準位置から40°傾いた状態にある積層装置を示す模式図である。
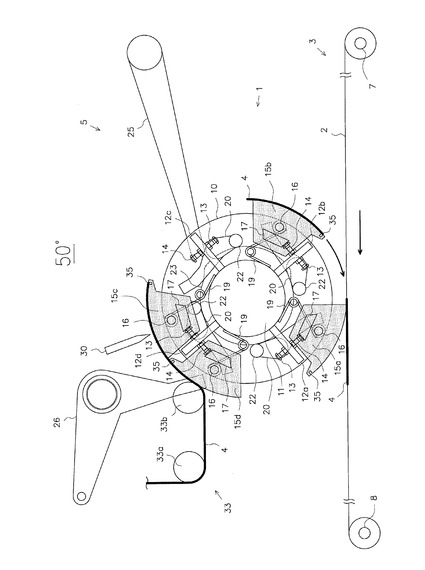
【図6】貼付装置の回転ドラムが基準位置から50°傾いた状態にある積層装置を示す模式図である。
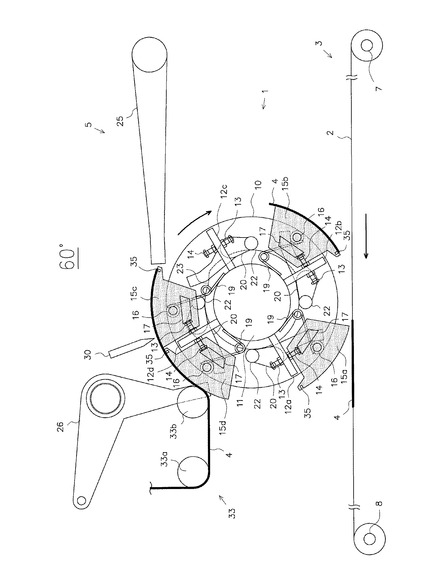
【図7】貼付装置の回転ドラムが基準位置から60°傾いた状態にある積層装置を示す模式図である。
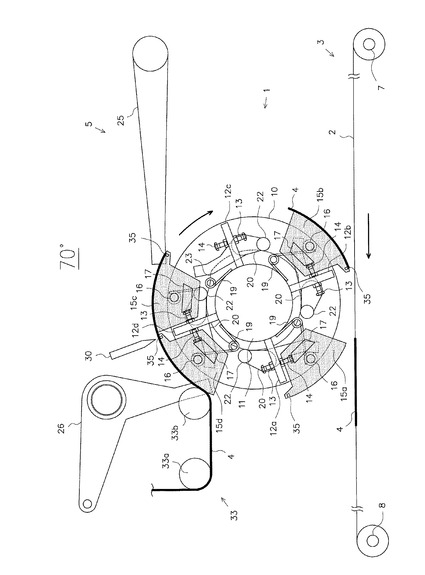
【図8】貼付装置の回転ドラムが基準位置から70°傾いた状態にある積層装置を示す模式図である。
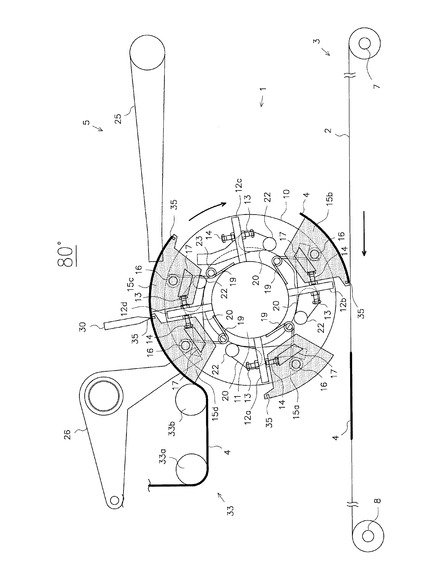
【図9】貼付装置の回転ドラムが基準位置から80°傾いた状態にある積層装置を示す模式図である。
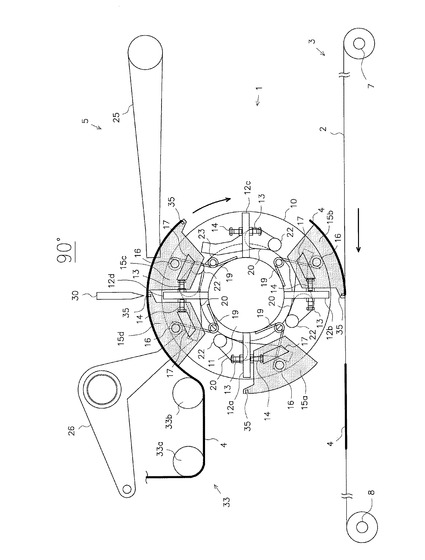
【図10】貼付装置の回転ドラムが基準位置から90°傾いた状態にある積層装置を示す模式図である。
【発明を実施するための形態】
【0024】
以下、一実施形態について説明する。本実施形態の積層装置は、リチウムイオンキャパシタ等の蓄電デバイスを製造するにあたり用いられる電極板を製造するためのものである。
【0025】
リチウムイオンキャパシタの素子は、正極活物質が塗布された正極板と、負極活物質が塗布された負極板とが、絶縁素材からなるセパレータを介して重ね合わされた状態で巻回されて製造される。
【0026】
電極板(正極板及び負極板)は、金属箔2の表裏両面に一定の間隔で活物質が塗布されてなる。具体的には、正極板には例えばアルミニウム箔が用いられ、その表裏両面に一定の間隔で正極活物質が塗布されている。負極板には例えば銅箔が用いられ、その表裏両面に一定の間隔で負極活物質が塗布されると共に、活物質塗布部に合わせてシート材としてのリチウム箔4が貼付されている。
【0027】
リチウムイオンキャパシタを得るに際しては、金属製の容器内に上記素子が配設されるとともに、正極側に溶接されたリード及び負極側に溶接されたリードがそれぞれまとめられる。そして、まとめられた正極側のリードを正極端子部品に接続するとともに、同じくまとめられた負極側のリードを負極端子部品に接続し、両端子部品を前記容器の両端開口に設けることで、リチウムイオンキャパシタを得ることができる。
【0028】
次にリチウム箔4が貼付される電極板(負極板)を製造する積層装置1について図1乃至10を参照して説明する。
【0029】
積層装置1は、金属箔2を連続搬送する搬送機構3と、金属箔2に対しリチウム箔4を貼付する貼付装置(転写装置)5とを有している。金属箔2が本実施形態における搬送体を構成する。
【0030】
搬送機構3は、活物質の塗布された金属箔2がロール状に巻回された繰出しロール7と、金属箔2を巻回する巻取りロール8とを備え、繰出しロール7から巻取りロール8へ金属箔2を連続搬送する。より詳しくは、繰出しロール7から繰り出された金属箔2は、貼付装置5によりリチウム箔4が貼付された後、巻取りロール8により巻回される。
【0031】
ここで、貼付装置5の構成について詳しく説明する。
【0032】
貼付装置5は、金属箔2の搬送動作に同期して連続回転する回転体としての回転ドラム10を備えている。
【0033】
回転ドラム10は、金属箔2の上方位置にて、金属箔2の搬送方向(図1等の左方向)と直交する方向(図1等の前後方向)を回転軸として、図示しない駆動機構により所定方向(図1等の時計回り方向)に連続回転するよう設けられている。
【0034】
回転ドラム10は、金属箔2の上方位置に対応した長手方向中央部が他の部位よりも細径となっている。当該細径部11の周囲には、その径方向外側に向け放射状に突出した4つの支持部12(第1〜第4支持部12a〜12d)がその周方向に90°間隔で設けられている。
【0035】
各支持部12の長手方向略中央部には、ドラム回転方向(図1等の時計回り方向)に向け突出した前ボルトストッパ13と、ドラム反回転方向(図1等の反時計回り方向)に向け突出した後ボルトストッパ14とが設けられている。ボルトストッパ13,14は、それぞれ支持部12に螺合されており、その突出長を変更可能に構成されている。ボルトストッパ13,14は本実施形態における調整手段に相当する。
【0036】
細径部11の周囲には、各支持部12間に対応して4つの吸着ブロック15(第1〜第4吸着ブロック15a〜15d)が組付けられている。吸着ブロック15が本実施形態における保持手段を構成する。
【0037】
吸着ブロック15は、回動ドラム10に対し相対変位可能となっている。より詳しくは、2つの支持部12間を、回転ドラム10の周方向に沿って進退可能となっている。
【0038】
吸着ブロック15は、回転ドラム10の外周面よりもやや外方へ突出しており、その外側面は、回転ドラム10の回転軸を中心とした所定円の軌跡に沿って円弧状に形成されている。
【0039】
吸着ブロック15は、少なくとも外側面が多孔質体によって形成されると共に、その内部には当該外側面に連通する連通路(図示略)が形成されている。該連通路は、チューブ等を介して回動ドラム10外部のコンプレッサ等に接続される。かかる構成により、吸着ブロック15は、外側面にてリチウム箔4を吸引保持可能となる。
【0040】
吸着ブロック15には、ドラム軸線方向(図1等の前後方向)の一方側(本実施形態では図1等の奥側)に向け突出形成された断面略円形状の突出軸部16が設けられると共に、ドラム軸線方向の他方側(本実施形態では図1等の前側)に向け突出形成された断面略台形状の受け部17が設けられている。受け部17はボルトストッパ13,14と当接可能な位置に設けられている。
【0041】
各支持部12間には、付勢手段としてのねじりバネ19が取付けられている。ねじりバネ19は、その一端部が細径部11に当接し、他端部が吸着ブロック15の突出軸部16に当接しており、吸着ブロック15をドラム反回転方向へ付勢している。
【0042】
また、各支持部12に対応する位置には、係止手段としての固定レバー20が設けられている。固定レバー20は、緩やかな略S字状をなし、回転ドラム10に対し揺動可能に軸支されている。
【0043】
固定レバー20のドラム回転方向側の端部にはカムフォロア22が形成されている。固定レバー20は、カムフォロア22が細径部11の周囲に設けられたカム23と係合するように図示しない付勢手段により付勢されている。カムフォロア22及びカム23により本実施形態におけるカム手段が構成される。
【0044】
回転ドラム10の上方、ややドラム回転方向側寄りの位置には、送り手段としての早送りレバー25が設けられている。早送りレバー25は回動自在に設けられており、その先端部において、各吸着ブロック15の突出軸部16と接触可能に構成されている。
【0045】
回転ドラム10の上方、ややドラム反回転方向側寄りの位置には、維持手段としてのストップレバー26が設けられている。ストップレバー26は回動自在に設けられており、その先端部において、各吸着ブロック15の突出軸部16と接触可能に構成されている。
【0046】
回転ドラム10の上方、早送りレバー25とストップレバー26との間の位置には、切断手段としてのカッタ30が設けられている。カッタ30は、図示しない駆動手段により、回転ドラム10の周方向に沿って揺動自在に設けられると共に、回転ドラム10(吸着ブロック15)に向け進退自在に設けられている。また、カッタ30に対応して、吸着ブロック15の外側面には、ドラム回転方向側の端部近傍において、カッタ30の刃先が挿し込まれる溝部35が形成されている。
【0047】
回転ドラム10の上方、ややドラム反回転方向側寄りの位置には、リチウム箔4を搬送するシート供給手段としての搬送機構33が設けられている。搬送機構33は、送りローラ33a,33b等を介してリチウム箔4を貼付装置5へ案内する。
【0048】
次に上記構成の積層装置1の作用効果について図1乃至10を参照して説明する。
【0049】
回転ドラム10は、搬送機構3による金属箔2の搬送動作に同期して連続回転しており、図1に示すように、各支持部12が上下左右の基準位置に在る状態では、回転ドラム10の下方に位置する第1吸着ブロック15aは、その突出軸部16が固定レバー20により係止され、ねじりバネ19に抗して第1支持部12aの後ボルトストッパ14に付勢されている。これにより、第1吸着ブロック15aは、回転ドラム10と同期して旋回する。
【0050】
そして、第1吸着ブロック15aの外側面が連続搬送される金属箔2に押し付けられ、当該第1吸着ブロック15aに吸着保持されたリチウム箔4が金属箔2に貼付(転写)され始める。なお、リチウム箔4を貼付する際には、吸着ブロック15の外側面と、その内部の連通路との接続が回転ドラム10の回転に合せてドラム回転方向側の端部から徐々に切断されていく。これにより、リチウム箔4の吸着が徐々に解除されていき、金属箔2に対しリチウム箔4を円滑に貼付していくことができる。
【0051】
回転ドラム10の上方に位置する第2吸着ブロック15bは、固定レバー20が外れ、ねじりバネ19により第3支持部12cの前ボルトストッパ13に付勢されている。また、第3吸着ブロック15cは、固定レバー20が外れ、ストップレバー26により、ねじりバネ19に抗して支持されている。
【0052】
そして、これら2つの吸着ブロック15b,15cに吸着されつつ搬送機構33から引き出されたリチウム箔4は、2つの吸着ブロック15b,15cに跨るように保持された状態で、カッタ30が第3吸着ブロック15cの溝部35に挿し込まれることにより、所定長だけ切断される。
【0053】
金属箔2から離間していく第4吸着ブロック15dは、第1吸着ブロック15aと同様、その突出軸部16が固定レバー20により係止され、ねじりバネ19に抗して第4支持部12dの後ボルトストッパ14に付勢されている。これにより、第4吸着ブロック15dは、回転ドラム10と同期して旋回する。
【0054】
図2に示すように、各支持部12が基準位置から10°傾いた状態では、第1吸着ブロック15a及び第4吸着ブロック15dは、上記同様、回転ドラム10と同期して旋回を続ける。そして、第1吸着ブロック15aは、継続して金属箔2に対しリチウム箔4を貼付していく。
【0055】
一方、切断されたリチウム箔4を吸着保持した第2吸着ブロック15bは、上記同様、ねじりバネ19により第3支持部12cの前ボルトストッパ13に付勢された状態で、当該第3支持部12c(前ボルトストッパ13)によりドラム回転方向へ押され、回転ドラム10と同期して旋回する。
【0056】
第3吸着ブロック15cは、上記同様、ねじりバネ19に抗して、その突出軸部16がストップレバー26により支持された状態を維持する。これにより、第3吸着ブロック15cは、回転ドラム10に追従せず、停止した状態で維持される。換言すれば、第3吸着ブロック15cは、回転ドラム10に対し、ドラム反回転方向へ相対変位していくこととなる。
【0057】
図3に示すように、各支持部12が基準位置から20°傾いた状態では、第1吸着ブロック15a及び第4吸着ブロック15dは、上記同様、回転ドラム10と同期して旋回を続ける。そして、第1吸着ブロック15aは、継続して金属箔2に対しリチウム箔4を貼付していく。
【0058】
一方、第2吸着ブロック15bは、早送りレバー25により突出軸部16が押されることにより、ねじりバネ19に抗して第3支持部12cの前ボルトストッパ13から離間し、第2支持部12b側へ早送りされる。換言すれば、第2吸着ブロック15bは、回転ドラム10に対し、ドラム回転方向へ相対変位していくこととなる。
【0059】
第3吸着ブロック15cは、上記同様、回転ドラム10に追従せず、停止した状態で維持される。
【0060】
図4に示すように、各支持部12が基準位置から30°傾いた状態では、第1吸着ブロック15a及び第4吸着ブロック15dは、上記同様、回転ドラム10と同期して旋回を続ける。そして、第1吸着ブロック15aは、継続して金属箔2に対しリチウム箔4を貼付していく。
【0061】
一方、第2吸着ブロック15bは、上記同様、早送りレバー25により突出軸部16が押され続け、ねじりバネ19に抗して第2支持部12bの後ボルトストッパ14に対し付勢された状態となる。
【0062】
第3吸着ブロック15cは、上記同様、回転ドラム10に追従せず、停止した状態で維持される。
【0063】
図5に示すように、各支持部12が基準位置から40°傾いた状態では、第1吸着ブロック15a及び第4吸着ブロック15dは、上記同様、回転ドラム10と同期して旋回を続ける。そして、第1吸着ブロック15aは、継続して金属箔2に対しリチウム箔4を貼付していく。一方、第4吸着ブロック15dは、その受け部17が第4支持部12dの後ボルトストッパ14に当接した状態となる。
【0064】
第2吸着ブロック15bは、早送りレバー25から離れ、固定レバー20のドラム反回転方向側の端部にて係止される。これにより、第2吸着ブロック15bは、ねじりバネ19に抗して第2支持部12bの後ボルトストッパ14に付勢された状態となり、回転ドラム10と同期して旋回する。その後、早送りレバー25は元の位置に復帰する。
【0065】
第3吸着ブロック15cは、上記同様、回転ドラム10に追従せず、停止した状態で維持される。さらに、その受け部17に対し第4支持部12dの前ボルトストッパ13が当接する。これにより、第3吸着ブロック15cの外周面と、第4吸着ブロック15dの外周面とが略面一の状態となる。
【0066】
図6に示すように、各支持部12が基準位置から50°傾いた状態では、第1吸着ブロック15a、第2吸着ブロック15b及び第4吸着ブロック15dは、上記同様、回転ドラム10と同期して旋回を続ける。そして、第1吸着ブロック15aはリチウム箔4の貼付を完了する。
【0067】
一方、第3吸着ブロック15cは、ねじりバネ19により第4支持部12dに付勢された状態で、当該支持部12dの前ボルトストッパ13によりドラム回転方向へ押される。これにより、第3吸着ブロック15cは、リチウム箔4を吸着保持した状態で回転ドラム10と同期して旋回する。これに伴い、リチウム箔4が搬送機構33から引き出されていくと共に、第4吸着ブロック15dの外側面にも徐々にリチウム箔4が吸着されていく。
【0068】
図7〜図9に示すように、各支持部12が基準位置から60°〜80°傾いた状態では、第1吸着ブロック15a及び第2吸着ブロック15bは、上記同様、回転ドラム10と同期して旋回を続ける。そして、第1吸着ブロック15aは金属箔2から離間していく。
【0069】
第3吸着ブロック15c及び第4吸着ブロック15dは、上記同様、第4支持部12dのボルトストッパ13,14に付勢された状態で、回転ドラム10と同期して旋回を続ける。これにより、吸着ブロック15c,15dに吸着保持されたリチウム箔4は搬送機構33からさらに引き出され、第4吸着ブロック15dの外側面にも徐々にリチウム箔4が吸着されていく。
【0070】
併せて、カッタ30が回転ドラム10に追従して旋回しつつ、第4吸着ブロック15dの溝部35に向け接近動作を開始する。そして、各支持部12が基準位置から80°傾いた状態に達すると、第4吸着ブロック15dの突出軸部16がストップレバー26により支持された状態となる。
【0071】
図10に示すように、各支持部12が基準位置から90°傾くと、各支持部12は基準位置に戻り、第2吸着ブロック15bによるリチウム箔4の貼付が開始される。
【0072】
一方、吸着ブロック15c,15dに吸着されつつ搬送機構33から引き出されたリチウム箔4は、吸着ブロック15c,15dに跨るように保持された状態で、カッタ30が第4吸着ブロック15dの溝部35に挿し込まれることにより、所定長だけ切断される。
【0073】
上述した一連の動作が連続して行われることにより、連続した帯状のリチウム箔4を順次、所定長だけ切断し、当該切断されたリチウム箔4を所定間隔をあけて金属箔2上に貼付していくことができる。
【0074】
以上詳述したように、本実施形態によれば、帯状のリチウム箔4を切断し、所定間隔をあけて金属箔2上へ貼付していく作業を行うために、複数のロールを併設した従来のような大型の装置を必要とせず、装置のコンパクト化を図ることができる。
【0075】
また、本実施形態によれば、少なくとも金属箔2に対しリチウム箔4を貼付する際には、吸着ブロック15が回転ドラム10と同期して旋回する。すなわち金属箔2と同期して連続動作するため、間欠動作する回転ドラムと、連続動作する金属箔2とを同期させるといった複雑な動作制御を必要とせず、連続運転される両者間で安定したリチウム箔4の受渡しが可能となる。結果として、金属箔2に対するリチウム箔4の位置決め精度の向上を図ると共に、金属箔2及びリチウム箔4の搬送速度の高速化を図り、生産性の向上を図ることができる。
【0076】
さらに、本実施形態によれば、吸着ブロック15により保持した状態でリチウム箔4の切断を行うため、例えば予め切断されたリチウム箔4を吸着ブロック15へ受け渡す構成に比べ、当該受渡し時点におけるリチウム箔4の位置ズレの発生がなく、ひいては金属箔2への受渡し時におけるリチウム箔4の位置ズレを抑制することができる。
【0077】
加えて、本実施形態では、ボルトストッパ13,14の突出長を変更することにより、切断されるリチウム箔4の長さを変更することができ、多様な製品仕様に幅広く対応することができる。
【0078】
尚、上述した実施形態の記載内容に限定されることなく、例えば次のように実施してもよい。
【0079】
(a)上記実施形態では、本願発明を、リチウム箔4が貼付される電極板(負極板)を製造する積層装置1について適用しているが、これに限らず、例えば正極活物質が塗布された正極板と、負極活物質が塗布された負極板とを、絶縁素材からなるセパレータを介して交互に重ね合わせていく積層装置に適用してもよい。かかる場合、貼付装置5と同様の構成を有する装置を複数備え、連続搬送される搬送体としてのベルトコンベアに所定間隔をあけて並んだステージ上に、シート材としての正極板、負極板及びセパレータを順次、積み重ねていく構成などが一例に挙げられる。
【0080】
(b)上記実施形態の積層装置1によって製造される蓄電デバイスは、リチウムイオンキャパシタに限られるものではなく、例えばリチウムイオン二次電池等であってもよい。
【0081】
(c)貼付装置5の構成は上記実施形態に限定されるものではない。
【0082】
例えば回転ドラム10に代えて、ベルトタイプの回転体を用いた構成としてもよい。
【0083】
また、上記実施形態では、特に言及していないが、貼付装置5の下方、金属箔2の裏面側において当該金属箔2を支える押えローラ等を備えた構成としてもよい。
【0084】
また、ボルトストッパ13,14の突出長を変更不能な構成とし、切断されるリチウム箔4の長さを変更不能な構成としてもよい。
【0085】
少なくとも帯状のリチウム箔4を受取る際には、吸着ブロック15が回転ドラム10の回転方向に対し後退した位置でリチウム箔4を保持し、金属箔2に対しリチウム箔4を貼付する際には、吸着ブロック15が回転ドラム10の回転方向に対し前進した位置でリチウム箔4を貼付するといった動作を繰り返すことにより、連続した帯状のリチウム箔4を順次、所定長のリチウム箔4に切断し、当該リチウム箔4を所定間隔をあけて金属箔2上へ貼付していくことができる構成となっていればよい。
【符号の説明】
【0086】
1…積層装置、2…金属箔、3…搬送機構、4…金属リチウム箔、5…貼付装置、10…回転ドラム、12…支持部、13…前ボルトストッパ、14…後ボルトストッパ、15…吸着ブロック、16…突出軸部、17…受け部、19…ねじりバネ、20…固定レバー、25…早送りレバー、26…ストップレバー、30…カッタ、33…搬送機構。
【技術分野】
【0001】
本発明は、リチウムイオンキャパシタ等の蓄電デバイスに用いられる電極板等の積層体を製造するための積層装置に関するものである。
【背景技術】
【0002】
蓄電デバイスは、一般に、活物質の塗布された正負の電極板が、絶縁素材からなるセパレータを介して互いに積層されてなる。さらに、リチウムイオンキャパシタ等では、所定の電極板に対し金属リチウム層等が形成されている。かかる金属リチウム層は、例えば電極板に対し金属リチウム箔を貼付することにより形成される (例えば、特許文献1参照)。
【0003】
上記特許文献1では、帯状のリチウム箔を吸着し間欠送りする第1ロールと、当該第1ロール上のリチウム箔にミシン目を形成する加工機構と、第1ロールと同期して間欠的に回転し、ミシン目形成後のリチウム箔を第1ロールから受取る第2ロールと、当該第2ロールに摺接しつつ連続回転する第3ロールとを備え、第2ロールと第3ロールとの送り量の差により、リチウム箔がミシン目に沿って切断され、切断されたリチウム箔が所定間隔をあけて電極板上に貼付される構成が例示されている。
【0004】
ところが、上記特許文献1等のように、複数のロールを有した構成では、装置の大型化が懸念される。これに対し、上記複数のロールの機能を一体化した装置等も見受けられる(例えば、特許文献2、図10参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平9−251852号公報
【特許文献2】特開平9−274910号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、上記特許文献2では、リチウム箔が転写される電極板が一定速度で搬送されるのに対し、当該リチウム箔を搬送するロールが間欠回転される構成となっている。間欠回転するロールでは、回転開始時から停止時までの速度変化が大きいため、電極板の搬送動作と同期させることが難しい。結果として、ニップローラ等の動作制御の複雑化や、転写位置の位置決め精度の低下などの不具合が発生する。ひいては電極板の搬送速度を速くすることが困難となり、生産性の低下等が懸念される。
【0007】
本発明は、上記事情に鑑みてなされたものであり、装置のコンパクト化や位置決め精度の向上等を図ることのできる積層装置を提供することを主たる目的の一つとしている。
【課題を解決するための手段】
【0008】
以下、上記課題を解決するのに適した各手段につき項分けして説明する。なお、必要に応じて対応する手段に特有の作用効果を付記する。
【0009】
手段1.帯状のシート材を供給可能なシート供給手段と、
連続搬送される搬送体の搬送動作に同期して連続回転する回転体と、
前記回転体の周方向複数箇所においてそれぞれ前記回転体の回転動作に追従して旋回可能かつ前記回転体の周方向に沿って所定の前進位置と後退位置との間を進退可能に設けられ、前記シート材を保持可能な保持手段と、
前記シート材を切断する切断手段とを備え、
前記シート供給手段から供給される前記帯状のシート材を前記後退位置に位置する保持手段が保持した状態で前記切断手段により所定長だけ切断し、当該切断された所定長のシート片を保持した保持手段が前記前進位置へ相対移動し、当該前進位置にて前記回転体に追従して旋回することにより、
連続搬送される前記搬送体上に所定間隔をあけて順次、切断されたシート片を載置していくことを特徴とする積層装置。
【0010】
上記手段1の積層装置では、連続回転する回転体に対し複数の保持手段が当該回転体の周方向に沿って進退可能に組付けられているため、回転体が連続回転しているにも拘わらず、これとは独立して保持手段を所定位置に停止させたり、各保持手段の相対位置関係を変化させたりすることが可能となる。
【0011】
上記構成の下、シート供給手段からシート材を受取る際には、保持手段が回転体の回転方向に対し後退した位置で当該シート材を保持し、搬送体に対しシート片を載置する際には、保持手段が回転体の回転方向に対し前進した位置で当該シート片を載置するといった動作を繰り返すことにより、連続した帯状のシート材を順次、所定長のシート片に切断し、当該シート片を所定間隔をあけて搬送体上へ載置していくことができる。
【0012】
本手段1によれば、帯状のシート材を切断し、所定間隔をあけて搬送体上へ載置していく作業を行うために、複数の回転体を併設した従来のような大型の装置を必要とせず、装置のコンパクト化を図ることができる。
【0013】
また、本手段1によれば、少なくとも搬送体に対しシート片を載置する際には、保持手段が回転体と同期して旋回する。すなわち搬送体と同期して連続動作するため、間欠動作する回転体と、連続動作する搬送体とを同期させるといった複雑な動作制御を必要とせず、連続運転される両者間で安定したシート片の受渡しが可能となる。結果として、搬送体に対するシート片の位置決め精度の向上を図ると共に、搬送体及びシート片の搬送速度の高速化を図り、生産性の向上を図ることができる。
【0014】
さらに、本手段1によれば、保持手段により保持した状態でシート材の切断を行うため、例えば予め切断されたシート片を保持手段へ受け渡す構成に比べ、当該受渡し時点におけるシート片の位置ズレの発生がなく、ひいては搬送体への受渡し時におけるシート片の位置ズレを抑制することができる。
【0015】
手段2.前記保持手段を前記後退位置へ付勢可能な付勢手段と、
前記付勢手段に抗して前記保持手段を前記前進位置へ相対移動可能な送り手段と、
前記前進位置にて前記保持手段を係止可能な係止手段と、
前記係止手段を動かして、少なくとも前記切断手段による前記シート材の切断完了時には前記保持手段の係止を解除させかつ少なくとも前記搬送体へ前記シート片を載置する前段階には前記保持手段を係止させるカム手段とを備えたことを特徴とする手段1に記載の積層装置。
【0016】
上記手段2によれば、保持手段が自走して所定区間を相対移動するような駆動機構を設ける必要もなく、また、回転体の動作と保持手段の動作を同期させるといった複雑な制御処理を行う必要もない。つまり、上記手段1の作用効果を奏する構成を機械的に実現することができる。
【0017】
手段3.少なくとも前記シート供給手段から前記帯状のシート材を受渡し可能な範囲に次の前記保持手段が到達するまでの間、前記係止解除された保持手段を前記付勢手段に抗して維持可能な維持手段を備えたことを特徴とする手段2に記載の積層装置。
【0018】
上記手段3によれば、複数の保持手段における帯状のシート材の受渡しを円滑に行うことができる。
【0019】
手段4.前記次の保持手段と前記係止解除された保持手段の両者に跨るように前記帯状のシート材が保持された状態で、前記切断手段による切断が行われることを特徴とする手段3に記載の積層装置。
【0020】
上記手段4によれば、より安定した状態でシート材の切断を行うことができ、さらなる位置決め精度の向上や、シート材の受渡しの円滑化を図ることができる。
【0021】
手段5.前記保持手段が進退可能な区間長を変更可能な調整手段を備えたことを特徴とする手段1乃至4のいずれかに記載の積層装置。
【0022】
上記手段5によれば、保持手段が進退可能な区間長を変更することにより、切断されるシート片の長さを変更することができ、多様な製品仕様に幅広く対応することができる。
【図面の簡単な説明】
【0023】
【図1】貼付装置の回転ドラムが基準位置にある積層装置を示す模式図である。
【図2】貼付装置の回転ドラムが基準位置から10°傾いた状態にある積層装置を示す模式図である。
【図3】貼付装置の回転ドラムが基準位置から20°傾いた状態にある積層装置を示す模式図である。
【図4】貼付装置の回転ドラムが基準位置から30°傾いた状態にある積層装置を示す模式図である。
【図5】貼付装置の回転ドラムが基準位置から40°傾いた状態にある積層装置を示す模式図である。
【図6】貼付装置の回転ドラムが基準位置から50°傾いた状態にある積層装置を示す模式図である。
【図7】貼付装置の回転ドラムが基準位置から60°傾いた状態にある積層装置を示す模式図である。
【図8】貼付装置の回転ドラムが基準位置から70°傾いた状態にある積層装置を示す模式図である。
【図9】貼付装置の回転ドラムが基準位置から80°傾いた状態にある積層装置を示す模式図である。
【図10】貼付装置の回転ドラムが基準位置から90°傾いた状態にある積層装置を示す模式図である。
【発明を実施するための形態】
【0024】
以下、一実施形態について説明する。本実施形態の積層装置は、リチウムイオンキャパシタ等の蓄電デバイスを製造するにあたり用いられる電極板を製造するためのものである。
【0025】
リチウムイオンキャパシタの素子は、正極活物質が塗布された正極板と、負極活物質が塗布された負極板とが、絶縁素材からなるセパレータを介して重ね合わされた状態で巻回されて製造される。
【0026】
電極板(正極板及び負極板)は、金属箔2の表裏両面に一定の間隔で活物質が塗布されてなる。具体的には、正極板には例えばアルミニウム箔が用いられ、その表裏両面に一定の間隔で正極活物質が塗布されている。負極板には例えば銅箔が用いられ、その表裏両面に一定の間隔で負極活物質が塗布されると共に、活物質塗布部に合わせてシート材としてのリチウム箔4が貼付されている。
【0027】
リチウムイオンキャパシタを得るに際しては、金属製の容器内に上記素子が配設されるとともに、正極側に溶接されたリード及び負極側に溶接されたリードがそれぞれまとめられる。そして、まとめられた正極側のリードを正極端子部品に接続するとともに、同じくまとめられた負極側のリードを負極端子部品に接続し、両端子部品を前記容器の両端開口に設けることで、リチウムイオンキャパシタを得ることができる。
【0028】
次にリチウム箔4が貼付される電極板(負極板)を製造する積層装置1について図1乃至10を参照して説明する。
【0029】
積層装置1は、金属箔2を連続搬送する搬送機構3と、金属箔2に対しリチウム箔4を貼付する貼付装置(転写装置)5とを有している。金属箔2が本実施形態における搬送体を構成する。
【0030】
搬送機構3は、活物質の塗布された金属箔2がロール状に巻回された繰出しロール7と、金属箔2を巻回する巻取りロール8とを備え、繰出しロール7から巻取りロール8へ金属箔2を連続搬送する。より詳しくは、繰出しロール7から繰り出された金属箔2は、貼付装置5によりリチウム箔4が貼付された後、巻取りロール8により巻回される。
【0031】
ここで、貼付装置5の構成について詳しく説明する。
【0032】
貼付装置5は、金属箔2の搬送動作に同期して連続回転する回転体としての回転ドラム10を備えている。
【0033】
回転ドラム10は、金属箔2の上方位置にて、金属箔2の搬送方向(図1等の左方向)と直交する方向(図1等の前後方向)を回転軸として、図示しない駆動機構により所定方向(図1等の時計回り方向)に連続回転するよう設けられている。
【0034】
回転ドラム10は、金属箔2の上方位置に対応した長手方向中央部が他の部位よりも細径となっている。当該細径部11の周囲には、その径方向外側に向け放射状に突出した4つの支持部12(第1〜第4支持部12a〜12d)がその周方向に90°間隔で設けられている。
【0035】
各支持部12の長手方向略中央部には、ドラム回転方向(図1等の時計回り方向)に向け突出した前ボルトストッパ13と、ドラム反回転方向(図1等の反時計回り方向)に向け突出した後ボルトストッパ14とが設けられている。ボルトストッパ13,14は、それぞれ支持部12に螺合されており、その突出長を変更可能に構成されている。ボルトストッパ13,14は本実施形態における調整手段に相当する。
【0036】
細径部11の周囲には、各支持部12間に対応して4つの吸着ブロック15(第1〜第4吸着ブロック15a〜15d)が組付けられている。吸着ブロック15が本実施形態における保持手段を構成する。
【0037】
吸着ブロック15は、回動ドラム10に対し相対変位可能となっている。より詳しくは、2つの支持部12間を、回転ドラム10の周方向に沿って進退可能となっている。
【0038】
吸着ブロック15は、回転ドラム10の外周面よりもやや外方へ突出しており、その外側面は、回転ドラム10の回転軸を中心とした所定円の軌跡に沿って円弧状に形成されている。
【0039】
吸着ブロック15は、少なくとも外側面が多孔質体によって形成されると共に、その内部には当該外側面に連通する連通路(図示略)が形成されている。該連通路は、チューブ等を介して回動ドラム10外部のコンプレッサ等に接続される。かかる構成により、吸着ブロック15は、外側面にてリチウム箔4を吸引保持可能となる。
【0040】
吸着ブロック15には、ドラム軸線方向(図1等の前後方向)の一方側(本実施形態では図1等の奥側)に向け突出形成された断面略円形状の突出軸部16が設けられると共に、ドラム軸線方向の他方側(本実施形態では図1等の前側)に向け突出形成された断面略台形状の受け部17が設けられている。受け部17はボルトストッパ13,14と当接可能な位置に設けられている。
【0041】
各支持部12間には、付勢手段としてのねじりバネ19が取付けられている。ねじりバネ19は、その一端部が細径部11に当接し、他端部が吸着ブロック15の突出軸部16に当接しており、吸着ブロック15をドラム反回転方向へ付勢している。
【0042】
また、各支持部12に対応する位置には、係止手段としての固定レバー20が設けられている。固定レバー20は、緩やかな略S字状をなし、回転ドラム10に対し揺動可能に軸支されている。
【0043】
固定レバー20のドラム回転方向側の端部にはカムフォロア22が形成されている。固定レバー20は、カムフォロア22が細径部11の周囲に設けられたカム23と係合するように図示しない付勢手段により付勢されている。カムフォロア22及びカム23により本実施形態におけるカム手段が構成される。
【0044】
回転ドラム10の上方、ややドラム回転方向側寄りの位置には、送り手段としての早送りレバー25が設けられている。早送りレバー25は回動自在に設けられており、その先端部において、各吸着ブロック15の突出軸部16と接触可能に構成されている。
【0045】
回転ドラム10の上方、ややドラム反回転方向側寄りの位置には、維持手段としてのストップレバー26が設けられている。ストップレバー26は回動自在に設けられており、その先端部において、各吸着ブロック15の突出軸部16と接触可能に構成されている。
【0046】
回転ドラム10の上方、早送りレバー25とストップレバー26との間の位置には、切断手段としてのカッタ30が設けられている。カッタ30は、図示しない駆動手段により、回転ドラム10の周方向に沿って揺動自在に設けられると共に、回転ドラム10(吸着ブロック15)に向け進退自在に設けられている。また、カッタ30に対応して、吸着ブロック15の外側面には、ドラム回転方向側の端部近傍において、カッタ30の刃先が挿し込まれる溝部35が形成されている。
【0047】
回転ドラム10の上方、ややドラム反回転方向側寄りの位置には、リチウム箔4を搬送するシート供給手段としての搬送機構33が設けられている。搬送機構33は、送りローラ33a,33b等を介してリチウム箔4を貼付装置5へ案内する。
【0048】
次に上記構成の積層装置1の作用効果について図1乃至10を参照して説明する。
【0049】
回転ドラム10は、搬送機構3による金属箔2の搬送動作に同期して連続回転しており、図1に示すように、各支持部12が上下左右の基準位置に在る状態では、回転ドラム10の下方に位置する第1吸着ブロック15aは、その突出軸部16が固定レバー20により係止され、ねじりバネ19に抗して第1支持部12aの後ボルトストッパ14に付勢されている。これにより、第1吸着ブロック15aは、回転ドラム10と同期して旋回する。
【0050】
そして、第1吸着ブロック15aの外側面が連続搬送される金属箔2に押し付けられ、当該第1吸着ブロック15aに吸着保持されたリチウム箔4が金属箔2に貼付(転写)され始める。なお、リチウム箔4を貼付する際には、吸着ブロック15の外側面と、その内部の連通路との接続が回転ドラム10の回転に合せてドラム回転方向側の端部から徐々に切断されていく。これにより、リチウム箔4の吸着が徐々に解除されていき、金属箔2に対しリチウム箔4を円滑に貼付していくことができる。
【0051】
回転ドラム10の上方に位置する第2吸着ブロック15bは、固定レバー20が外れ、ねじりバネ19により第3支持部12cの前ボルトストッパ13に付勢されている。また、第3吸着ブロック15cは、固定レバー20が外れ、ストップレバー26により、ねじりバネ19に抗して支持されている。
【0052】
そして、これら2つの吸着ブロック15b,15cに吸着されつつ搬送機構33から引き出されたリチウム箔4は、2つの吸着ブロック15b,15cに跨るように保持された状態で、カッタ30が第3吸着ブロック15cの溝部35に挿し込まれることにより、所定長だけ切断される。
【0053】
金属箔2から離間していく第4吸着ブロック15dは、第1吸着ブロック15aと同様、その突出軸部16が固定レバー20により係止され、ねじりバネ19に抗して第4支持部12dの後ボルトストッパ14に付勢されている。これにより、第4吸着ブロック15dは、回転ドラム10と同期して旋回する。
【0054】
図2に示すように、各支持部12が基準位置から10°傾いた状態では、第1吸着ブロック15a及び第4吸着ブロック15dは、上記同様、回転ドラム10と同期して旋回を続ける。そして、第1吸着ブロック15aは、継続して金属箔2に対しリチウム箔4を貼付していく。
【0055】
一方、切断されたリチウム箔4を吸着保持した第2吸着ブロック15bは、上記同様、ねじりバネ19により第3支持部12cの前ボルトストッパ13に付勢された状態で、当該第3支持部12c(前ボルトストッパ13)によりドラム回転方向へ押され、回転ドラム10と同期して旋回する。
【0056】
第3吸着ブロック15cは、上記同様、ねじりバネ19に抗して、その突出軸部16がストップレバー26により支持された状態を維持する。これにより、第3吸着ブロック15cは、回転ドラム10に追従せず、停止した状態で維持される。換言すれば、第3吸着ブロック15cは、回転ドラム10に対し、ドラム反回転方向へ相対変位していくこととなる。
【0057】
図3に示すように、各支持部12が基準位置から20°傾いた状態では、第1吸着ブロック15a及び第4吸着ブロック15dは、上記同様、回転ドラム10と同期して旋回を続ける。そして、第1吸着ブロック15aは、継続して金属箔2に対しリチウム箔4を貼付していく。
【0058】
一方、第2吸着ブロック15bは、早送りレバー25により突出軸部16が押されることにより、ねじりバネ19に抗して第3支持部12cの前ボルトストッパ13から離間し、第2支持部12b側へ早送りされる。換言すれば、第2吸着ブロック15bは、回転ドラム10に対し、ドラム回転方向へ相対変位していくこととなる。
【0059】
第3吸着ブロック15cは、上記同様、回転ドラム10に追従せず、停止した状態で維持される。
【0060】
図4に示すように、各支持部12が基準位置から30°傾いた状態では、第1吸着ブロック15a及び第4吸着ブロック15dは、上記同様、回転ドラム10と同期して旋回を続ける。そして、第1吸着ブロック15aは、継続して金属箔2に対しリチウム箔4を貼付していく。
【0061】
一方、第2吸着ブロック15bは、上記同様、早送りレバー25により突出軸部16が押され続け、ねじりバネ19に抗して第2支持部12bの後ボルトストッパ14に対し付勢された状態となる。
【0062】
第3吸着ブロック15cは、上記同様、回転ドラム10に追従せず、停止した状態で維持される。
【0063】
図5に示すように、各支持部12が基準位置から40°傾いた状態では、第1吸着ブロック15a及び第4吸着ブロック15dは、上記同様、回転ドラム10と同期して旋回を続ける。そして、第1吸着ブロック15aは、継続して金属箔2に対しリチウム箔4を貼付していく。一方、第4吸着ブロック15dは、その受け部17が第4支持部12dの後ボルトストッパ14に当接した状態となる。
【0064】
第2吸着ブロック15bは、早送りレバー25から離れ、固定レバー20のドラム反回転方向側の端部にて係止される。これにより、第2吸着ブロック15bは、ねじりバネ19に抗して第2支持部12bの後ボルトストッパ14に付勢された状態となり、回転ドラム10と同期して旋回する。その後、早送りレバー25は元の位置に復帰する。
【0065】
第3吸着ブロック15cは、上記同様、回転ドラム10に追従せず、停止した状態で維持される。さらに、その受け部17に対し第4支持部12dの前ボルトストッパ13が当接する。これにより、第3吸着ブロック15cの外周面と、第4吸着ブロック15dの外周面とが略面一の状態となる。
【0066】
図6に示すように、各支持部12が基準位置から50°傾いた状態では、第1吸着ブロック15a、第2吸着ブロック15b及び第4吸着ブロック15dは、上記同様、回転ドラム10と同期して旋回を続ける。そして、第1吸着ブロック15aはリチウム箔4の貼付を完了する。
【0067】
一方、第3吸着ブロック15cは、ねじりバネ19により第4支持部12dに付勢された状態で、当該支持部12dの前ボルトストッパ13によりドラム回転方向へ押される。これにより、第3吸着ブロック15cは、リチウム箔4を吸着保持した状態で回転ドラム10と同期して旋回する。これに伴い、リチウム箔4が搬送機構33から引き出されていくと共に、第4吸着ブロック15dの外側面にも徐々にリチウム箔4が吸着されていく。
【0068】
図7〜図9に示すように、各支持部12が基準位置から60°〜80°傾いた状態では、第1吸着ブロック15a及び第2吸着ブロック15bは、上記同様、回転ドラム10と同期して旋回を続ける。そして、第1吸着ブロック15aは金属箔2から離間していく。
【0069】
第3吸着ブロック15c及び第4吸着ブロック15dは、上記同様、第4支持部12dのボルトストッパ13,14に付勢された状態で、回転ドラム10と同期して旋回を続ける。これにより、吸着ブロック15c,15dに吸着保持されたリチウム箔4は搬送機構33からさらに引き出され、第4吸着ブロック15dの外側面にも徐々にリチウム箔4が吸着されていく。
【0070】
併せて、カッタ30が回転ドラム10に追従して旋回しつつ、第4吸着ブロック15dの溝部35に向け接近動作を開始する。そして、各支持部12が基準位置から80°傾いた状態に達すると、第4吸着ブロック15dの突出軸部16がストップレバー26により支持された状態となる。
【0071】
図10に示すように、各支持部12が基準位置から90°傾くと、各支持部12は基準位置に戻り、第2吸着ブロック15bによるリチウム箔4の貼付が開始される。
【0072】
一方、吸着ブロック15c,15dに吸着されつつ搬送機構33から引き出されたリチウム箔4は、吸着ブロック15c,15dに跨るように保持された状態で、カッタ30が第4吸着ブロック15dの溝部35に挿し込まれることにより、所定長だけ切断される。
【0073】
上述した一連の動作が連続して行われることにより、連続した帯状のリチウム箔4を順次、所定長だけ切断し、当該切断されたリチウム箔4を所定間隔をあけて金属箔2上に貼付していくことができる。
【0074】
以上詳述したように、本実施形態によれば、帯状のリチウム箔4を切断し、所定間隔をあけて金属箔2上へ貼付していく作業を行うために、複数のロールを併設した従来のような大型の装置を必要とせず、装置のコンパクト化を図ることができる。
【0075】
また、本実施形態によれば、少なくとも金属箔2に対しリチウム箔4を貼付する際には、吸着ブロック15が回転ドラム10と同期して旋回する。すなわち金属箔2と同期して連続動作するため、間欠動作する回転ドラムと、連続動作する金属箔2とを同期させるといった複雑な動作制御を必要とせず、連続運転される両者間で安定したリチウム箔4の受渡しが可能となる。結果として、金属箔2に対するリチウム箔4の位置決め精度の向上を図ると共に、金属箔2及びリチウム箔4の搬送速度の高速化を図り、生産性の向上を図ることができる。
【0076】
さらに、本実施形態によれば、吸着ブロック15により保持した状態でリチウム箔4の切断を行うため、例えば予め切断されたリチウム箔4を吸着ブロック15へ受け渡す構成に比べ、当該受渡し時点におけるリチウム箔4の位置ズレの発生がなく、ひいては金属箔2への受渡し時におけるリチウム箔4の位置ズレを抑制することができる。
【0077】
加えて、本実施形態では、ボルトストッパ13,14の突出長を変更することにより、切断されるリチウム箔4の長さを変更することができ、多様な製品仕様に幅広く対応することができる。
【0078】
尚、上述した実施形態の記載内容に限定されることなく、例えば次のように実施してもよい。
【0079】
(a)上記実施形態では、本願発明を、リチウム箔4が貼付される電極板(負極板)を製造する積層装置1について適用しているが、これに限らず、例えば正極活物質が塗布された正極板と、負極活物質が塗布された負極板とを、絶縁素材からなるセパレータを介して交互に重ね合わせていく積層装置に適用してもよい。かかる場合、貼付装置5と同様の構成を有する装置を複数備え、連続搬送される搬送体としてのベルトコンベアに所定間隔をあけて並んだステージ上に、シート材としての正極板、負極板及びセパレータを順次、積み重ねていく構成などが一例に挙げられる。
【0080】
(b)上記実施形態の積層装置1によって製造される蓄電デバイスは、リチウムイオンキャパシタに限られるものではなく、例えばリチウムイオン二次電池等であってもよい。
【0081】
(c)貼付装置5の構成は上記実施形態に限定されるものではない。
【0082】
例えば回転ドラム10に代えて、ベルトタイプの回転体を用いた構成としてもよい。
【0083】
また、上記実施形態では、特に言及していないが、貼付装置5の下方、金属箔2の裏面側において当該金属箔2を支える押えローラ等を備えた構成としてもよい。
【0084】
また、ボルトストッパ13,14の突出長を変更不能な構成とし、切断されるリチウム箔4の長さを変更不能な構成としてもよい。
【0085】
少なくとも帯状のリチウム箔4を受取る際には、吸着ブロック15が回転ドラム10の回転方向に対し後退した位置でリチウム箔4を保持し、金属箔2に対しリチウム箔4を貼付する際には、吸着ブロック15が回転ドラム10の回転方向に対し前進した位置でリチウム箔4を貼付するといった動作を繰り返すことにより、連続した帯状のリチウム箔4を順次、所定長のリチウム箔4に切断し、当該リチウム箔4を所定間隔をあけて金属箔2上へ貼付していくことができる構成となっていればよい。
【符号の説明】
【0086】
1…積層装置、2…金属箔、3…搬送機構、4…金属リチウム箔、5…貼付装置、10…回転ドラム、12…支持部、13…前ボルトストッパ、14…後ボルトストッパ、15…吸着ブロック、16…突出軸部、17…受け部、19…ねじりバネ、20…固定レバー、25…早送りレバー、26…ストップレバー、30…カッタ、33…搬送機構。
【特許請求の範囲】
【請求項1】
帯状のシート材を供給可能なシート供給手段と、
連続搬送される搬送体の搬送動作に同期して連続回転する回転体と、
前記回転体の周方向複数箇所においてそれぞれ前記回転体の回転動作に追従して旋回可能かつ前記回転体の周方向に沿って所定の前進位置と後退位置との間を進退可能に設けられ、前記シート材を保持可能な保持手段と、
前記シート材を切断する切断手段とを備え、
前記シート供給手段から供給される前記帯状のシート材を前記後退位置に位置する保持手段が保持した状態で前記切断手段により所定長だけ切断し、当該切断された所定長のシート片を保持した保持手段が前記前進位置へ相対移動し、当該前進位置にて前記回転体に追従して旋回することにより、
連続搬送される前記搬送体上に所定間隔をあけて順次、切断されたシート片を載置していくことを特徴とする積層装置。
【請求項2】
前記保持手段を前記後退位置へ付勢可能な付勢手段と、
前記付勢手段に抗して前記保持手段を前記前進位置へ相対移動可能な送り手段と、
前記前進位置にて前記保持手段を係止可能な係止手段と、
前記係止手段を動かして、少なくとも前記切断手段による前記シート材の切断完了時には前記保持手段の係止を解除させかつ少なくとも前記搬送体へ前記シート片を載置する前段階には前記保持手段を係止させるカム手段とを備えたことを特徴とする請求項1に記載の積層装置。
【請求項3】
少なくとも前記シート供給手段から前記帯状のシート材を受渡し可能な範囲に次の前記保持手段が到達するまでの間、前記係止解除された保持手段を前記付勢手段に抗して維持可能な維持手段を備えたことを特徴とする請求項2に記載の積層装置。
【請求項4】
前記次の保持手段と前記係止解除された保持手段の両者に跨るように前記帯状のシート材が保持された状態で、前記切断手段による切断が行われることを特徴とする請求項3に記載の積層装置。
【請求項5】
前記保持手段が進退可能な区間長を変更可能な調整手段を備えたことを特徴とする請求項1乃至4のいずれかに記載の積層装置。
【請求項1】
帯状のシート材を供給可能なシート供給手段と、
連続搬送される搬送体の搬送動作に同期して連続回転する回転体と、
前記回転体の周方向複数箇所においてそれぞれ前記回転体の回転動作に追従して旋回可能かつ前記回転体の周方向に沿って所定の前進位置と後退位置との間を進退可能に設けられ、前記シート材を保持可能な保持手段と、
前記シート材を切断する切断手段とを備え、
前記シート供給手段から供給される前記帯状のシート材を前記後退位置に位置する保持手段が保持した状態で前記切断手段により所定長だけ切断し、当該切断された所定長のシート片を保持した保持手段が前記前進位置へ相対移動し、当該前進位置にて前記回転体に追従して旋回することにより、
連続搬送される前記搬送体上に所定間隔をあけて順次、切断されたシート片を載置していくことを特徴とする積層装置。
【請求項2】
前記保持手段を前記後退位置へ付勢可能な付勢手段と、
前記付勢手段に抗して前記保持手段を前記前進位置へ相対移動可能な送り手段と、
前記前進位置にて前記保持手段を係止可能な係止手段と、
前記係止手段を動かして、少なくとも前記切断手段による前記シート材の切断完了時には前記保持手段の係止を解除させかつ少なくとも前記搬送体へ前記シート片を載置する前段階には前記保持手段を係止させるカム手段とを備えたことを特徴とする請求項1に記載の積層装置。
【請求項3】
少なくとも前記シート供給手段から前記帯状のシート材を受渡し可能な範囲に次の前記保持手段が到達するまでの間、前記係止解除された保持手段を前記付勢手段に抗して維持可能な維持手段を備えたことを特徴とする請求項2に記載の積層装置。
【請求項4】
前記次の保持手段と前記係止解除された保持手段の両者に跨るように前記帯状のシート材が保持された状態で、前記切断手段による切断が行われることを特徴とする請求項3に記載の積層装置。
【請求項5】
前記保持手段が進退可能な区間長を変更可能な調整手段を備えたことを特徴とする請求項1乃至4のいずれかに記載の積層装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2012−106370(P2012−106370A)
【公開日】平成24年6月7日(2012.6.7)
【国際特許分類】
【出願番号】特願2010−255693(P2010−255693)
【出願日】平成22年11月16日(2010.11.16)
【出願人】(000106760)シーケーディ株式会社 (627)
【Fターム(参考)】
【公開日】平成24年6月7日(2012.6.7)
【国際特許分類】
【出願日】平成22年11月16日(2010.11.16)
【出願人】(000106760)シーケーディ株式会社 (627)
【Fターム(参考)】
[ Back to top ]