
空気紡績装置、紡績ユニット、紡績機及び空気紡績方法

【課題】分断された紡績糸の糸端の繊維束部の長さを制御可能な空気紡績装置、紡績ユニット、紡績機及び空気紡績方法を提供することを目的とする。
【解決手段】繊維束8を旋回気流によって紡績し紡績糸10を生成する空気紡績装置100であって、紡績室126内に旋回気流が発生するように紡績室126内に紡績用圧縮空気を噴射する旋回気流発生ノズル127が形成されたノズルブロック134と、旋回気流発生ノズル127へ供給される紡績用圧縮空気が流通する流通配管200と、流通配管200に設けられ、流通配管200内を流通する紡績用圧縮空気の流通及び流通の遮断の切り替えを行う紡績用切替バルブ203と、を備え、紡績用圧縮空気の流通の遮断によって切断される紡績糸10の糸端における繊維束10eの長さが第1の長さとなるように、第1流通配管201内の体積を設定する。
【解決手段】繊維束8を旋回気流によって紡績し紡績糸10を生成する空気紡績装置100であって、紡績室126内に旋回気流が発生するように紡績室126内に紡績用圧縮空気を噴射する旋回気流発生ノズル127が形成されたノズルブロック134と、旋回気流発生ノズル127へ供給される紡績用圧縮空気が流通する流通配管200と、流通配管200に設けられ、流通配管200内を流通する紡績用圧縮空気の流通及び流通の遮断の切り替えを行う紡績用切替バルブ203と、を備え、紡績用圧縮空気の流通の遮断によって切断される紡績糸10の糸端における繊維束10eの長さが第1の長さとなるように、第1流通配管201内の体積を設定する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、空気紡績装置、紡績ユニット、紡績機及び空気紡績方法に関するものである。
【背景技術】
【0002】
従来、このような分野の技術として、下記特許文献1に記載の紡績ユニットが知られている。この紡績ユニットに備えられた紡績装置は、紡績室内に圧縮空気を噴射することで旋回気流を発生させ、紡績室内に導入された繊維束に旋回気流を利用して撚りを与えることで紡績糸を生成している。紡績装置によって紡績された紡績糸は、下流側に配置された巻取装置によってパッケージに巻き取られる。また、紡績装置と巻取装置との間には、紡績糸の糸欠点を検出するヤーンクリアラが配置されている。
【0003】
ヤーンクリアラによって糸欠点が検出されると、紡績装置は紡績室内への圧縮空気の噴射を停止し、繊維束の撚りを停止させる。繊維束の撚りが停止された状態で巻取装置が紡績糸を巻き取ることにより、紡績室部分において繊維束と紡績糸との連続状態が分断される。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2006−144136号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、この紡績装置において分断され、巻取装置によって巻き取られる側の紡績糸の糸端には、撚りが与えられていない繊維束部が付着している。しかしながら、紡績糸に付着する繊維束部の長さを制御することは行われていなかった。このため、紡績糸の糸端における繊維束部の長さによっては、巻取装置によって巻き取られたパッケージから糸端を容易に引き出すことができない恐れがあった。この事情に鑑み、本発明は、分断された紡績糸の糸端における繊維束部の長さを制御可能な空気紡績装置、紡績ユニット、紡績機及び空気紡績方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明に係る空気紡績装置は、繊維束を旋回気流によって紡績し紡績糸を生成する空気紡績装置であって、紡績室内に旋回気流が発生するように紡績室内に紡績用圧縮空気を噴射する旋回気流発生ノズルが形成されたノズルブロックと、旋回気流発生ノズルへ供給される紡績用圧縮空気が流通する紡績用流通配管と、紡績用流通配管に設けられ、流通配管内を流通する紡績用圧縮空気の流通及び流通の遮断の切り替えを行う紡績用切替バルブと、を備え、流通の遮断によって切断される紡績糸の糸端における繊維束部の長さが第1の長さとなるように、紡績用切替バルブと旋回気流発生ノズルとの間における紡績用流通配管内の体積が設定されていることを特徴とする。
【0007】
この空気紡績装置では、紡績用切替バルブと旋回気流発生ノズルとの間における流通配管内の体積によって、分断された紡績糸の糸端の繊維束部の長さを制御することが可能となり、繊維束部が第1の長さの紡績糸を得ることができる。
【0008】
また、紡績用切替バルブと旋回気流発生ノズルとの間における紡績用流通配管内の体積は1500mm3以下であることが好ましい。ここで、従来の空気紡績装置においては、紡績用切替バルブを遮断状態としても、紡績用切替バルブと旋回気流発生ノズルとの間の流通配管内に残る圧縮空気が旋回気流発生ノズルから紡績室内にだらだらと流れ出し、紡績室内に旋回気流が生成される。この旋回気流は旋回力が弱く、また、徐々に旋回力が弱まるものとなっている。この旋回気流によって、紡績用切替バルブを遮断状態とした後においても繊維束が紡績室内に引き込まれ、また、旋回気流の旋回力が弱いために紡績が適正に行われず、紡績糸の糸端に無撚りの繊維束部が付着した状態となる。そこで、紡績用切替バルブと旋回気流発生ノズルとの間における紡績用流通配管内の体積を1500mm3以下とした。これにより、紡績用切替バルブによる紡績用圧縮空気の流通の遮断と同時或いはほぼ同時に、旋回気流発生ノズルからの圧縮空気の噴射を停止させ、旋回気流の生成を停止することができる。従って、紡績用切替バルブによる紡績用圧縮空気の流通の遮断と同時或いはほぼ同時に、紡績室内への繊維束の引き込みが停止されるので、分断された紡績糸の糸端の繊維束部の長さを短く或いは繊維束部を無くすことができる。
【0009】
紡績用切替バルブと旋回気流発生ノズルとの間における紡績用流通配管は、配管内径が2mm以上4mm以下であり、かつ、配管長さが500mm以下であることが好ましい。この構成によれば、空気が流通配管内を流れる際の圧力損失等を考慮した最適な紡績用流通配管とすることができる。
【0010】
空気紡績装置は、繊維束を紡績室内に導入する導入路と、旋回気流によって紡績された紡績糸を紡績室外へ導出する導出路と、導入路及び導出路の間にブロー用圧縮空気を噴射するブローノズルが形成されたブローノズルブロックと、を更に備えることが好ましい。この構成によれば、導出路及び導入路との間にブローノズルからブロー用圧縮空気を噴射することで、紡績糸の糸端に付着する繊維束を紡績糸から分断することができる。このように、ブローノズルから噴射されるブロー用圧縮空気によっても、紡績糸の糸端の繊維束部の長さを制御することができる。
【0011】
繊維束部の長さが第1の長さよりも短い第2の長さとなるように、ブローノズルからのブロー用圧縮空気の噴射を制御する制御部を更に備えていることが好ましい。この構成によれば、ブローノズルからブロー用圧縮空気を噴射することで、分断された紡績糸の糸端の繊維束部の長さを、第1の長さよりも短い第2の長さとすることができる。
【0012】
本発明に係る紡績ユニットは、上述の空気紡績装置と、空気紡績装置によって紡績された紡績糸を巻き取ることでパッケージを形成する巻取装置と、を備えることを特徴とする。この構成によれば、巻取装置によって形成されたパッケージの紡績糸の糸端の繊維束部の長さを好適な長さに制御することができ、例えば、パッケージからの紡績糸の糸端の引き出し動作等が容易となる。
【0013】
本発明に係る紡績ユニットは、上述の空気紡績装置と、空気紡績装置によって紡績された紡績糸を巻き取ることでパッケージを形成する巻取装置を更に備え、制御部は、巻取装置によって形成されるパッケージの直径に応じて第2の長さが調節されるようにブローノズルからのブロー用圧縮空気の噴射を制御することを特徴とする。この構成によれば、巻取装置によって形成されたパッケージの紡績糸の糸端の繊維束部の長さを好適な長さに制御することができ、例えば、パッケージからの糸端の引き出し動作等が容易となる。また、パッケージの直径が小さく、巻き取られた紡績糸の糸端の繊維束部が不必要に長い場合、例えば、パッケージの周りを繊維束部が一周して繊維束部同士が絡まってしまい、パッケージからの糸端の引き出し動作が困難となる恐れがある。そこで、パッケージの直径が小さいほど第2の長さを短くすることで、例えば、繊維束部がパッケージの周りを一周して繊維束部同士が絡まるなどといった不具合を抑制することができる。
【0014】
制御部は、パッケージが満巻となった場合、第2の長さが所定長さとなるようにブローノズルからのブロー用圧縮空気の噴射を制御することが好ましい。これにより、満巻となったパッケージの糸端の繊維束部が不必要に長くなることが防止される。
【0015】
紡績ユニットは、巻取装置によって巻き取られた紡績糸の糸端を捕捉する糸捕捉装置と、捕捉装置によって捕捉された紡績糸、及び、空気紡績装置から導出された紡績糸の糸継ぎを行う糸継装置と、を更に備えていてもよい。この構成によれば、糸捕捉装置は、繊維束部の長さが制御された紡績糸の糸端を捕捉するため、糸捕捉装置による紡績糸の捕捉の成功率が向上する。その結果、糸継装置による糸継ぎも効率良く行うことができ、紡績ユニットの運転効率を向上させることができる。
【0016】
本発明に係る紡績機は、上述の紡績ユニットを複数備えたことを特徴とする。この構成によれば、巻取装置によって形成されたパッケージの紡績糸の糸端の繊維束部の長さを制御することが可能となり、紡績機全体として紡績糸の生産効率を向上させることができる。
【0017】
本発明に係る空気紡績方法は、繊維束に旋回気流を噴射することによって繊維束を紡績し、紡績糸を生成する空気紡績方法であって、繊維束に作用する旋回気流の噴射を停止するタイミングを制御し、紡績糸に付着する繊維束部の長さを制御する制御ステップを備えていることを特徴とする。
【0018】
この空気紡績方法によれば、繊維束に作用する旋回気流の噴射を停止するタイミングを制御することで、分断された紡績糸の糸端の繊維束部の長さを制御することが可能となる。
【0019】
空気紡績方法は、紡績糸の糸端に形成される繊維束部の長さを設定する設定ステップを更に備えていてもよい。これによれば、設定ステップによって設定された長さの繊維束部を糸端に有する紡績糸を得ることができる。
【発明の効果】
【0020】
本発明によれば、分断された紡績糸の糸端における繊維束部の長さを制御することが可能となる。
【図面の簡単な説明】
【0021】
【図1】本発明の一実施形態に係る紡績機の正面図である。
【図2】図1の紡績機の縦断面図である。
【図3】図1の紡績ユニットの流通配管周りを示すハードブロック図である。
【図4】本発明の一実施形態に係る空気紡績装置の断面図である。
【図5】本発明の一実施形態に係る空気紡績装置の断面図である。
【図6】本発明の一実施形態に係る空気紡績装置の断面図である。
【図7】本発明の一実施形態に係る空気紡績装置の断面図である。
【発明を実施するための形態】
【0022】
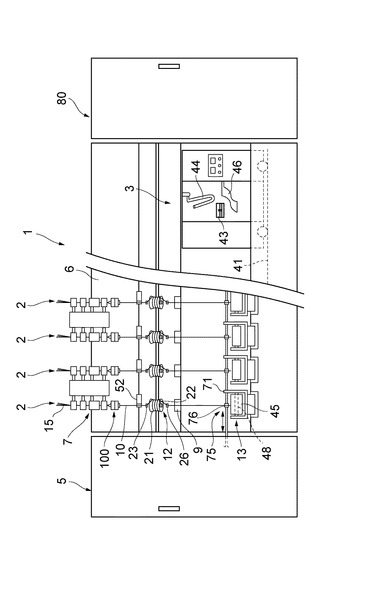
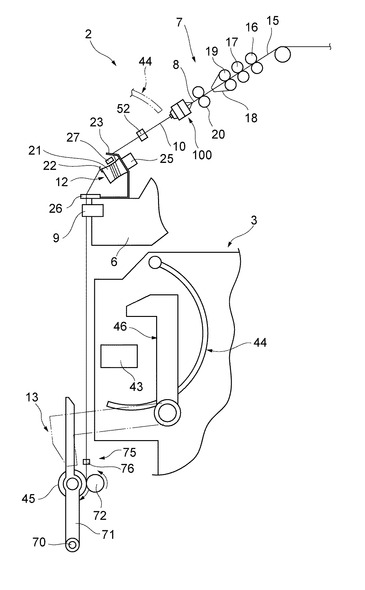
以下、図面を参照しつつ本発明の一実施形態について詳細に説明する。なお、本明細書において「上流」及び「下流」とは、紡績時での糸の走行方向における上流及び下流を意味するものとする。図1は紡績機の全体的な構成を示した正面図、図2は紡績機の縦断面図である。また、図3は、紡績ユニットの流通配管周りを示すハードブロック図である。なお、図3において、破線で示す矢印は信号線を表している。
【0023】
図1に示す紡績機1は、並設された多数の紡績ユニット2を備えている。この紡績機1は、糸継台車3と、ブロアボックス80と、原動機ボックス5と、を備えている。なお、以下の説明において、糸継台車3に対して紡績糸10の糸道側を紡績機1の手前側と呼び、その反対側を奥側と呼ぶことがある。紡績機1の手前側に、紡績ユニット2の配列方向に延びる作業者通路が設けられる。作業者は、作業者通路側から、各紡績ユニット2の操作や監視等を行うことができる。
【0024】
図1に示すように、各紡績ユニット2は、上流から下流へ向かって順に、ドラフト装置7と、空気紡績装置100と、糸貯留装置12と、ワキシング装置9と、巻取装置13と、を備えている。ドラフト装置7は紡績機1の筐体6の上端近傍に設けられている。このドラフト装置7から送られてくる繊維束8は、空気紡績装置100で紡績される。空気紡績装置100から送出された紡績糸10はヤーンクリアラ52を通過した後、糸貯留装置12で更に下方に送られてワキシング装置9でワックスが付与される。その後、紡績糸10は、巻取装置13によって巻き取られ、これによりパッケージ45が形成される。
【0025】
ドラフト装置7は、スライバ15を延伸して繊維束8にするためのものである。このドラフト装置7は図2に示すように、バックローラ対16、サードローラ対17、エプロンベルト18を装架したミドルローラ対19、及びフロントローラ対20の4つのローラ対を備えている。各ローラ対16,17,19,20のボトムローラは、原動機ボックス5、又は個別に設けられた不図示の駆動源からの動力により駆動される。各ローラ対16,17,19,20は、回転速度を異ならせて駆動され、この結果、上流側から供給されたスライバ15を延伸して繊維束8にし、下流側の空気紡績装置100に送ることができる。空気紡績装置100は、旋回気流を利用して繊維束8に撚りを与え、紡績糸10を生成する。
【0026】
空気紡績装置100の下流には、糸貯留装置12が設けられている。この糸貯留装置12は、紡績糸10に所定の張力を与えて空気紡績装置100から引き出す機能と、糸継台車3による糸継ぎ時などに空気紡績装置100から送出される紡績糸10を滞留させて紡績糸10の弛みを防止する機能と、巻取装置13側の張力の変動が空気紡績装置100側に伝わらないように張力を調節する機能と、を有している。図2に示すように、糸貯留装置12は、糸貯留ローラ21と、糸掛け部材22と、上流側ガイド23と、電動モータ25と、下流側ガイド26と、糸貯留量センサ27と、を備えている。
【0027】
糸掛け部材22は、紡績糸10に係合する(引っ掛ける)ことが可能に構成されており、紡績糸10に係合した状態で糸貯留ローラ21と一体回転することにより、当該糸貯留ローラ21の外周面に紡績糸10を巻き付けることができるように構成されている。
【0028】
糸貯留ローラ21は、その外周面に紡績糸10を一定量巻き付けて貯留することができるように構成されている。また、糸貯留ローラ21は、電動モータ25によって回転駆動される。この構成で、糸貯留ローラ21の外周に巻き付けられた紡績糸10は、糸貯留ローラ21が回転することにより当該糸貯留ローラ21を締め付けるようにして巻かれ、糸貯留装置12よりも上流側の紡績糸10を引っ張る。即ち、外周に紡績糸10を巻き付けた状態の糸貯留ローラ21を所定の回転速度で回転させることで、紡績糸10に所定の張力を与えて空気紡績装置100から所定の速度で引き出し、所定の速度で下流側に搬送することができる。
【0029】
そして、糸貯留ローラ21の外周に所定量の紡績糸10を巻き付けることで、糸貯留ローラ21と紡績糸10との間で所定の接触面積を確保することができる。これにより、糸貯留ローラ21が十分な力で紡績糸10を保持して引っ張ることが可能となり、糸貯留装置12は、スリップ等を発生させることなく空気紡績装置100から安定した速度で紡績糸10を引き出すことができる。
【0030】
糸貯留量センサ27は糸貯留ローラ21上に貯留されている紡績糸10の貯留量を非接触式で検出し、ユニットコントローラ32に送信するように構成されている。
【0031】
上流側ガイド23は糸貯留ローラ21のやや上流側に配置される。上流側ガイド23は、糸貯留ローラ21の外周面に対して紡績糸10を適切に案内する案内部材であるとともに、空気紡績装置100から伝播してくる紡績糸10の撚りが当該上流側ガイド23よりも下流側に伝わることを防止する撚り止めの役割を兼ねている。
【0032】
紡績機1の筐体6の前面側であって空気紡績装置100と糸貯留装置12との間の位置には、ヤーンクリアラ52が設けられている。空気紡績装置100で紡出された紡績糸10は、糸貯留装置12で巻き取られる前にヤーンクリアラ52を通過するようになっている。ヤーンクリアラ52は走行する紡績糸10の太さを監視し、紡績糸10の糸欠点を検出した場合に、糸欠点検出信号をユニットコントローラ32へ送信するように構成されている。また、ヤーンクリアラ52は、当該ヤーンクリアラ52を通過する紡績糸の長さを検出するための信号をユニットコントローラ32へ送信する。この信号として、例えば、紡績糸10がヤーンクリアラ52を通過した時間に関する信号等を用いることができる。
【0033】
上記ユニットコントローラ32は、糸欠点検出信号を受信すると、直ちに、空気紡績装置100の旋回気流発生ノズル127(図4参照)からの圧縮空気の噴出を停止させる。これにより、旋回気流が停止して繊維束8の加撚が停止すると共に空気紡績装置100への繊維束8の導入も停止する。そして、空気紡績装置100において繊維の連続状態が分断され、紡績糸10が切断される。その後、ユニットコントローラ32は、更にドラフト装置7等を停止させる。また、ユニットコントローラ32は糸継台車3に制御信号を送り、当該紡績ユニット2の前まで走行させる。その後、空気紡績装置100等を再び駆動し、糸継台車3に糸継ぎを行わせて巻き取りを再開させる。このとき、糸貯留装置12は、空気紡績装置100が紡績を再開してから巻き取りが再開されるまでの間、空気紡績装置100から連続的に送出される紡績糸10を糸貯留ローラ21に滞留させて紡績糸10の弛みを取る。
【0034】
糸継台車3は、図1及び図2に示すように、スプライサ(糸継装置)43と、サクションパイプ44と、サクションマウス(糸捕捉装置)46と、を備えている。糸継台車3は、ある紡績ユニット2で糸切れや糸切断が発生すると、レール41上を当該紡績ユニット2まで走行し、停止する。サクションパイプ44は、軸を中心に上下方向に回動しながら、空気紡績装置100から送出される糸端を吸い込みつつ捕捉してスプライサ43へ案内する。サクションマウス46は、軸を中心に上下方向に回動しながら、巻取装置13に支持されたパッケージ45から糸端を吸引しつつ捕捉してスプライサ43へ案内する。スプライサ43は、案内された糸端同士の糸継ぎを行う。このように、紡績ユニット2は、スプライサ43、サクションマウス46、及び、サクションパイプ44を共有している。
【0035】
糸貯留装置12の下流には、ワキシング装置9が設けられている。ワキシング装置9は、糸貯留装置12から巻取装置13に向けて走行する紡績糸10に、ワックスを付与する装置である。
【0036】
巻取装置13は、支軸70まわりに回動可能に支持されたクレードルアーム71を備える。このクレードルアーム71は、紡績糸10を巻回するためのボビン48を回転可能に支持することができる。
【0037】
また、巻取装置13は、巻取ドラム72と、トラバース装置75と、を備えている。巻取ドラム72は、ボビン48やそれに紡績糸10を巻回して形成されるパッケージ45の外周面に接触して駆動できるように構成されている。また、トラバース装置75は、紡績糸10に係合可能なトラバースガイド76を備えている。この構成で、巻取装置13は、トラバースガイド76を駆動手段(不図示)によって往復動させながら巻取ドラム72を電動モータ(不図示)によって駆動することで、巻取ドラム72に接触するパッケージ45を回転させ、紡績糸10を綾振りしつつパッケージ45を巻き取るようになっている。なお、トラバース装置75のトラバースガイド76は、複数の紡績ユニット2で共有されるシャフトにより、各紡績ユニット2で共通に駆動される。
【0038】
ブロアボックス80には、紡績ユニット2の各部や糸継台車3等に供給するエアーを発生させるエアー供給源(例えば、圧縮空気供給源400)が格納されている。
【0039】
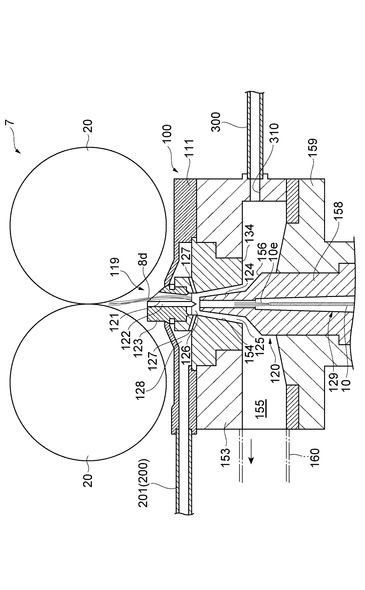
続いて、前述の空気紡績装置100について、図3〜図5を参照しながら更に詳細に説明する。図4及び図5は、本発明の一実施形態に係る空気紡績装置の断面図である。図4に示すように、空気紡績装置100は、フロントローラ対20から送られてくる繊維束8を挿通させながらその繊維束8に旋回気流を与える空気紡績ノズル119と、空気紡績ノズル119に先端部が同軸挿入される中空ガイド軸体120と、を備えて構成される。
【0040】
空気紡績ノズル119は、ニードルホルダ123と、ノズルブロック134と、該ノズルブロック134を支持するノズル部ケーシング(ブローノズルブロック)153と、ノズル部ケーシング153の上流側の面を覆う上カバー111と、ノズル部ケーシング153の下流側の面を覆う軸体保持部材159と、を有する。ニードルホルダ123は、上流側のドラフト装置7でドラフトされた繊維束8を導入する案内孔(導入路)121を有し、また、案内孔121から排出された繊維束8の流路上にニードル122を保持している。ニードルホルダ123の上流側の端部は、上カバー111を貫通して外部に露出している。
【0041】
ニードルホルダ123より下流側の位置において、ノズルブロック134にテーパ孔154が設けられ、このテーパ孔154に、当該テーパ孔154とほぼ等しいテーパ角を有する中空ガイド軸体120の先端部124が、同軸に且つ所定の隙間を隔てて挿入されている。中空ガイド軸体120の先端面とニードルホルダ123との間には、加撚領域としての紡績室126が形成されている。この紡績室126にはニードル122の先端が突出しており、ニードル122の先端が中空ガイド軸体120の先端面と対向している。
【0042】
テーパ孔154と先端部124との間には、旋回気流発生室125が形成される。また、ノズル部ケーシング153には空気排出用空間155が形成され、この空気排出用空間155の側部に配管160を通じて負圧源(不図示)が接続されている。また、この空気排出用空間155の他の側部には、空気排出用空間155とノズル部ケーシング153の外部とに連通するブローノズル310が設けられている。ノズル部ケーシング153には、ブローノズル310に連通するように、圧縮空気供給源400(図4参照)から供給される圧縮空気が流通するブロー用配管300が接続されている。なお、図4では、配管160とブロー用配管300とが中空ガイド軸体120を挟んで対向している状態を示しているが、配管160とブローノズル310との位置関係はこれに限定されるものではない。
【0043】
圧縮空気供給源400から供給される圧縮空気(ブロー用圧縮空気)は、ブローノズル310から空気排出用空間155内へ向けて噴射される。また、ブロー用配管300には、圧縮空気供給源400からブローノズル310への圧縮空気の供給/停止を切り替えるブロー用切替バルブ301(図3参照)が設けられている。ブロー用切替バルブ301は、ユニットコントローラ32が発生する制御信号によって制御される。
【0044】
ノズルブロック134には、出口端が紡績室126に開口される複数の旋回気流発生ノズル127が設けられる。これら旋回気流発生ノズル127はノズルブロック134に穿設された孔からなり、紡績室126の接線方向に且つ糸送り方向下流側に傾斜して設けられている。ノズルブロック134と上カバー111との間において、旋回気流発生ノズル127の入口端(旋回気流発生ノズル127における紡績室126側の端部に対して反対側の端部)の周囲には圧縮空気導入室128が形成されている。圧縮空気導入室128の側部には圧縮空気供給源400(図3参照)から供給される紡績用の圧縮空気(紡績用圧縮空気)が流通する流通配管(紡績用流通配管)200が接続されている。なお、図4から図7では、流通配管200とブロー用配管300とは、空気紡績装置100内における繊維束8や紡績糸10の通り道(案内孔121、紡績室126、糸通路129)を挟んで対向している状態を示しているが、流通配管200とブロー用配管300との位置関係はこれに限定されるものではない。
【0045】
圧縮空気供給源400から供給される圧縮空気は、流通配管200を通じて圧縮空気導入室128及び旋回気流発生ノズル127を介して紡績室126内に噴射される。また、流通配管200には、圧縮空気供給源400から紡績室126内への圧縮空気の供給/停止を切り替える紡績用切替バルブ203(図3参照)が設けられている。紡績用切替バルブ203は、ユニットコントローラ32が発生する制御信号によって制御される。
【0046】
なお、紡績ユニット2の奥側(作業者通路から遠い側)には、圧縮空気等を供給する配管や紡績ユニット2を支持するフレーム等が配置されているため、紡績用切替バルブ203の設置位置に制約がある。そこで、本実施形態では、紡績ユニット2における手前側(作業者通路に近い側)の位置であり、且つ、空気紡績装置100の近傍の位置に紡績用切替バルブ203を設けることが、設置位置の制約の関係上、好ましい。但し、紡績用切替バルブ203の設置位置は上述の位置に限定されるものではなく、設置スペースの有無等に応じて適宜の位置に設けることができる。
【0047】
図3に示すように、流通配管200は、圧縮空気導入室128と紡績用切替バルブ203との間を接続する第1流通配管201と、紡績用切替バルブ203と圧縮空気供給源400との間を接続する第2流通配管202と、より構成されている。なお、紡績糸10の切断時に糸端に付着する繊維束(繊維束部)8の長さが第1の長さとなるように、第1流通配管201内の体積が設定されている。また、第1流通配管201として、当該第1流通配管201内の体積が1500mm3以下のものを用いことが好ましい。また、第1流通配管201としては、配管内径が2mm以上4mm以下であり、かつ、配管長さが500mm以下であることが好ましい。なお、第1流通配管201と旋回気流発生ノズル127との間に存在する圧縮空気導入室128の体積を考慮して、第1流通配管201内の体積を設定することがより好ましい。具体的には、例えば、第1流通配管201内の体積と紡績室126の体積との合計が1500mm3以下を満たす第1流通配管201を用いることが好ましい。
【0048】
旋回気流発生ノズル127は、第1流通配管201を通じて導入された圧縮空気を紡績室126内に噴射し、例えば平面視反時計回りの旋回気流(図5参照)を紡績室126内に発生させる。この旋回気流は中空ガイド軸体120の先端部124の周りの旋回気流発生室125に沿って螺旋状に下流側に流れ、ノズル部ケーシング153に形成された空気排出用空間155から排出される。
【0049】
中空ガイド軸体120は、先端部124を有する筒体156から構成される。中空ガイド軸体120には、その軸心に沿って糸通路(導出路)129が形成され、この糸通路129内を紡績糸10が通過した後、下流側の出口孔を介して紡績糸10が排出される。筒体156には、その先端部124より下流側に拡径状の太径部158が形成され、この太径部158は空気排出用空間155に露出される。この太径部158は軸体保持部材159に挿入固定される。
【0050】
次に、空気紡績装置100の作用について説明する。図5に示すように、紡績時において繊維束8ないし紡績糸10は、フロントローラ対20から案内孔121、紡績室126、糸通路129を通じて下流の糸貯留装置12に至る連続状態にあり、図2に示す糸貯留装置12によって下流側への送り力が付与されることで、紡績糸10に張力が付与される。
【0051】
図5において、旋回気流発生ノズル127から噴射された圧縮空気によって生成される旋回気流(太線黒矢印)は、紡績室126を負圧にし、この結果、上流側の繊維束8を案内孔121を経由して紡績室126内へ引き込む吸引気流が生成される(図5の白抜き矢印)。従って、ドラフト装置7のフロントローラ対20から排出された繊維束8は、上記の吸引気流によって紡績室126内へ引き込まれ、上記旋回気流発生ノズル127による旋回気流の作用を受ける。これにより、繊維束8のうちの芯繊維となる繊維に対して周囲の繊維の後端が分離されて開繊され、旋回気流発生室125内で振り回されて加撚され、芯繊維に巻き付いていく。
【0052】
なお、この撚りはフロントローラ対20側へ伝播しようとするが、その伝播はニードル122によって阻止されるので、フロントローラ対20から送り出される繊維束8が上記の撚りによって撚り込まれることがない。即ち、ニードル122は撚り伝播防止手段をなしている。上記のように加撚された繊維は、実撚り状の紡績糸10に順次生成され、糸通路129を通過して空気紡績装置100から排出される。そして紡績糸10は、図2のヤーンクリアラ52、糸貯留装置12を経て、巻取装置13で巻き取られる。
【0053】
次に、空気紡績装置100の紡績用切替バルブ203及びブロー用切替バルブ301の制御について説明する。図3に示すように、ユニットコントローラ32は、紡績用切替バルブ203の制御を行う紡績用制御部(制御部)33と、ブロー用切替バルブ301の制御を行うブロー用制御部(制御部)34と、を有している。紡績用制御部33は、紡績用切替バルブ203を制御し、旋回気流発生ノズル127から圧縮空気を噴射させて紡績室126に旋回気流を生成する。紡績用制御部33は、例えば、ヤーンクリアラ52から糸欠点信号が入力されると、旋回気流発生ノズル127から紡績室126内への圧縮空気の噴射が停止されるように紡績用切替バルブ203を制御する。
【0054】
ブロー用制御部34は、紡績用制御部33によって紡績室126内への圧縮空気の供給が停止されるように紡績用切替バルブ203が制御され、且つ、パッケージ45が満巻状態であると判断した場合、ブローノズル310から圧縮空気が噴射されるようにブロー用切替バルブ301を制御する。なお、ユニットコントローラ32は、ヤーンクリアラ52から入力された紡績糸10の長さを検出するための信号に基づいて、巻取装置13によって巻き取られた紡績糸10の長さを算出している。ブロー用制御部34は、ユニットコントローラ32による算出結果に基づいて、パッケージ45が満巻状態であるか否かを判断する。また、ブロー用制御部34は、紡績用制御部33によって紡績室126内への圧縮空気の供給が停止されるように紡績用切替バルブ203が制御され、且つ、巻き取られた紡績糸10が所定の巻き取り長さ以下である場合、ブローノズル310から圧縮空気が噴射されるようにブロー用切替バルブ301を制御する。なお、所定の巻き取り長さとは、所定の長さの紡績糸10を巻き取ることで形成されるパッケージ45の直径が所定の径以下である長さとする。
【0055】
なお、ユニットコントローラ32は、更に、ローラ用制御部35を有している。ローラ用制御部35は、ヤーンクリアラ52から糸欠点信号が入力されると、各ローラ対16,17,19,20を駆動するモータを停止させる。また、ローラ用制御部35が、ユニットコントローラ32で算出された、巻取装置13によって巻き取られた紡績糸10の長さに基づいて、パッケージ45が満巻状態であると判断した場合、ユニットコントローラ32は、各ローラ対16,17,19,20を駆動するモータを停止させる。
【0056】
次に、ヤーンクリアラ52による糸欠点検出時の各部の動作について説明する。まず、糸欠点が検出されたときに、パッケージ45の直径が所定の径より大きく、且つ、満巻になる前の状態における各部の動作について説明する。紡績時において、紡績糸10を監視するヤーンクリアラ52が糸欠点を検出すると、当該ヤーンクリアラ52は糸欠点検出信号をユニットコントローラ32へ送る。この信号を受信したユニットコントローラ32のローラ用制御部35は、バックローラ対16及びサードローラ対17を駆動するモータを停止させる。この結果、ドラフト装置7からの繊維束8の供給が停止される。
【0057】
なお、バックローラ対16とサードローラ対17の停止後も、ミドルローラ対19及びフロントローラ対20の駆動は、少なくとも所定時間継続される。この結果、スライバ15ないし繊維束8は、駆動中のミドルローラ対19と停止中のサードローラ対17との間で分断されることになる。
【0058】
上記のバックローラ対16及びサードローラ対17の停止制御のすぐ後に、又はほぼ同時に、紡績用制御部33は、旋回気流発生ノズル127から紡績室126内への圧縮空気の噴射が停止されるように紡績用切替バルブ203を制御する。この結果、上記の旋回気流が消失するために加撚が停止され、また、繊維束8を案内孔121から紡績室126内へ導入する吸引気流が消失し、繊維束8は中空ガイド軸体120の内部へ引き込まれなくなる。
【0059】
一方、既に中空ガイド軸体120内の糸通路129内に送られている紡績糸10は、紡績糸10の先端に無撚りの状態の繊維束8が付着した状態のまま、糸貯留装置12によって下流側へ引っ張られる。この結果、繊維束8ないし紡績糸10は、中空ガイド軸体120の先端近傍部分を境に、繊維の連続状態が分断される。その下流側の紡績糸10の糸端は、図6のように、無撚りの繊維束(繊維束部)10eが付着した状態となる。紡績糸10が分断された後、上流側の繊維束8dはフロントローラ対20の送りによって案内孔121やその近傍に滞留するが、この滞留された繊維束8dは、不図示のサクション手段によって吸引除去される。
【0060】
ここで、旋回気流発生ノズル127と紡績用切替バルブ203との間に配置される第1流通配管201は、上述のように第1流通配管201内の体積が1500mm3以下となっている。このように、第1流通配管201内の体積を小さくすることにより、紡績用切替バルブ203が旋回気流発生ノズル127への圧縮空気の供給を停止するように制御された後、すぐに旋回気流発生ノズル127への圧縮空気の供給が停止される。これにより、従来の装置のように、第1流通配管201内に残る圧縮空気がだらだらと流れ出すことによって紡績室126内に長時間弱い旋回気流が生成されることなく、すばやく旋回気流を消滅させることができる。従って、繊維束8が中空ガイド軸体120の内部へ引き込まれる長さが短くなり、中空ガイド軸体120の先端近傍部分において繊維の連続状態を分断したときに、紡績糸10の糸端に付着する繊維束10eの長さを短くすることができる。
【0061】
なお、第1流通配管201内の体積が1500mm3を超える場合、旋回気流発生ノズル127への圧縮空気の供給をすばやく停止することができず、紡績糸10の糸端に付着する繊維束10eの長さが長くなってしまう。また、紡績糸10の糸端に付着する繊維束10eの長さ(第1の長さ)は、例えば5cm〜20cmとすることが好ましい。繊維束10eの長さを例えば5cm〜20cmとすることで、パッケージ45に紡績糸10の糸端が巻き取られたときに、パッケージ45の周りを紡績糸10の糸端に付着する繊維束10eが一周して繊維束10e部同士が絡まってしまうことが無く、サクションマウス46による紡績糸10の糸端(繊維束10eの部分)の吸引が容易となる。
【0062】
次に、糸欠点が検出されたときに、パッケージ45の直径が所定の径以下の場合における各部の動作について説明する。紡績時において、紡績糸10を監視するヤーンクリアラ52が糸欠点を検出すると、当該ヤーンクリアラ52は糸欠点検出信号をユニットコントローラ32へ送る。この信号を受信したユニットコントローラ32のローラ用制御部35は、バックローラ対16及びサードローラ対17を駆動するモータを停止させる。この結果、ドラフト装置7からの繊維束8の供給が停止される。
【0063】
なお、バックローラ対16とサードローラ対17の停止後も、ミドルローラ対19及びフロントローラ対20の駆動は、少なくとも所定時間継続される。この結果、スライバ15ないし繊維束8は、駆動するミドルローラ対19と停止中のサードローラ対17との間で分断されることになる。
【0064】
上記のバックローラ対16及びサードローラ対17の停止制御のすぐ後に、又はほぼ同時に、紡績用制御部33は、旋回気流発生ノズル127から紡績室126内への圧縮空気の噴射が停止されるように紡績用切替バルブ203を制御する。この結果、上記の旋回気流が消失するために加撚が停止され、また、繊維束8を案内孔121から紡績室126内へ導入する吸引気流が消失し、繊維束8は中空ガイド軸体120の内部へ引き込まれなくなる。
【0065】
一方、既に中空ガイド軸体120内の糸通路129内に送られている紡績糸10は、紡績糸10の先端に無撚りの状態の繊維束10eが付着した状態のまま、糸貯留装置12によって下流側へ引っ張られる。
【0066】
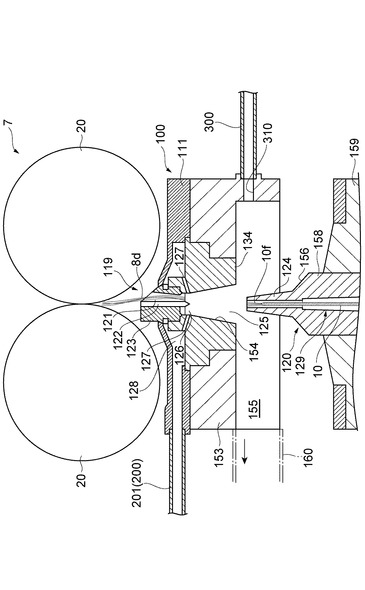
また、紡績用制御部33による紡績用切替バルブ203の制御後、ブロー用制御部34は、ブローノズル310からブロー用の圧縮空気が噴射されるようにブロー用切替バルブ301を制御する。ここで、紡績の中断時には、図7に示すように、ノズル部ケーシング153と、中空ガイド軸体120を保持する軸体保持部材159とが離間する。即ち、紡績糸10が外気にさらされた状態となる。ブローノズル310からは、案内孔121と糸通路129との間、即ち、ノズル部ケーシング153と軸体保持部材159とが離間することで移動する中空ガイド軸体120の先端部124をめがけて圧縮空気が噴射される。これにより、紡績糸10の先端に付着する無撚りの状態の繊維束10eの連続状態が空気の圧力によって分断される。従って、紡績糸10の糸端は、図7のように、所定長さの無撚りの繊維束(繊維束部)10fが付着した状態となる。
【0067】
なお、ブロー用制御部34は、紡績糸10の糸端に付着する繊維束10fの長さが第2の長さとなるようにブロー用切替バルブ301を制御して、ブローノズル310からブロー用の圧縮空気を噴射させる。紡績糸10の糸端に付着する繊維束10fの長さは、例えば、紡績用制御部33の制御によって紡績室126内への圧縮空気の噴射を停止してからブロー用制御部34によるブローノズル310からのブロー用の圧縮空気の噴射を行うまでの時間によって制御することができる。また、紡績糸10の糸端に付着する繊維束10fの所定の長さとは、例えば、パッケージ45の周りを繊維束10fが一周することがない長さとする。なお、紡績糸10の糸端に付着する繊維束10fの長さをゼロにしてもよいが、サクションマウス46によって紡績糸10の糸端を容易に吸引することができるようにするため、所定の長さの繊維束10fを紡績糸10の糸端に付着させておくことが好ましい。また、パッケージ45の直径が小さいほど、紡績糸10の糸端に付着する繊維束10fの長さが短くなるように、ブロー用制御部34がブロー用切替バルブ301を制御してもよい。
【0068】
このように、パッケージ45の直径が所定の径以下の場合、ブローノズル310からブロー用の圧縮空気を噴射して紡績糸10の糸端に付着する繊維束10fの長さを所定長さとすることで、例えば、紡績糸10の糸端に付着する繊維束がパッケージ45の周りを一周して繊維束同士が絡まってしまうといった不具合を防止できる。また、ブロー用制御部34の制御によってブロー用の圧縮空気をブローノズル310から噴射し、紡績糸10の糸端に付着する繊維束10eを積極的に切断することで、ブロー用の圧縮空気を用いずに紡績糸10を切断する場合と比較して、紡績糸10の糸端に付着する繊維束10fの長さをより一層短くすることができる。
【0069】
次に、パッケージ45が満巻状態の場合における各部の動作について説明する。紡績時において、ローラ用制御部35が、ヤーンクリアラ52から入力された信号に基づいてパッケージ45の満巻状態を検出すると、バックローラ対16及びサードローラ対17を駆動するモータを停止させる。この結果、ドラフト装置7からの繊維束8の供給が停止される。このとき、ローラ用制御部35と同様に、紡績用制御部33及びブロー用制御部34もヤーンクリアラ52からの信号に基づいてパッケージ45の満巻状態を検出する。以降の動作は、上述した、「糸欠点が検出されたときに、パッケージ45の直径が所定の径以下の場合」における各部の動作と同様に、紡績用切替バルブ203を制御して紡績室126内への圧縮空気の供給を停止し、ブロー用切替バルブ301を制御してブローノズル310からブロー用の圧縮空気の噴射を行う。
【0070】
これにより、パッケージ45が満巻状態となったときに、紡績糸10の糸端に付着する繊維束10fの長さをゼロ、又は、サクションマウス46によって紡績糸10の糸端を容易に吸引することができる長さとすることができる。また、この場合においても、ブロー用の圧縮空気を用いずに紡績糸10を切断する場合と比較して、紡績糸10の糸端に付着する繊維束10fの長さをより一層短くすることができる。
【0071】
以上、上記本実施形態に係る空気紡績装置100では、紡績糸10の糸端に付着する繊維束8が第1の長さとなるように、紡績用切替バルブ203と旋回気流発生ノズル127との間に配置された第1流通配管201内の体積を設定する。これにより、第1流通配管201内の体積によって、分断された紡績糸10の糸端に付着する繊維束10eの長さを制御することが可能となり、第1の長さの繊維束10eが付着した紡績糸10を得ることができる。
【0072】
紡績用切替バルブ203と旋回気流発生ノズル127との間に配置された第1流通配管201内の体積を1500mm3以下とした。これにより、紡績用切替バルブ203による紡績用の圧縮空気の流通の遮断と同時或いはほぼ同時に、旋回気流発生ノズル127からの圧縮空気の噴射を停止させ、旋回気流の生成を停止することができる。従って、紡績用切替バルブ203による紡績用の圧縮空気の流通の遮断と同時或いはほぼ同時に、紡績室126内への繊維束8の引き込みが停止されるので、分断された紡績糸10の糸端に付着する繊維束10eの長さを短く或いは繊維束10eの付着を無くすことができる。
【0073】
第1流通配管201は、配管内径が2mm以上4mm以下であり、かつ、配管長さが500mm以下であることが好ましい。この場合には、紡績用の圧縮空気が第1流通配管201内を流れる際の圧力損失を考慮した最適な第1流通配管201とすることができる。
【0074】
ブローノズル310からブロー用の圧縮空気を噴射することによって、紡績糸10の糸端に付着する繊維束10eを紡績糸10から分断することができる。この場合には、紡績糸10の糸端に付着する繊維束10eを積極的に切断することができ、ブロー用の圧縮空気を用いずに紡績糸10を切断する場合と比較して、紡績糸10の糸端に付着する繊維束10fの長さをより一層短くすることができる。
【0075】
上記のような空気紡績装置100を備える紡績ユニット2では、空気紡績装置100が、紡績糸10の糸端に付着する繊維束10e及び10fの長さをサクションマウス46によって吸い込み易い長さに制御するので、スプライサ43による糸継ぎ動作時に、巻取装置13によって巻き取られた紡績糸10の糸端をサクションマウス46によって確実に捕捉することができる。
【0076】
上記のような空気紡績装置100を備える紡績ユニット2は、巻取装置13において巻き取られたパッケージ45が満巻状態である場合、紡績糸10の切断時に、紡績糸10の糸端に付着する繊維束10eが第2の長さとなるように、ブロー用切替バルブ301を制御する。これにより、例えば、巻き取りが完了した紡績糸10の糸端に、不要な長さの繊維束が付着することを無くすことができる。
【0077】
上記のような空気紡績装置100を備える紡績ユニット2では、巻取装置13において巻き取られたパッケージ45の直径が小さい場合、巻取装置13において巻き取られた紡績糸10の糸端に付着する繊維束8が第2の長さとなるように、ブロー用切替バルブ301が制御される。これにより、例えば、紡績糸10に付着する繊維束10fがパッケージ45の周りを一周して繊維束同士が絡まるなどといった不具合を抑制することができる。
【0078】
上記のような紡績ユニット2を複数備える紡績機1では、巻取装置13によって巻き取られた紡績糸10の糸端をサクションマウス46によって確実に捕捉することができるので、紡績機1全体として紡績糸10の生産効率を向上させることができる。
【0079】
なお、実施形態において、第1流通配管201内の体積によって旋回気流の噴射の停止タイミングを制御することが、本発明に係る空気紡績方法の制御ステップに相当する。また、所望の長さの繊維束10eが紡績糸10の糸端に付着するように第1流通配管201内の体積を設定することが、本発明に係る空気紡績方法の設定ステップに相当する。
【0080】
以上、本発明の一実施形態について説明したが、本発明は、上記実施形態に限られるものではなく、各請求項に記載した要旨を変更しない範囲で変形したものであってもよい。
【0081】
例えば、実施形態の紡績機1及び紡績ユニット2では、紡績糸10を一定量巻き付けて貯留する糸貯留ローラ21によって空気紡績装置100から紡績糸10を引き出しているが、本発明は、デリベリローラとニップローラとで空気紡績装置から紡績糸を引き出すタイプの紡績機及び紡績ユニットに適用してもよい。
【0082】
実施形態の紡績機1及び紡績ユニット2では、上部のドラフト装置7から下部の巻取装置13に向けて、紡績糸10が下向きに走行するように糸道が設定されているが、本発明は、紡績糸が機台高さ方向において下から上に向けて走行するように糸道が設定された紡績機や紡績ユニットに適用してもよい。
【0083】
実施形態の空気紡績装置100においては、紡績用切替バルブ203から第1流通配管201を介して圧縮空気を紡績室126内へ供給する構成としたが、紡績用切替バルブ203を上カバー111等に直接取り付けることにより、第1流通配管201を介することなく紡績用切替バルブ203から紡績室126内へ圧縮空気を供給するようにしてもよい。この場合、上カバー111に形成される、紡績用切替バルブ203と旋回気流発生ノズル127との間の空間の体積、即ち、圧縮空気導入室128の体積(請求項1における紡績用流通配管内の体積)に応じた長さの繊維束が紡績糸10の糸端に付着する。
【0084】
実施形態の紡績機1及び紡績ユニット2において、空気紡績装置10は繊維束8の撚りの伝播を防止するニードル122を備えるものとしたが、ニードル122の代わりに、案内孔121の下流側端部により、繊維束8の撚りの伝播を防止してもよい。また、空気紡績装置100は、互いに反対方向に撚りを掛ける一対のエアジェットノズルを備えていてもよい。
【0085】
実施形態の紡績機1及び紡績ユニット2では、ドラフト装置7の複数のボトムローラのうちの少なくとも一部やトラバース装置75のトラバースガイド76が、各紡績ユニット2に共通で駆動されているが、本発明は、紡績ユニットの各部(例えば、ドラフト装置、空気紡績装置、糸巻取装置等)が各紡績ユニット2で独立で駆動されるタイプの紡績機及び紡績ユニットに適用してもよい。
【0086】
実施形態の紡績ユニット2では、スプライサ43、サクションマウス46、及び、サクションパイプ44を共有するものとしたが、各紡績ユニット2に、スプライサ43、サクションマウス46、及び、サクションパイプ44がそれぞれ設けられていてもよい。
【0087】
実施形態のヤーンクリアラ52は、紡績糸10の太さを監視して紡績糸10の糸欠点を検出するものとしたが、紡績糸10に含まれる異物の有無を監視し、異物が含まれている場合を糸欠点として検出することもできる。
【符号の説明】
【0088】
1…紡績機、2…紡績ユニット、10…紡績糸、10e,10f…繊維束(繊維束部)、13…巻取装置、33…紡績用制御部(制御部)、34…ブロー用制御部(制御部)、43…スプライサ(糸継装置)、45…パッケージ、46…サクションマウス(糸捕捉装置)、100…空気紡績装置、121…案内孔(導入路)、125…旋回気流発生室、127…旋回気流発生ノズル、129…糸通路(導出路)、153…ノズル部ケーシング(ブローノズルブロック)、201…第1流通配管(紡績用流通配管)、203…紡績用切替バルブ、301…ブロー用切替バルブ、310…ブローノズル。
【技術分野】
【0001】
本発明は、空気紡績装置、紡績ユニット、紡績機及び空気紡績方法に関するものである。
【背景技術】
【0002】
従来、このような分野の技術として、下記特許文献1に記載の紡績ユニットが知られている。この紡績ユニットに備えられた紡績装置は、紡績室内に圧縮空気を噴射することで旋回気流を発生させ、紡績室内に導入された繊維束に旋回気流を利用して撚りを与えることで紡績糸を生成している。紡績装置によって紡績された紡績糸は、下流側に配置された巻取装置によってパッケージに巻き取られる。また、紡績装置と巻取装置との間には、紡績糸の糸欠点を検出するヤーンクリアラが配置されている。
【0003】
ヤーンクリアラによって糸欠点が検出されると、紡績装置は紡績室内への圧縮空気の噴射を停止し、繊維束の撚りを停止させる。繊維束の撚りが停止された状態で巻取装置が紡績糸を巻き取ることにより、紡績室部分において繊維束と紡績糸との連続状態が分断される。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2006−144136号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、この紡績装置において分断され、巻取装置によって巻き取られる側の紡績糸の糸端には、撚りが与えられていない繊維束部が付着している。しかしながら、紡績糸に付着する繊維束部の長さを制御することは行われていなかった。このため、紡績糸の糸端における繊維束部の長さによっては、巻取装置によって巻き取られたパッケージから糸端を容易に引き出すことができない恐れがあった。この事情に鑑み、本発明は、分断された紡績糸の糸端における繊維束部の長さを制御可能な空気紡績装置、紡績ユニット、紡績機及び空気紡績方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明に係る空気紡績装置は、繊維束を旋回気流によって紡績し紡績糸を生成する空気紡績装置であって、紡績室内に旋回気流が発生するように紡績室内に紡績用圧縮空気を噴射する旋回気流発生ノズルが形成されたノズルブロックと、旋回気流発生ノズルへ供給される紡績用圧縮空気が流通する紡績用流通配管と、紡績用流通配管に設けられ、流通配管内を流通する紡績用圧縮空気の流通及び流通の遮断の切り替えを行う紡績用切替バルブと、を備え、流通の遮断によって切断される紡績糸の糸端における繊維束部の長さが第1の長さとなるように、紡績用切替バルブと旋回気流発生ノズルとの間における紡績用流通配管内の体積が設定されていることを特徴とする。
【0007】
この空気紡績装置では、紡績用切替バルブと旋回気流発生ノズルとの間における流通配管内の体積によって、分断された紡績糸の糸端の繊維束部の長さを制御することが可能となり、繊維束部が第1の長さの紡績糸を得ることができる。
【0008】
また、紡績用切替バルブと旋回気流発生ノズルとの間における紡績用流通配管内の体積は1500mm3以下であることが好ましい。ここで、従来の空気紡績装置においては、紡績用切替バルブを遮断状態としても、紡績用切替バルブと旋回気流発生ノズルとの間の流通配管内に残る圧縮空気が旋回気流発生ノズルから紡績室内にだらだらと流れ出し、紡績室内に旋回気流が生成される。この旋回気流は旋回力が弱く、また、徐々に旋回力が弱まるものとなっている。この旋回気流によって、紡績用切替バルブを遮断状態とした後においても繊維束が紡績室内に引き込まれ、また、旋回気流の旋回力が弱いために紡績が適正に行われず、紡績糸の糸端に無撚りの繊維束部が付着した状態となる。そこで、紡績用切替バルブと旋回気流発生ノズルとの間における紡績用流通配管内の体積を1500mm3以下とした。これにより、紡績用切替バルブによる紡績用圧縮空気の流通の遮断と同時或いはほぼ同時に、旋回気流発生ノズルからの圧縮空気の噴射を停止させ、旋回気流の生成を停止することができる。従って、紡績用切替バルブによる紡績用圧縮空気の流通の遮断と同時或いはほぼ同時に、紡績室内への繊維束の引き込みが停止されるので、分断された紡績糸の糸端の繊維束部の長さを短く或いは繊維束部を無くすことができる。
【0009】
紡績用切替バルブと旋回気流発生ノズルとの間における紡績用流通配管は、配管内径が2mm以上4mm以下であり、かつ、配管長さが500mm以下であることが好ましい。この構成によれば、空気が流通配管内を流れる際の圧力損失等を考慮した最適な紡績用流通配管とすることができる。
【0010】
空気紡績装置は、繊維束を紡績室内に導入する導入路と、旋回気流によって紡績された紡績糸を紡績室外へ導出する導出路と、導入路及び導出路の間にブロー用圧縮空気を噴射するブローノズルが形成されたブローノズルブロックと、を更に備えることが好ましい。この構成によれば、導出路及び導入路との間にブローノズルからブロー用圧縮空気を噴射することで、紡績糸の糸端に付着する繊維束を紡績糸から分断することができる。このように、ブローノズルから噴射されるブロー用圧縮空気によっても、紡績糸の糸端の繊維束部の長さを制御することができる。
【0011】
繊維束部の長さが第1の長さよりも短い第2の長さとなるように、ブローノズルからのブロー用圧縮空気の噴射を制御する制御部を更に備えていることが好ましい。この構成によれば、ブローノズルからブロー用圧縮空気を噴射することで、分断された紡績糸の糸端の繊維束部の長さを、第1の長さよりも短い第2の長さとすることができる。
【0012】
本発明に係る紡績ユニットは、上述の空気紡績装置と、空気紡績装置によって紡績された紡績糸を巻き取ることでパッケージを形成する巻取装置と、を備えることを特徴とする。この構成によれば、巻取装置によって形成されたパッケージの紡績糸の糸端の繊維束部の長さを好適な長さに制御することができ、例えば、パッケージからの紡績糸の糸端の引き出し動作等が容易となる。
【0013】
本発明に係る紡績ユニットは、上述の空気紡績装置と、空気紡績装置によって紡績された紡績糸を巻き取ることでパッケージを形成する巻取装置を更に備え、制御部は、巻取装置によって形成されるパッケージの直径に応じて第2の長さが調節されるようにブローノズルからのブロー用圧縮空気の噴射を制御することを特徴とする。この構成によれば、巻取装置によって形成されたパッケージの紡績糸の糸端の繊維束部の長さを好適な長さに制御することができ、例えば、パッケージからの糸端の引き出し動作等が容易となる。また、パッケージの直径が小さく、巻き取られた紡績糸の糸端の繊維束部が不必要に長い場合、例えば、パッケージの周りを繊維束部が一周して繊維束部同士が絡まってしまい、パッケージからの糸端の引き出し動作が困難となる恐れがある。そこで、パッケージの直径が小さいほど第2の長さを短くすることで、例えば、繊維束部がパッケージの周りを一周して繊維束部同士が絡まるなどといった不具合を抑制することができる。
【0014】
制御部は、パッケージが満巻となった場合、第2の長さが所定長さとなるようにブローノズルからのブロー用圧縮空気の噴射を制御することが好ましい。これにより、満巻となったパッケージの糸端の繊維束部が不必要に長くなることが防止される。
【0015】
紡績ユニットは、巻取装置によって巻き取られた紡績糸の糸端を捕捉する糸捕捉装置と、捕捉装置によって捕捉された紡績糸、及び、空気紡績装置から導出された紡績糸の糸継ぎを行う糸継装置と、を更に備えていてもよい。この構成によれば、糸捕捉装置は、繊維束部の長さが制御された紡績糸の糸端を捕捉するため、糸捕捉装置による紡績糸の捕捉の成功率が向上する。その結果、糸継装置による糸継ぎも効率良く行うことができ、紡績ユニットの運転効率を向上させることができる。
【0016】
本発明に係る紡績機は、上述の紡績ユニットを複数備えたことを特徴とする。この構成によれば、巻取装置によって形成されたパッケージの紡績糸の糸端の繊維束部の長さを制御することが可能となり、紡績機全体として紡績糸の生産効率を向上させることができる。
【0017】
本発明に係る空気紡績方法は、繊維束に旋回気流を噴射することによって繊維束を紡績し、紡績糸を生成する空気紡績方法であって、繊維束に作用する旋回気流の噴射を停止するタイミングを制御し、紡績糸に付着する繊維束部の長さを制御する制御ステップを備えていることを特徴とする。
【0018】
この空気紡績方法によれば、繊維束に作用する旋回気流の噴射を停止するタイミングを制御することで、分断された紡績糸の糸端の繊維束部の長さを制御することが可能となる。
【0019】
空気紡績方法は、紡績糸の糸端に形成される繊維束部の長さを設定する設定ステップを更に備えていてもよい。これによれば、設定ステップによって設定された長さの繊維束部を糸端に有する紡績糸を得ることができる。
【発明の効果】
【0020】
本発明によれば、分断された紡績糸の糸端における繊維束部の長さを制御することが可能となる。
【図面の簡単な説明】
【0021】
【図1】本発明の一実施形態に係る紡績機の正面図である。
【図2】図1の紡績機の縦断面図である。
【図3】図1の紡績ユニットの流通配管周りを示すハードブロック図である。
【図4】本発明の一実施形態に係る空気紡績装置の断面図である。
【図5】本発明の一実施形態に係る空気紡績装置の断面図である。
【図6】本発明の一実施形態に係る空気紡績装置の断面図である。
【図7】本発明の一実施形態に係る空気紡績装置の断面図である。
【発明を実施するための形態】
【0022】
以下、図面を参照しつつ本発明の一実施形態について詳細に説明する。なお、本明細書において「上流」及び「下流」とは、紡績時での糸の走行方向における上流及び下流を意味するものとする。図1は紡績機の全体的な構成を示した正面図、図2は紡績機の縦断面図である。また、図3は、紡績ユニットの流通配管周りを示すハードブロック図である。なお、図3において、破線で示す矢印は信号線を表している。
【0023】
図1に示す紡績機1は、並設された多数の紡績ユニット2を備えている。この紡績機1は、糸継台車3と、ブロアボックス80と、原動機ボックス5と、を備えている。なお、以下の説明において、糸継台車3に対して紡績糸10の糸道側を紡績機1の手前側と呼び、その反対側を奥側と呼ぶことがある。紡績機1の手前側に、紡績ユニット2の配列方向に延びる作業者通路が設けられる。作業者は、作業者通路側から、各紡績ユニット2の操作や監視等を行うことができる。
【0024】
図1に示すように、各紡績ユニット2は、上流から下流へ向かって順に、ドラフト装置7と、空気紡績装置100と、糸貯留装置12と、ワキシング装置9と、巻取装置13と、を備えている。ドラフト装置7は紡績機1の筐体6の上端近傍に設けられている。このドラフト装置7から送られてくる繊維束8は、空気紡績装置100で紡績される。空気紡績装置100から送出された紡績糸10はヤーンクリアラ52を通過した後、糸貯留装置12で更に下方に送られてワキシング装置9でワックスが付与される。その後、紡績糸10は、巻取装置13によって巻き取られ、これによりパッケージ45が形成される。
【0025】
ドラフト装置7は、スライバ15を延伸して繊維束8にするためのものである。このドラフト装置7は図2に示すように、バックローラ対16、サードローラ対17、エプロンベルト18を装架したミドルローラ対19、及びフロントローラ対20の4つのローラ対を備えている。各ローラ対16,17,19,20のボトムローラは、原動機ボックス5、又は個別に設けられた不図示の駆動源からの動力により駆動される。各ローラ対16,17,19,20は、回転速度を異ならせて駆動され、この結果、上流側から供給されたスライバ15を延伸して繊維束8にし、下流側の空気紡績装置100に送ることができる。空気紡績装置100は、旋回気流を利用して繊維束8に撚りを与え、紡績糸10を生成する。
【0026】
空気紡績装置100の下流には、糸貯留装置12が設けられている。この糸貯留装置12は、紡績糸10に所定の張力を与えて空気紡績装置100から引き出す機能と、糸継台車3による糸継ぎ時などに空気紡績装置100から送出される紡績糸10を滞留させて紡績糸10の弛みを防止する機能と、巻取装置13側の張力の変動が空気紡績装置100側に伝わらないように張力を調節する機能と、を有している。図2に示すように、糸貯留装置12は、糸貯留ローラ21と、糸掛け部材22と、上流側ガイド23と、電動モータ25と、下流側ガイド26と、糸貯留量センサ27と、を備えている。
【0027】
糸掛け部材22は、紡績糸10に係合する(引っ掛ける)ことが可能に構成されており、紡績糸10に係合した状態で糸貯留ローラ21と一体回転することにより、当該糸貯留ローラ21の外周面に紡績糸10を巻き付けることができるように構成されている。
【0028】
糸貯留ローラ21は、その外周面に紡績糸10を一定量巻き付けて貯留することができるように構成されている。また、糸貯留ローラ21は、電動モータ25によって回転駆動される。この構成で、糸貯留ローラ21の外周に巻き付けられた紡績糸10は、糸貯留ローラ21が回転することにより当該糸貯留ローラ21を締め付けるようにして巻かれ、糸貯留装置12よりも上流側の紡績糸10を引っ張る。即ち、外周に紡績糸10を巻き付けた状態の糸貯留ローラ21を所定の回転速度で回転させることで、紡績糸10に所定の張力を与えて空気紡績装置100から所定の速度で引き出し、所定の速度で下流側に搬送することができる。
【0029】
そして、糸貯留ローラ21の外周に所定量の紡績糸10を巻き付けることで、糸貯留ローラ21と紡績糸10との間で所定の接触面積を確保することができる。これにより、糸貯留ローラ21が十分な力で紡績糸10を保持して引っ張ることが可能となり、糸貯留装置12は、スリップ等を発生させることなく空気紡績装置100から安定した速度で紡績糸10を引き出すことができる。
【0030】
糸貯留量センサ27は糸貯留ローラ21上に貯留されている紡績糸10の貯留量を非接触式で検出し、ユニットコントローラ32に送信するように構成されている。
【0031】
上流側ガイド23は糸貯留ローラ21のやや上流側に配置される。上流側ガイド23は、糸貯留ローラ21の外周面に対して紡績糸10を適切に案内する案内部材であるとともに、空気紡績装置100から伝播してくる紡績糸10の撚りが当該上流側ガイド23よりも下流側に伝わることを防止する撚り止めの役割を兼ねている。
【0032】
紡績機1の筐体6の前面側であって空気紡績装置100と糸貯留装置12との間の位置には、ヤーンクリアラ52が設けられている。空気紡績装置100で紡出された紡績糸10は、糸貯留装置12で巻き取られる前にヤーンクリアラ52を通過するようになっている。ヤーンクリアラ52は走行する紡績糸10の太さを監視し、紡績糸10の糸欠点を検出した場合に、糸欠点検出信号をユニットコントローラ32へ送信するように構成されている。また、ヤーンクリアラ52は、当該ヤーンクリアラ52を通過する紡績糸の長さを検出するための信号をユニットコントローラ32へ送信する。この信号として、例えば、紡績糸10がヤーンクリアラ52を通過した時間に関する信号等を用いることができる。
【0033】
上記ユニットコントローラ32は、糸欠点検出信号を受信すると、直ちに、空気紡績装置100の旋回気流発生ノズル127(図4参照)からの圧縮空気の噴出を停止させる。これにより、旋回気流が停止して繊維束8の加撚が停止すると共に空気紡績装置100への繊維束8の導入も停止する。そして、空気紡績装置100において繊維の連続状態が分断され、紡績糸10が切断される。その後、ユニットコントローラ32は、更にドラフト装置7等を停止させる。また、ユニットコントローラ32は糸継台車3に制御信号を送り、当該紡績ユニット2の前まで走行させる。その後、空気紡績装置100等を再び駆動し、糸継台車3に糸継ぎを行わせて巻き取りを再開させる。このとき、糸貯留装置12は、空気紡績装置100が紡績を再開してから巻き取りが再開されるまでの間、空気紡績装置100から連続的に送出される紡績糸10を糸貯留ローラ21に滞留させて紡績糸10の弛みを取る。
【0034】
糸継台車3は、図1及び図2に示すように、スプライサ(糸継装置)43と、サクションパイプ44と、サクションマウス(糸捕捉装置)46と、を備えている。糸継台車3は、ある紡績ユニット2で糸切れや糸切断が発生すると、レール41上を当該紡績ユニット2まで走行し、停止する。サクションパイプ44は、軸を中心に上下方向に回動しながら、空気紡績装置100から送出される糸端を吸い込みつつ捕捉してスプライサ43へ案内する。サクションマウス46は、軸を中心に上下方向に回動しながら、巻取装置13に支持されたパッケージ45から糸端を吸引しつつ捕捉してスプライサ43へ案内する。スプライサ43は、案内された糸端同士の糸継ぎを行う。このように、紡績ユニット2は、スプライサ43、サクションマウス46、及び、サクションパイプ44を共有している。
【0035】
糸貯留装置12の下流には、ワキシング装置9が設けられている。ワキシング装置9は、糸貯留装置12から巻取装置13に向けて走行する紡績糸10に、ワックスを付与する装置である。
【0036】
巻取装置13は、支軸70まわりに回動可能に支持されたクレードルアーム71を備える。このクレードルアーム71は、紡績糸10を巻回するためのボビン48を回転可能に支持することができる。
【0037】
また、巻取装置13は、巻取ドラム72と、トラバース装置75と、を備えている。巻取ドラム72は、ボビン48やそれに紡績糸10を巻回して形成されるパッケージ45の外周面に接触して駆動できるように構成されている。また、トラバース装置75は、紡績糸10に係合可能なトラバースガイド76を備えている。この構成で、巻取装置13は、トラバースガイド76を駆動手段(不図示)によって往復動させながら巻取ドラム72を電動モータ(不図示)によって駆動することで、巻取ドラム72に接触するパッケージ45を回転させ、紡績糸10を綾振りしつつパッケージ45を巻き取るようになっている。なお、トラバース装置75のトラバースガイド76は、複数の紡績ユニット2で共有されるシャフトにより、各紡績ユニット2で共通に駆動される。
【0038】
ブロアボックス80には、紡績ユニット2の各部や糸継台車3等に供給するエアーを発生させるエアー供給源(例えば、圧縮空気供給源400)が格納されている。
【0039】
続いて、前述の空気紡績装置100について、図3〜図5を参照しながら更に詳細に説明する。図4及び図5は、本発明の一実施形態に係る空気紡績装置の断面図である。図4に示すように、空気紡績装置100は、フロントローラ対20から送られてくる繊維束8を挿通させながらその繊維束8に旋回気流を与える空気紡績ノズル119と、空気紡績ノズル119に先端部が同軸挿入される中空ガイド軸体120と、を備えて構成される。
【0040】
空気紡績ノズル119は、ニードルホルダ123と、ノズルブロック134と、該ノズルブロック134を支持するノズル部ケーシング(ブローノズルブロック)153と、ノズル部ケーシング153の上流側の面を覆う上カバー111と、ノズル部ケーシング153の下流側の面を覆う軸体保持部材159と、を有する。ニードルホルダ123は、上流側のドラフト装置7でドラフトされた繊維束8を導入する案内孔(導入路)121を有し、また、案内孔121から排出された繊維束8の流路上にニードル122を保持している。ニードルホルダ123の上流側の端部は、上カバー111を貫通して外部に露出している。
【0041】
ニードルホルダ123より下流側の位置において、ノズルブロック134にテーパ孔154が設けられ、このテーパ孔154に、当該テーパ孔154とほぼ等しいテーパ角を有する中空ガイド軸体120の先端部124が、同軸に且つ所定の隙間を隔てて挿入されている。中空ガイド軸体120の先端面とニードルホルダ123との間には、加撚領域としての紡績室126が形成されている。この紡績室126にはニードル122の先端が突出しており、ニードル122の先端が中空ガイド軸体120の先端面と対向している。
【0042】
テーパ孔154と先端部124との間には、旋回気流発生室125が形成される。また、ノズル部ケーシング153には空気排出用空間155が形成され、この空気排出用空間155の側部に配管160を通じて負圧源(不図示)が接続されている。また、この空気排出用空間155の他の側部には、空気排出用空間155とノズル部ケーシング153の外部とに連通するブローノズル310が設けられている。ノズル部ケーシング153には、ブローノズル310に連通するように、圧縮空気供給源400(図4参照)から供給される圧縮空気が流通するブロー用配管300が接続されている。なお、図4では、配管160とブロー用配管300とが中空ガイド軸体120を挟んで対向している状態を示しているが、配管160とブローノズル310との位置関係はこれに限定されるものではない。
【0043】
圧縮空気供給源400から供給される圧縮空気(ブロー用圧縮空気)は、ブローノズル310から空気排出用空間155内へ向けて噴射される。また、ブロー用配管300には、圧縮空気供給源400からブローノズル310への圧縮空気の供給/停止を切り替えるブロー用切替バルブ301(図3参照)が設けられている。ブロー用切替バルブ301は、ユニットコントローラ32が発生する制御信号によって制御される。
【0044】
ノズルブロック134には、出口端が紡績室126に開口される複数の旋回気流発生ノズル127が設けられる。これら旋回気流発生ノズル127はノズルブロック134に穿設された孔からなり、紡績室126の接線方向に且つ糸送り方向下流側に傾斜して設けられている。ノズルブロック134と上カバー111との間において、旋回気流発生ノズル127の入口端(旋回気流発生ノズル127における紡績室126側の端部に対して反対側の端部)の周囲には圧縮空気導入室128が形成されている。圧縮空気導入室128の側部には圧縮空気供給源400(図3参照)から供給される紡績用の圧縮空気(紡績用圧縮空気)が流通する流通配管(紡績用流通配管)200が接続されている。なお、図4から図7では、流通配管200とブロー用配管300とは、空気紡績装置100内における繊維束8や紡績糸10の通り道(案内孔121、紡績室126、糸通路129)を挟んで対向している状態を示しているが、流通配管200とブロー用配管300との位置関係はこれに限定されるものではない。
【0045】
圧縮空気供給源400から供給される圧縮空気は、流通配管200を通じて圧縮空気導入室128及び旋回気流発生ノズル127を介して紡績室126内に噴射される。また、流通配管200には、圧縮空気供給源400から紡績室126内への圧縮空気の供給/停止を切り替える紡績用切替バルブ203(図3参照)が設けられている。紡績用切替バルブ203は、ユニットコントローラ32が発生する制御信号によって制御される。
【0046】
なお、紡績ユニット2の奥側(作業者通路から遠い側)には、圧縮空気等を供給する配管や紡績ユニット2を支持するフレーム等が配置されているため、紡績用切替バルブ203の設置位置に制約がある。そこで、本実施形態では、紡績ユニット2における手前側(作業者通路に近い側)の位置であり、且つ、空気紡績装置100の近傍の位置に紡績用切替バルブ203を設けることが、設置位置の制約の関係上、好ましい。但し、紡績用切替バルブ203の設置位置は上述の位置に限定されるものではなく、設置スペースの有無等に応じて適宜の位置に設けることができる。
【0047】
図3に示すように、流通配管200は、圧縮空気導入室128と紡績用切替バルブ203との間を接続する第1流通配管201と、紡績用切替バルブ203と圧縮空気供給源400との間を接続する第2流通配管202と、より構成されている。なお、紡績糸10の切断時に糸端に付着する繊維束(繊維束部)8の長さが第1の長さとなるように、第1流通配管201内の体積が設定されている。また、第1流通配管201として、当該第1流通配管201内の体積が1500mm3以下のものを用いことが好ましい。また、第1流通配管201としては、配管内径が2mm以上4mm以下であり、かつ、配管長さが500mm以下であることが好ましい。なお、第1流通配管201と旋回気流発生ノズル127との間に存在する圧縮空気導入室128の体積を考慮して、第1流通配管201内の体積を設定することがより好ましい。具体的には、例えば、第1流通配管201内の体積と紡績室126の体積との合計が1500mm3以下を満たす第1流通配管201を用いることが好ましい。
【0048】
旋回気流発生ノズル127は、第1流通配管201を通じて導入された圧縮空気を紡績室126内に噴射し、例えば平面視反時計回りの旋回気流(図5参照)を紡績室126内に発生させる。この旋回気流は中空ガイド軸体120の先端部124の周りの旋回気流発生室125に沿って螺旋状に下流側に流れ、ノズル部ケーシング153に形成された空気排出用空間155から排出される。
【0049】
中空ガイド軸体120は、先端部124を有する筒体156から構成される。中空ガイド軸体120には、その軸心に沿って糸通路(導出路)129が形成され、この糸通路129内を紡績糸10が通過した後、下流側の出口孔を介して紡績糸10が排出される。筒体156には、その先端部124より下流側に拡径状の太径部158が形成され、この太径部158は空気排出用空間155に露出される。この太径部158は軸体保持部材159に挿入固定される。
【0050】
次に、空気紡績装置100の作用について説明する。図5に示すように、紡績時において繊維束8ないし紡績糸10は、フロントローラ対20から案内孔121、紡績室126、糸通路129を通じて下流の糸貯留装置12に至る連続状態にあり、図2に示す糸貯留装置12によって下流側への送り力が付与されることで、紡績糸10に張力が付与される。
【0051】
図5において、旋回気流発生ノズル127から噴射された圧縮空気によって生成される旋回気流(太線黒矢印)は、紡績室126を負圧にし、この結果、上流側の繊維束8を案内孔121を経由して紡績室126内へ引き込む吸引気流が生成される(図5の白抜き矢印)。従って、ドラフト装置7のフロントローラ対20から排出された繊維束8は、上記の吸引気流によって紡績室126内へ引き込まれ、上記旋回気流発生ノズル127による旋回気流の作用を受ける。これにより、繊維束8のうちの芯繊維となる繊維に対して周囲の繊維の後端が分離されて開繊され、旋回気流発生室125内で振り回されて加撚され、芯繊維に巻き付いていく。
【0052】
なお、この撚りはフロントローラ対20側へ伝播しようとするが、その伝播はニードル122によって阻止されるので、フロントローラ対20から送り出される繊維束8が上記の撚りによって撚り込まれることがない。即ち、ニードル122は撚り伝播防止手段をなしている。上記のように加撚された繊維は、実撚り状の紡績糸10に順次生成され、糸通路129を通過して空気紡績装置100から排出される。そして紡績糸10は、図2のヤーンクリアラ52、糸貯留装置12を経て、巻取装置13で巻き取られる。
【0053】
次に、空気紡績装置100の紡績用切替バルブ203及びブロー用切替バルブ301の制御について説明する。図3に示すように、ユニットコントローラ32は、紡績用切替バルブ203の制御を行う紡績用制御部(制御部)33と、ブロー用切替バルブ301の制御を行うブロー用制御部(制御部)34と、を有している。紡績用制御部33は、紡績用切替バルブ203を制御し、旋回気流発生ノズル127から圧縮空気を噴射させて紡績室126に旋回気流を生成する。紡績用制御部33は、例えば、ヤーンクリアラ52から糸欠点信号が入力されると、旋回気流発生ノズル127から紡績室126内への圧縮空気の噴射が停止されるように紡績用切替バルブ203を制御する。
【0054】
ブロー用制御部34は、紡績用制御部33によって紡績室126内への圧縮空気の供給が停止されるように紡績用切替バルブ203が制御され、且つ、パッケージ45が満巻状態であると判断した場合、ブローノズル310から圧縮空気が噴射されるようにブロー用切替バルブ301を制御する。なお、ユニットコントローラ32は、ヤーンクリアラ52から入力された紡績糸10の長さを検出するための信号に基づいて、巻取装置13によって巻き取られた紡績糸10の長さを算出している。ブロー用制御部34は、ユニットコントローラ32による算出結果に基づいて、パッケージ45が満巻状態であるか否かを判断する。また、ブロー用制御部34は、紡績用制御部33によって紡績室126内への圧縮空気の供給が停止されるように紡績用切替バルブ203が制御され、且つ、巻き取られた紡績糸10が所定の巻き取り長さ以下である場合、ブローノズル310から圧縮空気が噴射されるようにブロー用切替バルブ301を制御する。なお、所定の巻き取り長さとは、所定の長さの紡績糸10を巻き取ることで形成されるパッケージ45の直径が所定の径以下である長さとする。
【0055】
なお、ユニットコントローラ32は、更に、ローラ用制御部35を有している。ローラ用制御部35は、ヤーンクリアラ52から糸欠点信号が入力されると、各ローラ対16,17,19,20を駆動するモータを停止させる。また、ローラ用制御部35が、ユニットコントローラ32で算出された、巻取装置13によって巻き取られた紡績糸10の長さに基づいて、パッケージ45が満巻状態であると判断した場合、ユニットコントローラ32は、各ローラ対16,17,19,20を駆動するモータを停止させる。
【0056】
次に、ヤーンクリアラ52による糸欠点検出時の各部の動作について説明する。まず、糸欠点が検出されたときに、パッケージ45の直径が所定の径より大きく、且つ、満巻になる前の状態における各部の動作について説明する。紡績時において、紡績糸10を監視するヤーンクリアラ52が糸欠点を検出すると、当該ヤーンクリアラ52は糸欠点検出信号をユニットコントローラ32へ送る。この信号を受信したユニットコントローラ32のローラ用制御部35は、バックローラ対16及びサードローラ対17を駆動するモータを停止させる。この結果、ドラフト装置7からの繊維束8の供給が停止される。
【0057】
なお、バックローラ対16とサードローラ対17の停止後も、ミドルローラ対19及びフロントローラ対20の駆動は、少なくとも所定時間継続される。この結果、スライバ15ないし繊維束8は、駆動中のミドルローラ対19と停止中のサードローラ対17との間で分断されることになる。
【0058】
上記のバックローラ対16及びサードローラ対17の停止制御のすぐ後に、又はほぼ同時に、紡績用制御部33は、旋回気流発生ノズル127から紡績室126内への圧縮空気の噴射が停止されるように紡績用切替バルブ203を制御する。この結果、上記の旋回気流が消失するために加撚が停止され、また、繊維束8を案内孔121から紡績室126内へ導入する吸引気流が消失し、繊維束8は中空ガイド軸体120の内部へ引き込まれなくなる。
【0059】
一方、既に中空ガイド軸体120内の糸通路129内に送られている紡績糸10は、紡績糸10の先端に無撚りの状態の繊維束8が付着した状態のまま、糸貯留装置12によって下流側へ引っ張られる。この結果、繊維束8ないし紡績糸10は、中空ガイド軸体120の先端近傍部分を境に、繊維の連続状態が分断される。その下流側の紡績糸10の糸端は、図6のように、無撚りの繊維束(繊維束部)10eが付着した状態となる。紡績糸10が分断された後、上流側の繊維束8dはフロントローラ対20の送りによって案内孔121やその近傍に滞留するが、この滞留された繊維束8dは、不図示のサクション手段によって吸引除去される。
【0060】
ここで、旋回気流発生ノズル127と紡績用切替バルブ203との間に配置される第1流通配管201は、上述のように第1流通配管201内の体積が1500mm3以下となっている。このように、第1流通配管201内の体積を小さくすることにより、紡績用切替バルブ203が旋回気流発生ノズル127への圧縮空気の供給を停止するように制御された後、すぐに旋回気流発生ノズル127への圧縮空気の供給が停止される。これにより、従来の装置のように、第1流通配管201内に残る圧縮空気がだらだらと流れ出すことによって紡績室126内に長時間弱い旋回気流が生成されることなく、すばやく旋回気流を消滅させることができる。従って、繊維束8が中空ガイド軸体120の内部へ引き込まれる長さが短くなり、中空ガイド軸体120の先端近傍部分において繊維の連続状態を分断したときに、紡績糸10の糸端に付着する繊維束10eの長さを短くすることができる。
【0061】
なお、第1流通配管201内の体積が1500mm3を超える場合、旋回気流発生ノズル127への圧縮空気の供給をすばやく停止することができず、紡績糸10の糸端に付着する繊維束10eの長さが長くなってしまう。また、紡績糸10の糸端に付着する繊維束10eの長さ(第1の長さ)は、例えば5cm〜20cmとすることが好ましい。繊維束10eの長さを例えば5cm〜20cmとすることで、パッケージ45に紡績糸10の糸端が巻き取られたときに、パッケージ45の周りを紡績糸10の糸端に付着する繊維束10eが一周して繊維束10e部同士が絡まってしまうことが無く、サクションマウス46による紡績糸10の糸端(繊維束10eの部分)の吸引が容易となる。
【0062】
次に、糸欠点が検出されたときに、パッケージ45の直径が所定の径以下の場合における各部の動作について説明する。紡績時において、紡績糸10を監視するヤーンクリアラ52が糸欠点を検出すると、当該ヤーンクリアラ52は糸欠点検出信号をユニットコントローラ32へ送る。この信号を受信したユニットコントローラ32のローラ用制御部35は、バックローラ対16及びサードローラ対17を駆動するモータを停止させる。この結果、ドラフト装置7からの繊維束8の供給が停止される。
【0063】
なお、バックローラ対16とサードローラ対17の停止後も、ミドルローラ対19及びフロントローラ対20の駆動は、少なくとも所定時間継続される。この結果、スライバ15ないし繊維束8は、駆動するミドルローラ対19と停止中のサードローラ対17との間で分断されることになる。
【0064】
上記のバックローラ対16及びサードローラ対17の停止制御のすぐ後に、又はほぼ同時に、紡績用制御部33は、旋回気流発生ノズル127から紡績室126内への圧縮空気の噴射が停止されるように紡績用切替バルブ203を制御する。この結果、上記の旋回気流が消失するために加撚が停止され、また、繊維束8を案内孔121から紡績室126内へ導入する吸引気流が消失し、繊維束8は中空ガイド軸体120の内部へ引き込まれなくなる。
【0065】
一方、既に中空ガイド軸体120内の糸通路129内に送られている紡績糸10は、紡績糸10の先端に無撚りの状態の繊維束10eが付着した状態のまま、糸貯留装置12によって下流側へ引っ張られる。
【0066】
また、紡績用制御部33による紡績用切替バルブ203の制御後、ブロー用制御部34は、ブローノズル310からブロー用の圧縮空気が噴射されるようにブロー用切替バルブ301を制御する。ここで、紡績の中断時には、図7に示すように、ノズル部ケーシング153と、中空ガイド軸体120を保持する軸体保持部材159とが離間する。即ち、紡績糸10が外気にさらされた状態となる。ブローノズル310からは、案内孔121と糸通路129との間、即ち、ノズル部ケーシング153と軸体保持部材159とが離間することで移動する中空ガイド軸体120の先端部124をめがけて圧縮空気が噴射される。これにより、紡績糸10の先端に付着する無撚りの状態の繊維束10eの連続状態が空気の圧力によって分断される。従って、紡績糸10の糸端は、図7のように、所定長さの無撚りの繊維束(繊維束部)10fが付着した状態となる。
【0067】
なお、ブロー用制御部34は、紡績糸10の糸端に付着する繊維束10fの長さが第2の長さとなるようにブロー用切替バルブ301を制御して、ブローノズル310からブロー用の圧縮空気を噴射させる。紡績糸10の糸端に付着する繊維束10fの長さは、例えば、紡績用制御部33の制御によって紡績室126内への圧縮空気の噴射を停止してからブロー用制御部34によるブローノズル310からのブロー用の圧縮空気の噴射を行うまでの時間によって制御することができる。また、紡績糸10の糸端に付着する繊維束10fの所定の長さとは、例えば、パッケージ45の周りを繊維束10fが一周することがない長さとする。なお、紡績糸10の糸端に付着する繊維束10fの長さをゼロにしてもよいが、サクションマウス46によって紡績糸10の糸端を容易に吸引することができるようにするため、所定の長さの繊維束10fを紡績糸10の糸端に付着させておくことが好ましい。また、パッケージ45の直径が小さいほど、紡績糸10の糸端に付着する繊維束10fの長さが短くなるように、ブロー用制御部34がブロー用切替バルブ301を制御してもよい。
【0068】
このように、パッケージ45の直径が所定の径以下の場合、ブローノズル310からブロー用の圧縮空気を噴射して紡績糸10の糸端に付着する繊維束10fの長さを所定長さとすることで、例えば、紡績糸10の糸端に付着する繊維束がパッケージ45の周りを一周して繊維束同士が絡まってしまうといった不具合を防止できる。また、ブロー用制御部34の制御によってブロー用の圧縮空気をブローノズル310から噴射し、紡績糸10の糸端に付着する繊維束10eを積極的に切断することで、ブロー用の圧縮空気を用いずに紡績糸10を切断する場合と比較して、紡績糸10の糸端に付着する繊維束10fの長さをより一層短くすることができる。
【0069】
次に、パッケージ45が満巻状態の場合における各部の動作について説明する。紡績時において、ローラ用制御部35が、ヤーンクリアラ52から入力された信号に基づいてパッケージ45の満巻状態を検出すると、バックローラ対16及びサードローラ対17を駆動するモータを停止させる。この結果、ドラフト装置7からの繊維束8の供給が停止される。このとき、ローラ用制御部35と同様に、紡績用制御部33及びブロー用制御部34もヤーンクリアラ52からの信号に基づいてパッケージ45の満巻状態を検出する。以降の動作は、上述した、「糸欠点が検出されたときに、パッケージ45の直径が所定の径以下の場合」における各部の動作と同様に、紡績用切替バルブ203を制御して紡績室126内への圧縮空気の供給を停止し、ブロー用切替バルブ301を制御してブローノズル310からブロー用の圧縮空気の噴射を行う。
【0070】
これにより、パッケージ45が満巻状態となったときに、紡績糸10の糸端に付着する繊維束10fの長さをゼロ、又は、サクションマウス46によって紡績糸10の糸端を容易に吸引することができる長さとすることができる。また、この場合においても、ブロー用の圧縮空気を用いずに紡績糸10を切断する場合と比較して、紡績糸10の糸端に付着する繊維束10fの長さをより一層短くすることができる。
【0071】
以上、上記本実施形態に係る空気紡績装置100では、紡績糸10の糸端に付着する繊維束8が第1の長さとなるように、紡績用切替バルブ203と旋回気流発生ノズル127との間に配置された第1流通配管201内の体積を設定する。これにより、第1流通配管201内の体積によって、分断された紡績糸10の糸端に付着する繊維束10eの長さを制御することが可能となり、第1の長さの繊維束10eが付着した紡績糸10を得ることができる。
【0072】
紡績用切替バルブ203と旋回気流発生ノズル127との間に配置された第1流通配管201内の体積を1500mm3以下とした。これにより、紡績用切替バルブ203による紡績用の圧縮空気の流通の遮断と同時或いはほぼ同時に、旋回気流発生ノズル127からの圧縮空気の噴射を停止させ、旋回気流の生成を停止することができる。従って、紡績用切替バルブ203による紡績用の圧縮空気の流通の遮断と同時或いはほぼ同時に、紡績室126内への繊維束8の引き込みが停止されるので、分断された紡績糸10の糸端に付着する繊維束10eの長さを短く或いは繊維束10eの付着を無くすことができる。
【0073】
第1流通配管201は、配管内径が2mm以上4mm以下であり、かつ、配管長さが500mm以下であることが好ましい。この場合には、紡績用の圧縮空気が第1流通配管201内を流れる際の圧力損失を考慮した最適な第1流通配管201とすることができる。
【0074】
ブローノズル310からブロー用の圧縮空気を噴射することによって、紡績糸10の糸端に付着する繊維束10eを紡績糸10から分断することができる。この場合には、紡績糸10の糸端に付着する繊維束10eを積極的に切断することができ、ブロー用の圧縮空気を用いずに紡績糸10を切断する場合と比較して、紡績糸10の糸端に付着する繊維束10fの長さをより一層短くすることができる。
【0075】
上記のような空気紡績装置100を備える紡績ユニット2では、空気紡績装置100が、紡績糸10の糸端に付着する繊維束10e及び10fの長さをサクションマウス46によって吸い込み易い長さに制御するので、スプライサ43による糸継ぎ動作時に、巻取装置13によって巻き取られた紡績糸10の糸端をサクションマウス46によって確実に捕捉することができる。
【0076】
上記のような空気紡績装置100を備える紡績ユニット2は、巻取装置13において巻き取られたパッケージ45が満巻状態である場合、紡績糸10の切断時に、紡績糸10の糸端に付着する繊維束10eが第2の長さとなるように、ブロー用切替バルブ301を制御する。これにより、例えば、巻き取りが完了した紡績糸10の糸端に、不要な長さの繊維束が付着することを無くすことができる。
【0077】
上記のような空気紡績装置100を備える紡績ユニット2では、巻取装置13において巻き取られたパッケージ45の直径が小さい場合、巻取装置13において巻き取られた紡績糸10の糸端に付着する繊維束8が第2の長さとなるように、ブロー用切替バルブ301が制御される。これにより、例えば、紡績糸10に付着する繊維束10fがパッケージ45の周りを一周して繊維束同士が絡まるなどといった不具合を抑制することができる。
【0078】
上記のような紡績ユニット2を複数備える紡績機1では、巻取装置13によって巻き取られた紡績糸10の糸端をサクションマウス46によって確実に捕捉することができるので、紡績機1全体として紡績糸10の生産効率を向上させることができる。
【0079】
なお、実施形態において、第1流通配管201内の体積によって旋回気流の噴射の停止タイミングを制御することが、本発明に係る空気紡績方法の制御ステップに相当する。また、所望の長さの繊維束10eが紡績糸10の糸端に付着するように第1流通配管201内の体積を設定することが、本発明に係る空気紡績方法の設定ステップに相当する。
【0080】
以上、本発明の一実施形態について説明したが、本発明は、上記実施形態に限られるものではなく、各請求項に記載した要旨を変更しない範囲で変形したものであってもよい。
【0081】
例えば、実施形態の紡績機1及び紡績ユニット2では、紡績糸10を一定量巻き付けて貯留する糸貯留ローラ21によって空気紡績装置100から紡績糸10を引き出しているが、本発明は、デリベリローラとニップローラとで空気紡績装置から紡績糸を引き出すタイプの紡績機及び紡績ユニットに適用してもよい。
【0082】
実施形態の紡績機1及び紡績ユニット2では、上部のドラフト装置7から下部の巻取装置13に向けて、紡績糸10が下向きに走行するように糸道が設定されているが、本発明は、紡績糸が機台高さ方向において下から上に向けて走行するように糸道が設定された紡績機や紡績ユニットに適用してもよい。
【0083】
実施形態の空気紡績装置100においては、紡績用切替バルブ203から第1流通配管201を介して圧縮空気を紡績室126内へ供給する構成としたが、紡績用切替バルブ203を上カバー111等に直接取り付けることにより、第1流通配管201を介することなく紡績用切替バルブ203から紡績室126内へ圧縮空気を供給するようにしてもよい。この場合、上カバー111に形成される、紡績用切替バルブ203と旋回気流発生ノズル127との間の空間の体積、即ち、圧縮空気導入室128の体積(請求項1における紡績用流通配管内の体積)に応じた長さの繊維束が紡績糸10の糸端に付着する。
【0084】
実施形態の紡績機1及び紡績ユニット2において、空気紡績装置10は繊維束8の撚りの伝播を防止するニードル122を備えるものとしたが、ニードル122の代わりに、案内孔121の下流側端部により、繊維束8の撚りの伝播を防止してもよい。また、空気紡績装置100は、互いに反対方向に撚りを掛ける一対のエアジェットノズルを備えていてもよい。
【0085】
実施形態の紡績機1及び紡績ユニット2では、ドラフト装置7の複数のボトムローラのうちの少なくとも一部やトラバース装置75のトラバースガイド76が、各紡績ユニット2に共通で駆動されているが、本発明は、紡績ユニットの各部(例えば、ドラフト装置、空気紡績装置、糸巻取装置等)が各紡績ユニット2で独立で駆動されるタイプの紡績機及び紡績ユニットに適用してもよい。
【0086】
実施形態の紡績ユニット2では、スプライサ43、サクションマウス46、及び、サクションパイプ44を共有するものとしたが、各紡績ユニット2に、スプライサ43、サクションマウス46、及び、サクションパイプ44がそれぞれ設けられていてもよい。
【0087】
実施形態のヤーンクリアラ52は、紡績糸10の太さを監視して紡績糸10の糸欠点を検出するものとしたが、紡績糸10に含まれる異物の有無を監視し、異物が含まれている場合を糸欠点として検出することもできる。
【符号の説明】
【0088】
1…紡績機、2…紡績ユニット、10…紡績糸、10e,10f…繊維束(繊維束部)、13…巻取装置、33…紡績用制御部(制御部)、34…ブロー用制御部(制御部)、43…スプライサ(糸継装置)、45…パッケージ、46…サクションマウス(糸捕捉装置)、100…空気紡績装置、121…案内孔(導入路)、125…旋回気流発生室、127…旋回気流発生ノズル、129…糸通路(導出路)、153…ノズル部ケーシング(ブローノズルブロック)、201…第1流通配管(紡績用流通配管)、203…紡績用切替バルブ、301…ブロー用切替バルブ、310…ブローノズル。
【特許請求の範囲】
【請求項1】
繊維束を旋回気流によって紡績し紡績糸を生成する空気紡績装置であって、
紡績室内に前記旋回気流が発生するように前記紡績室内に紡績用圧縮空気を噴射する旋回気流発生ノズルが形成されたノズルブロックと、
前記旋回気流発生ノズルへ供給される前記紡績用圧縮空気が流通する紡績用流通配管と、
前記紡績用流通配管に設けられ、前記流通配管内を流通する前記紡績用圧縮空気の流通及び流通の遮断の切り替えを行う紡績用切替バルブと、を備え、
前記流通の遮断によって切断される前記紡績糸の糸端における繊維束部の長さが第1の長さとなるように、前記紡績用切替バルブと前記旋回気流発生ノズルとの間における前記紡績用流通配管内の体積が設定されていることを特徴とする空気紡績装置。
【請求項2】
前記紡績用切替バルブと前記旋回気流発生ノズルとの間における前記紡績用流通配管内の体積は1500mm3以下であることを特徴とする請求項1に記載の空気紡績装置。
【請求項3】
前記紡績用切替バルブと前記旋回気流発生ノズルとの間における前記紡績用流通配管は、配管内径が2mm以上4mm以下であり、かつ、配管長さが500mm以下であることを特徴とする請求項1又は2に記載の空気紡績装置。
【請求項4】
前記繊維束を前記紡績室内に導入する導入路と、
前記旋回気流によって紡績された前記紡績糸を前記紡績室外へ導出する導出路と、
前記導入路及び前記導出路の間にブロー用圧縮空気を噴射するブローノズルが形成されたブローノズルブロックと、
を更に備えることを特徴とする請求項1〜3のいずれか一項に記載の空気紡績装置。
【請求項5】
前記繊維束部の長さが前記第1の長さよりも短い第2の長さとなるように、前記ブローノズルからの前記ブロー用圧縮空気の噴射を制御する制御部を更に備えていることを特徴とする請求項4に記載の空気紡績装置。
【請求項6】
請求項1〜5のいずれか一項に記載の空気紡績装置と、
前記空気紡績装置によって紡績された紡績糸を巻き取ることでパッケージを形成する巻取装置と、
を備えることを特徴とする紡績ユニット。
【請求項7】
請求項5に記載の空気紡績装置と、
前記空気紡績装置によって紡績された紡績糸を巻き取ることでパッケージを形成する巻取装置を更に備え、
前記制御部は、前記巻取装置によって形成される前記パッケージの直径に応じて前記第2の長さが調節されるように前記ブローノズルからの前記ブロー用圧縮空気の噴射を制御することを特徴とする紡績ユニット。
【請求項8】
前記制御部は、前記パッケージが満巻となった場合、前記第2の長さが所定長さとなるように前記ブローノズルからの前記ブロー用圧縮空気の噴射を制御することを特徴とする請求項7に記載の紡績ユニット。
【請求項9】
前記巻取装置によって巻き取られた前記紡績糸の糸端を捕捉する糸捕捉装置と、
前記捕捉装置によって捕捉された前記紡績糸、及び、前記空気紡績装置から導出された前記紡績糸の糸継ぎを行う糸継装置と、
を更に備えることを特徴とする請求項6〜8のいずれか一項に記載の紡績ユニット。
【請求項10】
請求項6〜9のいずれか一項に記載の紡績ユニットを複数備えたことを特徴とする紡績機。
【請求項11】
繊維束に旋回気流を噴射することによって繊維束を紡績し、紡績糸を生成する空気紡績方法であって、
前記繊維束に作用する前記旋回気流の噴射を停止するタイミングを制御し、前記紡績糸に付着する繊維束部の長さを制御する制御ステップを備えることを特徴とする空気紡績方法。
【請求項12】
前記紡績糸の糸端に形成される前記繊維束部の長さを設定する設定ステップを更に備えることを特徴とする請求項11に記載の空気紡績方法。
【請求項1】
繊維束を旋回気流によって紡績し紡績糸を生成する空気紡績装置であって、
紡績室内に前記旋回気流が発生するように前記紡績室内に紡績用圧縮空気を噴射する旋回気流発生ノズルが形成されたノズルブロックと、
前記旋回気流発生ノズルへ供給される前記紡績用圧縮空気が流通する紡績用流通配管と、
前記紡績用流通配管に設けられ、前記流通配管内を流通する前記紡績用圧縮空気の流通及び流通の遮断の切り替えを行う紡績用切替バルブと、を備え、
前記流通の遮断によって切断される前記紡績糸の糸端における繊維束部の長さが第1の長さとなるように、前記紡績用切替バルブと前記旋回気流発生ノズルとの間における前記紡績用流通配管内の体積が設定されていることを特徴とする空気紡績装置。
【請求項2】
前記紡績用切替バルブと前記旋回気流発生ノズルとの間における前記紡績用流通配管内の体積は1500mm3以下であることを特徴とする請求項1に記載の空気紡績装置。
【請求項3】
前記紡績用切替バルブと前記旋回気流発生ノズルとの間における前記紡績用流通配管は、配管内径が2mm以上4mm以下であり、かつ、配管長さが500mm以下であることを特徴とする請求項1又は2に記載の空気紡績装置。
【請求項4】
前記繊維束を前記紡績室内に導入する導入路と、
前記旋回気流によって紡績された前記紡績糸を前記紡績室外へ導出する導出路と、
前記導入路及び前記導出路の間にブロー用圧縮空気を噴射するブローノズルが形成されたブローノズルブロックと、
を更に備えることを特徴とする請求項1〜3のいずれか一項に記載の空気紡績装置。
【請求項5】
前記繊維束部の長さが前記第1の長さよりも短い第2の長さとなるように、前記ブローノズルからの前記ブロー用圧縮空気の噴射を制御する制御部を更に備えていることを特徴とする請求項4に記載の空気紡績装置。
【請求項6】
請求項1〜5のいずれか一項に記載の空気紡績装置と、
前記空気紡績装置によって紡績された紡績糸を巻き取ることでパッケージを形成する巻取装置と、
を備えることを特徴とする紡績ユニット。
【請求項7】
請求項5に記載の空気紡績装置と、
前記空気紡績装置によって紡績された紡績糸を巻き取ることでパッケージを形成する巻取装置を更に備え、
前記制御部は、前記巻取装置によって形成される前記パッケージの直径に応じて前記第2の長さが調節されるように前記ブローノズルからの前記ブロー用圧縮空気の噴射を制御することを特徴とする紡績ユニット。
【請求項8】
前記制御部は、前記パッケージが満巻となった場合、前記第2の長さが所定長さとなるように前記ブローノズルからの前記ブロー用圧縮空気の噴射を制御することを特徴とする請求項7に記載の紡績ユニット。
【請求項9】
前記巻取装置によって巻き取られた前記紡績糸の糸端を捕捉する糸捕捉装置と、
前記捕捉装置によって捕捉された前記紡績糸、及び、前記空気紡績装置から導出された前記紡績糸の糸継ぎを行う糸継装置と、
を更に備えることを特徴とする請求項6〜8のいずれか一項に記載の紡績ユニット。
【請求項10】
請求項6〜9のいずれか一項に記載の紡績ユニットを複数備えたことを特徴とする紡績機。
【請求項11】
繊維束に旋回気流を噴射することによって繊維束を紡績し、紡績糸を生成する空気紡績方法であって、
前記繊維束に作用する前記旋回気流の噴射を停止するタイミングを制御し、前記紡績糸に付着する繊維束部の長さを制御する制御ステップを備えることを特徴とする空気紡績方法。
【請求項12】
前記紡績糸の糸端に形成される前記繊維束部の長さを設定する設定ステップを更に備えることを特徴とする請求項11に記載の空気紡績方法。
【図1】


【図2】
【図3】

【図4】

【図5】

【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2013−67885(P2013−67885A)
【公開日】平成25年4月18日(2013.4.18)
【国際特許分類】
【出願番号】特願2011−206362(P2011−206362)
【出願日】平成23年9月21日(2011.9.21)
【出願人】(000006297)村田機械株式会社 (4,916)
【Fターム(参考)】
【公開日】平成25年4月18日(2013.4.18)
【国際特許分類】
【出願日】平成23年9月21日(2011.9.21)
【出願人】(000006297)村田機械株式会社 (4,916)
【Fターム(参考)】
[ Back to top ]