
空気ブリードが改善されたフレキソ印刷エレメント
【課題】フレキソ印刷用途のために適する特性を有する利用可能なキャリアを提供する。
【解決手段】表面と前記表面上のテープとを含むフレキソ印刷版のためのキャリアであって、前記テープが前記表面上の第1の接着剤層と前記第1の接着剤層上の基板と前記基板の反対側の第2の接着剤層とを含み、前記基板が略平滑であり、前記第1の接着剤層と前記第2の接着剤層の少なくとも一方が略連続的であるとともに、永久溝の規則的パターンを含むキャリア。
【解決手段】表面と前記表面上のテープとを含むフレキソ印刷版のためのキャリアであって、前記テープが前記表面上の第1の接着剤層と前記第1の接着剤層上の基板と前記基板の反対側の第2の接着剤層とを含み、前記基板が略平滑であり、前記第1の接着剤層と前記第2の接着剤層の少なくとも一方が略連続的であるとともに、永久溝の規則的パターンを含むキャリア。
【発明の詳細な説明】
【技術分野】
【0001】
本発明はフレキソ印刷に関し、より詳しくは、閉じ込められた空気の排出を可能にするフレキソ印刷のためのテープまたはキャリアに関する。
【背景技術】
【0002】
フレキソ印刷および/または凸版印刷は、第一逃げ印刷面を有する可撓性印刷版を用いる印刷プロセスである。基本的フレキソ印刷プロセスは、印刷しようとする情報のレリーフ画像を保持する可撓性で少なくとも最小限圧縮可能な平面印刷版からなる。印刷版は、フレキソ印刷システムを形成するために印刷機内でキャリアに接着剤で結合されうる。キャリアは、ドラム様構造、円筒スリーブまたは連続ベルトであることが可能である。キャリアは、必要なリピート長さで印刷することを可能にするために適切な直径に厳密に機械加工される。キャリアおよび結合された印刷版は、印刷プロセスを行うために印刷機内に挿入することが可能である。
【0003】
フレキソ印刷プロセスにおいて、印刷版は、インキの層が印刷版のレリーフ画像面上に適用されるインキステーションを過ぎて移動する。次に、キャリアは、インキ保有レリーフ画像を転写ステーションに移動させ、そこでインキ層はレセプター基板面と接触する。印刷版が基板から離れる時、インキ膜は分流し、基板上にレリーフパターンの印刷された画像を残す。各インキ転写は、通常、印刷版上で厳密に制御された圧力を用いてニップ形式または平面形式で行われる。この制御された圧力は、レセプター基板の表面上に適用されるインキ膜の厚さおよび均一性を制御することによりプリント品質を維持する。別のキャリア層、クッション層および繋ぎ層をフレキソ印刷エレメント内に含めることが可能である。
【0004】
両面塗布テープ構造は、典型的には、キャリア上に印刷版を取り付けるために用いられる。最初に、テープはロールから巻き出され、接着剤の層は露出され、接着剤層はキャリアに接着される。次に、剥離ライナーがテープの反対側から取り除かれ、フレキソ印刷版はキャリアに結合される。プリント品質を維持するために、印刷版は注意深くキャリアに結合されるのがよく、最初の結合は成功しないことが多い。例えば、キャリアとの厳密な見当合せを維持するために印刷版の位置を変えることが必要になりうる。結合中および一切の位置変え中に、印刷版とテープとの間の界面、またはテープとキャリアとの間の界面に空気が閉じ込められることが多い。不安定な気泡は印刷版とキャリアとの間で圧力変動を引き起こし、フレキソ印刷プロセスにおける印刷欠陥の主要な原因の一つになる。フレキソ印刷プリンタは、典型的には、印刷エレメントを印刷機内に入れた後にシリンジおよび剃刀ナイフで閉じ込められた空気を除去し、そのことが印刷版を損ない、高いプレプレスコストおよび過度なプレスルームダウンタイムの原因になる。気泡は、高解像度ではフレキソ印刷プリント品質に大幅な影響を及ぼし、それは、オフセット印刷およびグラビア印刷の存続可能な代替方法としてのフレキソ印刷の将来に悪影響を及ぼす。
【0005】
空気の閉じ込めを減少させるために、テープの対向する面に異なったパターンで接着剤を適用させることが可能である。例えば、塗布面と非塗布面の交互帯を含む縞模様または波模様で接着剤を適用させることが可能である。これらのテープは、空気を抜くことで有効である一方で、典型的には高プリント速度で厳密なキャリア/印刷版見当合せを維持するのに十分に信頼できる接着性をもたない。クレープ様テープで用いられるものなどの隆起および小石、または山および谷などの不規則模様も限定的な量の空気を抜くことが可能であるが、模様の不規則な性質は、テープ表面の一部下での空気の閉じ込め、および接着性の一定しないレベルを引き起こす。これらのテープはキャリア上で位置を変えることも難しい。
【0006】
特開平8−100155号公報には、フレキソ印刷プロセスにおいて印刷版に適用されうる両面塗布接着剤テープが記載されている。この公報に記載されたテープ構造において、両側に不均一面を形成するために裏地は端から端までエンボスされる。その後、閉じ込められた空気の放出が可能な両面塗布テープを形成するために、エンボスされた裏地の対向する面の各々に感圧接着剤が溶媒被覆される。しかし、対向する面上のパターンが互いの反転画像であるので、各面での空気ブリードおよび接着性は、裏地の形状とは無関係に厳密に制御することは難しい。さらに、印刷版をキャリアに結合するためにエンボスされた接着剤エレメントを用いる場合、エンボスされた模様は印刷面に移りうる。この問題は高解像度のフレキソ印刷プロセスにおいて益々深刻になる。
【発明の概要】
【発明が解決しようとする課題】
【0007】
多くの接着剤構造および接着剤材料が知られている一方で、フレキソ印刷用途のために適する特性を有する利用可能な従来の接着剤材料はない。
【課題を解決するための手段】
【0008】
第1の実施形態において、本発明はフレキソ印刷版のためのキャリアである。キャリアは表面と表面上のテープとを含む。テープは、キャリア表面上の第1の接着剤層と第1の接着剤層上の基板と基板の反対側の第2の接着剤層とを含み、基板は略平滑である。第1の接着剤層と第2の接着剤層の少なくとも一方は、好ましくは略連続的であるとともに、永久溝の規則的パターンを含む。溝は、好ましくは約4μm〜約200μmの深さおよび約4μm〜約200μmの幅を有する。
【0009】
第2の実施形態において、本発明は印刷版を取り付ける方法である。本方法は、取付け面を有するフレキソ印刷版のためのキャリアを提供する工程を含む。第1の接着剤層と第1の接着剤層上の基板と基板の反対側の第2の接着剤層とを含むテープが提供され、基板は略平滑である。第1の接着剤層と第2の接着剤層の少なくとも一方は、好ましくは略連続的であるとともに、永久溝の規則的パターンを含む。溝は、好ましくは約4μm〜約200μmの深さおよび約4μm〜約200μmの幅を有する。その後、第1の接着剤層はキャリアの取付け面に適用される。その後、印刷版はテープの第2の接着剤層に適用してもよい。
【0010】
第3の実施形態において、本発明は、第1の接着剤層と第1の接着剤層上の基板と基板の反対側の第2の接着剤層とを含むフレキソ印刷のための接着剤テープである。基板は、発泡体層、少なくとも一層の略平滑な高分子フィルム層またはそれらの組み合わせ層を含んでもよい。第1の接着剤層と第2の接着剤層の少なくとも一方は、好ましくは略連続的であるとともに、永久溝の規則的パターンを有する。溝は、好ましくは約4μm〜約200μmの深さおよび約4μm〜約200μmの幅を有する。
【0011】
第4の実施形態において、本発明は、取付け面を有するフレキソ印刷版のためのキャリアを提供する工程を含むフレキソ印刷方法である。その後、第1の接着剤層と第1の接着剤層上の基板と基板の反対側の第2の接着剤層とを含むテープが提供され、基板は略平滑である。第1の接着剤層と第2の接着剤層の少なくとも一方は、好ましくは略連続的であるとともに、永久溝の規則的パターンを含む。溝は、好ましくは約4μm〜約200μmの深さおよび約4μm〜約200μmの幅を有する。テープの第1の接着剤層はキャリアの取付け面に適用され、印刷版はテープの第2の接着剤層に適用される。インキは印刷版上に適用され、その後、インキは基板に適用される。
【0012】
第5の実施形態において、本発明はフレキソ印刷版のためのキャリアを含む印刷デバイスである。キャリアは表面と表面上のテープとを含む。テープはキャリア表面上の第1の接着剤層と第1の接着剤層上の基板と基板の反対側の第2の接着剤層とを含み、基板は略平滑である。第1の接着剤層と第2の接着剤層の少なくとも一方は、好ましくは略連続的であるとともに、永久溝の規則的パターンを含む。溝は、好ましくは約4μm〜約200μmの深さおよび約4μm〜約200μmの幅を有する。印刷版は、テープの第2の接着剤層に適用される。
【0013】
第6の実施形態において、本発明は、下面およびレリーフ面を有する印刷版を含むフレキソ印刷のための印刷版である。取付けテープは印刷版の下面上にあり、取付けテープは、印刷版の下面に結合された第1の表面を有する略平滑な基板および第1の表面の反対側にある前記基板の第2の表面に結合された接着剤層を含む。接着剤層は、好ましくは略連続的であるとともに、永久溝の規則的パターンを含む。溝は、好ましくは約4μm〜約200μmの深さおよび約4μm〜約200μmの幅を有する。
【0014】
第7の実施形態において、本発明はフレキソ印刷のための印刷版である。印刷版は下面およびレリーフ面を有する。接着剤層は印刷版の下面上にある。接着剤層は、好ましくは略連続的であるとともに、永久溝の規則的パターンを含む。溝は、好ましくは約4μm〜約200μmの深さおよび約4μm〜約200μmの幅を有する。
【0015】
第8の実施形態において、本発明は、レリーフ面と、このレリーフ面の反対側にある下面であって、溝のパターンを含む下面とを有するフレキソ印刷のための印刷版である。
【0016】
第9の実施形態において、本発明は、印刷版のための取付け面を有するキャリアであって、溝のパターンを含む取付け面を有するフレキソ印刷機内の印刷版のためのキャリアである。
【0017】
本発明のフレキソ印刷テープは、高印刷速度で印刷版キャリアに効果的に接着させるために十分な表面接触を有する接着剤層を含む。本発明のテープ内の溝は、キャリアへのテープの適用中、またはテープへの印刷版の適用中に、閉じ込められた空気の排出を可能にする。これは、より厳密なキャリア/印刷版見当合せを可能にし、それは、プリント品質を改善するとともに印刷版を変更するのに要する時間を短縮する。本発明のフレキソ印刷テープは、閉じ込められた気泡によって引き起こされる高価な印刷版に対する損傷および過度な摩耗を減少させ、それは印刷コストを低減する。さらに、本発明のテープ内の溝の寸法および設計は、帯被覆テープまたはより大きな機構を有するテープに比べて流体、例えば、洗浄溶液の進入の速度を制限する。
【0018】
本発明の一つ以上の実施形態の詳細を以下の添付図および説明で記載する。本発明の他の特徴、目的および利点は、説明、図面および請求の範囲から明らかであろう。
種々の図面中の類似参照符号は類似エレメントを示す。
【図面の簡単な説明】
【0019】
【図1A】本発明のフレキソ印刷システムを示す透視図である。
【図1B】本発明のフレキソ印刷システムを示す側面図である。
【図2】接着剤層の一主面内の溝の配列を伴った接着剤層を示す概略透視図である。
【図3】接着剤層の表面から分離されつつあるエンボスされた剥離ライナーを示す概略側面図である。
【図4A】本発明の転写テープを示す側面図である。
【図4B】本発明の印刷版を示す側面図である。
【図4C】本発明の印刷版キャリアを示す側面図である。
【図5】本発明の両面塗布テープを示す側面図である。
【図6A】支持層および発泡体層を有する本発明の両面塗布テープを示す側面図である。
【図6B】印刷機内でキャリアに接着された図6Aのテープを示す側面図である。
【図6C】キャリアおよび印刷版に接着された図6Aのテープを示す側面図である。
【図6D】エンボスされた面を有するキャリアおよび印刷版に接着されたエンボスされていない接着剤層を有するテープを示す側面図である。
【図7】印刷版に貼合された本発明のテープ構造を示す側面図である。
【図8】印刷機内でキャリアに接着された図7の貼合せ体を示す側面図である。
【図9】エンボスされた面を有するキャリアに接着されたエンボスされていない接着剤層を有する貼合せ体を示す側面図である。
【発明を実施するための形態】
【0020】
図1Aを参照すると、従来のいずれの輪転印刷機において用いられてもよい基本フレキソ印刷システム10が示される。システム10は円筒状またはドラム状版面キャリア12を備える。キャリア12はその長手軸14を中心にして回転し、フレキソ印刷版面16を固定支持する。フレキソ印刷版面16は、印刷される情報のレリーフ画像20を有するレリーフ表面18を備える。版面16は一般に、可撓性ポリマーの材料から作製され、任意の金属レリーフ表面を備えてもよい(図1Aに示さない)。版面16は、接着剤22の層によってキャリア12に強固に付着される。接着剤22はキャリア12に直接に結合されてもよく、キャリア12は任意にプライマー層を備え(図1Aに示さない)、材料間の接着性を増強してもよい。
【0021】
接着剤22は、その少なくとも一方の主面に永久溝のアレイを備える。この実施形態において、接着剤22は第1の主面25上の永久溝24の第1のアレイおよび第2の主面27上の永久溝26の第2のアレイを備える。空気が接着剤22とキャリア12との間に、あるいは接着剤22と版面16との間に閉じ込められる場合、適用処置をする間に、溝24、26は、閉じ込められた空気を接着剤層22の端縁に方向に移動させ、逃散させる。
【0022】
あるいは、キャリア12の露出取り付け用表面および/あるいはレリーフ表面18の反対側の版面16の裏面は、溝のパターンを有し、適用中に閉じ込められた空気が逃げるのを可能にする(図1Aに示さない)。
【0023】
図1Bを参照すると、キャリア112はまた、方向114に移動するベルトの形状であってもよい。ベルトキャリア112は、接着剤層122と、印刷されるレリーフ文字120を有するレリーフ表面118を有する版面116と、を備えてもよい。接着剤層122は、溝124、126のパターンをその対向した主面125、127上に備え、閉じ込められた空気を逃がすことができる。ベルト状キャリア112は一般に、波形箱素材あるいは他のパッケージング材料を印刷するために用いられる。
【0024】
例えば、図1Aおよび1Bの22、122など、本発明に用いた接着剤層は、何れの周知の接着材料から作製されてもよく、好ましくは感圧接着材料である。この出願で用いた用語、感圧接着剤は、以下の基準の少なくとも1つを満たすいずれかの材料を意味する。感圧接着剤を特定するこれらの方法のいずれも、本発明の感圧接着剤を選択するために適している。
【0025】
(1)周知のダルキスト基準は、Handbook of Pressure Sensitive Adhesive Technology、ドナタスサタス(編)、第2版、172ページ、ヴァンノストランドラインホールド、ニューヨーク州、ニューヨーク、1989年(その内容を本明細書に引用したものとする)に記載されているように、1×10-6cm2/ダインより大きい1秒のクリープコンプライアンス(1 second creep compliance)を有する接着剤として感圧接着剤を定義する。あるいは、弾性率は、第1近似に、クリープコンプライアンスの逆であるので、感圧接着剤は、1×106ダイン/cm2より小さい弾性率を有する接着剤として定義されてもよい。
【0026】
(2)感圧接着剤は好ましくは室温で攻撃的および永久的に粘着性であり、指あるいは手圧より大きい圧力を必要とせずにちょっと接触しただけでいろいろな異なった表面に強固に付着し、感圧テープ会議、1985年8月によって提供された感圧テープ産業用語集(Glossary of Terms Used in the Pressure Sensitive Tape Industry)(その内容を本明細書に引用したものとする)に記載されているように残留物を残さないで平滑な表面から除去することができる。
【0027】
(3)感圧接着剤は好ましくは、25℃での剪断弾性率(G’)対周期数のグラフにプロットされる以下の点によって規定される領域内の室温貯蔵弾性率を有する。すなわち、約0.1ラジアン/秒(0.017Hz)の周期数で約6×104〜4×105ダイン/cm2の弾性率の範囲、約100ラジアン/秒(17Hz)の周期数で約3×105〜8×106ダイン/cm2の弾性率の範囲(例えば、ドナタスサタス、Handbook of Pressure Sensitive Adhesive Technology、第2版、ヴァンノストランドラインホールド、ニューヨーク(1989年)の173ページの図8−16を参照のこと)。
【0028】
適した感圧接着材料には、例えば、アクリル、ジビニルエーテル、天然あるいは合成ゴムベース材料、ポリ(アルファ−オレフィン)、およびシリコーンなどがある。感圧接着剤は好ましくは、結合される基材から使用後にきれいに除去できるように選択される。
【0029】
有用なアクリル感圧接着材料には、アルキル基が(平均して)約4〜14個の炭素原子を含有すると共にホモポリマーが約0℃以下のTg(ガラス転移温度)を有する非第三アルコールの少なくとも1つの共重合単官能性(メタ)アクリル酸エステルを含有する材料などがある。これらの材料には、ホモポリマーが少なくとも約10℃のTgを有する少なくとも1つの共重合単官能性エチレン性不飽和強化モノマーを含めてもよい。
【0030】
本明細書中で用いた用語(メタ)アクリルは、アクリルおよびメタクリルを指す。用語、単官能性(メタ)アクリル酸エステルは、モノ−(メタ)アクリルモノマーあるいは、1つの(メタ)アクリル官能価を含有するモノマーを指すが、他の官能価が存在してもよい。用語、単官能性エチレン性不飽和強化モノマーは、モノエチレン性不飽和モノマーあるいは、エチレン性不飽和官能価を含有するモノマーを指すが、他の官能価が存在してもよい。本明細書で用いるとき、強化モノマーは、接着剤の弾性率を増大させ、それによってその強度を増大させるモノマーを意味する。非第三アルコールのアルキル基は、エーテルを形成する鎖中に酸素原子を任意に含有することができる。
【0031】
適した単官能性(メタ)アクリル酸エステルの実施例には、2−メチルブチルアクリレート、2−エチルヘキシルアクリレート、イソオクチルアクリレート、ラウリルアクリレート、n−デシルアクリレート、4−メチル−2−ペンチルアクリレート、イソアミルアクリレート、sec−ブチルアクリレート、およびイソノニルアクリレートなどがあるがこれらに制限されない。用いることができる好ましい(メタ)アクリル酸エステルには、2−エチルヘキシルアクリレート、イソオクチルアクリレート、ラウリルアクリレート、および2−メチルブチルアクリレートなどがあるがこれらに制限されない。
【0032】
単官能性強化モノマーには、(メタ)アクリル酸、(メタ)アクリルアミド、(メタ)アクリレート、アルファ−オレフィン、ビニルエーテル、アリルエーテル、スチレンモノマー、あるいはマレエートなどがあるがこれらに制限されない。適した単官能性強化モノマーの実施例には、イタコン酸、マレイン酸、フマル酸、2−ヒドロキシエチルアクリレートあるいはメタクリレート、シクロヘキシルアクリレート、t−ブチルアクリレート、フェニルアクリレート、イソボルニルアクリレート、2−フェノキシエチルアクリレート、N−ビニルピロリドン、N−ビニルカプロラクタム、アクリルアミド、メタクリルアミドの他、N,N−エチルアクリルアミド、N−ヒドロキシエチルアクリルアミド、N−オクチルアクリルアミド、N−t−ブチルアクリルアミド、N,N−ジメチルアクリルアミド、N,N−ジエチルアクリルアミド、およびN−エチル−N−ジヒドロキシエチルアクリルアミドなどのN置換およびN,N−二置換アクリルアミドなどがあるがこれらに制限されない。好ましい単官能性強化モノマーには、アクリル酸、t−ブチルアクリレート、N,N−ジメチルアクリルアミド、N−オクチルアクリルアミド、イソボルニルアクリレート、および2−フェノキシエチルアクリレートなどがあるがこれらに制限されない。強化モノマーのいろいろな組合せもまた、使用することができる。
【0033】
アクリル接着剤は好ましくは、例えば、励起状態で水素を抽出することができるエチレン性不飽和化合物、および共重合性多官能性エチレン性不飽和モノマーなどのいろいろな架橋剤を含有する。適した、任意の架橋剤の実施例は、例えば、p−アクリルオキシベンゾフェノンなど、励起状態で、水素を抽出することができる共重合性エチレン性不飽和化合物である。適した共重合性多官能性エチレン性不飽和モノマーには、例えば、1,6−ヘキサンジオールジアクリレート、トリメチロールプロパントリアクリレート、ペンタエリトリトールテトラアクリレート、1,2−エチレングリコールジアクリレートおよびエチレンオキシド変性ビスフェノールAのジアクリレートなどがある。置換トリアジンなどの光架橋剤もまた有用である。実施例には、米国特許第4,329,384号および4,330,590号(ヴェスレイ)(その内容を本明細書に引用したものとする)に記載されているような2,4−ビス(トリクロロメチル)−6−(4−メトキシフェニル)−s−トリアジンおよび2,4−ビス(トリクロロメチル)−6−(3,4−ジメトキシフェニル)−s−トリアジンなどがある。多くのこのようなトリアジンは活性化した時にHClを生じるので、塩基性化合物を前記ポリマー組成物に添加することが有利である場合がある。
【0034】
架橋剤のいろいろな組合せもまた、使用することができる。時々、高分子モノマー(すなわち、「マクロマー」)と称されるビニル末端ポリマーモノマーもまた、架橋剤として用いられてもよい。このようなモノマーは周知であり、米国特許第3,786,116号(ミルコヴィッチら)および3,842,059号(ミルコヴィッチら)、並びに、Y.ヤマシタら、Polymer Journal、14、255−260(1982年)、およびK・イトーら、Macromolecules、13、216−221(1980年)に開示された方法によって調製されてもよい。一般に、このようなモノマーはアニオン重合あるいはフリーラジカル重合によって調製される。
【0035】
ビニル末端重合性架橋モノマーは、(メタ)アクリレートモノマーおよび強化モノマーと重合すると、ほかの場合なら軟質であるアクリレート主鎖を強化する傾向がある重合性側基部分(pendant polymeric moieties)を有するコポリマーを形成し、得られたコポリマー接着剤の剪断強度を実質的に増大させる。このような架橋ポリマー材料の特定の実施例は、米国特許第4,554,324号(ハスマンら)号に開示されている。好ましいビニル末端重合性モノマーには、式X−(Y)n−Z、式中、XがCH2=CH−またはCH2=C(CH3)−であり、Yがエステル基であり、nが1であり、Zがポリ(ビニルトルエン)である、(メタ)アクリレート末端ポリスチレンベースのマクロマー、あるいは式X−(Y)n−Z、式中、XがCH2=CH−またはCH2=C(CH3)−であり、Yがエステル基であり、nが1であり、Zがポリ(メチルメタクリレート)である、(メタ)アクリレート末端ポリ(メチルメタクリレート)マクロマーなどがある。架橋剤のいろいろな組合せもまた、使用することができる。
【0036】
適したアクリル感圧接着剤には、米国特許第4,693,776号(その内容を本明細書に引用したものとする)に記載されているようなイソオクチルアクリレート/アクリル酸/2−ポリ(スチリルエチルメタクリレート)マクロマーのコポリマーから調製されたアクリル感圧接着剤などがある。典型的なマクロマーは、Sartomer Company(Exton, Pennsylvania)の商品名「CHEMLINK 4500」(分子量13,000)の市販品である。
【0037】
(メタ)アクリルモノマーは好ましくは、コポリマーの全質量100部に対して80〜100質量部(pbw)の量で用いられる。強化モノマーは、コポリマーの全質量100部に対して0〜20pbwの量で用いられる。架橋剤は好ましくは、モノマーの総質量に対して0.005〜2質量パーセントの量、好ましくは約0.01〜約0.5質量%、より好ましくは約0.05〜0.15質量%の量で用いられる。
【0038】
本発明で用いた感圧接着剤にはまた、ビニルエーテルモノマーあるいはコモノマーを重合させることによって、あるいはビニルエーテルモノマーをアクリルモノマーと共重合することによって作製された感圧接着剤などがある。1種より多いビニルエーテル樹脂のブレンドを用いることは、この発明の範囲内である。アクリル感圧接着剤を調合するための一般的な指針はまた、ビニルエーテルベースの感圧接着剤に適用される。カチオン硬化化学が、ビニルエーテルモノマーを重合させる好ましい方法である。フリーラジカル化学を用いて、ビニルエーテルモノマーをアクリルモノマーと共重合させてもよい。特に感圧接着剤がビニルエーテルモノマーから作製されるとき、酸化防止剤を添加して、酸素、熱、および/あるいは光に暴露した時に接着剤の劣化を低減させる。
【0039】
有用なビニルエーテル感圧接着材料には、Handbook of Pressure Sensitive Adhesive Technology、第2版、D・サタス編、ヴァンノストランドラインホールド、ニューヨーク、1989年、17章、494〜507ページ(その内容を本明細書に引用したものとする)に記載されているような材料などがある。
【0040】
市販のジビニルエーテルの実施例には、トリエチレングリコールジビニルエーテル(GAF(Wayne,N.J.)製の商品名Rapicure DVE−3)、1,4−シクロヘキサンジメタノールジビニルエーテル(GAF製の商品名Rapicure CHVE)、およびVEctomer 2010、VEctomer 2020、VEctomer 4010、およびVEctomer 4020などのAllied Signal製の商品名VEctomerの樹脂などがある。他の適したビニルエーテルには、エチルビニルエーテル、n−ブチルビニルエーテル、イソブチルビニルエーテル、オクタデシルビニルエーテル、シクロヘキシルビニルエーテル、ブタンジオールジビニルエーテル、ヒドロキシブチルビニルエーテル、シクロヘキサンジメタノールモノビニルエーテル、ジエチレングリコールジビニルエーテル、およびトリエチレングリコールジビニルエーテルなどがあり、それらは、BASF Aktiengesellschaft(Ludwigshafen,Germany)製である。
【0041】
本発明で用いた感圧接着剤にはまた、ゴムベースの接着剤を挙げることができる。有用なゴムベースの感圧接着剤は、エラストマー成分および粘着付与樹脂および、任意に、架橋剤および/あるいは促進剤を含有する。
【0042】
適したエラストマー成分には、例えば、天然ゴム、スチレンブタジエンゴムの不規則コポリマーの他、スチレン−イソプレン−スチレン、スチレン−ブタジエン−スチレン、スチレン−エチレン/ブチレン−スチレン、スチレン−エチレン/プロピレン−スチレンなどのブロックコポリマー等の合成ゴム、およびこのようなゴムのいろいろな組合せなどがある。
【0043】
適した粘着付与樹脂には、C5−C9不飽和炭化水素モノマーの重合から誘導された樹脂、テルペン樹脂、およびロジンエステル樹脂などがある。このタイプのC5オレフィン分画ベースの粘着付与樹脂の実施例には、Goodyear Tire and Rubber Company(Akron,OH)の商品名WINGTACK 95およびWINGTACK 115の市販品などがある。他の炭化水素ベースの粘着付与樹脂には、Hercules Chemical Company(Wilmington,DE)製の商品名REGALREZ 1078およびREGALREZ 1126の市販品、Arakawa Forest Chemical Industries(Chicago,IL)製の商品名ARKON P115の市販品などのアクロン樹脂、およびExxon Chemical Company(Houston,TX)製の商品名ESCOREZの市販の樹脂などがある。適したテルペン樹脂には、脂環式、一環式、および二環式モノテルペンおよびそれらの混合物などのテルペン炭化水素の重合および/あるいは共重合によって得られたポリマー樹脂材料などのテルペンポリマーがある。適したテルペン樹脂には、Arizona Chemical Company(Wayne,NJ)製の商品名ZONAREZ BシリーズおよびZONAREZ 7000シリーズの市販品などがある。適したロジンエステル粘着付与樹脂には、Hercules Chemical Company(Wilmington,DE)製の商品名FORALおよびSTAYBELITEの市販品などがある。粘着付与樹脂は、エチレン性不飽和を含有することができる。しかしながら、飽和粘着付与樹脂が、耐酸化性が重要であるそれらの適用のために好ましい。粘着付与樹脂の量は一般に、エラストマー成分100質量部当たり、約20質量部〜約70質量部の範囲である。
【0044】
ゴムベースの接着剤のために適した架橋剤には、例えば、アルキルフェノール樹脂、アリールフェノール樹脂などのフェノール樹脂、およびハロゲン化フェノール樹脂、例えば、臭素化フェノール樹脂などがある。適したフェノール樹脂およびそれらの製造方法の実施例は、米国特許第2,987,420号(その内容を本明細書に引用したものとする)に記載されている。適したアルキルフェノール樹脂の実施例には、Schenectady Chemical Inc.(Schenectady,NY)製の商品名HRJ−1367、「HRJ−10518」、HRJ−11331およびSP−1045の市販品などがある。適した臭素化フェノール樹脂の実施例には、Schenectady Chemical Inc.(Schenectady,NY)製の商品名SP−1055およびSP−1056の市販品などがある。架橋剤の量は、エラストマー成分の100質量部当たり、約0〜約90質量部の範囲であってもよい。
【0045】
適した促進剤をゴムベースの接着剤組成物に添加して、架橋を促進してもよい。適した促進剤の実施例には、亜鉛塩(例えば、ロジン酸亜鉛)、塩化スズ、および酸促進剤(例えば、ステアリン酸)などがある。促進剤の量は一般に、エラストマー成分の100質量部当たり、約0〜15質量部の範囲である。
【0046】
ポリイソブチレンゴムベースの接着剤もまた、用いられてもよい。Handbook of Pressure Sensitive Adhesive Technology(ドナタスサタス)、第2版、388〜389ページ、ヴァンノストランドラインホールド、ニューヨーク(1989年)、を参照のこと。
【0047】
ポリ(アルファ−オレフィン)接着剤はまた、本発明で使用するのに適している。これらの材料は、標準温度および圧力で液体であるアルファ−オレフィンモノマーから誘導された1つ以上のモノマー単位を含む。前記モノマーは好ましくはC5−C30アルファ−オレフィンであり、より好ましくはC6−C20アルファ−オレフィン、最も好ましくはC6−C12アルファ−オレフィンである。このようなモノマーは任意に、これらのモノマーの重合あるいはそれから製造されたポリマーの望ましい性質を妨げない通常の置換基で置換されてもよい。前記オレフィンは線状であってもよいか、あるいは枝分かれしていてもよい(すなわち、1つ以上の側鎖を含む)。一般的な実施例には、1−ペンテン、1−ヘキセン、1−ヘプテン、1−オクテン、1−ノネン、1−デセン、1−ウンデセン、1−ドデセン、1−ヘキサデセン、1−オクタデセン、および4−メチル−1−ペンテンなどがある。これらのモノマーの1つ以上と低級(すなわち、C2−C4)1−アルケンとのブレンドもまた、本発明の範囲内である。好ましいアルファ−オレフィンモノマーは、1−ヘキセンおよび1−オクテンである。適したアルファ−オレフィンポリマーは、米国特許第5,112,882号(その内容を本明細書に引用したものとする)に記載されたポリマーである。
【0048】
アルファ−オレフィンポリマーはホモポリマー、不規則コポリマー、ターポリマー、あるいはテトラポリマーであってもよい。それはまた、いろいろな他の共重合性モノマーから誘導されたモノマー単位の散在されたホモポリ(アルファ−オレフィン)のブロックを含むことができる。有用な場合がある共重合性モノマーの実施例には、例えば、C6−C14アルファ−オメガ−ジエン、共役ジエン、トリエン、テルペン、およびアルケニル−ノルボルネンなど、ポリエンなどがある。
【0049】
これらのモノマーを、広範囲の温度、例えば、0℃〜140℃、好ましくは30℃〜90℃にわたって触媒系の存在下で、バルクであるいは1種以上の不活性溶剤中のどちらかで、重合させることができる。用いた触媒の量は好ましくは、モノマー1kg当たり、0.1〜5gの範囲である。有用な触媒系には、標準Zn触媒系、遷移金属化合物が(例えば、MgCl2粉末上に)担持されるZn触媒系、およびKaminsky−Ewen触媒系などがある。3つの全ての触媒系は、アルファ−オレフィン重合の当業者には周知である。
【0050】
アルファ−オレフィンポリマーは好ましくは、ガラス転移温度が−70℃〜0℃の範囲、より好ましくは−60℃〜−20℃の範囲である。アルファ−オレフィンポリマーは、インヘレント粘度が0.4〜9.0dL/g、より好ましくは0.5〜6.0dL/gの範囲であり、数平均分子量が5,000〜50,000,000、好ましくは50,000〜5,000,000の範囲である。
【0051】
1種以上の粘着付与樹脂をポリ(アルファ−オレフィン)添加することにより、粘着性を改良し、粘度を下げ、被覆性を改良し、熱安定性を付与し、剥離接着性を改良し、剪断接着性を(剥離接着性の低下を伴うことなく)増強することができる。粘着付与樹脂を用いる場合、それは、ポリマー100質量部当たり、約150質量部までの量で存在し得る。使用してもよい有用な場合がある粘着付与樹脂は、ゴムベースの接着剤に使用するために本明細書に記載した粘着付与樹脂と同じである。
【0052】
好ましくは、アルファ−オレフィンポリマー組成物はまた、一般にポリマーがコートされた後、化学線によって活性化される光架橋剤を含有する。適した光架橋剤には、(a)ベンズアルデヒド、発色団置換アセトアルデヒド、およびそれらの誘導体などのアルデヒド、(b)Sandoz Chemicals,Inc.(Charlotte,NC)製の商品名SANDORAY 1000として市販の、アセトフェノン、ベンゾフェノンおよびそれらの誘導体などのケトン、(c)ベンゾキノン、アントラキノン、およびそれらの誘導体などのキノン、(d)2−イソプロピルチオキサントンおよび2−ドデシルチオキサントンなどのチオキサントン、および(e)2,4−ビス(トリクロロメチル)−6−(4−メトキシフェニル)−s−トリアジン、および2,4−ビス(トリクロロメチル)−6−(3,4−ジメトキシフェニル)−s−トリアジンなど、発色団置換ビニルハロメチル−sym−トリアジン、などがあるがそれらに制限されない。多くのこのようなトリアジンは活性化した時にHClを生じるので、塩基性化合物に前記ポリマー組成物を添加することが有利である場合がある。光活性架橋剤は、ポリマーの0.005〜約2質量%、好ましくは約0.01〜約0.5質量%、より好ましくは約0.05〜0.15質量%の範囲で存在し得る。
【0053】
シリコーン感圧接着剤もまた、本発明で用いられてもよい。有用なシリコーン感圧接着剤には、Handbook of Pressure Sensitive Adhesive Technology、第2版、1989年、18章、508〜517ページ(その内容を本明細書に引用したものとする)に記載された感圧接着剤などがある。シリコーン接着剤は、一般的な用語では、(i)ポリジオルガノシロキサン(一般に数平均分子量が約5000〜約10,000,000、好ましくは約50,000〜約1,000,000を有するシリコーンゴムとも称される)と(ii)トリオルガノシロキシ単位およびSiO4/2単位を含むコポリマーシリコーン樹脂(一般に数平均分子量が約100〜約1,000,000、好ましくは約500〜約50,000の数平均分子量を有するMQ樹脂とも称される)とのブレンドである。好ましくは、シリコーン接着剤は、約20〜約60質量部のシリコーンゴム、および、相応して、MQ樹脂約40〜約80質量部を含む。コポリマーシリコーン樹脂とポリジオルガノシロキサンとを反応させる化学手段を提供することは、接着剤の性質の改良に関して、有利である。このような反応を達成するために、2つの異なった反応化学的性質、すなわち、縮合の化学的性質および付加−硬化の化学的性質が一般に用いられている。
【0054】
縮合の化学的性質に基づいたシリコーン接着剤は、米国特許第2,736,721号、2,814,601号、4,309,520号、2,857,356号、および3,528,940号、および英国特許第998,232号(その内容を本明細書に引用したものとする)に記載されているように、トリオルガノシロキシ単位およびSiO4/2単位を含むシラノール官能性コポリマー樹脂をシラノールエンドブロックトポリジオルガノシロキサンと混合することによって調製されてもよい。本技術分野で用いる時、通常はコポリマーシリコーン樹脂とポリジオルガノシロキサンとの溶剤溶液であるこのようなブレンドを概して裏材に適用し、加熱して溶剤を除去し、必要ならば、架橋して接着剤の物理的性質を改良する。
【0055】
上に記載したように、シラノール官能性ポリジオルガノシロキサンとシラノール官能性コポリマーシリコーン樹脂との共重縮生成物を含有するシリコーン接着剤は任意に、ジアリールペルオキシド架橋剤などのフリーラジカル重合触媒を含有して、接着剤組成物を架橋することができ、それによって、The Handbook of Pressure−Sensitive Adhesive Technology(サタス、1982年)、348ページ(その内容を本明細書に引用したものとする)に教示されているように、剥離接着性がわずかに低下するだけ接着剤の高温剪断性質を改善することができる。ペルオキシド架橋剤がシリコーン接着剤の溶液中に存在しているとき、米国特許第4,039,707号(その内容を本明細書に引用したものとする)に記載されているように、接着剤を概して裏材に適用し、中程度に加熱して溶剤を揮発させ、乾燥した接着剤を150℃〜約250℃の範囲の温度まで更に加熱して、架橋剤を活性化させる。高温での接着剤性能が必要とされない適用において、架橋剤は除かれてもよい。
【0056】
本発明のシリコーン接着剤成分の調製で用いたポリジオルガノシロキサンは、ポリジメチルシロキサンポリマーおよびポリ(ジメチルシロキサン/ジフェニルシロキサン)コポリマーなど、本技術分野に周知の一般的な構造体および同伴する官能価のいずれをも含めることができる。
【0057】
本発明のシリコーン接着剤成分の調製に有用なコポリマーシリコーン樹脂は、以下の官能価、ケイ素結合水素、ケイ素結合アルケニル、およびシラノール、の1つ以上を有するコポリマーシリコーン樹脂など、上記の文献に記載された一般的な構造体のいずれをも含める。他の有用なシリコーン樹脂には、米国特許第2,736,721号(その内容を本明細書に引用したものとする)に記載されているように、R3SiO1/2、SiO4/2およびR2SiO3/2構造単位を含む3成分ターポリマー(MQD樹脂とも称される)などがあり、式中、Rが1〜3個の炭素原子を含むアルキルラジカル、およびフェニルラジカルからなる群から選択され、R3SiO1/2単位のSiO4/2に対する比が約0.6〜約0.9であり、R3SiO1/2、SiO4/2およびR2SiO3/2構造単位を含む(MQT樹脂とも称される)。
【0058】
付加−硬化の化学的性質によって調製したシリコーン接着剤は、アルケニル基を有するポリジオルガノシロキサン、SiO4/2およびR3SiO1/2構造単位を有するコポリマーシリコーン樹脂(式中、Rが、先に規定した通りであり、以下の官能価、シリコーン結合水素、ビニル、アリル、およびプロペニルからなる群から選択されたシリコーン結合アルケニル基、の1つ以上を有する)、あるいはシラノール、任意に架橋あるいは鎖延長剤、および白金あるいは、シリコーン接着剤の硬化を達成するための他の貴金属ヒドロシレーション(hydrosilation)触媒、を含有する。このような組成物の実施例は、米国特許第3,527,842号、3,983,298号、および4,774,297号、および欧州特許公開第355,991号、および393,426号(その内容を本明細書に引用したものとする)に記載されている。
【0059】
シリコン感圧接着剤のブレンドもまた有用である。実施例には、The Handbook of Pressure−Sensitive Adhesive Technology(サタス1982年)、346ページ(その内容を本明細書に引用したものとする)に記載されているような2つの異なったジメチルシロキサンベースの感圧接着剤のブレンド、または米国特許第4,925,671号(その内容を本明細書に引用したものとする)に記載されているようなジメチルシロキサンベースの感圧接着剤とジメチルシロキサン/ジフェニルシロキサンベースの感圧接着剤とのブレンドなどがある。
【0060】
市販のシリコーン感圧接着剤の実施例には、Dow Corning(Midland,Michigan)製の商品名280A、282、Q2−7406、およびQ2−7566の感圧接着剤、General Electric(Schenectady,New York)製の商品名PSA 590、PSA 600、PSA 595、PSA 610、PSA 518、PSA 6574およびPSA 529の感圧接着剤、Shin−Etsu(Akron,Ohio)製の商品名KR−100P、KR−100、およびKR−101−10の感圧接着剤、およびRhodia(Rock Hill,South Carolina)製の商品名Rhodorsil 353、Rhodorsil 354、Rhodorsil 356、およびRhodorsil 395の感圧接着剤、などがあるがそれらに制限されない。
【0061】
更に、用いてもよい感圧接着剤には、シリコーン−ポリ尿素接着剤などがある。
【0062】
好ましくは、感圧接着剤がきれいに除去可能であり、すなわち、感圧接着剤を除去する基材上にいずれの実質的な残留物をも残さないで長い停滞時間後でも、それを除去することができる。長い停滞時間は一般に、約80℃までの温度で24時間以上の時間を意味する。実質的な残留物がないことは、接着剤が除去される基材上に残されたいずれかの残留物が、最初に(すなわち、除去する前に)接着剤によって覆われた全面積の5%より小さい面積を覆うことを意味する。いずれの残存している残留物も、例えば、摩擦、軽いサンディング、あるいは最少量の溶剤によって容易に除去することができる。
【0063】
本発明で用いてもよい除去可能な感圧接着材料には、例えば、米国特許第3,930,102号、4,599,265号、5,116,676号、6,045,922号、および6,048,431号に記載された材料などがある。好ましい除去可能な感圧接着剤には、米国特許第4,599,265号(その内容を本明細書に引用したものとする)に記載されたアクリル感圧接着剤などがある。
【0064】
本発明で用いた感圧接着材料はまた、添加剤の少量を含有してもよい。このような添加剤には、例えば、顔料、染料、可塑剤、充填剤、安定剤、紫外線吸収剤、酸化防止剤、加工油などを含有してもよい。用いた添加剤の量は、望ましい最終用途に依存して、感圧接着材料の0.1〜50質量パーセントまで変化することができる。用いたいずれの添加剤も好ましくは、ポリマー組成物中に含有されたいずれかの光架橋剤の最大吸収の波長付近の放射線を有意に吸収しない。
【0065】
本発明の接着剤層はまた、非感圧接着材料であってもよい。このような材料の実施例は、米国特許第5,851,664号および公開第99/50902号に記載されている。更に、米国特許第5,316,846号に記載されたように、本発明の接着剤層は不粘着性接着剤であってもよい。
【0066】
本発明での接着剤層はいずれの適した厚さであってもよく、好ましくは少なくとも約5μmの厚さ、より好ましくは約12〜約250μmの厚さ、最も好ましくは約15〜約75μmの厚さであってもよい。
【0067】
図1Aおよび1Bの接着剤層22、122は、その主面25、125あるいは27、127の少なくとも1つの上に溝の実質的規則的パターンを備える。この出願で用いた用語、規則的パターンは、閉じ込められた空気が接着剤層と基材との間の境界面から接着剤層の少なくとも1つの端縁に移動する略連続した、中断されない通路を提供する溝のパターンを意味する。規則的パターンは、本明細書中で空気ブリードと称される、層22、122と版面16、116および/あるいはキャリア12、112との間に閉じ込められた空気を逃がすことを可能にする。溝の規則的パターンは、この出願の有用な実施例に記載された試験を用いて少なくとも特定の測定可能な空気ブリードを提供する。好ましくは、溝の規則的パターンは、この出願の有用な実施例に記載された試験下で、水100インチの適用圧力で少なくとも0.1ml/分の接着剤層中の空気ブリードを提供する。より好ましくは、接着剤層の空気ブリードは、水100インチの適用圧力で少なくとも約0.5ml/分であり、最も好ましくは水100インチの適用圧力で少なくとも約1.0ml/分である。
【0068】
接着剤層の主面にエンボス加工された規則的パターンは、単一パターンあるいは多パターンであってもよい。規則的パターンの溝は好ましくは、深さおよび高さの有意なより大きい変化を有するクレープ状パターンと対照的に、約20%以下しか変化しない深さを有する。溝の規則的パターンの好ましい実施例には、閉じ込められた空気を接着剤層のいずれかの露出端縁に逃がすことを可能にする略連続した溝などがある。溝は好ましくは略線状であり、重なり合っていてもよく、あるいは重なり合っていなくてもよい。1つの実施形態において、溝はクロスハッチパターンで互いに重なり合い、クロスハッチパターンは、接着剤層の端縁に対して約45°傾斜している。
【0069】
本発明の接着剤層の主面の溝は実質的に永久的である。実質的な永久溝は、接着剤の表面のトポグラフィーの特徴が、所期の使用中に有効な一定時間の間、維持されるように、接着剤層のレオロジー性質を選択することによって作られる。好ましくは、接着剤層がキャリアあるいは版面に多数回、付着されるか、あるいはキャリアあるいは版面に長時間、例えば、数時間、約20℃〜約80℃の温度で適用される場合でも、永久溝はつぶれない。この永続性は、接着剤層あるいは版面が多数回、移動されてそれらを印刷機内のキャリアと適切に見当合わせした後でも、接着剤層は、閉じ込められた空気を逃がすことを確実にする。更に、接着剤層が、例えば、約20℃〜約80℃の温度で、標準印刷機ニップ圧力下で数時間、印刷機内で用いられた後、この永続性は好ましくは維持される。
【0070】
本発明に用いた接着剤の主面の一部分が図2に示され、永久溝のパターンの1つの実施形態を示す。表面30は、略連続した流路あるいは溝34によって隔てられた一連のランド面積32を備える。本発明において、ランド面積32の、接着剤層の主面30の全面積に対するパーセンテージは、接着剤層とキャリアあるいは版面との間の接着性に悪影響を及ぼすことなく十分に空気を逃がすように選択される。ランド面積32の、表面30の全面積に対するパーセンテージは、接着剤の接触面積を本質的に決定するが、それは、版面がキャリアと適切に見当合わせされており、キャリアにしっかりと結合していることを確実にするように制御されるのがよい。本発明の接着剤の接触面積、あるいはランド面積の、全表面積に対するパーセンテージは、好ましくは約50%〜約99%、より好ましくは約80%〜約98%の範囲である。図2に示したランド面積は均一であるが、ランド面積の形状は、特定の適用に望ましい接触面積を提供するように必要に応じて変化してもよいことに留意すべきである。ランド面積は、接着剤に最大接触面積を提供すると共に広範囲の適用圧力にわたって予測可能なレベルの接着性を提供するために、好ましくは略平面である。
【0071】
溝34の面積の、表面30の全面積に対するパーセンテージは、特定の適用について空気を十分に逃がすのに十分であるのがよい。溝34の、全表面積に対するパーセンテージは、約1%〜約50%、好ましくは約2%〜約20%の範囲である。
【0072】
溝34の深さは好ましくは、約4μm〜約200μm、より好ましくは約8μm〜約100μm、最も好ましくは約10μm〜約30μmの範囲である。溝34の最大幅は好ましくは、約4μm〜約200μmであり、より好ましくは約50μm〜約120μmである。溝34の、中心から中心までの間隔は好ましくは、約2ミル(1インチ当たり500ライン)〜約500ミル(1インチ当たり2ライン)、好ましくは約5ミル(1インチ当たり200ライン)〜約250ミル(1インチ当たり4ライン)、最も好ましくは約10ミル(1インチ当たり100ライン)〜約125ミル(1インチ当たり8ライン)の範囲である。溝34の幅、深さおよび間隔は、全表面30にわたって均一である必要はなく、接着剤層に量の空気を提供するために必要な出現と表面接触を変化してもよい。
【0073】
溝34の断面形状はまた、所期の適用に応じて広く変化してもよい。曲線状、V形、矩形で、台形、三角形など、いずれの望ましい断面形状が用いられてもよい。
【0074】
本発明の接着剤層の溝は、公開第98/29516号(その内容を本明細書に引用したものとする)に記載されているように、作製されてもよい。トポグラフィーは、キャスチング、コーティングあるいは圧縮など、いずれの接触技術によって接着剤中に作り出されてもよい。トポグラフィーは、(1)接着剤層をエンボス加工パターンを有する用具上でキャスチングすること、(2)接着剤層をエンボス加工パターンを有する剥離ライナー上にコートするか、あるいは(3)接着剤層をニップロール中に送って接着剤層をエンボス加工パターンを有する剥離ライナーに押し付け、接着剤層を後架橋して永久的特徴を提供すること、の少なくとも1つによって作製されてもよい。エンボス加工パターンを生み出すために用いた用具のトポグラフィーは、例えば、化学エッチング、機械エッチング、レーザー融蝕、フォトリソグラフィ、ステレオリソグラフィ、ミクロ機械加工、きざみ付け、カッティングあるいはスコアリングを用いて作製されてもよい。
【0075】
図3に示したように、接着剤層22は好ましくは、エンボス加工剥離ライナー40上にコートされ、エンボス加工パターンを生み出す。剥離ライナー40が除去されるとき、接着剤層22は、裏材あるいは剥離ライナー上に隆起領域44のトポグラフィーの本質的に逆である溝42を有するトポグラフィーを有する。図3は接着剤層22の一方の表面だけに溝のパターン化配列を示すが、溝のパターンは、接着剤層の両方の主要な、対向した表面の上に任意に存在してもよいことは理解されるはずある。これは、空気の逃散および2つの表面の各々の接触表面積を個々に制御して、接着剤の性質を2つの異なった境界面に合わせることを可能にする。
【0076】
ライナー40は、エンボス加工され得る当業者に周知のいずれの剥離ライナーあるいはトランスファーライナーであってもよい。ライナーの非制限的な実施例には、Minnesota Mining & Manufacturing Company(3M)(St.Paul,MN)、Rexam Corporation(Iowa City,IA)、またはDaubert Coated Products(Westchester,IL)製の材料などがある。ライナー40は一般に、シリコーン剥離コーティングを有するポリマーコーテッドペーパー、シリコーン剥離コーティングを有するポリエチレンコーテッドポリエチレンテレフタレート(PET)フィルム、またはシリコーン剥離コーティングを有するキャストポリプロピレンフィルムである。ライナー40は、公開第98/29516号(その内容を本明細書に引用したものとする)に記載されているようにエンボス加工されてもよい。
【0077】
本発明で用いた接着剤22の層は好ましくは、略連続的である。本明細書中で用いるとき、略連続的、は、裏材が露出したままである接着剤を含まない領域がないように、接着剤層が裏材に適用されることを意味する。しかしながら、本技術分野に周知であるように、連続した接着剤は、その外縁で露出裏材によって範囲を定められ、テープ構造体の取扱適性および除去可能性を増強してもよい。裏材の表面は、その上に適用された異なった接着剤領域、例えば、2つの異なった接着剤調合物の交互のストリップなどを有してもよい。
【0078】
上に記載したパターン化接着剤層は多くの形状で供給されてもよいが、大部分の適用については、それはテープ構造体の一部として包含される。例えば、図4Aに示すように、転写テープ210は、第1の主面225上に任意の除去可能な第1の剥離ライナー240を有する接着剤層222を備え、第2の主面227上に任意の除去可能な第2の剥離ライナー250を備えてもよい。剥離ライナー240、250の一方または両方のどちらかがエンボス加工されて接着剤層222のいずれかの主面の上に溝224、226のパターンを作る。図4Bを参照すると、剥離ライナー240、250のどちらかが剥離されて除去される場合、接着剤層222が版面216に付着されてもよい。版面216はまた、任意の支持層221を備えてもよい。図4Bの構造体はまた、任意の接着促進あるいは結合層を備えてもよい(図4Bに示さない)。代わりに、図4Cを参照すると、接着剤層222が、版面キャリア212に付着されてもよい。任意の接着促進あるいは結合層221は、接着剤層222とキャリア212との間に配置されてもよい。
【0079】
別の実施形態において、接着剤層は、接着剤層が基材の対向した主面の上に適用される両面テープ構造体の一部として供給されてもよい。これらの両面テープ構造体において、基材の一方の面あるいは両面の上の接着剤層は、エンボス加工されて溝のパターンを作り出してもよい。図5を参照すると、基材360の第1面の上の第1の接着剤層362と基材360の第2面の上の第2の接着剤層364とを有する両面テープ構造体310が示される。任意の第1の除去可能な剥離ライナー340が第1の接着剤層362の上に適用され、任意の第2の除去可能な剥離ライナー350が第2の接着剤層364の上に適用される。一方あるいは両方の剥離ライナー340、350がエンボス加工されて接着剤層362、364の主面の上に溝363、365のパターンを作り出してもよい。本技術分野に周知であるように、テープ構造体310はまた、EP372,756号(その内容を本明細書に引用したものとする)に記載されているようなプライマー層を備えてもよい。テープ構造体は、構造体の層間の接着性を増強するために他の接着促進層を備えてもよい。分かりやすくするために、これらの接着促進層は、本出願において図5あるいは他のところに示されない。更に、層は、例えば、コロナ処理など、本技術分野に周知の技術を用いて処理または表面改良されてもよい。
【0080】
図5の基材360のために選択された材料は、所期の適用に応じて広く変化してもよい。一般に、基材360は、例えば、ポリエステルなどのポリマーフィルムである。ポリマーフィルム基材は、必要ならば、パターンおよび溝で表面改良されてもよいが、基材の表面トポグラフィーがテープ構造体中の接着剤層の溝パターンから完全に独立していることが好ましい。好ましくは基材は略平滑であり、それは、この適用において、パターンおよび、突起および溝などの他の表面構造体を実質的に含まないことを意味する。フレキソ印刷方法において解像度が増大するとき、版面の下にあるテープのパターンが印刷画像の欠陥として現われることがある。略平滑な基材の使用は、この望ましくないプリントスルー欠陥の可能性を実質的に低減させ、印刷の品質を向上させる。
【0081】
基材層360はまた、発泡体層であってもよい。フォーム基材層で用いた材料は所期の印刷適用およびテープ構造体に必要とされるレジリエンスに応じて広範囲に変化してもよいが、一般に、ポリエチレン、ポリウレタン、シリコーン、あるいはエチレンプロピレンジエンなどの合成ゴム、あるいはスチレンベースのブロックコポリマーなどのブロックコポリマー、を用いてもよい。好ましくは架橋されるフォームは、密度が1立方フィート当たり約2〜約50ポンド(0.032〜0.800g/cm3)、好ましくは1立方フィート当たり約4〜約40ポンド(0.064〜0.64g/cm3)、および最も好ましくは1立方フィート当たり約6〜約18ポンド(0.096〜0.288g/cm3)である独立気泡あるいは連続気泡材料であってもよい。フォームを、本技術分野に周知の技術によって処理して接着剤層362、364に対する接着性を増強してもよい。更に、プライマーあるいは接着促進層を、フォームと接着剤層362、364との間に適用し、構造体の中間層の接着性を改良してもよい。
【0082】
一般に、任意の剥離ライナー340が剥離されて除去されると、接着剤層362が印刷機内のキャリアに付着されてもよい。接着剤層362中の接着剤が好ましくは除去可能および再位置調整可能であるので、テープ310はキャリアから剥離されて必要に応じて再付着され、テープ310とキャリアとの間の適切な見当合わせを確実にすることができる。溝363は、除去および位置調整処置をする間にキャリアとテープ310との間に閉じ込められたいずれの空気をも逃がすことを可能にする。テープ310が適所に適切に配置された後、第2の剥離ライナー350を除去してもよく、印刷板を接着剤層364に付着してもよい。また、印刷板を必要に応じて接着剤層364から除去して、キャリアおよび接着剤層362との適切な見当合わせを確実にしてもよい。溝365は、位置調整の間に接着剤層364と印刷板との間に閉じ込められたいずれの空気をも逃がすことを可能にする。
【0083】
図6Aを参照すると、ポリマーフィルムの基材層460を備える両面テープ構造体410が示される。任意の層471が、基材フィルム460のどちらかの面または両面にラミネートまたは接着剤で結合されてもよい。層471は、ポリマーフィルムの表皮層であってもよく、あるいは接着剤層を構成してもよい。1つの有用な基材材料は、商品名Scotchpak 30613の3M製の市販品である。テープ410は更に、レジリエンスおよびコンプライアンスを提供するために基材460あるいは同伴層471上に適用された発泡体層470を備える。第1の接着剤層462が、発泡体層470に適用される。任意の支持層(図6Aに示されない)が、発泡体層470と第1の接着剤層462との間に適用されてもよい。第2の接着剤層464が基材460に適用される。接着剤層462、464は、溝463、465のパターンを備えてもよい。任意の除去可能な剥離ライナー440、450が、それぞれ、第1および第2の接着剤層462、464に適用される。上記のとおり、任意のプライマーおよび接着促進層が、中間層の接着性を増強するために必要に応じて用いられてもよい。更に、層は、接着性を増強するために本技術分野に周知の方法によって処理または表面改良されてもよい。
【0084】
図6Bを参照すると、剥離ライナー440が除去されると、接着剤層462を用いて、テープ構造体410を印刷機内のキャリア412に結合してもよい。図6Cに示したように、剥離ライナー450が除去されると、接着剤層464を用いて印刷板416をテープ構造体に結合し、フレキソ印刷システムを形成してもよい。溝463、465は、適用処置の間に閉じ込められた空気を逃散させることを可能にする。
【0085】
図6Dに示された別の実施形態において、接着剤層462、464の一方あるいは両方ともがエンボス加工されるわけではない場合、キャリア412および/あるいは印刷板416のどちらかの表面が、それぞれ、溝495あるいは497でエンボス加工されて必要とされる空気ブリードを提供してもよい。溝495、497の寸法および間隔は接着剤層について記載した寸法および間隔に必ずしも制限されず、溝495、497は、必要とされる空気ブリードを提供すると共に特定の適用のプリントスルー欠陥を妨ぐのに必要ないずれの深さ、厚さおよび間隔を有してもよい。
【0086】
図7を参照すると、フレキソ印刷板516および多層構造体511を備えるフレキソ印刷物品500が示される。フレキソ印刷板516は、例えば、フォトポリマーあるいは成形された圧縮可能なゴムなどのいずれかの周知の印刷板材料から作製されてもよく、レリーフ画像520を有するレリーフ表面518を備える。多層構造体511は、接着材料564の層に接着したポリマーフィルムの基材層560を備える。接着剤層564は、溝565の配列を備える。任意の剥離ライナー550は、接着剤層564を覆う。印刷板516は、例えば、(1)フォトポリマーを基材層560上にコートし、および硬化し、(2)印刷板516を基材層560に熱接着し、あるいは(3)印刷板516を接着剤層(図7に示されない)を有する基材560に付着させることによって作製される。多層構造体511は、接着剤層564に接着した任意の発泡体層570および基材560に接着した任意の接着剤層561を更に備えてもよい。
【0087】
図8に示したように、剥離ライナー550が除去されると、物品500が印刷機内のキャリア512に付着されてもよい。溝565は、それがキャリア512に結合されるときに物品500下に閉じ込められた空気を逃がすことを可能にする。キャリア512は、本技術分野で周知のいずれかの印刷機キャリア、例えば、米国特許第4,903,597号に記載されているような積層複合スリーブ材料、米国特許第4,496,434号に記載されているような金属スリーブ、米国特許第3,978,254号に記載されているような螺旋捲回プラスチックテープ、あるいは可撓性ベルトであってもよい。キャリアスリーブはいずれの形状であってもよく、一般に円筒状であるが、米国特許第4,144,812号および4,144,813号に記載された非円筒状スリーブもまた用いられてもよい。
【0088】
図9に示した別の実施形態において、エンボス加工しない接着剤層568を用い、溝569の配列をキャリア512の表面に形成して物品500が適用されるときに空気ブリードを提供する。
【0089】
上に記載したテープ構造体が、いずれかの周知のフレキソ印刷装置内のキャリアに適用されてもよい。
【0090】
本発明は、以下の非制限的な実施例に対して記載される。
【実施例】
【0091】
試験方法
1.空気ブリード
この試験は、先にテープを印刷シリンダに適用した後に印刷板をフレキソ印刷取り付け用テープに適用するのを模倣するように計画された。特に指示しない限り、フレキソ印刷取り付け用テープを、印刷板側の接着剤上の保護被覆ライナーと露出したシリンダ側の接着剤とを有する形状(例えば、ロール)で提供した。
【0092】
この試験において、テープのシリンダ側の接着剤を平滑な剥離ライナーに適用し、圧延してテープ試料/(テープのシリンダ側の剥離ライナー)の積層体を提供した。これは、テープを印刷シリンダに適用することを意味した。次に、テープの印刷板側の接着剤を露出させ、テープ試料/(テープのシリンダ側の剥離ライナー)の積層体を試験取付具に適用し、圧延した。これは、フレキソ印刷取り付け用テープの印刷板側の接着剤に印刷板を接合することを意味した。第2の基材(すなわち、試験取付具)に適用後の空気ブリード(本明細書中、気流とも称される)は、本発明に対して関係がある特徴である。この試験において、第2の基材は印刷板を意味するものとする。
【0093】
仮説試料がシリンダ側の接着剤の上に形あるいは溝を有する場合、その側面を、印刷板側の接着剤の代わりにあるいはそれに加えて上記の試験を用いて測定してもよい。この場合、次に、印刷板側のライナーを除去し、平滑な被覆ライナーをその位置に適用する。
【0094】
微細構造化テープが基材に適用後に空気ブリード(気流とも称される)を提供する能力を、以下の方法で測定した。試験取付具は、内部の機械加工された、一方が他方の中にある2つの同心円状流路を有するステンレス鋼基材であった。2つの円は、それぞれ、2.0インチ(5.1cm)および2.5インチ(6.4cm)の半径を有し、各々の流路は幅0.030インチ(0.76μm)、深さ0.060インチ(1.52μm)であった。各々の流路が一対の開口部を有し、直径0.03インチ(0.76μm)の長さであり、互いに約0.25インチ(0.64cm)隔置された。内部流路の開口部を圧力源に接続し、外部溝/流路の開口部を気流測定装置に接続した。水0〜100インチの圧力を内部流路にその開口部を通して適用し、外部流路の開口部を通って外に出る空気の流れを測定した。気流をミリリットル/分の単位で記録した。
【0095】
大きさが6×6および7×7インチ(15.2×15.2〜17.7×17.8cm)のテープ試料のシリンダ側の接着剤層の露出面(キャリアに適用するための所期の接着剤層)を、わずかにより大きい寸法を有する透明PET剥離ライナー(Rexam(Iowa City,IA)製の商品名D67 #両面ポリコーテッドL/H 4GD/4D)の上に置いた。ライナーは一方の面に艶消仕上、反対側の面に光沢仕上を有し、シリンダ側の接着剤を、より高い剥離力を有する光沢面と接触させて置いた。
【0096】
テープを幅1.88インチ(4.77cm)、4.5ポンド(2.04キログラム)の硬いゴムローラを用いて圧延するために、ローラを前後に各1回、テープの1つの方向に沿って送り、次に、テープの全幅が圧延されるまで、隣接した、接触領域上でこの方法を繰り返しした。次いで、この圧延(rolldown)方法を、第1の方向に垂直な方向に繰り返した。次に、印刷板側の接着剤上の被覆フィルムを除去し、シリンダ側の接着剤上に剥離ライナーを有するテープを試験取付具上に置き、露出した印刷板側の接着剤が試験取付具と接触して接着剤層の端縁が最外流路の外に広がり、それによって接着剤層の境界内の全領域を覆うようにした。これを、上に記載したように圧延した。1分の停滞時間の後に、試験を開始するために圧力を適用し、水20、40、70、75、および100インチの圧力で気流の測定を行った。気流のスケールは102ml/分でピークに達した。これを超える値を、“>102”として記録する。
【0097】
2.接着剤浸潤性(接触面積の%)
接着剤層が基材表面を浸潤した度合を、ビデオカメラおよび非接触面積を計算した市販ソフトウェアパッケージを用いて調べた。「接着剤浸潤性のパーセント(%)」あるいは「接着剤浸潤性」とも本明細書で称される、接触面積は、100から非接触面積の%を引くことによって得られた。より具体的には、テープ試料を、トポグラフィーを有するテープの表面がガラスに接触しているように、長さ6インチ(15.2cm)、幅1.5インチ(3.8cm)、および厚さ約0.19インチ(0.48cm)である透明ガラスプレートに適用した。次に、テープを4.5ポンド(2.0kg)の硬いゴムローラを用いて圧延するために、ローラを前後に各1回、テープの長さに沿って送った。裏側にテープ試料を有するガラスプレートを、ベンチトップ表面から約20〜25°の角度で傾斜しているようにその長さに沿ってベンチトップ上に配置した。Sylvania Cool White F20T12CW蛍光灯を有する蛍光取付具をガラスプレートに平行に、プレートの一方の面までの距離が約8インチ(20.3cm)およびそれの上に高さ約9インチ(22.9cm)に置いた。前記蛍光取付具を、約30〜35°の角度でガラスプレートに対して傾斜した。プレートの反対側の面の上に、調節可能な絞りを有する、焦点距離55μmのマクロレンズを備えた白黒ビデオカメラを配置した。カメラを、ガラスプレートから約5.5インチ(14.0cm)の距離およびそれの上に約3インチ(7.6cm)の高さに配置した。カメラを約45°の角度でガラスプレートに対して傾斜した。同軸コネクタケーブルにより、カメラをビデオデジタルボード(Imaging Technologies,Incorporated製のPCVision+ 640)を備えたコンピュータと接続した。BioScan製の商品名OPTIMA4.10のソフトウェアを用いて、ガラスプレートの裏側のテープの非浸潤面積を分析した。平均「表面積接触(%)」および標準偏差を計算するために5つの異なった、隣接した領域を分析および使用した。
【0098】
実施例1
露出微細構造化表面を有する感圧接着剤層(以下、PSAと称される)を各面の上に有するフォームテープを作製した。テープを以下のように作製した。Rexam(Iowa City,IA)製の商品名D67#両面ポリコーテッドL/H 4GD/4Dの透明PET剥離ライナーは、一方の面に艶消仕上、反対側の面に光沢仕上を有した。艶消面の剥離力は、光沢面の剥離力より低かった。このライナーをエンボス加工して光沢面に微細構造化パターンを提供した。剥離ライナーをエンボス加工するために、最初に、それを予熱してライナーを軟化させ、そのエンボス加工性を改良し、その後に、加熱シリコーンゴムロールと加熱した、彫刻金属ロールとの間にそれを送った。金属ロール上の彫刻パターンは、V形断面を有する一連の連続した、交差した凹んだ溝であった。これらはロールの外周に45度の角度の微小溝を有する四角形のグリッドを形成した。
【0099】
これは、一連の連続した、隆起した交差リッジ(および隆起リッジ間の本質的に平らなランド面積)を有する、剥離ライナーの光沢面の微細構造化パターンを提供した。これらは、フィルムの縦方向の端縁に45度の角度のリッジを有する四角形のグリッドを形成した。交点もまた隆起しているが、リッジほど高くない。リッジは、高さ約0.001インチ(25.5マイクロメータ)および基部の幅約0.004インチ(91.5マイクロメータ)であった。交点でのリッジの高さは、約0.0008インチ(20.8マイクロメータ)であった。隣接したリッジ間の中心から中心までの距離は、約0.050インチ(1270マイクロメータ)であった。エンボス加工したポリエステルライナーの厚さは、エンボス加工面のリッジの上部からライナーの反対側の面のエンボス加工しない表面まで測定したとき、約0.0045インチ(114マイクロメータ)であった。
【0100】
イソオクチルアクリレート:アクリル酸(IOA:AA)/97:3(w:w)の組成物およびトリアジン架橋剤を有する塗布可能なアクリルシロップを調製し、米国特許第4,330,590号に全て開示されているように、エンボス加工ライナーの微細構造化表面をコートし、シロップのコート面から紫外線照射によって硬化した。得られた転写テープは、0.002インチ(50.8マイクロメータ)のPSA厚さを有した。次に、熱可塑性接着促進剤の層を、PSAの露出面に適用した。
【0101】
エンボス加工ライナー/PSA/接着促進剤転写テープを、熱可塑性接着促進剤がEVAフォームと接触するように、12ポンド/立方フィート(0.192グラム/cm3)の公称密度および約0.029インチ(737マイクロメータ)の厚さを有する独立気泡の、化学架橋エチレン/ビニルアセテートフォーム(以下、EVAフォームと称される)に積層した。これは、その一方が加熱された、一対のニップローラーを用いて行われた。(上部から下部まで)フォーム/熱可塑性接着促進剤/(シリンダ側)アクリルPSA/エンボス加工フィルムの多層構造体がこのように得られた。次に、この多層構造体の厚さを、露出した、コートされないフォーム表面からフォームを除去することによって、約0.0185インチ(470マイクロメータ、エンボス加工フィルムを含めない)に調節した。
【0102】
3M(St.Paul,MN)製の商品名Scotchpak 30613の接着剤付きフィルムを提供し、次いで、フィルムの非接着性表面をコロナ処理した。次に、無機酸化物粒子の連続ゲル化網目のコーティングを、フィルムのコロナ処理表面の上に提供した。このようなプライマーコーティングのコロナ処理、調製および適用は、EP372,756号に記載されている。
【0103】
エンボス加工表面の上にPSA層を有するエンボス加工微細構造化ライナーを、上に記載したように調製したが、以下の変更がある。PSA組成物は、IOA:AA/98:2であり、ヘキサンジオールジアクリレート架橋剤を用いた。次に、この構造体をプライマーのコートされたScotchpak 30613に室温で一対のニップローラーを用いて積層し、エンボス加工ライナー上のPSAを無機酸化物粒子のコーティングに接着した。結果は、(上部から下部まで)エンボス加工ライナー/(印刷板側)アクリルPSA/無機酸化物粒子コーティング/コロナ処理Scotchpak 30613の多層構造体であった。
【0104】
次に、この多層構造体を、露出フォーム表面がScotchpak 30613層の露出面と接触するように、前もって調製したフォーム/熱可塑性接着促進剤/(シリンダ側の)アクリルPSA/エンボス加工ライナー構造体に、一方が加熱された一対のニップローラーを用いて積層した。最終多層物品は、(上部から下部まで)エンボス加工ライナー/(印刷板側)アクリルPSA/無機酸化物粒子コーティング/コロナ処理Scotchpak 30613/フォーム/熱可塑性接着促進剤/(シリンダ側)アクリルPSA/エンボス加工ライナーの構造体を有し、2つのエンボス加工ライナーを含めずに約0.022インチ(559マイクロメータ)の厚さを有した。次に、一番下のエンボス加工ライナーを除去し、物品を巻き上げ、上の試験方法に記載したように空気ブリードおよび接着剤の浸潤性の特徴について試験されるまでロールの形(一番上のエンボス加工ライナーが外層である)で保管した。結果を以下の表1および2に記載する。
【0105】
実施例2
実施例1を繰り返したが、以下の変更がある。シリンダ側の接着剤は、ヘキサンジオールジアクリレートと架橋されたIOAのホモポリマーであった。試料を、試験前に室温(20〜25℃)で18カ月間、ロールの形で老化させた。
【0106】
エンボス加工ポリエステルライナーのリッジ高さは、約0.0009インチ(23マイクロメータ)であり、リッジ幅は約0.0035インチ(90マイクロメータ)であり、リッジの交点でのリッジ高さは約0.00006インチ(16マイクロメータ)であった。EVAフォームは架橋され、6ポンド/立方フィート(0.096グラム/cm3)の公称密度を有した。得られたフォームテープを、上に記載したように空気ブリードおよび接着剤浸潤性の特徴について測定した。結果を以下の表1および2に記載する。
【0107】
比較例1
DuploFLEX 5.1(Lohmann Technologies(Hebron,KY)製)、フレキソ印刷板用の市販のフォーム取り付け用テープを、上に記載したように空気ブリードおよび接着剤浸潤性について測定し、結果を以下の表1および2に記載する。
【0108】
比較例2
フレキソ印刷フォトポリマー印刷板を取り付けするのに使用するために販売された、TESA 52502 Softprint(Tesa Tape,Inc.(Charlotte,NC)製の、両面にアクリル接着剤を有するフィルム補強材を有する独立気泡ポリエチレンフォーム)を、上に記載したように空気ブリードおよび接着剤浸潤性について測定した。結果を以下の表1および2に記載する。
【0109】
比較例3
3M製の商品名3M Cushion Mount Plus 1020コンビネーションプリンティングテープとして入手できるフレキソ印刷アクリル接着剤両面塗布フォーム取り付け用テープを、上に記載したように空気ブリードおよび接着剤浸潤性について測定した。接着剤層のいずれにも溝がなかった。結果を以下の表1および2に記載する。
【0110】
比較例4
3M製の商品名10,004 Scotch−FlexoMount Plate Mounting Tape Systemの、クレープ状の特徴を有する剥離ライナーを有するアクリル接着剤両面塗布印刷板取り付け用テープを、上に記載したように空気ブリードおよび接着剤浸潤性について測定した。結果を以下の表1および2に記載する。
【0111】
比較例5
日東電工(日本、東京)製のビニル裏材を有する両面塗布PSAテープを試験用に入手した。フレキソ印刷に使用するために販売されているテープは、一方の面にコートされたストリップであり、その剥離ライナーなしで厚さ約0.020インチ(0.051cm)であった。テープをガラスプレートの上に置き、接着剤領域の幅を測定すると、約0.250インチ(0.64cm)であった。接着剤領域は、約0.053インチ(0.136cm)の幅を有する接着剤のない領域によって隔てられた。接着剤領域の高さは、約0.002インチ(0.0051cm)であった。テープを、上に記載したように、空気ブリードおよび接着剤浸潤性について測定したが、以下の変更があった。平行した接着剤領域および接着剤のない領域の交互のストリップ(その両方がテープの長さにわたる)を有する露出したシリンダ側の接着剤を、印刷板側の接着剤のように処理し、第2の基材(例えば、印刷板)に適用した後に気流を最大にした。テープを、ストリップにコートされた接着剤が試験基材と接触しているように、受け入れたまま適用した(連続的な印刷板側の接着剤上に平滑な保護被覆ライナーを有する)。結果を以下の表1および2に記載する。
【0112】
比較例6
両面塗布感圧接着テープ試料を、Lohman Technologies, Hebron,KY)製の商品名Dupolfolとして入手した。テープは、その剥離ライナーなしで厚さ約0.004インチ(0.010cm)であり、印刷板側の接着剤上のクレープ状の特徴を有する緑色ライナーおよびシリンダ側の接着剤上の透明な、平滑な保護ライナーを有するシート形状で得られた。ライナーを除去して印刷板側の接着剤を露出し、テープのこの表面を試験基材に適用し、上に記載したように空気ブリードおよび接着剤浸潤性について測定した。結果を以下の表1および2に記載する。
【0113】
【表1】

【0114】
【表2】
【0115】
実施例3
溝付きフレキソ印刷キャリアを、以下の方法で炭酸ガスレーザ融蝕エッチングによって作製した。Klockner Pentaplast of America,Inc.(Gordonsville,VA)製の商品名Pentalan TF188/06光沢/光沢透明オレンジとして入手できる厚さ0.762μm(0.030インチ)の再利用可能なフレキソ印刷板取り付け用ブランケット(キャリア)のシートを、Universal Laser Systems(Scottsdale,AZ)から入手できるモデル ULS−50PS レーザーエングレーバーの定盤に固定した。次に、1インチ当たり約25ラインの線状溝パターンを、フレキソ印刷キャリアの露出面にエッチした。各溝は、0.267μm(0.011インチ)の平均幅および約0.051μm(0.002インチ)の最大平均深さを有した。溝の断面形状は、略矩形であり、溝基部の粗さはわずかであった。乾燥ティッシュでいずれの荒いバリをもきれいに除去した後に、溝の間のキャリアの平らなランド面積を観察すると、本質的に平坦であり、彫刻プロセスのために別の仕方で変形されていなかった。結果は、約73%の平らなランド面積を保有する溝付きフレキソ印刷キャリアであった。
【0116】
3M Company(St.Paul,MN)製の商品名Cushion−Mount Plus 1020コンビネーションプリンティングテープとして入手できる、溝なしテープ約5cm×10cm試験片の露出感圧接着剤を手で、フレキソ印刷キャリアの彫刻パターン面積および平滑な(彫刻されない)面積に適用した。テープをそっと配置し、矩形の試料の多数の領域が同時にキャリアシートと接触するように適用した。次に、適度な手圧をテープ表面の上に適用し、境界面での密接な表面接触を確実にした。次いで、キャリアをひっくり返し、テープとキャリアとの境界面を透明なキャリアを通して観察した。次に、いずれの残存している閉じ込められた空気の気泡をも除くために、付加的な手圧を1〜2分にわたって用いた。結果は、テープと平滑な彫刻されないキャリアとの間に多数の閉じ込められた空気の気泡が目に見えたことであったが、他方、レーザー彫刻キャリアの実施例は、閉じ込められた空気の気泡がないように思われた。
【0117】
本発明の多くの実施形態を記載した。にもかかわらず、本発明の精神および範囲から外れることなくいろいろな変更がなされてもよいことは理解されるであろう。したがって、他の実施形態は、以下の請求項の範囲内である。
【技術分野】
【0001】
本発明はフレキソ印刷に関し、より詳しくは、閉じ込められた空気の排出を可能にするフレキソ印刷のためのテープまたはキャリアに関する。
【背景技術】
【0002】
フレキソ印刷および/または凸版印刷は、第一逃げ印刷面を有する可撓性印刷版を用いる印刷プロセスである。基本的フレキソ印刷プロセスは、印刷しようとする情報のレリーフ画像を保持する可撓性で少なくとも最小限圧縮可能な平面印刷版からなる。印刷版は、フレキソ印刷システムを形成するために印刷機内でキャリアに接着剤で結合されうる。キャリアは、ドラム様構造、円筒スリーブまたは連続ベルトであることが可能である。キャリアは、必要なリピート長さで印刷することを可能にするために適切な直径に厳密に機械加工される。キャリアおよび結合された印刷版は、印刷プロセスを行うために印刷機内に挿入することが可能である。
【0003】
フレキソ印刷プロセスにおいて、印刷版は、インキの層が印刷版のレリーフ画像面上に適用されるインキステーションを過ぎて移動する。次に、キャリアは、インキ保有レリーフ画像を転写ステーションに移動させ、そこでインキ層はレセプター基板面と接触する。印刷版が基板から離れる時、インキ膜は分流し、基板上にレリーフパターンの印刷された画像を残す。各インキ転写は、通常、印刷版上で厳密に制御された圧力を用いてニップ形式または平面形式で行われる。この制御された圧力は、レセプター基板の表面上に適用されるインキ膜の厚さおよび均一性を制御することによりプリント品質を維持する。別のキャリア層、クッション層および繋ぎ層をフレキソ印刷エレメント内に含めることが可能である。
【0004】
両面塗布テープ構造は、典型的には、キャリア上に印刷版を取り付けるために用いられる。最初に、テープはロールから巻き出され、接着剤の層は露出され、接着剤層はキャリアに接着される。次に、剥離ライナーがテープの反対側から取り除かれ、フレキソ印刷版はキャリアに結合される。プリント品質を維持するために、印刷版は注意深くキャリアに結合されるのがよく、最初の結合は成功しないことが多い。例えば、キャリアとの厳密な見当合せを維持するために印刷版の位置を変えることが必要になりうる。結合中および一切の位置変え中に、印刷版とテープとの間の界面、またはテープとキャリアとの間の界面に空気が閉じ込められることが多い。不安定な気泡は印刷版とキャリアとの間で圧力変動を引き起こし、フレキソ印刷プロセスにおける印刷欠陥の主要な原因の一つになる。フレキソ印刷プリンタは、典型的には、印刷エレメントを印刷機内に入れた後にシリンジおよび剃刀ナイフで閉じ込められた空気を除去し、そのことが印刷版を損ない、高いプレプレスコストおよび過度なプレスルームダウンタイムの原因になる。気泡は、高解像度ではフレキソ印刷プリント品質に大幅な影響を及ぼし、それは、オフセット印刷およびグラビア印刷の存続可能な代替方法としてのフレキソ印刷の将来に悪影響を及ぼす。
【0005】
空気の閉じ込めを減少させるために、テープの対向する面に異なったパターンで接着剤を適用させることが可能である。例えば、塗布面と非塗布面の交互帯を含む縞模様または波模様で接着剤を適用させることが可能である。これらのテープは、空気を抜くことで有効である一方で、典型的には高プリント速度で厳密なキャリア/印刷版見当合せを維持するのに十分に信頼できる接着性をもたない。クレープ様テープで用いられるものなどの隆起および小石、または山および谷などの不規則模様も限定的な量の空気を抜くことが可能であるが、模様の不規則な性質は、テープ表面の一部下での空気の閉じ込め、および接着性の一定しないレベルを引き起こす。これらのテープはキャリア上で位置を変えることも難しい。
【0006】
特開平8−100155号公報には、フレキソ印刷プロセスにおいて印刷版に適用されうる両面塗布接着剤テープが記載されている。この公報に記載されたテープ構造において、両側に不均一面を形成するために裏地は端から端までエンボスされる。その後、閉じ込められた空気の放出が可能な両面塗布テープを形成するために、エンボスされた裏地の対向する面の各々に感圧接着剤が溶媒被覆される。しかし、対向する面上のパターンが互いの反転画像であるので、各面での空気ブリードおよび接着性は、裏地の形状とは無関係に厳密に制御することは難しい。さらに、印刷版をキャリアに結合するためにエンボスされた接着剤エレメントを用いる場合、エンボスされた模様は印刷面に移りうる。この問題は高解像度のフレキソ印刷プロセスにおいて益々深刻になる。
【発明の概要】
【発明が解決しようとする課題】
【0007】
多くの接着剤構造および接着剤材料が知られている一方で、フレキソ印刷用途のために適する特性を有する利用可能な従来の接着剤材料はない。
【課題を解決するための手段】
【0008】
第1の実施形態において、本発明はフレキソ印刷版のためのキャリアである。キャリアは表面と表面上のテープとを含む。テープは、キャリア表面上の第1の接着剤層と第1の接着剤層上の基板と基板の反対側の第2の接着剤層とを含み、基板は略平滑である。第1の接着剤層と第2の接着剤層の少なくとも一方は、好ましくは略連続的であるとともに、永久溝の規則的パターンを含む。溝は、好ましくは約4μm〜約200μmの深さおよび約4μm〜約200μmの幅を有する。
【0009】
第2の実施形態において、本発明は印刷版を取り付ける方法である。本方法は、取付け面を有するフレキソ印刷版のためのキャリアを提供する工程を含む。第1の接着剤層と第1の接着剤層上の基板と基板の反対側の第2の接着剤層とを含むテープが提供され、基板は略平滑である。第1の接着剤層と第2の接着剤層の少なくとも一方は、好ましくは略連続的であるとともに、永久溝の規則的パターンを含む。溝は、好ましくは約4μm〜約200μmの深さおよび約4μm〜約200μmの幅を有する。その後、第1の接着剤層はキャリアの取付け面に適用される。その後、印刷版はテープの第2の接着剤層に適用してもよい。
【0010】
第3の実施形態において、本発明は、第1の接着剤層と第1の接着剤層上の基板と基板の反対側の第2の接着剤層とを含むフレキソ印刷のための接着剤テープである。基板は、発泡体層、少なくとも一層の略平滑な高分子フィルム層またはそれらの組み合わせ層を含んでもよい。第1の接着剤層と第2の接着剤層の少なくとも一方は、好ましくは略連続的であるとともに、永久溝の規則的パターンを有する。溝は、好ましくは約4μm〜約200μmの深さおよび約4μm〜約200μmの幅を有する。
【0011】
第4の実施形態において、本発明は、取付け面を有するフレキソ印刷版のためのキャリアを提供する工程を含むフレキソ印刷方法である。その後、第1の接着剤層と第1の接着剤層上の基板と基板の反対側の第2の接着剤層とを含むテープが提供され、基板は略平滑である。第1の接着剤層と第2の接着剤層の少なくとも一方は、好ましくは略連続的であるとともに、永久溝の規則的パターンを含む。溝は、好ましくは約4μm〜約200μmの深さおよび約4μm〜約200μmの幅を有する。テープの第1の接着剤層はキャリアの取付け面に適用され、印刷版はテープの第2の接着剤層に適用される。インキは印刷版上に適用され、その後、インキは基板に適用される。
【0012】
第5の実施形態において、本発明はフレキソ印刷版のためのキャリアを含む印刷デバイスである。キャリアは表面と表面上のテープとを含む。テープはキャリア表面上の第1の接着剤層と第1の接着剤層上の基板と基板の反対側の第2の接着剤層とを含み、基板は略平滑である。第1の接着剤層と第2の接着剤層の少なくとも一方は、好ましくは略連続的であるとともに、永久溝の規則的パターンを含む。溝は、好ましくは約4μm〜約200μmの深さおよび約4μm〜約200μmの幅を有する。印刷版は、テープの第2の接着剤層に適用される。
【0013】
第6の実施形態において、本発明は、下面およびレリーフ面を有する印刷版を含むフレキソ印刷のための印刷版である。取付けテープは印刷版の下面上にあり、取付けテープは、印刷版の下面に結合された第1の表面を有する略平滑な基板および第1の表面の反対側にある前記基板の第2の表面に結合された接着剤層を含む。接着剤層は、好ましくは略連続的であるとともに、永久溝の規則的パターンを含む。溝は、好ましくは約4μm〜約200μmの深さおよび約4μm〜約200μmの幅を有する。
【0014】
第7の実施形態において、本発明はフレキソ印刷のための印刷版である。印刷版は下面およびレリーフ面を有する。接着剤層は印刷版の下面上にある。接着剤層は、好ましくは略連続的であるとともに、永久溝の規則的パターンを含む。溝は、好ましくは約4μm〜約200μmの深さおよび約4μm〜約200μmの幅を有する。
【0015】
第8の実施形態において、本発明は、レリーフ面と、このレリーフ面の反対側にある下面であって、溝のパターンを含む下面とを有するフレキソ印刷のための印刷版である。
【0016】
第9の実施形態において、本発明は、印刷版のための取付け面を有するキャリアであって、溝のパターンを含む取付け面を有するフレキソ印刷機内の印刷版のためのキャリアである。
【0017】
本発明のフレキソ印刷テープは、高印刷速度で印刷版キャリアに効果的に接着させるために十分な表面接触を有する接着剤層を含む。本発明のテープ内の溝は、キャリアへのテープの適用中、またはテープへの印刷版の適用中に、閉じ込められた空気の排出を可能にする。これは、より厳密なキャリア/印刷版見当合せを可能にし、それは、プリント品質を改善するとともに印刷版を変更するのに要する時間を短縮する。本発明のフレキソ印刷テープは、閉じ込められた気泡によって引き起こされる高価な印刷版に対する損傷および過度な摩耗を減少させ、それは印刷コストを低減する。さらに、本発明のテープ内の溝の寸法および設計は、帯被覆テープまたはより大きな機構を有するテープに比べて流体、例えば、洗浄溶液の進入の速度を制限する。
【0018】
本発明の一つ以上の実施形態の詳細を以下の添付図および説明で記載する。本発明の他の特徴、目的および利点は、説明、図面および請求の範囲から明らかであろう。
種々の図面中の類似参照符号は類似エレメントを示す。
【図面の簡単な説明】
【0019】
【図1A】本発明のフレキソ印刷システムを示す透視図である。
【図1B】本発明のフレキソ印刷システムを示す側面図である。
【図2】接着剤層の一主面内の溝の配列を伴った接着剤層を示す概略透視図である。
【図3】接着剤層の表面から分離されつつあるエンボスされた剥離ライナーを示す概略側面図である。
【図4A】本発明の転写テープを示す側面図である。
【図4B】本発明の印刷版を示す側面図である。
【図4C】本発明の印刷版キャリアを示す側面図である。
【図5】本発明の両面塗布テープを示す側面図である。
【図6A】支持層および発泡体層を有する本発明の両面塗布テープを示す側面図である。
【図6B】印刷機内でキャリアに接着された図6Aのテープを示す側面図である。
【図6C】キャリアおよび印刷版に接着された図6Aのテープを示す側面図である。
【図6D】エンボスされた面を有するキャリアおよび印刷版に接着されたエンボスされていない接着剤層を有するテープを示す側面図である。
【図7】印刷版に貼合された本発明のテープ構造を示す側面図である。
【図8】印刷機内でキャリアに接着された図7の貼合せ体を示す側面図である。
【図9】エンボスされた面を有するキャリアに接着されたエンボスされていない接着剤層を有する貼合せ体を示す側面図である。
【発明を実施するための形態】
【0020】
図1Aを参照すると、従来のいずれの輪転印刷機において用いられてもよい基本フレキソ印刷システム10が示される。システム10は円筒状またはドラム状版面キャリア12を備える。キャリア12はその長手軸14を中心にして回転し、フレキソ印刷版面16を固定支持する。フレキソ印刷版面16は、印刷される情報のレリーフ画像20を有するレリーフ表面18を備える。版面16は一般に、可撓性ポリマーの材料から作製され、任意の金属レリーフ表面を備えてもよい(図1Aに示さない)。版面16は、接着剤22の層によってキャリア12に強固に付着される。接着剤22はキャリア12に直接に結合されてもよく、キャリア12は任意にプライマー層を備え(図1Aに示さない)、材料間の接着性を増強してもよい。
【0021】
接着剤22は、その少なくとも一方の主面に永久溝のアレイを備える。この実施形態において、接着剤22は第1の主面25上の永久溝24の第1のアレイおよび第2の主面27上の永久溝26の第2のアレイを備える。空気が接着剤22とキャリア12との間に、あるいは接着剤22と版面16との間に閉じ込められる場合、適用処置をする間に、溝24、26は、閉じ込められた空気を接着剤層22の端縁に方向に移動させ、逃散させる。
【0022】
あるいは、キャリア12の露出取り付け用表面および/あるいはレリーフ表面18の反対側の版面16の裏面は、溝のパターンを有し、適用中に閉じ込められた空気が逃げるのを可能にする(図1Aに示さない)。
【0023】
図1Bを参照すると、キャリア112はまた、方向114に移動するベルトの形状であってもよい。ベルトキャリア112は、接着剤層122と、印刷されるレリーフ文字120を有するレリーフ表面118を有する版面116と、を備えてもよい。接着剤層122は、溝124、126のパターンをその対向した主面125、127上に備え、閉じ込められた空気を逃がすことができる。ベルト状キャリア112は一般に、波形箱素材あるいは他のパッケージング材料を印刷するために用いられる。
【0024】
例えば、図1Aおよび1Bの22、122など、本発明に用いた接着剤層は、何れの周知の接着材料から作製されてもよく、好ましくは感圧接着材料である。この出願で用いた用語、感圧接着剤は、以下の基準の少なくとも1つを満たすいずれかの材料を意味する。感圧接着剤を特定するこれらの方法のいずれも、本発明の感圧接着剤を選択するために適している。
【0025】
(1)周知のダルキスト基準は、Handbook of Pressure Sensitive Adhesive Technology、ドナタスサタス(編)、第2版、172ページ、ヴァンノストランドラインホールド、ニューヨーク州、ニューヨーク、1989年(その内容を本明細書に引用したものとする)に記載されているように、1×10-6cm2/ダインより大きい1秒のクリープコンプライアンス(1 second creep compliance)を有する接着剤として感圧接着剤を定義する。あるいは、弾性率は、第1近似に、クリープコンプライアンスの逆であるので、感圧接着剤は、1×106ダイン/cm2より小さい弾性率を有する接着剤として定義されてもよい。
【0026】
(2)感圧接着剤は好ましくは室温で攻撃的および永久的に粘着性であり、指あるいは手圧より大きい圧力を必要とせずにちょっと接触しただけでいろいろな異なった表面に強固に付着し、感圧テープ会議、1985年8月によって提供された感圧テープ産業用語集(Glossary of Terms Used in the Pressure Sensitive Tape Industry)(その内容を本明細書に引用したものとする)に記載されているように残留物を残さないで平滑な表面から除去することができる。
【0027】
(3)感圧接着剤は好ましくは、25℃での剪断弾性率(G’)対周期数のグラフにプロットされる以下の点によって規定される領域内の室温貯蔵弾性率を有する。すなわち、約0.1ラジアン/秒(0.017Hz)の周期数で約6×104〜4×105ダイン/cm2の弾性率の範囲、約100ラジアン/秒(17Hz)の周期数で約3×105〜8×106ダイン/cm2の弾性率の範囲(例えば、ドナタスサタス、Handbook of Pressure Sensitive Adhesive Technology、第2版、ヴァンノストランドラインホールド、ニューヨーク(1989年)の173ページの図8−16を参照のこと)。
【0028】
適した感圧接着材料には、例えば、アクリル、ジビニルエーテル、天然あるいは合成ゴムベース材料、ポリ(アルファ−オレフィン)、およびシリコーンなどがある。感圧接着剤は好ましくは、結合される基材から使用後にきれいに除去できるように選択される。
【0029】
有用なアクリル感圧接着材料には、アルキル基が(平均して)約4〜14個の炭素原子を含有すると共にホモポリマーが約0℃以下のTg(ガラス転移温度)を有する非第三アルコールの少なくとも1つの共重合単官能性(メタ)アクリル酸エステルを含有する材料などがある。これらの材料には、ホモポリマーが少なくとも約10℃のTgを有する少なくとも1つの共重合単官能性エチレン性不飽和強化モノマーを含めてもよい。
【0030】
本明細書中で用いた用語(メタ)アクリルは、アクリルおよびメタクリルを指す。用語、単官能性(メタ)アクリル酸エステルは、モノ−(メタ)アクリルモノマーあるいは、1つの(メタ)アクリル官能価を含有するモノマーを指すが、他の官能価が存在してもよい。用語、単官能性エチレン性不飽和強化モノマーは、モノエチレン性不飽和モノマーあるいは、エチレン性不飽和官能価を含有するモノマーを指すが、他の官能価が存在してもよい。本明細書で用いるとき、強化モノマーは、接着剤の弾性率を増大させ、それによってその強度を増大させるモノマーを意味する。非第三アルコールのアルキル基は、エーテルを形成する鎖中に酸素原子を任意に含有することができる。
【0031】
適した単官能性(メタ)アクリル酸エステルの実施例には、2−メチルブチルアクリレート、2−エチルヘキシルアクリレート、イソオクチルアクリレート、ラウリルアクリレート、n−デシルアクリレート、4−メチル−2−ペンチルアクリレート、イソアミルアクリレート、sec−ブチルアクリレート、およびイソノニルアクリレートなどがあるがこれらに制限されない。用いることができる好ましい(メタ)アクリル酸エステルには、2−エチルヘキシルアクリレート、イソオクチルアクリレート、ラウリルアクリレート、および2−メチルブチルアクリレートなどがあるがこれらに制限されない。
【0032】
単官能性強化モノマーには、(メタ)アクリル酸、(メタ)アクリルアミド、(メタ)アクリレート、アルファ−オレフィン、ビニルエーテル、アリルエーテル、スチレンモノマー、あるいはマレエートなどがあるがこれらに制限されない。適した単官能性強化モノマーの実施例には、イタコン酸、マレイン酸、フマル酸、2−ヒドロキシエチルアクリレートあるいはメタクリレート、シクロヘキシルアクリレート、t−ブチルアクリレート、フェニルアクリレート、イソボルニルアクリレート、2−フェノキシエチルアクリレート、N−ビニルピロリドン、N−ビニルカプロラクタム、アクリルアミド、メタクリルアミドの他、N,N−エチルアクリルアミド、N−ヒドロキシエチルアクリルアミド、N−オクチルアクリルアミド、N−t−ブチルアクリルアミド、N,N−ジメチルアクリルアミド、N,N−ジエチルアクリルアミド、およびN−エチル−N−ジヒドロキシエチルアクリルアミドなどのN置換およびN,N−二置換アクリルアミドなどがあるがこれらに制限されない。好ましい単官能性強化モノマーには、アクリル酸、t−ブチルアクリレート、N,N−ジメチルアクリルアミド、N−オクチルアクリルアミド、イソボルニルアクリレート、および2−フェノキシエチルアクリレートなどがあるがこれらに制限されない。強化モノマーのいろいろな組合せもまた、使用することができる。
【0033】
アクリル接着剤は好ましくは、例えば、励起状態で水素を抽出することができるエチレン性不飽和化合物、および共重合性多官能性エチレン性不飽和モノマーなどのいろいろな架橋剤を含有する。適した、任意の架橋剤の実施例は、例えば、p−アクリルオキシベンゾフェノンなど、励起状態で、水素を抽出することができる共重合性エチレン性不飽和化合物である。適した共重合性多官能性エチレン性不飽和モノマーには、例えば、1,6−ヘキサンジオールジアクリレート、トリメチロールプロパントリアクリレート、ペンタエリトリトールテトラアクリレート、1,2−エチレングリコールジアクリレートおよびエチレンオキシド変性ビスフェノールAのジアクリレートなどがある。置換トリアジンなどの光架橋剤もまた有用である。実施例には、米国特許第4,329,384号および4,330,590号(ヴェスレイ)(その内容を本明細書に引用したものとする)に記載されているような2,4−ビス(トリクロロメチル)−6−(4−メトキシフェニル)−s−トリアジンおよび2,4−ビス(トリクロロメチル)−6−(3,4−ジメトキシフェニル)−s−トリアジンなどがある。多くのこのようなトリアジンは活性化した時にHClを生じるので、塩基性化合物を前記ポリマー組成物に添加することが有利である場合がある。
【0034】
架橋剤のいろいろな組合せもまた、使用することができる。時々、高分子モノマー(すなわち、「マクロマー」)と称されるビニル末端ポリマーモノマーもまた、架橋剤として用いられてもよい。このようなモノマーは周知であり、米国特許第3,786,116号(ミルコヴィッチら)および3,842,059号(ミルコヴィッチら)、並びに、Y.ヤマシタら、Polymer Journal、14、255−260(1982年)、およびK・イトーら、Macromolecules、13、216−221(1980年)に開示された方法によって調製されてもよい。一般に、このようなモノマーはアニオン重合あるいはフリーラジカル重合によって調製される。
【0035】
ビニル末端重合性架橋モノマーは、(メタ)アクリレートモノマーおよび強化モノマーと重合すると、ほかの場合なら軟質であるアクリレート主鎖を強化する傾向がある重合性側基部分(pendant polymeric moieties)を有するコポリマーを形成し、得られたコポリマー接着剤の剪断強度を実質的に増大させる。このような架橋ポリマー材料の特定の実施例は、米国特許第4,554,324号(ハスマンら)号に開示されている。好ましいビニル末端重合性モノマーには、式X−(Y)n−Z、式中、XがCH2=CH−またはCH2=C(CH3)−であり、Yがエステル基であり、nが1であり、Zがポリ(ビニルトルエン)である、(メタ)アクリレート末端ポリスチレンベースのマクロマー、あるいは式X−(Y)n−Z、式中、XがCH2=CH−またはCH2=C(CH3)−であり、Yがエステル基であり、nが1であり、Zがポリ(メチルメタクリレート)である、(メタ)アクリレート末端ポリ(メチルメタクリレート)マクロマーなどがある。架橋剤のいろいろな組合せもまた、使用することができる。
【0036】
適したアクリル感圧接着剤には、米国特許第4,693,776号(その内容を本明細書に引用したものとする)に記載されているようなイソオクチルアクリレート/アクリル酸/2−ポリ(スチリルエチルメタクリレート)マクロマーのコポリマーから調製されたアクリル感圧接着剤などがある。典型的なマクロマーは、Sartomer Company(Exton, Pennsylvania)の商品名「CHEMLINK 4500」(分子量13,000)の市販品である。
【0037】
(メタ)アクリルモノマーは好ましくは、コポリマーの全質量100部に対して80〜100質量部(pbw)の量で用いられる。強化モノマーは、コポリマーの全質量100部に対して0〜20pbwの量で用いられる。架橋剤は好ましくは、モノマーの総質量に対して0.005〜2質量パーセントの量、好ましくは約0.01〜約0.5質量%、より好ましくは約0.05〜0.15質量%の量で用いられる。
【0038】
本発明で用いた感圧接着剤にはまた、ビニルエーテルモノマーあるいはコモノマーを重合させることによって、あるいはビニルエーテルモノマーをアクリルモノマーと共重合することによって作製された感圧接着剤などがある。1種より多いビニルエーテル樹脂のブレンドを用いることは、この発明の範囲内である。アクリル感圧接着剤を調合するための一般的な指針はまた、ビニルエーテルベースの感圧接着剤に適用される。カチオン硬化化学が、ビニルエーテルモノマーを重合させる好ましい方法である。フリーラジカル化学を用いて、ビニルエーテルモノマーをアクリルモノマーと共重合させてもよい。特に感圧接着剤がビニルエーテルモノマーから作製されるとき、酸化防止剤を添加して、酸素、熱、および/あるいは光に暴露した時に接着剤の劣化を低減させる。
【0039】
有用なビニルエーテル感圧接着材料には、Handbook of Pressure Sensitive Adhesive Technology、第2版、D・サタス編、ヴァンノストランドラインホールド、ニューヨーク、1989年、17章、494〜507ページ(その内容を本明細書に引用したものとする)に記載されているような材料などがある。
【0040】
市販のジビニルエーテルの実施例には、トリエチレングリコールジビニルエーテル(GAF(Wayne,N.J.)製の商品名Rapicure DVE−3)、1,4−シクロヘキサンジメタノールジビニルエーテル(GAF製の商品名Rapicure CHVE)、およびVEctomer 2010、VEctomer 2020、VEctomer 4010、およびVEctomer 4020などのAllied Signal製の商品名VEctomerの樹脂などがある。他の適したビニルエーテルには、エチルビニルエーテル、n−ブチルビニルエーテル、イソブチルビニルエーテル、オクタデシルビニルエーテル、シクロヘキシルビニルエーテル、ブタンジオールジビニルエーテル、ヒドロキシブチルビニルエーテル、シクロヘキサンジメタノールモノビニルエーテル、ジエチレングリコールジビニルエーテル、およびトリエチレングリコールジビニルエーテルなどがあり、それらは、BASF Aktiengesellschaft(Ludwigshafen,Germany)製である。
【0041】
本発明で用いた感圧接着剤にはまた、ゴムベースの接着剤を挙げることができる。有用なゴムベースの感圧接着剤は、エラストマー成分および粘着付与樹脂および、任意に、架橋剤および/あるいは促進剤を含有する。
【0042】
適したエラストマー成分には、例えば、天然ゴム、スチレンブタジエンゴムの不規則コポリマーの他、スチレン−イソプレン−スチレン、スチレン−ブタジエン−スチレン、スチレン−エチレン/ブチレン−スチレン、スチレン−エチレン/プロピレン−スチレンなどのブロックコポリマー等の合成ゴム、およびこのようなゴムのいろいろな組合せなどがある。
【0043】
適した粘着付与樹脂には、C5−C9不飽和炭化水素モノマーの重合から誘導された樹脂、テルペン樹脂、およびロジンエステル樹脂などがある。このタイプのC5オレフィン分画ベースの粘着付与樹脂の実施例には、Goodyear Tire and Rubber Company(Akron,OH)の商品名WINGTACK 95およびWINGTACK 115の市販品などがある。他の炭化水素ベースの粘着付与樹脂には、Hercules Chemical Company(Wilmington,DE)製の商品名REGALREZ 1078およびREGALREZ 1126の市販品、Arakawa Forest Chemical Industries(Chicago,IL)製の商品名ARKON P115の市販品などのアクロン樹脂、およびExxon Chemical Company(Houston,TX)製の商品名ESCOREZの市販の樹脂などがある。適したテルペン樹脂には、脂環式、一環式、および二環式モノテルペンおよびそれらの混合物などのテルペン炭化水素の重合および/あるいは共重合によって得られたポリマー樹脂材料などのテルペンポリマーがある。適したテルペン樹脂には、Arizona Chemical Company(Wayne,NJ)製の商品名ZONAREZ BシリーズおよびZONAREZ 7000シリーズの市販品などがある。適したロジンエステル粘着付与樹脂には、Hercules Chemical Company(Wilmington,DE)製の商品名FORALおよびSTAYBELITEの市販品などがある。粘着付与樹脂は、エチレン性不飽和を含有することができる。しかしながら、飽和粘着付与樹脂が、耐酸化性が重要であるそれらの適用のために好ましい。粘着付与樹脂の量は一般に、エラストマー成分100質量部当たり、約20質量部〜約70質量部の範囲である。
【0044】
ゴムベースの接着剤のために適した架橋剤には、例えば、アルキルフェノール樹脂、アリールフェノール樹脂などのフェノール樹脂、およびハロゲン化フェノール樹脂、例えば、臭素化フェノール樹脂などがある。適したフェノール樹脂およびそれらの製造方法の実施例は、米国特許第2,987,420号(その内容を本明細書に引用したものとする)に記載されている。適したアルキルフェノール樹脂の実施例には、Schenectady Chemical Inc.(Schenectady,NY)製の商品名HRJ−1367、「HRJ−10518」、HRJ−11331およびSP−1045の市販品などがある。適した臭素化フェノール樹脂の実施例には、Schenectady Chemical Inc.(Schenectady,NY)製の商品名SP−1055およびSP−1056の市販品などがある。架橋剤の量は、エラストマー成分の100質量部当たり、約0〜約90質量部の範囲であってもよい。
【0045】
適した促進剤をゴムベースの接着剤組成物に添加して、架橋を促進してもよい。適した促進剤の実施例には、亜鉛塩(例えば、ロジン酸亜鉛)、塩化スズ、および酸促進剤(例えば、ステアリン酸)などがある。促進剤の量は一般に、エラストマー成分の100質量部当たり、約0〜15質量部の範囲である。
【0046】
ポリイソブチレンゴムベースの接着剤もまた、用いられてもよい。Handbook of Pressure Sensitive Adhesive Technology(ドナタスサタス)、第2版、388〜389ページ、ヴァンノストランドラインホールド、ニューヨーク(1989年)、を参照のこと。
【0047】
ポリ(アルファ−オレフィン)接着剤はまた、本発明で使用するのに適している。これらの材料は、標準温度および圧力で液体であるアルファ−オレフィンモノマーから誘導された1つ以上のモノマー単位を含む。前記モノマーは好ましくはC5−C30アルファ−オレフィンであり、より好ましくはC6−C20アルファ−オレフィン、最も好ましくはC6−C12アルファ−オレフィンである。このようなモノマーは任意に、これらのモノマーの重合あるいはそれから製造されたポリマーの望ましい性質を妨げない通常の置換基で置換されてもよい。前記オレフィンは線状であってもよいか、あるいは枝分かれしていてもよい(すなわち、1つ以上の側鎖を含む)。一般的な実施例には、1−ペンテン、1−ヘキセン、1−ヘプテン、1−オクテン、1−ノネン、1−デセン、1−ウンデセン、1−ドデセン、1−ヘキサデセン、1−オクタデセン、および4−メチル−1−ペンテンなどがある。これらのモノマーの1つ以上と低級(すなわち、C2−C4)1−アルケンとのブレンドもまた、本発明の範囲内である。好ましいアルファ−オレフィンモノマーは、1−ヘキセンおよび1−オクテンである。適したアルファ−オレフィンポリマーは、米国特許第5,112,882号(その内容を本明細書に引用したものとする)に記載されたポリマーである。
【0048】
アルファ−オレフィンポリマーはホモポリマー、不規則コポリマー、ターポリマー、あるいはテトラポリマーであってもよい。それはまた、いろいろな他の共重合性モノマーから誘導されたモノマー単位の散在されたホモポリ(アルファ−オレフィン)のブロックを含むことができる。有用な場合がある共重合性モノマーの実施例には、例えば、C6−C14アルファ−オメガ−ジエン、共役ジエン、トリエン、テルペン、およびアルケニル−ノルボルネンなど、ポリエンなどがある。
【0049】
これらのモノマーを、広範囲の温度、例えば、0℃〜140℃、好ましくは30℃〜90℃にわたって触媒系の存在下で、バルクであるいは1種以上の不活性溶剤中のどちらかで、重合させることができる。用いた触媒の量は好ましくは、モノマー1kg当たり、0.1〜5gの範囲である。有用な触媒系には、標準Zn触媒系、遷移金属化合物が(例えば、MgCl2粉末上に)担持されるZn触媒系、およびKaminsky−Ewen触媒系などがある。3つの全ての触媒系は、アルファ−オレフィン重合の当業者には周知である。
【0050】
アルファ−オレフィンポリマーは好ましくは、ガラス転移温度が−70℃〜0℃の範囲、より好ましくは−60℃〜−20℃の範囲である。アルファ−オレフィンポリマーは、インヘレント粘度が0.4〜9.0dL/g、より好ましくは0.5〜6.0dL/gの範囲であり、数平均分子量が5,000〜50,000,000、好ましくは50,000〜5,000,000の範囲である。
【0051】
1種以上の粘着付与樹脂をポリ(アルファ−オレフィン)添加することにより、粘着性を改良し、粘度を下げ、被覆性を改良し、熱安定性を付与し、剥離接着性を改良し、剪断接着性を(剥離接着性の低下を伴うことなく)増強することができる。粘着付与樹脂を用いる場合、それは、ポリマー100質量部当たり、約150質量部までの量で存在し得る。使用してもよい有用な場合がある粘着付与樹脂は、ゴムベースの接着剤に使用するために本明細書に記載した粘着付与樹脂と同じである。
【0052】
好ましくは、アルファ−オレフィンポリマー組成物はまた、一般にポリマーがコートされた後、化学線によって活性化される光架橋剤を含有する。適した光架橋剤には、(a)ベンズアルデヒド、発色団置換アセトアルデヒド、およびそれらの誘導体などのアルデヒド、(b)Sandoz Chemicals,Inc.(Charlotte,NC)製の商品名SANDORAY 1000として市販の、アセトフェノン、ベンゾフェノンおよびそれらの誘導体などのケトン、(c)ベンゾキノン、アントラキノン、およびそれらの誘導体などのキノン、(d)2−イソプロピルチオキサントンおよび2−ドデシルチオキサントンなどのチオキサントン、および(e)2,4−ビス(トリクロロメチル)−6−(4−メトキシフェニル)−s−トリアジン、および2,4−ビス(トリクロロメチル)−6−(3,4−ジメトキシフェニル)−s−トリアジンなど、発色団置換ビニルハロメチル−sym−トリアジン、などがあるがそれらに制限されない。多くのこのようなトリアジンは活性化した時にHClを生じるので、塩基性化合物に前記ポリマー組成物を添加することが有利である場合がある。光活性架橋剤は、ポリマーの0.005〜約2質量%、好ましくは約0.01〜約0.5質量%、より好ましくは約0.05〜0.15質量%の範囲で存在し得る。
【0053】
シリコーン感圧接着剤もまた、本発明で用いられてもよい。有用なシリコーン感圧接着剤には、Handbook of Pressure Sensitive Adhesive Technology、第2版、1989年、18章、508〜517ページ(その内容を本明細書に引用したものとする)に記載された感圧接着剤などがある。シリコーン接着剤は、一般的な用語では、(i)ポリジオルガノシロキサン(一般に数平均分子量が約5000〜約10,000,000、好ましくは約50,000〜約1,000,000を有するシリコーンゴムとも称される)と(ii)トリオルガノシロキシ単位およびSiO4/2単位を含むコポリマーシリコーン樹脂(一般に数平均分子量が約100〜約1,000,000、好ましくは約500〜約50,000の数平均分子量を有するMQ樹脂とも称される)とのブレンドである。好ましくは、シリコーン接着剤は、約20〜約60質量部のシリコーンゴム、および、相応して、MQ樹脂約40〜約80質量部を含む。コポリマーシリコーン樹脂とポリジオルガノシロキサンとを反応させる化学手段を提供することは、接着剤の性質の改良に関して、有利である。このような反応を達成するために、2つの異なった反応化学的性質、すなわち、縮合の化学的性質および付加−硬化の化学的性質が一般に用いられている。
【0054】
縮合の化学的性質に基づいたシリコーン接着剤は、米国特許第2,736,721号、2,814,601号、4,309,520号、2,857,356号、および3,528,940号、および英国特許第998,232号(その内容を本明細書に引用したものとする)に記載されているように、トリオルガノシロキシ単位およびSiO4/2単位を含むシラノール官能性コポリマー樹脂をシラノールエンドブロックトポリジオルガノシロキサンと混合することによって調製されてもよい。本技術分野で用いる時、通常はコポリマーシリコーン樹脂とポリジオルガノシロキサンとの溶剤溶液であるこのようなブレンドを概して裏材に適用し、加熱して溶剤を除去し、必要ならば、架橋して接着剤の物理的性質を改良する。
【0055】
上に記載したように、シラノール官能性ポリジオルガノシロキサンとシラノール官能性コポリマーシリコーン樹脂との共重縮生成物を含有するシリコーン接着剤は任意に、ジアリールペルオキシド架橋剤などのフリーラジカル重合触媒を含有して、接着剤組成物を架橋することができ、それによって、The Handbook of Pressure−Sensitive Adhesive Technology(サタス、1982年)、348ページ(その内容を本明細書に引用したものとする)に教示されているように、剥離接着性がわずかに低下するだけ接着剤の高温剪断性質を改善することができる。ペルオキシド架橋剤がシリコーン接着剤の溶液中に存在しているとき、米国特許第4,039,707号(その内容を本明細書に引用したものとする)に記載されているように、接着剤を概して裏材に適用し、中程度に加熱して溶剤を揮発させ、乾燥した接着剤を150℃〜約250℃の範囲の温度まで更に加熱して、架橋剤を活性化させる。高温での接着剤性能が必要とされない適用において、架橋剤は除かれてもよい。
【0056】
本発明のシリコーン接着剤成分の調製で用いたポリジオルガノシロキサンは、ポリジメチルシロキサンポリマーおよびポリ(ジメチルシロキサン/ジフェニルシロキサン)コポリマーなど、本技術分野に周知の一般的な構造体および同伴する官能価のいずれをも含めることができる。
【0057】
本発明のシリコーン接着剤成分の調製に有用なコポリマーシリコーン樹脂は、以下の官能価、ケイ素結合水素、ケイ素結合アルケニル、およびシラノール、の1つ以上を有するコポリマーシリコーン樹脂など、上記の文献に記載された一般的な構造体のいずれをも含める。他の有用なシリコーン樹脂には、米国特許第2,736,721号(その内容を本明細書に引用したものとする)に記載されているように、R3SiO1/2、SiO4/2およびR2SiO3/2構造単位を含む3成分ターポリマー(MQD樹脂とも称される)などがあり、式中、Rが1〜3個の炭素原子を含むアルキルラジカル、およびフェニルラジカルからなる群から選択され、R3SiO1/2単位のSiO4/2に対する比が約0.6〜約0.9であり、R3SiO1/2、SiO4/2およびR2SiO3/2構造単位を含む(MQT樹脂とも称される)。
【0058】
付加−硬化の化学的性質によって調製したシリコーン接着剤は、アルケニル基を有するポリジオルガノシロキサン、SiO4/2およびR3SiO1/2構造単位を有するコポリマーシリコーン樹脂(式中、Rが、先に規定した通りであり、以下の官能価、シリコーン結合水素、ビニル、アリル、およびプロペニルからなる群から選択されたシリコーン結合アルケニル基、の1つ以上を有する)、あるいはシラノール、任意に架橋あるいは鎖延長剤、および白金あるいは、シリコーン接着剤の硬化を達成するための他の貴金属ヒドロシレーション(hydrosilation)触媒、を含有する。このような組成物の実施例は、米国特許第3,527,842号、3,983,298号、および4,774,297号、および欧州特許公開第355,991号、および393,426号(その内容を本明細書に引用したものとする)に記載されている。
【0059】
シリコン感圧接着剤のブレンドもまた有用である。実施例には、The Handbook of Pressure−Sensitive Adhesive Technology(サタス1982年)、346ページ(その内容を本明細書に引用したものとする)に記載されているような2つの異なったジメチルシロキサンベースの感圧接着剤のブレンド、または米国特許第4,925,671号(その内容を本明細書に引用したものとする)に記載されているようなジメチルシロキサンベースの感圧接着剤とジメチルシロキサン/ジフェニルシロキサンベースの感圧接着剤とのブレンドなどがある。
【0060】
市販のシリコーン感圧接着剤の実施例には、Dow Corning(Midland,Michigan)製の商品名280A、282、Q2−7406、およびQ2−7566の感圧接着剤、General Electric(Schenectady,New York)製の商品名PSA 590、PSA 600、PSA 595、PSA 610、PSA 518、PSA 6574およびPSA 529の感圧接着剤、Shin−Etsu(Akron,Ohio)製の商品名KR−100P、KR−100、およびKR−101−10の感圧接着剤、およびRhodia(Rock Hill,South Carolina)製の商品名Rhodorsil 353、Rhodorsil 354、Rhodorsil 356、およびRhodorsil 395の感圧接着剤、などがあるがそれらに制限されない。
【0061】
更に、用いてもよい感圧接着剤には、シリコーン−ポリ尿素接着剤などがある。
【0062】
好ましくは、感圧接着剤がきれいに除去可能であり、すなわち、感圧接着剤を除去する基材上にいずれの実質的な残留物をも残さないで長い停滞時間後でも、それを除去することができる。長い停滞時間は一般に、約80℃までの温度で24時間以上の時間を意味する。実質的な残留物がないことは、接着剤が除去される基材上に残されたいずれかの残留物が、最初に(すなわち、除去する前に)接着剤によって覆われた全面積の5%より小さい面積を覆うことを意味する。いずれの残存している残留物も、例えば、摩擦、軽いサンディング、あるいは最少量の溶剤によって容易に除去することができる。
【0063】
本発明で用いてもよい除去可能な感圧接着材料には、例えば、米国特許第3,930,102号、4,599,265号、5,116,676号、6,045,922号、および6,048,431号に記載された材料などがある。好ましい除去可能な感圧接着剤には、米国特許第4,599,265号(その内容を本明細書に引用したものとする)に記載されたアクリル感圧接着剤などがある。
【0064】
本発明で用いた感圧接着材料はまた、添加剤の少量を含有してもよい。このような添加剤には、例えば、顔料、染料、可塑剤、充填剤、安定剤、紫外線吸収剤、酸化防止剤、加工油などを含有してもよい。用いた添加剤の量は、望ましい最終用途に依存して、感圧接着材料の0.1〜50質量パーセントまで変化することができる。用いたいずれの添加剤も好ましくは、ポリマー組成物中に含有されたいずれかの光架橋剤の最大吸収の波長付近の放射線を有意に吸収しない。
【0065】
本発明の接着剤層はまた、非感圧接着材料であってもよい。このような材料の実施例は、米国特許第5,851,664号および公開第99/50902号に記載されている。更に、米国特許第5,316,846号に記載されたように、本発明の接着剤層は不粘着性接着剤であってもよい。
【0066】
本発明での接着剤層はいずれの適した厚さであってもよく、好ましくは少なくとも約5μmの厚さ、より好ましくは約12〜約250μmの厚さ、最も好ましくは約15〜約75μmの厚さであってもよい。
【0067】
図1Aおよび1Bの接着剤層22、122は、その主面25、125あるいは27、127の少なくとも1つの上に溝の実質的規則的パターンを備える。この出願で用いた用語、規則的パターンは、閉じ込められた空気が接着剤層と基材との間の境界面から接着剤層の少なくとも1つの端縁に移動する略連続した、中断されない通路を提供する溝のパターンを意味する。規則的パターンは、本明細書中で空気ブリードと称される、層22、122と版面16、116および/あるいはキャリア12、112との間に閉じ込められた空気を逃がすことを可能にする。溝の規則的パターンは、この出願の有用な実施例に記載された試験を用いて少なくとも特定の測定可能な空気ブリードを提供する。好ましくは、溝の規則的パターンは、この出願の有用な実施例に記載された試験下で、水100インチの適用圧力で少なくとも0.1ml/分の接着剤層中の空気ブリードを提供する。より好ましくは、接着剤層の空気ブリードは、水100インチの適用圧力で少なくとも約0.5ml/分であり、最も好ましくは水100インチの適用圧力で少なくとも約1.0ml/分である。
【0068】
接着剤層の主面にエンボス加工された規則的パターンは、単一パターンあるいは多パターンであってもよい。規則的パターンの溝は好ましくは、深さおよび高さの有意なより大きい変化を有するクレープ状パターンと対照的に、約20%以下しか変化しない深さを有する。溝の規則的パターンの好ましい実施例には、閉じ込められた空気を接着剤層のいずれかの露出端縁に逃がすことを可能にする略連続した溝などがある。溝は好ましくは略線状であり、重なり合っていてもよく、あるいは重なり合っていなくてもよい。1つの実施形態において、溝はクロスハッチパターンで互いに重なり合い、クロスハッチパターンは、接着剤層の端縁に対して約45°傾斜している。
【0069】
本発明の接着剤層の主面の溝は実質的に永久的である。実質的な永久溝は、接着剤の表面のトポグラフィーの特徴が、所期の使用中に有効な一定時間の間、維持されるように、接着剤層のレオロジー性質を選択することによって作られる。好ましくは、接着剤層がキャリアあるいは版面に多数回、付着されるか、あるいはキャリアあるいは版面に長時間、例えば、数時間、約20℃〜約80℃の温度で適用される場合でも、永久溝はつぶれない。この永続性は、接着剤層あるいは版面が多数回、移動されてそれらを印刷機内のキャリアと適切に見当合わせした後でも、接着剤層は、閉じ込められた空気を逃がすことを確実にする。更に、接着剤層が、例えば、約20℃〜約80℃の温度で、標準印刷機ニップ圧力下で数時間、印刷機内で用いられた後、この永続性は好ましくは維持される。
【0070】
本発明に用いた接着剤の主面の一部分が図2に示され、永久溝のパターンの1つの実施形態を示す。表面30は、略連続した流路あるいは溝34によって隔てられた一連のランド面積32を備える。本発明において、ランド面積32の、接着剤層の主面30の全面積に対するパーセンテージは、接着剤層とキャリアあるいは版面との間の接着性に悪影響を及ぼすことなく十分に空気を逃がすように選択される。ランド面積32の、表面30の全面積に対するパーセンテージは、接着剤の接触面積を本質的に決定するが、それは、版面がキャリアと適切に見当合わせされており、キャリアにしっかりと結合していることを確実にするように制御されるのがよい。本発明の接着剤の接触面積、あるいはランド面積の、全表面積に対するパーセンテージは、好ましくは約50%〜約99%、より好ましくは約80%〜約98%の範囲である。図2に示したランド面積は均一であるが、ランド面積の形状は、特定の適用に望ましい接触面積を提供するように必要に応じて変化してもよいことに留意すべきである。ランド面積は、接着剤に最大接触面積を提供すると共に広範囲の適用圧力にわたって予測可能なレベルの接着性を提供するために、好ましくは略平面である。
【0071】
溝34の面積の、表面30の全面積に対するパーセンテージは、特定の適用について空気を十分に逃がすのに十分であるのがよい。溝34の、全表面積に対するパーセンテージは、約1%〜約50%、好ましくは約2%〜約20%の範囲である。
【0072】
溝34の深さは好ましくは、約4μm〜約200μm、より好ましくは約8μm〜約100μm、最も好ましくは約10μm〜約30μmの範囲である。溝34の最大幅は好ましくは、約4μm〜約200μmであり、より好ましくは約50μm〜約120μmである。溝34の、中心から中心までの間隔は好ましくは、約2ミル(1インチ当たり500ライン)〜約500ミル(1インチ当たり2ライン)、好ましくは約5ミル(1インチ当たり200ライン)〜約250ミル(1インチ当たり4ライン)、最も好ましくは約10ミル(1インチ当たり100ライン)〜約125ミル(1インチ当たり8ライン)の範囲である。溝34の幅、深さおよび間隔は、全表面30にわたって均一である必要はなく、接着剤層に量の空気を提供するために必要な出現と表面接触を変化してもよい。
【0073】
溝34の断面形状はまた、所期の適用に応じて広く変化してもよい。曲線状、V形、矩形で、台形、三角形など、いずれの望ましい断面形状が用いられてもよい。
【0074】
本発明の接着剤層の溝は、公開第98/29516号(その内容を本明細書に引用したものとする)に記載されているように、作製されてもよい。トポグラフィーは、キャスチング、コーティングあるいは圧縮など、いずれの接触技術によって接着剤中に作り出されてもよい。トポグラフィーは、(1)接着剤層をエンボス加工パターンを有する用具上でキャスチングすること、(2)接着剤層をエンボス加工パターンを有する剥離ライナー上にコートするか、あるいは(3)接着剤層をニップロール中に送って接着剤層をエンボス加工パターンを有する剥離ライナーに押し付け、接着剤層を後架橋して永久的特徴を提供すること、の少なくとも1つによって作製されてもよい。エンボス加工パターンを生み出すために用いた用具のトポグラフィーは、例えば、化学エッチング、機械エッチング、レーザー融蝕、フォトリソグラフィ、ステレオリソグラフィ、ミクロ機械加工、きざみ付け、カッティングあるいはスコアリングを用いて作製されてもよい。
【0075】
図3に示したように、接着剤層22は好ましくは、エンボス加工剥離ライナー40上にコートされ、エンボス加工パターンを生み出す。剥離ライナー40が除去されるとき、接着剤層22は、裏材あるいは剥離ライナー上に隆起領域44のトポグラフィーの本質的に逆である溝42を有するトポグラフィーを有する。図3は接着剤層22の一方の表面だけに溝のパターン化配列を示すが、溝のパターンは、接着剤層の両方の主要な、対向した表面の上に任意に存在してもよいことは理解されるはずある。これは、空気の逃散および2つの表面の各々の接触表面積を個々に制御して、接着剤の性質を2つの異なった境界面に合わせることを可能にする。
【0076】
ライナー40は、エンボス加工され得る当業者に周知のいずれの剥離ライナーあるいはトランスファーライナーであってもよい。ライナーの非制限的な実施例には、Minnesota Mining & Manufacturing Company(3M)(St.Paul,MN)、Rexam Corporation(Iowa City,IA)、またはDaubert Coated Products(Westchester,IL)製の材料などがある。ライナー40は一般に、シリコーン剥離コーティングを有するポリマーコーテッドペーパー、シリコーン剥離コーティングを有するポリエチレンコーテッドポリエチレンテレフタレート(PET)フィルム、またはシリコーン剥離コーティングを有するキャストポリプロピレンフィルムである。ライナー40は、公開第98/29516号(その内容を本明細書に引用したものとする)に記載されているようにエンボス加工されてもよい。
【0077】
本発明で用いた接着剤22の層は好ましくは、略連続的である。本明細書中で用いるとき、略連続的、は、裏材が露出したままである接着剤を含まない領域がないように、接着剤層が裏材に適用されることを意味する。しかしながら、本技術分野に周知であるように、連続した接着剤は、その外縁で露出裏材によって範囲を定められ、テープ構造体の取扱適性および除去可能性を増強してもよい。裏材の表面は、その上に適用された異なった接着剤領域、例えば、2つの異なった接着剤調合物の交互のストリップなどを有してもよい。
【0078】
上に記載したパターン化接着剤層は多くの形状で供給されてもよいが、大部分の適用については、それはテープ構造体の一部として包含される。例えば、図4Aに示すように、転写テープ210は、第1の主面225上に任意の除去可能な第1の剥離ライナー240を有する接着剤層222を備え、第2の主面227上に任意の除去可能な第2の剥離ライナー250を備えてもよい。剥離ライナー240、250の一方または両方のどちらかがエンボス加工されて接着剤層222のいずれかの主面の上に溝224、226のパターンを作る。図4Bを参照すると、剥離ライナー240、250のどちらかが剥離されて除去される場合、接着剤層222が版面216に付着されてもよい。版面216はまた、任意の支持層221を備えてもよい。図4Bの構造体はまた、任意の接着促進あるいは結合層を備えてもよい(図4Bに示さない)。代わりに、図4Cを参照すると、接着剤層222が、版面キャリア212に付着されてもよい。任意の接着促進あるいは結合層221は、接着剤層222とキャリア212との間に配置されてもよい。
【0079】
別の実施形態において、接着剤層は、接着剤層が基材の対向した主面の上に適用される両面テープ構造体の一部として供給されてもよい。これらの両面テープ構造体において、基材の一方の面あるいは両面の上の接着剤層は、エンボス加工されて溝のパターンを作り出してもよい。図5を参照すると、基材360の第1面の上の第1の接着剤層362と基材360の第2面の上の第2の接着剤層364とを有する両面テープ構造体310が示される。任意の第1の除去可能な剥離ライナー340が第1の接着剤層362の上に適用され、任意の第2の除去可能な剥離ライナー350が第2の接着剤層364の上に適用される。一方あるいは両方の剥離ライナー340、350がエンボス加工されて接着剤層362、364の主面の上に溝363、365のパターンを作り出してもよい。本技術分野に周知であるように、テープ構造体310はまた、EP372,756号(その内容を本明細書に引用したものとする)に記載されているようなプライマー層を備えてもよい。テープ構造体は、構造体の層間の接着性を増強するために他の接着促進層を備えてもよい。分かりやすくするために、これらの接着促進層は、本出願において図5あるいは他のところに示されない。更に、層は、例えば、コロナ処理など、本技術分野に周知の技術を用いて処理または表面改良されてもよい。
【0080】
図5の基材360のために選択された材料は、所期の適用に応じて広く変化してもよい。一般に、基材360は、例えば、ポリエステルなどのポリマーフィルムである。ポリマーフィルム基材は、必要ならば、パターンおよび溝で表面改良されてもよいが、基材の表面トポグラフィーがテープ構造体中の接着剤層の溝パターンから完全に独立していることが好ましい。好ましくは基材は略平滑であり、それは、この適用において、パターンおよび、突起および溝などの他の表面構造体を実質的に含まないことを意味する。フレキソ印刷方法において解像度が増大するとき、版面の下にあるテープのパターンが印刷画像の欠陥として現われることがある。略平滑な基材の使用は、この望ましくないプリントスルー欠陥の可能性を実質的に低減させ、印刷の品質を向上させる。
【0081】
基材層360はまた、発泡体層であってもよい。フォーム基材層で用いた材料は所期の印刷適用およびテープ構造体に必要とされるレジリエンスに応じて広範囲に変化してもよいが、一般に、ポリエチレン、ポリウレタン、シリコーン、あるいはエチレンプロピレンジエンなどの合成ゴム、あるいはスチレンベースのブロックコポリマーなどのブロックコポリマー、を用いてもよい。好ましくは架橋されるフォームは、密度が1立方フィート当たり約2〜約50ポンド(0.032〜0.800g/cm3)、好ましくは1立方フィート当たり約4〜約40ポンド(0.064〜0.64g/cm3)、および最も好ましくは1立方フィート当たり約6〜約18ポンド(0.096〜0.288g/cm3)である独立気泡あるいは連続気泡材料であってもよい。フォームを、本技術分野に周知の技術によって処理して接着剤層362、364に対する接着性を増強してもよい。更に、プライマーあるいは接着促進層を、フォームと接着剤層362、364との間に適用し、構造体の中間層の接着性を改良してもよい。
【0082】
一般に、任意の剥離ライナー340が剥離されて除去されると、接着剤層362が印刷機内のキャリアに付着されてもよい。接着剤層362中の接着剤が好ましくは除去可能および再位置調整可能であるので、テープ310はキャリアから剥離されて必要に応じて再付着され、テープ310とキャリアとの間の適切な見当合わせを確実にすることができる。溝363は、除去および位置調整処置をする間にキャリアとテープ310との間に閉じ込められたいずれの空気をも逃がすことを可能にする。テープ310が適所に適切に配置された後、第2の剥離ライナー350を除去してもよく、印刷板を接着剤層364に付着してもよい。また、印刷板を必要に応じて接着剤層364から除去して、キャリアおよび接着剤層362との適切な見当合わせを確実にしてもよい。溝365は、位置調整の間に接着剤層364と印刷板との間に閉じ込められたいずれの空気をも逃がすことを可能にする。
【0083】
図6Aを参照すると、ポリマーフィルムの基材層460を備える両面テープ構造体410が示される。任意の層471が、基材フィルム460のどちらかの面または両面にラミネートまたは接着剤で結合されてもよい。層471は、ポリマーフィルムの表皮層であってもよく、あるいは接着剤層を構成してもよい。1つの有用な基材材料は、商品名Scotchpak 30613の3M製の市販品である。テープ410は更に、レジリエンスおよびコンプライアンスを提供するために基材460あるいは同伴層471上に適用された発泡体層470を備える。第1の接着剤層462が、発泡体層470に適用される。任意の支持層(図6Aに示されない)が、発泡体層470と第1の接着剤層462との間に適用されてもよい。第2の接着剤層464が基材460に適用される。接着剤層462、464は、溝463、465のパターンを備えてもよい。任意の除去可能な剥離ライナー440、450が、それぞれ、第1および第2の接着剤層462、464に適用される。上記のとおり、任意のプライマーおよび接着促進層が、中間層の接着性を増強するために必要に応じて用いられてもよい。更に、層は、接着性を増強するために本技術分野に周知の方法によって処理または表面改良されてもよい。
【0084】
図6Bを参照すると、剥離ライナー440が除去されると、接着剤層462を用いて、テープ構造体410を印刷機内のキャリア412に結合してもよい。図6Cに示したように、剥離ライナー450が除去されると、接着剤層464を用いて印刷板416をテープ構造体に結合し、フレキソ印刷システムを形成してもよい。溝463、465は、適用処置の間に閉じ込められた空気を逃散させることを可能にする。
【0085】
図6Dに示された別の実施形態において、接着剤層462、464の一方あるいは両方ともがエンボス加工されるわけではない場合、キャリア412および/あるいは印刷板416のどちらかの表面が、それぞれ、溝495あるいは497でエンボス加工されて必要とされる空気ブリードを提供してもよい。溝495、497の寸法および間隔は接着剤層について記載した寸法および間隔に必ずしも制限されず、溝495、497は、必要とされる空気ブリードを提供すると共に特定の適用のプリントスルー欠陥を妨ぐのに必要ないずれの深さ、厚さおよび間隔を有してもよい。
【0086】
図7を参照すると、フレキソ印刷板516および多層構造体511を備えるフレキソ印刷物品500が示される。フレキソ印刷板516は、例えば、フォトポリマーあるいは成形された圧縮可能なゴムなどのいずれかの周知の印刷板材料から作製されてもよく、レリーフ画像520を有するレリーフ表面518を備える。多層構造体511は、接着材料564の層に接着したポリマーフィルムの基材層560を備える。接着剤層564は、溝565の配列を備える。任意の剥離ライナー550は、接着剤層564を覆う。印刷板516は、例えば、(1)フォトポリマーを基材層560上にコートし、および硬化し、(2)印刷板516を基材層560に熱接着し、あるいは(3)印刷板516を接着剤層(図7に示されない)を有する基材560に付着させることによって作製される。多層構造体511は、接着剤層564に接着した任意の発泡体層570および基材560に接着した任意の接着剤層561を更に備えてもよい。
【0087】
図8に示したように、剥離ライナー550が除去されると、物品500が印刷機内のキャリア512に付着されてもよい。溝565は、それがキャリア512に結合されるときに物品500下に閉じ込められた空気を逃がすことを可能にする。キャリア512は、本技術分野で周知のいずれかの印刷機キャリア、例えば、米国特許第4,903,597号に記載されているような積層複合スリーブ材料、米国特許第4,496,434号に記載されているような金属スリーブ、米国特許第3,978,254号に記載されているような螺旋捲回プラスチックテープ、あるいは可撓性ベルトであってもよい。キャリアスリーブはいずれの形状であってもよく、一般に円筒状であるが、米国特許第4,144,812号および4,144,813号に記載された非円筒状スリーブもまた用いられてもよい。
【0088】
図9に示した別の実施形態において、エンボス加工しない接着剤層568を用い、溝569の配列をキャリア512の表面に形成して物品500が適用されるときに空気ブリードを提供する。
【0089】
上に記載したテープ構造体が、いずれかの周知のフレキソ印刷装置内のキャリアに適用されてもよい。
【0090】
本発明は、以下の非制限的な実施例に対して記載される。
【実施例】
【0091】
試験方法
1.空気ブリード
この試験は、先にテープを印刷シリンダに適用した後に印刷板をフレキソ印刷取り付け用テープに適用するのを模倣するように計画された。特に指示しない限り、フレキソ印刷取り付け用テープを、印刷板側の接着剤上の保護被覆ライナーと露出したシリンダ側の接着剤とを有する形状(例えば、ロール)で提供した。
【0092】
この試験において、テープのシリンダ側の接着剤を平滑な剥離ライナーに適用し、圧延してテープ試料/(テープのシリンダ側の剥離ライナー)の積層体を提供した。これは、テープを印刷シリンダに適用することを意味した。次に、テープの印刷板側の接着剤を露出させ、テープ試料/(テープのシリンダ側の剥離ライナー)の積層体を試験取付具に適用し、圧延した。これは、フレキソ印刷取り付け用テープの印刷板側の接着剤に印刷板を接合することを意味した。第2の基材(すなわち、試験取付具)に適用後の空気ブリード(本明細書中、気流とも称される)は、本発明に対して関係がある特徴である。この試験において、第2の基材は印刷板を意味するものとする。
【0093】
仮説試料がシリンダ側の接着剤の上に形あるいは溝を有する場合、その側面を、印刷板側の接着剤の代わりにあるいはそれに加えて上記の試験を用いて測定してもよい。この場合、次に、印刷板側のライナーを除去し、平滑な被覆ライナーをその位置に適用する。
【0094】
微細構造化テープが基材に適用後に空気ブリード(気流とも称される)を提供する能力を、以下の方法で測定した。試験取付具は、内部の機械加工された、一方が他方の中にある2つの同心円状流路を有するステンレス鋼基材であった。2つの円は、それぞれ、2.0インチ(5.1cm)および2.5インチ(6.4cm)の半径を有し、各々の流路は幅0.030インチ(0.76μm)、深さ0.060インチ(1.52μm)であった。各々の流路が一対の開口部を有し、直径0.03インチ(0.76μm)の長さであり、互いに約0.25インチ(0.64cm)隔置された。内部流路の開口部を圧力源に接続し、外部溝/流路の開口部を気流測定装置に接続した。水0〜100インチの圧力を内部流路にその開口部を通して適用し、外部流路の開口部を通って外に出る空気の流れを測定した。気流をミリリットル/分の単位で記録した。
【0095】
大きさが6×6および7×7インチ(15.2×15.2〜17.7×17.8cm)のテープ試料のシリンダ側の接着剤層の露出面(キャリアに適用するための所期の接着剤層)を、わずかにより大きい寸法を有する透明PET剥離ライナー(Rexam(Iowa City,IA)製の商品名D67 #両面ポリコーテッドL/H 4GD/4D)の上に置いた。ライナーは一方の面に艶消仕上、反対側の面に光沢仕上を有し、シリンダ側の接着剤を、より高い剥離力を有する光沢面と接触させて置いた。
【0096】
テープを幅1.88インチ(4.77cm)、4.5ポンド(2.04キログラム)の硬いゴムローラを用いて圧延するために、ローラを前後に各1回、テープの1つの方向に沿って送り、次に、テープの全幅が圧延されるまで、隣接した、接触領域上でこの方法を繰り返しした。次いで、この圧延(rolldown)方法を、第1の方向に垂直な方向に繰り返した。次に、印刷板側の接着剤上の被覆フィルムを除去し、シリンダ側の接着剤上に剥離ライナーを有するテープを試験取付具上に置き、露出した印刷板側の接着剤が試験取付具と接触して接着剤層の端縁が最外流路の外に広がり、それによって接着剤層の境界内の全領域を覆うようにした。これを、上に記載したように圧延した。1分の停滞時間の後に、試験を開始するために圧力を適用し、水20、40、70、75、および100インチの圧力で気流の測定を行った。気流のスケールは102ml/分でピークに達した。これを超える値を、“>102”として記録する。
【0097】
2.接着剤浸潤性(接触面積の%)
接着剤層が基材表面を浸潤した度合を、ビデオカメラおよび非接触面積を計算した市販ソフトウェアパッケージを用いて調べた。「接着剤浸潤性のパーセント(%)」あるいは「接着剤浸潤性」とも本明細書で称される、接触面積は、100から非接触面積の%を引くことによって得られた。より具体的には、テープ試料を、トポグラフィーを有するテープの表面がガラスに接触しているように、長さ6インチ(15.2cm)、幅1.5インチ(3.8cm)、および厚さ約0.19インチ(0.48cm)である透明ガラスプレートに適用した。次に、テープを4.5ポンド(2.0kg)の硬いゴムローラを用いて圧延するために、ローラを前後に各1回、テープの長さに沿って送った。裏側にテープ試料を有するガラスプレートを、ベンチトップ表面から約20〜25°の角度で傾斜しているようにその長さに沿ってベンチトップ上に配置した。Sylvania Cool White F20T12CW蛍光灯を有する蛍光取付具をガラスプレートに平行に、プレートの一方の面までの距離が約8インチ(20.3cm)およびそれの上に高さ約9インチ(22.9cm)に置いた。前記蛍光取付具を、約30〜35°の角度でガラスプレートに対して傾斜した。プレートの反対側の面の上に、調節可能な絞りを有する、焦点距離55μmのマクロレンズを備えた白黒ビデオカメラを配置した。カメラを、ガラスプレートから約5.5インチ(14.0cm)の距離およびそれの上に約3インチ(7.6cm)の高さに配置した。カメラを約45°の角度でガラスプレートに対して傾斜した。同軸コネクタケーブルにより、カメラをビデオデジタルボード(Imaging Technologies,Incorporated製のPCVision+ 640)を備えたコンピュータと接続した。BioScan製の商品名OPTIMA4.10のソフトウェアを用いて、ガラスプレートの裏側のテープの非浸潤面積を分析した。平均「表面積接触(%)」および標準偏差を計算するために5つの異なった、隣接した領域を分析および使用した。
【0098】
実施例1
露出微細構造化表面を有する感圧接着剤層(以下、PSAと称される)を各面の上に有するフォームテープを作製した。テープを以下のように作製した。Rexam(Iowa City,IA)製の商品名D67#両面ポリコーテッドL/H 4GD/4Dの透明PET剥離ライナーは、一方の面に艶消仕上、反対側の面に光沢仕上を有した。艶消面の剥離力は、光沢面の剥離力より低かった。このライナーをエンボス加工して光沢面に微細構造化パターンを提供した。剥離ライナーをエンボス加工するために、最初に、それを予熱してライナーを軟化させ、そのエンボス加工性を改良し、その後に、加熱シリコーンゴムロールと加熱した、彫刻金属ロールとの間にそれを送った。金属ロール上の彫刻パターンは、V形断面を有する一連の連続した、交差した凹んだ溝であった。これらはロールの外周に45度の角度の微小溝を有する四角形のグリッドを形成した。
【0099】
これは、一連の連続した、隆起した交差リッジ(および隆起リッジ間の本質的に平らなランド面積)を有する、剥離ライナーの光沢面の微細構造化パターンを提供した。これらは、フィルムの縦方向の端縁に45度の角度のリッジを有する四角形のグリッドを形成した。交点もまた隆起しているが、リッジほど高くない。リッジは、高さ約0.001インチ(25.5マイクロメータ)および基部の幅約0.004インチ(91.5マイクロメータ)であった。交点でのリッジの高さは、約0.0008インチ(20.8マイクロメータ)であった。隣接したリッジ間の中心から中心までの距離は、約0.050インチ(1270マイクロメータ)であった。エンボス加工したポリエステルライナーの厚さは、エンボス加工面のリッジの上部からライナーの反対側の面のエンボス加工しない表面まで測定したとき、約0.0045インチ(114マイクロメータ)であった。
【0100】
イソオクチルアクリレート:アクリル酸(IOA:AA)/97:3(w:w)の組成物およびトリアジン架橋剤を有する塗布可能なアクリルシロップを調製し、米国特許第4,330,590号に全て開示されているように、エンボス加工ライナーの微細構造化表面をコートし、シロップのコート面から紫外線照射によって硬化した。得られた転写テープは、0.002インチ(50.8マイクロメータ)のPSA厚さを有した。次に、熱可塑性接着促進剤の層を、PSAの露出面に適用した。
【0101】
エンボス加工ライナー/PSA/接着促進剤転写テープを、熱可塑性接着促進剤がEVAフォームと接触するように、12ポンド/立方フィート(0.192グラム/cm3)の公称密度および約0.029インチ(737マイクロメータ)の厚さを有する独立気泡の、化学架橋エチレン/ビニルアセテートフォーム(以下、EVAフォームと称される)に積層した。これは、その一方が加熱された、一対のニップローラーを用いて行われた。(上部から下部まで)フォーム/熱可塑性接着促進剤/(シリンダ側)アクリルPSA/エンボス加工フィルムの多層構造体がこのように得られた。次に、この多層構造体の厚さを、露出した、コートされないフォーム表面からフォームを除去することによって、約0.0185インチ(470マイクロメータ、エンボス加工フィルムを含めない)に調節した。
【0102】
3M(St.Paul,MN)製の商品名Scotchpak 30613の接着剤付きフィルムを提供し、次いで、フィルムの非接着性表面をコロナ処理した。次に、無機酸化物粒子の連続ゲル化網目のコーティングを、フィルムのコロナ処理表面の上に提供した。このようなプライマーコーティングのコロナ処理、調製および適用は、EP372,756号に記載されている。
【0103】
エンボス加工表面の上にPSA層を有するエンボス加工微細構造化ライナーを、上に記載したように調製したが、以下の変更がある。PSA組成物は、IOA:AA/98:2であり、ヘキサンジオールジアクリレート架橋剤を用いた。次に、この構造体をプライマーのコートされたScotchpak 30613に室温で一対のニップローラーを用いて積層し、エンボス加工ライナー上のPSAを無機酸化物粒子のコーティングに接着した。結果は、(上部から下部まで)エンボス加工ライナー/(印刷板側)アクリルPSA/無機酸化物粒子コーティング/コロナ処理Scotchpak 30613の多層構造体であった。
【0104】
次に、この多層構造体を、露出フォーム表面がScotchpak 30613層の露出面と接触するように、前もって調製したフォーム/熱可塑性接着促進剤/(シリンダ側の)アクリルPSA/エンボス加工ライナー構造体に、一方が加熱された一対のニップローラーを用いて積層した。最終多層物品は、(上部から下部まで)エンボス加工ライナー/(印刷板側)アクリルPSA/無機酸化物粒子コーティング/コロナ処理Scotchpak 30613/フォーム/熱可塑性接着促進剤/(シリンダ側)アクリルPSA/エンボス加工ライナーの構造体を有し、2つのエンボス加工ライナーを含めずに約0.022インチ(559マイクロメータ)の厚さを有した。次に、一番下のエンボス加工ライナーを除去し、物品を巻き上げ、上の試験方法に記載したように空気ブリードおよび接着剤の浸潤性の特徴について試験されるまでロールの形(一番上のエンボス加工ライナーが外層である)で保管した。結果を以下の表1および2に記載する。
【0105】
実施例2
実施例1を繰り返したが、以下の変更がある。シリンダ側の接着剤は、ヘキサンジオールジアクリレートと架橋されたIOAのホモポリマーであった。試料を、試験前に室温(20〜25℃)で18カ月間、ロールの形で老化させた。
【0106】
エンボス加工ポリエステルライナーのリッジ高さは、約0.0009インチ(23マイクロメータ)であり、リッジ幅は約0.0035インチ(90マイクロメータ)であり、リッジの交点でのリッジ高さは約0.00006インチ(16マイクロメータ)であった。EVAフォームは架橋され、6ポンド/立方フィート(0.096グラム/cm3)の公称密度を有した。得られたフォームテープを、上に記載したように空気ブリードおよび接着剤浸潤性の特徴について測定した。結果を以下の表1および2に記載する。
【0107】
比較例1
DuploFLEX 5.1(Lohmann Technologies(Hebron,KY)製)、フレキソ印刷板用の市販のフォーム取り付け用テープを、上に記載したように空気ブリードおよび接着剤浸潤性について測定し、結果を以下の表1および2に記載する。
【0108】
比較例2
フレキソ印刷フォトポリマー印刷板を取り付けするのに使用するために販売された、TESA 52502 Softprint(Tesa Tape,Inc.(Charlotte,NC)製の、両面にアクリル接着剤を有するフィルム補強材を有する独立気泡ポリエチレンフォーム)を、上に記載したように空気ブリードおよび接着剤浸潤性について測定した。結果を以下の表1および2に記載する。
【0109】
比較例3
3M製の商品名3M Cushion Mount Plus 1020コンビネーションプリンティングテープとして入手できるフレキソ印刷アクリル接着剤両面塗布フォーム取り付け用テープを、上に記載したように空気ブリードおよび接着剤浸潤性について測定した。接着剤層のいずれにも溝がなかった。結果を以下の表1および2に記載する。
【0110】
比較例4
3M製の商品名10,004 Scotch−FlexoMount Plate Mounting Tape Systemの、クレープ状の特徴を有する剥離ライナーを有するアクリル接着剤両面塗布印刷板取り付け用テープを、上に記載したように空気ブリードおよび接着剤浸潤性について測定した。結果を以下の表1および2に記載する。
【0111】
比較例5
日東電工(日本、東京)製のビニル裏材を有する両面塗布PSAテープを試験用に入手した。フレキソ印刷に使用するために販売されているテープは、一方の面にコートされたストリップであり、その剥離ライナーなしで厚さ約0.020インチ(0.051cm)であった。テープをガラスプレートの上に置き、接着剤領域の幅を測定すると、約0.250インチ(0.64cm)であった。接着剤領域は、約0.053インチ(0.136cm)の幅を有する接着剤のない領域によって隔てられた。接着剤領域の高さは、約0.002インチ(0.0051cm)であった。テープを、上に記載したように、空気ブリードおよび接着剤浸潤性について測定したが、以下の変更があった。平行した接着剤領域および接着剤のない領域の交互のストリップ(その両方がテープの長さにわたる)を有する露出したシリンダ側の接着剤を、印刷板側の接着剤のように処理し、第2の基材(例えば、印刷板)に適用した後に気流を最大にした。テープを、ストリップにコートされた接着剤が試験基材と接触しているように、受け入れたまま適用した(連続的な印刷板側の接着剤上に平滑な保護被覆ライナーを有する)。結果を以下の表1および2に記載する。
【0112】
比較例6
両面塗布感圧接着テープ試料を、Lohman Technologies, Hebron,KY)製の商品名Dupolfolとして入手した。テープは、その剥離ライナーなしで厚さ約0.004インチ(0.010cm)であり、印刷板側の接着剤上のクレープ状の特徴を有する緑色ライナーおよびシリンダ側の接着剤上の透明な、平滑な保護ライナーを有するシート形状で得られた。ライナーを除去して印刷板側の接着剤を露出し、テープのこの表面を試験基材に適用し、上に記載したように空気ブリードおよび接着剤浸潤性について測定した。結果を以下の表1および2に記載する。
【0113】
【表1】
【0114】
【表2】
【0115】
実施例3
溝付きフレキソ印刷キャリアを、以下の方法で炭酸ガスレーザ融蝕エッチングによって作製した。Klockner Pentaplast of America,Inc.(Gordonsville,VA)製の商品名Pentalan TF188/06光沢/光沢透明オレンジとして入手できる厚さ0.762μm(0.030インチ)の再利用可能なフレキソ印刷板取り付け用ブランケット(キャリア)のシートを、Universal Laser Systems(Scottsdale,AZ)から入手できるモデル ULS−50PS レーザーエングレーバーの定盤に固定した。次に、1インチ当たり約25ラインの線状溝パターンを、フレキソ印刷キャリアの露出面にエッチした。各溝は、0.267μm(0.011インチ)の平均幅および約0.051μm(0.002インチ)の最大平均深さを有した。溝の断面形状は、略矩形であり、溝基部の粗さはわずかであった。乾燥ティッシュでいずれの荒いバリをもきれいに除去した後に、溝の間のキャリアの平らなランド面積を観察すると、本質的に平坦であり、彫刻プロセスのために別の仕方で変形されていなかった。結果は、約73%の平らなランド面積を保有する溝付きフレキソ印刷キャリアであった。
【0116】
3M Company(St.Paul,MN)製の商品名Cushion−Mount Plus 1020コンビネーションプリンティングテープとして入手できる、溝なしテープ約5cm×10cm試験片の露出感圧接着剤を手で、フレキソ印刷キャリアの彫刻パターン面積および平滑な(彫刻されない)面積に適用した。テープをそっと配置し、矩形の試料の多数の領域が同時にキャリアシートと接触するように適用した。次に、適度な手圧をテープ表面の上に適用し、境界面での密接な表面接触を確実にした。次いで、キャリアをひっくり返し、テープとキャリアとの境界面を透明なキャリアを通して観察した。次に、いずれの残存している閉じ込められた空気の気泡をも除くために、付加的な手圧を1〜2分にわたって用いた。結果は、テープと平滑な彫刻されないキャリアとの間に多数の閉じ込められた空気の気泡が目に見えたことであったが、他方、レーザー彫刻キャリアの実施例は、閉じ込められた空気の気泡がないように思われた。
【0117】
本発明の多くの実施形態を記載した。にもかかわらず、本発明の精神および範囲から外れることなくいろいろな変更がなされてもよいことは理解されるであろう。したがって、他の実施形態は、以下の請求項の範囲内である。
【特許請求の範囲】
【請求項1】
表面と前記表面上のテープとを含むフレキソ印刷版のためのキャリアであって、前記テープが前記表面上の第1の接着剤層と前記第1の接着剤層上の基板と前記基板の反対側の第2の接着剤層とを含み、前記基板が略平滑であり、前記第1の接着剤層と前記第2の接着剤層の少なくとも一方が略連続的であるとともに、永久溝の規則的パターンを含むキャリア。
【請求項2】
前記第1の接着剤と前記第2の接着剤の少なくとも一方は除去可能である、請求項1に記載のキャリア。
【請求項3】
前記基板は高分子フィルムである、請求項1に記載のキャリア。
【請求項4】
前記基板は発泡体層を含む、請求項1に記載のキャリア。
【請求項5】
前記溝は略線状であるとともにV−形状および台形から選択された断面形状を有する、請求項1に記載のキャリア。
【請求項6】
前記第1の接着剤層と前記第2の接着剤層の少なくとも一方は少なくとも50%の接触の表面積を有する、請求項1に記載のキャリア。
【請求項7】
前記第1の接着剤層と前記第2の接着剤層の少なくとも一方は少なくとも80%の接触の表面積を有する、請求項1に記載のキャリア。
【請求項8】
前記基板は高分子フィルム層と発泡体層とを含む、請求項1に記載のキャリア。
【請求項9】
前記高分子フィルム層の少なくとも一方側に支持層をさらに含む、請求項8に記載のキャリア。
【請求項10】
前記フィルム層と前記発泡体層との間に接着剤層をさらに含む、請求項8に記載のキャリア。
【請求項11】
前記高分子フィルムはポリエステルを含む、請求項8に記載のキャリア。
【請求項12】
前記発泡体層は架橋されている、請求項8に記載のキャリア。
【請求項13】
前記第1の接着剤層と前記第2の接着剤層の少なくとも一方は感圧接着剤を含む、請求項8に記載のキャリア。
【請求項14】
前記第1の接着剤層と前記第2の接着剤層は感圧接着剤を含む、請求項8に記載のキャリア。
【請求項15】
前記キャリアはドラム、シリンダおよびベルトから選択される、請求項8に記載のキャリア。
【請求項16】
(a)取付け面を有するフレキソ印刷版のためのキャリアを提供する工程と、
(b)第1の接着剤層と前記第1の接着剤層上の基板と前記基板の反対側の第2の接着剤層とを含むテープであって、前記基板が略平滑であり、前記第1の接着剤層と前記第2の接着剤層の少なくとも一方が略連続的であるとともに、永久溝の規則的パターンを含むテープを提供する工程と、
(c)前記第1の接着剤層を前記キャリアの前記取付け面に適用させる工程とを含む印刷版を取り付ける方法。
【請求項17】
印刷版を前記第2の接着剤層に接着させる工程をさらに含む、請求項16に記載の方法。
【請求項18】
前記溝は略線状であるとともにV−形状および台形から選択された断面形状を有する、請求項16に記載の方法。
【請求項19】
前記第1の接着剤層と前記第2の接着剤層の少なくとも一方は少なくとも50%の接触の表面積を有する、請求項16に記載の方法。
【請求項20】
前記第1の接着剤層と前記第2の接着剤層の少なくとも一方は少なくとも80%の接触の表面積を有する、請求項16に記載の方法。
【請求項21】
前記第1の接着剤層と前記第2の接着剤層の少なくとも一方は感圧接着剤を含む、請求項16に記載の方法。
【請求項22】
前記第1の接着剤層と前記第2の接着剤層の少なくとも一方は除去可能である、請求項16に記載の方法。
【請求項23】
前記第1の接着剤層と前記第2の接着剤層は除去可能である、請求項16に記載の方法。
【請求項24】
前記基板は高分子フィルム層と発泡体層とを含む、請求項16に記載の方法。
【請求項25】
前記高分子フィルム層の少なくとも一方側に支持層をさらに含む、請求項21に記載の方法。
【請求項26】
前記フィルム層と前記発泡体層との間に接着剤層をさらに含む、請求項21に記載の方法。
【請求項27】
前記高分子フィルムはポリエステルを含む、請求項21に記載の方法。
【請求項28】
前記発泡体層は架橋されている、請求項21に記載の方法。
【請求項29】
前記キャリアはドラム、シリンダおよびベルトから選択される、請求項16に記載の方法。
【請求項30】
第1の接着剤層と前記第1の接着剤層上の基板と前記基板の反対側の第2の接着剤層とを含む、フレキソ印刷のための接着剤テープであって、前記基板が発泡体層を含み、前記第1の接着剤層と前記第2の接着剤層の少なくとも一方が永久溝の規則的パターンを含むとともに略連続的である接着剤テープ。
【請求項31】
前記基板は略平滑な高分子フィルム層をさらに含む、請求項30に記載のテープ。
【請求項32】
前記第1の接着剤層と前記第2の接着剤層の両方は略連続的であるとともに永久溝の規則的パターンを含む、請求項31に記載のテープ。
【請求項33】
前記第1の接着剤層と前記第2の接着剤層は少なくとも50%の接触の表面積を有する、請求項30に記載のテープ。
【請求項34】
前記第1の接着剤層と前記第2の接着剤層は少なくとも80%の接触の表面積を有する、請求項30に記載のテープ。
【請求項35】
前記第1の接着剤層と前記第2の接着剤層の少なくとも一方は感圧接着剤を含む、請求項30に記載のテープ。
【請求項36】
前記第1の接着剤層と前記第2の接着剤層の少なくとも一方は除去可能である、請求項30に記載のテープ。
【請求項37】
前記第1の接着剤層と前記第2の接着剤層は除去可能である、請求項30に記載のテープ。
【請求項38】
前記高分子フィルム層の少なくとも一方側に支持層をさらに含む、請求項31に記載のテープ。
【請求項39】
前記フィルム層と前記発泡体層との間に接着剤層をさらに含む、請求項31に記載のテープ。
【請求項40】
前記高分子フィルムはポリエステルを含む、請求項31に記載のテープ。
【請求項41】
前記発泡体層は架橋されている、請求項31に記載のテープ。
【請求項42】
(a)取付け面を有するフレキソ印刷版のためのキャリアを提供する工程と、
(b)第1の接着剤層と前記第1の接着剤層上の基板と前記基板の反対側の第2の接着剤層とを含むテープであって、前記基板が略平滑であり、前記第1の接着剤層と前記第2の接着剤層の少なくとも一方が略連続的であるとともに、永久溝の規則的パターンを含むテープを提供する工程と、
(c)前記テープの前記第1の接着剤層を前記キャリアの前記取付け面に適用させる工程と、
(d)前記印刷版を前記テープの前記第2の接着剤層に適用させる工程と、
(e)インキを前記印刷版に適用させる工程と、
(f)前記インキを基板に適用させる工程とを含むフレキソ印刷方法。
【請求項43】
前記溝はV−形状断面を有する略線状の溝である、請求項41に記載の方法。
【請求項44】
前記第1の接着剤層と前記第2の接着剤層の少なくとも一方は少なくとも80%の接触の表面積を有する、請求項41に記載の方法。
【請求項45】
前記第1の接着剤層と前記第2の接着剤層の少なくとも一方は感圧接着剤を含む、請求項41に記載の方法。
【請求項46】
前記第1の接着剤層と前記第2の接着剤層の少なくとも一方は除去可能である、請求項41に記載の方法。
【請求項47】
前記基板は高分子フィルム層と発泡体層とを含む、請求項41に記載の方法。
【請求項48】
前記高分子フィルム層の少なくとも一方側に支持層をさらに含む、請求項46に記載の方法。
【請求項49】
前記フィルム層と前記発泡体層との間に接着剤層をさらに含む、請求項46に記載の方法。
【請求項50】
前記キャリアはドラム、シリンダおよびベルトから選択される、請求項41に記載の方法。
【請求項51】
前記キャリアはシリンダである、請求項41に記載の方法。
【請求項52】
(a)表面と前記表面上のテープとを含むフレキソ印刷版のためのキャリアであって、前記テープが前記表面上の第1の接着剤層と前記第1の接着剤層上の基板と前記基板の反対側の第2の接着剤層とを含み、前記基板が略平滑であり、前記第1の接着剤層と前記第2の接着剤層の少なくとも一方が略連続的であるとともに、永久溝の規則的パターンを含むキャリアと、
(b)前記テープの前記第2の接着剤層上の印刷版とを含む印刷デバイス。
【請求項53】
前記第1の接着剤と前記第2の接着剤の少なくとも一方は除去可能である、請求項50に記載のデバイス。
【請求項54】
前記基板は高分子フィルムである、請求項50に記載のデバイス。
【請求項55】
前記基板は発泡体層である、請求項50に記載のデバイス。
【請求項56】
前記溝はV−形状断面を有する略線状の溝である、請求項50に記載のデバイス。
【請求項57】
前記第1の接着剤層と前記第2の接着剤層の少なくとも一方は少なくとも50%の接触の表面積を有する、請求項50に記載のデバイス。
【請求項58】
前記基板は高分子フィルム層と発泡体層とを含む、請求項50に記載のデバイス。
【請求項59】
前記高分子フィルム層の少なくとも一方側に支持層をさらに含む、請求項56に記載のデバイス。
【請求項60】
前記フィルム層と前記発泡体層との間に接着剤層をさらに含む、請求項56に記載のデバイス。
【請求項61】
前記高分子フィルムはポリエステルを含む、請求項56に記載のデバイス。
【請求項62】
前記第1の接着剤層と前記第2の接着剤層の少なくとも一方は感圧接着剤を含む、請求項50に記載のデバイス。
【請求項63】
前記キャリアはドラム、シリンダおよびベルトから選択される請求項50に記載のデバイス。
【請求項64】
(a)下面およびレリーフ面を有する印刷版と、
(b)前記印刷版の下面に結合された第1の表面を有する略平滑な基板および前記第1の表面の反対側にある前記基板の第2の表面に結合された接着剤層を含む前記印刷版の下面上の取付けテープであって、前記接着剤層が略連続的であるとともに、永久溝の規則的パターンを含む取付けテープとを含む、フレキソ印刷のための印刷版。
【請求項65】
前記基板は高分子フィルム層と第2の接着剤層とを含む、請求項64に記載の印刷版。
【請求項66】
前記基板は発泡体層をさらに含む、請求項65に記載の印刷版。
【請求項67】
前記基板は少なくとも一層の表皮層をさらに含む、請求項65に記載の印刷版。
【請求項68】
前記基板は、順に高分子フィルム層、接着剤層および発泡体層を含む、請求項64に記載の印刷版。
【請求項69】
(a)下面およびレリーフ面を有する印刷版と、
(b)前記印刷版の下面上の接着剤層であって、略連続的であるとともに、永久溝の規則的パターンを含む接着剤層とを含むフレキソ印刷のための印刷版。
【請求項70】
前記接着剤層と前記印刷版との間に支持層をさらに含む、請求項69に記載の印刷版。
【請求項71】
前記支持層は高分子フィルムである、請求項70に記載の印刷版。
【請求項72】
第1の側と第2の側とを有する略平滑な基板と前記基板の前記第2の側の第2の接着剤層とをさらに含み、前記第2の接着剤層が略連続的であるとともに、永久溝の規則的パターンを含む、請求項69に記載の印刷版。
【請求項73】
前記基板は発泡体の層を含む、請求項72に記載の印刷版。
【請求項74】
前記基板は高分子フィルムの層を含む、請求項72に記載の印刷版。
【請求項75】
前記基板は発泡体層と高分子フィルム層とを含む、請求項72に記載の印刷版。
【請求項76】
レリーフ面と、前記レリーフ面の反対側にある下面であって、溝のパターンを含む下面とを有するフレキソ印刷のための印刷版。
【請求項77】
前記印刷版は、感光性ポリマーおよび金属からなる群から選択された材料から製造される、請求項76に記載の印刷版。
【請求項78】
印刷版のための取付け面を有するキャリアであって、溝のパターンを含む取付け面を有するフレキソ印刷機内の印刷版のためのキャリア。
【請求項79】
前記キャリアはシリンダ、ドラムおよびベルトからなる群から選択される、請求項78に記載のキャリア。
【請求項80】
前記キャリアはシリンダである、請求項78に記載のキャリア。
【請求項81】
表面と前記表面上のテープとを含むフレキソ印刷版のためのキャリアであって、前記テープが前記表面上の第1の接着剤層と前記第1の接着剤層上の基板と前記基板の反対側の第2の接着剤層とを含み、前記基板が略平滑であり、前記第1の接着剤層と前記第2の接着剤層の少なくとも一方が約4μm〜約200μmの深さおよび約4μm〜約200μmの幅を有する永久溝の規則的パターンを含むキャリア。
【請求項82】
(a)取付け面を有するフレキソ印刷版のためのキャリアを提供する工程と、
(b)第1の接着剤層と前記第1の接着剤層上の基板と前記基板の反対側の第2の接着剤層とを含むテープであって、前記基板が略平滑であり、前記第1の接着剤層と前記第2の接着剤層の少なくとも一方が約4μm〜約200μmの深さおよび約4μm〜約200μmの幅を有する永久溝の規則的パターンを含むテープを提供する工程と、
(c)前記第1の接着剤層を前記キャリアの前記取付け面に適用させる工程と、を含む印刷版を取り付ける方法。
【請求項83】
第1の接着剤層と前記第1の接着剤層上の基板と前記基板の反対側の第2の接着剤層とを含むフレキソ印刷版のための接着剤テープであって、前記基板が発泡体層を含み、前記第1の接着剤層と前記第2の接着剤層の少なくとも一方が約4μm〜約200μmの深さおよび約4μm〜約200μmの幅を有する永久溝の規則的パターンを含む接着剤テープ。
【請求項84】
(a)取付け面を有するフレキソ印刷版のためのキャリアを提供する工程と、
(b)第1の接着剤層と前記第1の接着剤層上の基板と前記基板の反対側の第2の接着剤層とを含むテープであって、前記基板が略平滑であり、前記第1の接着剤層と前記第2の接着剤層の少なくとも一方が約4μm〜約200μmの深さおよび約4μm〜約200μmの幅を有する永久溝の規則的パターンを含むテープを提供する工程と、
(c)前記テープの前記第1の接着剤層を前記キャリアの前記取付け面に適用させる工程と、
(d)前記印刷版を前記テープの前記第2の接着剤層に適用させる工程と、
(e)インキを前記印刷版に適用させる工程と、
(f)前記インキを基板に適用させる工程とを含むフレキソ印刷方法。
【請求項85】
(a)表面と前記表面上のテープとを含むフレキソ印刷版のためのキャリアであって、前記テープが前記表面上の第1の接着剤層と前記第1の接着剤層上の基板と前記基板の反対側の第2の接着剤層とを含み、前記基板が略平滑であり、前記第1の接着剤層と前記第2の接着剤層の少なくとも一方が約4μm〜約200μmの深さおよび約4μm〜約200μmの幅を有する永久溝の規則的パターンを含むキャリアと、
(b)前記テープの前記第2の接着剤層上の印刷版とを含む印刷デバイス。
【請求項86】
(a)下面およびレリーフ面を有する印刷版と、
(b)前記印刷版の下面に結合された第1の表面を有する略平滑な基板および前記第1の表面の反対側にある前記基板の第2の表面に結合された接着剤層を含む前記印刷版の下面上の取付けテープであって、前記接着剤層が約4μm〜約200μmの深さおよび約4μm〜約200μmの幅を有する永久溝の規則的パターンを含む取付けテープとを含むフレキソ印刷のための印刷版。
【請求項87】
(a)下面およびレリーフ面を有する印刷版と、
(b)前記印刷版の下面上の接着剤層であって、約4μm〜約200μmの深さおよび約4μm〜約200μmの幅を有する永久溝の規則的パターンを含む接着剤層とを含むフレキソ印刷のための印刷版。
【請求項1】
表面と前記表面上のテープとを含むフレキソ印刷版のためのキャリアであって、前記テープが前記表面上の第1の接着剤層と前記第1の接着剤層上の基板と前記基板の反対側の第2の接着剤層とを含み、前記基板が略平滑であり、前記第1の接着剤層と前記第2の接着剤層の少なくとも一方が略連続的であるとともに、永久溝の規則的パターンを含むキャリア。
【請求項2】
前記第1の接着剤と前記第2の接着剤の少なくとも一方は除去可能である、請求項1に記載のキャリア。
【請求項3】
前記基板は高分子フィルムである、請求項1に記載のキャリア。
【請求項4】
前記基板は発泡体層を含む、請求項1に記載のキャリア。
【請求項5】
前記溝は略線状であるとともにV−形状および台形から選択された断面形状を有する、請求項1に記載のキャリア。
【請求項6】
前記第1の接着剤層と前記第2の接着剤層の少なくとも一方は少なくとも50%の接触の表面積を有する、請求項1に記載のキャリア。
【請求項7】
前記第1の接着剤層と前記第2の接着剤層の少なくとも一方は少なくとも80%の接触の表面積を有する、請求項1に記載のキャリア。
【請求項8】
前記基板は高分子フィルム層と発泡体層とを含む、請求項1に記載のキャリア。
【請求項9】
前記高分子フィルム層の少なくとも一方側に支持層をさらに含む、請求項8に記載のキャリア。
【請求項10】
前記フィルム層と前記発泡体層との間に接着剤層をさらに含む、請求項8に記載のキャリア。
【請求項11】
前記高分子フィルムはポリエステルを含む、請求項8に記載のキャリア。
【請求項12】
前記発泡体層は架橋されている、請求項8に記載のキャリア。
【請求項13】
前記第1の接着剤層と前記第2の接着剤層の少なくとも一方は感圧接着剤を含む、請求項8に記載のキャリア。
【請求項14】
前記第1の接着剤層と前記第2の接着剤層は感圧接着剤を含む、請求項8に記載のキャリア。
【請求項15】
前記キャリアはドラム、シリンダおよびベルトから選択される、請求項8に記載のキャリア。
【請求項16】
(a)取付け面を有するフレキソ印刷版のためのキャリアを提供する工程と、
(b)第1の接着剤層と前記第1の接着剤層上の基板と前記基板の反対側の第2の接着剤層とを含むテープであって、前記基板が略平滑であり、前記第1の接着剤層と前記第2の接着剤層の少なくとも一方が略連続的であるとともに、永久溝の規則的パターンを含むテープを提供する工程と、
(c)前記第1の接着剤層を前記キャリアの前記取付け面に適用させる工程とを含む印刷版を取り付ける方法。
【請求項17】
印刷版を前記第2の接着剤層に接着させる工程をさらに含む、請求項16に記載の方法。
【請求項18】
前記溝は略線状であるとともにV−形状および台形から選択された断面形状を有する、請求項16に記載の方法。
【請求項19】
前記第1の接着剤層と前記第2の接着剤層の少なくとも一方は少なくとも50%の接触の表面積を有する、請求項16に記載の方法。
【請求項20】
前記第1の接着剤層と前記第2の接着剤層の少なくとも一方は少なくとも80%の接触の表面積を有する、請求項16に記載の方法。
【請求項21】
前記第1の接着剤層と前記第2の接着剤層の少なくとも一方は感圧接着剤を含む、請求項16に記載の方法。
【請求項22】
前記第1の接着剤層と前記第2の接着剤層の少なくとも一方は除去可能である、請求項16に記載の方法。
【請求項23】
前記第1の接着剤層と前記第2の接着剤層は除去可能である、請求項16に記載の方法。
【請求項24】
前記基板は高分子フィルム層と発泡体層とを含む、請求項16に記載の方法。
【請求項25】
前記高分子フィルム層の少なくとも一方側に支持層をさらに含む、請求項21に記載の方法。
【請求項26】
前記フィルム層と前記発泡体層との間に接着剤層をさらに含む、請求項21に記載の方法。
【請求項27】
前記高分子フィルムはポリエステルを含む、請求項21に記載の方法。
【請求項28】
前記発泡体層は架橋されている、請求項21に記載の方法。
【請求項29】
前記キャリアはドラム、シリンダおよびベルトから選択される、請求項16に記載の方法。
【請求項30】
第1の接着剤層と前記第1の接着剤層上の基板と前記基板の反対側の第2の接着剤層とを含む、フレキソ印刷のための接着剤テープであって、前記基板が発泡体層を含み、前記第1の接着剤層と前記第2の接着剤層の少なくとも一方が永久溝の規則的パターンを含むとともに略連続的である接着剤テープ。
【請求項31】
前記基板は略平滑な高分子フィルム層をさらに含む、請求項30に記載のテープ。
【請求項32】
前記第1の接着剤層と前記第2の接着剤層の両方は略連続的であるとともに永久溝の規則的パターンを含む、請求項31に記載のテープ。
【請求項33】
前記第1の接着剤層と前記第2の接着剤層は少なくとも50%の接触の表面積を有する、請求項30に記載のテープ。
【請求項34】
前記第1の接着剤層と前記第2の接着剤層は少なくとも80%の接触の表面積を有する、請求項30に記載のテープ。
【請求項35】
前記第1の接着剤層と前記第2の接着剤層の少なくとも一方は感圧接着剤を含む、請求項30に記載のテープ。
【請求項36】
前記第1の接着剤層と前記第2の接着剤層の少なくとも一方は除去可能である、請求項30に記載のテープ。
【請求項37】
前記第1の接着剤層と前記第2の接着剤層は除去可能である、請求項30に記載のテープ。
【請求項38】
前記高分子フィルム層の少なくとも一方側に支持層をさらに含む、請求項31に記載のテープ。
【請求項39】
前記フィルム層と前記発泡体層との間に接着剤層をさらに含む、請求項31に記載のテープ。
【請求項40】
前記高分子フィルムはポリエステルを含む、請求項31に記載のテープ。
【請求項41】
前記発泡体層は架橋されている、請求項31に記載のテープ。
【請求項42】
(a)取付け面を有するフレキソ印刷版のためのキャリアを提供する工程と、
(b)第1の接着剤層と前記第1の接着剤層上の基板と前記基板の反対側の第2の接着剤層とを含むテープであって、前記基板が略平滑であり、前記第1の接着剤層と前記第2の接着剤層の少なくとも一方が略連続的であるとともに、永久溝の規則的パターンを含むテープを提供する工程と、
(c)前記テープの前記第1の接着剤層を前記キャリアの前記取付け面に適用させる工程と、
(d)前記印刷版を前記テープの前記第2の接着剤層に適用させる工程と、
(e)インキを前記印刷版に適用させる工程と、
(f)前記インキを基板に適用させる工程とを含むフレキソ印刷方法。
【請求項43】
前記溝はV−形状断面を有する略線状の溝である、請求項41に記載の方法。
【請求項44】
前記第1の接着剤層と前記第2の接着剤層の少なくとも一方は少なくとも80%の接触の表面積を有する、請求項41に記載の方法。
【請求項45】
前記第1の接着剤層と前記第2の接着剤層の少なくとも一方は感圧接着剤を含む、請求項41に記載の方法。
【請求項46】
前記第1の接着剤層と前記第2の接着剤層の少なくとも一方は除去可能である、請求項41に記載の方法。
【請求項47】
前記基板は高分子フィルム層と発泡体層とを含む、請求項41に記載の方法。
【請求項48】
前記高分子フィルム層の少なくとも一方側に支持層をさらに含む、請求項46に記載の方法。
【請求項49】
前記フィルム層と前記発泡体層との間に接着剤層をさらに含む、請求項46に記載の方法。
【請求項50】
前記キャリアはドラム、シリンダおよびベルトから選択される、請求項41に記載の方法。
【請求項51】
前記キャリアはシリンダである、請求項41に記載の方法。
【請求項52】
(a)表面と前記表面上のテープとを含むフレキソ印刷版のためのキャリアであって、前記テープが前記表面上の第1の接着剤層と前記第1の接着剤層上の基板と前記基板の反対側の第2の接着剤層とを含み、前記基板が略平滑であり、前記第1の接着剤層と前記第2の接着剤層の少なくとも一方が略連続的であるとともに、永久溝の規則的パターンを含むキャリアと、
(b)前記テープの前記第2の接着剤層上の印刷版とを含む印刷デバイス。
【請求項53】
前記第1の接着剤と前記第2の接着剤の少なくとも一方は除去可能である、請求項50に記載のデバイス。
【請求項54】
前記基板は高分子フィルムである、請求項50に記載のデバイス。
【請求項55】
前記基板は発泡体層である、請求項50に記載のデバイス。
【請求項56】
前記溝はV−形状断面を有する略線状の溝である、請求項50に記載のデバイス。
【請求項57】
前記第1の接着剤層と前記第2の接着剤層の少なくとも一方は少なくとも50%の接触の表面積を有する、請求項50に記載のデバイス。
【請求項58】
前記基板は高分子フィルム層と発泡体層とを含む、請求項50に記載のデバイス。
【請求項59】
前記高分子フィルム層の少なくとも一方側に支持層をさらに含む、請求項56に記載のデバイス。
【請求項60】
前記フィルム層と前記発泡体層との間に接着剤層をさらに含む、請求項56に記載のデバイス。
【請求項61】
前記高分子フィルムはポリエステルを含む、請求項56に記載のデバイス。
【請求項62】
前記第1の接着剤層と前記第2の接着剤層の少なくとも一方は感圧接着剤を含む、請求項50に記載のデバイス。
【請求項63】
前記キャリアはドラム、シリンダおよびベルトから選択される請求項50に記載のデバイス。
【請求項64】
(a)下面およびレリーフ面を有する印刷版と、
(b)前記印刷版の下面に結合された第1の表面を有する略平滑な基板および前記第1の表面の反対側にある前記基板の第2の表面に結合された接着剤層を含む前記印刷版の下面上の取付けテープであって、前記接着剤層が略連続的であるとともに、永久溝の規則的パターンを含む取付けテープとを含む、フレキソ印刷のための印刷版。
【請求項65】
前記基板は高分子フィルム層と第2の接着剤層とを含む、請求項64に記載の印刷版。
【請求項66】
前記基板は発泡体層をさらに含む、請求項65に記載の印刷版。
【請求項67】
前記基板は少なくとも一層の表皮層をさらに含む、請求項65に記載の印刷版。
【請求項68】
前記基板は、順に高分子フィルム層、接着剤層および発泡体層を含む、請求項64に記載の印刷版。
【請求項69】
(a)下面およびレリーフ面を有する印刷版と、
(b)前記印刷版の下面上の接着剤層であって、略連続的であるとともに、永久溝の規則的パターンを含む接着剤層とを含むフレキソ印刷のための印刷版。
【請求項70】
前記接着剤層と前記印刷版との間に支持層をさらに含む、請求項69に記載の印刷版。
【請求項71】
前記支持層は高分子フィルムである、請求項70に記載の印刷版。
【請求項72】
第1の側と第2の側とを有する略平滑な基板と前記基板の前記第2の側の第2の接着剤層とをさらに含み、前記第2の接着剤層が略連続的であるとともに、永久溝の規則的パターンを含む、請求項69に記載の印刷版。
【請求項73】
前記基板は発泡体の層を含む、請求項72に記載の印刷版。
【請求項74】
前記基板は高分子フィルムの層を含む、請求項72に記載の印刷版。
【請求項75】
前記基板は発泡体層と高分子フィルム層とを含む、請求項72に記載の印刷版。
【請求項76】
レリーフ面と、前記レリーフ面の反対側にある下面であって、溝のパターンを含む下面とを有するフレキソ印刷のための印刷版。
【請求項77】
前記印刷版は、感光性ポリマーおよび金属からなる群から選択された材料から製造される、請求項76に記載の印刷版。
【請求項78】
印刷版のための取付け面を有するキャリアであって、溝のパターンを含む取付け面を有するフレキソ印刷機内の印刷版のためのキャリア。
【請求項79】
前記キャリアはシリンダ、ドラムおよびベルトからなる群から選択される、請求項78に記載のキャリア。
【請求項80】
前記キャリアはシリンダである、請求項78に記載のキャリア。
【請求項81】
表面と前記表面上のテープとを含むフレキソ印刷版のためのキャリアであって、前記テープが前記表面上の第1の接着剤層と前記第1の接着剤層上の基板と前記基板の反対側の第2の接着剤層とを含み、前記基板が略平滑であり、前記第1の接着剤層と前記第2の接着剤層の少なくとも一方が約4μm〜約200μmの深さおよび約4μm〜約200μmの幅を有する永久溝の規則的パターンを含むキャリア。
【請求項82】
(a)取付け面を有するフレキソ印刷版のためのキャリアを提供する工程と、
(b)第1の接着剤層と前記第1の接着剤層上の基板と前記基板の反対側の第2の接着剤層とを含むテープであって、前記基板が略平滑であり、前記第1の接着剤層と前記第2の接着剤層の少なくとも一方が約4μm〜約200μmの深さおよび約4μm〜約200μmの幅を有する永久溝の規則的パターンを含むテープを提供する工程と、
(c)前記第1の接着剤層を前記キャリアの前記取付け面に適用させる工程と、を含む印刷版を取り付ける方法。
【請求項83】
第1の接着剤層と前記第1の接着剤層上の基板と前記基板の反対側の第2の接着剤層とを含むフレキソ印刷版のための接着剤テープであって、前記基板が発泡体層を含み、前記第1の接着剤層と前記第2の接着剤層の少なくとも一方が約4μm〜約200μmの深さおよび約4μm〜約200μmの幅を有する永久溝の規則的パターンを含む接着剤テープ。
【請求項84】
(a)取付け面を有するフレキソ印刷版のためのキャリアを提供する工程と、
(b)第1の接着剤層と前記第1の接着剤層上の基板と前記基板の反対側の第2の接着剤層とを含むテープであって、前記基板が略平滑であり、前記第1の接着剤層と前記第2の接着剤層の少なくとも一方が約4μm〜約200μmの深さおよび約4μm〜約200μmの幅を有する永久溝の規則的パターンを含むテープを提供する工程と、
(c)前記テープの前記第1の接着剤層を前記キャリアの前記取付け面に適用させる工程と、
(d)前記印刷版を前記テープの前記第2の接着剤層に適用させる工程と、
(e)インキを前記印刷版に適用させる工程と、
(f)前記インキを基板に適用させる工程とを含むフレキソ印刷方法。
【請求項85】
(a)表面と前記表面上のテープとを含むフレキソ印刷版のためのキャリアであって、前記テープが前記表面上の第1の接着剤層と前記第1の接着剤層上の基板と前記基板の反対側の第2の接着剤層とを含み、前記基板が略平滑であり、前記第1の接着剤層と前記第2の接着剤層の少なくとも一方が約4μm〜約200μmの深さおよび約4μm〜約200μmの幅を有する永久溝の規則的パターンを含むキャリアと、
(b)前記テープの前記第2の接着剤層上の印刷版とを含む印刷デバイス。
【請求項86】
(a)下面およびレリーフ面を有する印刷版と、
(b)前記印刷版の下面に結合された第1の表面を有する略平滑な基板および前記第1の表面の反対側にある前記基板の第2の表面に結合された接着剤層を含む前記印刷版の下面上の取付けテープであって、前記接着剤層が約4μm〜約200μmの深さおよび約4μm〜約200μmの幅を有する永久溝の規則的パターンを含む取付けテープとを含むフレキソ印刷のための印刷版。
【請求項87】
(a)下面およびレリーフ面を有する印刷版と、
(b)前記印刷版の下面上の接着剤層であって、約4μm〜約200μmの深さおよび約4μm〜約200μmの幅を有する永久溝の規則的パターンを含む接着剤層とを含むフレキソ印刷のための印刷版。
【図1A】

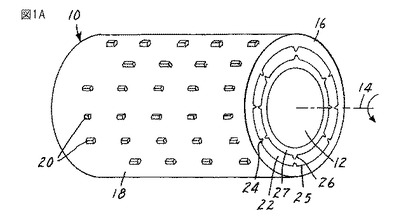
【図1B】
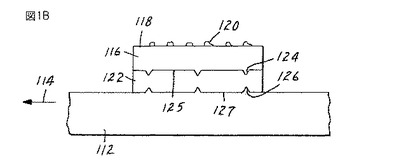
【図2】
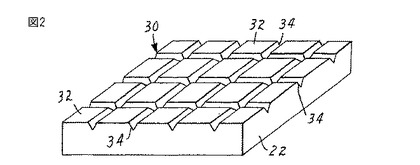
【図3】
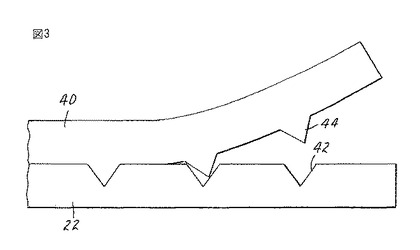
【図4A】
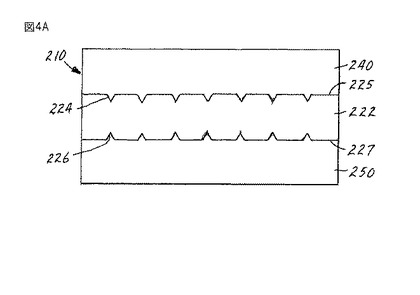
【図4B】
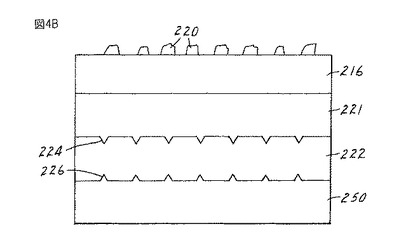
【図4C】
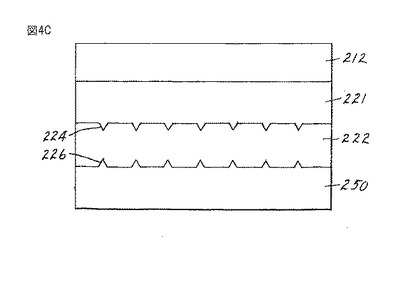
【図5】
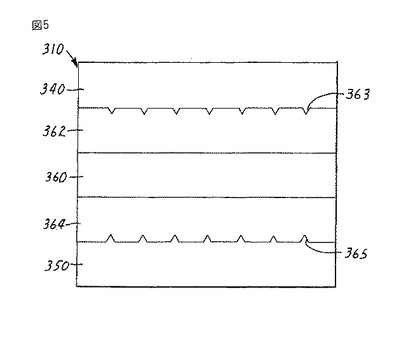
【図6A】
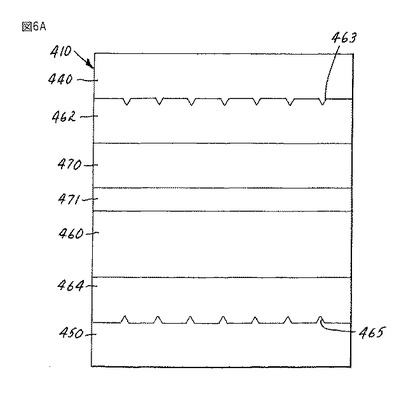
【図6B】
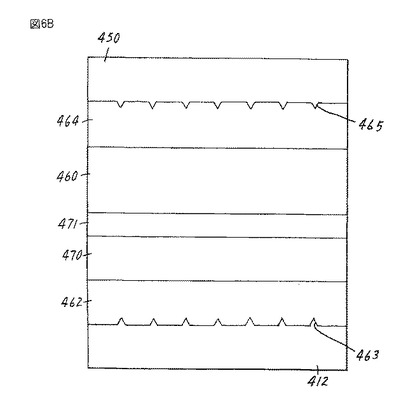
【図6C】
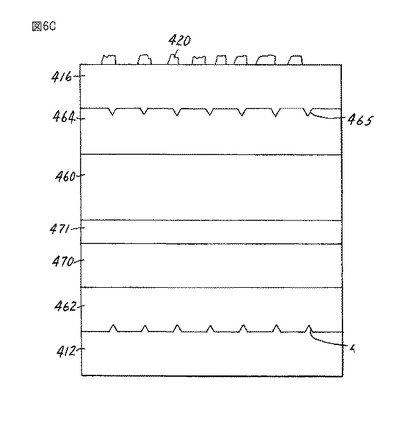
【図6D】
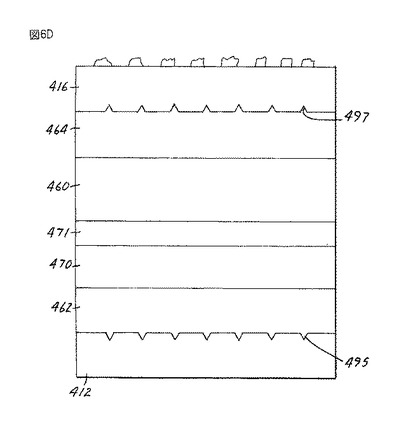
【図7】
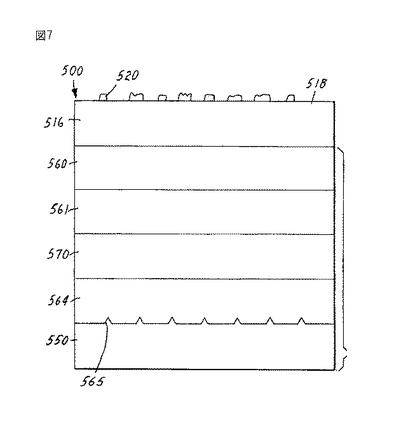
【図8】
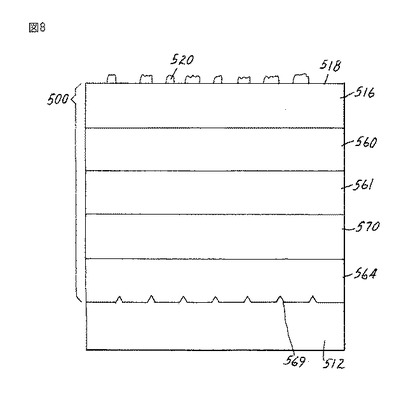
【図9】
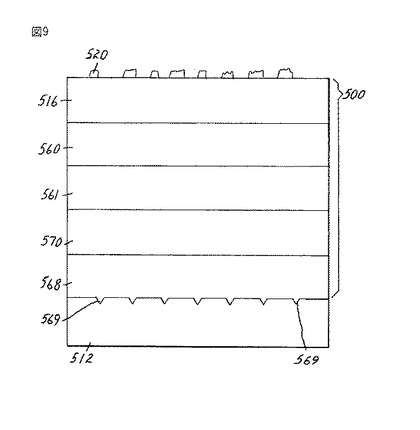
【図1B】
【図2】
【図3】
【図4A】
【図4B】
【図4C】
【図5】
【図6A】
【図6B】
【図6C】
【図6D】
【図7】
【図8】
【図9】
【公開番号】特開2012−57168(P2012−57168A)
【公開日】平成24年3月22日(2012.3.22)
【国際特許分類】
【外国語出願】
【出願番号】特願2011−243565(P2011−243565)
【出願日】平成23年11月7日(2011.11.7)
【分割の表示】特願2002−517303(P2002−517303)の分割
【原出願日】平成13年1月8日(2001.1.8)
【出願人】(505005049)スリーエム イノベイティブ プロパティズ カンパニー (2,080)
【Fターム(参考)】
【公開日】平成24年3月22日(2012.3.22)
【国際特許分類】
【出願番号】特願2011−243565(P2011−243565)
【出願日】平成23年11月7日(2011.11.7)
【分割の表示】特願2002−517303(P2002−517303)の分割
【原出願日】平成13年1月8日(2001.1.8)
【出願人】(505005049)スリーエム イノベイティブ プロパティズ カンパニー (2,080)
【Fターム(参考)】
[ Back to top ]