
空気入りタイヤ用高撚りポリエステルカーカスプライ
【課題】特定の撚り構造を有するポリエステルコードをカーカスに用いることにより、ランフラット性能を向上させた空気入りラジアルランフラットタイヤを提供する。
【解決手段】カーカスプライ構造22は、コード構成が2200dtex/2、8.5/8.5tpi(33/33回/10cm)で、コード密度が16−28epi(6.3−11エンド/cm)であるポリエステル織物を含む。ベルト補強構造14は、タイヤのクラウン領域にカーカスプライ構造の半径方向外側に配置されている。トレッドは、ベルト補強構造の半径方向外側に配置されている。一対のサイドウォール18は、カーカスプライ構造の一部を含む。一対のサイドウォールは、トレッドと一対の平行な環状ビードとの間に配置されている。
【解決手段】カーカスプライ構造22は、コード構成が2200dtex/2、8.5/8.5tpi(33/33回/10cm)で、コード密度が16−28epi(6.3−11エンド/cm)であるポリエステル織物を含む。ベルト補強構造14は、タイヤのクラウン領域にカーカスプライ構造の半径方向外側に配置されている。トレッドは、ベルト補強構造の半径方向外側に配置されている。一対のサイドウォール18は、カーカスプライ構造の一部を含む。一対のサイドウォールは、トレッドと一対の平行な環状ビードとの間に配置されている。
【発明の詳細な説明】
【技術分野】
【0001】
発明の分野
本発明は、空気入りタイヤに使用するポリエステルコードを対象とし、より詳細には、ランフラット空気入りタイヤのカーカスに使用する高撚りポリエステルコードを対象とする。
【背景技術】
【0002】
発明の背景
空気入りタイヤに適用する場合、用語「ランフラット」とは、空気入りタイヤを膨らんでいない状態で動作させた場合に、タイヤ構造自体が、車両負荷(load)を支えるのに十分な強度を有することを意味する。空気入りタイヤのサイドウォールおよび内側表面は、従来の膨らんでいないタイヤのようにそれら自体がつぶれることも、または座屈することもない。ランフラット設計は通常、膨らんでいない空気入りタイヤがつぶれることを防ぐために、内部支持構造ではなく剛性のサイドウォールを提供することに向けて行われる。ゴムが熱に対して敏感であり、またサイドウォール部材を強化する(stiffen)ために大量のゴムが必要であるため、発熱性(heat build−up)がランフラットタイヤ故障の主な要因である。また、空気入りタイヤのクラウン領域の強化にも設計上の配慮を行い、それにより、強化されたサイドウォール部材との協働、およびランフラット特性の実質的な改良が可能となる。
【0003】
ある従来型ランフラットタイヤは低いアスペクト比を有し、剛性(stiffness)を向上させるためにサイドウォールインサートを使用している。この膨らんでいないタイヤでは、800lb(360kg)の荷重を支えるためにタイヤ1個当たり約6ポンド(3kg)の追加の重量が必要となり、スペアタイヤおよびタイヤジャッキをなくしてもその一部しか相殺することができない可能性がある。
【0004】
別の従来型ランフラットタイヤは、ランフラット性能をさらに増大させるために、サイドウォール内に第3のプライおよび第3のインサートを含んでいる。このタイヤでは、ラジアルプライと組み合わさって広範囲のタイヤ用途においてランフラット能力を提供する、エラストマーで覆った複合体リブを使用している。
【0005】
さらに別の従来型タイヤは、ショルダインサートと、単一プライのエイペクスエンベロープ(apex envelope)と、1つのベルト補強プライの縁部のすぐ下の端部まで延在させた折り返しとを有する。このタイヤは、ランフラットタイヤではないが、ハンドリングをわずかに失うだけで有益な重量減少を達成することができることを実証している。
【0006】
さらに別の従来型ランフラットタイヤでは、ランフラット能力を維持するために、サイドウォール当たりに1つのプライと2つのインサートとを使用している。したがって、このタイヤは、少ない構成部品で軽量に製造することができる。
【0007】
これら従来のランフラットタイヤすべてにおいて、特に、膨らんでいない/空気圧が不足している状態で高速で長時間動作させた場合、発熱性がランフラット故障の主な寄与因子である。極端な温度条件は、タイヤの構成部品に悪影響を及ぼす。
【発明の開示】
【0008】
より最近の従来型ランフラットタイヤでは、カーカス補強材としてレーヨンを使用している。しかし、ゴムの中のポリエステルコードの界面強度(interfacial strength)の向上、より具体的には、高温におけるこのような強度により、カーカス補強材としてより低コストポリエステルを使用することが可能となるだろうし、それにより、より高コストのレーヨンカーカス補強材を有するタイヤと比較して転がり抵抗が低減されたより低コストのランフラットタイヤを提供することが可能になるであろう。
【0009】
発明の概要
本発明の一態様によれば、空気入りラジアルランフラットタイヤは、一対の平行な環状ビードと、カーカスプライ構造と、ベルト補強構造と、トレッドと、一対のサイドウォールとを含む。カーカスプライ構造は、コード構成が2200dtex/2 8.5/8.5tpi(33/33 回/10cm)で、コード密度が16〜28epi(6.3〜11エンド/cm)であるポリエステル織物(fabric)を含む。ベルト補強構造は、タイヤのクラウン領域にカーカスプライ構造の半径方向外側に配置されている。トレッドは、ベルト補強構造の半径方向外側に配置されている。一対のサイドウォールは、カーカスプライ構造の一部を含む。一対のサイドウォールは、トレッドと一対の平行な環状ビードとの間に配置されている。
【0010】
本発明の別の態様によれば、ポリエステル織物のコードが、撚りをかけた後、ポリエポキシドを含む水性エマルションで、その後水性RFLエマルションで、処理される。
【0011】
本発明の別の態様によれば、水性RFLエマルションが、レゾルシノール−ホルムアルデヒド樹脂、スチレン−ブタジエンコポリマーラテックス、ビニルピリジン−スチレン−ブタジエンターポリマーラテックスおよびブロックイソシアネートを含む。
【0012】
本発明の別の態様によれば、ポリエステル織物の糸(yarn)が、撚られてコードとなる前に、接着活性剤(adhesion activator)で上塗りされる。
【0013】
本発明の別の態様によれば、カーカスプライ構造の第1の処理ステップにおいて、乾燥ポリエステルコードが水性ポリエポキシド分散液に浸漬される。
【0014】
本発明の別の態様によれば、カーカスプライ構造の第2の処理ステップにおいて、ポリエポキシド処理済みポリエステルコードが水性RFLエマルションに浸漬される。
【0015】
本発明の別の態様によれば、カーカスプライ構造は、単一のポリエステル織物プライまたは第1および第2のポリエステル織物プライを含む。
【0016】
本発明の別の態様によれば、タイヤは、トレッドの底部とベルト補強構造の上部との間に配置された織物オーバーレイ(overlay)をさらに含む。
【0017】
本発明の別の態様によれば、タイヤは、気体不透過性(gas−impervious)インナーライナ、一対のビードフィラーエイペクス、第1のサイドウォールウェッジインサート(sidewall wedge inserts)の対、および第2のサイドウォールウェッジインサートの対をさらに含む。
【0018】
本発明の別の態様によれば、第1のウェッジインサートはインナーライナと第1の織物との間に位置し、第2のウェッジインサートは第1の織物プライと第2のプライとの間に位置する。
【0019】
本発明の別の態様によれば、織物オーバーレイは、トレッドの半径方向内側に、そしてベルト補強構造から半径方向外側に配置される。
【0020】
本発明の別の態様によれば、織物オーバーレイは、空気入りタイヤの赤道面に対して0〜5度の傾斜角で置かれたらせん巻きのリボンを含む。
【0021】
本発明の別の態様によれば、タイヤは、カーカスプライ構造を保護するためのチェーファーをさらに含む。
【0022】
本発明の別の態様によれば、タイヤは、各サイドウォール内に設置された少なくとも1つのインサートのサイドウォール強化デバイス(stiffning device)をさらに含む。
【0023】
本発明の別の態様によれば、サイドウォール強化デバイスは、織物ストリップ(strip)、波形コード、および/または繊維を含む。
定義
「アスペクト比」とは、その断面幅に対するその断面高さの比を意味する。
【0024】
「軸方向の」および「軸方向に」とは、タイヤの回転軸に平行なラインまたは方向を意味する。
【0025】
「ビード」または「ビードコア」とは、タイヤの、環状の引張部材(tensile member)を含む部分を一般的には意味し、半径方向内側のビードは、フリッパ、チッパー、エイペクスまたはフィラー、トウガード、チェーファーなど他の補強部材の有無にかかわらず、プライコードによって被覆され成形されているリムへのタイヤの保持に関連している。
【0026】
「ベルト構造」または「補強ベルト」とは、トレッドの下に存在し、ビードに固定されておらず、タイヤの赤道面に対して17度〜27度の範囲の左および右のコード角度を有する、少なくとも2つの環状の、織られていても織られていなくてもよい平行コードのプライまたは層を意味する。
【0027】
「周方向」とは、軸方向に垂直な環状トレッドの表面の周囲に沿って延在するラインまたは方向を意味する。
【0028】
「カーカス」とは、ベルト構造、トレッド、およびアンダートレッドとは別であるが、ビードを含むタイヤ構造を意味する。
【0029】
「ケーシング」とは、カーカス、ベルト構造、ビード、サイドウォールと、トレッドおよびアンダートレッドを除くタイヤの他のすべての構成部品とを意味する。
【0030】
「チェーファー」とは、リムからコードプライを保護し、リムの上に屈曲を分配する(distribute flexing)ために、またタイヤをシールするために、ビードの外側周りに配置された材料の狭いストリップを指す。
【0031】
「チッパー」とは、タイヤのビード部分に位置する補強構造を意味する。
【0032】
「コード」とは、タイヤにおけるプライを構成する補強ストランド(strands)の1つを意味する。
【0033】
「赤道面(EP)」とは、タイヤの回転軸に垂直で、そのタイヤのトレッドの中心を通る平面を意味する。
【0034】
「フリッパ」とは、ビードコアの周りを包む補強された織物を意味する。
【0035】
「インナーライナ」とは、チューブレスタイヤの内面を形成し、タイヤ内部の膨張流体を包むエラストマーまたは他の材料の1つまたは複数の層を意味する。
【0036】
「プライ」とは、ゴムをコーティングした平行なコードの層を意味する。
【0037】
「ラジアル(半径方向の)」および「半径方向に」とは、タイヤの回転軸に半径方向に向かう方向、またはタイヤの回転軸から半径方向に離れる方向を意味する。
【0038】
「ラジアルプライタイヤ」とは、少なくとも1つのプライがビードからビードへ延在し、またタイヤの赤道面に対して65度〜90度の間のコード角度で置かれたコードを有する、ベルトが巻かれたまたは周方向に制限された空気入りタイヤを意味する。
【0039】
「ショルダ」とは、トレッド縁部のすぐ下のサイドウォール上部を意味する。
【0040】
「サイドウォール」とは、トレッドとビードとの間のタイヤ部分を意味する。
【0041】
「トレッド幅」とは、軸方向、すなわち、タイヤの回転軸に平行な平面におけるトレッド表面の弧の長さを意味する。
【0042】
図面の簡単な説明
以下は図面の簡単な説明であり、図中同様の部分には同様の参照番号を付してある。
【図面の簡単な説明】
【0043】
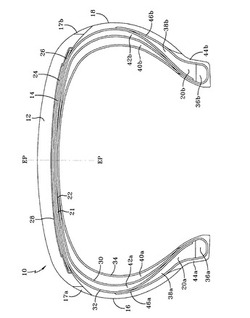
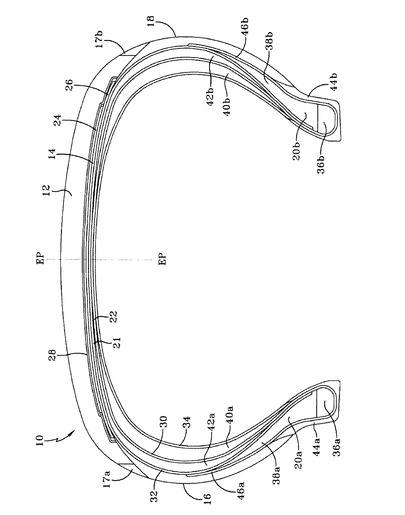
【図1】本発明で使用するためのタイヤの例の断面図である。
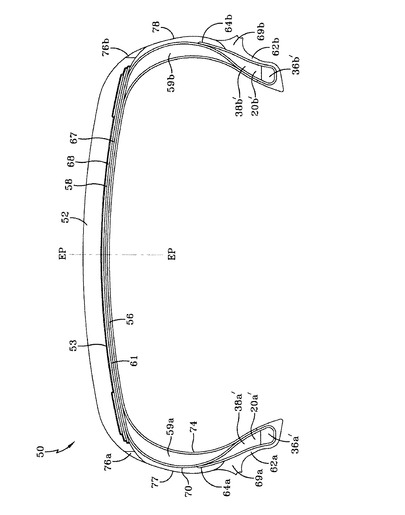
【図2】本発明で使用するための別のタイヤの例の断面図である。
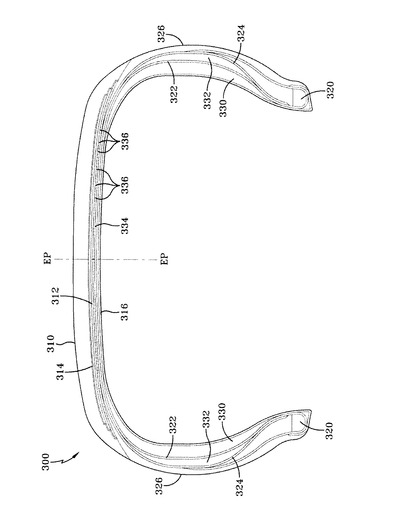
【図3】本発明で使用するためのさらに別のタイヤの例の断面図である。
【発明を実施するための最良の形態】
【0044】
本発明の一例の詳細な説明
図1は、本発明で使用するための、複数のインサートを有する空気入りラジアルランフラットタイヤ10の例の断面を示す。このタイヤ例10は、トレッドキャップ12、2つのベルト層24、26を備えるベルト構造14、一対のサイドウォール部分16、18、トレッドキャップ12が滑らかに各サイドウォール16、18へとそれぞれ移行する一対の移行領域(transition regions)17a、17b、一対のビード領域20a、20b、プライ構造22を有するカーカス21、およびトレッドキャップ12の底部とベルト構造14の上部との間に配置された織物オーバーレイ28を有する。
【0045】
プライ構造22は、第1の織物プライ30、第2の織物プライ32、気体不透過性インナーライナ34、一対のビード36a、36b、一対のビードフィラーエイペクス38a、38b、第1のサイドウォールウェッジインサートの対40a、40bおよび第2のサイドウォールウェッジインサートの対42a、42bを有する。第1もしくは最も内側のウェッジインサート40a、40bは、インナーライナ34と第1のプライ30との間に位置する。第2のウェッジインサート42a、42bは、第1のプライ30と第2のプライ32との間に位置する。
【0046】
織物オーバーレイ28は、トレッドキャップ12の下、すなわちトレッドキャップ12の半径方向内側に、またベルト構造14の上、すなわちベルト構造14から半径方向外側に配置される。織物オーバーレイ28を、ポリエステルコードで補強することができる。織物オーバーレイ28は、タイヤ例10の赤道面EPに対して0〜5度の傾斜角で置かれたらせん巻きのリボンからなることができる。最も内側にある第1のプライ30は、ビード36a、36bを包み込み、サイドウォール部分16、18へとそれぞれ半径方向外側に延在する折り返し端部46a、46bを有する。
【0047】
補強されたサイドウォール部分16、18は、ホイールリム(図示せず)に対する磨耗からカーカス21の下層の(underlying)プライ構造22を保護するチェーファー44a、44bを含む。プライ構造22のサイドウォール部分により、タイヤ例10に限られたランフラット能力が与えられる。タイヤ例10のサイドウォール領域内の構造補強により、サイドウォール部分16、18の全厚が増大し、特に、ウェッジインサート40a、40b、42a、42bが最も厚い。
【0048】
図2は、本発明で使用するための、単一のインサートを有する空気入りラジアルランフラットタイヤ50の例の断面を示す。このタイヤ例50は、図1の複数のインサートを有するタイヤ例10といくつかの点で異なる。タイヤ例50は、各サイドウォール77、78内にそれぞれ単一のウェッジインサート59a、59bを有する。プライ構造56は、単一の織物プライ70で構成することができる。
【0049】
タイヤ例50は、トレッドキャップ52、一対のサイドウォール部分77、78、トレッドキャップ52が滑らかに各サイドウォール77、78へとそれぞれ移行する一対の移行領域76a、76b、一対のビード領域20a’、20b’、2つのベルト67、68を含むベルト構造58、およびトレッドキャップ52の半径方向内側の底部とベルト構造58の半径方向外側の上部との間に配置された織物オーバーレイ53を有する。カーカス61が、単一のプライ70を有するプライ構造56、気体不透過性インナーライナ74、一対のビード36a’、36b’、および一対のビードフィラーエイペクス38a’、38b’を含む。各サイドウォール部分77、78内の単一のウェッジインサート59a、59bはそれぞれ、インナーライナ74と単一のカーカスプライ70との間に位置する。単一のカーカスプライ70は、各サイドウォール部分77、78へとそれぞれ延在する折り返し端部64a、64bを有する。強化されたサイドウォール部分77、78は、チェーファー62a、62bおよびリムフランジプロテクタ69a、69b(ホイールリムリテーナリップとしても知られている)を含む。リムフランジプロテクタ69a、69bは、ランフラット動作中ホイールリム(図示せず)上でタイヤを維持し、一方チェーファー62a、62bは、ホイールリムに対する磨耗から下層のプライ構造56を保護する。プライ構造56のサイドウォール部分により、タイヤ例50に限られたランフラット能力が与えられる。タイヤ例50のサイドウォール領域内の構造補強により、特に移行領域76a、76bにおけるサイドウォール部分77、78の全厚が実質的に増大する。
【0050】
これらのランフラットタイヤ設計の例10、50は、ランフラットタイヤ例10、50を膨らんでいない状態で作動させた場合に、サイドウォールのたわみが限られている状態でタイヤの負荷を支えるために必要な、厚くしたサイドウォール部分を示している。このようなランフラットタイヤ設計により通常、完全に膨らんだ条件下で車両の良好なハンドリングおよび性能が提供され、膨らんでいない場合にはランフラット車両の許容可能なハンドリングおよびランフラット動作寿命がもたらされる。
【0051】
図3は、本発明で使用するための、別の例の空気入りランフラットタイヤ300の断面を示す。このタイヤ例300は、トレッド310、1つまたは複数のベルトを含むベルト構造312、ベルトの上の織物オーバーレイ314、ベルトの下の織物アンダーレイ(underlay)334、および織物アンダーレイの下の半径方向に補強したカーカス316を有する。ベルトとカーカス316との間にある織物アンダーレイ334は、ベルトとカーカスとの間の隔たりを広くすることによって、トレッド310を強化する。織物アンダーレイ334は、タイヤ例300の赤道面(EP)に対して0度と5度との間に含まれる角度で巻かれたコードによって補強されている。
【0052】
カーカス316は、2つの拡張不可能な(inextensible)環状ビード320、インナー(内側)ラジアルプライ322、アウター(外側)ラジアルプライ324、ならびにインナーウェッジインサート330およびアウターウェッジインサート332でそれぞれが補強されている一対のサイドウォール部分326を有する。インナーウェッジインサート330およびアウターウェッジインサート332により、タイヤ例300に限られたランフラット能力が与えられる。これらのウェッジインサート330、332は、ランフラットタイヤ例300を膨らんでいない状態で作動させた場合に負荷を支えるように機能すると同時にサイドウォール326の全厚を増大させる。
【0053】
ランフラットタイヤ例300は、通常の膨らんだ状態の動作において妥当な車両ハンドリングおよび性能を提供し、ランフラット動作において妥当なタイヤ寿命および車両ハンドリングを提供する。ランフラットタイヤ例300は、サイドウォール部分326内の補強材料の追加重量のため、一般的に等価の非ランフラットタイヤを超える重さがある。
【0054】
これらのランフラットタイヤ設計例10、50、300は、単に、ラジアルプライ構造の少なくとも1つのプライ間の各サイドウォール内に設置された少なくとも1つのインサートを含むサイドウォール強化デバイスを一般に特徴とする広範囲のランフラットタイヤ設計の代表にすぎないことが明らかであろう。サイドウォール強化デバイスは、たとえば、織物ストリップ、波形コード、繊維など他の要素を含むこともできることをさらに理解されたい。
【0055】
本発明によると、タイヤ例10、50、300のプライ30、32、70、322、324など、ランフラットタイヤ用カーカス補強プライは、構成2200dtex/2 8.5/8.5tpi(33/33 回/10cm)の高撚りポリエステルコードを含む。このカーカス補強プライは、インチ当たりの端部数(epi)が一般に16〜28個(6.3〜11エンド/cm)となる。この高撚りポリエステル構成により、従来のポリエステル構成に対してテナシティ(tenacity)、モジュラス(modulus)および疲労特性の向上が実証される。さらに、この独特の高撚りポリエステル構成により、現在使用されているレーヨンカーカスプライ構成の改良代替物が提供される。というのは、このポリエステル構成により、レーヨンと比較してより低いコストおよび転がり抵抗で等価の機能特性が証明されるからである。
【0056】
この高撚りポリエステル構成は、このような線密度が高い構成のテナシティおよびモジュラスの利点を維持しながら、ランフラット走行距離および耐久性を向上させる。しかし、高温界面強度(すなわち、ポリエステルコードの表面と接着剤またはエラストマーとの間の)を促進するために、ポリエステルフィラメントの表面反応性を増大させることができる。たとえば、これを実現するために、エポキシ含有量が高いスピン仕上げ剤(spin finish)/コーティングを、劣化に対する熱障壁(thermal barrier)として使用することができる。あるいは、ポリエステルフィラメントを、エポキシ含有量が高い接着剤に浸すことができる。以下は、例示的な高撚り8/8ポリエステル構成を他の2つのポリエステル構成と比較する2つの表である。本発明による構成2200dtex/2 8.5/8.5tpi(33/33 回/10cm)の高撚りポリエステルコードは、以下の表の例示的な8/8ツイストコードさえに対しても、向上した疲労特性を有する。
【0057】
撚りの方向とは、糸またはコードを鉛直方向に保持した場合の糸またはコードのらせんの傾きの方向を指す。らせんの傾きの方向が文字「S」の傾きと一致する場合、撚りは「S」または「左手(left hand)」と呼ばれる。らせんの傾きの方向が文字「Z」の傾きと一致する場合、撚りは「Z」または「右手(right hand)」と呼ばれる。「S」または「左手」の撚り方向は、「Z」または「右手」の撚りとは反対方向であることが理解される。「糸撚り」とは、糸をコードに組み込む前に糸に与えられる撚りを意味すると理解され、「コード撚り」とは、2本以上の糸を互いに撚ってコードを形成する場合にそれら糸に与えられる撚りを意味すると理解される。「デシテックス(Dtex)」とは、糸に撚りが与えられる前の糸10,000メートルのグラム量を意味すると理解される。
【0058】
【表1】

【0059】
【表2】
【0060】
タイヤ例10、50、300のプライ30、32、70、322、324など、ランフラットタイヤ用カーカス補強プライは、典型的には、通常プライコートと称されるゴム組成物にコードが埋め込まれている、複数のコードで補強された構成部品である。このプライコートゴム組成物は従来から、数多くのコードが比較的大きな加熱された回転する金属円筒ロールの上を、周りを、そして間を通りすぎるときに、コード上にゴムをカレンダ加工することによって塗布される。タイヤのこのようなプライ構成部品、ならびにゴム組成物プライコートを塗布するカレンダ加工法は、当業者には周知である。
【0061】
カーカスプライには、たとえば、ポリエステル、レーヨン、アラミド、ナイロンなど、様々な組成のコードを使用することができるが、これらに限定されるものではない。多くのこのようなコードおよびそれらコードの構成、モノフィラメントかどうか、または撚りフィラメントとしてかどうかは、当業者には周知である。特に、ポリエステルコードが、向上した転がり抵抗や比較的低いコストなどそれらポリエステルコードの優れた特性により、ランフラットタイヤに使用するには望ましくなっている。さらに、ポリエステル糸を撚ってコードにした後のポリエステルコードの処理により、ランフラットタイヤにおけるポリエステルとプライコートとの間の接着力が向上する。
【0062】
このポリエステルコードの処理は、糸を撚った後、ポリエポキシドを含む水性エマルションでコードを処理すること、その後レゾルシノール−ホルムアルデヒド樹脂、スチレン−ブタジエンコポリマーラテックス、ビニルピリジン−スチレン−ブタジエンターポリマーラテックスおよびブロックイソシアネートを含む水性RFLエマルションでコードを処理することを含む。
【0063】
当技術分野で公知のように、タイヤに使用するのに適している任意のポリエステル繊維から、カーカスプライに使用するポリエステルコードを作製することができる。ポリエステルコード糸は、典型的には、ポリマー溶融物からフィラメントを押出し成形することによって、マルチフィラメント束(multi filament bundles)として製造される。ポリエステルコードは、ポリエステル繊維を延伸して複数の繊維を含む糸とし、その後複数のこれら糸を撚ってコードにすることによって製造される。優れた機械的特性を確実にするために、このような糸を紡糸仕上げ剤で処理して、フィラメントの互いに対する、また機械設備に対するフレッティング(fretting)からフィラメントを保護することができる。場合によっては、糸を撚ってコードにする前に、いわゆる接着活性剤で糸を上塗りすることができる。糸を撚ってコードにした後、RFL(レゾルシノール−ホルムアルデヒド−ラテックス)浸液でポリエステルを処理することもできる。典型的にはポリエポキシドを含む接着活性剤は、RFL浸液による浸漬の後のゴム組成物に対するポリエステルコードの接着力を向上させるように働く。このような浸液は、コードの繊維の表皮を攻撃し接着剤/コード界面を劣化させる微量の湿気およびアミンを含有する化合物における長い高温硬化に対しては強くない。典型的な不良の徴候は、微量の接着剤しかその上に残っていない裸のポリエステルコードである。
【0064】
ポリエステル糸を撚ってコードにした後、ポリエポキシドを添加することもできる。撚ったコードは、本明細書中でエポキシまたはエポキシ化合物とも称される、ポリエポキシドの水性分散液に浸漬する。ポリエステルコードは、撚りをかける前にサイズ剤または接着剤で処理された糸から形成することもできる。したがって、接着活性化糸(すなわち、撚りをかける前に接着剤で処理した糸)を用いて作製したコードを、その後同様に処理することができる。
【0065】
ポリエポキシドとしては、グリセリン、プロピレングリコール、エチレングリコール、ヘキサントリオール、ソルビトール、トリメチロールプロパン、3−メチルペンタントリオール、ポリ(エチレングリコール)、ポリ(プロピレングリコール)などの脂肪族多価アルコールと、エピクロロヒドリンなどのハロヒドリンとの反応生成物、レゾルシノール、フェノール、ヒドロキノリン、フロログルシノールビス(4−ヒドロキシフェニル)メタンなどの芳香族多価アルコールとハロヒドリンとの反応生成物、ノボラック型フェノール樹脂などのノボラック型フェノール樹脂またはノボラック型レゾルシノール樹脂とハロヒドリンとの反応生成物を使用することができる。ポリエポキシドは、オルソ−クレゾールホルムアルデヒドノボラック樹脂から誘導することができる。
【0066】
ポリエポキシドは、微粒子ポリエポキシドの水性分散液として使用することができる。ポリエポキシドは、約1〜約5重量パーセントの濃度範囲で水性分散液中に存在することができる。あるいは、ポリエポキシドは、約1〜約3重量パーセントの濃度範囲で水性分散液中に存在することができる。
【0067】
第1の処理ステップでは、乾燥ポリエステルコードを、水性ポリエポキシド分散液に浸漬することができる。このコードは、約0.3〜0.7重量パーセントのポリエポキシドの浸漬含浸率(dip pick up)、すなわちDPUを可能とするのに十分な時間浸漬することができる。あるいは、DPUは、約0.4〜0.6重量パーセントである。DPUは、浸漬コード重量(浸漬コードの乾燥または硬化後)から非浸漬コード重量を減算し、それを非浸漬コード重量で割ったものとして定義される。
【0068】
ポリエステルコードは、コードを分散浴に通して引っ張ることによって連続プロセスにおいて水性ポリエポキシド分散液中で処理することができ、またはコードを浸漬することによってバッチで処理することができる。ポリエポキシド分散液に浸漬した後、当技術分野で公知の方法を用いてコードを乾燥または硬化させて、過剰の水を除去する。
【0069】
第2の処理ステップでは、ポリエポキシドで処理されたポリエステルコードを、改質(modified)RFL液に浸漬することができる。この接着剤組成物は、(1)レゾルシノール、(2)ホルムアルデヒド、(3)スチレン−ブタジエンゴムラテックス、(4)ビニルピリジン−スチレン−ブタジエンターポリマーラテックス、および(5)ブロックイソシアネートを含む。レゾルシノールはホルムアルデヒドと反応して、レゾルシノール−ホルムアルデヒド反応生成物を生成する。この反応生成物は、レゾルシノールのフェノール基とホルムアルデヒドのアルデヒド基の縮合反応の結果であろう。レゾルシノールレゾールおよびレゾルシノール−フェノールレゾールは、ラテックス内でin situで形成しても別途水溶液中で形成しても、接着剤混合物において他の縮合生成物よりはるかに優れていることができる。
【0070】
レゾルシノールは、水酸化ナトリウムなどの強塩基と共に約37パーセントのホルムアルデヒドを加えた水に溶解することができる。一般に、強塩基はレゾルシノールの約7.5パーセント以下を構成するもので、ホルムアルデヒドのレゾルシノールに対するモル比は約1.5〜約2の範囲にあるべきである。レゾールまたは縮合生成物または樹脂の水溶液を、スチレン−ブタジエンラテックスおよびビニルピリジン−スチレン−ブタジエンターポリマーラテックスと混合することができる。レゾールまたは他の言及した縮合生成物または前記縮合生成物を形成する材料は、ラテックス混合物の固形分で(by)5〜40部、好ましくは約10〜28部を占めているべきである。レゾールまたはレゾール型樹脂形成材料を形成する縮合生成物は、一部分だけが水に可溶となるように部分的に反応させまたは反応させることが好ましい。次いで、十分な水を添加して、最終的な浸漬液中で全固形分を約12重量パーセント〜18重量パーセントとすることが好ましい。ラテックスのポリマー固形分のレゾルシノール/ホルムアルデヒド樹脂に対する重量比は、約2〜約6の範囲内にあるべきである。
【0071】
RFL接着剤はまた、ブロックイソシアネートを含むことができる。固形分約1〜約8重量部のブロックイソシアネートを接着剤に添加することができる。ブロックイソシアネートは、RFL接着剤浸漬において使用されることが知られている任意の適当なブロックイソシアネートでよく、EMS American Grilon、Inc.から入手可能なGrilbond−IL6などのカプロラクタムブロックメチレン−ビス−(4−フェニルイソシアネート)、およびフェノールホルムアルデヒドブロックイソシアネートが含まれるが、これらに限定されない。
【0072】
ブロックイソシアネートとしては、1種または複数種のイソシアネートと1種または複数種のイソシアネートブロッキング剤との反応生成物を使用することができる。イソシアネートには、フェニルイソシアネート、ジクロロフェニルイソシアネートおよびナフタレンモノイソシアネートなどのモノイソシアネート、トリレンジイソシアネート、ジアニシジンジイソシアネート、ヘキサメチレンジイソシアネート、m−フェニレンジイソシアネート、テトラメチレンジイソシアネート、アルキルベンゼンジイソシアネート、m−キシレンジイソシアネート、シクロヘキシルメタンジイソシアネート、3,3−ジメトキシフェニルメタン−4,4’−ジイソシアネート、1−アルコキシベンゼン−2,4−ジイソシアネート、エチレンジイソシアネート、プロピレンジイソシアネート、シクロヘキシレン−1,2−ジイソシアネート、ジフェニレンジイソシアネート、ブチレン−1,2−ジイソシアネート、ジフェニルメタン−4,4−ジイソシアネート、ジフェニルエタンジイソシアネート、1,5−ナフタレンジイソシアネートなどのジイソシアネート、ならびにトリフェニルメタントリイソシアネート、ジフェニルメタントリイソシアネートなどのトリイソシアネートを挙げることができる。
【0073】
イソシアネートブロッキング剤としては、フェノール、クレゾール、レゾルシノール、t−ブタノールやt−ペンタノールなどの第三アルコール、ジフェニルアミン、ジフェニルナフチルアミンおよびキシリジンなどの芳香族アミン、エチレンイミンやプロピレンイミンなどのエチレンイミン、コハク酸イミドやフタルイミドなどのイミド、ブチロラクタムなどのラクタム、尿素やジエチレン尿素などの尿素、アセトキシム、シクロヘキサノキシム、ベンゾフェノンオキシム、およびα−ピロリドンなどのオキシムを挙げることができる。
【0074】
ポリマーは、ラテックスまたは他の形で添加することができる。ビニルピリジン−スチレン−ブタジエンターポリマーラテックスおよびスチレン−ブタジエンゴムラテックスを、RFL接着剤に添加することができる。ビニルピリジン−スチレン−ブタジエンターポリマーは、ビニルピリジン−スチレン−ブタジエンターポリマーの固形分重量が、スチレン−ブタジエンゴムの固形分重量の約50パーセント〜約100パーセントとなるように、RFL接着剤中に存在することができる。換言すれば、ビニルピリジン−スチレン−ブタジエンターポリマーのスチレン−ブタジエンゴムに対する重量比は約1〜約2とすることができる。
【0075】
典型的にはポリマーラテックスを調製し、次いで部分的に縮合した縮合生成物を添加する。しかし、縮合されていない形で成分(レゾルシノールおよびホルムアルデヒド)をポリマーラテックスに添加し、次いで全体の縮合をin situで行うこともできる。ラテックスは、アルカリ性のpH値に保持した場合、より長持ちし、より安定する傾向にある。
【0076】
ポリエポキシド処理コードをRFL浸液に1〜約3秒間浸漬し、120℃〜265℃の範囲内の温度で0.5〜4.0分乾燥させ、その後カレンダ加工してゴムとし、ここで硬化させることができる。利用する乾燥ステップは典型的には、コードを、次第に高くなる温度に維持した2つ以上の乾燥オーブンに通すことによって行う。たとえば、コードを、約250°F(121℃)〜約300°F(149℃)の温度に維持した第1の乾燥オーブンに通し、次いで約350°F(177℃)〜約500°F(260℃)の範囲内にある温度に維持した第2のオーブンに通すことができる。
【0077】
これらの温度は、乾燥しているコードの温度ではなくオーブンの温度であることを理解されたい。乾燥オーブンにおけるコードの全滞留時間は、好ましくは約1分〜約5分の範囲内である。たとえば、第1のオーブン内で30秒〜90秒、第2のオーブン内で30秒〜90秒の滞留時間を採用することができる。
【0078】
ポリエステルコードをポリエポキシドおよびRFL内で処理した後、処理コードを、ゴムプライコート化合物とともにプライ層に組み込む。プライコートゴム組成物の調製において、従来の配合成分を使うことができる。プライコート(ply coat)は、完成したタイヤでは、タイヤの構成部品として硫黄加硫されていることができる。たとえば、硫黄加硫されたプライコートゴム組成物は、補強剤、充填剤、素練り促進剤、顔料、ステアリン酸、促進剤、硫黄加硫剤、オゾン劣化防止剤、酸化防止剤、プロセスオイル、活性剤、開始剤、可塑剤、ワックス、前加硫抑制剤、エクステンダー油などを含めて従来の添加剤を含有することができる。従来の促進剤の代表は、たとえば、アミン、グアニジン、チオ尿素、チオール、チウラム、スルフェンアミド、ジチオカルバメート、およびキサンテートでよく、通常これらは、約0.2〜約3.0phrの量で添加する。硫黄加硫剤の代表には、元素状硫黄(遊離硫黄)、あるいは硫黄供与加硫剤、たとえば、アミンジスルフィド、ポリマーポリスルフィドまたは硫黄オレフィン付加物が挙げられる。硫黄加硫剤の量は、ゴムの種類および硫黄加硫剤の具体的な種類に応じて変わるが、一般に、約0.1phr〜約3phrの範囲であり、好ましくは、約0.5phr〜約2phrの範囲である。
【0079】
ゴム組成物中に存在してよい劣化防止剤の代表には、モノフェノール、ビスフェノール、チオビスフェノール、ポリフェノール、ヒドロキノン誘導体、ホスファイト、ホスフェートブレンド、チオエステル、ナフチルアミン、ジフェノールアミン、ならびに他のジアリールアミン誘導体、パラ−フェニレンジアミン、キノリンおよびブレンドアミンが含まれる。劣化防止剤は一般に、約0.1phr〜約10.0phrの範囲の量で使用されるが、約2〜6phrの範囲が好ましい。しかし、アミン系の劣化防止剤は好ましくはない。
【0080】
使用することができる素練り促進剤の代表はペンタクロロフェノールであり、このペンタクロロフェノールは、約0.1phr〜0.4phrの範囲の量で使うことができるが、約0.2〜0.3phrの範囲が好ましい。ゴム組成物に使用することができるプロセスオイルの代表には、たとえば、脂肪族オイル、ナフテン系オイル、および芳香族オイルが含まれる。プロセスオイルは、約0〜約30phrの範囲の従来の量で使用することができるが、約5〜約15phrの範囲が好ましい。
【0081】
開始剤は一般に、約1〜4phrの範囲の従来の量で使用されるが、約2〜3phrの範囲が好ましい。加硫促進剤は、従来の量で使用することができる。一次加硫促進剤のみを使う場合には、その量は、約0.5〜約2.0phrの範囲とすることができる。2種以上の促進剤の組合せを使用する場合には、一次促進剤を一般には0.5〜1.5phrの範囲の量で使用することができ、二次促進剤を約0.1〜0.5phrの範囲の量で使用することができる。
【0082】
促進剤の組合せにより相乗効果を生じることが知られている。従来の促進剤の適当な種類は、アミン、ジスルフィド、グアニジン、チオ尿素、チアゾール、チウラム、スルフェンアミド、ジチオカルバメート、およびキサンテートである。好ましくは、一次促進剤はスルフェンアミドである。二次促進剤を使う場合には、グアニジン、ジチオカルバメート、またはチウラム化合物が好ましい。
【0083】
本発明における変形形態は、本明細書中に提供されている本発明についての説明を踏まえて可能である。一部の代表的な諸実施形態および詳細を、本発明を例証する目的で示してきたが、本発明の範囲から逸脱することなく本発明において様々な変化および変更を加えることができることが当業者には明らかであろう。したがって、以下の添付の特許請求の範囲によって定義される本発明の企図する全範囲内で記載された特定の諸実施形態において変化を加えることができることを理解されたい。
【技術分野】
【0001】
発明の分野
本発明は、空気入りタイヤに使用するポリエステルコードを対象とし、より詳細には、ランフラット空気入りタイヤのカーカスに使用する高撚りポリエステルコードを対象とする。
【背景技術】
【0002】
発明の背景
空気入りタイヤに適用する場合、用語「ランフラット」とは、空気入りタイヤを膨らんでいない状態で動作させた場合に、タイヤ構造自体が、車両負荷(load)を支えるのに十分な強度を有することを意味する。空気入りタイヤのサイドウォールおよび内側表面は、従来の膨らんでいないタイヤのようにそれら自体がつぶれることも、または座屈することもない。ランフラット設計は通常、膨らんでいない空気入りタイヤがつぶれることを防ぐために、内部支持構造ではなく剛性のサイドウォールを提供することに向けて行われる。ゴムが熱に対して敏感であり、またサイドウォール部材を強化する(stiffen)ために大量のゴムが必要であるため、発熱性(heat build−up)がランフラットタイヤ故障の主な要因である。また、空気入りタイヤのクラウン領域の強化にも設計上の配慮を行い、それにより、強化されたサイドウォール部材との協働、およびランフラット特性の実質的な改良が可能となる。
【0003】
ある従来型ランフラットタイヤは低いアスペクト比を有し、剛性(stiffness)を向上させるためにサイドウォールインサートを使用している。この膨らんでいないタイヤでは、800lb(360kg)の荷重を支えるためにタイヤ1個当たり約6ポンド(3kg)の追加の重量が必要となり、スペアタイヤおよびタイヤジャッキをなくしてもその一部しか相殺することができない可能性がある。
【0004】
別の従来型ランフラットタイヤは、ランフラット性能をさらに増大させるために、サイドウォール内に第3のプライおよび第3のインサートを含んでいる。このタイヤでは、ラジアルプライと組み合わさって広範囲のタイヤ用途においてランフラット能力を提供する、エラストマーで覆った複合体リブを使用している。
【0005】
さらに別の従来型タイヤは、ショルダインサートと、単一プライのエイペクスエンベロープ(apex envelope)と、1つのベルト補強プライの縁部のすぐ下の端部まで延在させた折り返しとを有する。このタイヤは、ランフラットタイヤではないが、ハンドリングをわずかに失うだけで有益な重量減少を達成することができることを実証している。
【0006】
さらに別の従来型ランフラットタイヤでは、ランフラット能力を維持するために、サイドウォール当たりに1つのプライと2つのインサートとを使用している。したがって、このタイヤは、少ない構成部品で軽量に製造することができる。
【0007】
これら従来のランフラットタイヤすべてにおいて、特に、膨らんでいない/空気圧が不足している状態で高速で長時間動作させた場合、発熱性がランフラット故障の主な寄与因子である。極端な温度条件は、タイヤの構成部品に悪影響を及ぼす。
【発明の開示】
【0008】
より最近の従来型ランフラットタイヤでは、カーカス補強材としてレーヨンを使用している。しかし、ゴムの中のポリエステルコードの界面強度(interfacial strength)の向上、より具体的には、高温におけるこのような強度により、カーカス補強材としてより低コストポリエステルを使用することが可能となるだろうし、それにより、より高コストのレーヨンカーカス補強材を有するタイヤと比較して転がり抵抗が低減されたより低コストのランフラットタイヤを提供することが可能になるであろう。
【0009】
発明の概要
本発明の一態様によれば、空気入りラジアルランフラットタイヤは、一対の平行な環状ビードと、カーカスプライ構造と、ベルト補強構造と、トレッドと、一対のサイドウォールとを含む。カーカスプライ構造は、コード構成が2200dtex/2 8.5/8.5tpi(33/33 回/10cm)で、コード密度が16〜28epi(6.3〜11エンド/cm)であるポリエステル織物(fabric)を含む。ベルト補強構造は、タイヤのクラウン領域にカーカスプライ構造の半径方向外側に配置されている。トレッドは、ベルト補強構造の半径方向外側に配置されている。一対のサイドウォールは、カーカスプライ構造の一部を含む。一対のサイドウォールは、トレッドと一対の平行な環状ビードとの間に配置されている。
【0010】
本発明の別の態様によれば、ポリエステル織物のコードが、撚りをかけた後、ポリエポキシドを含む水性エマルションで、その後水性RFLエマルションで、処理される。
【0011】
本発明の別の態様によれば、水性RFLエマルションが、レゾルシノール−ホルムアルデヒド樹脂、スチレン−ブタジエンコポリマーラテックス、ビニルピリジン−スチレン−ブタジエンターポリマーラテックスおよびブロックイソシアネートを含む。
【0012】
本発明の別の態様によれば、ポリエステル織物の糸(yarn)が、撚られてコードとなる前に、接着活性剤(adhesion activator)で上塗りされる。
【0013】
本発明の別の態様によれば、カーカスプライ構造の第1の処理ステップにおいて、乾燥ポリエステルコードが水性ポリエポキシド分散液に浸漬される。
【0014】
本発明の別の態様によれば、カーカスプライ構造の第2の処理ステップにおいて、ポリエポキシド処理済みポリエステルコードが水性RFLエマルションに浸漬される。
【0015】
本発明の別の態様によれば、カーカスプライ構造は、単一のポリエステル織物プライまたは第1および第2のポリエステル織物プライを含む。
【0016】
本発明の別の態様によれば、タイヤは、トレッドの底部とベルト補強構造の上部との間に配置された織物オーバーレイ(overlay)をさらに含む。
【0017】
本発明の別の態様によれば、タイヤは、気体不透過性(gas−impervious)インナーライナ、一対のビードフィラーエイペクス、第1のサイドウォールウェッジインサート(sidewall wedge inserts)の対、および第2のサイドウォールウェッジインサートの対をさらに含む。
【0018】
本発明の別の態様によれば、第1のウェッジインサートはインナーライナと第1の織物との間に位置し、第2のウェッジインサートは第1の織物プライと第2のプライとの間に位置する。
【0019】
本発明の別の態様によれば、織物オーバーレイは、トレッドの半径方向内側に、そしてベルト補強構造から半径方向外側に配置される。
【0020】
本発明の別の態様によれば、織物オーバーレイは、空気入りタイヤの赤道面に対して0〜5度の傾斜角で置かれたらせん巻きのリボンを含む。
【0021】
本発明の別の態様によれば、タイヤは、カーカスプライ構造を保護するためのチェーファーをさらに含む。
【0022】
本発明の別の態様によれば、タイヤは、各サイドウォール内に設置された少なくとも1つのインサートのサイドウォール強化デバイス(stiffning device)をさらに含む。
【0023】
本発明の別の態様によれば、サイドウォール強化デバイスは、織物ストリップ(strip)、波形コード、および/または繊維を含む。
定義
「アスペクト比」とは、その断面幅に対するその断面高さの比を意味する。
【0024】
「軸方向の」および「軸方向に」とは、タイヤの回転軸に平行なラインまたは方向を意味する。
【0025】
「ビード」または「ビードコア」とは、タイヤの、環状の引張部材(tensile member)を含む部分を一般的には意味し、半径方向内側のビードは、フリッパ、チッパー、エイペクスまたはフィラー、トウガード、チェーファーなど他の補強部材の有無にかかわらず、プライコードによって被覆され成形されているリムへのタイヤの保持に関連している。
【0026】
「ベルト構造」または「補強ベルト」とは、トレッドの下に存在し、ビードに固定されておらず、タイヤの赤道面に対して17度〜27度の範囲の左および右のコード角度を有する、少なくとも2つの環状の、織られていても織られていなくてもよい平行コードのプライまたは層を意味する。
【0027】
「周方向」とは、軸方向に垂直な環状トレッドの表面の周囲に沿って延在するラインまたは方向を意味する。
【0028】
「カーカス」とは、ベルト構造、トレッド、およびアンダートレッドとは別であるが、ビードを含むタイヤ構造を意味する。
【0029】
「ケーシング」とは、カーカス、ベルト構造、ビード、サイドウォールと、トレッドおよびアンダートレッドを除くタイヤの他のすべての構成部品とを意味する。
【0030】
「チェーファー」とは、リムからコードプライを保護し、リムの上に屈曲を分配する(distribute flexing)ために、またタイヤをシールするために、ビードの外側周りに配置された材料の狭いストリップを指す。
【0031】
「チッパー」とは、タイヤのビード部分に位置する補強構造を意味する。
【0032】
「コード」とは、タイヤにおけるプライを構成する補強ストランド(strands)の1つを意味する。
【0033】
「赤道面(EP)」とは、タイヤの回転軸に垂直で、そのタイヤのトレッドの中心を通る平面を意味する。
【0034】
「フリッパ」とは、ビードコアの周りを包む補強された織物を意味する。
【0035】
「インナーライナ」とは、チューブレスタイヤの内面を形成し、タイヤ内部の膨張流体を包むエラストマーまたは他の材料の1つまたは複数の層を意味する。
【0036】
「プライ」とは、ゴムをコーティングした平行なコードの層を意味する。
【0037】
「ラジアル(半径方向の)」および「半径方向に」とは、タイヤの回転軸に半径方向に向かう方向、またはタイヤの回転軸から半径方向に離れる方向を意味する。
【0038】
「ラジアルプライタイヤ」とは、少なくとも1つのプライがビードからビードへ延在し、またタイヤの赤道面に対して65度〜90度の間のコード角度で置かれたコードを有する、ベルトが巻かれたまたは周方向に制限された空気入りタイヤを意味する。
【0039】
「ショルダ」とは、トレッド縁部のすぐ下のサイドウォール上部を意味する。
【0040】
「サイドウォール」とは、トレッドとビードとの間のタイヤ部分を意味する。
【0041】
「トレッド幅」とは、軸方向、すなわち、タイヤの回転軸に平行な平面におけるトレッド表面の弧の長さを意味する。
【0042】
図面の簡単な説明
以下は図面の簡単な説明であり、図中同様の部分には同様の参照番号を付してある。
【図面の簡単な説明】
【0043】
【図1】本発明で使用するためのタイヤの例の断面図である。
【図2】本発明で使用するための別のタイヤの例の断面図である。
【図3】本発明で使用するためのさらに別のタイヤの例の断面図である。
【発明を実施するための最良の形態】
【0044】
本発明の一例の詳細な説明
図1は、本発明で使用するための、複数のインサートを有する空気入りラジアルランフラットタイヤ10の例の断面を示す。このタイヤ例10は、トレッドキャップ12、2つのベルト層24、26を備えるベルト構造14、一対のサイドウォール部分16、18、トレッドキャップ12が滑らかに各サイドウォール16、18へとそれぞれ移行する一対の移行領域(transition regions)17a、17b、一対のビード領域20a、20b、プライ構造22を有するカーカス21、およびトレッドキャップ12の底部とベルト構造14の上部との間に配置された織物オーバーレイ28を有する。
【0045】
プライ構造22は、第1の織物プライ30、第2の織物プライ32、気体不透過性インナーライナ34、一対のビード36a、36b、一対のビードフィラーエイペクス38a、38b、第1のサイドウォールウェッジインサートの対40a、40bおよび第2のサイドウォールウェッジインサートの対42a、42bを有する。第1もしくは最も内側のウェッジインサート40a、40bは、インナーライナ34と第1のプライ30との間に位置する。第2のウェッジインサート42a、42bは、第1のプライ30と第2のプライ32との間に位置する。
【0046】
織物オーバーレイ28は、トレッドキャップ12の下、すなわちトレッドキャップ12の半径方向内側に、またベルト構造14の上、すなわちベルト構造14から半径方向外側に配置される。織物オーバーレイ28を、ポリエステルコードで補強することができる。織物オーバーレイ28は、タイヤ例10の赤道面EPに対して0〜5度の傾斜角で置かれたらせん巻きのリボンからなることができる。最も内側にある第1のプライ30は、ビード36a、36bを包み込み、サイドウォール部分16、18へとそれぞれ半径方向外側に延在する折り返し端部46a、46bを有する。
【0047】
補強されたサイドウォール部分16、18は、ホイールリム(図示せず)に対する磨耗からカーカス21の下層の(underlying)プライ構造22を保護するチェーファー44a、44bを含む。プライ構造22のサイドウォール部分により、タイヤ例10に限られたランフラット能力が与えられる。タイヤ例10のサイドウォール領域内の構造補強により、サイドウォール部分16、18の全厚が増大し、特に、ウェッジインサート40a、40b、42a、42bが最も厚い。
【0048】
図2は、本発明で使用するための、単一のインサートを有する空気入りラジアルランフラットタイヤ50の例の断面を示す。このタイヤ例50は、図1の複数のインサートを有するタイヤ例10といくつかの点で異なる。タイヤ例50は、各サイドウォール77、78内にそれぞれ単一のウェッジインサート59a、59bを有する。プライ構造56は、単一の織物プライ70で構成することができる。
【0049】
タイヤ例50は、トレッドキャップ52、一対のサイドウォール部分77、78、トレッドキャップ52が滑らかに各サイドウォール77、78へとそれぞれ移行する一対の移行領域76a、76b、一対のビード領域20a’、20b’、2つのベルト67、68を含むベルト構造58、およびトレッドキャップ52の半径方向内側の底部とベルト構造58の半径方向外側の上部との間に配置された織物オーバーレイ53を有する。カーカス61が、単一のプライ70を有するプライ構造56、気体不透過性インナーライナ74、一対のビード36a’、36b’、および一対のビードフィラーエイペクス38a’、38b’を含む。各サイドウォール部分77、78内の単一のウェッジインサート59a、59bはそれぞれ、インナーライナ74と単一のカーカスプライ70との間に位置する。単一のカーカスプライ70は、各サイドウォール部分77、78へとそれぞれ延在する折り返し端部64a、64bを有する。強化されたサイドウォール部分77、78は、チェーファー62a、62bおよびリムフランジプロテクタ69a、69b(ホイールリムリテーナリップとしても知られている)を含む。リムフランジプロテクタ69a、69bは、ランフラット動作中ホイールリム(図示せず)上でタイヤを維持し、一方チェーファー62a、62bは、ホイールリムに対する磨耗から下層のプライ構造56を保護する。プライ構造56のサイドウォール部分により、タイヤ例50に限られたランフラット能力が与えられる。タイヤ例50のサイドウォール領域内の構造補強により、特に移行領域76a、76bにおけるサイドウォール部分77、78の全厚が実質的に増大する。
【0050】
これらのランフラットタイヤ設計の例10、50は、ランフラットタイヤ例10、50を膨らんでいない状態で作動させた場合に、サイドウォールのたわみが限られている状態でタイヤの負荷を支えるために必要な、厚くしたサイドウォール部分を示している。このようなランフラットタイヤ設計により通常、完全に膨らんだ条件下で車両の良好なハンドリングおよび性能が提供され、膨らんでいない場合にはランフラット車両の許容可能なハンドリングおよびランフラット動作寿命がもたらされる。
【0051】
図3は、本発明で使用するための、別の例の空気入りランフラットタイヤ300の断面を示す。このタイヤ例300は、トレッド310、1つまたは複数のベルトを含むベルト構造312、ベルトの上の織物オーバーレイ314、ベルトの下の織物アンダーレイ(underlay)334、および織物アンダーレイの下の半径方向に補強したカーカス316を有する。ベルトとカーカス316との間にある織物アンダーレイ334は、ベルトとカーカスとの間の隔たりを広くすることによって、トレッド310を強化する。織物アンダーレイ334は、タイヤ例300の赤道面(EP)に対して0度と5度との間に含まれる角度で巻かれたコードによって補強されている。
【0052】
カーカス316は、2つの拡張不可能な(inextensible)環状ビード320、インナー(内側)ラジアルプライ322、アウター(外側)ラジアルプライ324、ならびにインナーウェッジインサート330およびアウターウェッジインサート332でそれぞれが補強されている一対のサイドウォール部分326を有する。インナーウェッジインサート330およびアウターウェッジインサート332により、タイヤ例300に限られたランフラット能力が与えられる。これらのウェッジインサート330、332は、ランフラットタイヤ例300を膨らんでいない状態で作動させた場合に負荷を支えるように機能すると同時にサイドウォール326の全厚を増大させる。
【0053】
ランフラットタイヤ例300は、通常の膨らんだ状態の動作において妥当な車両ハンドリングおよび性能を提供し、ランフラット動作において妥当なタイヤ寿命および車両ハンドリングを提供する。ランフラットタイヤ例300は、サイドウォール部分326内の補強材料の追加重量のため、一般的に等価の非ランフラットタイヤを超える重さがある。
【0054】
これらのランフラットタイヤ設計例10、50、300は、単に、ラジアルプライ構造の少なくとも1つのプライ間の各サイドウォール内に設置された少なくとも1つのインサートを含むサイドウォール強化デバイスを一般に特徴とする広範囲のランフラットタイヤ設計の代表にすぎないことが明らかであろう。サイドウォール強化デバイスは、たとえば、織物ストリップ、波形コード、繊維など他の要素を含むこともできることをさらに理解されたい。
【0055】
本発明によると、タイヤ例10、50、300のプライ30、32、70、322、324など、ランフラットタイヤ用カーカス補強プライは、構成2200dtex/2 8.5/8.5tpi(33/33 回/10cm)の高撚りポリエステルコードを含む。このカーカス補強プライは、インチ当たりの端部数(epi)が一般に16〜28個(6.3〜11エンド/cm)となる。この高撚りポリエステル構成により、従来のポリエステル構成に対してテナシティ(tenacity)、モジュラス(modulus)および疲労特性の向上が実証される。さらに、この独特の高撚りポリエステル構成により、現在使用されているレーヨンカーカスプライ構成の改良代替物が提供される。というのは、このポリエステル構成により、レーヨンと比較してより低いコストおよび転がり抵抗で等価の機能特性が証明されるからである。
【0056】
この高撚りポリエステル構成は、このような線密度が高い構成のテナシティおよびモジュラスの利点を維持しながら、ランフラット走行距離および耐久性を向上させる。しかし、高温界面強度(すなわち、ポリエステルコードの表面と接着剤またはエラストマーとの間の)を促進するために、ポリエステルフィラメントの表面反応性を増大させることができる。たとえば、これを実現するために、エポキシ含有量が高いスピン仕上げ剤(spin finish)/コーティングを、劣化に対する熱障壁(thermal barrier)として使用することができる。あるいは、ポリエステルフィラメントを、エポキシ含有量が高い接着剤に浸すことができる。以下は、例示的な高撚り8/8ポリエステル構成を他の2つのポリエステル構成と比較する2つの表である。本発明による構成2200dtex/2 8.5/8.5tpi(33/33 回/10cm)の高撚りポリエステルコードは、以下の表の例示的な8/8ツイストコードさえに対しても、向上した疲労特性を有する。
【0057】
撚りの方向とは、糸またはコードを鉛直方向に保持した場合の糸またはコードのらせんの傾きの方向を指す。らせんの傾きの方向が文字「S」の傾きと一致する場合、撚りは「S」または「左手(left hand)」と呼ばれる。らせんの傾きの方向が文字「Z」の傾きと一致する場合、撚りは「Z」または「右手(right hand)」と呼ばれる。「S」または「左手」の撚り方向は、「Z」または「右手」の撚りとは反対方向であることが理解される。「糸撚り」とは、糸をコードに組み込む前に糸に与えられる撚りを意味すると理解され、「コード撚り」とは、2本以上の糸を互いに撚ってコードを形成する場合にそれら糸に与えられる撚りを意味すると理解される。「デシテックス(Dtex)」とは、糸に撚りが与えられる前の糸10,000メートルのグラム量を意味すると理解される。
【0058】
【表1】
【0059】
【表2】
【0060】
タイヤ例10、50、300のプライ30、32、70、322、324など、ランフラットタイヤ用カーカス補強プライは、典型的には、通常プライコートと称されるゴム組成物にコードが埋め込まれている、複数のコードで補強された構成部品である。このプライコートゴム組成物は従来から、数多くのコードが比較的大きな加熱された回転する金属円筒ロールの上を、周りを、そして間を通りすぎるときに、コード上にゴムをカレンダ加工することによって塗布される。タイヤのこのようなプライ構成部品、ならびにゴム組成物プライコートを塗布するカレンダ加工法は、当業者には周知である。
【0061】
カーカスプライには、たとえば、ポリエステル、レーヨン、アラミド、ナイロンなど、様々な組成のコードを使用することができるが、これらに限定されるものではない。多くのこのようなコードおよびそれらコードの構成、モノフィラメントかどうか、または撚りフィラメントとしてかどうかは、当業者には周知である。特に、ポリエステルコードが、向上した転がり抵抗や比較的低いコストなどそれらポリエステルコードの優れた特性により、ランフラットタイヤに使用するには望ましくなっている。さらに、ポリエステル糸を撚ってコードにした後のポリエステルコードの処理により、ランフラットタイヤにおけるポリエステルとプライコートとの間の接着力が向上する。
【0062】
このポリエステルコードの処理は、糸を撚った後、ポリエポキシドを含む水性エマルションでコードを処理すること、その後レゾルシノール−ホルムアルデヒド樹脂、スチレン−ブタジエンコポリマーラテックス、ビニルピリジン−スチレン−ブタジエンターポリマーラテックスおよびブロックイソシアネートを含む水性RFLエマルションでコードを処理することを含む。
【0063】
当技術分野で公知のように、タイヤに使用するのに適している任意のポリエステル繊維から、カーカスプライに使用するポリエステルコードを作製することができる。ポリエステルコード糸は、典型的には、ポリマー溶融物からフィラメントを押出し成形することによって、マルチフィラメント束(multi filament bundles)として製造される。ポリエステルコードは、ポリエステル繊維を延伸して複数の繊維を含む糸とし、その後複数のこれら糸を撚ってコードにすることによって製造される。優れた機械的特性を確実にするために、このような糸を紡糸仕上げ剤で処理して、フィラメントの互いに対する、また機械設備に対するフレッティング(fretting)からフィラメントを保護することができる。場合によっては、糸を撚ってコードにする前に、いわゆる接着活性剤で糸を上塗りすることができる。糸を撚ってコードにした後、RFL(レゾルシノール−ホルムアルデヒド−ラテックス)浸液でポリエステルを処理することもできる。典型的にはポリエポキシドを含む接着活性剤は、RFL浸液による浸漬の後のゴム組成物に対するポリエステルコードの接着力を向上させるように働く。このような浸液は、コードの繊維の表皮を攻撃し接着剤/コード界面を劣化させる微量の湿気およびアミンを含有する化合物における長い高温硬化に対しては強くない。典型的な不良の徴候は、微量の接着剤しかその上に残っていない裸のポリエステルコードである。
【0064】
ポリエステル糸を撚ってコードにした後、ポリエポキシドを添加することもできる。撚ったコードは、本明細書中でエポキシまたはエポキシ化合物とも称される、ポリエポキシドの水性分散液に浸漬する。ポリエステルコードは、撚りをかける前にサイズ剤または接着剤で処理された糸から形成することもできる。したがって、接着活性化糸(すなわち、撚りをかける前に接着剤で処理した糸)を用いて作製したコードを、その後同様に処理することができる。
【0065】
ポリエポキシドとしては、グリセリン、プロピレングリコール、エチレングリコール、ヘキサントリオール、ソルビトール、トリメチロールプロパン、3−メチルペンタントリオール、ポリ(エチレングリコール)、ポリ(プロピレングリコール)などの脂肪族多価アルコールと、エピクロロヒドリンなどのハロヒドリンとの反応生成物、レゾルシノール、フェノール、ヒドロキノリン、フロログルシノールビス(4−ヒドロキシフェニル)メタンなどの芳香族多価アルコールとハロヒドリンとの反応生成物、ノボラック型フェノール樹脂などのノボラック型フェノール樹脂またはノボラック型レゾルシノール樹脂とハロヒドリンとの反応生成物を使用することができる。ポリエポキシドは、オルソ−クレゾールホルムアルデヒドノボラック樹脂から誘導することができる。
【0066】
ポリエポキシドは、微粒子ポリエポキシドの水性分散液として使用することができる。ポリエポキシドは、約1〜約5重量パーセントの濃度範囲で水性分散液中に存在することができる。あるいは、ポリエポキシドは、約1〜約3重量パーセントの濃度範囲で水性分散液中に存在することができる。
【0067】
第1の処理ステップでは、乾燥ポリエステルコードを、水性ポリエポキシド分散液に浸漬することができる。このコードは、約0.3〜0.7重量パーセントのポリエポキシドの浸漬含浸率(dip pick up)、すなわちDPUを可能とするのに十分な時間浸漬することができる。あるいは、DPUは、約0.4〜0.6重量パーセントである。DPUは、浸漬コード重量(浸漬コードの乾燥または硬化後)から非浸漬コード重量を減算し、それを非浸漬コード重量で割ったものとして定義される。
【0068】
ポリエステルコードは、コードを分散浴に通して引っ張ることによって連続プロセスにおいて水性ポリエポキシド分散液中で処理することができ、またはコードを浸漬することによってバッチで処理することができる。ポリエポキシド分散液に浸漬した後、当技術分野で公知の方法を用いてコードを乾燥または硬化させて、過剰の水を除去する。
【0069】
第2の処理ステップでは、ポリエポキシドで処理されたポリエステルコードを、改質(modified)RFL液に浸漬することができる。この接着剤組成物は、(1)レゾルシノール、(2)ホルムアルデヒド、(3)スチレン−ブタジエンゴムラテックス、(4)ビニルピリジン−スチレン−ブタジエンターポリマーラテックス、および(5)ブロックイソシアネートを含む。レゾルシノールはホルムアルデヒドと反応して、レゾルシノール−ホルムアルデヒド反応生成物を生成する。この反応生成物は、レゾルシノールのフェノール基とホルムアルデヒドのアルデヒド基の縮合反応の結果であろう。レゾルシノールレゾールおよびレゾルシノール−フェノールレゾールは、ラテックス内でin situで形成しても別途水溶液中で形成しても、接着剤混合物において他の縮合生成物よりはるかに優れていることができる。
【0070】
レゾルシノールは、水酸化ナトリウムなどの強塩基と共に約37パーセントのホルムアルデヒドを加えた水に溶解することができる。一般に、強塩基はレゾルシノールの約7.5パーセント以下を構成するもので、ホルムアルデヒドのレゾルシノールに対するモル比は約1.5〜約2の範囲にあるべきである。レゾールまたは縮合生成物または樹脂の水溶液を、スチレン−ブタジエンラテックスおよびビニルピリジン−スチレン−ブタジエンターポリマーラテックスと混合することができる。レゾールまたは他の言及した縮合生成物または前記縮合生成物を形成する材料は、ラテックス混合物の固形分で(by)5〜40部、好ましくは約10〜28部を占めているべきである。レゾールまたはレゾール型樹脂形成材料を形成する縮合生成物は、一部分だけが水に可溶となるように部分的に反応させまたは反応させることが好ましい。次いで、十分な水を添加して、最終的な浸漬液中で全固形分を約12重量パーセント〜18重量パーセントとすることが好ましい。ラテックスのポリマー固形分のレゾルシノール/ホルムアルデヒド樹脂に対する重量比は、約2〜約6の範囲内にあるべきである。
【0071】
RFL接着剤はまた、ブロックイソシアネートを含むことができる。固形分約1〜約8重量部のブロックイソシアネートを接着剤に添加することができる。ブロックイソシアネートは、RFL接着剤浸漬において使用されることが知られている任意の適当なブロックイソシアネートでよく、EMS American Grilon、Inc.から入手可能なGrilbond−IL6などのカプロラクタムブロックメチレン−ビス−(4−フェニルイソシアネート)、およびフェノールホルムアルデヒドブロックイソシアネートが含まれるが、これらに限定されない。
【0072】
ブロックイソシアネートとしては、1種または複数種のイソシアネートと1種または複数種のイソシアネートブロッキング剤との反応生成物を使用することができる。イソシアネートには、フェニルイソシアネート、ジクロロフェニルイソシアネートおよびナフタレンモノイソシアネートなどのモノイソシアネート、トリレンジイソシアネート、ジアニシジンジイソシアネート、ヘキサメチレンジイソシアネート、m−フェニレンジイソシアネート、テトラメチレンジイソシアネート、アルキルベンゼンジイソシアネート、m−キシレンジイソシアネート、シクロヘキシルメタンジイソシアネート、3,3−ジメトキシフェニルメタン−4,4’−ジイソシアネート、1−アルコキシベンゼン−2,4−ジイソシアネート、エチレンジイソシアネート、プロピレンジイソシアネート、シクロヘキシレン−1,2−ジイソシアネート、ジフェニレンジイソシアネート、ブチレン−1,2−ジイソシアネート、ジフェニルメタン−4,4−ジイソシアネート、ジフェニルエタンジイソシアネート、1,5−ナフタレンジイソシアネートなどのジイソシアネート、ならびにトリフェニルメタントリイソシアネート、ジフェニルメタントリイソシアネートなどのトリイソシアネートを挙げることができる。
【0073】
イソシアネートブロッキング剤としては、フェノール、クレゾール、レゾルシノール、t−ブタノールやt−ペンタノールなどの第三アルコール、ジフェニルアミン、ジフェニルナフチルアミンおよびキシリジンなどの芳香族アミン、エチレンイミンやプロピレンイミンなどのエチレンイミン、コハク酸イミドやフタルイミドなどのイミド、ブチロラクタムなどのラクタム、尿素やジエチレン尿素などの尿素、アセトキシム、シクロヘキサノキシム、ベンゾフェノンオキシム、およびα−ピロリドンなどのオキシムを挙げることができる。
【0074】
ポリマーは、ラテックスまたは他の形で添加することができる。ビニルピリジン−スチレン−ブタジエンターポリマーラテックスおよびスチレン−ブタジエンゴムラテックスを、RFL接着剤に添加することができる。ビニルピリジン−スチレン−ブタジエンターポリマーは、ビニルピリジン−スチレン−ブタジエンターポリマーの固形分重量が、スチレン−ブタジエンゴムの固形分重量の約50パーセント〜約100パーセントとなるように、RFL接着剤中に存在することができる。換言すれば、ビニルピリジン−スチレン−ブタジエンターポリマーのスチレン−ブタジエンゴムに対する重量比は約1〜約2とすることができる。
【0075】
典型的にはポリマーラテックスを調製し、次いで部分的に縮合した縮合生成物を添加する。しかし、縮合されていない形で成分(レゾルシノールおよびホルムアルデヒド)をポリマーラテックスに添加し、次いで全体の縮合をin situで行うこともできる。ラテックスは、アルカリ性のpH値に保持した場合、より長持ちし、より安定する傾向にある。
【0076】
ポリエポキシド処理コードをRFL浸液に1〜約3秒間浸漬し、120℃〜265℃の範囲内の温度で0.5〜4.0分乾燥させ、その後カレンダ加工してゴムとし、ここで硬化させることができる。利用する乾燥ステップは典型的には、コードを、次第に高くなる温度に維持した2つ以上の乾燥オーブンに通すことによって行う。たとえば、コードを、約250°F(121℃)〜約300°F(149℃)の温度に維持した第1の乾燥オーブンに通し、次いで約350°F(177℃)〜約500°F(260℃)の範囲内にある温度に維持した第2のオーブンに通すことができる。
【0077】
これらの温度は、乾燥しているコードの温度ではなくオーブンの温度であることを理解されたい。乾燥オーブンにおけるコードの全滞留時間は、好ましくは約1分〜約5分の範囲内である。たとえば、第1のオーブン内で30秒〜90秒、第2のオーブン内で30秒〜90秒の滞留時間を採用することができる。
【0078】
ポリエステルコードをポリエポキシドおよびRFL内で処理した後、処理コードを、ゴムプライコート化合物とともにプライ層に組み込む。プライコートゴム組成物の調製において、従来の配合成分を使うことができる。プライコート(ply coat)は、完成したタイヤでは、タイヤの構成部品として硫黄加硫されていることができる。たとえば、硫黄加硫されたプライコートゴム組成物は、補強剤、充填剤、素練り促進剤、顔料、ステアリン酸、促進剤、硫黄加硫剤、オゾン劣化防止剤、酸化防止剤、プロセスオイル、活性剤、開始剤、可塑剤、ワックス、前加硫抑制剤、エクステンダー油などを含めて従来の添加剤を含有することができる。従来の促進剤の代表は、たとえば、アミン、グアニジン、チオ尿素、チオール、チウラム、スルフェンアミド、ジチオカルバメート、およびキサンテートでよく、通常これらは、約0.2〜約3.0phrの量で添加する。硫黄加硫剤の代表には、元素状硫黄(遊離硫黄)、あるいは硫黄供与加硫剤、たとえば、アミンジスルフィド、ポリマーポリスルフィドまたは硫黄オレフィン付加物が挙げられる。硫黄加硫剤の量は、ゴムの種類および硫黄加硫剤の具体的な種類に応じて変わるが、一般に、約0.1phr〜約3phrの範囲であり、好ましくは、約0.5phr〜約2phrの範囲である。
【0079】
ゴム組成物中に存在してよい劣化防止剤の代表には、モノフェノール、ビスフェノール、チオビスフェノール、ポリフェノール、ヒドロキノン誘導体、ホスファイト、ホスフェートブレンド、チオエステル、ナフチルアミン、ジフェノールアミン、ならびに他のジアリールアミン誘導体、パラ−フェニレンジアミン、キノリンおよびブレンドアミンが含まれる。劣化防止剤は一般に、約0.1phr〜約10.0phrの範囲の量で使用されるが、約2〜6phrの範囲が好ましい。しかし、アミン系の劣化防止剤は好ましくはない。
【0080】
使用することができる素練り促進剤の代表はペンタクロロフェノールであり、このペンタクロロフェノールは、約0.1phr〜0.4phrの範囲の量で使うことができるが、約0.2〜0.3phrの範囲が好ましい。ゴム組成物に使用することができるプロセスオイルの代表には、たとえば、脂肪族オイル、ナフテン系オイル、および芳香族オイルが含まれる。プロセスオイルは、約0〜約30phrの範囲の従来の量で使用することができるが、約5〜約15phrの範囲が好ましい。
【0081】
開始剤は一般に、約1〜4phrの範囲の従来の量で使用されるが、約2〜3phrの範囲が好ましい。加硫促進剤は、従来の量で使用することができる。一次加硫促進剤のみを使う場合には、その量は、約0.5〜約2.0phrの範囲とすることができる。2種以上の促進剤の組合せを使用する場合には、一次促進剤を一般には0.5〜1.5phrの範囲の量で使用することができ、二次促進剤を約0.1〜0.5phrの範囲の量で使用することができる。
【0082】
促進剤の組合せにより相乗効果を生じることが知られている。従来の促進剤の適当な種類は、アミン、ジスルフィド、グアニジン、チオ尿素、チアゾール、チウラム、スルフェンアミド、ジチオカルバメート、およびキサンテートである。好ましくは、一次促進剤はスルフェンアミドである。二次促進剤を使う場合には、グアニジン、ジチオカルバメート、またはチウラム化合物が好ましい。
【0083】
本発明における変形形態は、本明細書中に提供されている本発明についての説明を踏まえて可能である。一部の代表的な諸実施形態および詳細を、本発明を例証する目的で示してきたが、本発明の範囲から逸脱することなく本発明において様々な変化および変更を加えることができることが当業者には明らかであろう。したがって、以下の添付の特許請求の範囲によって定義される本発明の企図する全範囲内で記載された特定の諸実施形態において変化を加えることができることを理解されたい。
【特許請求の範囲】
【請求項1】
一対の平行な環状ビードと、
コード構成が2200dtex/2 8.5/8.5tpi(33/33 回/10cm)で、コード密度が16〜28epi(6.3〜11エンド/cm)であるポリエステル織物を含むカーカスプライ構造と、
タイヤのクラウン領域に前記カーカスプライ構造の半径方向外側に配置されているベルト補強構造と、
前記ベルト補強構造の半径方向外側に配置されているトレッドと、
前記カーカスプライ構造の一部を含む一対のサイドウォールであって、前記トレッドと前記一対の平行な環状ビードとの間に配置されている一対のサイドウォールとを特徴とする空気入りラジアルランフラットタイヤ。
【請求項2】
前記ポリエステル織物のコードが、撚りをかけた後、ポリエポキシドを含む水性エマルションで、その後水性RFL(レゾルシノール−ホルムアルデヒド−ラテックス)エマルションで、処理されたことを特徴とする、請求項1に記載の空気入りタイヤ。
【請求項3】
前記水性RFLエマルションが、レゾルシノール−ホルムアルデヒド樹脂、スチレン−ブタジエンコポリマーラテックス、ビニルピリジン−スチレン−ブタジエンターポリマーラテックスおよびブロックイソシアネートを含むことを特徴とする、請求項2に記載の空気入りタイヤ。
【請求項4】
前記ポリエステル織物の糸が、撚られてコードとなる前に、接着活性剤で上塗りされたことを特徴とする、請求項1に記載の空気入りタイヤ。
【請求項5】
前記カーカスプライ構造の第1の処理ステップにおいて、乾燥ポリエステルコードが水性ポリエポキシド分散液に浸漬されたことを特徴とする、請求項1に記載の空気入りタイヤ。
【請求項6】
前記カーカスプライ構造の第2の処理ステップにおいて、前記ポリエポキシド処理済みポリエステルコードが水性RFLエマルションに浸漬されたことを特徴とする、請求項5に記載の空気入りタイヤ。
【請求項7】
前記カーカスプライ構造が、第1のポリエステル織物プライおよび第2のポリエステル織物プライを含むことを特徴とする、請求項1に記載の空気入りタイヤ。
【請求項8】
前記トレッドの底部と前記ベルト補強構造の上部との間に配置された織物オーバーレイをさらに特徴とする、請求項7に記載の空気入りタイヤ。
【請求項9】
気体不透過性インナーライナ、一対のビードフィラーエイペクス、第1のサイドウォールウェッジインサートの対、および第2のサイドウォールウェッジインサートの対をさらに特徴とする、請求項8に記載の空気入りタイヤ。
【請求項10】
前記第1のウェッジインサートが前記インナーライナと前記第1の織物との間に位置し、前記第2のウェッジインサートが前記第1の織物プライと前記第2のプライとの間に位置することを特徴とする、請求項9に記載の空気入りタイヤ。
【請求項11】
織物オーバーレイが、前記トレッドの半径方向内側に、また前記ベルト補強構造から半径方向外側に配置されることを特徴とする、請求項10に記載の空気入りタイヤ。
【請求項12】
前記織物オーバーレイが、前記空気入りタイヤの赤道面に対して0〜5度の傾斜角で置かれたらせん巻きのリボンを含むことを特徴とする、請求項11に記載の空気入りタイヤ。
【請求項13】
前記カーカスプライ構造を保護するためのチェーファーを含むことをさらに特徴とする、請求項1に記載の空気入りタイヤ。
【請求項14】
前記カーカスプライ構造が、単一のポリエステル織物プライからなることを特徴とする、請求項1に記載の空気入りタイヤ。
【請求項15】
各サイドウォール内に設置された少なくとも1つのインサートのサイドウォール強化デバイスを含むことをさらに特徴とする、請求項1に記載の空気入りタイヤ。
【請求項16】
前記サイドウォール強化デバイスが織物ストリップを含むことを特徴とする、請求項15に記載の空気入りタイヤ。
【請求項17】
前記サイドウォール強化デバイスが波形コードを含むことを特徴とする、請求項15に記載の空気入りタイヤ。
【請求項18】
前記サイドウォール強化デバイスが繊維を含むことを特徴とする、請求項15に記載の空気入りタイヤ。
【請求項1】
一対の平行な環状ビードと、
コード構成が2200dtex/2 8.5/8.5tpi(33/33 回/10cm)で、コード密度が16〜28epi(6.3〜11エンド/cm)であるポリエステル織物を含むカーカスプライ構造と、
タイヤのクラウン領域に前記カーカスプライ構造の半径方向外側に配置されているベルト補強構造と、
前記ベルト補強構造の半径方向外側に配置されているトレッドと、
前記カーカスプライ構造の一部を含む一対のサイドウォールであって、前記トレッドと前記一対の平行な環状ビードとの間に配置されている一対のサイドウォールとを特徴とする空気入りラジアルランフラットタイヤ。
【請求項2】
前記ポリエステル織物のコードが、撚りをかけた後、ポリエポキシドを含む水性エマルションで、その後水性RFL(レゾルシノール−ホルムアルデヒド−ラテックス)エマルションで、処理されたことを特徴とする、請求項1に記載の空気入りタイヤ。
【請求項3】
前記水性RFLエマルションが、レゾルシノール−ホルムアルデヒド樹脂、スチレン−ブタジエンコポリマーラテックス、ビニルピリジン−スチレン−ブタジエンターポリマーラテックスおよびブロックイソシアネートを含むことを特徴とする、請求項2に記載の空気入りタイヤ。
【請求項4】
前記ポリエステル織物の糸が、撚られてコードとなる前に、接着活性剤で上塗りされたことを特徴とする、請求項1に記載の空気入りタイヤ。
【請求項5】
前記カーカスプライ構造の第1の処理ステップにおいて、乾燥ポリエステルコードが水性ポリエポキシド分散液に浸漬されたことを特徴とする、請求項1に記載の空気入りタイヤ。
【請求項6】
前記カーカスプライ構造の第2の処理ステップにおいて、前記ポリエポキシド処理済みポリエステルコードが水性RFLエマルションに浸漬されたことを特徴とする、請求項5に記載の空気入りタイヤ。
【請求項7】
前記カーカスプライ構造が、第1のポリエステル織物プライおよび第2のポリエステル織物プライを含むことを特徴とする、請求項1に記載の空気入りタイヤ。
【請求項8】
前記トレッドの底部と前記ベルト補強構造の上部との間に配置された織物オーバーレイをさらに特徴とする、請求項7に記載の空気入りタイヤ。
【請求項9】
気体不透過性インナーライナ、一対のビードフィラーエイペクス、第1のサイドウォールウェッジインサートの対、および第2のサイドウォールウェッジインサートの対をさらに特徴とする、請求項8に記載の空気入りタイヤ。
【請求項10】
前記第1のウェッジインサートが前記インナーライナと前記第1の織物との間に位置し、前記第2のウェッジインサートが前記第1の織物プライと前記第2のプライとの間に位置することを特徴とする、請求項9に記載の空気入りタイヤ。
【請求項11】
織物オーバーレイが、前記トレッドの半径方向内側に、また前記ベルト補強構造から半径方向外側に配置されることを特徴とする、請求項10に記載の空気入りタイヤ。
【請求項12】
前記織物オーバーレイが、前記空気入りタイヤの赤道面に対して0〜5度の傾斜角で置かれたらせん巻きのリボンを含むことを特徴とする、請求項11に記載の空気入りタイヤ。
【請求項13】
前記カーカスプライ構造を保護するためのチェーファーを含むことをさらに特徴とする、請求項1に記載の空気入りタイヤ。
【請求項14】
前記カーカスプライ構造が、単一のポリエステル織物プライからなることを特徴とする、請求項1に記載の空気入りタイヤ。
【請求項15】
各サイドウォール内に設置された少なくとも1つのインサートのサイドウォール強化デバイスを含むことをさらに特徴とする、請求項1に記載の空気入りタイヤ。
【請求項16】
前記サイドウォール強化デバイスが織物ストリップを含むことを特徴とする、請求項15に記載の空気入りタイヤ。
【請求項17】
前記サイドウォール強化デバイスが波形コードを含むことを特徴とする、請求項15に記載の空気入りタイヤ。
【請求項18】
前記サイドウォール強化デバイスが繊維を含むことを特徴とする、請求項15に記載の空気入りタイヤ。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2009−269607(P2009−269607A)
【公開日】平成21年11月19日(2009.11.19)
【国際特許分類】
【外国語出願】
【出願番号】特願2009−112848(P2009−112848)
【出願日】平成21年5月7日(2009.5.7)
【出願人】(590002976)ザ・グッドイヤー・タイヤ・アンド・ラバー・カンパニー (256)
【氏名又は名称原語表記】THE GOODYEAR TIRE & RUBBER COMPANY
【住所又は居所原語表記】1144 East Market Street,Akron,Ohio 44316−0001,U.S.A.
【Fターム(参考)】
【公開日】平成21年11月19日(2009.11.19)
【国際特許分類】
【出願番号】特願2009−112848(P2009−112848)
【出願日】平成21年5月7日(2009.5.7)
【出願人】(590002976)ザ・グッドイヤー・タイヤ・アンド・ラバー・カンパニー (256)
【氏名又は名称原語表記】THE GOODYEAR TIRE & RUBBER COMPANY
【住所又は居所原語表記】1144 East Market Street,Akron,Ohio 44316−0001,U.S.A.
【Fターム(参考)】
[ Back to top ]