
積層造形用樹脂粉末
【課題】従来用いられている樹脂粉末を用いながら波長の短いレーザ光に対応可能な積層造形用樹脂粉末を提供するものである。
【解決手段】樹脂粉末15の薄層15aにレーザ光を選択的に照射して薄層15aを焼結又は硬化させ、焼結又は硬化した薄層15bを繰り返し積層して3次元造形物を作製する積層造形に使用される樹脂粉末15であって、樹脂粉末15は、主粉末に、主粉末が吸収し得るレーザ光の波長よりも短い波長のレーザ光を吸収し得るレーザ吸収着色材料を含有させたものである。
【解決手段】樹脂粉末15の薄層15aにレーザ光を選択的に照射して薄層15aを焼結又は硬化させ、焼結又は硬化した薄層15bを繰り返し積層して3次元造形物を作製する積層造形に使用される樹脂粉末15であって、樹脂粉末15は、主粉末に、主粉末が吸収し得るレーザ光の波長よりも短い波長のレーザ光を吸収し得るレーザ吸収着色材料を含有させたものである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、積層造形用樹脂粉末に関し、より詳しくは、樹脂粉末の薄層にレーザ光を選択的に照射して焼結し、その焼結薄層を多層に積層して3次元造形物を作製する積層造形に用いる積層造形用樹脂粉末に関する。
【背景技術】
【0002】
近年、機能試験用試作部品や少量多品種の製品に使用される部品等を造形することができる積層造形装置への要望が増えてきつつある。この要求を満たす積層造形装置の一つとして粉末焼結積層造形装置があり、さまざまな用途で使用されている。
【0003】
粉末焼結積層造形装置では、レーザ光を出射し、走査するレーザ光出射部と、造形テーブル上に樹脂粉末の薄層を形成し、その薄層をレーザ光により選択的に加熱し造形物を作製する造形部と、レーザ光出射部と造形部を制御する制御装置とから構成されている。レーザ光源には、波長10.6μmのレーザ光を発するCO2レーザが用いられ、樹脂粉末の材料には、波長10.6μmのレーザ光を吸収するナイロンやポリプロピレンなどが開発され用いられている。
【0004】
粉末焼結積層造形装置では、樹脂粉末の薄層を形成し、作成すべき3次元造形物のスライスデータ(描画パターン)に基づき、樹脂粉末の薄層ごとにレーザ光により選択的に加熱して特定領域だけを焼結し、これを数百層或いは数千層にわたって積層して3次元造形物を作製する。
【0005】
下記特許文献にはこのような粉末焼結積層造形装置が記載されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2008−155538号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
ところで、近年、微細な細部を有する造形物の作製にも用途が広がっており、数十μmという微細な寸法精度が要求されるようになってきている。これに対して、波長10.6μmのレーザ光を発するCO2レーザを用いたのでは、ビーム径を絞りにくいため、焼結領域をよほど小さくして焦点距離を短くしないと対応できない。これは、ビーム径Wが、次式
W≒f・Θ (f:焦点距離、Θ:ビーム拡がり角)
で示すように、レーザ光を薄層表面に集光するレンズの焦点距離fに比例し、焼結領域の大きさ(縦横の幅)によってレンズの焦点距離fが変化するという装置の特性に基づく。
【0008】
このように、焼結領域が小さくなりすぎると造形できる部品も小さくなりすぎて実用途に向く造形物を作製することができなくなってしまう。これでは、実用性の点で問題があり、この問題を解決するため波長の短いレーザ光源が必要になっている。そこで、現在、波長1μm近傍の近赤外域のレーザ光を発するYAGレーザや、ファイバレーザの使用が検討されている。
【0009】
しかし、CO2レーザ用に開発されたナイロンなどからなる樹脂粉末は波長1μm程度のレーザ光を吸収しないため、その樹脂粉末をYAGレーザやファイバレーザで加熱することは困難である。一方で、従来から用いられているナイロンなどからなる樹脂粉末は粉末焼結積層造形用材料として優れており、また、使用実績があるためこれを用いたいという要求が強い。
【0010】
本発明は、上述の問題点に鑑みて創作されたものであり、従来用いられている樹脂粉末を用いながら波長の短いレーザ光に対応可能な積層造形用樹脂粉末を提供するものである。
【課題を解決するための手段】
【0011】
上記課題を解決するため、本発明の一観点によれば、樹脂粉末の薄層にレーザ光を選択的に照射して前記薄層を焼結又は硬化させ、該焼結又は硬化した薄層を繰り返し積層して3次元造形物を作製する積層造形に使用される樹脂粉末であって、前記樹脂粉末は、主粉末に、該主粉末が吸収し得るレーザ光の波長よりも短い波長のレーザ光を吸収し得るレーザ吸収着色材料を含有させたものであることを特徴とする樹脂粉末が提供される。
【0012】
また、好ましくは、前記主粉末は、ナイロン、ポリプロピレン、ポリ乳酸、ポリエチレン(PE)、ポリエチレンテレフタレート(PET)、ポリスチレン(PS)、アクリルニトリル・ブタジエン・スチレンコポリマ(ABS)、エチレン・酢酸ビニルコポリマー(EVA)、スチレン・アクリロニトリルコポリマー(SAN)、及びポリカプロラクトンよりなる群から選ばれた少なくとも1種であることを特徴とする。
【0013】
また、好ましくは、前記レーザ吸収着色材料の含有率は、0.05%〜0.20%であることを特徴とする。
【0014】
また、好ましくは、前記レーザ光は、波長1μm近傍の近赤外域のレーザ光を発生するYAGレーザ光源又はファイバレーザ光源より発生したものであることを特徴とする。
【0015】
本発明の他の一観点によれば、前記樹脂粉末を用いて該樹脂粉末の薄層を形成する工程と、前記薄層に、前記レーザ光を選択的に照射して該薄層を焼結又は硬化させる工程とを順次繰り返して3次元造形物を作製することを特徴とする積層造形方法が提供される。
【発明の効果】
【0016】
本発明の一観点の積層造形に使用される樹脂粉末によれば、樹脂粉末は、主粉末に、その主粉末が吸収し得るレーザ光の波長よりも短い波長のレーザ光を吸収し得るレーザ吸収着色材料を含有させたものであるため、主粉末が短い波長のレーザ光を吸収しなくてもレーザ吸収着色材料が短い波長のレーザ光を吸収して加熱される。これにより、加熱されたレーザ吸収着色材料の熱が周囲の主粉末に伝わり、樹脂粉末の主粉末が加熱される。したがって、従来の例えばCO2レーザに対して使用していた主粉末を用いながら、波長の短いレーザ光、例えばファイバレーザ光やYAGレーザ光に対応可能となる。
【0017】
本発明の他の一観点の積層造形方法によれば、上述の樹脂粉末を用いているため、波長の短いレーザ光、例えばファイバレーザ光やYAGレーザ光に対応可能となり、したがって、実用性を維持しながら従来より微細な細部を有する造形物の作製に適応可能である。
【図面の簡単な説明】
【0018】
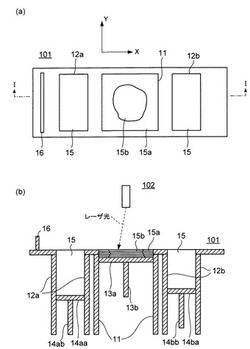
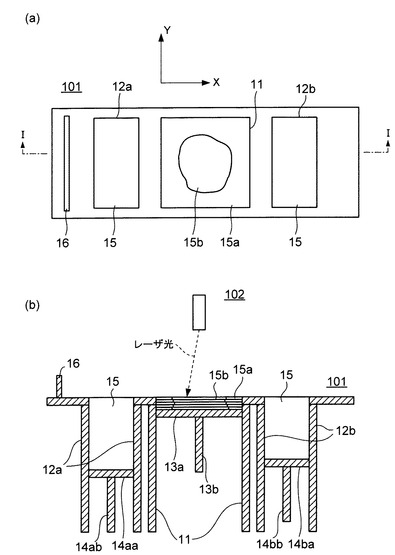
【図1】(a)は、本発明の実施形態に係る樹脂粉末を使用する積層造形装置のうち、造形部の構成を示す上面図であり、(b)は、(a)のI-I線に沿う断面と、造形部の上方に配置されたレーザ光出射部を示す図である。
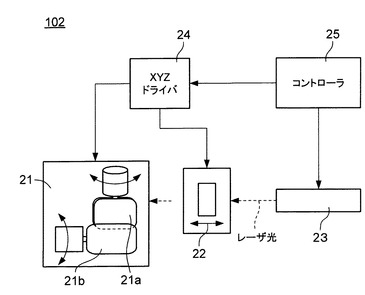
【図2】本発明の実施形態に係る樹脂粉末を使用する積層造形装置のうち、レーザ光出射部の詳細な構成を示すブロック図である。
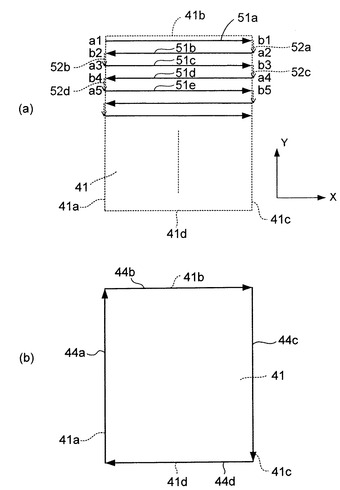
【図3】(a)は、本発明の実施形態に係る樹脂粉末を使用する積層造形装置における焼結領域(特定領域)と、コントローラに設定された焼結領域内を焼結する走査線(走査経路)を示す図であり、(b)は、コントローラに設定された焼結領域周縁を焼結する走査線(走査経路)を示す図である。
【発明を実施するための形態】
【0019】
以下に、本発明の実施の形態について図面を参照しながら説明する。
【0020】
(1)積層造形装置の構成
本発明の実施形態に係る樹脂粉末を使用する積層造形装置は、レーザ光出射部と、造形部と、制御部とから構成されている。
【0021】
図1(a)は、その積層造形装置のうち、造形部101の構成を示す上面図である。図1(a)ではレーザ光出射部と制御装置は図示していない。図1(b)は、図1(a)のI-I線に沿う断面図で、同図には、造形部101のほかに、その上方に配置されているレーザ光出射部102も示している。
【0022】
図2は、その積層造形装置のうち、レーザ光出射部102の構成を示すブロック図である。
【0023】
図3(a)は、その積層造形装置における焼結領域(特定領域)と、コントローラに設定された焼結領域内を焼結する走査線(走査経路)を示す図である。図3(b)は、コントローラに設定された焼結領域の周縁を焼結する走査線(走査経路)を示す図である。
【0024】
以下に、その積層造形装置における各部の詳細について説明する。
【0025】
(a)レーザ光出射部102の構成
レーザ光出射部102は、図2に示すように、レーザ光源23と、光学系21、22と、XYZドライバ24とを備えている。
【0026】
レーザ光源23は、波長1.06μmのレーザ光を出射するYAGレーザ光源、又は、波長1.07μmのレーザ光を出射するファイバレーザ光源などが用いられる。また、光学系21はレーザ光に対する角度を変化させてレーザ光をX方向に走査するガルバノメータミラー(Xミラー)21a、及びレーザ光に対する角度を変化させてレーザ光をY方向に走査するガルバノメータミラー(Yミラー)21bで構成される。光学系22は、X方向及びY方向に走査されるレーザ光の動きに従って移動し、レーザ光の焦点距離を粉末の薄層の表面にあわせるレンズを備えている。また、XYZドライバ24は、光学系21のXミラー21a及びYミラー21bを動作させ、かつ光学系22のレンズを動作させる制御信号を送出する。
【0027】
レーザ光は、後述するコントローラ25からの制御信号によりXYZドライバ24を介して光学系21が制御されることにより走査され、焼結領域に選択的に照射されるようになっている。さらに、レーザ光が走査されている間、レーザ光が粉末の薄層15aのちょうど表面に焦点を結ぶように絶えず光学系22のレンズが動いて焦点距離が調整されるようになっている。光学系21の制御は、作製すべき3次元造形物のスライスデータ(描画パターン)に基づき行われる。
【0028】
薄層15aの表面におけるレーザ光のビーム径は、光学系22の焦点距離に比例するため焼結領域の縦横の幅で変わってくるが、レーザ光が造形領域300mm□いっぱいに走査されるとして、凡そ170μmに絞ることができる。なお、CO2レーザでは同じ条件で、350μmである。
【0029】
(b)造形部101の構成
造形部101においては、図1(a)、(b)に示すように、レーザ光の照射により造形が行われる造形用容器11と、その両側に設置された第1及び第2の粉末収納容器12a、12bとを備えている。
【0030】
造形用容器11では、パートテーブル13a上で、樹脂粉末の薄層15aが形成され、樹脂粉末の薄層15aをレーザ光の照射により焼結させて焼結薄層15bが形成される。そして、パートテーブル13aを下方に移動させて焼結薄層15bを順次積層し、3次元造形物が作製される。
【0031】
第1及び第2の粉末収納容器12a、12bでは、フィードテーブル14aa及び14ba上に樹脂粉末15が収納され、フィードテーブル14aa及び14baを上方に移動させることにより、樹脂粉末を供給する。
【0032】
なお、パートテーブル13a、フィードテーブル14aa、14baには、支持軸13b、14ab及び14bbが取り付けられ、支持軸13b、14ab及び14bbは、支持軸13b、14ab及び14bbに上下移動を行わせる駆動装置に接続されている。
【0033】
更に、造形領域及び粉末の収納領域の全領域にわたって移動するリコータ16が設けられている。リコータ16は、フィードテーブル14aa及び14baの上昇により供給された樹脂粉末を造形領域まで運搬し、造形テーブル13a上に樹脂粉末の薄層15aを形成する機能を有する。薄層15aの厚さは、造形テーブル13aの下降量で決まる。
【0034】
(樹脂粉末)
使用される樹脂粉末15は、波長10μm前後のレーザ光を吸収可能な主粉末と波長1μm前後のレーザ光を吸収可能なレーザ吸収着色材料とで構成される。
【0035】
主粉末は、ナイロン、ポリプロピレン、ポリ乳酸、ポリエチレン(PE)、ポリエチレンテレフタレート(PET)、ポリスチレン(PS)、アクリルニトリル・ブタジエン・スチレンコポリマ(ABS)、エチレン・酢酸ビニルコポリマー(EVA)、スチレン・アクリロニトリルコポリマー(SAN)、及びポリカプロラクトンよりなる群から選ばれた少なくとも1種を用いることができる。
【0036】
使用する主粉末の平均粒径は10μmよりも大きい方がよく、20μm以上が望ましい。樹脂粉末15の平均粒径が10μm以下であると、粉末の凝集性が強くなり、粉末を薄く形成することが難しくなるためである。
【0037】
レーザ吸収着色材料は、主材料としてカーボンを用いる。その他、金属や顔料、染料など波長1μm前後のレーザ光を吸収可能な材料であれば何でも用いることができる。但し、レーザ吸収着色材料の平均粒径10μmで、粒径範囲2〜40μmが望ましい。樹脂粉末15中のレーザ吸収着色材料の含有率は、本願発明者が行った後述する実験によれば、0.05%〜0.20%の範囲を適用可能である。なお、樹脂粉末15中のレーザ吸収着色材料の含有率は、レーザ吸収着色材料の量(重さ)/樹脂粉末15の量(重さ)×100で定義する。
【0038】
次に、樹脂粉末15の2つの作製方法について簡単に説明する。
【0039】
第1の作製方法は、予め、主粉末と粉末状のレーザ吸収着色材料を用意しておき、主粉末と粉末状のレーザ吸収着色材料とを混合しよくかき混ぜて作製する。この場合、主粉末は白色であり、レーザ吸収着色材料が黒色の場合は、混合比率にもよるが、灰色が均一になれば、十分に混ざっていると判断する。
【0040】
第2の作製方法は、主粉末の製造工程で主粉末の内部にレーザ吸収着色材料を取り込むものである。この第2の作製方法においては、主粉末の内部にレーザ吸収着色材料が取り込まれているため、第1の作製方法のように十分にかき混ぜなくても、常に一定のレーザ吸収着色材料の含有率が得られ、樹脂粉末の性能が安定している。
【0041】
(c)制御部の構成及び機能
制御部は、上述したレーザ光出射部102のコントローラ(制御装置)25と、図示しない造形部101のコントローラ(制御装置)とで構成される。
【0042】
(レーザ光出射部102のコントローラ25)
レーザ光出射部102のコントローラ25は、作製すべき3次元造形物のスライスデータ(描画パターン)に基づき、レーザ光源23のON(点灯)及びOFF(消灯)と、光学系21のミラー21a、21b及び光学系22のレンズの動作とを制御する。
【0043】
コントローラ25は、まず、図3(a)に示すように、焼結領域41に対して平行に設定された走査線51a、51b、51c、51d、51e・・・に基づき、Xミラー21a及びYミラー21bの角度を変化させてレーザ光を走査するとともに、光学系22のレンズの動作とレーザ光源23のON/OFFを制御し、焼結領域41内を焼結する。
【0044】
この場合、図3(a)に示すように、走査線51aの始点a1、a2、a3、a4、a5・・と終点b1、b2、b3、b4、b5・・は、焼結領域41の周縁(境界)41a、41b、41c、41dに置かれる。ミラーの角度変化を小さくするため、走査線51aの終点b1からすぐ下に次の走査線51bの始点a2が来るようにする。即ち、走査線51aと隣接する走査線51bとは走査の向きが逆向きになるように作成される。走査線51c、51d、51e・・もこれらと同様に作成される。走査線51aの終点b1から次の走査線51bの始点a2までのY方向の経路52aに対応してYミラーの角度が変化させられる。この経路52aではレーザ光が消灯される。
【0045】
その後、図3(b)に示すように設定された走査線44a、44b、44c、44dに基づき焼結領域の周縁(境界)41a、41b、41c、41dが焼結されて一薄層の焼結領域41全体の焼結がなされる。
【0046】
(造形部101のコントローラ)
造形部101のコントローラは、パートテーブル13a、第1及び第2のフィードテーブル14aa、14baの動作と、リコータ16の動作とを制御する。
【0047】
コントローラは、まず、本発明の実施形態に係る樹脂粉末15を載せた第1のフィードテーブル14aaを上昇させるとともに、パートテーブル13aを薄層一層分だけ下降させ、リコータ16を移動させて第1の粉末収納容器12aから造形用容器11に粉末15を供給させ、パートテーブル13a上に粉末の薄層15aを形成させる。
【0048】
その後に、上述したコントローラ25による制御により、作製すべき3次元造形物のスライスデータ(描画パターン)に基づき、レーザ光、光学系21のミラー21a、21b及び光学系22のレンズによって粉末の薄層15aを選択的に加熱して焼結薄層15bを形成させる。
【0049】
次に、上記と逆に、本発明の実施形態に係る樹脂粉末15を載せた第2のフィードテーブル14baを上昇させるとともに、パートテーブル13aを薄層一層分だけ下降させ、リコータ16を移動させて第2の粉末収納容器12bから造形用容器11に粉末15を供給させ、パートテーブル13a上に粉末の薄層15aを形成させる。
【0050】
その後に、上述したコントローラ25は、作成すべき3次元造形物のスライスデータ(描画パターン)に基づき、レーザ光、光学系21のミラー21a、21b及び光学系22のレンズによって粉末の薄層15aを選択的に加熱させて焼結薄層15bを形成させる。
【0051】
引き続き、これらの動作を繰り返して、複数の焼結薄層15bを積層させ、3次元造形物を作製させる。
【0052】
以上のように、本発明の実施形態に係る樹脂粉末を使用する積層造形装置によれば、波長の短いレーザ光の光源、例えばファイバレーザ光源やYAGレーザ光源を備えている。この場合、本発明の実施形態に係る樹脂粉末として、主粉末に、その主粉末が吸収し得るレーザ光の波長よりも短い波長のレーザ光を吸収し得るレーザ吸収着色材料を含有させたものを使用すると、主粉末が短い波長のレーザ光を吸収しなくてもレーザ吸収着色材料が短い波長のレーザ光を吸収して加熱される。これにより、加熱されたレーザ吸収着色材料の熱が周囲の主粉末に伝導及び輻射などにより伝わり、樹脂粉末の主粉末が加熱される。したがって、従来の例えばCO2レーザに対して使用していた主粉末を用いながら、波長の短いレーザ光、例えばファイバレーザ光やYAGレーザ光に対応可能となる。
【0053】
これにより、実用性を維持しながら従来より微細な細部を有する造形物の作製に適応可能である。
【0054】
(2)積層造形方法の説明
次に、図1、図2及び図3を参照しながら、上記粉末焼結積層造形装置を用いた積層造形方法について説明する。
【0055】
まず、造形部101において、第1及び第2のフィードテーブル14aa、14baを降下させ、フィードテーブル14aa、14ba上に造形に必要な量の樹脂粉末15を収納する。樹脂粉末15は、従来用いている主粉末中に波長1μm程度の近赤外域の波長をもつレーザ光を吸収するレーザ吸収着色材料を含む、上述した樹脂粉末を用いる。
【0056】
次いで、パートテーブル13aを薄層一層分に相当する量だけ降下させる。次いで、第1のフィードテーブル14aaを上昇させて粉末15が第1の粉末収納容器12aの表面から上に出てくるようにする。
【0057】
次いで、リコータ16を移動させて第1の粉末収納容器12aから上に出ている粉末15を造形用容器11内のパートテーブル13a上に移動させる。
【0058】
次いで、造形用容器11の表面を均しつつパートテーブル13a上に粉末を運び入れる。これにより、パートテーブル13a上に一層分の粉末の薄層が形成される。このとき、造形用容器11の上方に設置された図示しないヒータなどにより粉末の薄層の表面を融点よりも5℃から15℃程度低い温度に予備加熱する。
【0059】
次いで、作成すべき3次元造形物のスライスデータに基づき、光学系22のレンズの動きを制御しつつ光学系21のミラー21a、21bを制御して波長1μm程度のレーザ光を走査し、図1(b)に示すように、パートテーブル13aの薄層15aに焼結薄層15bを形成する。この場合、最初に、図3(a)に示すように、焼結領域41内を焼結し、最後に、図3(b)に示すように、走査線44a、44b、44c、44dに従って焼結領域41の周縁(境界)41a、41b、41c、41dを焼結する。
【0060】
次いで、パートテーブル13aを薄層一層分に相当する量だけ降下させるとともに、第2のフィードテーブル14baを上昇させて粉末15が第2の粉末収納容器12bの表面から上に出てくるようにする。次いで、リコータ16を右側から左側へ移動させる。そして、第2の粉末収納容器12bから新たな粉末15をパートテーブル13上に供給し、焼結薄層15bの上に新たな粉末の薄層を形成する。
【0061】
次いで、レーザ光源23のON/OFF、光学系21のミラー21a、21b及び光学系22のレンズの動きを制御して、焼結薄層15b上の新たな粉末の薄層を加熱焼結し、焼結薄層15bの上に新たな焼結薄層を形成する。
【0062】
次に上記したような方法で、粉末の薄層の形成→加熱焼結→粉末の薄層の形成→加熱焼結→・・・を繰り返す。
【0063】
このようにして、順次焼結薄層15bが積層されて3次元造形物が完成する。そして、最後に予備加熱を止めて自然冷却を行い、常温付近になったら造形用容器11から粉末15に埋もれた3次元造形物を取り出す。
【0064】
以上のように、本発明の実施形態に係る樹脂粉末を用いた積層造形方法によれば、上述の樹脂粉末を用いているため、波長の短いレーザ光、例えばファイバレーザ光やYAGレーザ光に対応可能となり、したがって、実用性を維持しながら従来より微細な細部を有する造形物の作製に適応可能である。
【0065】
(3)本発明の樹脂粉末の性能比較
次に、上述の本発明の実施形態の積層造形方法に使用する樹脂粉末に関し、レーザ吸収着色材料の含有率の違いによる樹脂粉末の性能を比較する。
【0066】
樹脂粉末中へのレーザ吸収着色材料の添加は、主粉末と粉末状のレーザ吸収着色材料を混合し混ぜ合わせる上述した方法により行った。主粉末としてナイロン12を用い、その平均粒径を約50μmとした。また、レーザ吸収着色材料として、平均粒径が約10μmの波長1μm近傍の近赤外域の波長吸収剤を用いた。
【0067】
主粉末中のレーザ吸収着色材料の含有率を変えた樹脂粉末を6種類作製した。6種類の含有率は、0.00%(レーザ吸収着色材料を含まない)、0.02%、0.05%、0.08%、0.12%、0.20%である。
【0068】
焼結条件は、以下のように設定した。
ガルバノメータスキャナ速度:3m/sec
スキャンスペース(走査間隔):0.2mm
温度環境:常温
レーザ出力:10W、20W、30Wの3段階
レーザ光の波長:1.07μm
ビーム径:薄層表面で170μm
造形領域:300mm□の平板
積層数:1層
なお、レーザスキャナは、YAG波長用ガルバノメータスキャナを搭載した50Wファイバレーザ(SPI社製)を用いた。
【0069】
性能比較は、焼結状態(強度、色、形状、融け具合)を詳細に比較観察することにより行った。比較観察により、次のことが分かった。
【0070】
(i)レーザ吸収着色材料が添加されていない樹脂材料では、レーザ光のエネルギーを全く吸収しない。
【0071】
(ii)レーザ吸収着色材料の含有率が0.02%では、レーザ吸収着色材料の含有率が低すぎて、レーザエネルギーの吸収が十分でなく、いずれのレーザパワーでも十分な強度の造形物はできなかった。
【0072】
(iii)レーザ吸収着色材料の含有率が0.20%では、レーザ吸収着色材料の含有率が高すぎて、10W以外のレーザパワーではエネルギーが過剰であった。
【0073】
(iv)レーザ吸収着色材料の含有率の0.05%〜0.12%の範囲では、すべてのレーザパワーに対して焼結状態が良好で十分に実用的なレベルにあることが分かった。
【0074】
以上、実施の形態によりこの発明を詳細に説明したが、この発明の範囲は上記実施の形態に具体的に示した例に限られるものではなく、この発明の要旨を逸脱しない範囲の上記実施の形態の変更はこの発明の範囲に含まれる。
【0075】
例えば、実施形態では、レーザ光源として、YAGレーザ光源やファイバレーザ光源を用いているが、CO2レーザ光源から発生するレーザ光よりも波長が短いレーザ光を発生するその他のレーザ光源を用いることができる。この場合、レーザ光源から発生するレーザ光の波長に合わせて、適宜、そのレーザ光を吸収し得るレーザ吸収着色材料を選択し、かつ適切な含有率で主粉末中に含めることができる。
【符号の説明】
【0076】
11…造形用容器、12a、12b…粉末収納容器、13a…パートテーブル、13b、14ab、14bb…支持軸、14aa、14ba…フィードテーブル、15…樹脂粉末、15a…樹脂粉末の薄層、15b…焼結薄層、41…焼結領域、41a、41b、41c、41d…焼結領域の周縁(境界)、44c、44d、51a、51b、51c、51d、51e…走査線、101…造形部、102…レーザ光出射部、a1、a2、a3、a4、a5…走査線の始点、b1、b2、b3、b4、b5…走査線の終点。
【技術分野】
【0001】
本発明は、積層造形用樹脂粉末に関し、より詳しくは、樹脂粉末の薄層にレーザ光を選択的に照射して焼結し、その焼結薄層を多層に積層して3次元造形物を作製する積層造形に用いる積層造形用樹脂粉末に関する。
【背景技術】
【0002】
近年、機能試験用試作部品や少量多品種の製品に使用される部品等を造形することができる積層造形装置への要望が増えてきつつある。この要求を満たす積層造形装置の一つとして粉末焼結積層造形装置があり、さまざまな用途で使用されている。
【0003】
粉末焼結積層造形装置では、レーザ光を出射し、走査するレーザ光出射部と、造形テーブル上に樹脂粉末の薄層を形成し、その薄層をレーザ光により選択的に加熱し造形物を作製する造形部と、レーザ光出射部と造形部を制御する制御装置とから構成されている。レーザ光源には、波長10.6μmのレーザ光を発するCO2レーザが用いられ、樹脂粉末の材料には、波長10.6μmのレーザ光を吸収するナイロンやポリプロピレンなどが開発され用いられている。
【0004】
粉末焼結積層造形装置では、樹脂粉末の薄層を形成し、作成すべき3次元造形物のスライスデータ(描画パターン)に基づき、樹脂粉末の薄層ごとにレーザ光により選択的に加熱して特定領域だけを焼結し、これを数百層或いは数千層にわたって積層して3次元造形物を作製する。
【0005】
下記特許文献にはこのような粉末焼結積層造形装置が記載されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2008−155538号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
ところで、近年、微細な細部を有する造形物の作製にも用途が広がっており、数十μmという微細な寸法精度が要求されるようになってきている。これに対して、波長10.6μmのレーザ光を発するCO2レーザを用いたのでは、ビーム径を絞りにくいため、焼結領域をよほど小さくして焦点距離を短くしないと対応できない。これは、ビーム径Wが、次式
W≒f・Θ (f:焦点距離、Θ:ビーム拡がり角)
で示すように、レーザ光を薄層表面に集光するレンズの焦点距離fに比例し、焼結領域の大きさ(縦横の幅)によってレンズの焦点距離fが変化するという装置の特性に基づく。
【0008】
このように、焼結領域が小さくなりすぎると造形できる部品も小さくなりすぎて実用途に向く造形物を作製することができなくなってしまう。これでは、実用性の点で問題があり、この問題を解決するため波長の短いレーザ光源が必要になっている。そこで、現在、波長1μm近傍の近赤外域のレーザ光を発するYAGレーザや、ファイバレーザの使用が検討されている。
【0009】
しかし、CO2レーザ用に開発されたナイロンなどからなる樹脂粉末は波長1μm程度のレーザ光を吸収しないため、その樹脂粉末をYAGレーザやファイバレーザで加熱することは困難である。一方で、従来から用いられているナイロンなどからなる樹脂粉末は粉末焼結積層造形用材料として優れており、また、使用実績があるためこれを用いたいという要求が強い。
【0010】
本発明は、上述の問題点に鑑みて創作されたものであり、従来用いられている樹脂粉末を用いながら波長の短いレーザ光に対応可能な積層造形用樹脂粉末を提供するものである。
【課題を解決するための手段】
【0011】
上記課題を解決するため、本発明の一観点によれば、樹脂粉末の薄層にレーザ光を選択的に照射して前記薄層を焼結又は硬化させ、該焼結又は硬化した薄層を繰り返し積層して3次元造形物を作製する積層造形に使用される樹脂粉末であって、前記樹脂粉末は、主粉末に、該主粉末が吸収し得るレーザ光の波長よりも短い波長のレーザ光を吸収し得るレーザ吸収着色材料を含有させたものであることを特徴とする樹脂粉末が提供される。
【0012】
また、好ましくは、前記主粉末は、ナイロン、ポリプロピレン、ポリ乳酸、ポリエチレン(PE)、ポリエチレンテレフタレート(PET)、ポリスチレン(PS)、アクリルニトリル・ブタジエン・スチレンコポリマ(ABS)、エチレン・酢酸ビニルコポリマー(EVA)、スチレン・アクリロニトリルコポリマー(SAN)、及びポリカプロラクトンよりなる群から選ばれた少なくとも1種であることを特徴とする。
【0013】
また、好ましくは、前記レーザ吸収着色材料の含有率は、0.05%〜0.20%であることを特徴とする。
【0014】
また、好ましくは、前記レーザ光は、波長1μm近傍の近赤外域のレーザ光を発生するYAGレーザ光源又はファイバレーザ光源より発生したものであることを特徴とする。
【0015】
本発明の他の一観点によれば、前記樹脂粉末を用いて該樹脂粉末の薄層を形成する工程と、前記薄層に、前記レーザ光を選択的に照射して該薄層を焼結又は硬化させる工程とを順次繰り返して3次元造形物を作製することを特徴とする積層造形方法が提供される。
【発明の効果】
【0016】
本発明の一観点の積層造形に使用される樹脂粉末によれば、樹脂粉末は、主粉末に、その主粉末が吸収し得るレーザ光の波長よりも短い波長のレーザ光を吸収し得るレーザ吸収着色材料を含有させたものであるため、主粉末が短い波長のレーザ光を吸収しなくてもレーザ吸収着色材料が短い波長のレーザ光を吸収して加熱される。これにより、加熱されたレーザ吸収着色材料の熱が周囲の主粉末に伝わり、樹脂粉末の主粉末が加熱される。したがって、従来の例えばCO2レーザに対して使用していた主粉末を用いながら、波長の短いレーザ光、例えばファイバレーザ光やYAGレーザ光に対応可能となる。
【0017】
本発明の他の一観点の積層造形方法によれば、上述の樹脂粉末を用いているため、波長の短いレーザ光、例えばファイバレーザ光やYAGレーザ光に対応可能となり、したがって、実用性を維持しながら従来より微細な細部を有する造形物の作製に適応可能である。
【図面の簡単な説明】
【0018】
【図1】(a)は、本発明の実施形態に係る樹脂粉末を使用する積層造形装置のうち、造形部の構成を示す上面図であり、(b)は、(a)のI-I線に沿う断面と、造形部の上方に配置されたレーザ光出射部を示す図である。
【図2】本発明の実施形態に係る樹脂粉末を使用する積層造形装置のうち、レーザ光出射部の詳細な構成を示すブロック図である。
【図3】(a)は、本発明の実施形態に係る樹脂粉末を使用する積層造形装置における焼結領域(特定領域)と、コントローラに設定された焼結領域内を焼結する走査線(走査経路)を示す図であり、(b)は、コントローラに設定された焼結領域周縁を焼結する走査線(走査経路)を示す図である。
【発明を実施するための形態】
【0019】
以下に、本発明の実施の形態について図面を参照しながら説明する。
【0020】
(1)積層造形装置の構成
本発明の実施形態に係る樹脂粉末を使用する積層造形装置は、レーザ光出射部と、造形部と、制御部とから構成されている。
【0021】
図1(a)は、その積層造形装置のうち、造形部101の構成を示す上面図である。図1(a)ではレーザ光出射部と制御装置は図示していない。図1(b)は、図1(a)のI-I線に沿う断面図で、同図には、造形部101のほかに、その上方に配置されているレーザ光出射部102も示している。
【0022】
図2は、その積層造形装置のうち、レーザ光出射部102の構成を示すブロック図である。
【0023】
図3(a)は、その積層造形装置における焼結領域(特定領域)と、コントローラに設定された焼結領域内を焼結する走査線(走査経路)を示す図である。図3(b)は、コントローラに設定された焼結領域の周縁を焼結する走査線(走査経路)を示す図である。
【0024】
以下に、その積層造形装置における各部の詳細について説明する。
【0025】
(a)レーザ光出射部102の構成
レーザ光出射部102は、図2に示すように、レーザ光源23と、光学系21、22と、XYZドライバ24とを備えている。
【0026】
レーザ光源23は、波長1.06μmのレーザ光を出射するYAGレーザ光源、又は、波長1.07μmのレーザ光を出射するファイバレーザ光源などが用いられる。また、光学系21はレーザ光に対する角度を変化させてレーザ光をX方向に走査するガルバノメータミラー(Xミラー)21a、及びレーザ光に対する角度を変化させてレーザ光をY方向に走査するガルバノメータミラー(Yミラー)21bで構成される。光学系22は、X方向及びY方向に走査されるレーザ光の動きに従って移動し、レーザ光の焦点距離を粉末の薄層の表面にあわせるレンズを備えている。また、XYZドライバ24は、光学系21のXミラー21a及びYミラー21bを動作させ、かつ光学系22のレンズを動作させる制御信号を送出する。
【0027】
レーザ光は、後述するコントローラ25からの制御信号によりXYZドライバ24を介して光学系21が制御されることにより走査され、焼結領域に選択的に照射されるようになっている。さらに、レーザ光が走査されている間、レーザ光が粉末の薄層15aのちょうど表面に焦点を結ぶように絶えず光学系22のレンズが動いて焦点距離が調整されるようになっている。光学系21の制御は、作製すべき3次元造形物のスライスデータ(描画パターン)に基づき行われる。
【0028】
薄層15aの表面におけるレーザ光のビーム径は、光学系22の焦点距離に比例するため焼結領域の縦横の幅で変わってくるが、レーザ光が造形領域300mm□いっぱいに走査されるとして、凡そ170μmに絞ることができる。なお、CO2レーザでは同じ条件で、350μmである。
【0029】
(b)造形部101の構成
造形部101においては、図1(a)、(b)に示すように、レーザ光の照射により造形が行われる造形用容器11と、その両側に設置された第1及び第2の粉末収納容器12a、12bとを備えている。
【0030】
造形用容器11では、パートテーブル13a上で、樹脂粉末の薄層15aが形成され、樹脂粉末の薄層15aをレーザ光の照射により焼結させて焼結薄層15bが形成される。そして、パートテーブル13aを下方に移動させて焼結薄層15bを順次積層し、3次元造形物が作製される。
【0031】
第1及び第2の粉末収納容器12a、12bでは、フィードテーブル14aa及び14ba上に樹脂粉末15が収納され、フィードテーブル14aa及び14baを上方に移動させることにより、樹脂粉末を供給する。
【0032】
なお、パートテーブル13a、フィードテーブル14aa、14baには、支持軸13b、14ab及び14bbが取り付けられ、支持軸13b、14ab及び14bbは、支持軸13b、14ab及び14bbに上下移動を行わせる駆動装置に接続されている。
【0033】
更に、造形領域及び粉末の収納領域の全領域にわたって移動するリコータ16が設けられている。リコータ16は、フィードテーブル14aa及び14baの上昇により供給された樹脂粉末を造形領域まで運搬し、造形テーブル13a上に樹脂粉末の薄層15aを形成する機能を有する。薄層15aの厚さは、造形テーブル13aの下降量で決まる。
【0034】
(樹脂粉末)
使用される樹脂粉末15は、波長10μm前後のレーザ光を吸収可能な主粉末と波長1μm前後のレーザ光を吸収可能なレーザ吸収着色材料とで構成される。
【0035】
主粉末は、ナイロン、ポリプロピレン、ポリ乳酸、ポリエチレン(PE)、ポリエチレンテレフタレート(PET)、ポリスチレン(PS)、アクリルニトリル・ブタジエン・スチレンコポリマ(ABS)、エチレン・酢酸ビニルコポリマー(EVA)、スチレン・アクリロニトリルコポリマー(SAN)、及びポリカプロラクトンよりなる群から選ばれた少なくとも1種を用いることができる。
【0036】
使用する主粉末の平均粒径は10μmよりも大きい方がよく、20μm以上が望ましい。樹脂粉末15の平均粒径が10μm以下であると、粉末の凝集性が強くなり、粉末を薄く形成することが難しくなるためである。
【0037】
レーザ吸収着色材料は、主材料としてカーボンを用いる。その他、金属や顔料、染料など波長1μm前後のレーザ光を吸収可能な材料であれば何でも用いることができる。但し、レーザ吸収着色材料の平均粒径10μmで、粒径範囲2〜40μmが望ましい。樹脂粉末15中のレーザ吸収着色材料の含有率は、本願発明者が行った後述する実験によれば、0.05%〜0.20%の範囲を適用可能である。なお、樹脂粉末15中のレーザ吸収着色材料の含有率は、レーザ吸収着色材料の量(重さ)/樹脂粉末15の量(重さ)×100で定義する。
【0038】
次に、樹脂粉末15の2つの作製方法について簡単に説明する。
【0039】
第1の作製方法は、予め、主粉末と粉末状のレーザ吸収着色材料を用意しておき、主粉末と粉末状のレーザ吸収着色材料とを混合しよくかき混ぜて作製する。この場合、主粉末は白色であり、レーザ吸収着色材料が黒色の場合は、混合比率にもよるが、灰色が均一になれば、十分に混ざっていると判断する。
【0040】
第2の作製方法は、主粉末の製造工程で主粉末の内部にレーザ吸収着色材料を取り込むものである。この第2の作製方法においては、主粉末の内部にレーザ吸収着色材料が取り込まれているため、第1の作製方法のように十分にかき混ぜなくても、常に一定のレーザ吸収着色材料の含有率が得られ、樹脂粉末の性能が安定している。
【0041】
(c)制御部の構成及び機能
制御部は、上述したレーザ光出射部102のコントローラ(制御装置)25と、図示しない造形部101のコントローラ(制御装置)とで構成される。
【0042】
(レーザ光出射部102のコントローラ25)
レーザ光出射部102のコントローラ25は、作製すべき3次元造形物のスライスデータ(描画パターン)に基づき、レーザ光源23のON(点灯)及びOFF(消灯)と、光学系21のミラー21a、21b及び光学系22のレンズの動作とを制御する。
【0043】
コントローラ25は、まず、図3(a)に示すように、焼結領域41に対して平行に設定された走査線51a、51b、51c、51d、51e・・・に基づき、Xミラー21a及びYミラー21bの角度を変化させてレーザ光を走査するとともに、光学系22のレンズの動作とレーザ光源23のON/OFFを制御し、焼結領域41内を焼結する。
【0044】
この場合、図3(a)に示すように、走査線51aの始点a1、a2、a3、a4、a5・・と終点b1、b2、b3、b4、b5・・は、焼結領域41の周縁(境界)41a、41b、41c、41dに置かれる。ミラーの角度変化を小さくするため、走査線51aの終点b1からすぐ下に次の走査線51bの始点a2が来るようにする。即ち、走査線51aと隣接する走査線51bとは走査の向きが逆向きになるように作成される。走査線51c、51d、51e・・もこれらと同様に作成される。走査線51aの終点b1から次の走査線51bの始点a2までのY方向の経路52aに対応してYミラーの角度が変化させられる。この経路52aではレーザ光が消灯される。
【0045】
その後、図3(b)に示すように設定された走査線44a、44b、44c、44dに基づき焼結領域の周縁(境界)41a、41b、41c、41dが焼結されて一薄層の焼結領域41全体の焼結がなされる。
【0046】
(造形部101のコントローラ)
造形部101のコントローラは、パートテーブル13a、第1及び第2のフィードテーブル14aa、14baの動作と、リコータ16の動作とを制御する。
【0047】
コントローラは、まず、本発明の実施形態に係る樹脂粉末15を載せた第1のフィードテーブル14aaを上昇させるとともに、パートテーブル13aを薄層一層分だけ下降させ、リコータ16を移動させて第1の粉末収納容器12aから造形用容器11に粉末15を供給させ、パートテーブル13a上に粉末の薄層15aを形成させる。
【0048】
その後に、上述したコントローラ25による制御により、作製すべき3次元造形物のスライスデータ(描画パターン)に基づき、レーザ光、光学系21のミラー21a、21b及び光学系22のレンズによって粉末の薄層15aを選択的に加熱して焼結薄層15bを形成させる。
【0049】
次に、上記と逆に、本発明の実施形態に係る樹脂粉末15を載せた第2のフィードテーブル14baを上昇させるとともに、パートテーブル13aを薄層一層分だけ下降させ、リコータ16を移動させて第2の粉末収納容器12bから造形用容器11に粉末15を供給させ、パートテーブル13a上に粉末の薄層15aを形成させる。
【0050】
その後に、上述したコントローラ25は、作成すべき3次元造形物のスライスデータ(描画パターン)に基づき、レーザ光、光学系21のミラー21a、21b及び光学系22のレンズによって粉末の薄層15aを選択的に加熱させて焼結薄層15bを形成させる。
【0051】
引き続き、これらの動作を繰り返して、複数の焼結薄層15bを積層させ、3次元造形物を作製させる。
【0052】
以上のように、本発明の実施形態に係る樹脂粉末を使用する積層造形装置によれば、波長の短いレーザ光の光源、例えばファイバレーザ光源やYAGレーザ光源を備えている。この場合、本発明の実施形態に係る樹脂粉末として、主粉末に、その主粉末が吸収し得るレーザ光の波長よりも短い波長のレーザ光を吸収し得るレーザ吸収着色材料を含有させたものを使用すると、主粉末が短い波長のレーザ光を吸収しなくてもレーザ吸収着色材料が短い波長のレーザ光を吸収して加熱される。これにより、加熱されたレーザ吸収着色材料の熱が周囲の主粉末に伝導及び輻射などにより伝わり、樹脂粉末の主粉末が加熱される。したがって、従来の例えばCO2レーザに対して使用していた主粉末を用いながら、波長の短いレーザ光、例えばファイバレーザ光やYAGレーザ光に対応可能となる。
【0053】
これにより、実用性を維持しながら従来より微細な細部を有する造形物の作製に適応可能である。
【0054】
(2)積層造形方法の説明
次に、図1、図2及び図3を参照しながら、上記粉末焼結積層造形装置を用いた積層造形方法について説明する。
【0055】
まず、造形部101において、第1及び第2のフィードテーブル14aa、14baを降下させ、フィードテーブル14aa、14ba上に造形に必要な量の樹脂粉末15を収納する。樹脂粉末15は、従来用いている主粉末中に波長1μm程度の近赤外域の波長をもつレーザ光を吸収するレーザ吸収着色材料を含む、上述した樹脂粉末を用いる。
【0056】
次いで、パートテーブル13aを薄層一層分に相当する量だけ降下させる。次いで、第1のフィードテーブル14aaを上昇させて粉末15が第1の粉末収納容器12aの表面から上に出てくるようにする。
【0057】
次いで、リコータ16を移動させて第1の粉末収納容器12aから上に出ている粉末15を造形用容器11内のパートテーブル13a上に移動させる。
【0058】
次いで、造形用容器11の表面を均しつつパートテーブル13a上に粉末を運び入れる。これにより、パートテーブル13a上に一層分の粉末の薄層が形成される。このとき、造形用容器11の上方に設置された図示しないヒータなどにより粉末の薄層の表面を融点よりも5℃から15℃程度低い温度に予備加熱する。
【0059】
次いで、作成すべき3次元造形物のスライスデータに基づき、光学系22のレンズの動きを制御しつつ光学系21のミラー21a、21bを制御して波長1μm程度のレーザ光を走査し、図1(b)に示すように、パートテーブル13aの薄層15aに焼結薄層15bを形成する。この場合、最初に、図3(a)に示すように、焼結領域41内を焼結し、最後に、図3(b)に示すように、走査線44a、44b、44c、44dに従って焼結領域41の周縁(境界)41a、41b、41c、41dを焼結する。
【0060】
次いで、パートテーブル13aを薄層一層分に相当する量だけ降下させるとともに、第2のフィードテーブル14baを上昇させて粉末15が第2の粉末収納容器12bの表面から上に出てくるようにする。次いで、リコータ16を右側から左側へ移動させる。そして、第2の粉末収納容器12bから新たな粉末15をパートテーブル13上に供給し、焼結薄層15bの上に新たな粉末の薄層を形成する。
【0061】
次いで、レーザ光源23のON/OFF、光学系21のミラー21a、21b及び光学系22のレンズの動きを制御して、焼結薄層15b上の新たな粉末の薄層を加熱焼結し、焼結薄層15bの上に新たな焼結薄層を形成する。
【0062】
次に上記したような方法で、粉末の薄層の形成→加熱焼結→粉末の薄層の形成→加熱焼結→・・・を繰り返す。
【0063】
このようにして、順次焼結薄層15bが積層されて3次元造形物が完成する。そして、最後に予備加熱を止めて自然冷却を行い、常温付近になったら造形用容器11から粉末15に埋もれた3次元造形物を取り出す。
【0064】
以上のように、本発明の実施形態に係る樹脂粉末を用いた積層造形方法によれば、上述の樹脂粉末を用いているため、波長の短いレーザ光、例えばファイバレーザ光やYAGレーザ光に対応可能となり、したがって、実用性を維持しながら従来より微細な細部を有する造形物の作製に適応可能である。
【0065】
(3)本発明の樹脂粉末の性能比較
次に、上述の本発明の実施形態の積層造形方法に使用する樹脂粉末に関し、レーザ吸収着色材料の含有率の違いによる樹脂粉末の性能を比較する。
【0066】
樹脂粉末中へのレーザ吸収着色材料の添加は、主粉末と粉末状のレーザ吸収着色材料を混合し混ぜ合わせる上述した方法により行った。主粉末としてナイロン12を用い、その平均粒径を約50μmとした。また、レーザ吸収着色材料として、平均粒径が約10μmの波長1μm近傍の近赤外域の波長吸収剤を用いた。
【0067】
主粉末中のレーザ吸収着色材料の含有率を変えた樹脂粉末を6種類作製した。6種類の含有率は、0.00%(レーザ吸収着色材料を含まない)、0.02%、0.05%、0.08%、0.12%、0.20%である。
【0068】
焼結条件は、以下のように設定した。
ガルバノメータスキャナ速度:3m/sec
スキャンスペース(走査間隔):0.2mm
温度環境:常温
レーザ出力:10W、20W、30Wの3段階
レーザ光の波長:1.07μm
ビーム径:薄層表面で170μm
造形領域:300mm□の平板
積層数:1層
なお、レーザスキャナは、YAG波長用ガルバノメータスキャナを搭載した50Wファイバレーザ(SPI社製)を用いた。
【0069】
性能比較は、焼結状態(強度、色、形状、融け具合)を詳細に比較観察することにより行った。比較観察により、次のことが分かった。
【0070】
(i)レーザ吸収着色材料が添加されていない樹脂材料では、レーザ光のエネルギーを全く吸収しない。
【0071】
(ii)レーザ吸収着色材料の含有率が0.02%では、レーザ吸収着色材料の含有率が低すぎて、レーザエネルギーの吸収が十分でなく、いずれのレーザパワーでも十分な強度の造形物はできなかった。
【0072】
(iii)レーザ吸収着色材料の含有率が0.20%では、レーザ吸収着色材料の含有率が高すぎて、10W以外のレーザパワーではエネルギーが過剰であった。
【0073】
(iv)レーザ吸収着色材料の含有率の0.05%〜0.12%の範囲では、すべてのレーザパワーに対して焼結状態が良好で十分に実用的なレベルにあることが分かった。
【0074】
以上、実施の形態によりこの発明を詳細に説明したが、この発明の範囲は上記実施の形態に具体的に示した例に限られるものではなく、この発明の要旨を逸脱しない範囲の上記実施の形態の変更はこの発明の範囲に含まれる。
【0075】
例えば、実施形態では、レーザ光源として、YAGレーザ光源やファイバレーザ光源を用いているが、CO2レーザ光源から発生するレーザ光よりも波長が短いレーザ光を発生するその他のレーザ光源を用いることができる。この場合、レーザ光源から発生するレーザ光の波長に合わせて、適宜、そのレーザ光を吸収し得るレーザ吸収着色材料を選択し、かつ適切な含有率で主粉末中に含めることができる。
【符号の説明】
【0076】
11…造形用容器、12a、12b…粉末収納容器、13a…パートテーブル、13b、14ab、14bb…支持軸、14aa、14ba…フィードテーブル、15…樹脂粉末、15a…樹脂粉末の薄層、15b…焼結薄層、41…焼結領域、41a、41b、41c、41d…焼結領域の周縁(境界)、44c、44d、51a、51b、51c、51d、51e…走査線、101…造形部、102…レーザ光出射部、a1、a2、a3、a4、a5…走査線の始点、b1、b2、b3、b4、b5…走査線の終点。
【特許請求の範囲】
【請求項1】
樹脂粉末の薄層にレーザ光を選択的に照射して前記薄層を焼結又は硬化させ、該焼結又は硬化した薄層を繰り返し積層して3次元造形物を作製する積層造形に使用される樹脂粉末であって、
前記樹脂粉末は、主粉末に、該主粉末が吸収し得るレーザ光の波長よりも短い波長のレーザ光を吸収し得るレーザ吸収着色材料を含有させたものであることを特徴とする樹脂粉末。
【請求項2】
前記主粉末の材料は、ナイロン、ポリプロピレン、ポリ乳酸、ポリエチレン(PE)、ポリエチレンテレフタレート(PET)、ポリスチレン(PS)、アクリルニトリル・ブタジエン・スチレンコポリマ(ABS)、エチレン・酢酸ビニルコポリマー(EVA)、スチレン・アクリロニトリルコポリマー(SAN)、及びポリカプロラクトンよりなる群から選ばれた少なくとも1種であることを特徴とする請求項1記載の樹脂粉末。
【請求項3】
前記レーザ吸収着色材料の含有率は、0.05%〜0.20%であることを特徴とする請求項1又は2のいずれか1項に記載の樹脂粉末。
【請求項4】
前記レーザ光は、波長1μm近傍の近赤外域のレーザ光を発生するYAGレーザ光源、又はファイバレーザ光源より発生したものであることを特徴とする請求項1乃至4のいずれか1項に記載の樹脂粉末。
【請求項5】
請求項1乃至5のいずれか1項に記載の樹脂粉末を用いて該樹脂粉末の薄層を形成する工程と、
前記薄層に、前記レーザ光を選択的に照射して該薄層を焼結又は硬化させる工程とを順次繰り返して3次元造形物を作製することを特徴とする積層造形方法。
【請求項1】
樹脂粉末の薄層にレーザ光を選択的に照射して前記薄層を焼結又は硬化させ、該焼結又は硬化した薄層を繰り返し積層して3次元造形物を作製する積層造形に使用される樹脂粉末であって、
前記樹脂粉末は、主粉末に、該主粉末が吸収し得るレーザ光の波長よりも短い波長のレーザ光を吸収し得るレーザ吸収着色材料を含有させたものであることを特徴とする樹脂粉末。
【請求項2】
前記主粉末の材料は、ナイロン、ポリプロピレン、ポリ乳酸、ポリエチレン(PE)、ポリエチレンテレフタレート(PET)、ポリスチレン(PS)、アクリルニトリル・ブタジエン・スチレンコポリマ(ABS)、エチレン・酢酸ビニルコポリマー(EVA)、スチレン・アクリロニトリルコポリマー(SAN)、及びポリカプロラクトンよりなる群から選ばれた少なくとも1種であることを特徴とする請求項1記載の樹脂粉末。
【請求項3】
前記レーザ吸収着色材料の含有率は、0.05%〜0.20%であることを特徴とする請求項1又は2のいずれか1項に記載の樹脂粉末。
【請求項4】
前記レーザ光は、波長1μm近傍の近赤外域のレーザ光を発生するYAGレーザ光源、又はファイバレーザ光源より発生したものであることを特徴とする請求項1乃至4のいずれか1項に記載の樹脂粉末。
【請求項5】
請求項1乃至5のいずれか1項に記載の樹脂粉末を用いて該樹脂粉末の薄層を形成する工程と、
前記薄層に、前記レーザ光を選択的に照射して該薄層を焼結又は硬化させる工程とを順次繰り返して3次元造形物を作製することを特徴とする積層造形方法。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2010−184412(P2010−184412A)
【公開日】平成22年8月26日(2010.8.26)
【国際特許分類】
【出願番号】特願2009−29691(P2009−29691)
【出願日】平成21年2月12日(2009.2.12)
【出願人】(398018962)株式会社アスペクト (12)
【Fターム(参考)】
【公開日】平成22年8月26日(2010.8.26)
【国際特許分類】
【出願日】平成21年2月12日(2009.2.12)
【出願人】(398018962)株式会社アスペクト (12)
【Fターム(参考)】
[ Back to top ]