
穴検査方法及び装置
【課題】細穴であっても、穴壁面の付着物を容易に除去することが可能な穴検査方法及び装置を提供する。
【解決手段】先端に広角レンズ15を備えた挿入シャフト11を穴へ挿入させて、広角レンズ15を通じた画像に基づいて穴壁面を検査する際、挿入シャフト11の外周面に沿って穴の奥に向ってガス噴出機構19によりガスを噴出させる。ガス噴出機構19は、挿入シャフト11の先端側の部分を囲繞し、その内周面と挿入シャフト11の外周面との間に挿入シャフト11の長手方向に延びるガス噴出路Rを形成するガイド13と、ガイド13の内部空間にガスを供給するガス供給部14とから構成される。
【解決手段】先端に広角レンズ15を備えた挿入シャフト11を穴へ挿入させて、広角レンズ15を通じた画像に基づいて穴壁面を検査する際、挿入シャフト11の外周面に沿って穴の奥に向ってガス噴出機構19によりガスを噴出させる。ガス噴出機構19は、挿入シャフト11の先端側の部分を囲繞し、その内周面と挿入シャフト11の外周面との間に挿入シャフト11の長手方向に延びるガス噴出路Rを形成するガイド13と、ガイド13の内部空間にガスを供給するガス供給部14とから構成される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、穴検査方法及び装置に関する。
【背景技術】
【0002】
近年、工業用内視鏡を使用して、穴状の検査対象物(以下、検査穴という。)の内壁面(以下、穴壁面という。)を撮像し、穴壁面の欠陥の有無などを検査することが行われている。この際、先端に広角レンズを備えた細長い挿入シャフトを検査穴に挿入するが、レンズや穴壁面に水滴、切粉、異物等の付着物が付着していると、内視鏡で撮像した画像から欠陥の有無などを正確に検出することができない。
【0003】
そこで、特許文献1には、ファイバケーブルの先端端面に空気を吹き付けて、先端端面に付着した異物を除去するクリーニング機構付きファイバスコープが開示されている。このファイバスコープでは、ファイバケーブルの外周を覆うように可撓性パイプを配置して可撓性パイプの内周面とファイバケーブルの外周面との間に空気通路を構成し、可撓性パイプの先端部を内方に折り曲ることによって空気噴出部を構成している。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平08−050207号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に開示された技術では、ファイバケーブルの先端端面に付着した異物を除去することはできても、穴壁面に付着した付着物を除去することはできない。穴壁面に付着した付着物は検査の妨げとなり、正確な検査を行うことができない。
【0006】
なお、従来、検査穴内の異物をファイバケーブルで確認したとき、清掃用ツールを穴内に挿入させて、異物を除去することも行われていた。しかし、細穴の場合、清掃用ツールを穴内に挿入させる際にファイバケーブルに大きな負荷が作用し、好ましくない。さらに細い穴の場合、一旦ファイバケーブルを抜き出し、清掃用ツールのみを穴内に挿入させるので、画像に頼らず清掃箇所に清掃用ツールを押し当てなければならず、非常に困難な作業であった。
【0007】
本発明は、以上の点に鑑み、細穴であっても、穴壁面の付着物を容易に除去することが可能な穴検査方法及び装置を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明の穴検査方法は、穴の壁面を検査する方法であって、先端に広角レンズを備えた挿入シャフトを前記穴へ挿入させて、前記広角レンズを通じた画像に基づいて前記穴の壁面を検査する際、前記挿入シャフトの外周面に沿って前記穴の奥に向ってガスを噴出させることを特徴とする。
【0009】
本発明の穴検査方法によれば、挿入シャフトの外周面に沿って穴の奥に向ってガスを噴出させることにより、穴の壁面に付着した水滴、切粉、異物などの付着物を除去することができる。また、これにより、レンズ表面の曇りや水滴なども除去することができる。よって、検査精度を向上させることが可能となる。なお、穴は例えば燃料噴射装置を配置する穴である。
【0010】
本発明の穴検査装置は、穴の壁面を検査する装置であって、先端に広角レンズを備え、前記穴に挿入される挿入シャフトと、前記挿入シャフトの外周面に沿って前記穴の奥に向ってガスを噴出するガス噴出機構とを備えることを特徴とする。
【0011】
本発明の穴検査装置によれば、ガス噴出機構は、挿入シャフトの外周面に沿って穴の奥に向ってガスを噴出する。これにより、穴の壁面に付着した水滴、切粉、異物などの付着物を除去することができる。また、これにより、レンズ表面の曇りや水滴なども除去することができる。よって、検査精度を向上させることが可能となる。なお、穴は例えば燃料噴射装置を配置する穴である。
【0012】
また、本発明の穴検査装置において、前記ガス噴出機構は、前記挿入シャフトの先端側の部分を囲繞し、当該挿入シャフトの外周面との間に当該挿入シャフトの長手方向に延びるガス噴出路を形成するガイドと、前記ガイドの内部空間にガスを供給するガス供給部とから構成されることが好ましい。
【0013】
この場合、挿入シャフトの先端側の部分を、ガス噴出路のガス圧によって非接触でガイドの内部空間の中心に支持することができる。よって、挿入シャフトの先端側の部分を軸芯を合わせた状態で良好に支持することが可能となる。さらに、ガス噴出機構を備えた穴検査装置の先端部分を細く簡易な構成とすることが可能となる。
【0014】
また、本発明の穴検査装置において、前記ガス供給部からガスが供給され、前記ガイドの基端側の鍔部を収容し、前記ガイドの内部空間に連通するガス室を有する支持体を備え、前記挿入シャフトは、その長手方向において前記ガイドと前記ガス室とを挿通するように配置されるとともに、基端側の部分が前記支持体に支持されることが好ましい。
【0015】
この場合、挿入シャフトは、基端側が支持体で、先端側がガス圧でそれぞれ支持される。よって、挿入シャフトを安定して高精度に支持し、その先端部の位置ズレを低減することが可能となる。これにより、高価で大型の高精度なブッシュ機構を用いる必要がなく、支持体の小型化及び装置の低コスト化を実現することが可能となる。
【0016】
さらに、ガイドの鍔部がガス圧でガス室の底面に押し付けられるので、ガス圧を超える外力がガイドに作用したとき、ガイドは移動する。よって、ガイドが穴の壁面に接触しても、ガイドが瞬間的に移動し、穴の壁面の損傷を最小限に抑えることができる。
【図面の簡単な説明】
【0017】
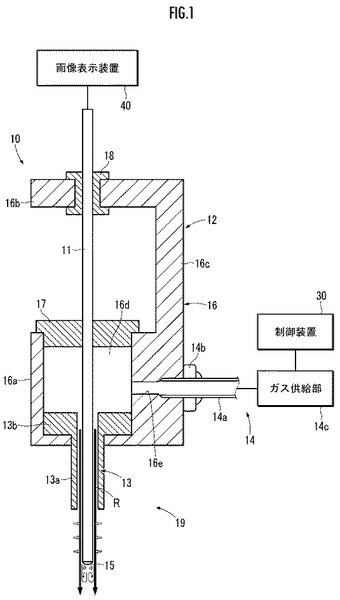
【図1】本発明の実施形態に係る穴検査装置を示す概略断面図。
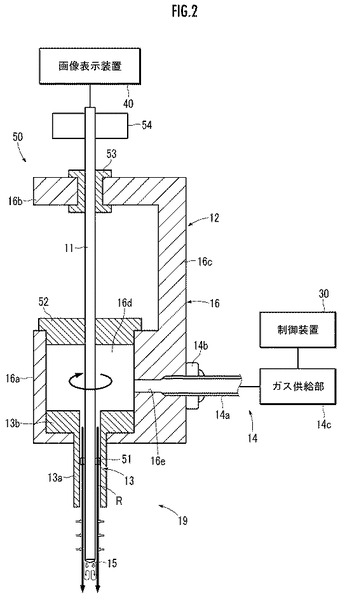
【図2】本発明の別の実施形態に係る穴検査装置を示す概略断面図。
【発明を実施するための形態】
【0018】
本発明の実施形態に係る穴検査装置10について図1を参照して説明する。穴検査装置10は、穴状の検査対象物(以下、検査穴という。)の内壁面(以下、穴壁面という。)に巣穴等の欠陥が存在するかなどを検査するために使用される。
【0019】
なお、検査穴は、例えば、直噴エンジンの燃料噴射装置(インジェクタ)を配置するために形成された穴であるが、その用途、形状、穴径、深さなどは限定されない。例えば、検査穴は、貫通穴であっても、底壁を有する穴であってもよい。また、検査穴は、穴径が一定のストレート穴であっても、穴径が漸次変化するテーパ穴であってもよい。
【0020】
穴検査装置10は、挿入シャフト11、支持ブラケット(支持体)12、ガイド13、及びガス供給手段14を備えている。
【0021】
挿入シャフト11は、全体外観として細長い棒状体であり、その長手方向(図1における上下方向。以下、上下方向ともいう。)の先端部分(下端部分)が検査時に検査穴内に挿入される。挿入シャフト11は、その最先端部に魚眼レンズなどの広角レンズ15を備えている。
【0022】
ここでは、挿入シャフト11は、内視鏡として構成されている。具体的には、挿入シャフト11は、ステンレス鋼などの硬質材からなる円筒状の外殻を有している。そして、挿入シャフト11は、図示しないが、広角レンズ15を含むレンズ機構、及びCCDやCMOS等からなる撮像素子などを先端部に内蔵している。
【0023】
ただし、挿入シャフト11は撮像素子などを内蔵するものに限定されない。例えば、挿入シャフト11に内蔵されたレンズ機構や光ファイバを通じて、広角レンズ15を介した穴壁面の画像が穴検査装置10の外部に配置された撮像素子の撮像面に結像されるものであってもよい。
【0024】
撮像素子で光電変換された穴壁面画像の画像信号は、信号線を介して、挿入シャフト11内又は穴検査装置10外部に存在する図示しない画像信号処理部に伝送され、映像信号が生成される。そして、生成された映像信号は穴検査装置10外部の画像表示装置20に出力され、画像表示装置20の表示画面上に穴壁面の画像が表示される。
【0025】
この画像を目視する検査員によって欠陥の有無等が検査される。或いは、図示しないが、生成された映像信号は映像解析装置に送信され、自動的に欠陥の有無等が判定される。
【0026】
支持ブラケット12は、ブラケット本体16と2つの支持ブッシュ17,18とからなる。ブラケット本体16は、ステンレス鋼などの硬質材からなり、第1支持部16aと第2支持部16bとが連結部16cで連結されて一体的に形成されている。
【0027】
第1支持部16aは、先端側(下方側)に位置し、内部に円柱状の空間からなるガス室16dが形成されている。ガス室16dの上方は開放されている。そして、第1支持部16aの側壁にガス室16dにガスを供給するためのガス供給口16eが形成されている。なお、ガスは、窒素などの不活性ガスや空気であることが好ましいが、特に限定されない。
【0028】
第1支持ブッシュ17は、第1支持部16aの基端側(上方側)に図示しない留めネジなどで第1支持部16aに固定的に装着され、ガス室16dの上側を密閉している。また、第1支持ブッシュ17は、その中心部に貫通穴が形成されており、この貫通穴に挿入シャフト11が気密に挿通されている。これにより、挿入シャフト11の中間部は、第1支持ブッシュ17によって固定的に支持される。
【0029】
第2支持部16bは、基端側に位置し、第2支持ブッシュ18が装着される貫通穴が形成されている。第2支持ブッシュ18は、その中心部に貫通穴が形成されており、この貫通穴に挿入シャフト11が挿通されている。これにより、挿入シャフト11の基端部は、第2支持ブッシュ18によって固定的に支持される。
【0030】
ガイド13は、挿入シャフト11の先端側の部分を囲繞してガイドするとともに、噴出ガスをガイドする。ガイド13は、例えば、ポリアセタール等のエンジニアリングプラスチック樹脂などの耐磨耗性に優れた材料から形成されている。
【0031】
ガイド13の中心部には、挿入シャフト11の長手方向(上下方向)に貫通する円柱状の貫通穴が形成されており、この貫通穴に挿入シャフト11の先端側の部分が挿通されている。ただし、挿入シャフト11の最先端部はガイド13から突出している。なお、ガイド13の内周面と挿入シャフト11の外周面とは、正常時は非接触であり、その間には空隙が形成されている。この上下方向に延びる円筒状の空隙がガス噴出路Rとなっている。
【0032】
ガイド13は、第1支持部16aのガス室16dの下方に形成された貫通穴の径と略同一の外径を有する円筒状のガイド本体部13aと、ガス室16dの内径と略同一の外径を有する円環板状の鍔部13bとが一体化して構成されている。そして、鍔部13bはガス室16d内に収容されている。
【0033】
これにより、ガイド13は挿入シャフト11の長手方向(上下方向)と直交する方向(図1における左右方向)には移動不能に、その鍔部13bがガス室16d内を摺動する範囲内で上下方向に移動可能になっている。
【0034】
ガス供給手段14は、ホース14a、ホース14aをガス供給口16eに接続するためのコネクタ(接続具)14b、及び例えばコンプレッサ(圧縮機)、ガスボンベ、制御弁等からなるガス供給部14cから構成されている。ガス供給部14cのコンプレッサなどは、穴検査装置10外部の制御装置30に接続され、制御装置30からの制御信号に従って作動し、ガス室16d内に高圧ガスを供給する。
【0035】
以上のように構成された穴検査装置10において、ガス供給手段14からガス室16d内に供給された高圧ガスは、ガス噴出路Rを介して、挿入シャフト11の外周面に沿って検査穴の奥方(下方)に向って噴出する。このように、穴検査装置10におけるガス噴出機構19は、ガス噴出路R、ガス室16d、ガス供給手段14から構成されている。
【0036】
以下、本発明の実施形態に係る、穴検査装置10を使用した穴検査方法について説明する。
【0037】
まず、切削加工等によって形成された検査穴の内部を水などで検査前に洗浄しておく。そして、穴検査装置10の挿入シャフト11の先端部を自動的に又は作業者が手動的に検査穴内に挿入させる。
【0038】
この際、ガス供給手段14から高圧ガスを供給する。ガス供給手段14によって高圧ガスがガス室16dに供給されると、ガス室16dに高圧ガスが充満される。このガス圧により、ガイド13の鍔部13bはガス室16dの底面に押し付けられる。
【0039】
さらに、ガス室16dに充満された高圧ガスは、ガス室16dと連通するガイド13と挿入シャフト11との全周に亘る隙間であるガス噴出路Rを介して、ガイド13の先端から挿入シャフト11の外周に沿って検査穴の奥に向って、図1に矢印で示すように噴出する。
【0040】
そして、挿入シャフト11を必要に応じて検査穴の奥に徐々に移動させながら、穴壁面を撮像する。撮像した画像を展開処理などの適宜な画像処理を行った上で、画像表示装置40に表示させた画像に基づいて検査員が目視で、又は図示しない映像解析装置で自動的に、巣穴等の欠陥の有無などを検査する。
【0041】
ところで、加工、洗浄後の穴壁面には、洗浄に使用した水滴、洗浄で除去されなかった切粉や異物などの付着物が付着しているおそれがある。穴壁面に付着物が付着している場合、過検出が生じるおそれがあり、検査精度が低下する。さらに、洗浄直後の検査穴内は、高温、高湿度であり、広角レンズ15の表面に曇りが発生しているおそれがある。レンズ表面に曇りが存在する場合、正確な画像を撮影することが困難になり、検査精度が低下する。
【0042】
しかし、穴検査装置10を使用した本穴検査方法では、挿入シャフト11の先端部を検査穴内に挿入しながらガス噴出路Rからガスを噴出させて、挿入シャフト11の先端部の外周面全体に沿って層流のガスを検査穴の奥に向って流す。これにより、図1に白抜き矢印で示すように負圧が発生し、穴壁面に付着した水滴、切粉、異物などの付着物は、挿入シャフト11側に吸引され、確実に除去することができる。よって、検査精度を向上させることが可能となる。
【0043】
さらに、検査穴外からエアブローして付着物を除去する方法と比べて、穴壁面の付着物を除去する効果を同等以上とすることも可能である。よって、検査前に検査穴内をエアブローする作業を廃止することも可能となる。
【0044】
また、広角レンズ15の表面近傍に、図1に矢印で示すように気流の渦が生じることにより、白抜き矢印で示すように、レンズ表面の付着物を引き剥がすような負圧が発生する。これにより、レンズ表面の水滴や曇りなどを確実に除去することができる。よって、高温高湿の環境下であっても、広角レンズ15がクリアな状態で撮像することができ、検査精度を向上させることが可能となる。
【0045】
さらに、これにより、水などで検査穴内を洗浄した場合であっても、乾燥するまで待機する必要がなく、洗浄直後に検査(撮像)することができる。よって、検査完了までに必要な時間を短縮化することが可能となる。
【0046】
また、穴壁面やレンズ表面に付着した付着物を撮像と同時又は略同時に除去することができる。よって、洗浄後から撮像までの間に異物などが検査穴内に流入して、穴壁面やレンズ表面に付着物が付着するおそれは非常に小さい。
【0047】
さらに、ガス噴出路Rには、パスカルの原理によって、挿入シャフト11の外周面全周に亘って高いガス圧が等しく作用する。よって、挿入シャフト11の先端側の部分をガス圧により非接触でガイド13の内部空間の中心に支持させることでき、挿入シャフト11を軸芯を合わせた状態で良好に支持することが可能となる。
【0048】
そして、挿入シャフト11の中間部及び基端側を2つの支持ブッシュ17,18でそれぞれ支持し、挿入シャフト11の先端側をガス圧で支持している。これにより、挿入シャフト11の軸芯ズレが防止され、軸芯ズレが生じても自動的に補正され、ガタ付きを低減することができる。
【0049】
なお、この効果は、ガス室16dの内壁面及びガイド13の内壁面の垂直加工精度が良好であれば高い。よって、これらの加工精度を十分に確保することによって、高価で大型の高精度なブッシュ機構を用いる必要がなくなる。そのため、支持ブラケット12の小型化、挿入シャフト11の先端部の位置ズレ低減、及び低コスト化を実現することができる。
【0050】
例えば、挿入シャフト11の先端側を従来のようにブッシュ機構で支持した場合、ブッシュ機構を有する部分は大型化し、検査穴が細いと挿入することができない。そのため、特に深部まで細穴の壁面を検査する場合には、挿入シャフト11の先端部に位置ズレが少なからず発生する。一方、穴検査装置10では、ガイド13を検査穴内に挿入できる範囲の細穴であれば、挿入シャフト11の先端部付近での位置ズレを大幅に低減することができる。
【0051】
さらに、ガス噴出路Rの長さが長くなるようにガイド13のガイド本体部13aを長く設定することにより、乱流が発生せずに低損失でガスを噴出させることが可能になる。これにより、曇り止めや付着物の除去を効果的に行うことができる。
【0052】
さらに、ガス圧で下向きにガイド13の鍔部13bをガス室16dの底面に押し付けているので、ガス圧を超える外力が上向きに作用したとき、ガイド13は上向きに移動する。このように、ガイド13は外力に応じて容易に上方向に移動するように構成されている。
【0053】
よって、ガイド13が穴壁面に接触しても、ガイド13は瞬間的に上方に移動するので、穴壁面の損傷を最小限に抑えることができる。
【0054】
また、外部の障害物や穴壁面などがガイド13に接触してガイド13に上方向への大きな外力が作用した場合、ガイド13が上方に移動する。これにより、ガイド13の鍔部13bがガス供給口16eを閉鎖し、ガス供給手段14からガス供給口16eを介したガス室16dへのガス供給が阻害される。
【0055】
そこで、接触センサ等のセンサを細径の挿入シャフト11などに設けることなく、供給ガス圧を検出する機構を穴検査装置10の外部に設けることにより、障害物との接触の有無を検出することが可能となる。
【0056】
さらに、ガイド13が接触したことを検知した場合、警告を報知する、穴検査装置10を自動挿入させている場合には挿入を非常停止するなどによって、穴壁面や穴検査装置10の損傷を防止することが可能となる。
【0057】
なお、挿入シャフト11の突出量が短くするようにガイド13の長さを設定すれば、挿入シャフト11と穴壁面との接触をより確実に防止することができる。ただし、この場合、穴検査装置10の先端部付近の外径が大きくなり、ガイド13が穴壁面に接触するおそれが高くなる。よって、検査穴のテーパ角度などに応じて、挿入シャフト11の突出量を適宜設定することが好ましい。
【0058】
以上のように、穴検査装置10を用いた穴検査方法では、穴壁面やレンズ表面の付着物除去、レンズ曇り止め防止、挿入シャフト11の安定した支持という3つの効果を実現することができる。よって、穴壁面の検査精度が向上する。
【0059】
以下、本発明の別の実施形態に係る穴検査装置50について図2を参照して説明する。穴検査装置50は、上述した穴検査装置10と類似するので、異なる構成及び機能に関してのみ説明する。穴検査装置50は、挿入シャフト11が回転可能に構成されており、ET検査に好適に使用される。
【0060】
ET検査は、測定プローブを定速回転させながら穴内部に挿入して、測定プローブ側面周りの穴壁面を検査するものである。ET検査によれば、測定プローブと被検査対象の電磁誘導によって、画像検査では判別不能な微細な傷及びその深さ、又は、穴壁面に現れない内部の巣穴等の欠陥を検出することができる。穴検査装置50をET検査に用いる場合、挿入シャフト11が測定プローブとして機能する。
【0061】
挿入シャフト11には、ガイド13の内周面と対向する外周面にタービン羽根51が固定されている。そして、挿入シャフト11は、2つの支持ブッシュ52,53にそれぞれ回転可能に支持されている。また、挿入シャフト11の基端部には、挿入シャフト11の回転数を検出するロータリエンコーダ54が設けられている。
【0062】
穴検査装置50を使用した穴検査方法では、ガス噴出路Rを流れるガスによって挿入シャフト11が回転する。よって、ガス室16d内を一定圧に保持すれば、挿入シャフト11は定速回転する。なお、ロータリエンコーダ54で検出した回転数に基づくフィードバックによって、ガス室16dに供給する高圧ガスの流量を制御することによって、挿入シャフト11の回転速度を制御してもよい。
【0063】
穴検査装置50を用いた穴検査方法でも、穴検査装置10を用いた穴検査方法と同様に効果を得ることができる。
【0064】
さらに、従来のET検査では、DCモータ等を動力源として測定プローブを回転させていた。一方、穴検査装置50では、DCモータ等の動力源を別途必要とせず、タービン羽根51等を追加するだけで、測定プローブとしての挿入シャフト11を回転させることができ、回転機構を簡略に構成することが可能である。また、付着物を除去しながら検査を行うことができる。
【0065】
タービン羽根51は、付着物の除去に必要な気流の圧力や流量に合わせて、挿入シャフト11が最適な回転数で定速回転するように選定すればよい。そして、ガス室16d内を所定の一定圧とすれば、挿入シャフト11が安定して定速回転するとともに、穴壁面やレンズ表面の付着物を確実に除去することができる。
【0066】
以上、本発明の実施形態について説明したが、本発明はこれに限定されない。例えば、支持ブラケット12が第2支持部16bを有さず、挿入シャフト11の基端側が支持ブッシュ18で支持されていなくてもよい。また、挿入シャフト11、ガイド13及びガス室16dの断面が円形である場合について説明したが、これらの断面は円形に限定されず、多角形などの任意形状であってもよい。
【符号の説明】
【0067】
10,50…穴検査装置、 11…挿入シャフト、 12…支持ブラケット(支持体)、 13…ガイド、 13a…ガイド本体、 13b…鍔部、 14…供給手段、 14a…ホース、 14b…コネクタ、 14c…ガス供給部、 15…広角レンズ、 16…ブラケット本体、 16a…第1支持部、 16b…第2支持部、 16c…連結部、 16d…ガス室、 16e…ガス供給口、 17,52…第1支持ブッシュ、 18,53…第2支持ブッシュ、 19…ガス噴出機構、 20…画像表示装置、 30…制御装置、 51…タービン羽根、 54…ロータリエンコーダ、 R…ガス噴出路。
【技術分野】
【0001】
本発明は、穴検査方法及び装置に関する。
【背景技術】
【0002】
近年、工業用内視鏡を使用して、穴状の検査対象物(以下、検査穴という。)の内壁面(以下、穴壁面という。)を撮像し、穴壁面の欠陥の有無などを検査することが行われている。この際、先端に広角レンズを備えた細長い挿入シャフトを検査穴に挿入するが、レンズや穴壁面に水滴、切粉、異物等の付着物が付着していると、内視鏡で撮像した画像から欠陥の有無などを正確に検出することができない。
【0003】
そこで、特許文献1には、ファイバケーブルの先端端面に空気を吹き付けて、先端端面に付着した異物を除去するクリーニング機構付きファイバスコープが開示されている。このファイバスコープでは、ファイバケーブルの外周を覆うように可撓性パイプを配置して可撓性パイプの内周面とファイバケーブルの外周面との間に空気通路を構成し、可撓性パイプの先端部を内方に折り曲ることによって空気噴出部を構成している。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平08−050207号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に開示された技術では、ファイバケーブルの先端端面に付着した異物を除去することはできても、穴壁面に付着した付着物を除去することはできない。穴壁面に付着した付着物は検査の妨げとなり、正確な検査を行うことができない。
【0006】
なお、従来、検査穴内の異物をファイバケーブルで確認したとき、清掃用ツールを穴内に挿入させて、異物を除去することも行われていた。しかし、細穴の場合、清掃用ツールを穴内に挿入させる際にファイバケーブルに大きな負荷が作用し、好ましくない。さらに細い穴の場合、一旦ファイバケーブルを抜き出し、清掃用ツールのみを穴内に挿入させるので、画像に頼らず清掃箇所に清掃用ツールを押し当てなければならず、非常に困難な作業であった。
【0007】
本発明は、以上の点に鑑み、細穴であっても、穴壁面の付着物を容易に除去することが可能な穴検査方法及び装置を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明の穴検査方法は、穴の壁面を検査する方法であって、先端に広角レンズを備えた挿入シャフトを前記穴へ挿入させて、前記広角レンズを通じた画像に基づいて前記穴の壁面を検査する際、前記挿入シャフトの外周面に沿って前記穴の奥に向ってガスを噴出させることを特徴とする。
【0009】
本発明の穴検査方法によれば、挿入シャフトの外周面に沿って穴の奥に向ってガスを噴出させることにより、穴の壁面に付着した水滴、切粉、異物などの付着物を除去することができる。また、これにより、レンズ表面の曇りや水滴なども除去することができる。よって、検査精度を向上させることが可能となる。なお、穴は例えば燃料噴射装置を配置する穴である。
【0010】
本発明の穴検査装置は、穴の壁面を検査する装置であって、先端に広角レンズを備え、前記穴に挿入される挿入シャフトと、前記挿入シャフトの外周面に沿って前記穴の奥に向ってガスを噴出するガス噴出機構とを備えることを特徴とする。
【0011】
本発明の穴検査装置によれば、ガス噴出機構は、挿入シャフトの外周面に沿って穴の奥に向ってガスを噴出する。これにより、穴の壁面に付着した水滴、切粉、異物などの付着物を除去することができる。また、これにより、レンズ表面の曇りや水滴なども除去することができる。よって、検査精度を向上させることが可能となる。なお、穴は例えば燃料噴射装置を配置する穴である。
【0012】
また、本発明の穴検査装置において、前記ガス噴出機構は、前記挿入シャフトの先端側の部分を囲繞し、当該挿入シャフトの外周面との間に当該挿入シャフトの長手方向に延びるガス噴出路を形成するガイドと、前記ガイドの内部空間にガスを供給するガス供給部とから構成されることが好ましい。
【0013】
この場合、挿入シャフトの先端側の部分を、ガス噴出路のガス圧によって非接触でガイドの内部空間の中心に支持することができる。よって、挿入シャフトの先端側の部分を軸芯を合わせた状態で良好に支持することが可能となる。さらに、ガス噴出機構を備えた穴検査装置の先端部分を細く簡易な構成とすることが可能となる。
【0014】
また、本発明の穴検査装置において、前記ガス供給部からガスが供給され、前記ガイドの基端側の鍔部を収容し、前記ガイドの内部空間に連通するガス室を有する支持体を備え、前記挿入シャフトは、その長手方向において前記ガイドと前記ガス室とを挿通するように配置されるとともに、基端側の部分が前記支持体に支持されることが好ましい。
【0015】
この場合、挿入シャフトは、基端側が支持体で、先端側がガス圧でそれぞれ支持される。よって、挿入シャフトを安定して高精度に支持し、その先端部の位置ズレを低減することが可能となる。これにより、高価で大型の高精度なブッシュ機構を用いる必要がなく、支持体の小型化及び装置の低コスト化を実現することが可能となる。
【0016】
さらに、ガイドの鍔部がガス圧でガス室の底面に押し付けられるので、ガス圧を超える外力がガイドに作用したとき、ガイドは移動する。よって、ガイドが穴の壁面に接触しても、ガイドが瞬間的に移動し、穴の壁面の損傷を最小限に抑えることができる。
【図面の簡単な説明】
【0017】
【図1】本発明の実施形態に係る穴検査装置を示す概略断面図。
【図2】本発明の別の実施形態に係る穴検査装置を示す概略断面図。
【発明を実施するための形態】
【0018】
本発明の実施形態に係る穴検査装置10について図1を参照して説明する。穴検査装置10は、穴状の検査対象物(以下、検査穴という。)の内壁面(以下、穴壁面という。)に巣穴等の欠陥が存在するかなどを検査するために使用される。
【0019】
なお、検査穴は、例えば、直噴エンジンの燃料噴射装置(インジェクタ)を配置するために形成された穴であるが、その用途、形状、穴径、深さなどは限定されない。例えば、検査穴は、貫通穴であっても、底壁を有する穴であってもよい。また、検査穴は、穴径が一定のストレート穴であっても、穴径が漸次変化するテーパ穴であってもよい。
【0020】
穴検査装置10は、挿入シャフト11、支持ブラケット(支持体)12、ガイド13、及びガス供給手段14を備えている。
【0021】
挿入シャフト11は、全体外観として細長い棒状体であり、その長手方向(図1における上下方向。以下、上下方向ともいう。)の先端部分(下端部分)が検査時に検査穴内に挿入される。挿入シャフト11は、その最先端部に魚眼レンズなどの広角レンズ15を備えている。
【0022】
ここでは、挿入シャフト11は、内視鏡として構成されている。具体的には、挿入シャフト11は、ステンレス鋼などの硬質材からなる円筒状の外殻を有している。そして、挿入シャフト11は、図示しないが、広角レンズ15を含むレンズ機構、及びCCDやCMOS等からなる撮像素子などを先端部に内蔵している。
【0023】
ただし、挿入シャフト11は撮像素子などを内蔵するものに限定されない。例えば、挿入シャフト11に内蔵されたレンズ機構や光ファイバを通じて、広角レンズ15を介した穴壁面の画像が穴検査装置10の外部に配置された撮像素子の撮像面に結像されるものであってもよい。
【0024】
撮像素子で光電変換された穴壁面画像の画像信号は、信号線を介して、挿入シャフト11内又は穴検査装置10外部に存在する図示しない画像信号処理部に伝送され、映像信号が生成される。そして、生成された映像信号は穴検査装置10外部の画像表示装置20に出力され、画像表示装置20の表示画面上に穴壁面の画像が表示される。
【0025】
この画像を目視する検査員によって欠陥の有無等が検査される。或いは、図示しないが、生成された映像信号は映像解析装置に送信され、自動的に欠陥の有無等が判定される。
【0026】
支持ブラケット12は、ブラケット本体16と2つの支持ブッシュ17,18とからなる。ブラケット本体16は、ステンレス鋼などの硬質材からなり、第1支持部16aと第2支持部16bとが連結部16cで連結されて一体的に形成されている。
【0027】
第1支持部16aは、先端側(下方側)に位置し、内部に円柱状の空間からなるガス室16dが形成されている。ガス室16dの上方は開放されている。そして、第1支持部16aの側壁にガス室16dにガスを供給するためのガス供給口16eが形成されている。なお、ガスは、窒素などの不活性ガスや空気であることが好ましいが、特に限定されない。
【0028】
第1支持ブッシュ17は、第1支持部16aの基端側(上方側)に図示しない留めネジなどで第1支持部16aに固定的に装着され、ガス室16dの上側を密閉している。また、第1支持ブッシュ17は、その中心部に貫通穴が形成されており、この貫通穴に挿入シャフト11が気密に挿通されている。これにより、挿入シャフト11の中間部は、第1支持ブッシュ17によって固定的に支持される。
【0029】
第2支持部16bは、基端側に位置し、第2支持ブッシュ18が装着される貫通穴が形成されている。第2支持ブッシュ18は、その中心部に貫通穴が形成されており、この貫通穴に挿入シャフト11が挿通されている。これにより、挿入シャフト11の基端部は、第2支持ブッシュ18によって固定的に支持される。
【0030】
ガイド13は、挿入シャフト11の先端側の部分を囲繞してガイドするとともに、噴出ガスをガイドする。ガイド13は、例えば、ポリアセタール等のエンジニアリングプラスチック樹脂などの耐磨耗性に優れた材料から形成されている。
【0031】
ガイド13の中心部には、挿入シャフト11の長手方向(上下方向)に貫通する円柱状の貫通穴が形成されており、この貫通穴に挿入シャフト11の先端側の部分が挿通されている。ただし、挿入シャフト11の最先端部はガイド13から突出している。なお、ガイド13の内周面と挿入シャフト11の外周面とは、正常時は非接触であり、その間には空隙が形成されている。この上下方向に延びる円筒状の空隙がガス噴出路Rとなっている。
【0032】
ガイド13は、第1支持部16aのガス室16dの下方に形成された貫通穴の径と略同一の外径を有する円筒状のガイド本体部13aと、ガス室16dの内径と略同一の外径を有する円環板状の鍔部13bとが一体化して構成されている。そして、鍔部13bはガス室16d内に収容されている。
【0033】
これにより、ガイド13は挿入シャフト11の長手方向(上下方向)と直交する方向(図1における左右方向)には移動不能に、その鍔部13bがガス室16d内を摺動する範囲内で上下方向に移動可能になっている。
【0034】
ガス供給手段14は、ホース14a、ホース14aをガス供給口16eに接続するためのコネクタ(接続具)14b、及び例えばコンプレッサ(圧縮機)、ガスボンベ、制御弁等からなるガス供給部14cから構成されている。ガス供給部14cのコンプレッサなどは、穴検査装置10外部の制御装置30に接続され、制御装置30からの制御信号に従って作動し、ガス室16d内に高圧ガスを供給する。
【0035】
以上のように構成された穴検査装置10において、ガス供給手段14からガス室16d内に供給された高圧ガスは、ガス噴出路Rを介して、挿入シャフト11の外周面に沿って検査穴の奥方(下方)に向って噴出する。このように、穴検査装置10におけるガス噴出機構19は、ガス噴出路R、ガス室16d、ガス供給手段14から構成されている。
【0036】
以下、本発明の実施形態に係る、穴検査装置10を使用した穴検査方法について説明する。
【0037】
まず、切削加工等によって形成された検査穴の内部を水などで検査前に洗浄しておく。そして、穴検査装置10の挿入シャフト11の先端部を自動的に又は作業者が手動的に検査穴内に挿入させる。
【0038】
この際、ガス供給手段14から高圧ガスを供給する。ガス供給手段14によって高圧ガスがガス室16dに供給されると、ガス室16dに高圧ガスが充満される。このガス圧により、ガイド13の鍔部13bはガス室16dの底面に押し付けられる。
【0039】
さらに、ガス室16dに充満された高圧ガスは、ガス室16dと連通するガイド13と挿入シャフト11との全周に亘る隙間であるガス噴出路Rを介して、ガイド13の先端から挿入シャフト11の外周に沿って検査穴の奥に向って、図1に矢印で示すように噴出する。
【0040】
そして、挿入シャフト11を必要に応じて検査穴の奥に徐々に移動させながら、穴壁面を撮像する。撮像した画像を展開処理などの適宜な画像処理を行った上で、画像表示装置40に表示させた画像に基づいて検査員が目視で、又は図示しない映像解析装置で自動的に、巣穴等の欠陥の有無などを検査する。
【0041】
ところで、加工、洗浄後の穴壁面には、洗浄に使用した水滴、洗浄で除去されなかった切粉や異物などの付着物が付着しているおそれがある。穴壁面に付着物が付着している場合、過検出が生じるおそれがあり、検査精度が低下する。さらに、洗浄直後の検査穴内は、高温、高湿度であり、広角レンズ15の表面に曇りが発生しているおそれがある。レンズ表面に曇りが存在する場合、正確な画像を撮影することが困難になり、検査精度が低下する。
【0042】
しかし、穴検査装置10を使用した本穴検査方法では、挿入シャフト11の先端部を検査穴内に挿入しながらガス噴出路Rからガスを噴出させて、挿入シャフト11の先端部の外周面全体に沿って層流のガスを検査穴の奥に向って流す。これにより、図1に白抜き矢印で示すように負圧が発生し、穴壁面に付着した水滴、切粉、異物などの付着物は、挿入シャフト11側に吸引され、確実に除去することができる。よって、検査精度を向上させることが可能となる。
【0043】
さらに、検査穴外からエアブローして付着物を除去する方法と比べて、穴壁面の付着物を除去する効果を同等以上とすることも可能である。よって、検査前に検査穴内をエアブローする作業を廃止することも可能となる。
【0044】
また、広角レンズ15の表面近傍に、図1に矢印で示すように気流の渦が生じることにより、白抜き矢印で示すように、レンズ表面の付着物を引き剥がすような負圧が発生する。これにより、レンズ表面の水滴や曇りなどを確実に除去することができる。よって、高温高湿の環境下であっても、広角レンズ15がクリアな状態で撮像することができ、検査精度を向上させることが可能となる。
【0045】
さらに、これにより、水などで検査穴内を洗浄した場合であっても、乾燥するまで待機する必要がなく、洗浄直後に検査(撮像)することができる。よって、検査完了までに必要な時間を短縮化することが可能となる。
【0046】
また、穴壁面やレンズ表面に付着した付着物を撮像と同時又は略同時に除去することができる。よって、洗浄後から撮像までの間に異物などが検査穴内に流入して、穴壁面やレンズ表面に付着物が付着するおそれは非常に小さい。
【0047】
さらに、ガス噴出路Rには、パスカルの原理によって、挿入シャフト11の外周面全周に亘って高いガス圧が等しく作用する。よって、挿入シャフト11の先端側の部分をガス圧により非接触でガイド13の内部空間の中心に支持させることでき、挿入シャフト11を軸芯を合わせた状態で良好に支持することが可能となる。
【0048】
そして、挿入シャフト11の中間部及び基端側を2つの支持ブッシュ17,18でそれぞれ支持し、挿入シャフト11の先端側をガス圧で支持している。これにより、挿入シャフト11の軸芯ズレが防止され、軸芯ズレが生じても自動的に補正され、ガタ付きを低減することができる。
【0049】
なお、この効果は、ガス室16dの内壁面及びガイド13の内壁面の垂直加工精度が良好であれば高い。よって、これらの加工精度を十分に確保することによって、高価で大型の高精度なブッシュ機構を用いる必要がなくなる。そのため、支持ブラケット12の小型化、挿入シャフト11の先端部の位置ズレ低減、及び低コスト化を実現することができる。
【0050】
例えば、挿入シャフト11の先端側を従来のようにブッシュ機構で支持した場合、ブッシュ機構を有する部分は大型化し、検査穴が細いと挿入することができない。そのため、特に深部まで細穴の壁面を検査する場合には、挿入シャフト11の先端部に位置ズレが少なからず発生する。一方、穴検査装置10では、ガイド13を検査穴内に挿入できる範囲の細穴であれば、挿入シャフト11の先端部付近での位置ズレを大幅に低減することができる。
【0051】
さらに、ガス噴出路Rの長さが長くなるようにガイド13のガイド本体部13aを長く設定することにより、乱流が発生せずに低損失でガスを噴出させることが可能になる。これにより、曇り止めや付着物の除去を効果的に行うことができる。
【0052】
さらに、ガス圧で下向きにガイド13の鍔部13bをガス室16dの底面に押し付けているので、ガス圧を超える外力が上向きに作用したとき、ガイド13は上向きに移動する。このように、ガイド13は外力に応じて容易に上方向に移動するように構成されている。
【0053】
よって、ガイド13が穴壁面に接触しても、ガイド13は瞬間的に上方に移動するので、穴壁面の損傷を最小限に抑えることができる。
【0054】
また、外部の障害物や穴壁面などがガイド13に接触してガイド13に上方向への大きな外力が作用した場合、ガイド13が上方に移動する。これにより、ガイド13の鍔部13bがガス供給口16eを閉鎖し、ガス供給手段14からガス供給口16eを介したガス室16dへのガス供給が阻害される。
【0055】
そこで、接触センサ等のセンサを細径の挿入シャフト11などに設けることなく、供給ガス圧を検出する機構を穴検査装置10の外部に設けることにより、障害物との接触の有無を検出することが可能となる。
【0056】
さらに、ガイド13が接触したことを検知した場合、警告を報知する、穴検査装置10を自動挿入させている場合には挿入を非常停止するなどによって、穴壁面や穴検査装置10の損傷を防止することが可能となる。
【0057】
なお、挿入シャフト11の突出量が短くするようにガイド13の長さを設定すれば、挿入シャフト11と穴壁面との接触をより確実に防止することができる。ただし、この場合、穴検査装置10の先端部付近の外径が大きくなり、ガイド13が穴壁面に接触するおそれが高くなる。よって、検査穴のテーパ角度などに応じて、挿入シャフト11の突出量を適宜設定することが好ましい。
【0058】
以上のように、穴検査装置10を用いた穴検査方法では、穴壁面やレンズ表面の付着物除去、レンズ曇り止め防止、挿入シャフト11の安定した支持という3つの効果を実現することができる。よって、穴壁面の検査精度が向上する。
【0059】
以下、本発明の別の実施形態に係る穴検査装置50について図2を参照して説明する。穴検査装置50は、上述した穴検査装置10と類似するので、異なる構成及び機能に関してのみ説明する。穴検査装置50は、挿入シャフト11が回転可能に構成されており、ET検査に好適に使用される。
【0060】
ET検査は、測定プローブを定速回転させながら穴内部に挿入して、測定プローブ側面周りの穴壁面を検査するものである。ET検査によれば、測定プローブと被検査対象の電磁誘導によって、画像検査では判別不能な微細な傷及びその深さ、又は、穴壁面に現れない内部の巣穴等の欠陥を検出することができる。穴検査装置50をET検査に用いる場合、挿入シャフト11が測定プローブとして機能する。
【0061】
挿入シャフト11には、ガイド13の内周面と対向する外周面にタービン羽根51が固定されている。そして、挿入シャフト11は、2つの支持ブッシュ52,53にそれぞれ回転可能に支持されている。また、挿入シャフト11の基端部には、挿入シャフト11の回転数を検出するロータリエンコーダ54が設けられている。
【0062】
穴検査装置50を使用した穴検査方法では、ガス噴出路Rを流れるガスによって挿入シャフト11が回転する。よって、ガス室16d内を一定圧に保持すれば、挿入シャフト11は定速回転する。なお、ロータリエンコーダ54で検出した回転数に基づくフィードバックによって、ガス室16dに供給する高圧ガスの流量を制御することによって、挿入シャフト11の回転速度を制御してもよい。
【0063】
穴検査装置50を用いた穴検査方法でも、穴検査装置10を用いた穴検査方法と同様に効果を得ることができる。
【0064】
さらに、従来のET検査では、DCモータ等を動力源として測定プローブを回転させていた。一方、穴検査装置50では、DCモータ等の動力源を別途必要とせず、タービン羽根51等を追加するだけで、測定プローブとしての挿入シャフト11を回転させることができ、回転機構を簡略に構成することが可能である。また、付着物を除去しながら検査を行うことができる。
【0065】
タービン羽根51は、付着物の除去に必要な気流の圧力や流量に合わせて、挿入シャフト11が最適な回転数で定速回転するように選定すればよい。そして、ガス室16d内を所定の一定圧とすれば、挿入シャフト11が安定して定速回転するとともに、穴壁面やレンズ表面の付着物を確実に除去することができる。
【0066】
以上、本発明の実施形態について説明したが、本発明はこれに限定されない。例えば、支持ブラケット12が第2支持部16bを有さず、挿入シャフト11の基端側が支持ブッシュ18で支持されていなくてもよい。また、挿入シャフト11、ガイド13及びガス室16dの断面が円形である場合について説明したが、これらの断面は円形に限定されず、多角形などの任意形状であってもよい。
【符号の説明】
【0067】
10,50…穴検査装置、 11…挿入シャフト、 12…支持ブラケット(支持体)、 13…ガイド、 13a…ガイド本体、 13b…鍔部、 14…供給手段、 14a…ホース、 14b…コネクタ、 14c…ガス供給部、 15…広角レンズ、 16…ブラケット本体、 16a…第1支持部、 16b…第2支持部、 16c…連結部、 16d…ガス室、 16e…ガス供給口、 17,52…第1支持ブッシュ、 18,53…第2支持ブッシュ、 19…ガス噴出機構、 20…画像表示装置、 30…制御装置、 51…タービン羽根、 54…ロータリエンコーダ、 R…ガス噴出路。
【特許請求の範囲】
【請求項1】
穴の壁面を検査する方法であって、
先端に広角レンズを備えた挿入シャフトを前記穴へ挿入させて、前記広角レンズを通じた画像に基づいて前記穴の壁面を検査する際、
前記挿入シャフトの外周面に沿って前記穴の奥に向ってガスを噴出させることを特徴とする穴検査方法。
【請求項2】
前記穴は燃料噴射装置を配置する穴であることを特徴とする請求項1に記載の穴検査方法。
【請求項3】
穴の壁面を検査する装置であって、
先端に広角レンズを備え、前記穴に挿入される挿入シャフトと、
前記挿入シャフトの外周面に沿って前記穴の奥に向ってガスを噴出するガス噴出機構とを備えることを特徴とする穴検査装置。
【請求項4】
前記ガス噴出機構は、
前記挿入シャフトの先端側の部分を囲繞し、当該挿入シャフトの外周面との間に当該挿入シャフトの長手方向に延びるガス噴出路を形成するガイドと、
前記ガイドの内部空間にガスを供給するガス供給部とから構成されることを特徴とする請求項3に記載の穴検査装置。
【請求項5】
前記ガス供給部からガスが供給され、前記ガイドの基端側の鍔部を収容し、前記ガイドの内部空間に連通するガス室を有する支持体を備え、
前記挿入シャフトは、その長手方向において前記ガイドと前記ガス室とを挿通するように配置されるとともに、基端側の部分が前記支持体に支持されることを特徴とする請求項4に記載の穴検査装置。
【請求項6】
前記穴は燃料噴射装置を配置する穴であることを特徴とする請求項3から5の何れか1項に記載の穴検査装置。
【請求項1】
穴の壁面を検査する方法であって、
先端に広角レンズを備えた挿入シャフトを前記穴へ挿入させて、前記広角レンズを通じた画像に基づいて前記穴の壁面を検査する際、
前記挿入シャフトの外周面に沿って前記穴の奥に向ってガスを噴出させることを特徴とする穴検査方法。
【請求項2】
前記穴は燃料噴射装置を配置する穴であることを特徴とする請求項1に記載の穴検査方法。
【請求項3】
穴の壁面を検査する装置であって、
先端に広角レンズを備え、前記穴に挿入される挿入シャフトと、
前記挿入シャフトの外周面に沿って前記穴の奥に向ってガスを噴出するガス噴出機構とを備えることを特徴とする穴検査装置。
【請求項4】
前記ガス噴出機構は、
前記挿入シャフトの先端側の部分を囲繞し、当該挿入シャフトの外周面との間に当該挿入シャフトの長手方向に延びるガス噴出路を形成するガイドと、
前記ガイドの内部空間にガスを供給するガス供給部とから構成されることを特徴とする請求項3に記載の穴検査装置。
【請求項5】
前記ガス供給部からガスが供給され、前記ガイドの基端側の鍔部を収容し、前記ガイドの内部空間に連通するガス室を有する支持体を備え、
前記挿入シャフトは、その長手方向において前記ガイドと前記ガス室とを挿通するように配置されるとともに、基端側の部分が前記支持体に支持されることを特徴とする請求項4に記載の穴検査装置。
【請求項6】
前記穴は燃料噴射装置を配置する穴であることを特徴とする請求項3から5の何れか1項に記載の穴検査装置。
【図1】


【図2】
【図2】
【公開番号】特開2013−88136(P2013−88136A)
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願番号】特願2011−225947(P2011−225947)
【出願日】平成23年10月13日(2011.10.13)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【Fターム(参考)】
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願日】平成23年10月13日(2011.10.13)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【Fターム(参考)】
[ Back to top ]