
空気入りタイヤの製造方法及び空気入りタイヤの製造装置
【課題】重量バランスを悪化させることなく製造時間を短縮することができる空気入りタイヤの製造方法及び空気入りタイヤの製造装置を提供する。
【解決手段】2台の押出機12A,12Bから押し出された未加硫のゴムストリップ材S1,S2を回転支持体14上に供給しながら回転支持体14を回転させ、回転支持体14上にゴムストリップ材S1,S2を巻き付けて空気入りタイヤの少なくとも一部を成型する空気入りタイヤの製造方法において、2台の押出機12A,12Bを互いに、回転支持体14の回転軸Lの周りに180°ずれた位置であって、回転支持体14の回転軸方向の同一位置に配置し、回転支持体14が180°回転する毎に2台の押出機12A,12Bと回転支持体14とを相対的に回転支持体14の回転軸方向へ移動させる。
【解決手段】2台の押出機12A,12Bから押し出された未加硫のゴムストリップ材S1,S2を回転支持体14上に供給しながら回転支持体14を回転させ、回転支持体14上にゴムストリップ材S1,S2を巻き付けて空気入りタイヤの少なくとも一部を成型する空気入りタイヤの製造方法において、2台の押出機12A,12Bを互いに、回転支持体14の回転軸Lの周りに180°ずれた位置であって、回転支持体14の回転軸方向の同一位置に配置し、回転支持体14が180°回転する毎に2台の押出機12A,12Bと回転支持体14とを相対的に回転支持体14の回転軸方向へ移動させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、空気入りタイヤの製造方法及び空気入りタイヤの製造装置に関するものである。
【背景技術】
【0002】
一般に、タイヤは、複数のタイヤ用ゴム部材とコードを主材とする複数の補強部材を含んで構成されており、代表的には、インナーライナーゴム部、トレッドゴム部、サイドウォールゴム部、リムストリップゴム部等の各部が、各々要求される特性に応じたゴム部材により形成され、これらのゴム部材がコードを含む補強部材であるカーカス層、ベルト層やビード体などと組み合わされてタイヤを構成している。
【0003】
上記のようなタイヤを構成するゴム部材を成型するため、押出機よりリボン状に押し出した未加硫のゴムストリップ材を、成型用ドラム等の回転支持体上においてタイヤ周方向に沿って一部を重ねて巻きつける方法が知られている。
【0004】
このような方法において、回転支持体上にゴムストリップ材を巻き付ける時間、つまり、製造時間を短縮するため、回転支持体の径方向の周囲に配置した2台の押出機から押し出されたゴムストリップ材を回転支持体上に巻き付ける方法が提案されている(例えば、下記特許文献1参照)
しかしながら、上記特許文献1に開示された方法では、回転支持体上にゴムストリップ材が螺旋状に巻き付けられているため、成型されたゴム部材のタイヤ幅方向両端部にはみ出した余分なゴム部分が生じ、その結果、巻き付け完了後に余分なゴム部分を切除する必要がある。
【0005】
また、ゴム部材のタイヤ幅方向両端部では、タイヤ幅方向に対して直交するタイヤ周方向に平行にゴムストリップ材を巻き付け、他の部分ではタイヤ周方向に対して傾斜させ螺旋状にゴムストリップ材を巻き付けることで、成型されたゴム部材のタイヤ幅方向両端部にはみ出した余分なゴム部分が生じることがないが、タイヤ幅方向両端部近傍においてゴムストリップ材の重なり量が大きくゴム量が多くなるため、重量バランスが悪化する問題がある。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】国際公開WO2008/26240
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は上記の点を考慮してなされたものであり、重量バランスを悪化させることなく製造時間を短縮することができる空気入りタイヤの製造方法及び空気入りタイヤの製造装置を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明に係る空気入りタイヤの製造方法は、2台の押出機から押し出された未加硫のゴムストリップ材を回転支持体上に供給しながら前記回転支持体を回転させ、前記回転支持体上に前記ゴムストリップ材を巻き付けて空気入りタイヤの少なくとも一部を成型する空気入りタイヤの製造方法において、2台の前記押出機を互いに、前記回転支持体の回転軸の周りに180°ずれた位置であって、前記回転支持体の回転軸方向の同一位置に配置し、前記回転支持体が180°回転する毎に2台の前記押出機と前記回転支持体とを相対的に前記回転支持体の回転軸方向へ移動させることを特徴とする。
【0009】
また、本発明に係る空気入りタイヤの製造装置は、未加硫のゴムストリップ材を押し出す2台の押出機と、回転支持体と、2台の前記押出機と前記回転支持体を制御する制御装置とを備え、前記制御装置は、2台の前記押出機から前記ゴムストリップ材を前記回転支持体上に供給しながら前記回転支持体を回転させ、前記回転支持体上に前記ゴムストリップ材を巻き付けて空気入りタイヤの少なくとも一部を成型する空気入りタイヤの製造装置において、2台の前記押出機は、互いに前記回転支持体の回転軸の周りに180°ずれた位置であって、前記回転支持体の回転軸方向の同一位置に配置され、前記制御装置は、前記回転支持体が180°回転する毎に2台の前記押出機と前記回転支持体とを相対的に前記回転支持体の回転軸方向へ移動させることを特徴とする。
【発明の効果】
【0010】
本発明によれば、重量バランスを悪化させることなく製造時間を短縮することができる。
【図面の簡単な説明】
【0011】
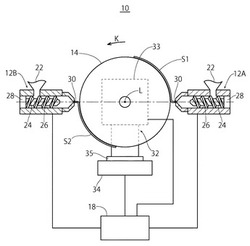
【図1】本発明の一実施形態に係る空気入りタイヤの製造装置の構成を示す模式図である。
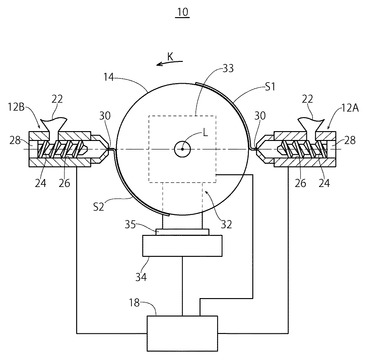
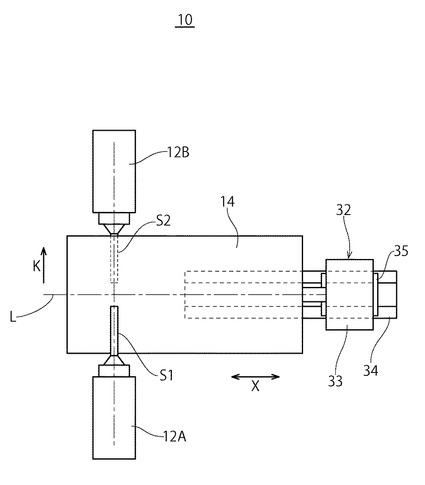
【図2】図1に示す空気入りタイヤの製造装置の平面図である。
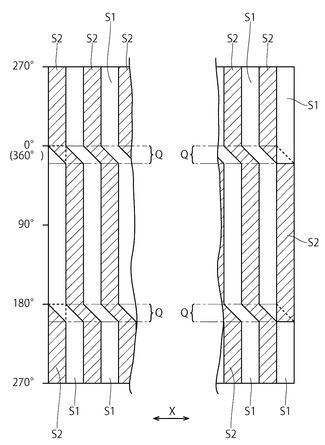
【図3】図1に示す空気入りタイヤの製造装置によって成型されたゴム部材を平面上に展開した図である。
【発明を実施するための形態】
【0012】
本実施形態に係る空気入りタイヤの製造装置(以下、製造装置という)10は、図1及び図2に示すように、2台の押出機12A、12Bと、回転支持体14と、制御装置18とを備える。この製造装置10は、制御装置18が2台の押出機12A、12Bと回転支持体14を制御することで、2台の押出機12A、12Bよりリボン状の未加硫のゴムストリップ材S1,S2を押し出し、この押し出したゴムストリップ材S1,S2を回転支持体14上に供給しながら回転支持体14を回転軸L周りに回転させ、回転支持体14上にゴムストリップ材S1,S2を巻き付けて空気入りタイヤを構成するゴム部材、例えば、インナーライナゴム部や、トレッドゴム部や、サイドウォールゴム部等を成型する。
【0013】
詳細には、2台の押出機12A、12Bは、互いに回転支持体14の回転軸Lの周りに180°ずれた位置であって、回転支持体14の回転軸方向Xの同一位置に配置されている。
【0014】
一方の押出機12Aは、図1に示すように、ゴム材料が投入されるホッパー22と、ゴム材料に熱を与えながら前方に送り出すスクリュー24と、スクリュー24を内蔵する円筒状のバレル26と、スクリュー24を駆動するスクリュー駆動装置28と、ゴムストリップ材1の断面形状に対応する形状で前端に開口する吐出口30とを備える。押出機12Aは、低粘度化したゴム材料を吐出口30から押し出して、吐出口30の形状に応じた断面形状のゴムストリップ材S1を形成し、これを回転支持体14の外周面上に供給する。
【0015】
押出機12Aから押し出されたゴムストリップ材S1は、回転支持体14の回転軸方向Xに対して直交する方向(つまり、回転支持体14の周方向)に平行に回転支持体14に巻き付けられる。
【0016】
他方の押出機12Bは、上記した一方の押出機12Aと同一構造のものを使用しているため、他方の押出機12Bについて図1中に一方の押出機12Aと同一符号を付して詳細な説明を省略するが、吐出口30から押し出されたゴムストリップ材S2は、回転支持体14の外周面上に供給され回転支持体14の周方向に平行に巻き付けられる。
【0017】
なお、一方の押出機12Aから押し出されるゴムストリップ材S1と、他方の押出機12Bから押し出されるゴムストリップ材S2とに異なる符号を付しているが、一方の押出機12Aから押し出されたゴムストリップ材S1と、他方の押出機12Bから押し出されるゴムストリップ材S2との回転支持体14上における巻き付け位置を説明するためであり、いずれのゴムストリップ材も同一材料及び同一形状からなる。また、押出機12A及び押出機12Bは、公知の機構からなり特に限定されるものではないが、各押出機12A、12Bの先端部と吐出口30との間にギアポンプを設けたものが、吐出口30から押し出されるコムストリップ材S1,S2の押し出し量をより正確に制御可能となるため特に好ましい。
【0018】
2台の押出機12A,12Bは、いずれも不図示の移動機構によって回転支持体14に対して近接離隔移動するように構成されている。押出機12A,12Bは、回転支持体14に対して近接移動してからゴムストリップ材S1,S2を回転支持体14に供給し巻き付け動作を開始し、巻き付け動作が完了すると回転支持体14から離隔移動する。
【0019】
回転支持体14は、駆動装置32により駆動され、回転軸Lの周りに回転するとともに、回転軸方向Xへ移動する。駆動装置32は、サーボモータ33や、これを回転支持体14と連結するための減速機構(不図示)や、回転支持体14の回転軸方向Xに沿って延びるリニアガイド34上を摺動するベース35や、駆動回路(不図示)などにより構成される。
【0020】
なお、本実施形態では、回転支持体14を2台の押出機12A,12Bに対して移動させたが、2台の押出機12A,12Bと回転支持体14とを相対的に移動させればよく、回転支持体14に対して2台の押出機12A,12Bを同じ速度で同じ方向へ移動させてもよい。
【0021】
制御装置18は、メモリ内に記憶された制御プログラムに基づいて2台の押出機12A,12Bと、回転支持体14の動作を統括的に制御するものであり、一定の速度でゴムストリップ材S1,S2を回転支持体14に供給するように2台の押出機12A,12Bを制御しつつ、回転支持体14が一方向Kに回転しながら回転軸方向Xに沿って移動するように駆動装置32を制御する。
【0022】
具体的には、制御装置18は、一方の押出機12Aから回転支持体14に供給されるゴムストリップ材S1の押し出し量(押し出し速度)と、他方の押出機12Bから回転支持体14に供給されるゴムストリップ材S2の押し出し速度とが等しくなるように2台の押出機12A,12Bを制御する。
【0023】
また、制御装置18は、2台の押出機12A,12Bから押し出されるゴムストリップ材S1,S2の押し出し速度と、回転支持体14の外周面の周速が等しくなるように回転支持体14の回転を制御するとともに、回転支持体14が180°回転する毎に、回転支持体14上のゴムストリップ材S1,S2の一部が回転軸方向Xに一定距離だけ重なり合うように、言い換えれば、ゴムストリップ材S1,S2の幅寸法(回転軸方向Xに沿った長さ寸法)より小さい距離だけ、回転軸方向Xに回転支持体14を移動させてゴム部材を成型する。
【0024】
本実施形態の製造装置10では、上記のように制御装置18が2台の押出機12A,12Bと回転支持体14とを制御することで、図3に示すように、一方の押出機12Aから押し出されたゴムストリップ材S1と他方の押出機12Bから押し出されたゴムストリップ材S2とが回転軸方向Xに交互に配置されたゴム部材が、回転支持体14の外周面上に成型される。
【0025】
図3からも明らかなように、本実施形態では、回転支持体14上にゴムストリップ材S1,S2を供給する2台の押出機12A、12Bが、回転支持体14の回転軸Lの周りに180°ずれた位置であって、回転支持体14の回転軸方向Xの同一位置に配置されているため、回転支持体14を180°回転させると回転支持体14の全周にゴムストリップ材S1,S2を巻き付けることができ、1台の押出機でゴムストリップ材を巻き付ける場合に比べて短時間でゴム部材を成型することができる。
【0026】
また、回転支持体14を回転させながら回転支持体14上のゴムストリップ材S1,S2の一部が回転軸方向Xに一定距離だけ重なり合うように回転支持体14を回転軸方向Xに移動させると、回転支持体14の周方向に対して傾斜してゴムストリップ材S1,S2が巻き付けられる領域(傾斜領域)Gが生じる。傾斜領域Gでは、回転軸方向Xの移動が伴い回転支持体14の移動速度が速くなるため、ゴムストリップ材S1,S2が周方向に平行に巻き付けられた領域に比べてゴム量が少なくなる。本実施形態では、回転支持体14が180°回転する毎に回転軸方向Xに移動するため、傾斜領域Gが、回転支持体14の同一周上の周方向に180°ずれた位置に配置され、周方向に対称な位置に配置されることから、成型されたゴム部材を用いた空気入りタイヤの周方向の重量バランスが悪化しにくい。
【0027】
また、本実施形態では、2台の押出機12A,12Bから押し出されたゴムストリップ材S1,S2が、回転支持体14の周方向に平行に巻き付けられているため、成型されたゴム部材の両端部にはみ出した余分なゴム部分が生じることが無く、巻き付け完了後に余分なゴム部分の切除工程が不要になる。
【0028】
また、本実施形態では、2台の押出機12A,12Bに対して回転支持体14を回転軸方向Xに移動させるため、回転軸方向Xに移動させるための機構を1台設けるだけでよく製造装置10を小型化することができる。
【0029】
なお、上記した説明では、ゴムストリップ材S1,S2を回転支持体14上に直接巻き付けることで、空気入りタイヤの一部を構成するゴム部材を成型する場合について説明したが、回転支持体14上に予め別の構成部材を設け、当該構成部材の上に2台の押出機12A,12Bから押し出されるゴムストリップ材S1,S2を巻き付けてもよい。
【符号の説明】
【0030】
10…製造装置 12A…押出機 12B…押出機
14…回転支持体 18…制御装置 22…ホッパー
24…スクリュー 26…バレル 28…スクリュー駆動装置
30…吐出口 32…駆動装置 33…サーボモータ
34…リニアガイド 35…ベース G…傾斜領域
K…一方向 L…回転軸 S1…ゴムストリップ材
S2…ゴムストリップ材 X…回転軸方向
【技術分野】
【0001】
本発明は、空気入りタイヤの製造方法及び空気入りタイヤの製造装置に関するものである。
【背景技術】
【0002】
一般に、タイヤは、複数のタイヤ用ゴム部材とコードを主材とする複数の補強部材を含んで構成されており、代表的には、インナーライナーゴム部、トレッドゴム部、サイドウォールゴム部、リムストリップゴム部等の各部が、各々要求される特性に応じたゴム部材により形成され、これらのゴム部材がコードを含む補強部材であるカーカス層、ベルト層やビード体などと組み合わされてタイヤを構成している。
【0003】
上記のようなタイヤを構成するゴム部材を成型するため、押出機よりリボン状に押し出した未加硫のゴムストリップ材を、成型用ドラム等の回転支持体上においてタイヤ周方向に沿って一部を重ねて巻きつける方法が知られている。
【0004】
このような方法において、回転支持体上にゴムストリップ材を巻き付ける時間、つまり、製造時間を短縮するため、回転支持体の径方向の周囲に配置した2台の押出機から押し出されたゴムストリップ材を回転支持体上に巻き付ける方法が提案されている(例えば、下記特許文献1参照)
しかしながら、上記特許文献1に開示された方法では、回転支持体上にゴムストリップ材が螺旋状に巻き付けられているため、成型されたゴム部材のタイヤ幅方向両端部にはみ出した余分なゴム部分が生じ、その結果、巻き付け完了後に余分なゴム部分を切除する必要がある。
【0005】
また、ゴム部材のタイヤ幅方向両端部では、タイヤ幅方向に対して直交するタイヤ周方向に平行にゴムストリップ材を巻き付け、他の部分ではタイヤ周方向に対して傾斜させ螺旋状にゴムストリップ材を巻き付けることで、成型されたゴム部材のタイヤ幅方向両端部にはみ出した余分なゴム部分が生じることがないが、タイヤ幅方向両端部近傍においてゴムストリップ材の重なり量が大きくゴム量が多くなるため、重量バランスが悪化する問題がある。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】国際公開WO2008/26240
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は上記の点を考慮してなされたものであり、重量バランスを悪化させることなく製造時間を短縮することができる空気入りタイヤの製造方法及び空気入りタイヤの製造装置を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明に係る空気入りタイヤの製造方法は、2台の押出機から押し出された未加硫のゴムストリップ材を回転支持体上に供給しながら前記回転支持体を回転させ、前記回転支持体上に前記ゴムストリップ材を巻き付けて空気入りタイヤの少なくとも一部を成型する空気入りタイヤの製造方法において、2台の前記押出機を互いに、前記回転支持体の回転軸の周りに180°ずれた位置であって、前記回転支持体の回転軸方向の同一位置に配置し、前記回転支持体が180°回転する毎に2台の前記押出機と前記回転支持体とを相対的に前記回転支持体の回転軸方向へ移動させることを特徴とする。
【0009】
また、本発明に係る空気入りタイヤの製造装置は、未加硫のゴムストリップ材を押し出す2台の押出機と、回転支持体と、2台の前記押出機と前記回転支持体を制御する制御装置とを備え、前記制御装置は、2台の前記押出機から前記ゴムストリップ材を前記回転支持体上に供給しながら前記回転支持体を回転させ、前記回転支持体上に前記ゴムストリップ材を巻き付けて空気入りタイヤの少なくとも一部を成型する空気入りタイヤの製造装置において、2台の前記押出機は、互いに前記回転支持体の回転軸の周りに180°ずれた位置であって、前記回転支持体の回転軸方向の同一位置に配置され、前記制御装置は、前記回転支持体が180°回転する毎に2台の前記押出機と前記回転支持体とを相対的に前記回転支持体の回転軸方向へ移動させることを特徴とする。
【発明の効果】
【0010】
本発明によれば、重量バランスを悪化させることなく製造時間を短縮することができる。
【図面の簡単な説明】
【0011】
【図1】本発明の一実施形態に係る空気入りタイヤの製造装置の構成を示す模式図である。
【図2】図1に示す空気入りタイヤの製造装置の平面図である。
【図3】図1に示す空気入りタイヤの製造装置によって成型されたゴム部材を平面上に展開した図である。
【発明を実施するための形態】
【0012】
本実施形態に係る空気入りタイヤの製造装置(以下、製造装置という)10は、図1及び図2に示すように、2台の押出機12A、12Bと、回転支持体14と、制御装置18とを備える。この製造装置10は、制御装置18が2台の押出機12A、12Bと回転支持体14を制御することで、2台の押出機12A、12Bよりリボン状の未加硫のゴムストリップ材S1,S2を押し出し、この押し出したゴムストリップ材S1,S2を回転支持体14上に供給しながら回転支持体14を回転軸L周りに回転させ、回転支持体14上にゴムストリップ材S1,S2を巻き付けて空気入りタイヤを構成するゴム部材、例えば、インナーライナゴム部や、トレッドゴム部や、サイドウォールゴム部等を成型する。
【0013】
詳細には、2台の押出機12A、12Bは、互いに回転支持体14の回転軸Lの周りに180°ずれた位置であって、回転支持体14の回転軸方向Xの同一位置に配置されている。
【0014】
一方の押出機12Aは、図1に示すように、ゴム材料が投入されるホッパー22と、ゴム材料に熱を与えながら前方に送り出すスクリュー24と、スクリュー24を内蔵する円筒状のバレル26と、スクリュー24を駆動するスクリュー駆動装置28と、ゴムストリップ材1の断面形状に対応する形状で前端に開口する吐出口30とを備える。押出機12Aは、低粘度化したゴム材料を吐出口30から押し出して、吐出口30の形状に応じた断面形状のゴムストリップ材S1を形成し、これを回転支持体14の外周面上に供給する。
【0015】
押出機12Aから押し出されたゴムストリップ材S1は、回転支持体14の回転軸方向Xに対して直交する方向(つまり、回転支持体14の周方向)に平行に回転支持体14に巻き付けられる。
【0016】
他方の押出機12Bは、上記した一方の押出機12Aと同一構造のものを使用しているため、他方の押出機12Bについて図1中に一方の押出機12Aと同一符号を付して詳細な説明を省略するが、吐出口30から押し出されたゴムストリップ材S2は、回転支持体14の外周面上に供給され回転支持体14の周方向に平行に巻き付けられる。
【0017】
なお、一方の押出機12Aから押し出されるゴムストリップ材S1と、他方の押出機12Bから押し出されるゴムストリップ材S2とに異なる符号を付しているが、一方の押出機12Aから押し出されたゴムストリップ材S1と、他方の押出機12Bから押し出されるゴムストリップ材S2との回転支持体14上における巻き付け位置を説明するためであり、いずれのゴムストリップ材も同一材料及び同一形状からなる。また、押出機12A及び押出機12Bは、公知の機構からなり特に限定されるものではないが、各押出機12A、12Bの先端部と吐出口30との間にギアポンプを設けたものが、吐出口30から押し出されるコムストリップ材S1,S2の押し出し量をより正確に制御可能となるため特に好ましい。
【0018】
2台の押出機12A,12Bは、いずれも不図示の移動機構によって回転支持体14に対して近接離隔移動するように構成されている。押出機12A,12Bは、回転支持体14に対して近接移動してからゴムストリップ材S1,S2を回転支持体14に供給し巻き付け動作を開始し、巻き付け動作が完了すると回転支持体14から離隔移動する。
【0019】
回転支持体14は、駆動装置32により駆動され、回転軸Lの周りに回転するとともに、回転軸方向Xへ移動する。駆動装置32は、サーボモータ33や、これを回転支持体14と連結するための減速機構(不図示)や、回転支持体14の回転軸方向Xに沿って延びるリニアガイド34上を摺動するベース35や、駆動回路(不図示)などにより構成される。
【0020】
なお、本実施形態では、回転支持体14を2台の押出機12A,12Bに対して移動させたが、2台の押出機12A,12Bと回転支持体14とを相対的に移動させればよく、回転支持体14に対して2台の押出機12A,12Bを同じ速度で同じ方向へ移動させてもよい。
【0021】
制御装置18は、メモリ内に記憶された制御プログラムに基づいて2台の押出機12A,12Bと、回転支持体14の動作を統括的に制御するものであり、一定の速度でゴムストリップ材S1,S2を回転支持体14に供給するように2台の押出機12A,12Bを制御しつつ、回転支持体14が一方向Kに回転しながら回転軸方向Xに沿って移動するように駆動装置32を制御する。
【0022】
具体的には、制御装置18は、一方の押出機12Aから回転支持体14に供給されるゴムストリップ材S1の押し出し量(押し出し速度)と、他方の押出機12Bから回転支持体14に供給されるゴムストリップ材S2の押し出し速度とが等しくなるように2台の押出機12A,12Bを制御する。
【0023】
また、制御装置18は、2台の押出機12A,12Bから押し出されるゴムストリップ材S1,S2の押し出し速度と、回転支持体14の外周面の周速が等しくなるように回転支持体14の回転を制御するとともに、回転支持体14が180°回転する毎に、回転支持体14上のゴムストリップ材S1,S2の一部が回転軸方向Xに一定距離だけ重なり合うように、言い換えれば、ゴムストリップ材S1,S2の幅寸法(回転軸方向Xに沿った長さ寸法)より小さい距離だけ、回転軸方向Xに回転支持体14を移動させてゴム部材を成型する。
【0024】
本実施形態の製造装置10では、上記のように制御装置18が2台の押出機12A,12Bと回転支持体14とを制御することで、図3に示すように、一方の押出機12Aから押し出されたゴムストリップ材S1と他方の押出機12Bから押し出されたゴムストリップ材S2とが回転軸方向Xに交互に配置されたゴム部材が、回転支持体14の外周面上に成型される。
【0025】
図3からも明らかなように、本実施形態では、回転支持体14上にゴムストリップ材S1,S2を供給する2台の押出機12A、12Bが、回転支持体14の回転軸Lの周りに180°ずれた位置であって、回転支持体14の回転軸方向Xの同一位置に配置されているため、回転支持体14を180°回転させると回転支持体14の全周にゴムストリップ材S1,S2を巻き付けることができ、1台の押出機でゴムストリップ材を巻き付ける場合に比べて短時間でゴム部材を成型することができる。
【0026】
また、回転支持体14を回転させながら回転支持体14上のゴムストリップ材S1,S2の一部が回転軸方向Xに一定距離だけ重なり合うように回転支持体14を回転軸方向Xに移動させると、回転支持体14の周方向に対して傾斜してゴムストリップ材S1,S2が巻き付けられる領域(傾斜領域)Gが生じる。傾斜領域Gでは、回転軸方向Xの移動が伴い回転支持体14の移動速度が速くなるため、ゴムストリップ材S1,S2が周方向に平行に巻き付けられた領域に比べてゴム量が少なくなる。本実施形態では、回転支持体14が180°回転する毎に回転軸方向Xに移動するため、傾斜領域Gが、回転支持体14の同一周上の周方向に180°ずれた位置に配置され、周方向に対称な位置に配置されることから、成型されたゴム部材を用いた空気入りタイヤの周方向の重量バランスが悪化しにくい。
【0027】
また、本実施形態では、2台の押出機12A,12Bから押し出されたゴムストリップ材S1,S2が、回転支持体14の周方向に平行に巻き付けられているため、成型されたゴム部材の両端部にはみ出した余分なゴム部分が生じることが無く、巻き付け完了後に余分なゴム部分の切除工程が不要になる。
【0028】
また、本実施形態では、2台の押出機12A,12Bに対して回転支持体14を回転軸方向Xに移動させるため、回転軸方向Xに移動させるための機構を1台設けるだけでよく製造装置10を小型化することができる。
【0029】
なお、上記した説明では、ゴムストリップ材S1,S2を回転支持体14上に直接巻き付けることで、空気入りタイヤの一部を構成するゴム部材を成型する場合について説明したが、回転支持体14上に予め別の構成部材を設け、当該構成部材の上に2台の押出機12A,12Bから押し出されるゴムストリップ材S1,S2を巻き付けてもよい。
【符号の説明】
【0030】
10…製造装置 12A…押出機 12B…押出機
14…回転支持体 18…制御装置 22…ホッパー
24…スクリュー 26…バレル 28…スクリュー駆動装置
30…吐出口 32…駆動装置 33…サーボモータ
34…リニアガイド 35…ベース G…傾斜領域
K…一方向 L…回転軸 S1…ゴムストリップ材
S2…ゴムストリップ材 X…回転軸方向
【特許請求の範囲】
【請求項1】
2台の押出機から押し出された未加硫のゴムストリップ材を回転支持体上に供給しながら前記回転支持体を回転させ、前記回転支持体上に前記ゴムストリップ材を巻き付けて空気入りタイヤの少なくとも一部を成型する空気入りタイヤの製造方法において、
2台の前記押出機を互いに、前記回転支持体の回転軸の周りに180°ずれた位置であって、前記回転支持体の回転軸方向の同一位置に配置し、
前記回転支持体が180°回転する毎に2台の前記押出機と前記回転支持体とを相対的に前記回転支持体の回転軸方向へ移動させることを特徴とする空気入りタイヤの製造方法。
【請求項2】
2台の前記押出機に対して前記回転支持体を移動させることを特徴とする請求項1に記載の空気入りタイヤの製造方法。
【請求項3】
未加硫のゴムストリップ材を押し出す2台の押出機と、回転支持体と、2台の前記押出機と前記回転支持体を制御する制御装置とを備え、
前記制御装置は、2台の前記押出機から前記ゴムストリップ材を前記回転支持体上に供給しながら前記回転支持体を回転させ、前記回転支持体上に前記ゴムストリップ材を巻き付けて空気入りタイヤの少なくとも一部を成型する空気入りタイヤの製造装置において、
2台の前記押出機は、互いに前記回転支持体の回転軸の周りに180°ずれた位置であって、前記回転支持体の回転軸方向の同一位置に配置され、
前記制御装置は、前記回転支持体が180°回転する毎に2台の前記押出機と前記回転支持体とを相対的に前記回転支持体の回転軸方向へ移動させることを特徴とする空気入りタイヤの製造装置。
【請求項4】
2台の前記押出機に対して前記回転支持体を移動させることを特徴とする請求項3に記載の空気入りタイヤの製造装置。
【請求項1】
2台の押出機から押し出された未加硫のゴムストリップ材を回転支持体上に供給しながら前記回転支持体を回転させ、前記回転支持体上に前記ゴムストリップ材を巻き付けて空気入りタイヤの少なくとも一部を成型する空気入りタイヤの製造方法において、
2台の前記押出機を互いに、前記回転支持体の回転軸の周りに180°ずれた位置であって、前記回転支持体の回転軸方向の同一位置に配置し、
前記回転支持体が180°回転する毎に2台の前記押出機と前記回転支持体とを相対的に前記回転支持体の回転軸方向へ移動させることを特徴とする空気入りタイヤの製造方法。
【請求項2】
2台の前記押出機に対して前記回転支持体を移動させることを特徴とする請求項1に記載の空気入りタイヤの製造方法。
【請求項3】
未加硫のゴムストリップ材を押し出す2台の押出機と、回転支持体と、2台の前記押出機と前記回転支持体を制御する制御装置とを備え、
前記制御装置は、2台の前記押出機から前記ゴムストリップ材を前記回転支持体上に供給しながら前記回転支持体を回転させ、前記回転支持体上に前記ゴムストリップ材を巻き付けて空気入りタイヤの少なくとも一部を成型する空気入りタイヤの製造装置において、
2台の前記押出機は、互いに前記回転支持体の回転軸の周りに180°ずれた位置であって、前記回転支持体の回転軸方向の同一位置に配置され、
前記制御装置は、前記回転支持体が180°回転する毎に2台の前記押出機と前記回転支持体とを相対的に前記回転支持体の回転軸方向へ移動させることを特徴とする空気入りタイヤの製造装置。
【請求項4】
2台の前記押出機に対して前記回転支持体を移動させることを特徴とする請求項3に記載の空気入りタイヤの製造装置。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2013−107371(P2013−107371A)
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願番号】特願2011−256353(P2011−256353)
【出願日】平成23年11月24日(2011.11.24)
【出願人】(000003148)東洋ゴム工業株式会社 (2,711)
【Fターム(参考)】
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願日】平成23年11月24日(2011.11.24)
【出願人】(000003148)東洋ゴム工業株式会社 (2,711)
【Fターム(参考)】
[ Back to top ]