
空気紡績装置
【課題】紡績糸の原料に含まれる油剤が中空ガイド軸体の先端部外周面に堆積するのを防止することができる空気紡績装置を提供する。
【解決手段】油剤を含んだ繊維束から紡績糸を生成する空気紡績装置であって、紡績糸が通過する糸通路22dが軸方向に形成された中空ガイド軸体22と、中空ガイド軸体22の先端部の周辺に繊維束Fが導入される紡績室21aを区画形成すると共に、紡績室内21aに圧縮空気を噴出して旋回気流を発生させるノズル孔21bを備えていて、紡績室21aから糸通路22dに向かう繊維束Fから繊維を分離させつつ中空ガイド軸体22の先端部の周りで振り回して撚り込む紡績ノズル部材21と、上記油剤が中空ガイド軸体22の先端部の外周面に堆積するのを防止するための界面活性剤を上記圧縮空気に混入させる界面活性剤付与器24と、を含んでなる空気紡績装置2とした。
【解決手段】油剤を含んだ繊維束から紡績糸を生成する空気紡績装置であって、紡績糸が通過する糸通路22dが軸方向に形成された中空ガイド軸体22と、中空ガイド軸体22の先端部の周辺に繊維束Fが導入される紡績室21aを区画形成すると共に、紡績室内21aに圧縮空気を噴出して旋回気流を発生させるノズル孔21bを備えていて、紡績室21aから糸通路22dに向かう繊維束Fから繊維を分離させつつ中空ガイド軸体22の先端部の周りで振り回して撚り込む紡績ノズル部材21と、上記油剤が中空ガイド軸体22の先端部の外周面に堆積するのを防止するための界面活性剤を上記圧縮空気に混入させる界面活性剤付与器24と、を含んでなる空気紡績装置2とした。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、紡績機に備えられる空気紡績装置に関し、詳しくは、ドラフト装置から送られてきた繊維束に対し、紡績ノズル部材によって生成された旋回気流を作用させて、当該繊維束から繊維を分離させると共に、中空ガイド軸体の先端部の周りに当該繊維を振り回しつつ撚り込んで紡績糸とする空気紡績装置に関する。
【背景技術】
【0002】
従来、ドラフト装置から送られてきた繊維束から紡績糸を製造する紡績装置として、種々の紡績装置が存在している。近年では、旋回気流を生じさせる紡績ノズル部材と中空ガイド軸体とを備えていて、高速で紡績することができる空気紡績装置が知られている(例えば、特許文献1参照)。
【0003】
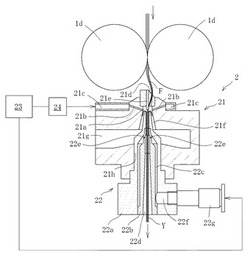
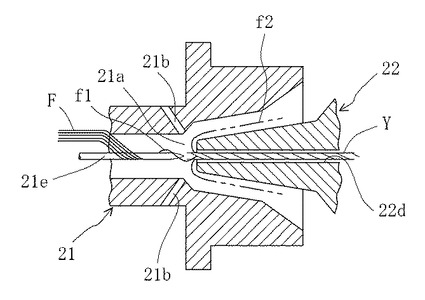
空気紡績装置は主に、図6に示す如く、ノズル孔21bおよび紡績室21aを備えた紡績ノズル部材21と、紡績室21aに繊維束Fを案内するニードル21eと、軸方向に延びる糸通路22dを有していて、紡績室21aにおいてノズル孔21bに対向するように配置された中空ガイド軸体22と、から構成されている。
【0004】
上記の空気紡績装置では、ドラフト装置から送出された繊維束Fは、ニードル21eによって案内されつつ、紡績室21aに導入される。紡績室21aに導入された繊維束Fは、ノズル孔21bから圧縮空気が噴出されることにより発生する旋回気流の作用により、中心繊維f1に対して鞘繊維f2が分離されながら、中空ガイド軸体22の糸通路22d内に導入されていく。この際、鞘繊維f2は、その後端側(未だ糸通路22d内に導入されていない部分)が、旋回気流の作用を受けて、中空ガイド軸体22の先端部の周囲で振り回されながら、糸通路22d内へ導入されていく。その結果、中心繊維f1の周囲に鞘繊維f2が巻き付き、実撚り状の紡績糸Yが製造されることになる。
【特許文献1】特開2005−220483号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
ところで、上記の空気紡績装置を用いて、ポリエステル等の合成繊維を紡績する場合が当然ある。合成繊維は一般に、その製造工程において、繊維同士による引抜き抵抗を下げる等の目的のために、合成繊維用油剤が付与されている。
【0006】
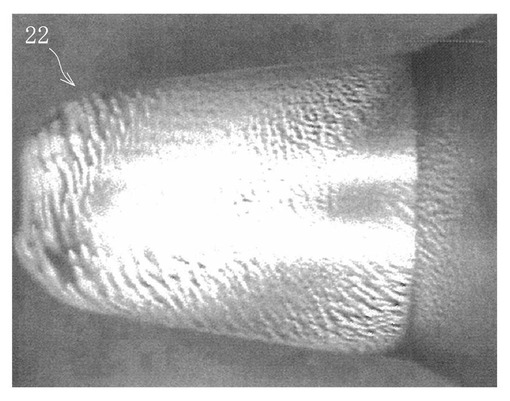
上記の空気紡績装置によって合成繊維を紡績する場合、その鞘繊維f2が中空ガイド軸体22の先端部の周囲で振り回される際に、合成繊維用油剤が当該先端部の外周面に付着し、縞状に堆積していくことがあった(図7参照)。この場合、その堆積物が阻害要因となり、鞘繊維f2が中空ガイド軸体22の周りで十分に振り回されなくなって、糸の強力が弱い所謂弱糸が製造されてしまう問題があった。
【0007】
また、弱糸の発生を防止するには、一定時間毎に作業者が上記堆積物を布で拭い去る必要が生じ、非常に煩雑であると共に、生産効率の低下を招いていた。
【0008】
本発明は上記事情に鑑みてなされたものであり、その目的とするところは、紡績糸の原料に含まれる油剤が中空ガイド軸体の先端部外周面に堆積するのを防止することができる空気紡績装置を提供することにある。
【課題を解決するための手段】
【0009】
上記課題を解決するために本発明は、(1)油剤を含んだ繊維束から紡績糸を生成する空気紡績装置であって、紡績糸が通過する糸通路が軸方向に形成された中空ガイド軸体と、
前記中空ガイド軸体の先端部の周辺に前記繊維束が導入される紡績室を区画形成すると共に、当該紡績室内に圧縮空気を噴出して旋回気流を発生させるノズル孔を備えていて、当該紡績室から前記糸通路に向かう繊維束から繊維を分離させつつ前記中空ガイド軸体の先端部の周りで振り回して撚り込む紡績ノズル部材と、前記油剤が前記中空ガイド軸体の先端部の外周面に堆積するのを防止するための界面活性剤を前記圧縮空気に混入させる界面活性剤付与器と、を含んでなることを特徴とする空気紡績装置を提供するものである。
【0010】
また本発明は、上記構成において、(2)前記界面活性剤の前記圧縮空気への混入量を制御する制御装置をさらに備えていることを特徴とする空気紡績装置を提供するものである。
【0011】
また本発明は、上記構成(2)において、前記制御装置は、前記油剤の堆積状況に応じて変化する物理量の測定値に基づいて、前記混入量を制御するようになっていることを特徴とする空気紡績装置を提供するものである。
【発明の効果】
【0012】
上記のように構成された本発明の空気紡績装置においては、紡績室内で発生する旋回気流がミスト状の界面活性剤を含んでいる。本発明の空気紡績装置によれば、当該界面活性剤の作用により、合成繊維を紡績する際、その原料に含まれる油剤が中空ガイド軸体の先端部の外周綿に堆積するのを回避することができる。
【発明を実施するための最良の形態】
【0013】
以下、図面を参照して本発明の好ましい一実施形態につき説明する。
図1は本発明の空気紡績装置が適用された紡績機の一例を示す正面図、図2は図1の紡績機における紡績ユニットを示す側面図、図3は図1の紡績機における空気紡績装置を示す要部断面図、図4は図3の空気紡績装置における界面活性剤付与器を示す断面図である。
【0014】
まず、本発明に係る空気紡績装置を備えた紡績機の構成について説明する。
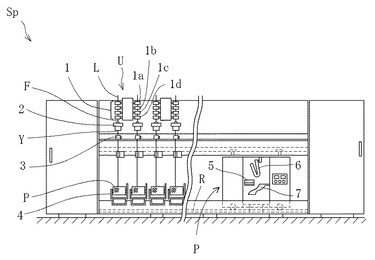
本実施形態に係る紡績機Spは主に、図1に示す如く、複数並設された紡績ユニットUと、その並設方向に沿って走行自在に設けられた糸継台車Pと、から構成されている。
【0015】
まず、紡績ユニットUの構成について説明する。
紡績ユニットUは主に、図1に示す如く、繊維束Fを生成するドラフト装置1と、その繊維束Fを紡績して紡績糸Yを生成する空気紡績装置2と、その紡績糸Yを巻き取ってパッケージPにする巻取装置4と、空気紡績装置2から巻取装置4へ紡績糸Yを送る糸送り装置3と、から構成されている。
【0016】
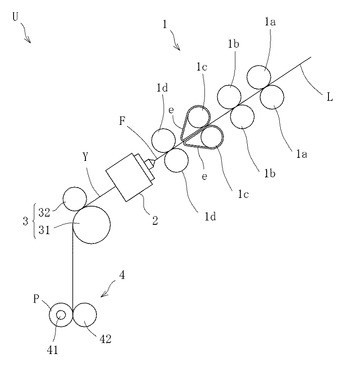
ドラフト装置1は、図2に示す如く、バックローラ1a,1a、サードローラ1b,1b、エプロンベルトeを装着したミドルローラ1c,1c、およびフロントローラ1d,1dの4つのローラ対から構成されており、ケンス(不図示)から供給されたスライバLを延伸して繊維束Fを生成し、下流側に配置された空気紡績装置2へ送るようになっている。
【0017】
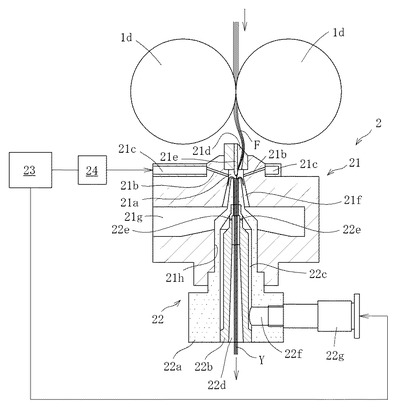
空気紡績装置2は主に、図3に示す如く、ドラフトされた繊維束Fの通過を許容すると共に、その通過する繊維束Fに対し旋回気流を作用させて加撚する紡績ノズル部材21と、加撚されて生じた紡績糸Yを通過させる中空ガイド軸体22と、から構成されている。
【0018】
紡績ノズル部材21は、図3に示す如く、繊維束Fが通過する紡績室21aと、紡績室21a内に圧縮空気を噴出して旋回気流を発生させるべく、紡績室21aに接線方向から接続された複数の第1ノズル孔21bとを備えている。
【0019】
第1ノズル孔21bは、繊維束Fの通過方向に向かって傾斜している一方、第1圧縮空気通路21cを介して、圧縮空気源23に接続されている。
【0020】
圧縮空気源23と第1圧縮空気通路21cとを結ぶ圧縮空気ラインの途中に、界面活性剤付与器24が配置されており、第1ノズル孔21bから噴出される圧縮空気中に、界面活性剤をミスト状に混入するようになっている。
【0021】
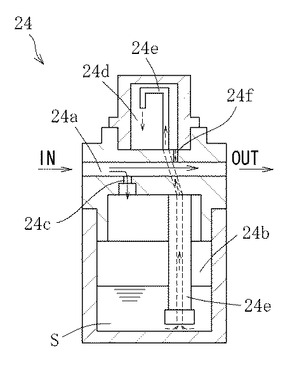
界面活性剤付与器24は、図4に示す如く、圧縮空気源23からの圧縮空気が通過する第1通路24aと、第1通路24aの下方に設けられ、界面活性剤Sを貯留する貯留室24bと、第1通路24aと貯留室24bとを繋ぐ第2通路24cと、第1通路24aの上方に設けられた滴下室24dと、貯留室24bから滴下室24dまで延びて、滴下室24dに界面活性剤Sを滴下する滴下管24eと、第2通路24cよりも下流側に設けられ、滴下室24dと第1通路24aとを繋ぐ滴下通路24fと、から構成されている。
【0022】
ここで、貯留室24bに貯留された界面活性剤Sは、合成繊維用油剤を除去し得るものであり、例えば、竹本油脂製のデリオン480(商品名)を用いることができる。
【0023】
界面活性剤付与器24では、IN側から入った空気の一部が第2通路24cを経て貯留室24b内の界面活性剤Sの液面を加圧し、他の空気はそのまま第1通路24aを通過する(図4の実線矢印参照)。このとき、貯留室24bと滴下室24dとの間に圧力差が生じるため、界面活性剤Sは滴下管24eを介して滴下室24dに滴下される。滴下された界面活性剤Sは、滴下通路24fから第1通路24aを通過する空気に対してミスト状に混入される(図4の破線矢印参照)。
【0024】
また、紡績ノズル部材21は、図3に示す如く、紡績室21aの上流側に、紡績室21aに通じる案内孔21dと、案内孔21d内に配置されていて、紡績室21a内に突出し、後述する糸通路22dの入口に対向するニードル21eとを有している。
【0025】
紡績ノズル部材21はさらに、紡績室21aから下流側に向かって延びるテーパ孔21fと、テーパ孔21fに通じると共に、繊維束Fの通過方向に対して略直交する一方向に開放された排出室21gと、排出室21gに通じると共に中空ガイド軸体22と嵌合する嵌合孔21hと、を有している。
【0026】
中空ガイド軸体22は、先端部分がテーパ状に形成された外部筒体22aと、外部筒体22aに対し、先端部分および後端部分が嵌合する一方、中央部分は外部筒体22aとの間に隙間22cを有するように挿入された内部筒体22bと、から構成されており、外部筒体22aの先端が紡績室21aに対向するように、嵌合孔21hに嵌合されている。
なお、外部筒体22aの先端部分のテーパ形状は、紡績ノズル部材21のテーパ孔21fと略等しいテーパ角になっていると共に、テーパ孔21fとの間に隙間が生じるように形成されている。
【0027】
また、中空ガイド軸体22は、外部筒体22aおよび内部筒体22bを貫通して軸方向に延びる糸通路22dを有しており、紡績ノズル部材21によって紡績された紡績糸Yが通過するようになっている。
【0028】
内部筒体22bは、先端側の外部筒体22aとの嵌合部分付近に、糸通路22dに対して接線方向から接続された複数の第2ノズル孔22eを有している。第2ノズル孔22eは、隙間22cと、外部筒体22aに形成された第2圧縮空気通路22fと、管継手22gとを介して、圧縮空気源23に接続されており、糸継ぎ時等の糸出し紡績の際に、糸通路22d内に旋回気流を発生させるようになっている。ここで、第2ノズル孔22eは、紡績ノズル部材21における第1ノズル孔21bが発生させる旋回気流とは逆向きの旋回気流を発生させるように形成されている。
【0029】
糸送り装置3は、図2に示す如く、紡績機Spの機枠に支持されたデリベリローラ31と、デリベリローラ31に接離自在に設けられたニップローラ32とから構成されており、空気紡績装置2によって生成された紡績糸Yを、デリベリローラ31とニップローラ32との間に挟みつつデリベリローラ31を回転駆動させることにより、巻取装置4側へ送るようになっている。
【0030】
巻取装置4は、図2に示す如く、クレードルアーム(不図示)に回転自在に支持された巻取りボビン41をフリクションローラ42に圧接させて、糸送り装置3から送られてくる紡績糸Yをトラバースガイド(不図示)によってトラバースさせつつ、パッケージPに巻き取るようになっている。
【0031】
次に、糸継台車Pの構成について説明する。
糸継台車Pは、図1に示す如く、紡績機Spの機枠に設けられたレールR上を自在に走行し得るように配置されている。糸継台車Pは、ノッターまたはスプライサ等の糸継装置5と、糸継ぎの際、軸を中心に旋回し、空気紡績装置2から糸端を吸引捕捉して糸継装置5へ案内するサクションパイプ6と、軸を中心に旋回し、巻取装置4に回転自在に支持されたパッケージPから糸端を吸引捕捉して糸継装置5へ案内するサクションマウス7と、を備えている。
【0032】
次に、本実施形態に係る紡績機Spの動作について説明する。
通常の紡績状態では、第2ノズル孔22eは圧縮空気を噴射しない非作動状態とされ、第1ノズル孔21bのみ圧縮空気を噴射する作動状態とされる。このとき、紡績室21aには旋回気流が発生し、テーパ孔21fを螺旋状に流れながら排出室21gから排出される。
【0033】
繊維束Fは、フロントローラ1dから案内孔21d、紡績室21a、糸通路22dを通過して糸送り装置3に至る連続状態にあり、糸送り装置3により下流側への送り力が付与されることによって、糸には張力が付与されている。
【0034】
ドラフト装置1のフロントローラ1dから送り出された繊維束Fは、紡績ノズル部材21の案内孔21dを通過して紡績室21aに入り、第1ノズル孔21bによる旋回気流の作用を受ける。ここで、第1ノズル孔21bによる旋回気流は、界面活性剤付与器24を通過した圧縮空気によって形成されているため、ミスト状の界面活性剤を含んでいる。
【0035】
繊維束Fは、この旋回気流の作用によって中心繊維に対して鞘繊維が分離されながら、中空ガイド軸体22の糸通路22d内に導入されていく。この際、鞘繊維は、その後端側(未だ糸通路22d内に導入されていない部分)が、旋回気流の作用を受けて、中空ガイド軸体22先端のテーパ形状部の周囲で振り回されながら、糸通路22d内へ導入されていく。その結果、中心繊維の周囲に鞘繊維が巻き付き、実撚り状の紡績糸Yが製造される。
なお、この撚りは、フロントローラ1d側へ伝播しようとするが、ニードル21eによって阻止される。すなわち、ニードル21eは、撚り伝播防止手段となっている。
【0036】
上記のように製造された紡績糸Yは、糸通路22dを通過した後、糸送り装置3を介して巻取装置4に送られ、パッケージPとして巻き取られる。
【0037】
なお、始動時または糸切れ発生時は、糸継台車Pおよび第2ノズル孔22eが作動して糸継ぎ作業が実行される。この糸継ぎ作業は公知であるため(例えば、特開2001−73235号公報参照)、詳細な説明は省略するが、糸送り装置3による送り力の代わりに、第2ノズル孔22eによって糸通路22d内に旋回気流を発生させることで糸通路22dの入口に負圧を発生させ、紡績室21aの繊維束Fを糸通路22d内に引き込んで下流側に送るようになっている。
【0038】
上記の空気紡績装置2によれば、第1ノズル孔21bから噴出する圧縮空気によって発生した旋回気流の作用によって、中心繊維に対して鞘繊維を分離し、その鞘繊維を中空ガイド軸体22a先端のテーパ形状部の周りで振り回しながら加撚し、実撚り状の紡績糸Yを高速で製造することができる。
【0039】
第1ノズル孔21bによる旋回気流は、界面活性剤付与器24から付与されたミスト状の界面活性剤を含んでいるため、特に中空ガイド軸体22の外部筒体22bの先端部外周面に当該界面活性剤が作用せしめられる。これにより、空気紡績装置2は、合成繊維等の油剤を含有する原料を用いて紡績する際に上記先端部外周面に堆積する当該油剤を除去することができる。したがって、油剤の堆積に起因する加撚力の低下を防止し、弱糸の発生を回避することができる。
【0040】
また、界面活性剤付与器24には、ルブリケータ等の公知の器具を転用することができると共に、その設置も、圧縮空気源23から第1ノズル孔21bまでの圧縮空気ラインの途中に配置するだけでよく、シンプルかつ低コストに構成することができる。
【0041】
以上、本発明の実施の形態について具体的に説明したが、本発明はこれらに限定されるものではない。
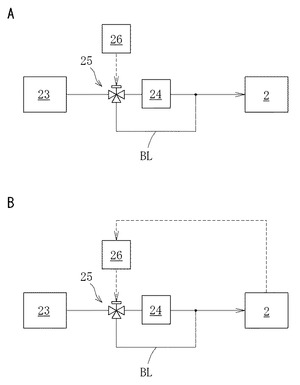
図5Aに示す如く、圧縮空気源23から界面活性剤付与器24を介して空気紡績装置2の紡績ノズル部材21へ到るラインに対してバイパスラインBLを設け、制御器26で制御可能な三方電磁弁25によって両ラインを切替え可能に構成してもよい。この場合、制御器26に所定のスケジュールを予め設定しておくことで、紡績ノズル部材21の紡績室21aにおいて発生する旋回気流への界面活性剤の混入を間欠的、計画的に行うことができる。これによって、界面活性剤の混入を適切に制御し、その消費量を最適化することもできる。
【0042】
さらに、図5Bに示す如く、油剤の堆積状況に応じて変化する信号(例えば、中空ガイド軸体22先端のテーパ形状部表面における所定箇所の温度、圧力等を測定することにより得られる信号、当該所定箇所に対して設けられた光電センサにより得られる光量の変化に基づく信号、あるいは紡績糸Yの強力を測定して得られる信号等)を上記制御器26に送り、その信号に基づいて、上記両ラインの切替えを行うように構成してもよい。この場合、通常時はバイパスラインBLを用い、上記信号に基づき油剤が堆積していると判断されたときのみ、界面活性剤付与器24を通過するラインを用いることができる。これにより、旋回気流への界面活性剤の付与を、より適切に制御することができる。
【0043】
なお、界面活性剤付与器24の滴下管24eの管路内に対して出没可能なニードル弁を設け、その出没量を制御器によって制御するように構成することで、界面活性剤の混入を制御してもよい。
【0044】
なお、上記の実施形態においては、中空ガイド軸体が回転しないタイプの空気紡績装置について説明したが、中空ガイド軸体が回転するタイプの空気紡績装置(例えば、特開平6−173129号公報参照)であっても、同様に構成することができる。
【図面の簡単な説明】
【0045】
【図1】本発明の空気紡績装置が適用された紡績機の一例を示す正面図である。
【図2】図1の紡績機における紡績ユニットを示す側面図である。
【図3】図1の紡績機における空気紡績装置を示す要部断面図である。
【図4】図3の空気紡績装置における界面活性剤付与器を示す断面図である。
【図5】変形例を示すブロック図である。
【図6】空気紡績装置による紡績動作を説明するための側断面図である。
【図7】合成繊維用油剤が堆積した中空ガイド軸体の先端部を示す図である。
【符号の説明】
【0046】
F 繊維束
2 空気紡績装置
21 紡績ノズル部材
21a 紡績室
21b 第1ノズル孔
22 中空ガイド軸体
22d 糸通路
24 界面活性剤付与器
【技術分野】
【0001】
本発明は、紡績機に備えられる空気紡績装置に関し、詳しくは、ドラフト装置から送られてきた繊維束に対し、紡績ノズル部材によって生成された旋回気流を作用させて、当該繊維束から繊維を分離させると共に、中空ガイド軸体の先端部の周りに当該繊維を振り回しつつ撚り込んで紡績糸とする空気紡績装置に関する。
【背景技術】
【0002】
従来、ドラフト装置から送られてきた繊維束から紡績糸を製造する紡績装置として、種々の紡績装置が存在している。近年では、旋回気流を生じさせる紡績ノズル部材と中空ガイド軸体とを備えていて、高速で紡績することができる空気紡績装置が知られている(例えば、特許文献1参照)。
【0003】
空気紡績装置は主に、図6に示す如く、ノズル孔21bおよび紡績室21aを備えた紡績ノズル部材21と、紡績室21aに繊維束Fを案内するニードル21eと、軸方向に延びる糸通路22dを有していて、紡績室21aにおいてノズル孔21bに対向するように配置された中空ガイド軸体22と、から構成されている。
【0004】
上記の空気紡績装置では、ドラフト装置から送出された繊維束Fは、ニードル21eによって案内されつつ、紡績室21aに導入される。紡績室21aに導入された繊維束Fは、ノズル孔21bから圧縮空気が噴出されることにより発生する旋回気流の作用により、中心繊維f1に対して鞘繊維f2が分離されながら、中空ガイド軸体22の糸通路22d内に導入されていく。この際、鞘繊維f2は、その後端側(未だ糸通路22d内に導入されていない部分)が、旋回気流の作用を受けて、中空ガイド軸体22の先端部の周囲で振り回されながら、糸通路22d内へ導入されていく。その結果、中心繊維f1の周囲に鞘繊維f2が巻き付き、実撚り状の紡績糸Yが製造されることになる。
【特許文献1】特開2005−220483号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
ところで、上記の空気紡績装置を用いて、ポリエステル等の合成繊維を紡績する場合が当然ある。合成繊維は一般に、その製造工程において、繊維同士による引抜き抵抗を下げる等の目的のために、合成繊維用油剤が付与されている。
【0006】
上記の空気紡績装置によって合成繊維を紡績する場合、その鞘繊維f2が中空ガイド軸体22の先端部の周囲で振り回される際に、合成繊維用油剤が当該先端部の外周面に付着し、縞状に堆積していくことがあった(図7参照)。この場合、その堆積物が阻害要因となり、鞘繊維f2が中空ガイド軸体22の周りで十分に振り回されなくなって、糸の強力が弱い所謂弱糸が製造されてしまう問題があった。
【0007】
また、弱糸の発生を防止するには、一定時間毎に作業者が上記堆積物を布で拭い去る必要が生じ、非常に煩雑であると共に、生産効率の低下を招いていた。
【0008】
本発明は上記事情に鑑みてなされたものであり、その目的とするところは、紡績糸の原料に含まれる油剤が中空ガイド軸体の先端部外周面に堆積するのを防止することができる空気紡績装置を提供することにある。
【課題を解決するための手段】
【0009】
上記課題を解決するために本発明は、(1)油剤を含んだ繊維束から紡績糸を生成する空気紡績装置であって、紡績糸が通過する糸通路が軸方向に形成された中空ガイド軸体と、
前記中空ガイド軸体の先端部の周辺に前記繊維束が導入される紡績室を区画形成すると共に、当該紡績室内に圧縮空気を噴出して旋回気流を発生させるノズル孔を備えていて、当該紡績室から前記糸通路に向かう繊維束から繊維を分離させつつ前記中空ガイド軸体の先端部の周りで振り回して撚り込む紡績ノズル部材と、前記油剤が前記中空ガイド軸体の先端部の外周面に堆積するのを防止するための界面活性剤を前記圧縮空気に混入させる界面活性剤付与器と、を含んでなることを特徴とする空気紡績装置を提供するものである。
【0010】
また本発明は、上記構成において、(2)前記界面活性剤の前記圧縮空気への混入量を制御する制御装置をさらに備えていることを特徴とする空気紡績装置を提供するものである。
【0011】
また本発明は、上記構成(2)において、前記制御装置は、前記油剤の堆積状況に応じて変化する物理量の測定値に基づいて、前記混入量を制御するようになっていることを特徴とする空気紡績装置を提供するものである。
【発明の効果】
【0012】
上記のように構成された本発明の空気紡績装置においては、紡績室内で発生する旋回気流がミスト状の界面活性剤を含んでいる。本発明の空気紡績装置によれば、当該界面活性剤の作用により、合成繊維を紡績する際、その原料に含まれる油剤が中空ガイド軸体の先端部の外周綿に堆積するのを回避することができる。
【発明を実施するための最良の形態】
【0013】
以下、図面を参照して本発明の好ましい一実施形態につき説明する。
図1は本発明の空気紡績装置が適用された紡績機の一例を示す正面図、図2は図1の紡績機における紡績ユニットを示す側面図、図3は図1の紡績機における空気紡績装置を示す要部断面図、図4は図3の空気紡績装置における界面活性剤付与器を示す断面図である。
【0014】
まず、本発明に係る空気紡績装置を備えた紡績機の構成について説明する。
本実施形態に係る紡績機Spは主に、図1に示す如く、複数並設された紡績ユニットUと、その並設方向に沿って走行自在に設けられた糸継台車Pと、から構成されている。
【0015】
まず、紡績ユニットUの構成について説明する。
紡績ユニットUは主に、図1に示す如く、繊維束Fを生成するドラフト装置1と、その繊維束Fを紡績して紡績糸Yを生成する空気紡績装置2と、その紡績糸Yを巻き取ってパッケージPにする巻取装置4と、空気紡績装置2から巻取装置4へ紡績糸Yを送る糸送り装置3と、から構成されている。
【0016】
ドラフト装置1は、図2に示す如く、バックローラ1a,1a、サードローラ1b,1b、エプロンベルトeを装着したミドルローラ1c,1c、およびフロントローラ1d,1dの4つのローラ対から構成されており、ケンス(不図示)から供給されたスライバLを延伸して繊維束Fを生成し、下流側に配置された空気紡績装置2へ送るようになっている。
【0017】
空気紡績装置2は主に、図3に示す如く、ドラフトされた繊維束Fの通過を許容すると共に、その通過する繊維束Fに対し旋回気流を作用させて加撚する紡績ノズル部材21と、加撚されて生じた紡績糸Yを通過させる中空ガイド軸体22と、から構成されている。
【0018】
紡績ノズル部材21は、図3に示す如く、繊維束Fが通過する紡績室21aと、紡績室21a内に圧縮空気を噴出して旋回気流を発生させるべく、紡績室21aに接線方向から接続された複数の第1ノズル孔21bとを備えている。
【0019】
第1ノズル孔21bは、繊維束Fの通過方向に向かって傾斜している一方、第1圧縮空気通路21cを介して、圧縮空気源23に接続されている。
【0020】
圧縮空気源23と第1圧縮空気通路21cとを結ぶ圧縮空気ラインの途中に、界面活性剤付与器24が配置されており、第1ノズル孔21bから噴出される圧縮空気中に、界面活性剤をミスト状に混入するようになっている。
【0021】
界面活性剤付与器24は、図4に示す如く、圧縮空気源23からの圧縮空気が通過する第1通路24aと、第1通路24aの下方に設けられ、界面活性剤Sを貯留する貯留室24bと、第1通路24aと貯留室24bとを繋ぐ第2通路24cと、第1通路24aの上方に設けられた滴下室24dと、貯留室24bから滴下室24dまで延びて、滴下室24dに界面活性剤Sを滴下する滴下管24eと、第2通路24cよりも下流側に設けられ、滴下室24dと第1通路24aとを繋ぐ滴下通路24fと、から構成されている。
【0022】
ここで、貯留室24bに貯留された界面活性剤Sは、合成繊維用油剤を除去し得るものであり、例えば、竹本油脂製のデリオン480(商品名)を用いることができる。
【0023】
界面活性剤付与器24では、IN側から入った空気の一部が第2通路24cを経て貯留室24b内の界面活性剤Sの液面を加圧し、他の空気はそのまま第1通路24aを通過する(図4の実線矢印参照)。このとき、貯留室24bと滴下室24dとの間に圧力差が生じるため、界面活性剤Sは滴下管24eを介して滴下室24dに滴下される。滴下された界面活性剤Sは、滴下通路24fから第1通路24aを通過する空気に対してミスト状に混入される(図4の破線矢印参照)。
【0024】
また、紡績ノズル部材21は、図3に示す如く、紡績室21aの上流側に、紡績室21aに通じる案内孔21dと、案内孔21d内に配置されていて、紡績室21a内に突出し、後述する糸通路22dの入口に対向するニードル21eとを有している。
【0025】
紡績ノズル部材21はさらに、紡績室21aから下流側に向かって延びるテーパ孔21fと、テーパ孔21fに通じると共に、繊維束Fの通過方向に対して略直交する一方向に開放された排出室21gと、排出室21gに通じると共に中空ガイド軸体22と嵌合する嵌合孔21hと、を有している。
【0026】
中空ガイド軸体22は、先端部分がテーパ状に形成された外部筒体22aと、外部筒体22aに対し、先端部分および後端部分が嵌合する一方、中央部分は外部筒体22aとの間に隙間22cを有するように挿入された内部筒体22bと、から構成されており、外部筒体22aの先端が紡績室21aに対向するように、嵌合孔21hに嵌合されている。
なお、外部筒体22aの先端部分のテーパ形状は、紡績ノズル部材21のテーパ孔21fと略等しいテーパ角になっていると共に、テーパ孔21fとの間に隙間が生じるように形成されている。
【0027】
また、中空ガイド軸体22は、外部筒体22aおよび内部筒体22bを貫通して軸方向に延びる糸通路22dを有しており、紡績ノズル部材21によって紡績された紡績糸Yが通過するようになっている。
【0028】
内部筒体22bは、先端側の外部筒体22aとの嵌合部分付近に、糸通路22dに対して接線方向から接続された複数の第2ノズル孔22eを有している。第2ノズル孔22eは、隙間22cと、外部筒体22aに形成された第2圧縮空気通路22fと、管継手22gとを介して、圧縮空気源23に接続されており、糸継ぎ時等の糸出し紡績の際に、糸通路22d内に旋回気流を発生させるようになっている。ここで、第2ノズル孔22eは、紡績ノズル部材21における第1ノズル孔21bが発生させる旋回気流とは逆向きの旋回気流を発生させるように形成されている。
【0029】
糸送り装置3は、図2に示す如く、紡績機Spの機枠に支持されたデリベリローラ31と、デリベリローラ31に接離自在に設けられたニップローラ32とから構成されており、空気紡績装置2によって生成された紡績糸Yを、デリベリローラ31とニップローラ32との間に挟みつつデリベリローラ31を回転駆動させることにより、巻取装置4側へ送るようになっている。
【0030】
巻取装置4は、図2に示す如く、クレードルアーム(不図示)に回転自在に支持された巻取りボビン41をフリクションローラ42に圧接させて、糸送り装置3から送られてくる紡績糸Yをトラバースガイド(不図示)によってトラバースさせつつ、パッケージPに巻き取るようになっている。
【0031】
次に、糸継台車Pの構成について説明する。
糸継台車Pは、図1に示す如く、紡績機Spの機枠に設けられたレールR上を自在に走行し得るように配置されている。糸継台車Pは、ノッターまたはスプライサ等の糸継装置5と、糸継ぎの際、軸を中心に旋回し、空気紡績装置2から糸端を吸引捕捉して糸継装置5へ案内するサクションパイプ6と、軸を中心に旋回し、巻取装置4に回転自在に支持されたパッケージPから糸端を吸引捕捉して糸継装置5へ案内するサクションマウス7と、を備えている。
【0032】
次に、本実施形態に係る紡績機Spの動作について説明する。
通常の紡績状態では、第2ノズル孔22eは圧縮空気を噴射しない非作動状態とされ、第1ノズル孔21bのみ圧縮空気を噴射する作動状態とされる。このとき、紡績室21aには旋回気流が発生し、テーパ孔21fを螺旋状に流れながら排出室21gから排出される。
【0033】
繊維束Fは、フロントローラ1dから案内孔21d、紡績室21a、糸通路22dを通過して糸送り装置3に至る連続状態にあり、糸送り装置3により下流側への送り力が付与されることによって、糸には張力が付与されている。
【0034】
ドラフト装置1のフロントローラ1dから送り出された繊維束Fは、紡績ノズル部材21の案内孔21dを通過して紡績室21aに入り、第1ノズル孔21bによる旋回気流の作用を受ける。ここで、第1ノズル孔21bによる旋回気流は、界面活性剤付与器24を通過した圧縮空気によって形成されているため、ミスト状の界面活性剤を含んでいる。
【0035】
繊維束Fは、この旋回気流の作用によって中心繊維に対して鞘繊維が分離されながら、中空ガイド軸体22の糸通路22d内に導入されていく。この際、鞘繊維は、その後端側(未だ糸通路22d内に導入されていない部分)が、旋回気流の作用を受けて、中空ガイド軸体22先端のテーパ形状部の周囲で振り回されながら、糸通路22d内へ導入されていく。その結果、中心繊維の周囲に鞘繊維が巻き付き、実撚り状の紡績糸Yが製造される。
なお、この撚りは、フロントローラ1d側へ伝播しようとするが、ニードル21eによって阻止される。すなわち、ニードル21eは、撚り伝播防止手段となっている。
【0036】
上記のように製造された紡績糸Yは、糸通路22dを通過した後、糸送り装置3を介して巻取装置4に送られ、パッケージPとして巻き取られる。
【0037】
なお、始動時または糸切れ発生時は、糸継台車Pおよび第2ノズル孔22eが作動して糸継ぎ作業が実行される。この糸継ぎ作業は公知であるため(例えば、特開2001−73235号公報参照)、詳細な説明は省略するが、糸送り装置3による送り力の代わりに、第2ノズル孔22eによって糸通路22d内に旋回気流を発生させることで糸通路22dの入口に負圧を発生させ、紡績室21aの繊維束Fを糸通路22d内に引き込んで下流側に送るようになっている。
【0038】
上記の空気紡績装置2によれば、第1ノズル孔21bから噴出する圧縮空気によって発生した旋回気流の作用によって、中心繊維に対して鞘繊維を分離し、その鞘繊維を中空ガイド軸体22a先端のテーパ形状部の周りで振り回しながら加撚し、実撚り状の紡績糸Yを高速で製造することができる。
【0039】
第1ノズル孔21bによる旋回気流は、界面活性剤付与器24から付与されたミスト状の界面活性剤を含んでいるため、特に中空ガイド軸体22の外部筒体22bの先端部外周面に当該界面活性剤が作用せしめられる。これにより、空気紡績装置2は、合成繊維等の油剤を含有する原料を用いて紡績する際に上記先端部外周面に堆積する当該油剤を除去することができる。したがって、油剤の堆積に起因する加撚力の低下を防止し、弱糸の発生を回避することができる。
【0040】
また、界面活性剤付与器24には、ルブリケータ等の公知の器具を転用することができると共に、その設置も、圧縮空気源23から第1ノズル孔21bまでの圧縮空気ラインの途中に配置するだけでよく、シンプルかつ低コストに構成することができる。
【0041】
以上、本発明の実施の形態について具体的に説明したが、本発明はこれらに限定されるものではない。
図5Aに示す如く、圧縮空気源23から界面活性剤付与器24を介して空気紡績装置2の紡績ノズル部材21へ到るラインに対してバイパスラインBLを設け、制御器26で制御可能な三方電磁弁25によって両ラインを切替え可能に構成してもよい。この場合、制御器26に所定のスケジュールを予め設定しておくことで、紡績ノズル部材21の紡績室21aにおいて発生する旋回気流への界面活性剤の混入を間欠的、計画的に行うことができる。これによって、界面活性剤の混入を適切に制御し、その消費量を最適化することもできる。
【0042】
さらに、図5Bに示す如く、油剤の堆積状況に応じて変化する信号(例えば、中空ガイド軸体22先端のテーパ形状部表面における所定箇所の温度、圧力等を測定することにより得られる信号、当該所定箇所に対して設けられた光電センサにより得られる光量の変化に基づく信号、あるいは紡績糸Yの強力を測定して得られる信号等)を上記制御器26に送り、その信号に基づいて、上記両ラインの切替えを行うように構成してもよい。この場合、通常時はバイパスラインBLを用い、上記信号に基づき油剤が堆積していると判断されたときのみ、界面活性剤付与器24を通過するラインを用いることができる。これにより、旋回気流への界面活性剤の付与を、より適切に制御することができる。
【0043】
なお、界面活性剤付与器24の滴下管24eの管路内に対して出没可能なニードル弁を設け、その出没量を制御器によって制御するように構成することで、界面活性剤の混入を制御してもよい。
【0044】
なお、上記の実施形態においては、中空ガイド軸体が回転しないタイプの空気紡績装置について説明したが、中空ガイド軸体が回転するタイプの空気紡績装置(例えば、特開平6−173129号公報参照)であっても、同様に構成することができる。
【図面の簡単な説明】
【0045】
【図1】本発明の空気紡績装置が適用された紡績機の一例を示す正面図である。
【図2】図1の紡績機における紡績ユニットを示す側面図である。
【図3】図1の紡績機における空気紡績装置を示す要部断面図である。
【図4】図3の空気紡績装置における界面活性剤付与器を示す断面図である。
【図5】変形例を示すブロック図である。
【図6】空気紡績装置による紡績動作を説明するための側断面図である。
【図7】合成繊維用油剤が堆積した中空ガイド軸体の先端部を示す図である。
【符号の説明】
【0046】
F 繊維束
2 空気紡績装置
21 紡績ノズル部材
21a 紡績室
21b 第1ノズル孔
22 中空ガイド軸体
22d 糸通路
24 界面活性剤付与器
【特許請求の範囲】
【請求項1】
油剤を含んだ繊維束から紡績糸を生成する空気紡績装置であって、
紡績糸が通過する糸通路が軸方向に形成された中空ガイド軸体と、
前記中空ガイド軸体の先端部の周辺に前記繊維束が導入される紡績室を区画形成すると共に、当該紡績室内に圧縮空気を噴出して旋回気流を発生させるノズル孔を備えていて、当該紡績室から前記糸通路へ向かう繊維束から繊維を分離させつつ前記中空ガイド軸体の先端部の周りで振り回して撚り込む紡績ノズル部材と、
前記油剤が前記中空ガイド軸体の先端部の外周面に堆積するのを防止するための界面活性剤を前記圧縮空気に混入させる界面活性剤付与器と、
を含んでなることを特徴とする空気紡績装置。
【請求項2】
前記界面活性剤の前記圧縮空気への混入を制御する制御装置をさらに備えていることを特徴とする請求項1に記載の空気紡績装置。
【請求項3】
前記制御装置は、前記油剤の堆積状況に応じて変化する物理量の測定値に基づいて、前記界面活性剤の前記圧縮空気への混入を制御するようになっていることを特徴とする請求項2に記載の空気紡績装置。
【請求項1】
油剤を含んだ繊維束から紡績糸を生成する空気紡績装置であって、
紡績糸が通過する糸通路が軸方向に形成された中空ガイド軸体と、
前記中空ガイド軸体の先端部の周辺に前記繊維束が導入される紡績室を区画形成すると共に、当該紡績室内に圧縮空気を噴出して旋回気流を発生させるノズル孔を備えていて、当該紡績室から前記糸通路へ向かう繊維束から繊維を分離させつつ前記中空ガイド軸体の先端部の周りで振り回して撚り込む紡績ノズル部材と、
前記油剤が前記中空ガイド軸体の先端部の外周面に堆積するのを防止するための界面活性剤を前記圧縮空気に混入させる界面活性剤付与器と、
を含んでなることを特徴とする空気紡績装置。
【請求項2】
前記界面活性剤の前記圧縮空気への混入を制御する制御装置をさらに備えていることを特徴とする請求項1に記載の空気紡績装置。
【請求項3】
前記制御装置は、前記油剤の堆積状況に応じて変化する物理量の測定値に基づいて、前記界面活性剤の前記圧縮空気への混入を制御するようになっていることを特徴とする請求項2に記載の空気紡績装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2008−95208(P2008−95208A)
【公開日】平成20年4月24日(2008.4.24)
【国際特許分類】
【出願番号】特願2006−274674(P2006−274674)
【出願日】平成18年10月6日(2006.10.6)
【出願人】(000006297)村田機械株式会社 (4,916)
【Fターム(参考)】
【公開日】平成20年4月24日(2008.4.24)
【国際特許分類】
【出願日】平成18年10月6日(2006.10.6)
【出願人】(000006297)村田機械株式会社 (4,916)
【Fターム(参考)】
[ Back to top ]