
空気入りラジアルタイヤ

【課題】 ユニフォミティーを悪化させることなくベルトカバー層の薄肉化と高速耐久性の向上を可能にした空気入りラジアルタイヤを提供する。
【解決手段】 クラウン部1におけるカーカス層4の外周側にベルト層6a,6bを設けた空気入りラジアルタイヤにおいて、N本(N=2〜8)の素線を撚り合わせた1×N撚り構造を有すると共に、ベルト層6a,6bの幅方向を長径とする扁平断面形状を有し、かつ長径Dlに対する振幅Wの比が1.5〜3.0で波長Lが20mm〜50mmとなるジグザグ形状の癖付けを施したスチールコードCを、コード断面積とコード打込密度との積が2〜9mm2/50mmとなるようにベルト層6a,6bに沿ってタイヤ周方向に対して実質的に0°で巻回することでベルト層6a,6bのエッジ部外周側にベルトカバー層7を設ける。
【解決手段】 クラウン部1におけるカーカス層4の外周側にベルト層6a,6bを設けた空気入りラジアルタイヤにおいて、N本(N=2〜8)の素線を撚り合わせた1×N撚り構造を有すると共に、ベルト層6a,6bの幅方向を長径とする扁平断面形状を有し、かつ長径Dlに対する振幅Wの比が1.5〜3.0で波長Lが20mm〜50mmとなるジグザグ形状の癖付けを施したスチールコードCを、コード断面積とコード打込密度との積が2〜9mm2/50mmとなるようにベルト層6a,6bに沿ってタイヤ周方向に対して実質的に0°で巻回することでベルト層6a,6bのエッジ部外周側にベルトカバー層7を設ける。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、クラウン部にベルトカバー層を備えた空気入りラジアルタイヤに関し、更に詳しくは、ユニフォミティーを悪化させることなくベルトカバー層の薄肉化と高速耐久性の向上を可能にした空気入りラジアルタイヤに関する。
【背景技術】
【0002】
従来、乗用車用空気入りラジアルタイヤにおいて、高速耐久性の向上を目的として、クロスベルト層(補強コードが層間で互いに交差するベルト層)のエッジ部外周側に、有機繊維コードをタイヤ周方向に対して実質的に0°で巻回してなるベルトカバー層を設けることが行われている(例えば、特許文献1参照)。しかしながら、有機繊維コードのベルトカバー層により高速耐久性を更なる向上を図るにはベルトカバー層を多層に巻回する必要があり、その結果として、ベルトカバー層のゲージが厚くなり、タイヤ重量が増加するという問題がある。
【0003】
一方、ベルトカバー層を薄肉化してタイヤの軽量化を図るために、ベルトカバー層にスチールコードを使用することが提案されている(例えば、特許文献2参照)。しかしながら、スチールコードは加硫前の初期弾性率が高いため、加硫工程におけるタイヤのリフト変形に追従することが困難である。そのため、ベルトカバー層にスチールコードを使用した場合、そのスチールコードがベルト層に食い込み、タイヤのユニフォミティーが悪化するという問題がある。
【特許文献1】特開2006−1439号公報
【特許文献2】特開2000−255214号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明の目的は、ユニフォミティーを悪化させることなくベルトカバー層の薄肉化と高速耐久性の向上を可能にした空気入りラジアルタイヤを提供することにある。
【課題を解決するための手段】
【0005】
上記目的を達成するための本発明の空気入りラジアルタイヤは、クラウン部におけるカーカス層の外周側にベルト層を設けた空気入りラジアルタイヤにおいて、N本(N=2〜8)の素線を撚り合わせた1×N撚り構造を有すると共に、前記ベルト層の幅方向を長径とする扁平断面形状を有し、かつ前記長径に対する振幅の比が1.5〜3.0で波長が20mm〜50mmとなるジグザグ形状の癖付けを施したスチールコードを、コード断面積とコード打込密度との積が2〜9mm2/50mmとなるように前記ベルト層に沿ってタイヤ周方向に対して実質的に0°で巻回することで前記ベルト層のエッジ部外周側にベルトカバー層を設けたことを特徴とするものである。
【発明の効果】
【0006】
本発明では、ベルトカバー層を構成するコードとして、扁平断面形状を有すると共にジグザグ形状の癖付けを施した1×N撚り構造のスチールコードを用いる。このようなスチールコードは、加硫前の初期弾性率が比較的低いため加硫工程におけるタイヤのリフト変形に追従することが可能であり、加硫後においては有機繊維コードに比べて高い弾性率を発揮することが可能である。しかも、上記スチールコードを巻回するにあたって、ベルトカバー層の薄肉化と高速耐久性の向上とを両立するために、コード断面積とコード打込密度との積を上記範囲内に規定する。これにより、ユニフォミティーを悪化させることなくベルトカバー層を薄肉化し、更には高速耐久性を向上することが可能になる。また、ジグザグ形状のスチールコードの振幅及び波長を小さくしているので、スチールコードの巻き付け精度が低下するという不都合や、エア溜まりによる加硫故障を生じるという不都合を回避することができる。
【0007】
ベルトカバー層に用いるスチールコードの短径と長径との比は0.60〜1.00未満とすることが好ましい。これにより、スチールコードにジグザグ形状の癖付けを施す際の加工性を良好に維持しながら、加硫前のスチールコードの初期弾性率を小さくすることができる。
【0008】
ベルトカバー層に用いるスチールコードの素線本数Nは5〜6とすることが好ましい。更には、ベルトカバー層に用いるスチールコードの撚りピッチは5mm〜15mmとすることが好ましい。このような素線本数や撚りピッチを選択した場合、上記構造を有するスチールコードを効率良く製造することができる。
【発明を実施するための最良の形態】
【0009】
以下、本発明の構成について添付の図面を参照しながら詳細に説明する。図1は本発明の実施形態からなる乗用車用空気入りラジアルタイヤを示し、1はクラウン部、2はサイドウォール部、3はビード部である。左右一対のビード部3,3間にはカーカス層4が装架され、そのカーカス層4の端部がビードコア5の廻りにタイヤ内側から外側に折り返されている。
【0010】
クラウン部1におけるカーカス層4の外周側にはタイヤ周方向に対して傾斜する複数本の補強コードを含む複数層のベルト層6a,6bが埋設されている。これらベルト層6a,6bはタイヤ周方向に対するコード角度が15°〜60°であり、補強コードが互いに交差するように配置されている。ベルト層の数は特に限定されるものではなく、必要に応じて増やすことができる。ベルト層6a,6bのエッジ部外周側にはベルトカバー層7が配置されている。ベルトカバー層7はベルト層6a,6bの少なくともエッジ部を覆うように配置することが必要であるが、ベルト層6a,6bの全域を覆うように配置しても良い。
【0011】
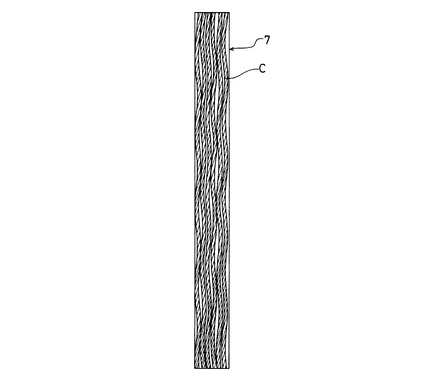
図2はベルトカバー層を示す平面図である。図2に示すように、ベルトカバー層7は必要に応じてゴム被覆された1本又は複数本のスチールコードCをタイヤ周方向に対して実質的に0°で連続的に巻回することで形成されている。ベルトカバー層7のコード巻き付け角度はタイヤ周方向に対して例えば5°以下にすれば良い。また、ベルトカバー層7は多層に巻回しても良い。
【0012】
スチールコードCを巻回するにあたって、ベルトカバー層7の薄肉化と高速耐久性の向上とを両立するために、コード断面積とコード打込密度との積を2〜9mm2/50mmとする。このコード断面積とコード打込密度との積が2mm2/50mm未満であると高速耐久性の向上効果が不十分になり、逆に9mm2/50mmを超えるとベルトカバー層7の薄肉化が不十分になる。なお、ここで言うコード断面積とはスチールコードCを構成する素線の断面積の総和を意味し、コード打込密度とはベルトカバー層7の幅50mm当たりのスチールコードCの打込本数を意味する。
【0013】
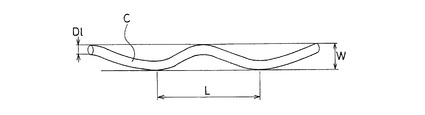
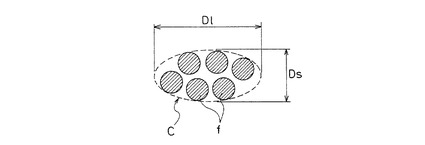
図3はベルトカバー層を構成するスチールコードの平面図であり、図4はその横断面図である。図3及び図4に示すように、スチールコードCは、N本(N=2〜8)の素線fを撚り合わせた1×N撚り構造を有すると共に、ベルト層の幅方向を長径とする扁平断面形状を有している。このスチールコードCにはジグザグ形状の癖付けが施されている。スチールコードCにおいて、長径Dlに対する振幅Wの比は1.5≦W/Dl≦3.0の関係を満足し、波長Lは20mm≦L≦50mmの関係を満足している。
【0014】
ここで、スチールコードCの長径Dlに対する振幅Wの比が1.5未満であると加硫前のスチールコードCの初期弾性率が増加してユニフォミティーが低下し、逆に3.0を超えるとベルトカバー層7への空気巻込量が増加して加硫故障を生じ易くなる。また、スチールコードCの波長Lが20mm未満であるとベルトカバー層7への空気巻込量が増加して加硫故障を生じ易くなり、逆に50mmを超えると加硫前のスチールコードCの初期弾性率が増加してユニフォミティーが低下する。
【0015】
上記空気入りラジアルタイヤにおいて、ベルトカバー層7を構成するスチールコードCは、1×N撚り構造を有すると共に、ベルト層の幅方向を長径とする扁平断面形状を有し、かつジグザグ形状の癖付けが施されているので、加硫前の初期弾性率が比較的低く加硫工程におけるタイヤのリフト変形に追従することが可能であり、加硫後においては有機繊維コードに比べて高い弾性率を発揮することが可能である。しかも、上記スチールコードを巻回するにあたって、コード断面積とコード打込密度との積を所定の範囲内に規定しているので、ベルトカバー層7の薄肉化と高速耐久性の向上とを両立することができる。従って、スチールコードCからなるベルトカバー層7を設けた場合であっても、ユニフォミティーを悪化させることなくベルトカバー層を薄肉化し、更には高速耐久性を向上することが可能になる。また、ジグザグ形状のスチールコードCの振幅W及び波長Lを小さくしているので、スチールコードCの巻き付け精度が低下するという不都合や、エア溜まりによる加硫故障を生じるという不都合を回避することができる。
【0016】
ベルトカバー層7に用いるスチールコードCの短径Dsと長径Dlとの比は0.60≦Ds/Dl<1.00の関係を満足している。これにより、スチールコードCにジグザグ形状の癖付けを施す際の加工性を良好に維持しながら、加硫前のスチールコードCの初期弾性率を小さくすることができる。短径Dsと長径Dlとの比が0.60未満であるとスチールコードCへのジグザグ加工が困難になり、その製造効率が低下する。
【0017】
ベルトカバー層7に用いるスチールコードCの素線本数Nは2〜8、好ましくは3〜8の範囲で選択することが可能であるが、より好ましくは5〜6とする。スチールコードCの素線が1本であると単位時間当たりの製造重量が減少し、その製造効率が低下する。スチールコードCの素線が9本以上であると各素線の制御が困難になり、その製造効率が低下する。
【0018】
ベルトカバー層7に用いるスチールコードCの撚りピッチは5mm〜15mmとすると良い。スチールコードCの撚りピッチが5mm以下であると単位時間当たりの製造効率が低下する。スチールコードCの撚りピッチが15mm以上であるとジグザグ加工が困難になり、その製造効率が低下する。
【実施例】
【0019】
タイヤサイズ175/65R14(リムサイズ14×5.5JJ)で、クラウン部におけるカーカス層の外周側にベルト層を設けた乗用車用空気入りラジアルタイヤにおいて、ベルト層のエッジ部外周側にスチールコードをタイヤ周方向に対して実質的に0°で巻回することでベルトカバー層を設け、そのスチールコードの撚り構造、撚りピッチ、長径Dl、短径Ds、振幅W、波長L、断面積を表1のように種々異ならせると共に、ベルトカバー層のコード打込密度、コード断面積とコード打込密度との積、ゲージを表1のように種々異ならせた実施例1〜4及び比較例1〜7のタイヤを製作した。比較のため、ベルトカバー層に66ナイロン繊維コードを用いた従来例1のタイヤを用意した。
【0020】
なお、ベルト層には2+2×0.25HTのスチールコードを使用し、コード打込密度を40本/50mmとし、タイヤ周方向に対するコード角度を27°とした。内側のベルト層の幅は145mmとし、外側のベルト層の幅は135mmとした。一方、ベルトカバー層の幅は30mmとし、ベルト層のエッジ部外周側にそれぞれ配置した。
【0021】
これら試験タイヤについて、下記の方法により、高速耐久性能とユニフォミティーを評価し、その結果を表1に併せて示した。
【0022】
高速耐久性能:
試験タイヤをリム組み後、酸素内圧350kPa、温度80℃で5日間乾熱劣化させた後、充填酸素を空気に入れ替えて内圧を200kPaに設定し、ドラム試験機を用いて速度120km/h、負荷5kNにて走行を開始し、24時間毎に速度を10km/hずつ増加させて、タイヤが故障するまでの走行距離を計測した。評価結果は、従来例1を100とする指数にて示した。この指数値が大きいほど高速耐久性能が優れていることを意味する。
【0023】
ユニフォミティー:
試験内圧230kPa、負荷3kN、タイヤ回転数60rpmの条件にて、各10本の試験タイヤについてタイヤ半径方向の力の変動の大きさ(N:ラジアルフォースバリエーション)を計測し、その計測値の合計値を求めた。評価結果は、計測値の合計値の逆数を用い、従来例1を100とする指数にて示した。この指数値が大きいほどユニフォミティーが良好であることを意味する。
【0024】
【表1】

【0025】
この表1から明らかなように、実施例1〜4のタイヤは従来例1に比べてユニフォミティーを良好に維持しながら高速耐久性能を改善することができた。但し、実施例2〜4ではコードの製造効率が低下した。一方、比較例1〜3のタイヤは高速耐久性能の改善効果が得られるもののベルトカバー層を構成するスチールコードの加硫前の初期弾性率が高いため従来例1よりもユニフォミティーが悪化していた。比較例4,5のタイヤはユニフォミティーが良好であるもののタイヤ成形時の空気巻込量が多いため従来例1よりも高速耐久性能が悪化していた。比較例6のタイヤはユニフォミティーが良好であるもののベルトカバー層による拘束力が低いため従来例1よりも高速耐久性能が悪化していた。比較例7のタイヤは高速耐久性能の改善効果が得られるもののユニフォミティーが悪化し、またベルトカバー層のゲージが厚過ぎるため重量増加を生じていた。
【図面の簡単な説明】
【0026】
【図1】本発明の実施形態からなる乗用車用空気入りラジアルタイヤを示す子午線半断面図である。
【図2】ベルトカバー層を示す平面図である。
【図3】ベルトカバー層を構成するスチールコードの平面図である。
【図4】ベルトカバー層を構成するスチールコードの横断面図である。
【符号の説明】
【0027】
1 クラウン部
2 サイドウォール部
3 ビード部
4 カーカス層
5 ビードコア
6a,6b ベルト層
7 ベルトカバー層
C スチールコード
f 素線
【技術分野】
【0001】
本発明は、クラウン部にベルトカバー層を備えた空気入りラジアルタイヤに関し、更に詳しくは、ユニフォミティーを悪化させることなくベルトカバー層の薄肉化と高速耐久性の向上を可能にした空気入りラジアルタイヤに関する。
【背景技術】
【0002】
従来、乗用車用空気入りラジアルタイヤにおいて、高速耐久性の向上を目的として、クロスベルト層(補強コードが層間で互いに交差するベルト層)のエッジ部外周側に、有機繊維コードをタイヤ周方向に対して実質的に0°で巻回してなるベルトカバー層を設けることが行われている(例えば、特許文献1参照)。しかしながら、有機繊維コードのベルトカバー層により高速耐久性を更なる向上を図るにはベルトカバー層を多層に巻回する必要があり、その結果として、ベルトカバー層のゲージが厚くなり、タイヤ重量が増加するという問題がある。
【0003】
一方、ベルトカバー層を薄肉化してタイヤの軽量化を図るために、ベルトカバー層にスチールコードを使用することが提案されている(例えば、特許文献2参照)。しかしながら、スチールコードは加硫前の初期弾性率が高いため、加硫工程におけるタイヤのリフト変形に追従することが困難である。そのため、ベルトカバー層にスチールコードを使用した場合、そのスチールコードがベルト層に食い込み、タイヤのユニフォミティーが悪化するという問題がある。
【特許文献1】特開2006−1439号公報
【特許文献2】特開2000−255214号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明の目的は、ユニフォミティーを悪化させることなくベルトカバー層の薄肉化と高速耐久性の向上を可能にした空気入りラジアルタイヤを提供することにある。
【課題を解決するための手段】
【0005】
上記目的を達成するための本発明の空気入りラジアルタイヤは、クラウン部におけるカーカス層の外周側にベルト層を設けた空気入りラジアルタイヤにおいて、N本(N=2〜8)の素線を撚り合わせた1×N撚り構造を有すると共に、前記ベルト層の幅方向を長径とする扁平断面形状を有し、かつ前記長径に対する振幅の比が1.5〜3.0で波長が20mm〜50mmとなるジグザグ形状の癖付けを施したスチールコードを、コード断面積とコード打込密度との積が2〜9mm2/50mmとなるように前記ベルト層に沿ってタイヤ周方向に対して実質的に0°で巻回することで前記ベルト層のエッジ部外周側にベルトカバー層を設けたことを特徴とするものである。
【発明の効果】
【0006】
本発明では、ベルトカバー層を構成するコードとして、扁平断面形状を有すると共にジグザグ形状の癖付けを施した1×N撚り構造のスチールコードを用いる。このようなスチールコードは、加硫前の初期弾性率が比較的低いため加硫工程におけるタイヤのリフト変形に追従することが可能であり、加硫後においては有機繊維コードに比べて高い弾性率を発揮することが可能である。しかも、上記スチールコードを巻回するにあたって、ベルトカバー層の薄肉化と高速耐久性の向上とを両立するために、コード断面積とコード打込密度との積を上記範囲内に規定する。これにより、ユニフォミティーを悪化させることなくベルトカバー層を薄肉化し、更には高速耐久性を向上することが可能になる。また、ジグザグ形状のスチールコードの振幅及び波長を小さくしているので、スチールコードの巻き付け精度が低下するという不都合や、エア溜まりによる加硫故障を生じるという不都合を回避することができる。
【0007】
ベルトカバー層に用いるスチールコードの短径と長径との比は0.60〜1.00未満とすることが好ましい。これにより、スチールコードにジグザグ形状の癖付けを施す際の加工性を良好に維持しながら、加硫前のスチールコードの初期弾性率を小さくすることができる。
【0008】
ベルトカバー層に用いるスチールコードの素線本数Nは5〜6とすることが好ましい。更には、ベルトカバー層に用いるスチールコードの撚りピッチは5mm〜15mmとすることが好ましい。このような素線本数や撚りピッチを選択した場合、上記構造を有するスチールコードを効率良く製造することができる。
【発明を実施するための最良の形態】
【0009】
以下、本発明の構成について添付の図面を参照しながら詳細に説明する。図1は本発明の実施形態からなる乗用車用空気入りラジアルタイヤを示し、1はクラウン部、2はサイドウォール部、3はビード部である。左右一対のビード部3,3間にはカーカス層4が装架され、そのカーカス層4の端部がビードコア5の廻りにタイヤ内側から外側に折り返されている。
【0010】
クラウン部1におけるカーカス層4の外周側にはタイヤ周方向に対して傾斜する複数本の補強コードを含む複数層のベルト層6a,6bが埋設されている。これらベルト層6a,6bはタイヤ周方向に対するコード角度が15°〜60°であり、補強コードが互いに交差するように配置されている。ベルト層の数は特に限定されるものではなく、必要に応じて増やすことができる。ベルト層6a,6bのエッジ部外周側にはベルトカバー層7が配置されている。ベルトカバー層7はベルト層6a,6bの少なくともエッジ部を覆うように配置することが必要であるが、ベルト層6a,6bの全域を覆うように配置しても良い。
【0011】
図2はベルトカバー層を示す平面図である。図2に示すように、ベルトカバー層7は必要に応じてゴム被覆された1本又は複数本のスチールコードCをタイヤ周方向に対して実質的に0°で連続的に巻回することで形成されている。ベルトカバー層7のコード巻き付け角度はタイヤ周方向に対して例えば5°以下にすれば良い。また、ベルトカバー層7は多層に巻回しても良い。
【0012】
スチールコードCを巻回するにあたって、ベルトカバー層7の薄肉化と高速耐久性の向上とを両立するために、コード断面積とコード打込密度との積を2〜9mm2/50mmとする。このコード断面積とコード打込密度との積が2mm2/50mm未満であると高速耐久性の向上効果が不十分になり、逆に9mm2/50mmを超えるとベルトカバー層7の薄肉化が不十分になる。なお、ここで言うコード断面積とはスチールコードCを構成する素線の断面積の総和を意味し、コード打込密度とはベルトカバー層7の幅50mm当たりのスチールコードCの打込本数を意味する。
【0013】
図3はベルトカバー層を構成するスチールコードの平面図であり、図4はその横断面図である。図3及び図4に示すように、スチールコードCは、N本(N=2〜8)の素線fを撚り合わせた1×N撚り構造を有すると共に、ベルト層の幅方向を長径とする扁平断面形状を有している。このスチールコードCにはジグザグ形状の癖付けが施されている。スチールコードCにおいて、長径Dlに対する振幅Wの比は1.5≦W/Dl≦3.0の関係を満足し、波長Lは20mm≦L≦50mmの関係を満足している。
【0014】
ここで、スチールコードCの長径Dlに対する振幅Wの比が1.5未満であると加硫前のスチールコードCの初期弾性率が増加してユニフォミティーが低下し、逆に3.0を超えるとベルトカバー層7への空気巻込量が増加して加硫故障を生じ易くなる。また、スチールコードCの波長Lが20mm未満であるとベルトカバー層7への空気巻込量が増加して加硫故障を生じ易くなり、逆に50mmを超えると加硫前のスチールコードCの初期弾性率が増加してユニフォミティーが低下する。
【0015】
上記空気入りラジアルタイヤにおいて、ベルトカバー層7を構成するスチールコードCは、1×N撚り構造を有すると共に、ベルト層の幅方向を長径とする扁平断面形状を有し、かつジグザグ形状の癖付けが施されているので、加硫前の初期弾性率が比較的低く加硫工程におけるタイヤのリフト変形に追従することが可能であり、加硫後においては有機繊維コードに比べて高い弾性率を発揮することが可能である。しかも、上記スチールコードを巻回するにあたって、コード断面積とコード打込密度との積を所定の範囲内に規定しているので、ベルトカバー層7の薄肉化と高速耐久性の向上とを両立することができる。従って、スチールコードCからなるベルトカバー層7を設けた場合であっても、ユニフォミティーを悪化させることなくベルトカバー層を薄肉化し、更には高速耐久性を向上することが可能になる。また、ジグザグ形状のスチールコードCの振幅W及び波長Lを小さくしているので、スチールコードCの巻き付け精度が低下するという不都合や、エア溜まりによる加硫故障を生じるという不都合を回避することができる。
【0016】
ベルトカバー層7に用いるスチールコードCの短径Dsと長径Dlとの比は0.60≦Ds/Dl<1.00の関係を満足している。これにより、スチールコードCにジグザグ形状の癖付けを施す際の加工性を良好に維持しながら、加硫前のスチールコードCの初期弾性率を小さくすることができる。短径Dsと長径Dlとの比が0.60未満であるとスチールコードCへのジグザグ加工が困難になり、その製造効率が低下する。
【0017】
ベルトカバー層7に用いるスチールコードCの素線本数Nは2〜8、好ましくは3〜8の範囲で選択することが可能であるが、より好ましくは5〜6とする。スチールコードCの素線が1本であると単位時間当たりの製造重量が減少し、その製造効率が低下する。スチールコードCの素線が9本以上であると各素線の制御が困難になり、その製造効率が低下する。
【0018】
ベルトカバー層7に用いるスチールコードCの撚りピッチは5mm〜15mmとすると良い。スチールコードCの撚りピッチが5mm以下であると単位時間当たりの製造効率が低下する。スチールコードCの撚りピッチが15mm以上であるとジグザグ加工が困難になり、その製造効率が低下する。
【実施例】
【0019】
タイヤサイズ175/65R14(リムサイズ14×5.5JJ)で、クラウン部におけるカーカス層の外周側にベルト層を設けた乗用車用空気入りラジアルタイヤにおいて、ベルト層のエッジ部外周側にスチールコードをタイヤ周方向に対して実質的に0°で巻回することでベルトカバー層を設け、そのスチールコードの撚り構造、撚りピッチ、長径Dl、短径Ds、振幅W、波長L、断面積を表1のように種々異ならせると共に、ベルトカバー層のコード打込密度、コード断面積とコード打込密度との積、ゲージを表1のように種々異ならせた実施例1〜4及び比較例1〜7のタイヤを製作した。比較のため、ベルトカバー層に66ナイロン繊維コードを用いた従来例1のタイヤを用意した。
【0020】
なお、ベルト層には2+2×0.25HTのスチールコードを使用し、コード打込密度を40本/50mmとし、タイヤ周方向に対するコード角度を27°とした。内側のベルト層の幅は145mmとし、外側のベルト層の幅は135mmとした。一方、ベルトカバー層の幅は30mmとし、ベルト層のエッジ部外周側にそれぞれ配置した。
【0021】
これら試験タイヤについて、下記の方法により、高速耐久性能とユニフォミティーを評価し、その結果を表1に併せて示した。
【0022】
高速耐久性能:
試験タイヤをリム組み後、酸素内圧350kPa、温度80℃で5日間乾熱劣化させた後、充填酸素を空気に入れ替えて内圧を200kPaに設定し、ドラム試験機を用いて速度120km/h、負荷5kNにて走行を開始し、24時間毎に速度を10km/hずつ増加させて、タイヤが故障するまでの走行距離を計測した。評価結果は、従来例1を100とする指数にて示した。この指数値が大きいほど高速耐久性能が優れていることを意味する。
【0023】
ユニフォミティー:
試験内圧230kPa、負荷3kN、タイヤ回転数60rpmの条件にて、各10本の試験タイヤについてタイヤ半径方向の力の変動の大きさ(N:ラジアルフォースバリエーション)を計測し、その計測値の合計値を求めた。評価結果は、計測値の合計値の逆数を用い、従来例1を100とする指数にて示した。この指数値が大きいほどユニフォミティーが良好であることを意味する。
【0024】
【表1】
【0025】
この表1から明らかなように、実施例1〜4のタイヤは従来例1に比べてユニフォミティーを良好に維持しながら高速耐久性能を改善することができた。但し、実施例2〜4ではコードの製造効率が低下した。一方、比較例1〜3のタイヤは高速耐久性能の改善効果が得られるもののベルトカバー層を構成するスチールコードの加硫前の初期弾性率が高いため従来例1よりもユニフォミティーが悪化していた。比較例4,5のタイヤはユニフォミティーが良好であるもののタイヤ成形時の空気巻込量が多いため従来例1よりも高速耐久性能が悪化していた。比較例6のタイヤはユニフォミティーが良好であるもののベルトカバー層による拘束力が低いため従来例1よりも高速耐久性能が悪化していた。比較例7のタイヤは高速耐久性能の改善効果が得られるもののユニフォミティーが悪化し、またベルトカバー層のゲージが厚過ぎるため重量増加を生じていた。
【図面の簡単な説明】
【0026】
【図1】本発明の実施形態からなる乗用車用空気入りラジアルタイヤを示す子午線半断面図である。
【図2】ベルトカバー層を示す平面図である。
【図3】ベルトカバー層を構成するスチールコードの平面図である。
【図4】ベルトカバー層を構成するスチールコードの横断面図である。
【符号の説明】
【0027】
1 クラウン部
2 サイドウォール部
3 ビード部
4 カーカス層
5 ビードコア
6a,6b ベルト層
7 ベルトカバー層
C スチールコード
f 素線
【特許請求の範囲】
【請求項1】
クラウン部におけるカーカス層の外周側にベルト層を設けた空気入りラジアルタイヤにおいて、N本(N=2〜8)の素線を撚り合わせた1×N撚り構造を有すると共に、前記ベルト層の幅方向を長径とする扁平断面形状を有し、かつ前記長径に対する振幅の比が1.5〜3.0で波長が20mm〜50mmとなるジグザグ形状の癖付けを施したスチールコードを、コード断面積とコード打込密度との積が2〜9mm2/50mmとなるように前記ベルト層に沿ってタイヤ周方向に対して実質的に0°で巻回することで前記ベルト層のエッジ部外周側にベルトカバー層を設けた空気入りラジアルタイヤ。
【請求項2】
前記ベルトカバー層に用いるスチールコードの短径と長径との比を0.60〜1.00未満とした請求項1に記載の空気入りラジアルタイヤ。
【請求項3】
前記ベルトカバー層に用いるスチールコードの素線本数Nを5〜6とした請求項1又は請求項2に記載の空気入りラジアルタイヤ。
【請求項4】
前記ベルトカバー層に用いるスチールコードの撚りピッチを5mm〜15mmとした請求項1〜3のいずれかに記載の空気入りラジアルタイヤ。
【請求項1】
クラウン部におけるカーカス層の外周側にベルト層を設けた空気入りラジアルタイヤにおいて、N本(N=2〜8)の素線を撚り合わせた1×N撚り構造を有すると共に、前記ベルト層の幅方向を長径とする扁平断面形状を有し、かつ前記長径に対する振幅の比が1.5〜3.0で波長が20mm〜50mmとなるジグザグ形状の癖付けを施したスチールコードを、コード断面積とコード打込密度との積が2〜9mm2/50mmとなるように前記ベルト層に沿ってタイヤ周方向に対して実質的に0°で巻回することで前記ベルト層のエッジ部外周側にベルトカバー層を設けた空気入りラジアルタイヤ。
【請求項2】
前記ベルトカバー層に用いるスチールコードの短径と長径との比を0.60〜1.00未満とした請求項1に記載の空気入りラジアルタイヤ。
【請求項3】
前記ベルトカバー層に用いるスチールコードの素線本数Nを5〜6とした請求項1又は請求項2に記載の空気入りラジアルタイヤ。
【請求項4】
前記ベルトカバー層に用いるスチールコードの撚りピッチを5mm〜15mmとした請求項1〜3のいずれかに記載の空気入りラジアルタイヤ。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2008−189274(P2008−189274A)
【公開日】平成20年8月21日(2008.8.21)
【国際特許分類】
【出願番号】特願2007−28729(P2007−28729)
【出願日】平成19年2月8日(2007.2.8)
【出願人】(000006714)横浜ゴム株式会社 (4,905)
【Fターム(参考)】
【公開日】平成20年8月21日(2008.8.21)
【国際特許分類】
【出願日】平成19年2月8日(2007.2.8)
【出願人】(000006714)横浜ゴム株式会社 (4,905)
【Fターム(参考)】
[ Back to top ]