
空気二次電池用外装材、空気二次電池用外装材の製造方法及び空気二次電池
【課題】外装シートと酸素透過膜との接合性に優れるとともに、酸素透過性の良好な空気二次電池用外装材を提供する。
【解決手段】外層と金属箔層と熱可塑性樹脂フィルムを含む内層とが積層されてなるとともに、外層と金属箔層と内層とを貫通する酸素取り込み用の開口部が設けられている外装シートと、開口部を覆うように開口部周辺部の前記内層側に接合される酸素透過膜と、を具備してなり、酸素透過膜の外縁部または開口部周辺部のいずれか一方または両方の接合面に、反応性官能基を有するシランカップリング剤が塗布されている空気二次電池用外装材を採用する。
【解決手段】外層と金属箔層と熱可塑性樹脂フィルムを含む内層とが積層されてなるとともに、外層と金属箔層と内層とを貫通する酸素取り込み用の開口部が設けられている外装シートと、開口部を覆うように開口部周辺部の前記内層側に接合される酸素透過膜と、を具備してなり、酸素透過膜の外縁部または開口部周辺部のいずれか一方または両方の接合面に、反応性官能基を有するシランカップリング剤が塗布されている空気二次電池用外装材を採用する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、空気二次電池用外装材、空気二次電池用外装材の製造方法及び空気二次電池に関する。
【背景技術】
【0002】
ビデオカメラ、ノート型パソコン、携帯電話等の電子機器のポータブル化、小型化に応じて、その駆動源である電池にも小型軽量化の要求が高まり、高性能なリチウム二次電池が普及されるに至っている。最近では、リチウム二次電池を電気自動車またはハイブリッド車の車載電源に適用すべく、リチウム二次電池の大型化が検討されている。
【0003】
ところで、車両における車載電源の搭載スペースに限りがあり、また搭載スペースの形状も一定ではないことから、電子機器等の場合と同様に、車載用のリチウム二次電池には小型化(薄型化)ないし軽量化および形状の自由度が求められている。このようなリチウム二次電池の外装材として、例えば下記特許文献1にあるような外装シートが知られている。特許文献1の外装シートは、樹脂層からなる外層、アルミニウム箔及び樹脂層からなる内層が積層されてなるものであり、内層の樹脂層にはヒートシール性が付与されている。このような外装シートを袋状に加工して包装容器とし、包装容器にセルを挿入し、外装シートの内層同士をヒートシールすることで、密閉性及び形状の自由度に優れたリチウム二次電池が得られている。
【0004】
また、最近では、負極活物質としてリチウムまたはアルミニウムを使用し、正極活物質として空気中の酸素を用いた空気二次電池が注目されている。正極活物質として空気中の酸素を用いるので、電池体積あたりのエネルギー密度の向上が期待されている。たとえば、空気二次電池の1種であるリチウム空気二次電池は、外装材に負極活物質である金属リチウムと電解質が封入され、外装材には酸素取り入れ用の窓部が設けられ、この窓部に空気極が貼り合わされている(特許文献2参照)。空気極は、酸素透過膜と触媒層とを含んで構成されており、酸素透過膜が外装材の窓部に接合されることによって、空気極が窓部に配置されている。酸素透過膜としては、たとえば、アニオン交換膜が知られている。また、外装材としては、従来のリチウム二次電池用の外装シートの採用が検討されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特許第4431822号公報
【特許文献2】特開2011−96492号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、従来の空気二次電池においては、外装シートとアニオン交換膜からなる酸素透過膜との接合が不十分であり、電解質の漏出や、外部からの二酸化炭素の侵入による空気二次電池の短寿命化が問題になっていた。また、空気二次電池の内部の電解液に触れることで酸素透過膜が膨潤し、酸素透過に障害が生じるおそれがあるという問題があった。
【0007】
本発明は上記事情に鑑みてなされたもので、外装シートと酸素透過膜との接合性に優れ、かつ、良好な酸素透過性が得られる空気二次電池用外装材を提供することを目的とする。また、本発明は、外装シートと酸素透過膜との接合性を向上でき、かつ、良好な酸素透過性が実現可能な空気二次電池用外装材の製造方法を提供することを目的とする。さらに、本発明は、電解質の漏出や、外部からの二酸化炭素の侵入を防止可能な空気二次電池を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明は以下に関する。
[1] 耐熱性樹脂フィルムを含む外層と金属箔層と熱可塑性樹脂フィルムを含む内層とが積層されてなるとともに、前記外層と前記金属箔層と前記内層とを貫通する酸素取り込み用の開口部が設けられている外装シートと、
前記開口部を覆うように前記開口部周辺部の前記内層側に接合される酸素透過膜と、を具備してなり、
前記酸素透過膜の外縁部または前記開口部周辺部のいずれか一方または両方の接合面に、反応性官能基を有するシランカップリング剤が塗布されていることを特徴とする空気二次電池用外装材。
[2] 前記シランカップリング剤の前記反応性官能基は、ビニル基、エポキシ基、スチリル基、メタクリル基、アクリル基、アミノ基、ウレイド基、メルカプト基、スルフィド基、イソシアネート基からなる群から選択されるいずれか1種を末端に有する[1]に記載の空気二次電池用外装材。
[3] 前記内層が、酸変性ポリオレフィン樹脂フィルムからなる[1]または[2]に記載の空気二次電池用外装材。
[4] 前記酸素透過膜がアニオン交換膜であり、スルホ系イオン交換樹脂、フッ素系イオン交換樹脂、強塩基性陰性イオン交換樹脂からなる群から選ばれるいずれか1種である[1]乃至[3]の何れか一項に記載の空気二次電池用外装材。
[5] 前記外装シートと前記酸素透過膜とが、圧着または接着されている[1]乃至[4]の何れか一項に記載の空気二次電池用外装材。
[6] 前記酸素透過膜に、更に、疎水性官能基を有するシランカップリング剤が塗布されている[1]乃至[5]の何れか一項に記載の空気二次電池用外装材。
[7] [1]乃至[6]の何れか一項に記載の空気二次電池用外装材を備えたことを特徴とする空気二次電池。
[8] 耐熱性樹脂フィルムを含む外層と金属箔層と熱可塑性樹脂フィルムを含む内層とが積層されてなるとともに、前記外層と前記金属箔層と前記内層とを貫通する酸素取り込み用の開口部が設けられている外装シートの開口部周辺部、または、前記酸素透過膜の外縁部のいずれか一方または両方の接合面に、反応性官能基を有するシランカップリング剤を塗布する工程と、
前記外装シートの開口部周辺部に、前記酸素透過膜を接合する工程と、
を具備してなることを特徴とする空気二次電池用外装材の製造方法。
[9] 前記シランカップリング剤の前記反応性官能基は、ビニル基、エポキシ基、スチリル基、メタクリル基、アクリル基、アミノ基、ウレイド基、メルカプト基、スルフィド基、イソシアネート基からなる群から選択されるいずれか1種を末端に有する[8]に記載の空気二次電池用外装材の製造方法。
[10] 前記内層が、酸変性ポリオレフィン樹脂フィルムからなる[8]または[9]に記載の空気二次電池用外装材の製造方法。
[11] 前記酸素透過膜がアニオン交換膜であり、スルホ系イオン交換樹脂、フッ素系イオン交換樹脂、強塩基性陰性イオン交換樹脂からなる群から選ばれるいずれか1種である[8]乃至[10]の何れか一項に記載の空気二次電池用外装材の製造方法。
[12] 前記外装シートと前記酸素透過膜とを、圧着または接着する[8]乃至[11]の何れか一項に記載の空気二次電池用外装材の製造方法。
[13] 前記酸素透過膜に、疎水性官能基を有するシランカップリング剤を塗布してから、前記の反応性官能基を有するシランカップリング剤を塗布する[8]乃至[12]の何れか一項に記載の空気二次電池用外装材の製造方法。
【発明の効果】
【0009】
本発明の空気二次電池用外装材によれば、熱可塑性樹脂フィルムを含む内層と酸素透過膜とを接合する際に、内層または酸素透過膜の少なくとも一方に反応性官能基を有するシランカップリング剤が塗布されているので、内層と酸素透過膜との接合強度が向上するとともに、電解液に対する耐性が高められ、酸素透過膜が膨潤するのを抑制でき、良好な酸素透過性が得られる。
【0010】
また、本発明の空気二次電池によれば、内層と酸素透過膜との接合強度が向上した空気二次電池用外装材を備えているので、電解質の漏出や、外部からの二酸化炭素の侵入を防止することができ、空気二次電池の短寿命化を防ぐことができる。
【0011】
更に、本発明の空気二次電池用外装材の製造方法によれば、熱可塑性樹脂フィルムを含む内層と酸素透過膜とを接合する際に、内層または酸素透過膜の少なくとも一方に反応性官能基を有するシランカップリング剤を塗布するので、内層と酸素透過膜との接合強度が向上するとともに、電解液に対する耐性が高められ、酸素透過膜が膨潤するのを抑制し、良好な酸素透過性が実現できる。
【図面の簡単な説明】
【0012】
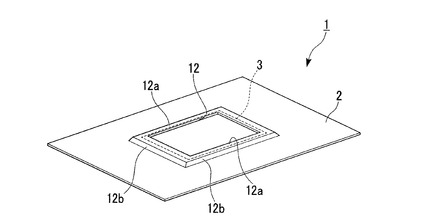
【図1】図1は、本発明の実施形態である空気二次電池用外装材を示す斜視図である。
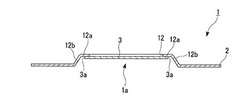
【図2】図2は、本発明の実施形態である空気二次電池用外装材を示す断面図である。
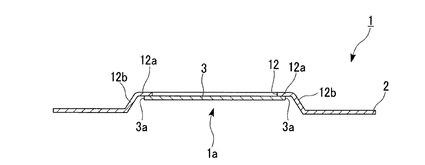
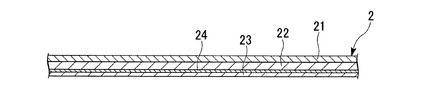
【図3】図3は、本発明の実施形態である空気二次電池用外装材を構成する外装シートを示す部分断面図である。
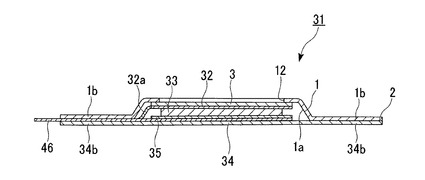
【図4】図4は、本発明の実施形態である空気二次電池の一例を示す部分断面図である。
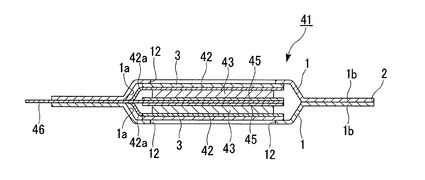
【図5】図5は、本発明の実施形態である空気二次電池の別の例を示す部分断面図である。
【発明を実施するための形態】
【0013】
以下、本発明の空気二次電池用外装材、空気二次電池用外装材の製造方法及び空気二次電池の実施形態について図面を参照して説明する。
【0014】
[空気二次電池用外装材]
本実施形態の好ましい態様である空気二次電池用外装材1(以下、外装材という)は、図1及び図2に示すように、酸素取り込み用の開口部12が設けられている外装シート2と、開口部12を覆うように開口部周辺部12aに接合される酸素透過膜3とから構成されている。外装シート2は、図3に示すように、外層21と金属箔層22と内層23とが少なくとも積層されて構成された積層体である。また、図3に示す例では、金属箔層22と内層23との間にラミネート用の接着層24が備えられている。酸素取込用の開口部12は、これら外層21、金属箔層22、接着層24及び内層23を貫通するように設けられている。酸素透過膜3は、外装シート2の内層側に接合されている。
【0015】
より詳細には、外装シート2には、プレス加工によって外装側に突出された環状の傾斜部12bと、傾斜部12bに接続された開口部周辺部12aとが設けられ、開口部12は開口部周辺部12aによって囲まれている。そして、開口部周辺部12aの内層側に、酸素透過膜3が開口部周辺部12aの全周に渡って接合されている。酸素透過膜3は、開口部12よりも大きいものであり、開口部12からはみ出した部分が酸素透過膜3の外縁部3aとされ、この外縁部3aが開口部周辺部12aの内層側に接合されている。
【0016】
また、酸素透過膜3の外縁部3aまたは開口部周辺部12aのいずれか一方または両方の接合面には、全周に渡って、反応性官能基を有するシランカップリング剤が塗布されている。更に、酸素透過膜3には、疎水性官能基を有するシラン処理剤が塗布されていてもよい。
【0017】
開口部周辺部12aに酸素透過膜3を接合する態様としては、開口部周辺部12aと酸素透過膜3とを圧着してもよく、開口部周辺部12aと酸素透過膜3との間に接着層を形成して接着してもよい。
【0018】
また、外装シート2に、環状の傾斜部12bと開口部周辺部12aとが設けられ、更に開口部周辺部12aに酸素透過膜3が接合されることによって、外装材1の内層側に凹部1aが設けられる。この凹部1aには、空気二次電池の負極、空気極等が収容される。
以下、外装材1の構成部材について詳細に説明する。
【0019】
(外装シート)
外装シート2は、上述したように、外層21と、金属箔層22と、内層23とが積層されて構成されている。内層23と金属箔層22との間には接着層24が介在されている。また、外層21と金属箔層22との間にも図示しない接着層が介在されている。
【0020】
<外層>
外層21は、少なくとも1または2以上の耐熱性樹脂フィルムを含んで構成されている。2以上の耐熱性樹脂フィルムから構成される場合の外層21は、耐熱性樹脂フィルム同士が接着層を介して積層されていることが好ましい。
【0021】
外層21を構成する耐熱性樹脂フィルムは、外装材1に凹部1aを成形する際の成形性を確保する役割を担うもので、ポリアミド(ナイロン)樹脂またはポリエステル樹脂の延伸フィルムが好ましく用いられる。また、外層21を構成する耐熱性樹脂フィルムの融点は、内層23を構成する熱可塑性樹脂フィルムの融点より高いことが好ましい。これにより、空気二次電池を製造する際の外装材1のヒートシールを確実に行うことが可能になる。
【0022】
外層21の厚さは10〜50μm程度が好ましく、15〜30μm程度がより好ましい。厚みが10μm以上であれば、外装材1の成形を行なうときに延伸フィルムの伸びが不足することがなく、金属箔層22にネッキングが生じることがなく、成形不良が起きない。また、厚みが50μm以下であれば、成形性の効果を十分発揮できる。
【0023】
<金属箔層>
金属箔層22は、外装材1のバリア性確保の役割を果たすもので、金属箔層22としては、アルミニウム箔、ステンレス箔、銅箔等が使用されるが、成形性、軽量であることを考慮し、アルミニウム箔を使用することが好ましい。アルミニウム箔の材質としては、純アルミニウム系またはアルミニウム−鉄系合金のO材(軟質材)が好ましく用いられる。
【0024】
金属箔層22の厚みは、加工性の確保及び酸素や水分の空気二次電池内への侵入を防止するバリア性確保のために20〜80μmが必要である。厚みが20μm以上であれば、外装材1の成形時において金属箔層22の破断が生じることがなく、ピンホールが発生することもなく、酸素や水分の侵入を防止できる。また、厚みが80μm以下であれば、成形時の破断の改善効果やピンホール発生防止効果が維持され、また、外装材1の総厚が過剰に厚くならず、重量増を防止し、空気二次電池の体積エネルギー密度を向上できる。
【0025】
また、金属箔層22には、外層21及び内層23との接着性を向上させたり、耐食性を向上させるために、シランカップリング剤やチタンカップリング剤等によるアンダーコート処理や、クロメート処理等による化成処理が施されているとよい。
【0026】
<内層>
次に、内層23は、熱可塑性樹脂フィルムを含んで構成されている。内層23に使用される熱可塑性樹脂フィルムとしては、ヒートシール性を有し、腐食性が高い空気二次電池用の電解質等に対する耐薬品性を向上させる役割を果たし、かつ、金属箔層22と空気二次電池の空気極または負極との絶縁性を確保できるものがよく、例えば、ポリプロピレン、マレイン酸変性ポリプロピレン等の未延伸ポリオレフィンフィルムや、エチレン−アクリレート共重合体またはアイオノマー樹脂などの未延伸フィルムが好ましく用いられる。
特に、内層23として酸変性ポリオレフィンフィルムが好ましく、より好ましくはカルボン酸変性ポリオレフィンフィルムがよく、例えば、無水マレイン酸変性ポリエチレンまたは無水マレイン酸変性ポリプロピレン等がよい。内層23に酸変性ポリオレフィンフィルムを用いるとともに、シランカップリング剤を内層23または酸素透過膜3に塗布することで、酸素透過膜3の接合強度がより高められる。
【0027】
内層23の厚みとしては、0.1〜200μmの範囲が好ましく、50〜100μmの範囲がより好ましい。厚みが0.1μm以上、好ましくは50μm以上であれば、ヒートシール強度が充分になり、また電解質等に対する耐食性が向上し、金属箔層22と負極との絶縁性が高められる。また、厚みが200μm以下、好ましくは100μm以下であれば、ヒートシール性及び耐薬品性に支障が無く、また、空気二次電池の体積エネルギー密度を向上できる。
【0028】
また、内層23を構成する熱可塑性樹脂フィルムは、単一の熱可塑性樹脂層で構成されていてもよいが、複数の熱可塑性樹脂層が積層されたもので構成されていても良い。複数の熱可塑性樹脂層から構成される内層の具体例としては例えば、中間層と、この中間層を挟んで中間層の厚み方向両側に積層された一対の被覆層とからなる三層フィルムを例示できる。
【0029】
内層23を構成する熱可塑性樹脂フィルムの融点は、130℃〜170℃の範囲が好ましく、160〜165℃の範囲がより好ましい。融点がこの範囲であれば、内層23の耐熱性が向上し、ヒートシール時における内層23の厚みが低下することがなく、内層23の絶縁性が向上する。
【0030】
<接着層>
ラミネート用の接着層24は、内層23と金属箔層22とを接着するために、内層23と金属箔層22との間に配置される。また、外層21と金属箔層22との間にも、接着層が配置される。
接着層は、ドライラミネート用の接着層が好ましく、例えば、ウレタン系、酸変性ポリオレフィン、スチレンエラストマー、アクリル系、シリコーン系、エーテル系、エチレン−酢酸ビニル系から選ばれる少なくとも1種を用いることができる。
【0031】
接着層の厚みは、0.1〜10μmの範囲が好ましく、1〜5μmの範囲がより好ましい。接着層の厚みが1μm以上であれば、接着強度が低下することがなく、また、内層側では内層23の絶縁性をより高めることができる。また、接着層の厚みが5μm以下であれば、接着強度の低下を防止できる。
【0032】
特に、外層側の接着層と内層側の接着層24は、相互に異なる材質からなる接着層を用いることが好ましい。接着層の材質の組み合わせとして好ましくは、外層21がPETまたはナイロンで構成される場合に外層側の接着剤としてウレタン系接着剤を用い、内層23がポリプロピレンまたは酸変性ポリプロピレンから構成される場合に内層側の接着剤としてアクリル系接着剤または酸変性オレフィン系接着剤を用いるとよい。
外層側の接着層と内層側の接着層24として、相互に異なる材質からなる接着層を用いることで、各材質間の接着強度および耐電解液性能を付与できる。
【0033】
また内層23と金属箔層22とは、外層21の場合と同様に、接着層24を介してラミネートしても良いが、耐薬品性、耐電解液性に優れた熱接着性樹脂を使用してヒートラミネートによって接着してもよく、この場合には内層23と金属箔層22との間で更に良好な密着性が得られる。この場合、金属箔層22と内層23間に無水マレイン酸等で変性した無水マレイン酸変性ポリプロピレン等の熱接着性樹脂を押出し成形してヒートラミネートするが、単層の変性熱接着性樹脂よりも、内層23の熱可塑性樹脂フィルムと同系統のポリオレフィン、例えばポリプロピレンと変性ポリプロピレン樹脂との共押出し樹脂を使用して、金属箔層22と変性ポリプロピレン、内層とポリプロピレンとをヒートラミネートする方法がコスト的に優位である。
【0034】
(酸素透過膜)
酸素透過膜3は、外気と空気二次電池の空気極との間で、酸素を通過させるものである。酸素透過膜3の厚みは、0.1〜500μmの範囲が好ましく、10μm〜100μmの範囲がより好ましい。また、酸素透過膜3の材質はアニオン交換膜であり、例えば、スルホ系イオン交換樹脂、フッ素系イオン交換樹脂、強塩基性陰性イオン交換樹脂からなる群から選ばれるいずれか1種を例示できる。特にこれらの中でもスルホ系イオン交換樹脂が好ましい。
【0035】
(反応性官能基を有するシランカップリング剤)
反応性官能基を有するシランカップリング剤(以下、シランカップリング剤という)は、酸素透過膜3の外縁部3aまたは外装シート2の開口部周辺部12aの接合面を改質して、酸素透過膜3と外装シート2との接合強度を向上させる。酸素透過膜3の接合面は極性を有する一方、外装シート2の内層は疎水性を有しており、表面の性質が大きく異なっているため、接合強度を向上させるためにシランカップリング剤の塗布は極めて有効である。シランカップリング剤の反応性官能基は、末端に極性基を有しており、この極性基が酸素透過膜3に結合することによって、酸素透過膜3と外装シート2との接合強度が向上するものと考えられる。なお、酸素透過膜3と外装シート2とを接着により接合する場合は、シランカップリング剤を、酸素透過膜3または外装シート2のいずれかに塗布してもよい。
【0036】
シランカップリング剤の反応性官能基の末端にある極性基としては、例えば、ビニル基、エポキシ基、スチリル基、メタクリル基、アクリル基、アミノ基、ウレイド基、メルカプト基、スルフィド基、イソシアネート基からなる群から選択されるいずれか1種を例示できる。
また、接合強度を向上させるためには、シランカップリング剤の塗布量を、0.1mg/m2以上10000mg/m2以下の範囲とすることが好ましく、0.1mg/m2以上100mg/m2以下の範囲とすることがより好ましく、0.5mg/m2以上1mg/m2以下の範囲とすることが特に好ましい。
【0037】
シランカップリング剤の具体例としては、ビニルシラン、メタクリルシラン、エポキシシラン、メルカプトシラン、サルファーシラン、アミノシラン、ウレイドシラン、イソシアネートシランなどを例示できる。
【0038】
(疎水性官能基を有するシランカップリング剤)
また、本実施形態の好ましい態様である外装材1においては、酸素透過膜3の外縁部3aまたは外装シート2の開口部周辺部12aの接合面に、疎水性官能基を有するシラン処理剤(以下、疎水性シラン処理剤という)を塗布しても良い。疎水性シラン処理剤を塗布することによって、接合面の表面に疎水性基が導入され、これにより、接合面への水分の侵入が防止され、接合部を経由しての空気二次電池内への水分の侵入が抑制されるとともに、接合強度を高めることができる。また、酸素透過膜3に疎水性官能基を有するシランカップリング剤を塗布することにより、酸素透過膜3が電解液に触れて膨潤するのを防止できるので、良好な酸素透過性を得ることが可能となる。また、さらに疎水性シラン処理剤を酸素透過膜3の全体に塗布しても良い。これにより、空気二次電池内への水分の侵入が抑制される。
【0039】
疎水性シラン処理剤の疎水官能基としては、炭素数が1以上の環状、直鎖または分岐鎖を有するアルキル基を例示できる。
また、疎水性シラン処理剤の塗布量は、0.1mg/m2以上10000mg/m2以下の範囲とすることが好ましく、0.1mg/m2以上100mg/m2以下の範囲とすることがより好ましく、0.5mg/m2以上1mg/m2以下の範囲とすることが特に好ましい。
【0040】
疎水性シラン処理剤の具体例としては、クロロシラン、アルコキシシラン、シラザンなどを例示できる。
【0041】
(接着層)
酸素透過膜3と外装シート2を接着により接合する場合の接着剤としては、たとえば、ウレタン系、酸変性ポリオレフィン、スチレンエラストマー、アクリル系、シリコーン系、エーテル系、エチレン−酢酸ビニル系などを例示できる。
【0042】
十分な接着強度を確保するためには、接着層の厚みを0.05μm〜100μmの範囲とすることが好ましく、0.1μm〜5μmの範囲とすることがより好ましい。
【0043】
[空気二次電池用外装材の製造方法]
次に、外装材1の製造方法について説明する。
本実施形態の好ましい態様である外装材1の製造方法は、外装シート2の開口部周辺部12a、または、酸素透過膜3の外縁部3aのいずれか一方または両方の接合面に、シランカップリング剤を塗布する工程と、外装シート2の開口部周辺部12aに酸素透過膜3を接合する工程と、から構成される。
また、シランカップリング剤を塗布する前後に、酸素透過膜3に、疎水性シラン処理剤を塗布してもよい。
【0044】
シランカップリング剤を塗布する工程としては、たとえば、溶媒にシランカップリング剤を分散させて分散液とし、この分散液を開口部周辺部12aまたは酸素透過膜3の外縁部3aに塗布するか、この分散液に外装シート2または酸素透過膜3を浸漬させ、その後、溶媒を加熱除去することにより行う。
【0045】
また、疎水性シラン処理剤を塗布する工程としては、たとえば、溶媒に疎水性シラン処理剤を分散させて分散液とし、この分散液を酸素透過膜3に塗布するか、この分散液に酸素透過膜3を浸漬させ、その後、溶媒を加熱除去することにより行う。
【0046】
酸素透過膜3にシランカップリング剤と疎水性シラン処理剤の両方を塗布する場合の順序は、いずれを先に行っても良いが、好ましくは、疎水性シラン処理剤を先に塗布すると良い。
【0047】
また、シランカップリング剤または疎水性シラン処理剤を酸素透過膜3に塗布する場合には、塗布時間または浸漬時間を長くすることで、シランカップリング剤によって酸素透過膜3の周辺部の細孔を閉塞させても良い。特に、疎水性シラン処理剤によって周辺部の細孔を閉塞させてから、シランカップリング剤を塗布することで、シランカップリング剤を均一に塗布することができる。
【0048】
次に、外装シート2の開口部周辺部12aと酸素透過膜3との接合を、熱圧着によって行う場合は、例えば、圧着開始圧力を0〜4MPaとし、圧着圧力を2〜8MPaとし、圧着温度を70〜220℃の範囲とし、圧着時間を10秒〜3分の範囲にするとよい。圧着開始圧力を0〜4MPaとすることで、酸素透過膜3の割れを防止できる。また、圧着圧力を2〜8MPaとし、圧着温度を70〜220℃とし、圧着時間を10秒〜3分とすることで、接合強度を十分に高めることができる。
【0049】
また、外装シート2の開口部周辺部12aと酸素透過膜3との接合を、接着によって行う場合は、例えば、アクリル系接着剤または酸変性オレフィン系接着剤を接着面に塗布し乾燥することで接着することができる。
【0050】
図4及び5には、上記の外装材1を用いた空気二次電池を示す。図4及び5に示す空気二次電池は、負極活物質にリチウムを用いたリチウム空気二次電池である。
【0051】
図4に示すリチウム空気二次電池31は、空気極32と、負極33と、電解質と、空気極32、負極33及び電解質を包装する外装材1、34とを少なくとも備えて構成されている。外装材1は空気極32側に配置されており、外装材1に接合された酸素透過膜3が空気極32に重ね合わされている。空気極32は、空気極リード32aに接続されている。空気極リード32aは正極端子として外装材1、34の外側に突出されている。また、外装材34は負極33側に配置されている。この電池用外装材34は、外装材1を構成する外装シート2と同じ積層体で構成されている。外装材1、34の内層側の外周部1b、34bが相互にヒートシールされて略袋状に形成されている。そして、空気極32、負極33及び電解質は、外装材1、34の間に挿入され、外装材1の凹部1aに配置されている。また、必要に応じて空気極32と負極33の間にセパレータが配置される。
【0052】
空気極32は、触媒層と酸素拡散層とが積層されて構成されている。酸素拡散層は、開口部12及び酸素透過膜3を透過してきた酸素を、触媒層の全面に拡散させる。また、触媒層は、酸素を取り込んで電極反応を起こさせる。
【0053】
負極33は、例えば、金属リチウム箔で構成される。負極33は、金属等からなる集電体35に圧着されている。集電体35は負極リード36に接続されている。負極リード36は負極端子として外装材1、34の外側に突出されている。
【0054】
図4に示すリチウム空気二次電池31を製造する際には、外装材1、34を用意してこれらをヒートシールして袋体とし、集電体35及び負極リード36を負極33と一体化させ、負極33にセパレータと空気極32を重ね合わせ、これら負極33とセパレータと空気極32を袋体の開口部から外装材1の凹部1a内に挿入し、最後に電解質を注液してから開口部をヒートシールすることで、リチウム空気二次電池31を得る。
【0055】
また、図5に示すリチウム空気二次電池41は、空気極42と、負極43と、電解質と、空気極42、負極43及び電解質を包装する外装材1、1とを少なくとも備えて構成されている。
図5に示す例では、負極リード46の両面に、集電体45、45、金属リチウム箔からなる負極43,43、空気極42,42が順次重ね合わされ、外装材1、1が負極リード46及び空気極リード42aを挟むように相互に重ね合わされてヒートシールされている。
【0056】
図5に示すリチウム空気二次電池41を製造する際には、外装材1、1を用意してこれらをヒートシールして袋体とし、集電体45及び負極リード46を負極43と一体化させ、負極43にセパレータと空気極42を重ね合わせ、これら負極43とセパレータと空気極42を袋体の開口部から外装材1、1の凹部1a、1a内に挿入し、最後に電解質を注液してから開口部をヒートシールすることで、リチウム空気二次電池41を得る。
【0057】
なお、図4、図5に示す例ではリチウム空気二次電池を例にして説明したが、本発明はこれに限らず、例えば、負極活物質をアルミニウムとするアルミニウム空気二次電池に適用しても良い。
【0058】
以上説明したように、本実施形態の好ましい態様である空気二次電池用外装材1によれば、熱可塑性樹脂フィルムを含む内層23と酸素透過膜3とを接合する際に、内層23または酸素透過膜3の少なくとも一方にシランカップリング剤が塗布されているので、内層23と酸素透過膜3との接合強度が向上するとともに、電解液に対する耐性が高められ、酸素透過膜3が膨潤するのを抑制できるので酸素透過性が良好となる。
また、酸素透過膜3に更に、疎水性シラン処理剤が塗布されることで、酸素透過膜3における水分の透過を防止できる。また、疎水性シラン処理剤によって疎水化された酸素透過膜3の外縁部3aへの水分の付着を防止して、内層23と酸素透過膜3との接合強度をより向上させることができる。
【0059】
また、本実施形態の好ましい態様である空気二次電池によれば、内層23と酸素透過膜3との接合強度が向上した空気二次電池用外装材1を備えているので、電解質の漏出や、外部からの二酸化炭素の侵入を防止することができ、空気二次電池の短寿命化を防ぐことができる。
【0060】
更に、本実施形態の好ましい態様である空気二次電池用外装材1の製造方法によれば、熱可塑性樹脂フィルムを含む内層23と酸素透過膜3とを接合する際に、内層23または酸素透過膜3の少なくとも一方にシランカップリング剤を塗布するので、内層23と酸素透過膜3との接合強度が向上するとともに、電解液に対する耐性が高められ、酸素透過膜3が膨潤するのを抑制できるので良好な酸素透過性が実現できる。
また、酸素透過膜3に更に、疎水性シラン処理剤を塗布することで、酸素透過膜3における水分の透過を防止するとともに、内層23と酸素透過膜3との接合強度をより向上できる。
【実施例】
【0061】
(実施例1)
まず、酸素透過膜として、市販のナフィオン(登録商標:イオン交換膜、サイズ:5cm×3cm×0.1mm)を準備した。
【0062】
次に、この酸素透過膜に対して疎水化処理を行った。この際、オートクレーブ容器中に、酸素透過膜と、5mlのテトラエチルオルトシリケートを入れ、密封状態で100℃、3時間の加熱を行った。この操作により、ナフィオンフィルムからなる酸素透過膜の表面にシリカ膜が形成され、疎水性が発現した。
【0063】
次に、疎水化処理を行った酸素透過膜の外縁部と、予め開口部を設けると共に凹部を成形した図1に示すようなアルミラミネートフィルムからなる外装シートに、シランカップリング剤を塗布することにより、両者間に親和性を発現させた。まず、シランカップリング剤溶液を用意した。シランカップリング剤溶液は、末端がエポキシ基である反応性官能基を有するエポキシ系シランカップリング剤(Dowcorning社製 Z−6043)をエタノールで1%および5%まで希釈して調製した。そして、刷毛を用いて、シランカップリング剤溶液を、酸素透過膜の外縁部と、外装シートの開口部周辺部の内層側に塗布した。塗布後、オーブン内にて60℃×1分の条件で乾燥を行って希釈に使用した溶剤(エタノール)を除去した。塗布量は1mg/m2であった。
【0064】
そして、溶媒除去後、ヒートシーラーを用いて、酸素透過膜と外装シートの圧着を行った。圧着条件は、外装シートの外層側を200℃、内層側を100℃とし、シール圧力を9kgf/cm2(0.88MPa)、シール時間を1分とした。このようにして、外装材を製造した。
【0065】
(実施例2)
シランカップリング剤として、アルドリッチ社の3‐アミノプロピルトリエトキシシラン(以下APS)を用いた点以外は、実施例1と同様にして外装材を作製した。
【0066】
(比較例)
酸素透過膜に対して、シランカップリング剤及びテトラエチルオルトシリケートによる表面処理を行なわなかった点以外は、実施例と同様にして外装材を作製した。
【0067】
(実施例3)
テトラエチルオルトシリケートによる疎水化を行わなかった点以外は、実施例1と同様にして外装材を作製した。
【0068】
得られた外装材について、酸素透過膜と外装シートの剥離強度の評価を行った。条件としては、ストレス付加のない条件に加え、外装材を24時間に渡って水中浸漬した後と、24時間に渡って電解液に浸漬した後について、それぞれ剥離強度を評価した。また、剥離強度は、酸素透過膜を固定した条件で、JIS K 6854−2に基づいて測定した。即ち、セラミックス層を貼り合わせた外装シートを15mm幅に切断して、セラミックス層と外装シート間の剥離試験を行って評価した。
なお、上述の水中浸漬はイオン交換水を、電解液への浸漬は、非水系電解液として、エチレンカーボネート:ジエチルカーボネート=1:1(体積比)の混合溶媒に1モル/LのLiPF6を溶解させた電解液を用いた。
各評価結果を下記表1に示す。
【0069】
下記表1に示すように、シランカップリング剤ありのものは、シランカップリング剤なしの場合と比較して、著しい性能低下は見られなかった。
【0070】
【表1】

【0071】
また、図4に示すような、外装材1と外装材34とを相互にヒートシールして袋体を製造し、染色液を添加した非水電解液を袋体に充填して密閉したものを用意し、漏液の発生の有無を評価した。
電解液の染色には1wt%のローダミンBエタノール溶液を使用し、これを電解液に対して1vol%添加することで行った。電解液には、エチレンカーボネート:ジエチルカーボネート=1:1(体積比)の混合溶媒に1モル/LのLiPF6を溶解させた電解液を用いた。
【0072】
下記表2に漏液発生の有無の結果を示すが、シランカップリング剤ありのものは、30日経過後も電解液の漏れは確認されなかった。これに対して、比較例では1日で液漏れが発生した。また、実施例3では、水分の浸入が原因であるガスの発生が起こり、内圧が増加して容器が若干膨張する現象が見られた。
【0073】
【表2】
【0074】
さらに、得られた外装材について、JIS K 7126−1で規定されるガス透過試験を実施した。この際の使用ガスとしては、酸素ガス(99.99%)を用いた。また、試験温度は室温とし、差圧は100kPaとした(供給側:100kPa、透過側:0kPa)。また、この際のサンプルとしては、上述の電解液漏洩試験で使用したサンプルの空気極側を切り出したものと用い、試験セルに挟み込んだ形でガス透過試験を実施した。
【0075】
ガス透過試験の結果を下記表3に示す。
なお、下記表3において、酸素透過性能は、未処理状態のナフィオン膜(比較例1)の酸素透過度を100とした場合のパーセント表示で示す。
【0076】
【表3】
【0077】
表3に示すように、実施例1および実施例2は、比較例1と比較して酸素の透過度が低下する傾向がみられた。これは、シランカップリング剤および疎水性シランの塗布によって、ガスの透過経路が減少したためと推測される。
但し、比較例1および実施例3が破壊される条件においても、これらのサンプル形状が保持されていたことから、シランカップリング剤および疎水性シリカの塗布は耐久性付与に寄与することが明らかとなった。
【符号の説明】
【0078】
1…空気二次電池用外装材、2…外装シート、3…酸素透過膜、3a…酸素透過膜の外縁部、12…開口部、12a…開口部周辺部、21…外層、22…金属箔層、23…内層、31、41…空気二次電池。
【技術分野】
【0001】
本発明は、空気二次電池用外装材、空気二次電池用外装材の製造方法及び空気二次電池に関する。
【背景技術】
【0002】
ビデオカメラ、ノート型パソコン、携帯電話等の電子機器のポータブル化、小型化に応じて、その駆動源である電池にも小型軽量化の要求が高まり、高性能なリチウム二次電池が普及されるに至っている。最近では、リチウム二次電池を電気自動車またはハイブリッド車の車載電源に適用すべく、リチウム二次電池の大型化が検討されている。
【0003】
ところで、車両における車載電源の搭載スペースに限りがあり、また搭載スペースの形状も一定ではないことから、電子機器等の場合と同様に、車載用のリチウム二次電池には小型化(薄型化)ないし軽量化および形状の自由度が求められている。このようなリチウム二次電池の外装材として、例えば下記特許文献1にあるような外装シートが知られている。特許文献1の外装シートは、樹脂層からなる外層、アルミニウム箔及び樹脂層からなる内層が積層されてなるものであり、内層の樹脂層にはヒートシール性が付与されている。このような外装シートを袋状に加工して包装容器とし、包装容器にセルを挿入し、外装シートの内層同士をヒートシールすることで、密閉性及び形状の自由度に優れたリチウム二次電池が得られている。
【0004】
また、最近では、負極活物質としてリチウムまたはアルミニウムを使用し、正極活物質として空気中の酸素を用いた空気二次電池が注目されている。正極活物質として空気中の酸素を用いるので、電池体積あたりのエネルギー密度の向上が期待されている。たとえば、空気二次電池の1種であるリチウム空気二次電池は、外装材に負極活物質である金属リチウムと電解質が封入され、外装材には酸素取り入れ用の窓部が設けられ、この窓部に空気極が貼り合わされている(特許文献2参照)。空気極は、酸素透過膜と触媒層とを含んで構成されており、酸素透過膜が外装材の窓部に接合されることによって、空気極が窓部に配置されている。酸素透過膜としては、たとえば、アニオン交換膜が知られている。また、外装材としては、従来のリチウム二次電池用の外装シートの採用が検討されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特許第4431822号公報
【特許文献2】特開2011−96492号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、従来の空気二次電池においては、外装シートとアニオン交換膜からなる酸素透過膜との接合が不十分であり、電解質の漏出や、外部からの二酸化炭素の侵入による空気二次電池の短寿命化が問題になっていた。また、空気二次電池の内部の電解液に触れることで酸素透過膜が膨潤し、酸素透過に障害が生じるおそれがあるという問題があった。
【0007】
本発明は上記事情に鑑みてなされたもので、外装シートと酸素透過膜との接合性に優れ、かつ、良好な酸素透過性が得られる空気二次電池用外装材を提供することを目的とする。また、本発明は、外装シートと酸素透過膜との接合性を向上でき、かつ、良好な酸素透過性が実現可能な空気二次電池用外装材の製造方法を提供することを目的とする。さらに、本発明は、電解質の漏出や、外部からの二酸化炭素の侵入を防止可能な空気二次電池を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明は以下に関する。
[1] 耐熱性樹脂フィルムを含む外層と金属箔層と熱可塑性樹脂フィルムを含む内層とが積層されてなるとともに、前記外層と前記金属箔層と前記内層とを貫通する酸素取り込み用の開口部が設けられている外装シートと、
前記開口部を覆うように前記開口部周辺部の前記内層側に接合される酸素透過膜と、を具備してなり、
前記酸素透過膜の外縁部または前記開口部周辺部のいずれか一方または両方の接合面に、反応性官能基を有するシランカップリング剤が塗布されていることを特徴とする空気二次電池用外装材。
[2] 前記シランカップリング剤の前記反応性官能基は、ビニル基、エポキシ基、スチリル基、メタクリル基、アクリル基、アミノ基、ウレイド基、メルカプト基、スルフィド基、イソシアネート基からなる群から選択されるいずれか1種を末端に有する[1]に記載の空気二次電池用外装材。
[3] 前記内層が、酸変性ポリオレフィン樹脂フィルムからなる[1]または[2]に記載の空気二次電池用外装材。
[4] 前記酸素透過膜がアニオン交換膜であり、スルホ系イオン交換樹脂、フッ素系イオン交換樹脂、強塩基性陰性イオン交換樹脂からなる群から選ばれるいずれか1種である[1]乃至[3]の何れか一項に記載の空気二次電池用外装材。
[5] 前記外装シートと前記酸素透過膜とが、圧着または接着されている[1]乃至[4]の何れか一項に記載の空気二次電池用外装材。
[6] 前記酸素透過膜に、更に、疎水性官能基を有するシランカップリング剤が塗布されている[1]乃至[5]の何れか一項に記載の空気二次電池用外装材。
[7] [1]乃至[6]の何れか一項に記載の空気二次電池用外装材を備えたことを特徴とする空気二次電池。
[8] 耐熱性樹脂フィルムを含む外層と金属箔層と熱可塑性樹脂フィルムを含む内層とが積層されてなるとともに、前記外層と前記金属箔層と前記内層とを貫通する酸素取り込み用の開口部が設けられている外装シートの開口部周辺部、または、前記酸素透過膜の外縁部のいずれか一方または両方の接合面に、反応性官能基を有するシランカップリング剤を塗布する工程と、
前記外装シートの開口部周辺部に、前記酸素透過膜を接合する工程と、
を具備してなることを特徴とする空気二次電池用外装材の製造方法。
[9] 前記シランカップリング剤の前記反応性官能基は、ビニル基、エポキシ基、スチリル基、メタクリル基、アクリル基、アミノ基、ウレイド基、メルカプト基、スルフィド基、イソシアネート基からなる群から選択されるいずれか1種を末端に有する[8]に記載の空気二次電池用外装材の製造方法。
[10] 前記内層が、酸変性ポリオレフィン樹脂フィルムからなる[8]または[9]に記載の空気二次電池用外装材の製造方法。
[11] 前記酸素透過膜がアニオン交換膜であり、スルホ系イオン交換樹脂、フッ素系イオン交換樹脂、強塩基性陰性イオン交換樹脂からなる群から選ばれるいずれか1種である[8]乃至[10]の何れか一項に記載の空気二次電池用外装材の製造方法。
[12] 前記外装シートと前記酸素透過膜とを、圧着または接着する[8]乃至[11]の何れか一項に記載の空気二次電池用外装材の製造方法。
[13] 前記酸素透過膜に、疎水性官能基を有するシランカップリング剤を塗布してから、前記の反応性官能基を有するシランカップリング剤を塗布する[8]乃至[12]の何れか一項に記載の空気二次電池用外装材の製造方法。
【発明の効果】
【0009】
本発明の空気二次電池用外装材によれば、熱可塑性樹脂フィルムを含む内層と酸素透過膜とを接合する際に、内層または酸素透過膜の少なくとも一方に反応性官能基を有するシランカップリング剤が塗布されているので、内層と酸素透過膜との接合強度が向上するとともに、電解液に対する耐性が高められ、酸素透過膜が膨潤するのを抑制でき、良好な酸素透過性が得られる。
【0010】
また、本発明の空気二次電池によれば、内層と酸素透過膜との接合強度が向上した空気二次電池用外装材を備えているので、電解質の漏出や、外部からの二酸化炭素の侵入を防止することができ、空気二次電池の短寿命化を防ぐことができる。
【0011】
更に、本発明の空気二次電池用外装材の製造方法によれば、熱可塑性樹脂フィルムを含む内層と酸素透過膜とを接合する際に、内層または酸素透過膜の少なくとも一方に反応性官能基を有するシランカップリング剤を塗布するので、内層と酸素透過膜との接合強度が向上するとともに、電解液に対する耐性が高められ、酸素透過膜が膨潤するのを抑制し、良好な酸素透過性が実現できる。
【図面の簡単な説明】
【0012】
【図1】図1は、本発明の実施形態である空気二次電池用外装材を示す斜視図である。
【図2】図2は、本発明の実施形態である空気二次電池用外装材を示す断面図である。
【図3】図3は、本発明の実施形態である空気二次電池用外装材を構成する外装シートを示す部分断面図である。
【図4】図4は、本発明の実施形態である空気二次電池の一例を示す部分断面図である。
【図5】図5は、本発明の実施形態である空気二次電池の別の例を示す部分断面図である。
【発明を実施するための形態】
【0013】
以下、本発明の空気二次電池用外装材、空気二次電池用外装材の製造方法及び空気二次電池の実施形態について図面を参照して説明する。
【0014】
[空気二次電池用外装材]
本実施形態の好ましい態様である空気二次電池用外装材1(以下、外装材という)は、図1及び図2に示すように、酸素取り込み用の開口部12が設けられている外装シート2と、開口部12を覆うように開口部周辺部12aに接合される酸素透過膜3とから構成されている。外装シート2は、図3に示すように、外層21と金属箔層22と内層23とが少なくとも積層されて構成された積層体である。また、図3に示す例では、金属箔層22と内層23との間にラミネート用の接着層24が備えられている。酸素取込用の開口部12は、これら外層21、金属箔層22、接着層24及び内層23を貫通するように設けられている。酸素透過膜3は、外装シート2の内層側に接合されている。
【0015】
より詳細には、外装シート2には、プレス加工によって外装側に突出された環状の傾斜部12bと、傾斜部12bに接続された開口部周辺部12aとが設けられ、開口部12は開口部周辺部12aによって囲まれている。そして、開口部周辺部12aの内層側に、酸素透過膜3が開口部周辺部12aの全周に渡って接合されている。酸素透過膜3は、開口部12よりも大きいものであり、開口部12からはみ出した部分が酸素透過膜3の外縁部3aとされ、この外縁部3aが開口部周辺部12aの内層側に接合されている。
【0016】
また、酸素透過膜3の外縁部3aまたは開口部周辺部12aのいずれか一方または両方の接合面には、全周に渡って、反応性官能基を有するシランカップリング剤が塗布されている。更に、酸素透過膜3には、疎水性官能基を有するシラン処理剤が塗布されていてもよい。
【0017】
開口部周辺部12aに酸素透過膜3を接合する態様としては、開口部周辺部12aと酸素透過膜3とを圧着してもよく、開口部周辺部12aと酸素透過膜3との間に接着層を形成して接着してもよい。
【0018】
また、外装シート2に、環状の傾斜部12bと開口部周辺部12aとが設けられ、更に開口部周辺部12aに酸素透過膜3が接合されることによって、外装材1の内層側に凹部1aが設けられる。この凹部1aには、空気二次電池の負極、空気極等が収容される。
以下、外装材1の構成部材について詳細に説明する。
【0019】
(外装シート)
外装シート2は、上述したように、外層21と、金属箔層22と、内層23とが積層されて構成されている。内層23と金属箔層22との間には接着層24が介在されている。また、外層21と金属箔層22との間にも図示しない接着層が介在されている。
【0020】
<外層>
外層21は、少なくとも1または2以上の耐熱性樹脂フィルムを含んで構成されている。2以上の耐熱性樹脂フィルムから構成される場合の外層21は、耐熱性樹脂フィルム同士が接着層を介して積層されていることが好ましい。
【0021】
外層21を構成する耐熱性樹脂フィルムは、外装材1に凹部1aを成形する際の成形性を確保する役割を担うもので、ポリアミド(ナイロン)樹脂またはポリエステル樹脂の延伸フィルムが好ましく用いられる。また、外層21を構成する耐熱性樹脂フィルムの融点は、内層23を構成する熱可塑性樹脂フィルムの融点より高いことが好ましい。これにより、空気二次電池を製造する際の外装材1のヒートシールを確実に行うことが可能になる。
【0022】
外層21の厚さは10〜50μm程度が好ましく、15〜30μm程度がより好ましい。厚みが10μm以上であれば、外装材1の成形を行なうときに延伸フィルムの伸びが不足することがなく、金属箔層22にネッキングが生じることがなく、成形不良が起きない。また、厚みが50μm以下であれば、成形性の効果を十分発揮できる。
【0023】
<金属箔層>
金属箔層22は、外装材1のバリア性確保の役割を果たすもので、金属箔層22としては、アルミニウム箔、ステンレス箔、銅箔等が使用されるが、成形性、軽量であることを考慮し、アルミニウム箔を使用することが好ましい。アルミニウム箔の材質としては、純アルミニウム系またはアルミニウム−鉄系合金のO材(軟質材)が好ましく用いられる。
【0024】
金属箔層22の厚みは、加工性の確保及び酸素や水分の空気二次電池内への侵入を防止するバリア性確保のために20〜80μmが必要である。厚みが20μm以上であれば、外装材1の成形時において金属箔層22の破断が生じることがなく、ピンホールが発生することもなく、酸素や水分の侵入を防止できる。また、厚みが80μm以下であれば、成形時の破断の改善効果やピンホール発生防止効果が維持され、また、外装材1の総厚が過剰に厚くならず、重量増を防止し、空気二次電池の体積エネルギー密度を向上できる。
【0025】
また、金属箔層22には、外層21及び内層23との接着性を向上させたり、耐食性を向上させるために、シランカップリング剤やチタンカップリング剤等によるアンダーコート処理や、クロメート処理等による化成処理が施されているとよい。
【0026】
<内層>
次に、内層23は、熱可塑性樹脂フィルムを含んで構成されている。内層23に使用される熱可塑性樹脂フィルムとしては、ヒートシール性を有し、腐食性が高い空気二次電池用の電解質等に対する耐薬品性を向上させる役割を果たし、かつ、金属箔層22と空気二次電池の空気極または負極との絶縁性を確保できるものがよく、例えば、ポリプロピレン、マレイン酸変性ポリプロピレン等の未延伸ポリオレフィンフィルムや、エチレン−アクリレート共重合体またはアイオノマー樹脂などの未延伸フィルムが好ましく用いられる。
特に、内層23として酸変性ポリオレフィンフィルムが好ましく、より好ましくはカルボン酸変性ポリオレフィンフィルムがよく、例えば、無水マレイン酸変性ポリエチレンまたは無水マレイン酸変性ポリプロピレン等がよい。内層23に酸変性ポリオレフィンフィルムを用いるとともに、シランカップリング剤を内層23または酸素透過膜3に塗布することで、酸素透過膜3の接合強度がより高められる。
【0027】
内層23の厚みとしては、0.1〜200μmの範囲が好ましく、50〜100μmの範囲がより好ましい。厚みが0.1μm以上、好ましくは50μm以上であれば、ヒートシール強度が充分になり、また電解質等に対する耐食性が向上し、金属箔層22と負極との絶縁性が高められる。また、厚みが200μm以下、好ましくは100μm以下であれば、ヒートシール性及び耐薬品性に支障が無く、また、空気二次電池の体積エネルギー密度を向上できる。
【0028】
また、内層23を構成する熱可塑性樹脂フィルムは、単一の熱可塑性樹脂層で構成されていてもよいが、複数の熱可塑性樹脂層が積層されたもので構成されていても良い。複数の熱可塑性樹脂層から構成される内層の具体例としては例えば、中間層と、この中間層を挟んで中間層の厚み方向両側に積層された一対の被覆層とからなる三層フィルムを例示できる。
【0029】
内層23を構成する熱可塑性樹脂フィルムの融点は、130℃〜170℃の範囲が好ましく、160〜165℃の範囲がより好ましい。融点がこの範囲であれば、内層23の耐熱性が向上し、ヒートシール時における内層23の厚みが低下することがなく、内層23の絶縁性が向上する。
【0030】
<接着層>
ラミネート用の接着層24は、内層23と金属箔層22とを接着するために、内層23と金属箔層22との間に配置される。また、外層21と金属箔層22との間にも、接着層が配置される。
接着層は、ドライラミネート用の接着層が好ましく、例えば、ウレタン系、酸変性ポリオレフィン、スチレンエラストマー、アクリル系、シリコーン系、エーテル系、エチレン−酢酸ビニル系から選ばれる少なくとも1種を用いることができる。
【0031】
接着層の厚みは、0.1〜10μmの範囲が好ましく、1〜5μmの範囲がより好ましい。接着層の厚みが1μm以上であれば、接着強度が低下することがなく、また、内層側では内層23の絶縁性をより高めることができる。また、接着層の厚みが5μm以下であれば、接着強度の低下を防止できる。
【0032】
特に、外層側の接着層と内層側の接着層24は、相互に異なる材質からなる接着層を用いることが好ましい。接着層の材質の組み合わせとして好ましくは、外層21がPETまたはナイロンで構成される場合に外層側の接着剤としてウレタン系接着剤を用い、内層23がポリプロピレンまたは酸変性ポリプロピレンから構成される場合に内層側の接着剤としてアクリル系接着剤または酸変性オレフィン系接着剤を用いるとよい。
外層側の接着層と内層側の接着層24として、相互に異なる材質からなる接着層を用いることで、各材質間の接着強度および耐電解液性能を付与できる。
【0033】
また内層23と金属箔層22とは、外層21の場合と同様に、接着層24を介してラミネートしても良いが、耐薬品性、耐電解液性に優れた熱接着性樹脂を使用してヒートラミネートによって接着してもよく、この場合には内層23と金属箔層22との間で更に良好な密着性が得られる。この場合、金属箔層22と内層23間に無水マレイン酸等で変性した無水マレイン酸変性ポリプロピレン等の熱接着性樹脂を押出し成形してヒートラミネートするが、単層の変性熱接着性樹脂よりも、内層23の熱可塑性樹脂フィルムと同系統のポリオレフィン、例えばポリプロピレンと変性ポリプロピレン樹脂との共押出し樹脂を使用して、金属箔層22と変性ポリプロピレン、内層とポリプロピレンとをヒートラミネートする方法がコスト的に優位である。
【0034】
(酸素透過膜)
酸素透過膜3は、外気と空気二次電池の空気極との間で、酸素を通過させるものである。酸素透過膜3の厚みは、0.1〜500μmの範囲が好ましく、10μm〜100μmの範囲がより好ましい。また、酸素透過膜3の材質はアニオン交換膜であり、例えば、スルホ系イオン交換樹脂、フッ素系イオン交換樹脂、強塩基性陰性イオン交換樹脂からなる群から選ばれるいずれか1種を例示できる。特にこれらの中でもスルホ系イオン交換樹脂が好ましい。
【0035】
(反応性官能基を有するシランカップリング剤)
反応性官能基を有するシランカップリング剤(以下、シランカップリング剤という)は、酸素透過膜3の外縁部3aまたは外装シート2の開口部周辺部12aの接合面を改質して、酸素透過膜3と外装シート2との接合強度を向上させる。酸素透過膜3の接合面は極性を有する一方、外装シート2の内層は疎水性を有しており、表面の性質が大きく異なっているため、接合強度を向上させるためにシランカップリング剤の塗布は極めて有効である。シランカップリング剤の反応性官能基は、末端に極性基を有しており、この極性基が酸素透過膜3に結合することによって、酸素透過膜3と外装シート2との接合強度が向上するものと考えられる。なお、酸素透過膜3と外装シート2とを接着により接合する場合は、シランカップリング剤を、酸素透過膜3または外装シート2のいずれかに塗布してもよい。
【0036】
シランカップリング剤の反応性官能基の末端にある極性基としては、例えば、ビニル基、エポキシ基、スチリル基、メタクリル基、アクリル基、アミノ基、ウレイド基、メルカプト基、スルフィド基、イソシアネート基からなる群から選択されるいずれか1種を例示できる。
また、接合強度を向上させるためには、シランカップリング剤の塗布量を、0.1mg/m2以上10000mg/m2以下の範囲とすることが好ましく、0.1mg/m2以上100mg/m2以下の範囲とすることがより好ましく、0.5mg/m2以上1mg/m2以下の範囲とすることが特に好ましい。
【0037】
シランカップリング剤の具体例としては、ビニルシラン、メタクリルシラン、エポキシシラン、メルカプトシラン、サルファーシラン、アミノシラン、ウレイドシラン、イソシアネートシランなどを例示できる。
【0038】
(疎水性官能基を有するシランカップリング剤)
また、本実施形態の好ましい態様である外装材1においては、酸素透過膜3の外縁部3aまたは外装シート2の開口部周辺部12aの接合面に、疎水性官能基を有するシラン処理剤(以下、疎水性シラン処理剤という)を塗布しても良い。疎水性シラン処理剤を塗布することによって、接合面の表面に疎水性基が導入され、これにより、接合面への水分の侵入が防止され、接合部を経由しての空気二次電池内への水分の侵入が抑制されるとともに、接合強度を高めることができる。また、酸素透過膜3に疎水性官能基を有するシランカップリング剤を塗布することにより、酸素透過膜3が電解液に触れて膨潤するのを防止できるので、良好な酸素透過性を得ることが可能となる。また、さらに疎水性シラン処理剤を酸素透過膜3の全体に塗布しても良い。これにより、空気二次電池内への水分の侵入が抑制される。
【0039】
疎水性シラン処理剤の疎水官能基としては、炭素数が1以上の環状、直鎖または分岐鎖を有するアルキル基を例示できる。
また、疎水性シラン処理剤の塗布量は、0.1mg/m2以上10000mg/m2以下の範囲とすることが好ましく、0.1mg/m2以上100mg/m2以下の範囲とすることがより好ましく、0.5mg/m2以上1mg/m2以下の範囲とすることが特に好ましい。
【0040】
疎水性シラン処理剤の具体例としては、クロロシラン、アルコキシシラン、シラザンなどを例示できる。
【0041】
(接着層)
酸素透過膜3と外装シート2を接着により接合する場合の接着剤としては、たとえば、ウレタン系、酸変性ポリオレフィン、スチレンエラストマー、アクリル系、シリコーン系、エーテル系、エチレン−酢酸ビニル系などを例示できる。
【0042】
十分な接着強度を確保するためには、接着層の厚みを0.05μm〜100μmの範囲とすることが好ましく、0.1μm〜5μmの範囲とすることがより好ましい。
【0043】
[空気二次電池用外装材の製造方法]
次に、外装材1の製造方法について説明する。
本実施形態の好ましい態様である外装材1の製造方法は、外装シート2の開口部周辺部12a、または、酸素透過膜3の外縁部3aのいずれか一方または両方の接合面に、シランカップリング剤を塗布する工程と、外装シート2の開口部周辺部12aに酸素透過膜3を接合する工程と、から構成される。
また、シランカップリング剤を塗布する前後に、酸素透過膜3に、疎水性シラン処理剤を塗布してもよい。
【0044】
シランカップリング剤を塗布する工程としては、たとえば、溶媒にシランカップリング剤を分散させて分散液とし、この分散液を開口部周辺部12aまたは酸素透過膜3の外縁部3aに塗布するか、この分散液に外装シート2または酸素透過膜3を浸漬させ、その後、溶媒を加熱除去することにより行う。
【0045】
また、疎水性シラン処理剤を塗布する工程としては、たとえば、溶媒に疎水性シラン処理剤を分散させて分散液とし、この分散液を酸素透過膜3に塗布するか、この分散液に酸素透過膜3を浸漬させ、その後、溶媒を加熱除去することにより行う。
【0046】
酸素透過膜3にシランカップリング剤と疎水性シラン処理剤の両方を塗布する場合の順序は、いずれを先に行っても良いが、好ましくは、疎水性シラン処理剤を先に塗布すると良い。
【0047】
また、シランカップリング剤または疎水性シラン処理剤を酸素透過膜3に塗布する場合には、塗布時間または浸漬時間を長くすることで、シランカップリング剤によって酸素透過膜3の周辺部の細孔を閉塞させても良い。特に、疎水性シラン処理剤によって周辺部の細孔を閉塞させてから、シランカップリング剤を塗布することで、シランカップリング剤を均一に塗布することができる。
【0048】
次に、外装シート2の開口部周辺部12aと酸素透過膜3との接合を、熱圧着によって行う場合は、例えば、圧着開始圧力を0〜4MPaとし、圧着圧力を2〜8MPaとし、圧着温度を70〜220℃の範囲とし、圧着時間を10秒〜3分の範囲にするとよい。圧着開始圧力を0〜4MPaとすることで、酸素透過膜3の割れを防止できる。また、圧着圧力を2〜8MPaとし、圧着温度を70〜220℃とし、圧着時間を10秒〜3分とすることで、接合強度を十分に高めることができる。
【0049】
また、外装シート2の開口部周辺部12aと酸素透過膜3との接合を、接着によって行う場合は、例えば、アクリル系接着剤または酸変性オレフィン系接着剤を接着面に塗布し乾燥することで接着することができる。
【0050】
図4及び5には、上記の外装材1を用いた空気二次電池を示す。図4及び5に示す空気二次電池は、負極活物質にリチウムを用いたリチウム空気二次電池である。
【0051】
図4に示すリチウム空気二次電池31は、空気極32と、負極33と、電解質と、空気極32、負極33及び電解質を包装する外装材1、34とを少なくとも備えて構成されている。外装材1は空気極32側に配置されており、外装材1に接合された酸素透過膜3が空気極32に重ね合わされている。空気極32は、空気極リード32aに接続されている。空気極リード32aは正極端子として外装材1、34の外側に突出されている。また、外装材34は負極33側に配置されている。この電池用外装材34は、外装材1を構成する外装シート2と同じ積層体で構成されている。外装材1、34の内層側の外周部1b、34bが相互にヒートシールされて略袋状に形成されている。そして、空気極32、負極33及び電解質は、外装材1、34の間に挿入され、外装材1の凹部1aに配置されている。また、必要に応じて空気極32と負極33の間にセパレータが配置される。
【0052】
空気極32は、触媒層と酸素拡散層とが積層されて構成されている。酸素拡散層は、開口部12及び酸素透過膜3を透過してきた酸素を、触媒層の全面に拡散させる。また、触媒層は、酸素を取り込んで電極反応を起こさせる。
【0053】
負極33は、例えば、金属リチウム箔で構成される。負極33は、金属等からなる集電体35に圧着されている。集電体35は負極リード36に接続されている。負極リード36は負極端子として外装材1、34の外側に突出されている。
【0054】
図4に示すリチウム空気二次電池31を製造する際には、外装材1、34を用意してこれらをヒートシールして袋体とし、集電体35及び負極リード36を負極33と一体化させ、負極33にセパレータと空気極32を重ね合わせ、これら負極33とセパレータと空気極32を袋体の開口部から外装材1の凹部1a内に挿入し、最後に電解質を注液してから開口部をヒートシールすることで、リチウム空気二次電池31を得る。
【0055】
また、図5に示すリチウム空気二次電池41は、空気極42と、負極43と、電解質と、空気極42、負極43及び電解質を包装する外装材1、1とを少なくとも備えて構成されている。
図5に示す例では、負極リード46の両面に、集電体45、45、金属リチウム箔からなる負極43,43、空気極42,42が順次重ね合わされ、外装材1、1が負極リード46及び空気極リード42aを挟むように相互に重ね合わされてヒートシールされている。
【0056】
図5に示すリチウム空気二次電池41を製造する際には、外装材1、1を用意してこれらをヒートシールして袋体とし、集電体45及び負極リード46を負極43と一体化させ、負極43にセパレータと空気極42を重ね合わせ、これら負極43とセパレータと空気極42を袋体の開口部から外装材1、1の凹部1a、1a内に挿入し、最後に電解質を注液してから開口部をヒートシールすることで、リチウム空気二次電池41を得る。
【0057】
なお、図4、図5に示す例ではリチウム空気二次電池を例にして説明したが、本発明はこれに限らず、例えば、負極活物質をアルミニウムとするアルミニウム空気二次電池に適用しても良い。
【0058】
以上説明したように、本実施形態の好ましい態様である空気二次電池用外装材1によれば、熱可塑性樹脂フィルムを含む内層23と酸素透過膜3とを接合する際に、内層23または酸素透過膜3の少なくとも一方にシランカップリング剤が塗布されているので、内層23と酸素透過膜3との接合強度が向上するとともに、電解液に対する耐性が高められ、酸素透過膜3が膨潤するのを抑制できるので酸素透過性が良好となる。
また、酸素透過膜3に更に、疎水性シラン処理剤が塗布されることで、酸素透過膜3における水分の透過を防止できる。また、疎水性シラン処理剤によって疎水化された酸素透過膜3の外縁部3aへの水分の付着を防止して、内層23と酸素透過膜3との接合強度をより向上させることができる。
【0059】
また、本実施形態の好ましい態様である空気二次電池によれば、内層23と酸素透過膜3との接合強度が向上した空気二次電池用外装材1を備えているので、電解質の漏出や、外部からの二酸化炭素の侵入を防止することができ、空気二次電池の短寿命化を防ぐことができる。
【0060】
更に、本実施形態の好ましい態様である空気二次電池用外装材1の製造方法によれば、熱可塑性樹脂フィルムを含む内層23と酸素透過膜3とを接合する際に、内層23または酸素透過膜3の少なくとも一方にシランカップリング剤を塗布するので、内層23と酸素透過膜3との接合強度が向上するとともに、電解液に対する耐性が高められ、酸素透過膜3が膨潤するのを抑制できるので良好な酸素透過性が実現できる。
また、酸素透過膜3に更に、疎水性シラン処理剤を塗布することで、酸素透過膜3における水分の透過を防止するとともに、内層23と酸素透過膜3との接合強度をより向上できる。
【実施例】
【0061】
(実施例1)
まず、酸素透過膜として、市販のナフィオン(登録商標:イオン交換膜、サイズ:5cm×3cm×0.1mm)を準備した。
【0062】
次に、この酸素透過膜に対して疎水化処理を行った。この際、オートクレーブ容器中に、酸素透過膜と、5mlのテトラエチルオルトシリケートを入れ、密封状態で100℃、3時間の加熱を行った。この操作により、ナフィオンフィルムからなる酸素透過膜の表面にシリカ膜が形成され、疎水性が発現した。
【0063】
次に、疎水化処理を行った酸素透過膜の外縁部と、予め開口部を設けると共に凹部を成形した図1に示すようなアルミラミネートフィルムからなる外装シートに、シランカップリング剤を塗布することにより、両者間に親和性を発現させた。まず、シランカップリング剤溶液を用意した。シランカップリング剤溶液は、末端がエポキシ基である反応性官能基を有するエポキシ系シランカップリング剤(Dowcorning社製 Z−6043)をエタノールで1%および5%まで希釈して調製した。そして、刷毛を用いて、シランカップリング剤溶液を、酸素透過膜の外縁部と、外装シートの開口部周辺部の内層側に塗布した。塗布後、オーブン内にて60℃×1分の条件で乾燥を行って希釈に使用した溶剤(エタノール)を除去した。塗布量は1mg/m2であった。
【0064】
そして、溶媒除去後、ヒートシーラーを用いて、酸素透過膜と外装シートの圧着を行った。圧着条件は、外装シートの外層側を200℃、内層側を100℃とし、シール圧力を9kgf/cm2(0.88MPa)、シール時間を1分とした。このようにして、外装材を製造した。
【0065】
(実施例2)
シランカップリング剤として、アルドリッチ社の3‐アミノプロピルトリエトキシシラン(以下APS)を用いた点以外は、実施例1と同様にして外装材を作製した。
【0066】
(比較例)
酸素透過膜に対して、シランカップリング剤及びテトラエチルオルトシリケートによる表面処理を行なわなかった点以外は、実施例と同様にして外装材を作製した。
【0067】
(実施例3)
テトラエチルオルトシリケートによる疎水化を行わなかった点以外は、実施例1と同様にして外装材を作製した。
【0068】
得られた外装材について、酸素透過膜と外装シートの剥離強度の評価を行った。条件としては、ストレス付加のない条件に加え、外装材を24時間に渡って水中浸漬した後と、24時間に渡って電解液に浸漬した後について、それぞれ剥離強度を評価した。また、剥離強度は、酸素透過膜を固定した条件で、JIS K 6854−2に基づいて測定した。即ち、セラミックス層を貼り合わせた外装シートを15mm幅に切断して、セラミックス層と外装シート間の剥離試験を行って評価した。
なお、上述の水中浸漬はイオン交換水を、電解液への浸漬は、非水系電解液として、エチレンカーボネート:ジエチルカーボネート=1:1(体積比)の混合溶媒に1モル/LのLiPF6を溶解させた電解液を用いた。
各評価結果を下記表1に示す。
【0069】
下記表1に示すように、シランカップリング剤ありのものは、シランカップリング剤なしの場合と比較して、著しい性能低下は見られなかった。
【0070】
【表1】
【0071】
また、図4に示すような、外装材1と外装材34とを相互にヒートシールして袋体を製造し、染色液を添加した非水電解液を袋体に充填して密閉したものを用意し、漏液の発生の有無を評価した。
電解液の染色には1wt%のローダミンBエタノール溶液を使用し、これを電解液に対して1vol%添加することで行った。電解液には、エチレンカーボネート:ジエチルカーボネート=1:1(体積比)の混合溶媒に1モル/LのLiPF6を溶解させた電解液を用いた。
【0072】
下記表2に漏液発生の有無の結果を示すが、シランカップリング剤ありのものは、30日経過後も電解液の漏れは確認されなかった。これに対して、比較例では1日で液漏れが発生した。また、実施例3では、水分の浸入が原因であるガスの発生が起こり、内圧が増加して容器が若干膨張する現象が見られた。
【0073】
【表2】
【0074】
さらに、得られた外装材について、JIS K 7126−1で規定されるガス透過試験を実施した。この際の使用ガスとしては、酸素ガス(99.99%)を用いた。また、試験温度は室温とし、差圧は100kPaとした(供給側:100kPa、透過側:0kPa)。また、この際のサンプルとしては、上述の電解液漏洩試験で使用したサンプルの空気極側を切り出したものと用い、試験セルに挟み込んだ形でガス透過試験を実施した。
【0075】
ガス透過試験の結果を下記表3に示す。
なお、下記表3において、酸素透過性能は、未処理状態のナフィオン膜(比較例1)の酸素透過度を100とした場合のパーセント表示で示す。
【0076】
【表3】
【0077】
表3に示すように、実施例1および実施例2は、比較例1と比較して酸素の透過度が低下する傾向がみられた。これは、シランカップリング剤および疎水性シランの塗布によって、ガスの透過経路が減少したためと推測される。
但し、比較例1および実施例3が破壊される条件においても、これらのサンプル形状が保持されていたことから、シランカップリング剤および疎水性シリカの塗布は耐久性付与に寄与することが明らかとなった。
【符号の説明】
【0078】
1…空気二次電池用外装材、2…外装シート、3…酸素透過膜、3a…酸素透過膜の外縁部、12…開口部、12a…開口部周辺部、21…外層、22…金属箔層、23…内層、31、41…空気二次電池。
【特許請求の範囲】
【請求項1】
耐熱性樹脂フィルムを含む外層と金属箔層と熱可塑性樹脂フィルムを含む内層とが積層されてなるとともに、前記外層と前記金属箔層と前記内層とを貫通する酸素取り込み用の開口部が設けられている外装シートと、
前記開口部を覆うように前記開口部周辺部の前記内層側に接合される酸素透過膜と、を具備してなり、
前記酸素透過膜の外縁部または前記開口部周辺部のいずれか一方または両方の接合面に、反応性官能基を有するシランカップリング剤が塗布されていることを特徴とする空気二次電池用外装材。
【請求項2】
前記シランカップリング剤の前記反応性官能基は、ビニル基、エポキシ基、スチリル基、メタクリル基、アクリル基、アミノ基、ウレイド基、メルカプト基、スルフィド基、イソシアネート基からなる群から選択されるいずれか1種を末端に有する請求項1に記載の空気二次電池用外装材。
【請求項3】
前記内層が、酸変性ポリオレフィン樹脂フィルムからなる請求項1または請求項2に記載の空気二次電池用外装材。
【請求項4】
前記酸素透過膜がアニオン交換膜であり、スルホ系イオン交換樹脂、フッ素系イオン交換樹脂、強塩基性陰性イオン交換樹脂からなる群から選ばれるいずれか1種である請求項1乃至請求項3の何れか一項に記載の空気二次電池用外装材。
【請求項5】
前記外装シートと前記酸素透過膜とが、圧着または接着されている請求項1乃至請求項4の何れか一項に記載の空気二次電池用外装材。
【請求項6】
前記酸素透過膜に、更に、疎水性官能基を有するシラン処理剤が塗布されている請求項1乃至請求項5の何れか一項に記載の空気二次電池用外装材。
【請求項7】
請求項1乃至請求項6の何れか一項に記載の空気二次電池用外装材を備えたことを特徴とする空気二次電池。
【請求項8】
耐熱性樹脂フィルムを含む外層と金属箔層と熱可塑性樹脂フィルムを含む内層とが積層されてなるとともに、前記外層と前記金属箔層と前記内層とを貫通する酸素取り込み用の開口部が設けられている外装シートの開口部周辺部、または、前記酸素透過膜の外縁部のいずれか一方または両方の接合面に、反応性官能基を有するシランカップリング剤を塗布する工程と、
前記外装シートの開口部周辺部に、前記酸素透過膜を接合する工程と、
を具備してなることを特徴とする空気二次電池用外装材の製造方法。
【請求項9】
前記シランカップリング剤の前記反応性官能基は、ビニル基、エポキシ基、スチリル基、メタクリル基、アクリル基、アミノ基、ウレイド基、メルカプト基、スルフィド基、イソシアネート基からなる群から選択されるいずれか1種を末端に有する請求項8に記載の空気二次電池用外装材の製造方法。
【請求項10】
前記内層が、酸変性ポリオレフィン樹脂フィルムからなる請求項8または請求項9に記載の空気二次電池用外装材の製造方法。
【請求項11】
前記酸素透過膜がアニオン交換膜であり、スルホ系イオン交換樹脂、フッ素系イオン交換樹脂、強塩基性陰性イオン交換樹脂からなる群から選ばれるいずれか1種である請求項8乃至請求項10の何れか一項に記載の空気二次電池用外装材の製造方法。
【請求項12】
前記外装シートと前記酸素透過膜とを、圧着または接着する請求項8乃至請求項11の何れか一項に記載の空気二次電池用外装材の製造方法。
【請求項13】
前記酸素透過膜に、疎水性官能基を有するシラン処理剤を塗布してから、前記の反応性官能基を有するシランカップリング剤を塗布する請求項8乃至請求項12の何れか一項に記載の空気二次電池用外装材の製造方法。
【請求項1】
耐熱性樹脂フィルムを含む外層と金属箔層と熱可塑性樹脂フィルムを含む内層とが積層されてなるとともに、前記外層と前記金属箔層と前記内層とを貫通する酸素取り込み用の開口部が設けられている外装シートと、
前記開口部を覆うように前記開口部周辺部の前記内層側に接合される酸素透過膜と、を具備してなり、
前記酸素透過膜の外縁部または前記開口部周辺部のいずれか一方または両方の接合面に、反応性官能基を有するシランカップリング剤が塗布されていることを特徴とする空気二次電池用外装材。
【請求項2】
前記シランカップリング剤の前記反応性官能基は、ビニル基、エポキシ基、スチリル基、メタクリル基、アクリル基、アミノ基、ウレイド基、メルカプト基、スルフィド基、イソシアネート基からなる群から選択されるいずれか1種を末端に有する請求項1に記載の空気二次電池用外装材。
【請求項3】
前記内層が、酸変性ポリオレフィン樹脂フィルムからなる請求項1または請求項2に記載の空気二次電池用外装材。
【請求項4】
前記酸素透過膜がアニオン交換膜であり、スルホ系イオン交換樹脂、フッ素系イオン交換樹脂、強塩基性陰性イオン交換樹脂からなる群から選ばれるいずれか1種である請求項1乃至請求項3の何れか一項に記載の空気二次電池用外装材。
【請求項5】
前記外装シートと前記酸素透過膜とが、圧着または接着されている請求項1乃至請求項4の何れか一項に記載の空気二次電池用外装材。
【請求項6】
前記酸素透過膜に、更に、疎水性官能基を有するシラン処理剤が塗布されている請求項1乃至請求項5の何れか一項に記載の空気二次電池用外装材。
【請求項7】
請求項1乃至請求項6の何れか一項に記載の空気二次電池用外装材を備えたことを特徴とする空気二次電池。
【請求項8】
耐熱性樹脂フィルムを含む外層と金属箔層と熱可塑性樹脂フィルムを含む内層とが積層されてなるとともに、前記外層と前記金属箔層と前記内層とを貫通する酸素取り込み用の開口部が設けられている外装シートの開口部周辺部、または、前記酸素透過膜の外縁部のいずれか一方または両方の接合面に、反応性官能基を有するシランカップリング剤を塗布する工程と、
前記外装シートの開口部周辺部に、前記酸素透過膜を接合する工程と、
を具備してなることを特徴とする空気二次電池用外装材の製造方法。
【請求項9】
前記シランカップリング剤の前記反応性官能基は、ビニル基、エポキシ基、スチリル基、メタクリル基、アクリル基、アミノ基、ウレイド基、メルカプト基、スルフィド基、イソシアネート基からなる群から選択されるいずれか1種を末端に有する請求項8に記載の空気二次電池用外装材の製造方法。
【請求項10】
前記内層が、酸変性ポリオレフィン樹脂フィルムからなる請求項8または請求項9に記載の空気二次電池用外装材の製造方法。
【請求項11】
前記酸素透過膜がアニオン交換膜であり、スルホ系イオン交換樹脂、フッ素系イオン交換樹脂、強塩基性陰性イオン交換樹脂からなる群から選ばれるいずれか1種である請求項8乃至請求項10の何れか一項に記載の空気二次電池用外装材の製造方法。
【請求項12】
前記外装シートと前記酸素透過膜とを、圧着または接着する請求項8乃至請求項11の何れか一項に記載の空気二次電池用外装材の製造方法。
【請求項13】
前記酸素透過膜に、疎水性官能基を有するシラン処理剤を塗布してから、前記の反応性官能基を有するシランカップリング剤を塗布する請求項8乃至請求項12の何れか一項に記載の空気二次電池用外装材の製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−97985(P2013−97985A)
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願番号】特願2011−239132(P2011−239132)
【出願日】平成23年10月31日(2011.10.31)
【出願人】(501428187)昭和電工パッケージング株式会社 (110)
【Fターム(参考)】
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願日】平成23年10月31日(2011.10.31)
【出願人】(501428187)昭和電工パッケージング株式会社 (110)
【Fターム(参考)】
[ Back to top ]