
空気調和機及びコーティング組成物
【課題】樹脂製部品に、多様性汚れに対する防汚性能、露垂れの抑制、防汚性を悪化させない効果的な防カビ処理、を全て同時に提供できるコーティング組成物を塗布した空気調和機を提供する。
【解決手段】この発明に係る空気調和機は、熱交換器の後流側に設けられて熱交換後の空気に曝される樹脂製部品と、樹脂製部品の表面に、親水性の無機微粒子と、疎水性の樹脂粒子とを含有する水性媒体を塗布して得られるコーティング組成物と、を備え、コーティング組成物は、親水性の無機微粒子から成る膜中に、疎水性の樹脂粒子が親水性の無機微粒子から成る膜の表面から露出するように点在して成り、親水性の無機微粒子の含有量と疎水性の樹脂粒子の含有量との重量比が、5:95〜35:65の範囲内にあり、水滴との接触角が50〜90度の範囲内にある。
【解決手段】この発明に係る空気調和機は、熱交換器の後流側に設けられて熱交換後の空気に曝される樹脂製部品と、樹脂製部品の表面に、親水性の無機微粒子と、疎水性の樹脂粒子とを含有する水性媒体を塗布して得られるコーティング組成物と、を備え、コーティング組成物は、親水性の無機微粒子から成る膜中に、疎水性の樹脂粒子が親水性の無機微粒子から成る膜の表面から露出するように点在して成り、親水性の無機微粒子の含有量と疎水性の樹脂粒子の含有量との重量比が、5:95〜35:65の範囲内にあり、水滴との接触角が50〜90度の範囲内にある。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、送風ファンなど樹脂製部品への、多様性汚れの付着防止とカビ発生防止と露飛びを同時に実現する空気調和機及びコーティング組成物に関する。
【背景技術】
【0002】
室内の空気調和を行う空気調和機では、送風ファン、ケーシング部(風路を構成する)、吹き出し口周辺の風向制御板などの樹脂性部品は、多様性の汚れに曝されると共に、熱交換後の冷気に曝される。これらの樹脂性部品が、空気調和機周囲の室内空気の露点温度以下まで冷やされると結露を生じ、そのまま長時間運転を続行すると凝縮水が大きな水滴に成長し、ついには滴下して床を濡らしてしまう。また、滴下しないまでも、水滴が保持されることによって長時間乾かないために、風の衝突により付着した汚れを栄養分として黒カビや青カビが生えてしまい、臭気を発すると共にカビ胞子が室内に飛散していた。
【0003】
室内外で使用される各種物品の表面には、粉塵、埃、油煙や煙草のヤニ等、様々な汚れが固着するため、これを抑制し得る方法が各種提案されている。例えば、物品の表面に帯電防止剤をコーティングしたり、撥油性のフッ素樹脂をコーティングして、親油性の汚れが固着するのを防止・除去し易くしたりする方法が知られている。空気調和機に用いられるコーティングでは、熱交換器への水滴ブリッジを防止することを目的として、表面に光触媒性酸化物と撥水性フッ素樹脂が微視的に分散され、外気と接するように露出して成り、層の表面は水との接触角θが90度以上である防汚性コーティング組成物が提案されている(例えば、特許文献1参照)。
【0004】
また、ジンクピリチオンなど溶出防カビ剤を含有した樹脂系親水層の上に親水性防汚層(詳細な記載なし)を備えた熱交換器フィンが提案されている(例えば、特許文献2参照)。
【0005】
また、表面にカビや菌が発生しないように、通常、樹脂製部品においては、樹脂の材料に防カビまたは抗菌作用を有する材料を練りこむケースが多い。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平10−132483号公報
【特許文献2】特開2008−202931号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
上記特許文献1の防汚性コーティング組成物は、光触媒性酸化物へ光を照射することにより生じる光励起によって部分的に親水性を呈するものであり、光照射が十分でない場合には良好な防汚性能が得られないという課題があった。
【0008】
また、水との接触角が90度以上のコーティング膜であるので、樹脂製部品に適用した場合には、水滴が転がってしまい露垂れ不具合につながり好ましくない。
【0009】
また、このコーティング膜においては防カビ作用を備えていない。従って、樹脂部分に高い防汚性能と高い露垂れ防止と防カビ性能を同時に付与できる方法がこれまでに発見されていなかった。
【0010】
上記特許文献2の親水性防汚層を備えた熱交換器フィンは、表面が親水性の防汚層のために、洗い流せる熱交換器では良いが、樹脂部品においては、同じ親水性の性質を持つ汚れ(ホコリ、砂塵など)がよく付着してしまう。
【0011】
また、親水性では水滴が広がって滑り落ちてしまう。汚れが蓄積すると、結露した水分が汚れに保持されて蒸発しにくくなるばかりでなく、栄養分となる汚れ・水気・空気・高湿度といったカビの生育に適した環境が整うリスクが高まる。
【0012】
また、溶出する防カビ剤を下部層に備えているが、溶出型は溶出量の制御が必要な上、初期性能はいいものの長期信頼性に乏しい。
【0013】
また、表面に露出していないので、表面に付着する菌との接触度合いが低い。
【0014】
また、樹脂の材料に防カビまたは抗菌作用を有する材料を練りこむケースにおいては、表面に材料がうまく出てこないために(表面の濃度が薄いために)防カビ効果が低かった。
【0015】
従って、多様な両親媒性の汚れの付着を防止でき、表面でカビとの接触率を高める方法が必要である。
【0016】
両親媒性分子(amphiphilic molecule)は1つの分子内に水に馴染む「親水基」と油に馴染む「親油基」(疎水基)を持つ分子の総称である。
【0017】
加えて、多様な両親媒性の汚れの付着を防止には、表面でのひっかかりを防止することが有効であるが、防カビ剤などの粒子状材料が大きいとひっかかりの原因となって汚れてしまい、防カビ性が得られても防汚性が得られない場合が多い。
【0018】
また、水垂れを防止するには、表面状態が特許文献1のように疎水性になりすぎても、特許文献2のように親水性になりすぎても問題がある。
【0019】
汚れ防止とカビ防止と露垂れ防止は、各樹脂部品において改善されれば有用である。その中でも特に送風ファンにおいては、慣性衝突、ブラウン運動、静電付着により汚れが堆積し、ブレード先端付近ではカビが汚れに菌糸を伸ばして、ブレード端面から成長し、ブレードの風出入り口を菌が埋めてしまい、著しく送風性能および省エネ性能を悪化させると共にユーザに異臭を直接伝えてしまうという課題がある。
【0020】
この発明は、上記のような課題を解決するためになされたもので、樹脂部品に、多様性汚れに対する防汚性能、露飛びや露垂れの抑制、露保持性の抑制、防汚性能を悪化さない効果的な防カビ性能の付与を、全て同時に提供できるコーティング組成物を塗布した空気調和機及びコーティング組成物を提供する。
【課題を解決するための手段】
【0021】
この発明に係る空気調和機は、
筐体と、
前記筐体内に設置され、空気を吸引すると共に吸引した空気を吹き出す送風ファンと、
前記送風ファンが形成する風路内に配置され、吸引した空気と冷凍サイクルの冷媒とが熱交換を行う熱交換器と、
前記熱交換器の後流側に設けられて熱交換後の空気に曝される樹脂製部品と、
前記樹脂製部品の表面に、親水性の無機微粒子と、疎水性の樹脂粒子とを含有する水性媒体を塗布して得られるコーティング組成物と、を備え、
前記コーティング組成物は、
前記親水性の無機微粒子から成る膜中に、前記疎水性の樹脂粒子が前記親水性の無機微粒子から成る膜の表面から露出するように点在して成り、
前記親水性の無機微粒子の含有量と前記疎水性の樹脂粒子の含有量との重量比が、5:95〜35:65の範囲内にあり、水滴との接触角が50〜90度の範囲内にあることを特徴とする。
【発明の効果】
【0022】
この発明によれば、両性による反発、ミクロ凹凸構造による付着面積低減、帯電防止効果による静電付着防止、低密度低分子間力による固着防止を発揮して、親水性・疎水性を問わず多様性の汚れを防止できる。
【図面の簡単な説明】
【0023】
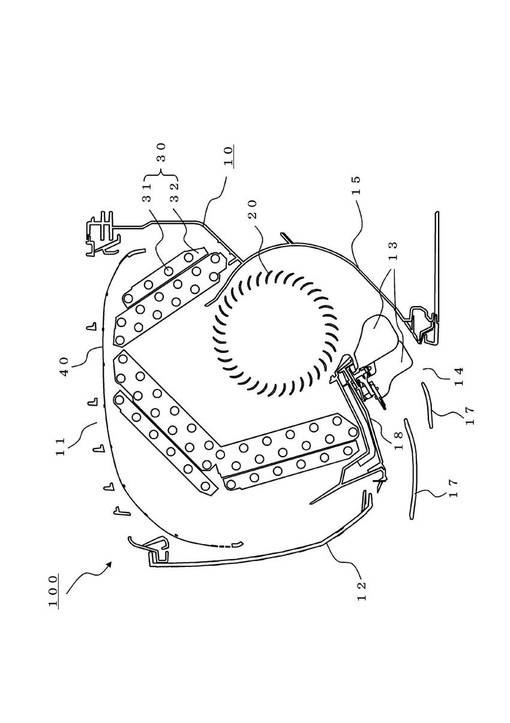
【図1】実施の形態1を示す図で、空気調和機100を模式的に示す側面視の略中央部における縦断面図。
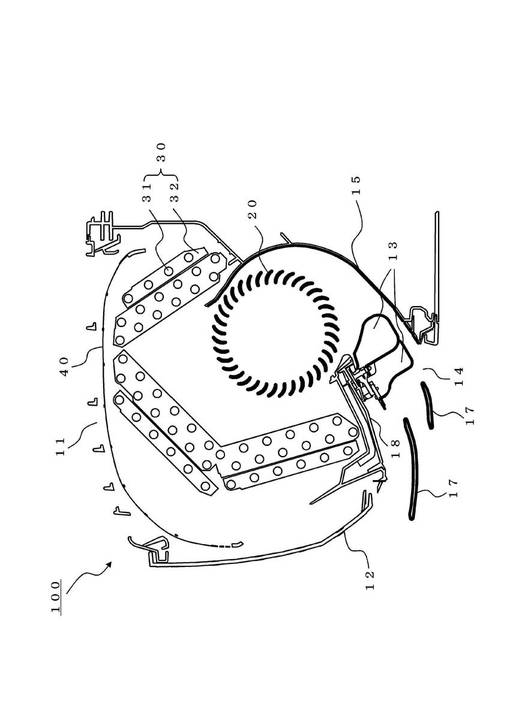
【図2】図1に示す空気調和機100の被コーティング部位を示す縦断面図。
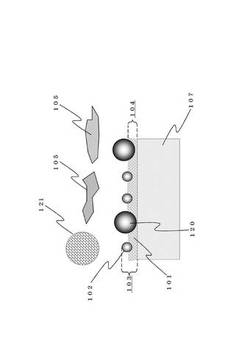
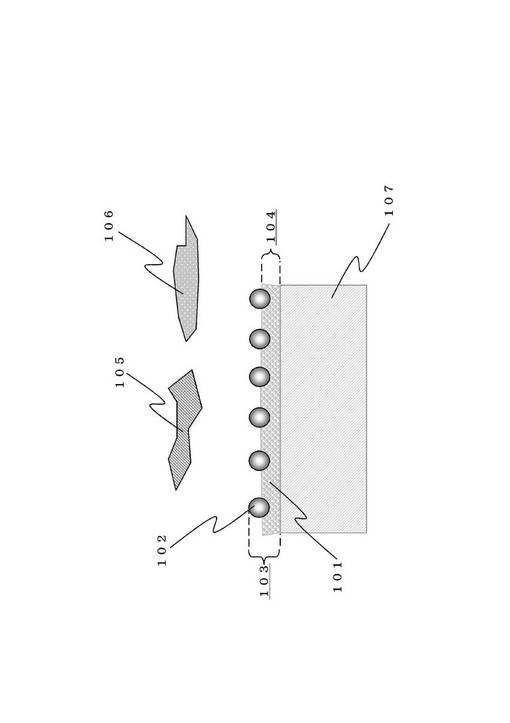
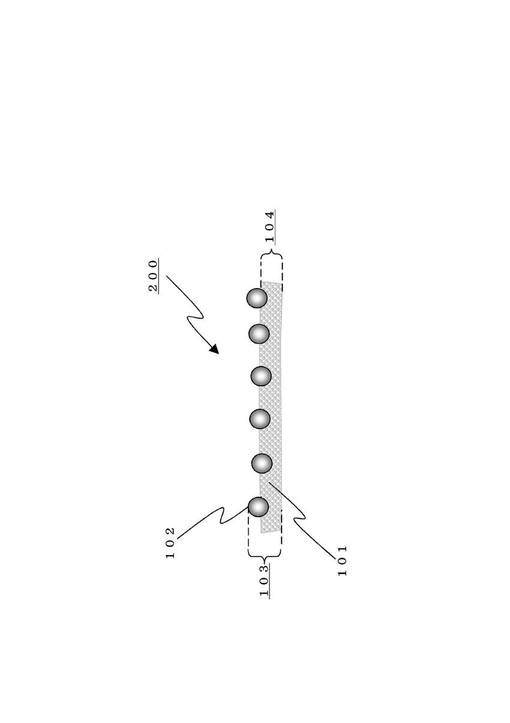
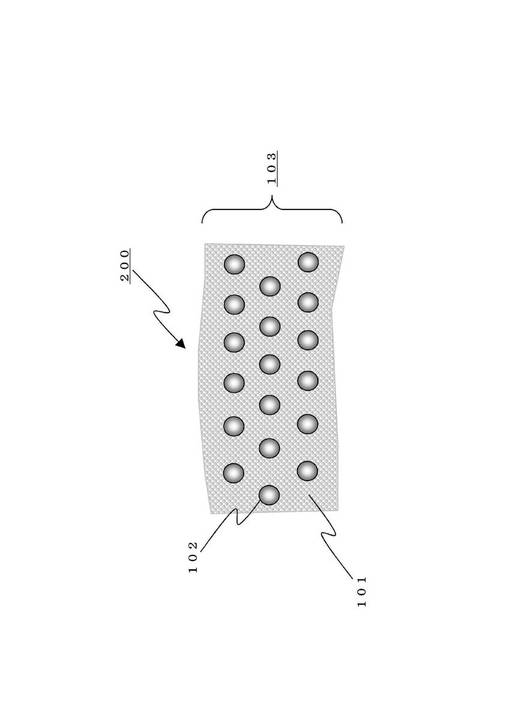
【図3】実施の形態1を示す図で、コーティング組成物200が被コーティング物である樹脂製部品にコーティングされ、コーティング膜103が形成された状態での断面を示す概念図。
【図4】図3におけるコーティング組成物200によるコーティング膜103の部分のみを示した。
【図5】図3もしくは図4のコーティング膜103の上面を見た概念図。
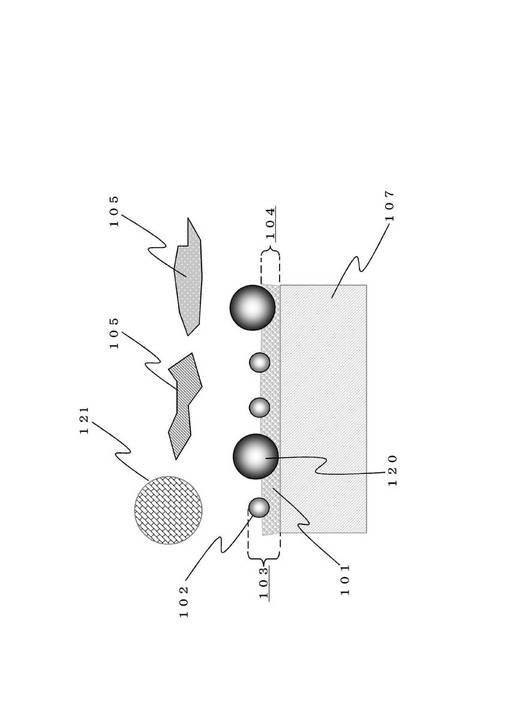
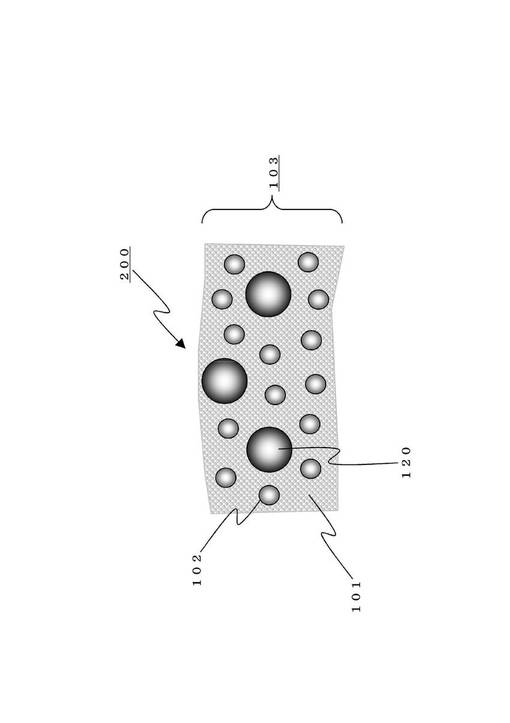
【図6】実施の形態1を示す図で、防カビ剤を含んだコーティング組成物200が樹脂表面にコーティングされ、コーティング膜103が形成された状態の断面を示す概念図。
【図7】図6のコーティング膜103の上面を見た概念図。
【図8】実施の形態1を示す図で、防カビ剤の一例として汎用防カビ剤であるチアベンダゾール(TBZ)を用いた場合の粒径分布と頻度を示す図。
【図9】実施の形態1を示す図で、樹脂表面に付着した水滴50の接触角θを説明する模式図。
【図10】実施の形態1を示す図で、ラジカル発生材111または過酸化物112を添加したコーティング組成物200が樹脂表面にコーティングされ、コーティング膜103が形成された状態の断面を示す概念図。
【図11】実施の形態1を示す図で、ラジカル材としてBPO(ベンゾイルパーオキサイド;油溶性)を微粒化処理した場合の粒径分布とその頻度を表す図。
【図12】実施の形態1を示す図で、未使用常態の送風ファン20を示す断面図。
【図13】実施の形態1を示す図で、カビが生えた送風ファン20を示す断面図。
【図14】実施の形態1を示す図で、送風ファン20を回転することで防カビ剤の濃度をブレード21の位置に寄らずに均一化した場合の送風ファン20のブレード21の位置における防カビ剤の濃度を示す図。
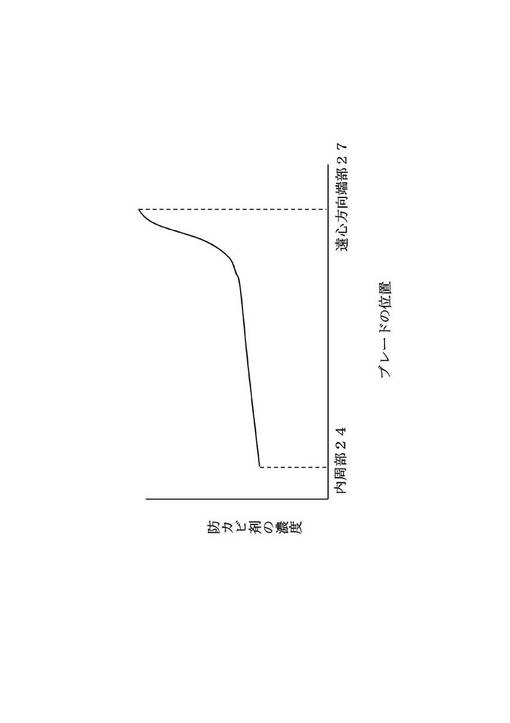
【図15】実施の形態1を示す図で、送風ファン20を構成するブレード21の内周部27からブレード先端部24に向かって、ブレード先端部24の濃度が高くなるように傾斜配置される場合の送風ファン20のブレード21の位置における防カビ剤の濃度を示す図。
【図16】実施の形態1を示す図で、送風ファン20の回転を早くした場合の送風ファン20のブレード21の位置における防カビ剤の濃度を示す図。
【発明を実施するための形態】
【0024】
実施の形態1.
以下、実施の形態1に係る空気調和機、送風機およびコーティング組成物について、図面を参照しながら説明する。尚、以下の各図において、同じ部分または相当する部分には同じ符号を付し、一部の説明を省略する。
【0025】
図1は実施の形態1を示す図で、空気調和機100を模式的に示す側面視の略中央部における縦断面図である。
【0026】
図1において、空気調和機100は、少なくとも以下に示す構成部材を備える。
(1)空気調和機100(室内機)の外郭を構成する筐体10;
(2)筐体10内に設置され、空気を吸引すると共に吸引した空気を吹き出す送風ファン20;
(3)送風ファン20により吹き出される風を導くケーシング部15;
(4)吸引した空気を冷凍サイクルの冷媒と熱交換を行うことにより調和する熱交換器30;
(5)吸引した空気に含まれる塵埃を捕捉するフィルタ40;(6)室内へ吹き出す風を左右方向に曲げる左右ベーン13;
(7)室内へ吹き出す風を上下方向に曲げる上下フラップ17;
(8)開閉自在な前面グリル12;
(9)ケーシング部15とともに風路を形成するノズル18。
【0027】
以下、各構成部材について個別に説明する。送風ファン20は、筐体10の側面視で略中央部に配置され、吸込口11から吹出口14に至る風路に配置される。送風ファン20には、貫流送風機が使用される。
【0028】
ケーシング部15は、送風ファン20の吹き出し方向を決定し、送風ファン20の後方から吹出口14にまで延びている。
【0029】
熱交換器30は、吸込口11と送風ファン20との間に配置され、吸い込まれた空気を冷凍サイクルの冷媒と熱交換することで調和(冷却、加熱、除湿、送風等)する。
【0030】
また、熱交換器30は、伝熱管31と、伝熱管31が挿通される放熱フィン32とを備えるフィンチューブ型熱交換器である。
【0031】
また、熱交換器30は、符号は付けていないが、前面上部熱交換器、前面下部熱交換器及び背面熱交換器からなる略逆V字形(側面視の断面形状)である。
【0032】
ケーシング部15には風速の速い風が衝突し、熱交換器30を介して飛んだ露が付着する場合がある。また、送風ファン20に近いケーシング部15の吸い込み側近辺では、筐体10の背面からの断熱が不十分であったり暖気が浸入したりすると、しばしば露が横一列に付着してしまう。
【0033】
左右ベーン13は、樹脂で形成される様々な外郭形状の平たい風向板であり、室内機(図1で空気調和機100と呼ぶもの)の幅方向(左右方向)に複数枚設置されて、吹き出された風を左右方向に送り届ける役目を持つ。
【0034】
上下フラップ17は、樹脂で形成される断面が略円弧状の風向板であり、室内機の吹出口14の幅方向(左右方向)に渡って設置され、吹き出された風を上下方向に送り届ける役目を持つ。
【0035】
左右ベーン13および上下フラップ17は、図示しないモータによって自動で角度を変えることができる。上下フラップ17は、上フラップ、下フラップに分かれていてもよいし、複数枚備えてもよい。
【0036】
図中、熱交換器30は、送風ファン20の天面側および前面側を取り囲むように配置されているが、本実施の形態は該配置形態に限定されるものではない。
【0037】
また、熱交換器30は、伝熱管31と、伝熱管31が挿通される放熱フィン32とを備えるものを一例として示しているが、本実施の形態はこれに限定されるものではない。
【0038】
また、図中の空気調和機100は、壁掛け型であるが、本実施の形態はこれに限定されるものではない。
【0039】
以下で説明する本実施のコーティングは、空気調和機100だけでなく、送風装置にも適用できる。
【0040】
以下、親水性汚損物質105と疎水性汚損物質106の両方に対して優れた防汚性能を発揮する樹脂用コーティング組成物に関して、図面を参照しながら説明する。
【0041】
図2は図1に示す空気調和機100の被コーティング部位を示す縦断面図である。この実施の形態のコーティング組成物200が塗布されて効果がある被コーティング部を太い黒線で囲って示している。
【0042】
図2において、太い黒線で示す、又は太い黒線で囲った送風ファン20、ケーシング部15、左右ベーン13および上下フラップ17の各樹脂部品は露付き発生の懸念がある。同時に露による水分と付着した多様性汚れが起点となって黒カビや青カビ等の真菌が付着しやすく、本実施の形態のコーティング組成物200を施す好適な部位である。また、ノズル18の下面にも上吹き風向時に露がつきやすいためコーティング組成物200を施しても良い。
【0043】
なお、通常は露がつかない樹脂部品であっても、蒸気が通過する風路であったり、バス関連、トイレ関連、換気扇に用いられる樹脂部品であったりしても、同様に高湿度空気に曝されるケースがあり、本実施の形態のコーティング組成物200を施す好適な部位である。
【0044】
送風ファン20のブレード先端部24(図12)においては、汚れ粒子の衝突が頻繁に起きるために汚れが堆積しやすく、水分が保持された場合にはカビが繁殖してやがては長く伸びた菌糸がブレード間を埋めてしまい、臭いを発生する共に著しく風量低下を起こすため、コーティング組成物200を施す最も好適な部位である。
【0045】
これらのケーシング部15、左右ベーン13および上下フラップ17、ノズル18、送風ファン20(特に、ブレード先端部24)を総称して、「熱交換器の後流側に設けられる樹脂製部品」と呼ぶ。
【0046】
図3乃至図5は実施の形態1を示す図で、図3はコーティング組成物200が被コーティング物である樹脂製部品にコーティングされ、コーティング膜103が形成された状態での断面を示す概念図、図4は図3におけるコーティング組成物200によるコーティング膜103の部分のみを示した概念図、図5は図3もしくは図4のコーティング膜103の上面を見た概念図である。図3乃至図5においては、いずれもコーティング組成物200が乾燥されコーティング膜103を形成している状態を示している。
【0047】
この実施の形態1のコーティング組成物200は、乾燥された状態において、シリカ微粒子101から成る親水性を示すシリカ膜104中に疎水性を示すが点在し、シリカ膜104から全部でなく部分的に露出した構成のコーティング膜103が形成されるものである。
【0048】
コーティング組成物200は、親水性の無機微粒子(シリカ膜104)と疎水性の樹脂粒子(フッ素樹脂粒子102)の両方を備える親水疎水複合表面である。
【0049】
シリカ(SiO2)は、地殻の約60%を占める珪素の酸化物である。主として珪砂を原料として化学的に反応させて、多孔質で大きな表面積構造を持つ合成シリカを作り出すことにより各種分野における優れた特性を生み出す。その化学的な安定性と共に広い分野で脚光を浴びている。
【0050】
このコーティング組成物200は、シリカ微粒子101が分散された水(分散液)と、フッ素樹脂粒子102が分散された水(分散液)とを混合することによって得られる。コーティング膜103が形成される前は、水分中にシリカ微粒子101やフッ素樹脂粒子102が分散された液の状態である。物品表面にその分散液(コーティング溶液)を塗布したり、物品をその分散液中に浸漬させたりした後で、乾燥させ水分を除去することにより、コーティング膜103が物品表面に形成されるものである。コーティング膜103におけるシリカ膜104は、珪素Siと酸素Oの結合が続き、表面にOH基を有する膜となる。
【0051】
なおここでは、図4に示すように、コーティング組成物200により物品表面に形成された被覆層をコーティング膜103と呼ぶ。
【0052】
コーティング膜103は、シリカ微粒子101から成るシリカ膜104中にフッ素樹脂粒子102が点在するとともに、フッ素樹脂粒子102がシリカ膜104の表面から全部でなく部分的に露出されている状態となっているものである。
【0053】
また、ここでは基本的にコーティング組成物200は、上述した分散液の状態であるコーティング溶液と呼ばれている状態を指すものとする。
【0054】
このコーティング組成物200に用いるシリカ微粒子101の平均粒径(平均粒子径)は、光散乱法により測定した場合、30nm以下、好ましくは4〜15nmのものとする。粒径は光散乱法により測定できる。このように極めて小さい平均粒径を有するシリカ微粒子101は、水に分散したコーティング溶液の状態では、水と接している全表面部分が平衡して水に半ば溶解した状態になっている(接する表面部分が水とシリカの中間的性質の物質となっている)。
【0055】
コーティング組成物200が乾燥されると、この半ば溶解した状態のシリカ成分が、シリカ微粒子101同士をつなぐバインダー(粒子を固める結合剤)として働く。そのため、特別なバインダーを添加しなくても、乾燥後にはシリカ微粒子101同士が凝集し固化し易くなる。そのため、クラックが入りにくいなど強度的に優れたシリカ膜104、ひいてはコーティング膜103を得ることができる。
【0056】
平均粒径が4〜15nmの範囲内にあるシリカ微粒子101では、一つのシリカ微粒子101について、シリカ微粒子101重量のおおよそ15〜30%の重量に相当する表面部分が、コーティング溶液において、半ば水に溶解した状態となっている。
【0057】
しかし、平均粒径が15nmを超えるシリカ微粒子101の場合、平均粒径が大きくなるほど、シリカ微粒子101の重量に対するコーティング溶液における水に半ば溶解した状態のシリカ成分の重量は少なくなり、バインダーとしての作用が得られなくなってくる。そのため、形成されるコーティング膜103が十分な強度を有さず、クラックが入り易いなどコーティング膜103としては好ましくない。そのため、別途バインダーを添加する必要が生じてくる。
【0058】
逆に、平均粒径が4nm未満のシリカ微粒子101の場合では、コーティング溶液において、半ば水に溶解した状態のシリカ成分の割合が高くなりすぎて、コーティング溶液中でシリカ微粒子101同士が凝集してしまうなど、コーティング組成物200としての安定性が得られなくなる。また、乾燥後に形成されるシリカ膜104(コーティング膜103)の強度や後述する防汚性能も所望のものが得られなくなる。
【0059】
また、シリカ微粒子101の粒径は、形成されるコーティング膜103の透明性等の外観特性にも影響を与える。平均粒径が15nm以下のシリカ微粒子101であれば、コーティング膜103により反射する光の散乱が小さくなる。そのため、コーティング膜103の透明性が向上し、被コーティング物の色調や風合いの変化を抑え、被コーティング物の色調や風合いを損なわないようにすることができる。
【0060】
また、シリカ微粒子101として、平均粒径が15nm以下のシリカ微粒子101を使用することで、得られるコーティング膜103中のシリカ膜104が、緻密ではありながらシリカ微粒子101間に微細な空隙を有するものとなる。シリケート(ケイ酸塩は、1個または数個のケイ素原子を中心とし、電気陰性な配位子がこれを取り囲んだ構造を持つアニオンを含む化合物を指し、シリケートとも呼ばれる)やゾルゲル法(一般に金属アルコキシドからなるゾルを加水分解・重縮合反応により、流動性を失ったゲルとし、このゲルを加熱して酸化物を得る方法)等で形成する微粒子を用いない従来から一般的なシリカ膜や、可溶性の有機や無機物からなるバインダーが添加されたシリカ膜と比較して、本実施の形態のシリカ膜104は、薄く形成でき、またシリカ微粒子101によるシリカ膜104表面の凹凸を小さくして平滑に形成することができるので、汚損物質が引っ掛かったりせず、防汚性能が高められる。
【0061】
コーティング組成物200におけるシリカ微粒子101の含有量は、コーティング組成物200に対して0.1〜5重量%としており、好ましくは0.3〜2.5重量%とする。
【0062】
この範囲の含有量(濃度)のコーティング組成物200を用い、浸漬やかけ塗り等で被コーティング物(例えば、ケーシング部15、左右ベーン13および上下フラップ17等の樹脂製部品)の表面に液膜を形成し、余剰のコーティング溶液を流し去ったり、強制的に排除したりして乾燥させる方法でコーティングを行うと、形成されるコーティング膜103の厚さは50〜500nm程度となり、シリカ膜104が凹凸のない均一な厚さとすることができ、被コーティング物表面の色調や風合いを損なうことがないコーティング膜103を形成することができる。
【0063】
シリカ微粒子101の含有量が0.1重量%未満であると、シリカ膜104が薄くなりすぎて部分的な欠損が生じ、被コーティング物の表面にコーティングできていない部分が発生してしまうといった不具合が起こることがあり、コーティング組成物200としては適さないものとなってしまう。
【0064】
一方、シリカ微粒子101の含有量が5重量%を超えると、シリカ膜104が厚くなりすぎて白濁膜となってしまい、被コーティング物表面の色調や風合いを損なうことになる。また、シリカ微粒子101自体の重量割合が大きいため、上述したコーティング溶液中の半ば水に溶解したシリカ成分によるバインダー作用が得難くなり、乾燥後のシリカ微粒子101同士の固化状態が弱くなって、シリカ膜104にクラックが入り易くなったり、剥離し易くなったりと強度的に劣るようになる。
【0065】
次に、このコーティング組成物200に用いられるフッ素樹脂粒子102について説明する。コーティング膜103において、シリカ膜104中に点在し、シリカ膜104から全部でなく部分的に露出しているフッ素樹脂粒子102の平均粒径(平均粒子径)は、50〜500nm、好ましくは100〜250nmであるものを用いる。粒径の測定は、光散乱法により可能である。このような範囲の粒径のものを使用することで、シリカ膜104の厚さよりも大きい粒径となり、形成されるコーティング膜103において、フッ素樹脂粒子102がシリカ膜104中に適度に分散し易く、コーティング膜103の表面に(シリカ膜104表面から)フッ素樹脂粒子102の部分的な露出がされ易くなり、所望するコーティング膜103の状態が得られるようになる。
【0066】
平均粒径が50nm未満のフッ素樹脂粒子102であると、コーティング溶液において、フッ素樹脂粒子102同士が凝集、合一してしまうなど性状の安定性が得られなくなる。また形成されるコーティング膜103において、フッ素樹脂粒子102がシリカ膜104の表面から露出し難くなり、後述する防汚性能が得られないことにもなる。
【0067】
一方、平均粒径が500nmを超えるフッ素樹脂粒子102であると、形成されるコーティング膜103において、シリカ膜104の表面から露出するフッ素樹脂粒子102部分が大きくなる。そのようになると、コーティング膜103の表面に疎水性を示す部分の領域が大きくなりすぎ、後述する防汚性能が得られないことになる。またコーティング膜103表面の凹凸が大きくなりすぎ、汚損物質(汚れ)が引っかかり易くなって、付着した汚損物質が除去され難くなる。
【0068】
このコーティング組成物200が乾燥して被コーティング物の表面に形成されるコーティング膜103において、シリカ膜104の厚さは、フッ素樹脂粒子102の平均粒径よりも小さいものである。シリカ膜104の厚さをフッ素樹脂粒子102の平均粒径よりも薄く管理することで、形成されるコーティング膜103において、フッ素樹脂粒子102がシリカ膜104中に適度に分散して点在し、シリカ膜104の表面から全部でなく部分的に露出し易くなり、所望するコーティング膜103の状態が得られる。
【0069】
例えば、平均粒径が250nmのフッ素樹脂粒子102を使用する場合では、シリカ膜104の厚さを200nm未満に管理する。すなわち、シリカ膜104の厚さをフッ素樹脂粒子102の平均粒径より薄くするのである。このように、シリカ膜104を200nmより薄い薄膜に形成するためには、被コーティング物の表面でシリカ微粒子101が固化する以前に、強い気流で被コーティング物の表面のコーティング溶液をブローするとよい。このときのブロー速度、ブロー時間、ブロー温度などの因子を調整することにより、シリカ膜104の厚さを管理することが可能となる。
【0070】
これより、このコーティング組成物200によって形成されるコーティング膜103による防汚性能(防汚特性)について説明する。汚れとは、物品の表面に汚損物質が付着し、それが除去されずに物品表面に固着してしまうことである。そのため、汚損物質が物品の表面に固着しないようにする、またもし物品表面に汚損物質が付着したとしても、汚損物質が表面に固着することなく表面から容易に除去されることが、物品表面の汚れを防止することとなる。
【0071】
このように、汚損物質が表面に固着し難い特性、また仮に汚損物質が付着したとしても、表面に固着することなく表面から容易に離脱できる(除去される)特性を、「防汚性能」と呼ぶものとする。
【0072】
物品表面をコーティングすることで、物品表面がこの防汚性能に優れた状態にできるコーティング組成物200(コーティング膜103)を防汚性能が高い、もしくは防汚性能に優れたコーティング組成物200(コーティング膜103)と表現するものとする。
【0073】
なお、「付着」とは、単純に表面に載っている状態も含めて、その後にその表面から比較的容易に除去できる状態を指す。また、「固着」とは、表面から容易には除去できない状態を指すものとして、両者を区別して使用する。
【0074】
汚れを生じさせる汚損物質には、親水性汚損物質105と疎水性汚損物質106がある。親水性汚損物質105は、親水性を示す部分に付着し易く、疎水性を示す部分には付着し難い。そして、疎水性汚損物質106はその逆となる。
【0075】
親水性汚損物質105は、砂塵やホコリ等であり、親水性汚損物質105と物品表面の親水性部分にそれぞれ存在する親水基(OH基)同士による静電的な結合により、もしくは、親水性汚損物質105と物品表面の親水性部分が近接することによる分子間力により、または、水等の液が介在して液架橋により、物品表面(コーティング膜103表面も含む)の親水性部分に付着する。
【0076】
空気中に浮遊している親水性汚損物質105である砂塵は、大きさが数μm〜数十μmの微小な粒子である。また、同じく親水性汚損物質105であるホコリは、砂塵よりはるかに大きなもので、0.1mm〜5mmの大きさがある。このような親水性汚損物質105が、上記のような作用で物品表面の親水性部分に固着するためには、親水性汚損物質105と物品表面の親水性部分とが十分に密着できる(接触できる)だけの親水性部分の面積が存在しなければならない。
【0077】
しかし、この実施の形態のコーティング組成物200により形成されるコーティング膜103は、親水性を示すシリカ膜104に疎水性を示すフッ素樹脂粒子102が適度に分散して点在しているため、砂塵をはじめとして親水性汚損物質105が安定して密着できるだけの連続した面積を有するシリカ膜104表面がほとんど存在しない。コーティング膜103の上に付着した親水性汚損物質105は、シリカ膜104から突出(露出)しているフッ素樹脂粒子102の表面の疎水性により、もしくは、突出しているフッ素樹脂粒子102の物理的な阻害により、シリカ膜104の表面とは十分に密着できない。このため、親水性汚損物質105は、容易に離脱してコーティング膜103に固着しない。
【0078】
また、シリカ膜104は、シリカ微粒子101から成るもの(バインダーの役目もシリカ微粒子101のシリカ成分が担っている)で、シリカ微粒子101間に微細な空隙を有する多孔性の膜であるため密度が小さく、仮に親水性汚損物質105が近接しても、分子間力が小さく親水性汚損物質105を固着させ難い。
【0079】
さらに、シリカ微粒子101間に微細な空隙を有する多孔性のシリカ膜104であるため、仮に水等による液架橋が生じた場合にも、親水性汚損物質105とシリカ膜104表面間の水が、シリカ膜104の微細な空隙を通して除去され、液架橋が消失されるので、液架橋により親水性汚損物質105が固着することもない。
【0080】
このように、このコーティング組成物200により形成されるコーティング膜103は、親水性汚損物質105に対して、優れた防汚性能を発揮する。
【0081】
一方で、点在するフッ素樹脂粒子102の間隔が空いていて、フッ素樹脂粒子102に遮断されずに連続するシリカ膜104があると、シリカ膜104表面の吸湿性が向上することにより、コーティング膜103に帯電する電荷が漏洩し易くなるので、コーティング膜103表面の帯電を効率よく抑制できるという利点がある。物品表面が帯電すると、親水性、疎水性に関係なく空気中の汚損物質である微細な浮遊粒子が静電引力で引きつけられて物品表面に付着し易くなる。
【0082】
このコーティング膜103においては、帯電を抑制できる連続性を有し、すなわちシリカ膜104が電荷を漏洩できる程度の連続する面積を有するような適度な間隔でフッ素樹脂粒子102が点在し、帯電による浮遊粒子(汚損物質)の付着を防ぐ効果がある。コーティング組成物200で物品表面をコーティングし、表面にコーティング膜103を形成することで、静電気に由来する汚れも防止することができるのである。
【0083】
コーティング組成物200におけるシリカ微粒子101の量が、シリカ微粒子101とフッ素樹脂粒子102との重量比で17:83以上あることが好ましい。
【0084】
コーティング組成物200におけるシリカ微粒子101の量が、シリカ微粒子101とフッ素樹脂粒子102との重量比で10:90より少なくなれば、シリカ膜104中にフッ素樹脂粒子102が点在する間隔が狭くなり、上記のような連続するシリカ膜104による帯電の抑制効果、それにより静電気に由来する汚れが防止できる効果を得難くなり、膜は構成できるものの、やや防汚性能が劣ってくる。
【0085】
もう一つの汚損物質である疎水性汚損物質106は、油煙やカーボン、煙草のヤニ等であり、汚れの原因となるものはこれらの中で微粒子として空気中に浮遊しているものである。その粒子径が5μm以下、多くは0.1〜0.3μmと親水性汚損物質105に比べて小さいものである。
【0086】
疎水性汚損物質106は、親水性を示す表面部分に対しては、表面に親水基や吸着した水分が存在するため、固着し難く、疎水性を示す表面部分には、固着し易い。このような疎水性汚損物質106が、物品表面に固着するのは、疎水性汚損物質106が疎水性を示す表面部分と密着することで生じる分子間力によるためである。
【0087】
このコーティング組成物200において疎水性を示すものは、上記の通り平均粒径が50〜500nmのフッ素樹脂粒子102である。フッ素樹脂粒子102は、物品表面で形成されるコーティング膜103においては、変形や合一により、単体の粒径よりも大きくなることも起こり得る。フッ素樹脂粒子102は、汚れの原因となる疎水性汚損物質106の大きさと比べて同等か小さく、疎水性を示す表面部分を有するフッ素樹脂粒子102には、疎水性汚損物質106が、十分に密着できる面積が存在しない場合が多い。
【0088】
このような場合、互いに固着させるような分子間力が作用せず、疎水性汚損物質106は疎水性を示すフッ素樹脂粒子102に対して固着し難くなる。当然、疎水性汚損物質106は親水性を示すシリカ膜104には固着しないので、コーティング膜103は疎水性汚損物質106に対しても高い防汚性能を発揮する。
【0089】
上記のようなフッ素樹脂粒子102の大きさ(粒径)が、疎水性汚損物質106の大きさに比べて同等か小さいことにより、疎水性汚損物質106がコーティング膜103のフッ素樹脂粒子102に十分に密着できずに固着に到る分子間力が作用しない、ということだけでは、疎水性汚損物質106が部分的にフッ素樹脂粒子102に密着し、分子間力の作用により部分的には固着する可能性がある。また、疎水性汚損物質106の方がフッ素樹脂粒子102よりも小さい場合もあり、互いが十分に密着できる面積がフッ素樹脂粒子102に存在することも起こり得る。
【0090】
しかし、このコーティング膜103は、上記以外にも疎水性汚損物質106をフッ素樹脂粒子102に固着させない他の作用を有しており、そのような部分的な固着、小さい疎水性汚損物質106の固着さえも起こり難くしている。その作用について、以下に説明する。
【0091】
このコーティング組成物200のフッ素樹脂粒子102は、フッ素樹脂の重合時や水への分散液の状態、およびシリカ微粒子101の分散液と混合されたコーティング溶液の状態において、添加される界面活性剤により表面が親水性を示す状態になっている。
【0092】
乾燥されコーティング膜103となった場合には、界面活性剤は剥離して、フッ素樹脂粒子102の表面は疎水性を示すようになるが、コーティング溶液中には、シリカ微粒子101が共存しているため、乾燥後に形成されるコーティング膜103のフッ素樹脂粒子102表面には、フッ素樹脂粒子102より粒径の小さいシリカ微粒子101がまばらに付着した状態になる。
【0093】
このように、フッ素樹脂粒子102の表面に親水基を有する(親水性を示す)シリカ微粒子101が散らばって付着しているために、フッ素樹脂粒子102の表面には疎水性汚損物質106の部分的な固着も、またフッ素樹脂粒子102よりも小さい疎水性汚損物質106の固着も起こり難いのである。
【0094】
フッ素樹脂粒子102の表面に部分的に親水基が導入されることで、フッ素樹脂粒子102と疎水性汚損物質106との密着を抑制する効果が得られるのである。そして、フッ素樹脂粒子102の表面に疎水性汚損物質106が付着しても、シリカ微粒子101が散らばって付着しているので、その付着は不安定で、容易に離脱できる。
【0095】
一方で、そのようにシリカ微粒子101がまばらに付着しているフッ素樹脂粒子102の表面であっても、シリカ微粒子101の大きさに比べるとはるかに大きい親水性汚損物質105に対しては、十分な疎水性としての効果を発揮し、親水性汚損物質105がフッ素樹脂粒子102の表面に固着することはない。
【0096】
また、フッ素樹脂粒子102は、柔軟な表面を有しているのだが、このようにシリカ微粒子101がまばらに付着することで、フッ素樹脂粒子102の表面が硬くなり、疎水性汚損物質106が密着し難くなる効果も得られる。
【0097】
また、フッ素樹脂自体が、従来からフッ素樹脂コーティングで知られているように、非常に表面エネルギーが小さく摩擦係数が低いため、疎水性を示すばかりでなく、撥油性も有しており、他の疎水性を示す樹脂に比べて、疎水性汚損物質106の固着が起こり難い性質を備えている。その点も、疎水性汚損物質106がフッ素樹脂粒子102に固着しない作用効果の一つである。
【0098】
このように、このコーティング組成物200により形成されるコーティング膜103は、疎水性汚損物質106に対しても、優れた防汚性能を発揮する。
【0099】
コーティング組成物200におけるシリカ微粒子101とフッ素樹脂粒子102との重量比(シリカ微粒子101の重量:フッ素樹脂粒子102の重量)を変化することで、親水性から疎水性まで任意に調整することができる。シリカ微粒子101(シリカ膜104)による親水性領域と、フッ素樹脂粒子102による疎水性領域とがバランスよく混在するコーティング膜103が常温での乾燥により得られる。シリカ微粒子101を多く入れれば疎水性汚れに強くなり、フッ素樹脂粒子102を多く入れれば親水性汚れに強くなる。また、密度は金属の1/10程度と低いので、汚れ粒子との分子間力を少なくして経年的な固着を抑制でき、風などでも剥離がしやすい。
【0100】
ただし、シリカ微粒子101のみを用いて純粋なシリカ膜104を形成した場合にも、防汚効果はかなり制限されるものの、油煙のような疎水性粒子を遠ざける効果および表面の静電気力や分子間力を低下させる効果を有し、コーティングを施さない場合に比べて、汚れ耐力が向上する。
【0101】
なお、シリカ膜104の厚さをフッ素樹脂粒子102の粒径よりも大きく(厚く)した場合には、親水性を呈するシリカ膜104がコーティング膜103の表面として広く露出することになり、親水性汚損物質105に対する防汚性能が劣る。
【0102】
さらに、フッ素樹脂粒子102のシリカ膜104中への分散が阻害され、フッ素樹脂粒子102がシリカ膜104から分離してシリカ膜104表面に析出し、フッ素樹脂粒子102同士が合一して塊となってしまい、その部分で局所的に親水性が悪化したり、疎水性汚損物質106が固着したりすることが起こり得る。そのため、上述したようにシリカ膜104の厚さは、フッ素樹脂粒子102の平均粒径よりも小さく(薄く)して、フッ素樹脂粒子102が、シリカ膜104中に適度に分散され、それぞれのフッ素樹脂粒子102がシリカ膜104から全部ではなく部分的に露出できるようにする。
【0103】
このコーティング組成物200におけるフッ素樹脂粒子102としては、PTFE(ポリテトラフルオロエチレン)、FEP(テトラフルオロエチレン・ヘキサフルオロプロピレン共重合体)、PFA(テトラフルオロエチレン・パーフルオロアルキルビニルエーテル共重合体)、ETFE(エチレン・テトラフルオロエチレン共重合体)、ECTFE(エチレン・クロロトリフルオロエチレン共重合体),PVDF(ポリフッ化ビニリデン)、PCTFE(ポリクロロトリフルオロエチレン)、PVF(ポリフッ化ビニル)等や、これらの共重合体もしくは混合物、またはこれらに他の樹脂を混合したものが使用できる。
【0104】
フッ素樹脂粒子102は、コーティング組成物200が製造される前に水に分散した分散液の状態である必要がある。分散させる方法は、懸濁重合や乳化重合により重合したフッ素樹脂粒子102を用い、界面活性剤を利用することで可能となる。水に分散した状態においては、フッ素樹脂粒子102の表面は疎水性が低い状態となっているが、これらが乾燥され固形物(コーティング膜103)となった状態にて、表面が疎水性を示すようになればよい。使用するフッ素樹脂としては上記の中で特に、PTFEとFEPが、分散液やコーティング溶液において凝集しないといった安定性に優れている点、また乾燥されコーティング膜103となった時の疎水性が高い点から好ましい。
【0105】
以上のように、このコーティング組成物200により物品表面に形成されるコーティング膜103は、両方の性質を有するので、親水性汚損物質105と疎水性汚損物質106の両方とも固着させず、また付着しても容易に離脱させることができるので、優れた防汚性能と剥離性を発揮して、コーティングされたフィルタ表面の汚れを防止することができる。後述する実施例(実験結果)においても、この実施の形態によるコーティング組成物200の防汚性能が優れていることが証明されている。
【0106】
この実施の形態のコーティング組成物200の製造方法は、特に制限されることはないが、シリカ微粒子101の分散液と、フッ素樹脂粒子102の分散液と、を混合することによって容易に製造することができる。ここで、シリカ微粒子101の分散液は、15nm以下の平均粒径を有するシリカ微粒子101が水に分散されたもの、例えば、市販のコロイダルシリカを用いることができる。シリカ微粒子101の分散液では、分散液中のシリカ微粒子101の体積比率が、20%以下であることが好ましい。体積比率が20%を超えると、シリカ微粒子101が凝集するなど分散液の安定性が低下してしまうことがあるためである。
【0107】
また、フッ素樹脂粒子102の分散液は、500nm以下の平均粒径を有するフッ素樹脂粒子102が水に分散されたもの、例えば、PTFEディスパージョンを用いることができる。なお、疎水性のフッ素樹脂粒子102をコーティング組成物200に凝集することなく均一に分散させるために、界面活性剤を加えてもよい。なお、どちらの分散液においても極性溶媒は水に限定されるものではない。
【0108】
それぞれの分散液に使用される水は、特に制限されることはないが、シリカ微粒子101やフッ素樹脂粒子102が凝集することなく分散して安定するために、カルシウムイオンやマグネシウムイオン等のイオン性不純物が少ないものがよい。2価以上のイオン性不純物が200ppm以下であることが望ましく、より望ましくは50ppm以下である。2価以上のイオン性不純物が多くなると、シリカ微粒子101やフッ素樹脂粒子102が凝集して沈殿したり、形成されるコーティング膜103の強度や透明性が低下したりする恐れが生じる。
【0109】
このコーティング組成物200は、有機溶剤を含まないので、安全で環境にやさしいものである。また、上記のように市販されている分散液を混合するだけで製造できるので、容易に低コストで製造できる利点がある。
【0110】
ただし、コーティング組成物200は、疎水性のフッ素樹脂粒子102の安定性確保や、被コーティング物品の材質に応じて、形成されるコーティング膜103の密着性向上やコーティング膜103の親水性の調整を図る観点から、界面活性剤や有機溶剤を添加してもよい。また、コーティング組成物200には、形成されるコーティング膜103の密着性や透明性、強度の向上、さらにはコーティング膜103の親水性の調整目的でカップリング剤やシラン化合物を添加してもよい。
【0111】
ここで、このコーティング組成物200に使用可能な界面活性剤としては、各種のアニオン系又はノニオン系の界面活性剤が挙げられる。かかる界面活性剤の中でも、ポリオキシプロピレン−ポリオキシエチレンブロックポリマーやポリカルボン酸型アニオン系界面活性剤等が、起泡性が低く使用し易いので好ましい。
【0112】
また、このコーティング組成物200に使用可能な有機溶剤としては、各種のアルコール系、グリコール系、エステル系、エーテル系等のものが挙げられる。
【0113】
また、このコーティング組成物200に使用可能なカップリング剤としては、3−(2−アミノエチル)アミノプロピルトリメトキシシラン等のアミノ系、3−グリシドキシプロピルトリメトキシシラン等のエポキシ系、3−メタクリロキシプロピルメチルジメトキシシラン等のメタクリロキシ系やメルカプト系、スルフィド系、ビニル系、ウレイド系等が挙げられる。
【0114】
また、このコーティング組成物200に使用可能なシラン化合物としては、トリフルオロプロピルトリメトキシランやメチルトリクロロシラン等のハロゲン含有物、ジメチルジメトキシシランやメチルトリメトキシシラン等のアルキル基含有物、1,1,1,3,3,3−ヘキサメチルジシラザン等のシラザン化合物、メチルメトキシシロキサン等のオリゴマー等が挙げられる。
【0115】
以上の添加剤の含有量は、このコーティング組成物200の防汚性能や水との接触角、および密着性を損なわない範囲であれば、特に制限されることはなく、選択した添加剤に応じて適宜調整すればよい。
【0116】
この実施の形態のコーティング組成物200の物品表面へのコーティング方法としては、特に制限されることはなく、従来から公知の方法を用いて行うことが可能であるが、コーティング組成物200を被コーティング物品表面に浸漬、スプレーもしくはかけ塗り等の方法で塗付した後、余剰のコーティング組成物200を気流で除去する方法が望ましい。余剰なコーティング組成物200が物品表面に滞留してしまうと、その部分に形成されるコーティング膜103が厚くなり、白濁して被コーティング樹脂107の色調や風合いを損なったりする恐れがある。
【0117】
気流を用いることで、乾燥が促進される効果も得られ、シリカ膜104中にフッ素樹脂粒子102が適度に点在した良好なコーティング膜103が得られるという利点もある。特に、親水性を得たい場合には10〜25m/s以上の高い風速を与えることがよい。ただし、下地が撥水性の高い樹脂の場合には、強い気流ではコーティング液が飛んでしまうため、適宜、弱い気流または静置乾燥によりコーティングを固着させても良い。
【0118】
また、後述するが、露垂れを防止するためには、水滴との接触角を50〜90°程度に調整する必要があり、接触角の調整のためにフッ素樹脂粒子102を表面に多く露出させて配置する場合や疎水性を得たい場合には、フッ素樹脂粒子102がシリカ微粒子101によって隠れてしまうのを防止するために、なるべく1〜10m/s程度の比較的低い風速で乾燥させたほうが発現性に富む。
【0119】
これまで、シリカ微粒子101膜をベースにフッ素樹脂粒子102を分散させたコーティング組成物200の防汚性能について述べてきたが、以下、カビが生えやすい樹脂部品に適用する場合の、防汚性を損なわないための防カビ方法について説明する。
【0120】
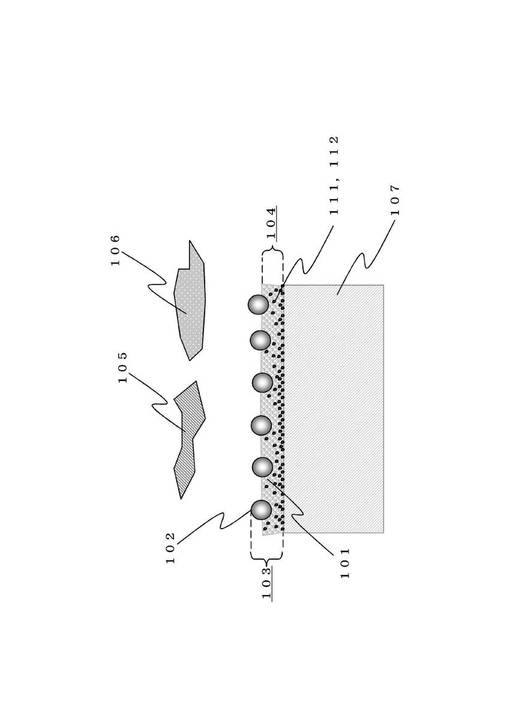
図6、図7は実施の形態1を示す図で、図6は防カビ剤を含んだコーティング組成物200が樹脂表面にコーティングされ、コーティング膜103が形成された状態の断面を示す概念図、図7は図6のコーティング膜103の上面を見た概念図である。
【0121】
従来のように樹脂にあらかじめ防カビ剤を練りこんで成形すると、多くは樹脂中に埋没してしまい成形時に表面にうまく出てこないためにカビとの接触率が低く、効果に乏しい。また、埋没した場合やコート層の表面ではなく下層に防カビ剤がる場合は、防カビ剤の溶出量が多くなければ防カビ効果がでにくいのだが、持続性に乏しい。
【0122】
また、従来のように粒径の大きな防カビ剤120を配置すると、たとえカビとの接触率が高くても、飛散してきた汚れとの付着面積が増加して、防カビ剤に汚れがひっかかってしまう。
【0123】
そこで本実施の形態では、図6、図7に示すように、防カビ剤120を10μm以下まで微粒化した後、防カビ剤120を水性媒体に分散し、シリカ微粒子101およびフッ素樹脂粒子102を合わせた固形分濃度が0.1〜5.0重量%、好ましくは0.3〜2.5重量%である純水で希釈された水性媒体と混合して、最終的な防カビ剤120を含むコーティング溶液(水性媒体)を作成し、被コーティング樹脂107に塗布して、ブロー乾燥で固着した。固形濃度が0.1重量%より薄いと防汚効果がなくなり、5.0重量%より濃いと粒子がうまく分散されない上に、ひび割れが起こってしまう。
【0124】
これにより、下地の被コーティング樹脂107の表面にシリカ微粒子101が連続的につながった膜中にフッ素樹脂粒子102が分散され、かつ防カビ剤120も分散されたコーティング膜103を形成することができる。
【0125】
塗布方法としては、コーティング溶液に被コーティング樹脂107を浸すディップ法、コーティング溶液をノズルから圧力をかけて吹き付けるスプレー法、コーティング溶液を含ませた不織布で拭きながら塗るワイピング法などが実用的である。
【0126】
防カビ剤120は10μm以下まで微粒化しているので、ブロー乾燥によって表面の一箇所にとどまることなく、コーティング膜103全体に広く分散されるという効果がある。更に好ましくは2.0μm以下まで微粒化すれば、お互いに凝集することなく分散効果は顕著である。
【0127】
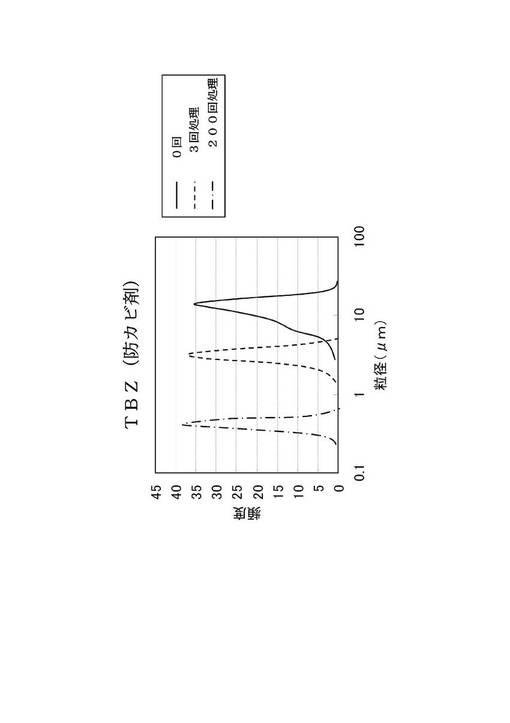
図8は実施の形態1を示す図で、防カビ剤の一例として汎用防カビ剤であるチアベンダゾール(TBZ)を用いた場合の粒径分布と頻度を示す図である。
【0128】
微粒化の方法としては、単にミキサー装置で破砕してもよいが、ガラスビーズなどを敷いた装置に防カビ剤を通してビーズによって粒径を細かくする方法がある。また、線流路を高圧で通してせん断力で粒子を破砕する方法や高圧で粒子同士を衝突させて破砕する方法を用いた方が、更に効果的に粒径分布および平均粒径を小さくすることができ、微粒化できる。また1度だけではなく、数十回、数百回と何度も装置を通すことでより、より細かく微粒化でき、顕著な効果が得られる。
【0129】
図8では、初めは平均粒径が10μm近辺であったが、3回処理することで平均粒径が5μmとなり、200回処理することで平均粒径が1.0μm以下にまで微粒化することができた。もちろん、ジンクピリチオン(ZPT)やその他の粒子状の防カビ剤も同様に微粒化処理することで、粒子起因のひっかかりにより、防汚コーティングの効果を害することなく、均一に分散されてカビとの接触確率をあげることができる。
【0130】
室内外で使用される各種物品の表面には、粉塵、埃、油煙や煙草のヤニ等、様々な汚れが存在する。各汚損飛散物の大きさは、合成繊維0.1mm(100μm)〜5mm、天然繊維0.1mm(100μm)〜5mm、フケや垢10〜100μm、でんぷんや小麦粉10〜50μm、ファンデーション1〜50μm、花粉10〜30μm、砂塵・黄砂・ディーゼル排ガス粒子1〜10μm、カビ胞子3〜10μm、微生物死骸・ダニ1〜100μmである。
【0131】
本実施の形態では、樹脂部品に対して多様性汚れを防止するコーティングを施しているが、シリカ微粒子101が繋がった連続膜とフッ素樹脂粒子102によって最表面にのみミクロの微小凹凸が形成されているものの、マクロ的に見ると汚れのひっかからない平滑なコーティングである。これは、シリカ微粒子101やフッ素樹脂粒子102にナノレベルの粒子を用いて適切に分散させているからである。
【0132】
ここに防カビ剤120を添加する場合、防汚効果を損なわないようにするためには、粒子を小さくすることが有用である。微粒化の目安として、添加する粒子の大きさを10μm以下にすれば、合成繊維、天然繊維、フケや垢、でんぷんや小麦粉、花粉、微生物の死骸、などほとんどの範囲の室内汚損物の大きさよりも粒子径が小さくなるため、粒子が作り出す凹凸によって、これらの汚れがひっかかるリスクが限りなく小さくなる。
【0133】
平均粒径が10μm以下ならば、小さいためこれらの汚れが付着できる面は非常に少ないと判断できる。更に、好ましくは粒子の大きさを2.0μm以下にすれば、砂塵・黄砂・ディーゼル排ガス粒子やカビ胞子などの小さな汚れもこの防カビ剤にひっかかることはないため粒子はなるべく小さくした方がよい。平均粒径が2.0μm以下ならば、防カビ剤による汚損影響をほぼ無力化できる。
【0134】
当然、処理する前から平均粒径が10μm以下である防カビ剤120であれば、加工費削減のために未処理のまま使用しても、均一に分散されて汚れのひっかかりも少ないので問題はない。その場合もより細かく微粒化処理した方が、分散性や汚れ防止の観点から好ましい。また、1次粒子径が10μmより小さい場合でも、凝集によって2次粒子径が10μmより大きくなっていることが多く、微粒子化することで、再度1次粒子径レベルまで戻すことができる。手法を選択することで更に細かくすることができる。
【0135】
ここまでは、防カビ剤120に限定して説明したが、もちろんピンク色の酵母など菌が多い場所では、抗菌作用を有する抗菌材を用いてもよく、同様に粒子の大きさは小さい方がよい。当然、防カビ剤120と抗菌剤を混ぜて使用しても良いが粒子は小さい方がよい。
【0136】
これまで、シリカ微粒子101膜をベースにフッ素樹脂粒子102を分散させたコーティング組成物200の防汚性、防カビ剤の添加方法について述べてきたが、以下、露がつきやすい樹脂部品に適用する場合の露垂れ抑制について説明する。
【0137】
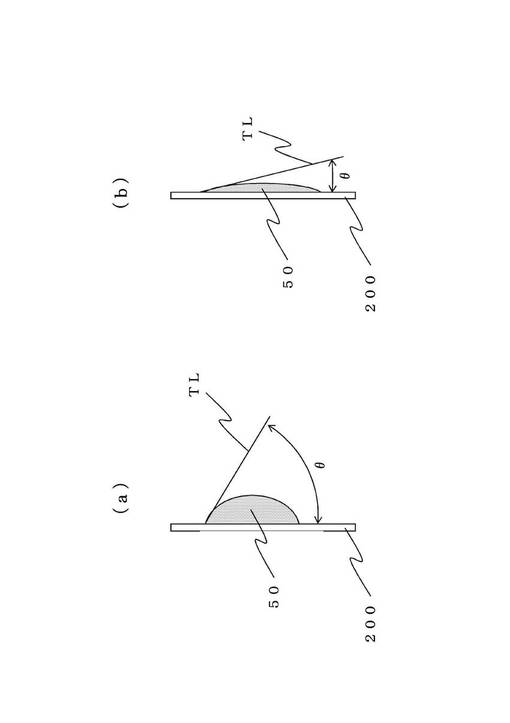
図9は実施の形態1を示す図で、樹脂表面に付着した水滴50の接触角θを説明する模式図である。
【0138】
ここで接触角θとは、樹脂表面に付着した水滴50の樹脂表面と接する部分における接線TLが、樹脂表面となす角度のことである。親水性が高いとは、付着する水滴50が広がり易いことを意味し、すなわち、接触角θが小さい(0度に近づく)ほど、親水性が高い、もしくは親水性に優れることになる。
【0139】
図9において、(a)に示す水滴50よりも(b)に示す水滴50の方が、接触角θが小さい。逆に、撥水性が高いとは、付着する水滴50の付着面積が小さいことを意味し、すなわち、接触角θが大きい(180度に近づく)ほど、撥水性が高い、もしくは撥水性に優れることになる。
【0140】
水滴を樹脂上に保持するには親水性と撥水性の中間にあたる適度な接触角θが好ましい。親水性が大きすぎる場合や、撥水性が大きすぎる場合は、水は速度を速めて移動してしまう。あきらかな目安として接触角θが30度以下の親水面であると、たちまち水滴は広がりながら重力方向に移動する。
【0141】
また、接触角θが100〜120度以上の撥水面であると、水滴は樹脂上を水滴の形状をある程度保持したまま転がっていってしまう。接触角θが150度程度では水滴は樹脂面上を跳ねながら滑落する。
【0142】
空気調和機100に備えられた被コーティング物であるケーシング部15、左右ベーン13、上下フラップ17は、PS(ポリスチレン)、ABS(アクリロニトリルブタジエンスチレン)、PP(ポリプロピレン)といった汎用の有機樹脂が用いられることが多い。これらの樹脂の接触角θは少なくとも50度以上、一般には80〜90度前後であり、微撥水面である。従って接触角θが適度であるために、付着した水滴50は落下しにくいが、長期の使用により砂塵やホコリなどの汚れが付着すると、徐々に表面が親水化されていき、接触角θは40度以下、更には一般的には十分に親水レベルである30度以下にまでなってしまう。すると露は表面を重力方向に広がりながら伝わっていき、樹脂部品の表面を移動していく。最悪の場合、室内の空気調和機100に備えられた送風ファン20やケーシング部15よりユーザの部屋へ水滴が落下する。逆に、撥水化処理を行うと表面を露が転がり落ちてしまうので、よくない。
【0143】
初期的には問題なくても、長期的な使用に伴う汚れの付着により、表面が改質されて接触角40度以下になっても露垂れ不具合につながるケースが多い。従って、露垂れを防止する目安として、水滴との接触角θは50〜90度の間にし、維持することがよい。もっと好ましくは、水滴との接触角θは60〜80度程度に設定して好適である。更には、防汚性のコーティングによって、長期に渡って汚れ付着を防止することで、この水滴との接触角を維持することができる。従って、従来のコーティング組成物200を施さない経年汚れで親水化する樹脂に比べて、露垂れ不具合が少ない。
【0144】
実際に、マイクロシリンジを用いて実験をした。実験では、PS表面に水滴を滴下していって露垂れが起こらない滴下量を算出した。5μl落としても露垂れが起こらないものを合格の目安とした。水滴との接触角θが35度以下では、水滴を保持できなかったが、50度以上では、水滴を保持することができた。
【0145】
コーティング組成物200におけるシリカ微粒子101とフッ素樹脂粒子102との重量比(シリカ微粒子101の重量:フッ素樹脂粒子102の重量)を5:95〜35:65に設定し、コーティング工程における、乾燥速度を適宜調整することで、水滴との接触角θを50〜90度の間に設定することができる。
【0146】
シリカ微粒子101とフッ素樹脂粒子102との重量比が5:95より小さい場合には、フッ素樹脂粒子102の凝集が過度になりすぎたり、フッ素樹脂粒子102による被覆面積が増えたりして、帯電防止効果が得られなくなり、また、疎水性汚れに対する防汚性が著しく低下する。
【0147】
シリカ微粒子101とフッ素樹脂粒子102との重量比が35:65より大きい場合には、シリカ微粒子101の割合が増えて、防汚性能としてのバランスはよくなるが、シリカ微粒子101は親水性であるので、水滴との接触角θを50度以上に作成することができない。つまり、防汚性はよくても、巨視的には親水性の膜となり、露垂れを起こしてしまい、露垂れを懸念する部位に適用する樹脂用のコーティングとしてはふさわしくない。
【0148】
これまで、シリカ微粒子101膜をベースにフッ素樹脂粒子102を分散させたコーティング組成物200の防汚性、防カビ剤の添加方法、露垂れ抑制について述べてきたが、以下、下地である有機樹脂との密着性について説明する。
【0149】
前述のように空気調和機100に備えられた被コーティング物であるケーシング部15、左右ベーン13、上下フラップ17はPS(ポリスチレン)、ABS(アクリロニトリルブタジエンスチレン)、PP(ポリプロピレン)といった汎用の有機樹脂が用いられている。また、送風ファン20は、ASG(ガラス入りアクリロニトリルスチレン)が用いられている。
【0150】
ところが、親水性と防汚性とを両立できるコーティング組成物200は有機溶剤等を使用しない安全なコーティングである一方、無機による構成であるので、金属材料などへの密着性は良好であるが、有機樹脂への密着性が悪いという課題がある。また、これらの樹脂は撥水面であるため、水系コーティング自体が一様に付着しない。従って、被コーティング部位である有機樹脂上に水系の無機分散コーティング溶液を塗布しても、部分的に膜が付着していなかったり、長期の使用においては自然に剥がれたりしてしまう。また、拭き掃除などでこすった場合にも剥がれやすくなる。
【0151】
従来、コーティングの密着性を向上するために種々の方法がとられている。例えば、物品表面に予め、コロナ処理、UV処理等の前処理を施す方法である。これにより樹脂の表面が改質され、相性の悪いコーティング材であっても密着性が向上する。
【0152】
被コーティング樹脂107の上に下塗り接着材であるプライマー層を予め樹脂(被コーティング樹脂107)表面に塗っておき、その上から本実施の形態のコーティングを施す二段階塗布方法もある。プライマー層としては、例えばポリオレフィン層などを用いて好適であり、密着性の向上と平坦性の向上が得られる。
【0153】
ただし、これらのコロナ処理やUV処理やプライマー二層処理を行う場合、大掛かりな設備が必要であったり、処理時間がかかったり、コストが増大する課題があり、空気調和機100のような量産性が必要な製品には向かない。そこで、本実施の形態では最も簡便で低コストで量産に適合する方法として、コーティング溶液にラジカル発生材111または過酸化物112を微量添加した。
【0154】
ここで、ラジカル発生材111を、一般に分子を繋げるラジカル重合に用いられ、およそ60℃以上の熱により分解作用を示すものと定義する。ラジカル重合は高分子化学における重合反応の形式の一種であり、ラジカルを反応中心としてポリマー鎖が伸張していく反応である。ラジカル発生材111には、熱分解するBPO(ベンゾイルパーオキサイド;油溶性)、AIBN(アゾビスイソブチロニトリル)、AVCA(4,4−Azobis(4−cyanovaleric Acid))などがある。
【0155】
例えば、ラジカル重合の例として、エチレンの重合によるポリエチレン生成がある。ラジカル重合の開始剤となるフリーラジカルを発生させるための反応は、BPOやAIBNを光もしくは加熱により分解し、下式のように酸素を断ち切ったり、2重結合を断ち切ったりして、ラジカルを生じさせる。
RO−OR → 2RO・
R2(NC)C−N=N−C(CN)R2 → 2 R2(NC)C・+N2
【0156】
また、過酸化物112は、以下の物の略称または別称であり、ここでは水溶性を示して、常温で自己分解作用があるものと定義する。通常は酸化剤や漂白剤として使用されるものであるが、コーティング用途では用いられない。無機化合物では主に、形式的に過酸化水素の金属塩の化学式をとる無機過酸化物112、またはオキソ酸のヒドロキシ基 (−OH) をヒドロペルオキシド基 (−O−OH) に置き換えた構造を持つ物質が過酸化物112と呼ばれる。また、有機化合物では主に、官能基としてペルオキシド構造 (−O−O−) を有する化合物、または官能基として過カルボン酸構造 (−C(=O)−O−O−) を有する化合物が過酸化物112と呼ばれる。過酸化水素が最も一般的である。
【0157】
本来のラジカル発生材111は、単体の分子を重合させる材料であり、過酸化物112は酸化剤や漂白剤として利用される材料であるが、下地の樹脂に対応する適切なラジカル発生材111または過酸化物112を選ぶことによって、PS(ポリスチレン)、PP(ポリプロピレン)、ABS(アクリロニトリルブタジエンスチレン)、ASG(ガラス入りアクリロニトリルスチレン)、といった汎用の有機樹脂と、シリカ微粒子101膜およびフッ素樹脂粒子102の分散液を原料として形成された無機系コーティング組成物200との密着性を向上する効果があることを発見するに至った。
【0158】
図10は実施の形態1を示す図で、ラジカル発生材111または過酸化物112を添加したコーティング組成物200が樹脂表面にコーティングされ、コーティング膜103が形成された状態の断面を示す概念図である。
【0159】
図10に示すように、コーティング膜103中にラジカル発生材111または過酸化物112が分散されている。コーティング溶液にラジカル発生材111または過酸化物112を微量添加することによって、コーティング溶液は撥水性の高い樹脂上であってもはじかれにくくなり、塗布しやすくなる。
【0160】
また、ラジカル発生材111または過酸化物112が熱による分解や時間に連れて自己分解するにつれて、特に下地の被コーティング樹脂107とシリカ膜104の界面近傍で、フッ素樹脂分散液(ディスパージョンとも呼ぶ)に含まれていたモノマー成分や界面活性剤が反応起点となって、シリカの凝集形態変化や下地の被コーティング樹脂107とシリカ膜104の接着効果を及ぼし、密着性を上げることができる。これらは、樹脂分散液と反応材料(ラジカル発生材111または過酸化物112)のどちらかがなくても成立しない。
【0161】
難水溶性の熱ラジカルであるBPOを添加したときに、樹脂との密着性が向上した。具体的には、押圧80gf/cm2の空拭きを500回以上行っても、膜が剥がれることがなく残存しており、コーティング組成物200を塗布しない場合に比べて50%以上の汚れ削減効果を保持していた。室温放置でも密着性の向上効果はあるが、熱ラジカルであるために60度以上のような熱をかけることで更に効果が高まる。BPOの添加量はコーティング溶液全体の0.01%〜1%程度として好適であり効果が確認された。
【0162】
また、別の方法として、水溶性の過酸化物112である過硫酸アンモニウム(APS)、過硫酸ナトリウム、過酸化水素を添加したときに、密着性が向上する。過酸化物112であるために室温放置でも自己分解作用により密着性の向上効果を示すが、分解が効率よく起こるので60℃のような熱をかけることで更に効果が高まる。過酸化物112の添加量はコーティング溶液全体の0.01%〜1%程度として好適であり、効果が確認された。ラジカル発生材111や過酸化物112は添加時や熱や時間と共に分解消失して、周囲物に反応を及ぼして分離/変性する効果を及ぼす。
【0163】
ラジカル発生材111か過酸化物112を用いることで、コロナ処理やUV処理やプライマー二層処理(接着層)のように大掛かりな設備を必要とせず、また、一層コート以外の複数塗布工程を必要としないため、安価なコストで密着性が高く剥がれにくい、無機のコーティング組成物200を有機樹脂上に簡単に塗布することが可能となる。
【0164】
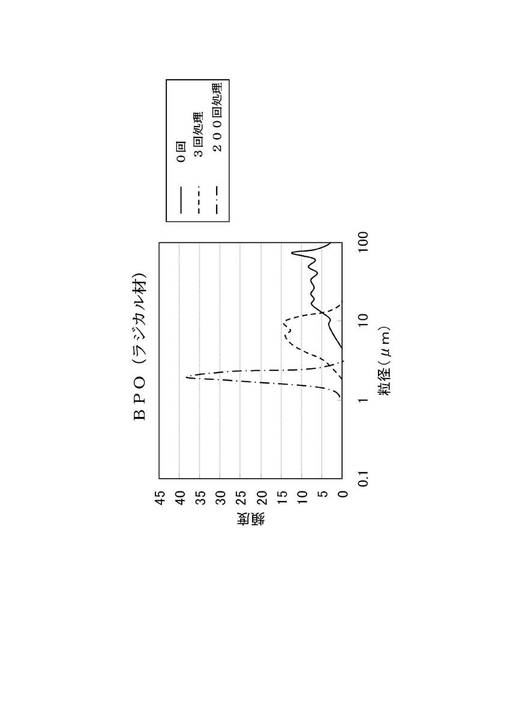
また、ラジカル材を添加する場合も防カビ剤の場合と同様に、汚れがひっかかって防汚性を損なわないように微粒化処理する。
【0165】
図11は実施の形態1を示す図で、ラジカル材としてBPO(ベンゾイルパーオキサイド;油溶性)を微粒化処理した場合の粒径分布とその頻度を表す図である。BPOは10〜100μmに粒子径が広く分布しているが、3回微粒化処理することで平均粒径は10μm以下になり防汚性を損なわない。また、200回以上行うと平均粒径は約2.0μmとなり、防汚性をまったく損なわない。
【0166】
なお、空気調和機100としてこの実施の形態のコーティング組成物200によるコーティング膜103で表面を被覆した、送風ファン20、ケーシング部15、左右ベーン13、上下フラップ17、ノズル18への適用例を述べたが、この実施の形態のコーティング組成物200は、これらに限定されることなく、様々な物品の表面をコーティングすることができる。
【0167】
適用される物品としては、特に限定されることはないが、防汚性能に優れているので、使用場所が室内外に関らず、粉塵、油煙及び煙草のヤニ等の様々な汚れ(親水性汚損物質105や疎水性汚損物質106)が固着する恐れがある各種物品が挙げられる。また防カビ性にも優れるので、高湿度に曝される物品、高湿度環境で使われる物品、蒸気が通る物品にも好適である。
【0168】
適用される物品の具体的な例としては、以下に示すものなどが挙げられる。
(1)空気調和機の室内機の筐体(外郭)表面;
(2)空気調和機のリモコンの操作ボタン表面;
(3)空気調和機のリモコンの筐体表面;
(4)蒸気や油煙を吸い込む換気扇の送風ファンやケーシング部や外郭;
(5)手についた水を飛ばすハンドドライヤーの外郭;
(6)貯めた水を平板ですくうディスク式加湿器;
(7)トイレの便器の外郭;
(8)浴室や洗面所;
(9)建物の外壁や屋根。
【0169】
また、下地の樹脂としてPS、PP、ABS、ASGを例にとり、添加するラジカル発生材111としてBPO、過酸化物112として過硫酸アンモニウム(APS)、過硫酸ナトリウム、過酸化水素を例に挙げたが、これに限定されるものではなく、各種有機物で構成された樹脂上に無機物のコーティングを施す場合に、長期の密着性をあげるためにラジカル発生材111か過酸化物112を添加する手段は有用である。密着性と同時に本実施の形態のコーティングを施すことで防汚性が得られる。
【0170】
ここからは、具体的に送風ファン20にコーティング組成物200を形成する工程について説明する。本実施の形態の送風ファン20は、壁掛け用エアコンに適用するクロスフローファンである。但し、プロペラファン、シロッコファン、ターボファン、プロペラファンなど、回転により空気を吸い込んだり、押し込んだりするものであれば何でも良い。
【0171】
また、本実施の形態の送風ファン20は防カビを必要とする熱交換器30の後流に備えられて高湿度の空気に曝される送風ファン20であるが、通常高湿度環境下で使われないファンでも、蒸気に曝されたり、高湿度の空気環境に曝されたりするとカビが発生するため適用して好適である。
【0172】
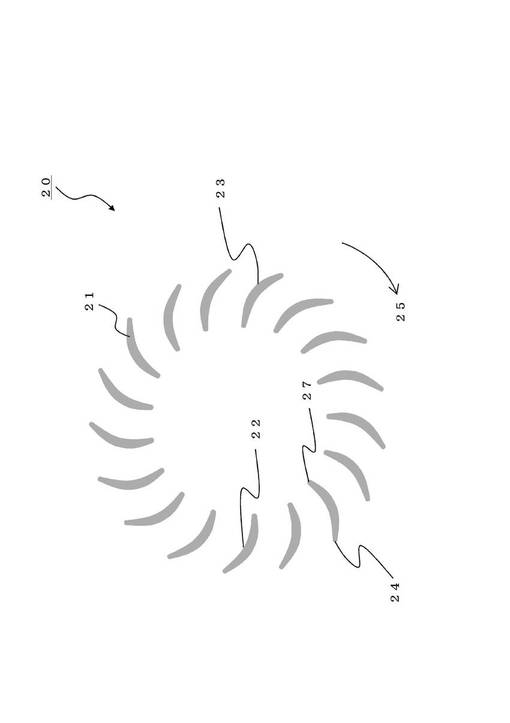
図12は実施の形態1を示す図で、未使用常態の送風ファン20を示す断面図である。送風ファン20は、クロスフローファンである。クロスフローファンは複数枚のブレード21(翼)を円周方向に備え、回転方向25に送風ファン20が中心軸を基点に回ることで、ブレード21が風を取り込んで送り出す仕組みになっている。
【0173】
ブレード21は、円弧形状をしており、凹面22と凸面23からなっている。また、ブレード21の遠心方向にはブレード先端部24を備え、内周方向には内周部27を備えている。
【0174】
一般に、送風ファン20の表面は弱疎水性になっていて、送風ファン20に結露した水は水滴となって保持されている。保持された水滴は、送風ファン20が回転することによって遠心力を受けてブレード先端部24に集まることが多い。また、家庭に存在する浮遊物質の7割は粒子径の細かな砂塵であるが、熱交換器30前面に設けられたフィルタ40では捕捉できない。そのため、フィルタ40を抜けてきた砂塵が回転した送風ファン20に衝突して付着する。砂塵の付着位置には偏りがあり、特に風速が早く衝突力の強いブレード先端部24が顕著に多い。従って、ブレード先端部24は、砂塵およびホコリが堆積すると共に、遠心力で水滴も集まってくる為に、高湿度かつ高栄養であり、カビにとっては最も繁殖しやすい部位である。また、ブレード先端部24だけでなく凹面22においても凸面23に比べて風の衝突力が大きいため、汚れが付着・堆積しやすく、水分も保持しやすい。
【0175】
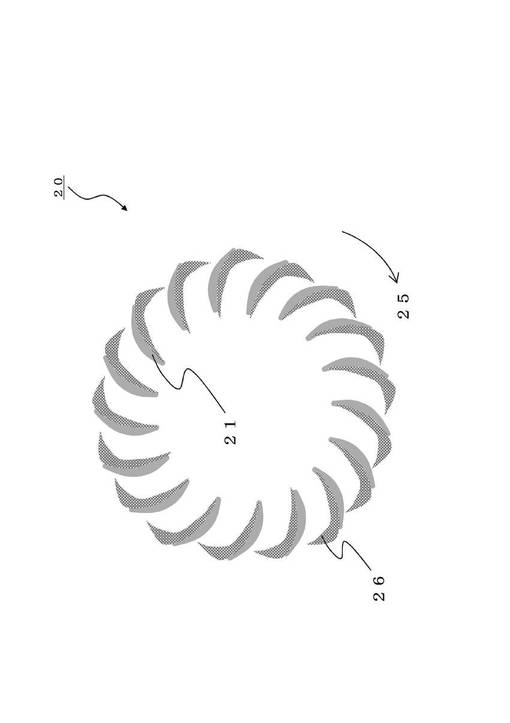
図13は実施の形態1を示す図で、カビが生えた送風ファン20を示す断面図である。空気調和を行う送風ファン20では、送風ファン20の凹面22からブレード先端部24にかけて異物発達現象が観測されるケースが頻発する。この異物は汚れに根を生やしたカビ堆積物26である。悪環境では、送風ファン20に付着する部位1ccあたりのカビ胞子数は熱交換器30に比べて40倍にも上り、カビおよび菌糸堆積物がブレード先端部24で発達すると風通りを塞ぐことによって、10年相当使用したユニットでは、初期に比べて風量が約30%低下し電気代が約10%悪化する。また、送風ファン20が発する臭気指数は多部位と比較しても最も高く、空気調和機100における異臭およびアレルゲン物質飛散の大きな原因部位となっている。
【0176】
コーティング工程は、以下に示す工程を順次行う。
(1)コーティング液(水性媒体)の準備工程;
(2)水性媒体を塗布する塗布工程;
(3)コーティング組成物を固着させる乾燥工程。
【0177】
準備工程では、防汚性を付与するための親水性の無機微粒子と、疎水性の樹脂粒子のいずれか一方または両方と、微粒化した防カビまたは抗菌作用を有する粒子とを前述の界面活性剤などと一緒に混ぜ合わせる。
【0178】
塗布工程は、水性媒体を樹脂部材に付着させる役目がある。塗布工程の例としては、以下に示す方法などが考えられる。
(1)送風ファン20を部材ごと丸ごと浸すディップ方法;
(2)送風ファン20の一部を浸したまま低速回転しながら塗布するディップ方法;
(3)送風ファン20を回転しながらスプレーノズルによって全体に液を吹き付ける方法。
【0179】
ディップ法は、全面に万遍なく液を行渡らせることができるメリットがあり、スプレー法は、使用液量が少なくなるメリットがある。送風ファン20の大きさや形状、設備コスト、加工コストを考慮して決めればよいが、本実施の形態においては、全面に液膜を形成するためにディップ法を選択した。
【0180】
乾燥工程は、コーティング組成物200を樹脂部材に固定する役目がある。自然放置でも成膜はできるが、乾燥条件を一定にして行うことで、防汚性や水との接触角、均一性、分散性といった所望の性質を発現することができる。また、自然放置では、粒子状固形分が分散されない、液だまりができるといった不具合が起こるため、乾燥工程を入れる必要がある。乾燥工程は、別に設けた1つまたは複数の乾燥用送風ファンを用いたブロー乾燥が一般的である。水性媒体を塗布した送風ファン20に対して、所定の風速、温度、時間、方向のブローを吹き付けることで、送風ファン20上にコーティング組成物200が固定される。
【0181】
本実施の形態においては、送風ファン20に水性媒体を塗布した後、ブロー乾燥ではなく、送風ファン20自体を回転することで乾燥を実施した。粘度が水とほとんど変わらない水性媒体を用いているので、回転乾燥によって、コーティング液がとどまることなく均一に広がり、送風ファン20のブレード21表面に、防汚性を有するコーティング組成物200が形成される。同時に、防カビまたは抗菌作用を有する粒子が表面に露出して分散される。
【0182】
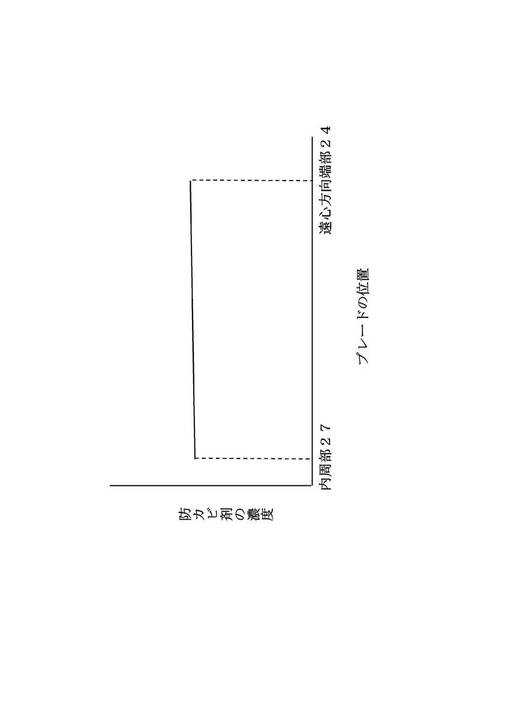
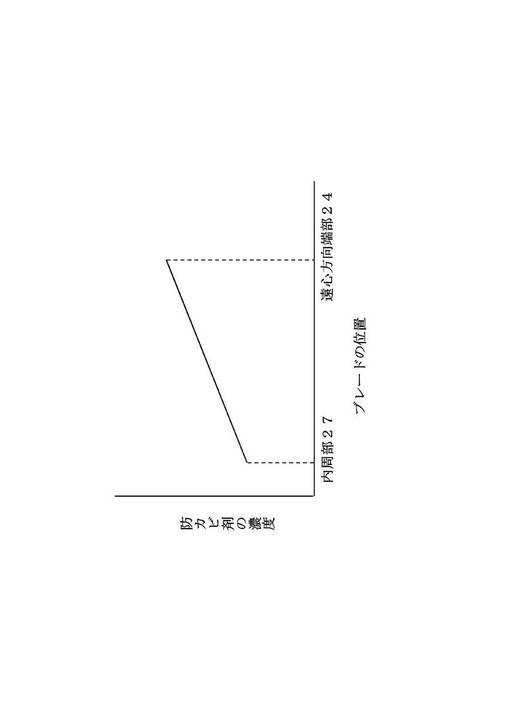
図14乃至図16は実施の形態1を示す図で、図14は送風ファン20を回転することで防カビ剤の濃度をブレード21の位置に寄らずに均一化した場合の送風ファン20のブレード21の位置における防カビ剤の濃度を示す図、図15は送風ファン20を構成するブレード21の内周部27からブレード先端部24に向かって、ブレード先端部24の濃度が高くなるように傾斜配置される場合の送風ファン20のブレード21の位置における防カビ剤の濃度を示す図、図16は送風ファン20の回転を早くした場合の送風ファン20のブレード21の位置における防カビ剤の濃度を示す図である。
【0183】
一般のブロー乾燥では、送風ファン20のように複雑な形状を用いたものでは、乾燥方向に強く依存して偏ってしまい、膜厚、固形分濃度、防カビ濃度を均一に形成することが難しい。送風ファン20自体を回転することで、複雑な形状であっても、膜厚、固形分濃度、防カビ濃度、ともに均一に形成できるという効果を有する。
【0184】
防カビ剤120の濃度は、図14の模式図に示すように、ブレード21の位置に寄らずに均一化が図れる。水性媒体の温度を上げるか、送風ファン20の回転速度をあげると乾燥時間は少なくて済む。
【0185】
この送風ファン20自体を回転する乾燥運転は、通常の送風機または空気調和機100としての送風ファン20の動作と同じ動作を行っているので、通常動作時に水や汚れおよびカビ胞子が付着しやすくてカビが生えやすい部位と同じ部位に防カビまたは抗菌作用を有する粒子が集まりやすいという効果がある。親水性の無機微粒子や疎水性の樹脂粒子に比べて、比較的粒径の大きな防カビまたは抗菌作用を有する粒子は、遠心力を受けて遠心方向端部に移動しやすくなるが、送風ファン20の回転速度を調整することで、ブレード21の内周部27からブレード先端部24(遠心方向端部)に向けての防カビ剤120の濃度を調整することができる。
【0186】
送風ファン20を比較的早く回転することで、図15に示すように、防カビまたは抗菌作用を有する粒子の濃度を、送風ファン20を構成するブレード21の内周部27からブレード先端部24に向かって、ブレード先端部24の濃度が高くなるように傾斜配置される。すなわち、よりカビが生えやすい遠心方向に合わせて、防カビ剤120の濃度を高く配置できるので、防カビ効果を出しやすくなる。
【0187】
また、図16に示すように、より早く送風ファン20を回転することで、ブレード21のブレード先端部24に存在する防カビまたは抗菌作用を有する粒子の濃度を、ブレード21の内周部27に比べて明らかに高くすることができる。
【0188】
具体的には、送風ファン20の直径が90〜110mm程度、送風ファン20の長さ(軸方向)が600mm程度のクロスフローファンであれば、1500rpm以上にして好適であり、もっと好ましくは2000rpm程度で回転すると無機粒子や樹脂粒子および防カビ剤120の分散性がよく、ブレード先端部24の濃度が高くなる。ブレード先端部24を重点的に防カビすることで、風流入口での菌糸による堆積物の発生を抑えるという効果を有する。
【0189】
従来例のように樹脂中に防カビ剤を練りこむこと無く、水性媒体の水系コーティングに平均粒径が10μm、もっと好ましくは2μmまで微粒化処理した防カビまたは抗菌作用を有する粒子を混ぜて、樹脂部材の表面に均一分散させたので、ひっかかりを回避して防汚性能を悪化させないまま、表面で確実にカビと接触することができる。
【0190】
微粒防カビ剤入りの水系コーティングを用いて、送風ファン20自体を回転させて乾燥固着させたので、防カビ剤120が全体に分散されると共に、特に水が保持されやすくカビの生えやすいブレード先端部24に選択的に防カビ剤120濃度を高めて配置することができる。特にブレード先端部24からの菌糸の成長を抑制でき、風の流入口を塞ぐことが無く送風性能を落とさないので、省エネルギーか期待できる。
【0191】
以上説明してきたように、この実施の形態に係る空気調和機100は、熱交換器30の後流側に設けられる樹脂製部品の表面にコーティング膜を形成し、シリカ微粒子101と、フッ素樹脂粒子102とを含有し、コーティング膜が、シリカ微粒子101から成るシリカ膜104中にフッ素樹脂粒子102がシリカ膜104の表面から部分的に露出するように点在して成り、シリカ膜104の露出面積がフッ素樹脂粒子102の露出面積よりも大きいものであるコーティング組成物200を備えたことのより、両性による反発、ミクロ凹凸構造による付着面積低減、帯電防止効果による静電付着防止、低密度低分子間力による固着防止を発揮して、親水性・疎水性を問わず多様性の汚れを防止できる。
【0192】
また、シリカ微粒子101の含有量とフッ素樹脂粒子102の含有量との重量比を5:95〜35:65の範囲内にして、水滴との接触角θが50〜90度になるように制御したので、結露部位であっても露の移動を抑制し、露垂れを防止できる。
【0193】
また、平均粒径が10μm、もっと好ましくは2μmまで微粒化処理した防カビまたは抗菌作用を有する粒子を水性媒体の水系コーティングに混ぜて、樹脂部材の表面に均一分散させたので、ひっかかりを回避して防汚性能を悪化させないまま、表面で確実にカビと接触することができる。特に、送風ファン20に塗布する場合には、微粒防カビ剤入りの水系コーティングを用いて、送風ファン20自体を回転させて乾燥固着させたので、防カビ剤が全体に分散されると共に、水が保持されやすくカビの生えやすいブレード先端部24に選択的に防カビ剤120濃度を高めて配置することができる。従って、多様性汚れに対する防汚性能、露飛びや露垂れの抑制、防汚性能を悪化させない効果的な防カビ性能の付与を、全て同時に提供できる。
【0194】
以上の実施の形態に係る送風装置は、
空気を吸引すると共に吸引した空気を吹き出す送風ファンと、
前記送風ファンの表面にコーティングされ、防汚性を有するコーティング組成物と、を備え、
前記コーティング組成物は、
水性媒体中に、防汚性を付与するための親水性の無機微粒子と疎水性の樹脂粒子とのいずれか一方または両方と、平均粒径が10μm以下になるまで微粒化された防カビまたは抗菌作用を有する粒子と、が混入され、
前記送風ファンに塗布された前記水性媒体が乾燥することにより、前記送風ファンの表面にコーティングされるものであって、
前記防カビまたは抗菌作用を有する粒子が前記コーティング組成物の表面に分散されることを特徴とする。
【0195】
前記送風ファンに塗布された前記水性媒体の乾燥は、前記送風ファンを回転させることによって行われることを特徴とする。
【0196】
前記送風ファンは、遠心方向に遠心方向端部を、内周方向に内周部を有する複数枚のブレードを円周方向に備え、前記遠心方向端部に存在する前記防カビまたは抗菌作用を有する粒子の濃度を、前記内周部に存在する前記防カビまたは抗菌作用を有する粒子の濃度に比べて高めたことを特徴とする。
【0197】
前記防カビまたは抗菌作用を有する粒子の濃度を、前記ブレードの前記内周部から前記遠心方向端部に向かって、前記遠心方向端部の濃度が高くなるように傾斜させたことを特徴とする。
【0198】
前記コーティング組成物は、親水性の無機微粒子と疎水性の樹脂粒子の両方を備える親水疎水複合表面であることを特徴とする。
【0199】
前記親水性の無機微粒子として、平均粒径が4〜30nmの範囲内にあるシリカ微粒子を、
前記疎水性の樹脂粒子として、平均粒径が、50〜500nmの範囲内にあるフッ素樹脂粒子を、備え、
前記シリカ微粒子から成る膜中に前記フッ素樹脂粒子が前記シリカ微粒子から成る膜の表面から露出するように点在して成ることを特徴とする。
【0200】
平均粒径が2.0μm以下になるまで微粒化処理が施された、前記防カビまたは抗菌作用を有する粒子、もしくはラジカル材が混入していることを特徴とする。
【符号の説明】
【0201】
10 筐体、11 吸込口、12 前面グリル、13 左右ベーン、14 吹出口、15 ケーシング部、17 上下フラップ、18 ノズル、20 送風ファン、21 ブレード、22 凹面、23 凸面、24 ブレード先端部、25 回転方向、26 カビ堆積物、27 内周部、30 熱交換器、31 伝熱管、32 放熱フィン、40 フィルタ、100 空気調和機、101 シリカ微粒子、102 フッ素樹脂粒子、103 コーティング膜、104 シリカ膜、105 親水性汚損物質、106 疎水性汚損物質、107 被コーティング樹脂、111 ラジカル発生材、112 過酸化物、120 防カビ剤、200 コーティング組成物。
【技術分野】
【0001】
この発明は、送風ファンなど樹脂製部品への、多様性汚れの付着防止とカビ発生防止と露飛びを同時に実現する空気調和機及びコーティング組成物に関する。
【背景技術】
【0002】
室内の空気調和を行う空気調和機では、送風ファン、ケーシング部(風路を構成する)、吹き出し口周辺の風向制御板などの樹脂性部品は、多様性の汚れに曝されると共に、熱交換後の冷気に曝される。これらの樹脂性部品が、空気調和機周囲の室内空気の露点温度以下まで冷やされると結露を生じ、そのまま長時間運転を続行すると凝縮水が大きな水滴に成長し、ついには滴下して床を濡らしてしまう。また、滴下しないまでも、水滴が保持されることによって長時間乾かないために、風の衝突により付着した汚れを栄養分として黒カビや青カビが生えてしまい、臭気を発すると共にカビ胞子が室内に飛散していた。
【0003】
室内外で使用される各種物品の表面には、粉塵、埃、油煙や煙草のヤニ等、様々な汚れが固着するため、これを抑制し得る方法が各種提案されている。例えば、物品の表面に帯電防止剤をコーティングしたり、撥油性のフッ素樹脂をコーティングして、親油性の汚れが固着するのを防止・除去し易くしたりする方法が知られている。空気調和機に用いられるコーティングでは、熱交換器への水滴ブリッジを防止することを目的として、表面に光触媒性酸化物と撥水性フッ素樹脂が微視的に分散され、外気と接するように露出して成り、層の表面は水との接触角θが90度以上である防汚性コーティング組成物が提案されている(例えば、特許文献1参照)。
【0004】
また、ジンクピリチオンなど溶出防カビ剤を含有した樹脂系親水層の上に親水性防汚層(詳細な記載なし)を備えた熱交換器フィンが提案されている(例えば、特許文献2参照)。
【0005】
また、表面にカビや菌が発生しないように、通常、樹脂製部品においては、樹脂の材料に防カビまたは抗菌作用を有する材料を練りこむケースが多い。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平10−132483号公報
【特許文献2】特開2008−202931号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
上記特許文献1の防汚性コーティング組成物は、光触媒性酸化物へ光を照射することにより生じる光励起によって部分的に親水性を呈するものであり、光照射が十分でない場合には良好な防汚性能が得られないという課題があった。
【0008】
また、水との接触角が90度以上のコーティング膜であるので、樹脂製部品に適用した場合には、水滴が転がってしまい露垂れ不具合につながり好ましくない。
【0009】
また、このコーティング膜においては防カビ作用を備えていない。従って、樹脂部分に高い防汚性能と高い露垂れ防止と防カビ性能を同時に付与できる方法がこれまでに発見されていなかった。
【0010】
上記特許文献2の親水性防汚層を備えた熱交換器フィンは、表面が親水性の防汚層のために、洗い流せる熱交換器では良いが、樹脂部品においては、同じ親水性の性質を持つ汚れ(ホコリ、砂塵など)がよく付着してしまう。
【0011】
また、親水性では水滴が広がって滑り落ちてしまう。汚れが蓄積すると、結露した水分が汚れに保持されて蒸発しにくくなるばかりでなく、栄養分となる汚れ・水気・空気・高湿度といったカビの生育に適した環境が整うリスクが高まる。
【0012】
また、溶出する防カビ剤を下部層に備えているが、溶出型は溶出量の制御が必要な上、初期性能はいいものの長期信頼性に乏しい。
【0013】
また、表面に露出していないので、表面に付着する菌との接触度合いが低い。
【0014】
また、樹脂の材料に防カビまたは抗菌作用を有する材料を練りこむケースにおいては、表面に材料がうまく出てこないために(表面の濃度が薄いために)防カビ効果が低かった。
【0015】
従って、多様な両親媒性の汚れの付着を防止でき、表面でカビとの接触率を高める方法が必要である。
【0016】
両親媒性分子(amphiphilic molecule)は1つの分子内に水に馴染む「親水基」と油に馴染む「親油基」(疎水基)を持つ分子の総称である。
【0017】
加えて、多様な両親媒性の汚れの付着を防止には、表面でのひっかかりを防止することが有効であるが、防カビ剤などの粒子状材料が大きいとひっかかりの原因となって汚れてしまい、防カビ性が得られても防汚性が得られない場合が多い。
【0018】
また、水垂れを防止するには、表面状態が特許文献1のように疎水性になりすぎても、特許文献2のように親水性になりすぎても問題がある。
【0019】
汚れ防止とカビ防止と露垂れ防止は、各樹脂部品において改善されれば有用である。その中でも特に送風ファンにおいては、慣性衝突、ブラウン運動、静電付着により汚れが堆積し、ブレード先端付近ではカビが汚れに菌糸を伸ばして、ブレード端面から成長し、ブレードの風出入り口を菌が埋めてしまい、著しく送風性能および省エネ性能を悪化させると共にユーザに異臭を直接伝えてしまうという課題がある。
【0020】
この発明は、上記のような課題を解決するためになされたもので、樹脂部品に、多様性汚れに対する防汚性能、露飛びや露垂れの抑制、露保持性の抑制、防汚性能を悪化さない効果的な防カビ性能の付与を、全て同時に提供できるコーティング組成物を塗布した空気調和機及びコーティング組成物を提供する。
【課題を解決するための手段】
【0021】
この発明に係る空気調和機は、
筐体と、
前記筐体内に設置され、空気を吸引すると共に吸引した空気を吹き出す送風ファンと、
前記送風ファンが形成する風路内に配置され、吸引した空気と冷凍サイクルの冷媒とが熱交換を行う熱交換器と、
前記熱交換器の後流側に設けられて熱交換後の空気に曝される樹脂製部品と、
前記樹脂製部品の表面に、親水性の無機微粒子と、疎水性の樹脂粒子とを含有する水性媒体を塗布して得られるコーティング組成物と、を備え、
前記コーティング組成物は、
前記親水性の無機微粒子から成る膜中に、前記疎水性の樹脂粒子が前記親水性の無機微粒子から成る膜の表面から露出するように点在して成り、
前記親水性の無機微粒子の含有量と前記疎水性の樹脂粒子の含有量との重量比が、5:95〜35:65の範囲内にあり、水滴との接触角が50〜90度の範囲内にあることを特徴とする。
【発明の効果】
【0022】
この発明によれば、両性による反発、ミクロ凹凸構造による付着面積低減、帯電防止効果による静電付着防止、低密度低分子間力による固着防止を発揮して、親水性・疎水性を問わず多様性の汚れを防止できる。
【図面の簡単な説明】
【0023】
【図1】実施の形態1を示す図で、空気調和機100を模式的に示す側面視の略中央部における縦断面図。
【図2】図1に示す空気調和機100の被コーティング部位を示す縦断面図。
【図3】実施の形態1を示す図で、コーティング組成物200が被コーティング物である樹脂製部品にコーティングされ、コーティング膜103が形成された状態での断面を示す概念図。
【図4】図3におけるコーティング組成物200によるコーティング膜103の部分のみを示した。
【図5】図3もしくは図4のコーティング膜103の上面を見た概念図。
【図6】実施の形態1を示す図で、防カビ剤を含んだコーティング組成物200が樹脂表面にコーティングされ、コーティング膜103が形成された状態の断面を示す概念図。
【図7】図6のコーティング膜103の上面を見た概念図。
【図8】実施の形態1を示す図で、防カビ剤の一例として汎用防カビ剤であるチアベンダゾール(TBZ)を用いた場合の粒径分布と頻度を示す図。
【図9】実施の形態1を示す図で、樹脂表面に付着した水滴50の接触角θを説明する模式図。
【図10】実施の形態1を示す図で、ラジカル発生材111または過酸化物112を添加したコーティング組成物200が樹脂表面にコーティングされ、コーティング膜103が形成された状態の断面を示す概念図。
【図11】実施の形態1を示す図で、ラジカル材としてBPO(ベンゾイルパーオキサイド;油溶性)を微粒化処理した場合の粒径分布とその頻度を表す図。
【図12】実施の形態1を示す図で、未使用常態の送風ファン20を示す断面図。
【図13】実施の形態1を示す図で、カビが生えた送風ファン20を示す断面図。
【図14】実施の形態1を示す図で、送風ファン20を回転することで防カビ剤の濃度をブレード21の位置に寄らずに均一化した場合の送風ファン20のブレード21の位置における防カビ剤の濃度を示す図。
【図15】実施の形態1を示す図で、送風ファン20を構成するブレード21の内周部27からブレード先端部24に向かって、ブレード先端部24の濃度が高くなるように傾斜配置される場合の送風ファン20のブレード21の位置における防カビ剤の濃度を示す図。
【図16】実施の形態1を示す図で、送風ファン20の回転を早くした場合の送風ファン20のブレード21の位置における防カビ剤の濃度を示す図。
【発明を実施するための形態】
【0024】
実施の形態1.
以下、実施の形態1に係る空気調和機、送風機およびコーティング組成物について、図面を参照しながら説明する。尚、以下の各図において、同じ部分または相当する部分には同じ符号を付し、一部の説明を省略する。
【0025】
図1は実施の形態1を示す図で、空気調和機100を模式的に示す側面視の略中央部における縦断面図である。
【0026】
図1において、空気調和機100は、少なくとも以下に示す構成部材を備える。
(1)空気調和機100(室内機)の外郭を構成する筐体10;
(2)筐体10内に設置され、空気を吸引すると共に吸引した空気を吹き出す送風ファン20;
(3)送風ファン20により吹き出される風を導くケーシング部15;
(4)吸引した空気を冷凍サイクルの冷媒と熱交換を行うことにより調和する熱交換器30;
(5)吸引した空気に含まれる塵埃を捕捉するフィルタ40;(6)室内へ吹き出す風を左右方向に曲げる左右ベーン13;
(7)室内へ吹き出す風を上下方向に曲げる上下フラップ17;
(8)開閉自在な前面グリル12;
(9)ケーシング部15とともに風路を形成するノズル18。
【0027】
以下、各構成部材について個別に説明する。送風ファン20は、筐体10の側面視で略中央部に配置され、吸込口11から吹出口14に至る風路に配置される。送風ファン20には、貫流送風機が使用される。
【0028】
ケーシング部15は、送風ファン20の吹き出し方向を決定し、送風ファン20の後方から吹出口14にまで延びている。
【0029】
熱交換器30は、吸込口11と送風ファン20との間に配置され、吸い込まれた空気を冷凍サイクルの冷媒と熱交換することで調和(冷却、加熱、除湿、送風等)する。
【0030】
また、熱交換器30は、伝熱管31と、伝熱管31が挿通される放熱フィン32とを備えるフィンチューブ型熱交換器である。
【0031】
また、熱交換器30は、符号は付けていないが、前面上部熱交換器、前面下部熱交換器及び背面熱交換器からなる略逆V字形(側面視の断面形状)である。
【0032】
ケーシング部15には風速の速い風が衝突し、熱交換器30を介して飛んだ露が付着する場合がある。また、送風ファン20に近いケーシング部15の吸い込み側近辺では、筐体10の背面からの断熱が不十分であったり暖気が浸入したりすると、しばしば露が横一列に付着してしまう。
【0033】
左右ベーン13は、樹脂で形成される様々な外郭形状の平たい風向板であり、室内機(図1で空気調和機100と呼ぶもの)の幅方向(左右方向)に複数枚設置されて、吹き出された風を左右方向に送り届ける役目を持つ。
【0034】
上下フラップ17は、樹脂で形成される断面が略円弧状の風向板であり、室内機の吹出口14の幅方向(左右方向)に渡って設置され、吹き出された風を上下方向に送り届ける役目を持つ。
【0035】
左右ベーン13および上下フラップ17は、図示しないモータによって自動で角度を変えることができる。上下フラップ17は、上フラップ、下フラップに分かれていてもよいし、複数枚備えてもよい。
【0036】
図中、熱交換器30は、送風ファン20の天面側および前面側を取り囲むように配置されているが、本実施の形態は該配置形態に限定されるものではない。
【0037】
また、熱交換器30は、伝熱管31と、伝熱管31が挿通される放熱フィン32とを備えるものを一例として示しているが、本実施の形態はこれに限定されるものではない。
【0038】
また、図中の空気調和機100は、壁掛け型であるが、本実施の形態はこれに限定されるものではない。
【0039】
以下で説明する本実施のコーティングは、空気調和機100だけでなく、送風装置にも適用できる。
【0040】
以下、親水性汚損物質105と疎水性汚損物質106の両方に対して優れた防汚性能を発揮する樹脂用コーティング組成物に関して、図面を参照しながら説明する。
【0041】
図2は図1に示す空気調和機100の被コーティング部位を示す縦断面図である。この実施の形態のコーティング組成物200が塗布されて効果がある被コーティング部を太い黒線で囲って示している。
【0042】
図2において、太い黒線で示す、又は太い黒線で囲った送風ファン20、ケーシング部15、左右ベーン13および上下フラップ17の各樹脂部品は露付き発生の懸念がある。同時に露による水分と付着した多様性汚れが起点となって黒カビや青カビ等の真菌が付着しやすく、本実施の形態のコーティング組成物200を施す好適な部位である。また、ノズル18の下面にも上吹き風向時に露がつきやすいためコーティング組成物200を施しても良い。
【0043】
なお、通常は露がつかない樹脂部品であっても、蒸気が通過する風路であったり、バス関連、トイレ関連、換気扇に用いられる樹脂部品であったりしても、同様に高湿度空気に曝されるケースがあり、本実施の形態のコーティング組成物200を施す好適な部位である。
【0044】
送風ファン20のブレード先端部24(図12)においては、汚れ粒子の衝突が頻繁に起きるために汚れが堆積しやすく、水分が保持された場合にはカビが繁殖してやがては長く伸びた菌糸がブレード間を埋めてしまい、臭いを発生する共に著しく風量低下を起こすため、コーティング組成物200を施す最も好適な部位である。
【0045】
これらのケーシング部15、左右ベーン13および上下フラップ17、ノズル18、送風ファン20(特に、ブレード先端部24)を総称して、「熱交換器の後流側に設けられる樹脂製部品」と呼ぶ。
【0046】
図3乃至図5は実施の形態1を示す図で、図3はコーティング組成物200が被コーティング物である樹脂製部品にコーティングされ、コーティング膜103が形成された状態での断面を示す概念図、図4は図3におけるコーティング組成物200によるコーティング膜103の部分のみを示した概念図、図5は図3もしくは図4のコーティング膜103の上面を見た概念図である。図3乃至図5においては、いずれもコーティング組成物200が乾燥されコーティング膜103を形成している状態を示している。
【0047】
この実施の形態1のコーティング組成物200は、乾燥された状態において、シリカ微粒子101から成る親水性を示すシリカ膜104中に疎水性を示すが点在し、シリカ膜104から全部でなく部分的に露出した構成のコーティング膜103が形成されるものである。
【0048】
コーティング組成物200は、親水性の無機微粒子(シリカ膜104)と疎水性の樹脂粒子(フッ素樹脂粒子102)の両方を備える親水疎水複合表面である。
【0049】
シリカ(SiO2)は、地殻の約60%を占める珪素の酸化物である。主として珪砂を原料として化学的に反応させて、多孔質で大きな表面積構造を持つ合成シリカを作り出すことにより各種分野における優れた特性を生み出す。その化学的な安定性と共に広い分野で脚光を浴びている。
【0050】
このコーティング組成物200は、シリカ微粒子101が分散された水(分散液)と、フッ素樹脂粒子102が分散された水(分散液)とを混合することによって得られる。コーティング膜103が形成される前は、水分中にシリカ微粒子101やフッ素樹脂粒子102が分散された液の状態である。物品表面にその分散液(コーティング溶液)を塗布したり、物品をその分散液中に浸漬させたりした後で、乾燥させ水分を除去することにより、コーティング膜103が物品表面に形成されるものである。コーティング膜103におけるシリカ膜104は、珪素Siと酸素Oの結合が続き、表面にOH基を有する膜となる。
【0051】
なおここでは、図4に示すように、コーティング組成物200により物品表面に形成された被覆層をコーティング膜103と呼ぶ。
【0052】
コーティング膜103は、シリカ微粒子101から成るシリカ膜104中にフッ素樹脂粒子102が点在するとともに、フッ素樹脂粒子102がシリカ膜104の表面から全部でなく部分的に露出されている状態となっているものである。
【0053】
また、ここでは基本的にコーティング組成物200は、上述した分散液の状態であるコーティング溶液と呼ばれている状態を指すものとする。
【0054】
このコーティング組成物200に用いるシリカ微粒子101の平均粒径(平均粒子径)は、光散乱法により測定した場合、30nm以下、好ましくは4〜15nmのものとする。粒径は光散乱法により測定できる。このように極めて小さい平均粒径を有するシリカ微粒子101は、水に分散したコーティング溶液の状態では、水と接している全表面部分が平衡して水に半ば溶解した状態になっている(接する表面部分が水とシリカの中間的性質の物質となっている)。
【0055】
コーティング組成物200が乾燥されると、この半ば溶解した状態のシリカ成分が、シリカ微粒子101同士をつなぐバインダー(粒子を固める結合剤)として働く。そのため、特別なバインダーを添加しなくても、乾燥後にはシリカ微粒子101同士が凝集し固化し易くなる。そのため、クラックが入りにくいなど強度的に優れたシリカ膜104、ひいてはコーティング膜103を得ることができる。
【0056】
平均粒径が4〜15nmの範囲内にあるシリカ微粒子101では、一つのシリカ微粒子101について、シリカ微粒子101重量のおおよそ15〜30%の重量に相当する表面部分が、コーティング溶液において、半ば水に溶解した状態となっている。
【0057】
しかし、平均粒径が15nmを超えるシリカ微粒子101の場合、平均粒径が大きくなるほど、シリカ微粒子101の重量に対するコーティング溶液における水に半ば溶解した状態のシリカ成分の重量は少なくなり、バインダーとしての作用が得られなくなってくる。そのため、形成されるコーティング膜103が十分な強度を有さず、クラックが入り易いなどコーティング膜103としては好ましくない。そのため、別途バインダーを添加する必要が生じてくる。
【0058】
逆に、平均粒径が4nm未満のシリカ微粒子101の場合では、コーティング溶液において、半ば水に溶解した状態のシリカ成分の割合が高くなりすぎて、コーティング溶液中でシリカ微粒子101同士が凝集してしまうなど、コーティング組成物200としての安定性が得られなくなる。また、乾燥後に形成されるシリカ膜104(コーティング膜103)の強度や後述する防汚性能も所望のものが得られなくなる。
【0059】
また、シリカ微粒子101の粒径は、形成されるコーティング膜103の透明性等の外観特性にも影響を与える。平均粒径が15nm以下のシリカ微粒子101であれば、コーティング膜103により反射する光の散乱が小さくなる。そのため、コーティング膜103の透明性が向上し、被コーティング物の色調や風合いの変化を抑え、被コーティング物の色調や風合いを損なわないようにすることができる。
【0060】
また、シリカ微粒子101として、平均粒径が15nm以下のシリカ微粒子101を使用することで、得られるコーティング膜103中のシリカ膜104が、緻密ではありながらシリカ微粒子101間に微細な空隙を有するものとなる。シリケート(ケイ酸塩は、1個または数個のケイ素原子を中心とし、電気陰性な配位子がこれを取り囲んだ構造を持つアニオンを含む化合物を指し、シリケートとも呼ばれる)やゾルゲル法(一般に金属アルコキシドからなるゾルを加水分解・重縮合反応により、流動性を失ったゲルとし、このゲルを加熱して酸化物を得る方法)等で形成する微粒子を用いない従来から一般的なシリカ膜や、可溶性の有機や無機物からなるバインダーが添加されたシリカ膜と比較して、本実施の形態のシリカ膜104は、薄く形成でき、またシリカ微粒子101によるシリカ膜104表面の凹凸を小さくして平滑に形成することができるので、汚損物質が引っ掛かったりせず、防汚性能が高められる。
【0061】
コーティング組成物200におけるシリカ微粒子101の含有量は、コーティング組成物200に対して0.1〜5重量%としており、好ましくは0.3〜2.5重量%とする。
【0062】
この範囲の含有量(濃度)のコーティング組成物200を用い、浸漬やかけ塗り等で被コーティング物(例えば、ケーシング部15、左右ベーン13および上下フラップ17等の樹脂製部品)の表面に液膜を形成し、余剰のコーティング溶液を流し去ったり、強制的に排除したりして乾燥させる方法でコーティングを行うと、形成されるコーティング膜103の厚さは50〜500nm程度となり、シリカ膜104が凹凸のない均一な厚さとすることができ、被コーティング物表面の色調や風合いを損なうことがないコーティング膜103を形成することができる。
【0063】
シリカ微粒子101の含有量が0.1重量%未満であると、シリカ膜104が薄くなりすぎて部分的な欠損が生じ、被コーティング物の表面にコーティングできていない部分が発生してしまうといった不具合が起こることがあり、コーティング組成物200としては適さないものとなってしまう。
【0064】
一方、シリカ微粒子101の含有量が5重量%を超えると、シリカ膜104が厚くなりすぎて白濁膜となってしまい、被コーティング物表面の色調や風合いを損なうことになる。また、シリカ微粒子101自体の重量割合が大きいため、上述したコーティング溶液中の半ば水に溶解したシリカ成分によるバインダー作用が得難くなり、乾燥後のシリカ微粒子101同士の固化状態が弱くなって、シリカ膜104にクラックが入り易くなったり、剥離し易くなったりと強度的に劣るようになる。
【0065】
次に、このコーティング組成物200に用いられるフッ素樹脂粒子102について説明する。コーティング膜103において、シリカ膜104中に点在し、シリカ膜104から全部でなく部分的に露出しているフッ素樹脂粒子102の平均粒径(平均粒子径)は、50〜500nm、好ましくは100〜250nmであるものを用いる。粒径の測定は、光散乱法により可能である。このような範囲の粒径のものを使用することで、シリカ膜104の厚さよりも大きい粒径となり、形成されるコーティング膜103において、フッ素樹脂粒子102がシリカ膜104中に適度に分散し易く、コーティング膜103の表面に(シリカ膜104表面から)フッ素樹脂粒子102の部分的な露出がされ易くなり、所望するコーティング膜103の状態が得られるようになる。
【0066】
平均粒径が50nm未満のフッ素樹脂粒子102であると、コーティング溶液において、フッ素樹脂粒子102同士が凝集、合一してしまうなど性状の安定性が得られなくなる。また形成されるコーティング膜103において、フッ素樹脂粒子102がシリカ膜104の表面から露出し難くなり、後述する防汚性能が得られないことにもなる。
【0067】
一方、平均粒径が500nmを超えるフッ素樹脂粒子102であると、形成されるコーティング膜103において、シリカ膜104の表面から露出するフッ素樹脂粒子102部分が大きくなる。そのようになると、コーティング膜103の表面に疎水性を示す部分の領域が大きくなりすぎ、後述する防汚性能が得られないことになる。またコーティング膜103表面の凹凸が大きくなりすぎ、汚損物質(汚れ)が引っかかり易くなって、付着した汚損物質が除去され難くなる。
【0068】
このコーティング組成物200が乾燥して被コーティング物の表面に形成されるコーティング膜103において、シリカ膜104の厚さは、フッ素樹脂粒子102の平均粒径よりも小さいものである。シリカ膜104の厚さをフッ素樹脂粒子102の平均粒径よりも薄く管理することで、形成されるコーティング膜103において、フッ素樹脂粒子102がシリカ膜104中に適度に分散して点在し、シリカ膜104の表面から全部でなく部分的に露出し易くなり、所望するコーティング膜103の状態が得られる。
【0069】
例えば、平均粒径が250nmのフッ素樹脂粒子102を使用する場合では、シリカ膜104の厚さを200nm未満に管理する。すなわち、シリカ膜104の厚さをフッ素樹脂粒子102の平均粒径より薄くするのである。このように、シリカ膜104を200nmより薄い薄膜に形成するためには、被コーティング物の表面でシリカ微粒子101が固化する以前に、強い気流で被コーティング物の表面のコーティング溶液をブローするとよい。このときのブロー速度、ブロー時間、ブロー温度などの因子を調整することにより、シリカ膜104の厚さを管理することが可能となる。
【0070】
これより、このコーティング組成物200によって形成されるコーティング膜103による防汚性能(防汚特性)について説明する。汚れとは、物品の表面に汚損物質が付着し、それが除去されずに物品表面に固着してしまうことである。そのため、汚損物質が物品の表面に固着しないようにする、またもし物品表面に汚損物質が付着したとしても、汚損物質が表面に固着することなく表面から容易に除去されることが、物品表面の汚れを防止することとなる。
【0071】
このように、汚損物質が表面に固着し難い特性、また仮に汚損物質が付着したとしても、表面に固着することなく表面から容易に離脱できる(除去される)特性を、「防汚性能」と呼ぶものとする。
【0072】
物品表面をコーティングすることで、物品表面がこの防汚性能に優れた状態にできるコーティング組成物200(コーティング膜103)を防汚性能が高い、もしくは防汚性能に優れたコーティング組成物200(コーティング膜103)と表現するものとする。
【0073】
なお、「付着」とは、単純に表面に載っている状態も含めて、その後にその表面から比較的容易に除去できる状態を指す。また、「固着」とは、表面から容易には除去できない状態を指すものとして、両者を区別して使用する。
【0074】
汚れを生じさせる汚損物質には、親水性汚損物質105と疎水性汚損物質106がある。親水性汚損物質105は、親水性を示す部分に付着し易く、疎水性を示す部分には付着し難い。そして、疎水性汚損物質106はその逆となる。
【0075】
親水性汚損物質105は、砂塵やホコリ等であり、親水性汚損物質105と物品表面の親水性部分にそれぞれ存在する親水基(OH基)同士による静電的な結合により、もしくは、親水性汚損物質105と物品表面の親水性部分が近接することによる分子間力により、または、水等の液が介在して液架橋により、物品表面(コーティング膜103表面も含む)の親水性部分に付着する。
【0076】
空気中に浮遊している親水性汚損物質105である砂塵は、大きさが数μm〜数十μmの微小な粒子である。また、同じく親水性汚損物質105であるホコリは、砂塵よりはるかに大きなもので、0.1mm〜5mmの大きさがある。このような親水性汚損物質105が、上記のような作用で物品表面の親水性部分に固着するためには、親水性汚損物質105と物品表面の親水性部分とが十分に密着できる(接触できる)だけの親水性部分の面積が存在しなければならない。
【0077】
しかし、この実施の形態のコーティング組成物200により形成されるコーティング膜103は、親水性を示すシリカ膜104に疎水性を示すフッ素樹脂粒子102が適度に分散して点在しているため、砂塵をはじめとして親水性汚損物質105が安定して密着できるだけの連続した面積を有するシリカ膜104表面がほとんど存在しない。コーティング膜103の上に付着した親水性汚損物質105は、シリカ膜104から突出(露出)しているフッ素樹脂粒子102の表面の疎水性により、もしくは、突出しているフッ素樹脂粒子102の物理的な阻害により、シリカ膜104の表面とは十分に密着できない。このため、親水性汚損物質105は、容易に離脱してコーティング膜103に固着しない。
【0078】
また、シリカ膜104は、シリカ微粒子101から成るもの(バインダーの役目もシリカ微粒子101のシリカ成分が担っている)で、シリカ微粒子101間に微細な空隙を有する多孔性の膜であるため密度が小さく、仮に親水性汚損物質105が近接しても、分子間力が小さく親水性汚損物質105を固着させ難い。
【0079】
さらに、シリカ微粒子101間に微細な空隙を有する多孔性のシリカ膜104であるため、仮に水等による液架橋が生じた場合にも、親水性汚損物質105とシリカ膜104表面間の水が、シリカ膜104の微細な空隙を通して除去され、液架橋が消失されるので、液架橋により親水性汚損物質105が固着することもない。
【0080】
このように、このコーティング組成物200により形成されるコーティング膜103は、親水性汚損物質105に対して、優れた防汚性能を発揮する。
【0081】
一方で、点在するフッ素樹脂粒子102の間隔が空いていて、フッ素樹脂粒子102に遮断されずに連続するシリカ膜104があると、シリカ膜104表面の吸湿性が向上することにより、コーティング膜103に帯電する電荷が漏洩し易くなるので、コーティング膜103表面の帯電を効率よく抑制できるという利点がある。物品表面が帯電すると、親水性、疎水性に関係なく空気中の汚損物質である微細な浮遊粒子が静電引力で引きつけられて物品表面に付着し易くなる。
【0082】
このコーティング膜103においては、帯電を抑制できる連続性を有し、すなわちシリカ膜104が電荷を漏洩できる程度の連続する面積を有するような適度な間隔でフッ素樹脂粒子102が点在し、帯電による浮遊粒子(汚損物質)の付着を防ぐ効果がある。コーティング組成物200で物品表面をコーティングし、表面にコーティング膜103を形成することで、静電気に由来する汚れも防止することができるのである。
【0083】
コーティング組成物200におけるシリカ微粒子101の量が、シリカ微粒子101とフッ素樹脂粒子102との重量比で17:83以上あることが好ましい。
【0084】
コーティング組成物200におけるシリカ微粒子101の量が、シリカ微粒子101とフッ素樹脂粒子102との重量比で10:90より少なくなれば、シリカ膜104中にフッ素樹脂粒子102が点在する間隔が狭くなり、上記のような連続するシリカ膜104による帯電の抑制効果、それにより静電気に由来する汚れが防止できる効果を得難くなり、膜は構成できるものの、やや防汚性能が劣ってくる。
【0085】
もう一つの汚損物質である疎水性汚損物質106は、油煙やカーボン、煙草のヤニ等であり、汚れの原因となるものはこれらの中で微粒子として空気中に浮遊しているものである。その粒子径が5μm以下、多くは0.1〜0.3μmと親水性汚損物質105に比べて小さいものである。
【0086】
疎水性汚損物質106は、親水性を示す表面部分に対しては、表面に親水基や吸着した水分が存在するため、固着し難く、疎水性を示す表面部分には、固着し易い。このような疎水性汚損物質106が、物品表面に固着するのは、疎水性汚損物質106が疎水性を示す表面部分と密着することで生じる分子間力によるためである。
【0087】
このコーティング組成物200において疎水性を示すものは、上記の通り平均粒径が50〜500nmのフッ素樹脂粒子102である。フッ素樹脂粒子102は、物品表面で形成されるコーティング膜103においては、変形や合一により、単体の粒径よりも大きくなることも起こり得る。フッ素樹脂粒子102は、汚れの原因となる疎水性汚損物質106の大きさと比べて同等か小さく、疎水性を示す表面部分を有するフッ素樹脂粒子102には、疎水性汚損物質106が、十分に密着できる面積が存在しない場合が多い。
【0088】
このような場合、互いに固着させるような分子間力が作用せず、疎水性汚損物質106は疎水性を示すフッ素樹脂粒子102に対して固着し難くなる。当然、疎水性汚損物質106は親水性を示すシリカ膜104には固着しないので、コーティング膜103は疎水性汚損物質106に対しても高い防汚性能を発揮する。
【0089】
上記のようなフッ素樹脂粒子102の大きさ(粒径)が、疎水性汚損物質106の大きさに比べて同等か小さいことにより、疎水性汚損物質106がコーティング膜103のフッ素樹脂粒子102に十分に密着できずに固着に到る分子間力が作用しない、ということだけでは、疎水性汚損物質106が部分的にフッ素樹脂粒子102に密着し、分子間力の作用により部分的には固着する可能性がある。また、疎水性汚損物質106の方がフッ素樹脂粒子102よりも小さい場合もあり、互いが十分に密着できる面積がフッ素樹脂粒子102に存在することも起こり得る。
【0090】
しかし、このコーティング膜103は、上記以外にも疎水性汚損物質106をフッ素樹脂粒子102に固着させない他の作用を有しており、そのような部分的な固着、小さい疎水性汚損物質106の固着さえも起こり難くしている。その作用について、以下に説明する。
【0091】
このコーティング組成物200のフッ素樹脂粒子102は、フッ素樹脂の重合時や水への分散液の状態、およびシリカ微粒子101の分散液と混合されたコーティング溶液の状態において、添加される界面活性剤により表面が親水性を示す状態になっている。
【0092】
乾燥されコーティング膜103となった場合には、界面活性剤は剥離して、フッ素樹脂粒子102の表面は疎水性を示すようになるが、コーティング溶液中には、シリカ微粒子101が共存しているため、乾燥後に形成されるコーティング膜103のフッ素樹脂粒子102表面には、フッ素樹脂粒子102より粒径の小さいシリカ微粒子101がまばらに付着した状態になる。
【0093】
このように、フッ素樹脂粒子102の表面に親水基を有する(親水性を示す)シリカ微粒子101が散らばって付着しているために、フッ素樹脂粒子102の表面には疎水性汚損物質106の部分的な固着も、またフッ素樹脂粒子102よりも小さい疎水性汚損物質106の固着も起こり難いのである。
【0094】
フッ素樹脂粒子102の表面に部分的に親水基が導入されることで、フッ素樹脂粒子102と疎水性汚損物質106との密着を抑制する効果が得られるのである。そして、フッ素樹脂粒子102の表面に疎水性汚損物質106が付着しても、シリカ微粒子101が散らばって付着しているので、その付着は不安定で、容易に離脱できる。
【0095】
一方で、そのようにシリカ微粒子101がまばらに付着しているフッ素樹脂粒子102の表面であっても、シリカ微粒子101の大きさに比べるとはるかに大きい親水性汚損物質105に対しては、十分な疎水性としての効果を発揮し、親水性汚損物質105がフッ素樹脂粒子102の表面に固着することはない。
【0096】
また、フッ素樹脂粒子102は、柔軟な表面を有しているのだが、このようにシリカ微粒子101がまばらに付着することで、フッ素樹脂粒子102の表面が硬くなり、疎水性汚損物質106が密着し難くなる効果も得られる。
【0097】
また、フッ素樹脂自体が、従来からフッ素樹脂コーティングで知られているように、非常に表面エネルギーが小さく摩擦係数が低いため、疎水性を示すばかりでなく、撥油性も有しており、他の疎水性を示す樹脂に比べて、疎水性汚損物質106の固着が起こり難い性質を備えている。その点も、疎水性汚損物質106がフッ素樹脂粒子102に固着しない作用効果の一つである。
【0098】
このように、このコーティング組成物200により形成されるコーティング膜103は、疎水性汚損物質106に対しても、優れた防汚性能を発揮する。
【0099】
コーティング組成物200におけるシリカ微粒子101とフッ素樹脂粒子102との重量比(シリカ微粒子101の重量:フッ素樹脂粒子102の重量)を変化することで、親水性から疎水性まで任意に調整することができる。シリカ微粒子101(シリカ膜104)による親水性領域と、フッ素樹脂粒子102による疎水性領域とがバランスよく混在するコーティング膜103が常温での乾燥により得られる。シリカ微粒子101を多く入れれば疎水性汚れに強くなり、フッ素樹脂粒子102を多く入れれば親水性汚れに強くなる。また、密度は金属の1/10程度と低いので、汚れ粒子との分子間力を少なくして経年的な固着を抑制でき、風などでも剥離がしやすい。
【0100】
ただし、シリカ微粒子101のみを用いて純粋なシリカ膜104を形成した場合にも、防汚効果はかなり制限されるものの、油煙のような疎水性粒子を遠ざける効果および表面の静電気力や分子間力を低下させる効果を有し、コーティングを施さない場合に比べて、汚れ耐力が向上する。
【0101】
なお、シリカ膜104の厚さをフッ素樹脂粒子102の粒径よりも大きく(厚く)した場合には、親水性を呈するシリカ膜104がコーティング膜103の表面として広く露出することになり、親水性汚損物質105に対する防汚性能が劣る。
【0102】
さらに、フッ素樹脂粒子102のシリカ膜104中への分散が阻害され、フッ素樹脂粒子102がシリカ膜104から分離してシリカ膜104表面に析出し、フッ素樹脂粒子102同士が合一して塊となってしまい、その部分で局所的に親水性が悪化したり、疎水性汚損物質106が固着したりすることが起こり得る。そのため、上述したようにシリカ膜104の厚さは、フッ素樹脂粒子102の平均粒径よりも小さく(薄く)して、フッ素樹脂粒子102が、シリカ膜104中に適度に分散され、それぞれのフッ素樹脂粒子102がシリカ膜104から全部ではなく部分的に露出できるようにする。
【0103】
このコーティング組成物200におけるフッ素樹脂粒子102としては、PTFE(ポリテトラフルオロエチレン)、FEP(テトラフルオロエチレン・ヘキサフルオロプロピレン共重合体)、PFA(テトラフルオロエチレン・パーフルオロアルキルビニルエーテル共重合体)、ETFE(エチレン・テトラフルオロエチレン共重合体)、ECTFE(エチレン・クロロトリフルオロエチレン共重合体),PVDF(ポリフッ化ビニリデン)、PCTFE(ポリクロロトリフルオロエチレン)、PVF(ポリフッ化ビニル)等や、これらの共重合体もしくは混合物、またはこれらに他の樹脂を混合したものが使用できる。
【0104】
フッ素樹脂粒子102は、コーティング組成物200が製造される前に水に分散した分散液の状態である必要がある。分散させる方法は、懸濁重合や乳化重合により重合したフッ素樹脂粒子102を用い、界面活性剤を利用することで可能となる。水に分散した状態においては、フッ素樹脂粒子102の表面は疎水性が低い状態となっているが、これらが乾燥され固形物(コーティング膜103)となった状態にて、表面が疎水性を示すようになればよい。使用するフッ素樹脂としては上記の中で特に、PTFEとFEPが、分散液やコーティング溶液において凝集しないといった安定性に優れている点、また乾燥されコーティング膜103となった時の疎水性が高い点から好ましい。
【0105】
以上のように、このコーティング組成物200により物品表面に形成されるコーティング膜103は、両方の性質を有するので、親水性汚損物質105と疎水性汚損物質106の両方とも固着させず、また付着しても容易に離脱させることができるので、優れた防汚性能と剥離性を発揮して、コーティングされたフィルタ表面の汚れを防止することができる。後述する実施例(実験結果)においても、この実施の形態によるコーティング組成物200の防汚性能が優れていることが証明されている。
【0106】
この実施の形態のコーティング組成物200の製造方法は、特に制限されることはないが、シリカ微粒子101の分散液と、フッ素樹脂粒子102の分散液と、を混合することによって容易に製造することができる。ここで、シリカ微粒子101の分散液は、15nm以下の平均粒径を有するシリカ微粒子101が水に分散されたもの、例えば、市販のコロイダルシリカを用いることができる。シリカ微粒子101の分散液では、分散液中のシリカ微粒子101の体積比率が、20%以下であることが好ましい。体積比率が20%を超えると、シリカ微粒子101が凝集するなど分散液の安定性が低下してしまうことがあるためである。
【0107】
また、フッ素樹脂粒子102の分散液は、500nm以下の平均粒径を有するフッ素樹脂粒子102が水に分散されたもの、例えば、PTFEディスパージョンを用いることができる。なお、疎水性のフッ素樹脂粒子102をコーティング組成物200に凝集することなく均一に分散させるために、界面活性剤を加えてもよい。なお、どちらの分散液においても極性溶媒は水に限定されるものではない。
【0108】
それぞれの分散液に使用される水は、特に制限されることはないが、シリカ微粒子101やフッ素樹脂粒子102が凝集することなく分散して安定するために、カルシウムイオンやマグネシウムイオン等のイオン性不純物が少ないものがよい。2価以上のイオン性不純物が200ppm以下であることが望ましく、より望ましくは50ppm以下である。2価以上のイオン性不純物が多くなると、シリカ微粒子101やフッ素樹脂粒子102が凝集して沈殿したり、形成されるコーティング膜103の強度や透明性が低下したりする恐れが生じる。
【0109】
このコーティング組成物200は、有機溶剤を含まないので、安全で環境にやさしいものである。また、上記のように市販されている分散液を混合するだけで製造できるので、容易に低コストで製造できる利点がある。
【0110】
ただし、コーティング組成物200は、疎水性のフッ素樹脂粒子102の安定性確保や、被コーティング物品の材質に応じて、形成されるコーティング膜103の密着性向上やコーティング膜103の親水性の調整を図る観点から、界面活性剤や有機溶剤を添加してもよい。また、コーティング組成物200には、形成されるコーティング膜103の密着性や透明性、強度の向上、さらにはコーティング膜103の親水性の調整目的でカップリング剤やシラン化合物を添加してもよい。
【0111】
ここで、このコーティング組成物200に使用可能な界面活性剤としては、各種のアニオン系又はノニオン系の界面活性剤が挙げられる。かかる界面活性剤の中でも、ポリオキシプロピレン−ポリオキシエチレンブロックポリマーやポリカルボン酸型アニオン系界面活性剤等が、起泡性が低く使用し易いので好ましい。
【0112】
また、このコーティング組成物200に使用可能な有機溶剤としては、各種のアルコール系、グリコール系、エステル系、エーテル系等のものが挙げられる。
【0113】
また、このコーティング組成物200に使用可能なカップリング剤としては、3−(2−アミノエチル)アミノプロピルトリメトキシシラン等のアミノ系、3−グリシドキシプロピルトリメトキシシラン等のエポキシ系、3−メタクリロキシプロピルメチルジメトキシシラン等のメタクリロキシ系やメルカプト系、スルフィド系、ビニル系、ウレイド系等が挙げられる。
【0114】
また、このコーティング組成物200に使用可能なシラン化合物としては、トリフルオロプロピルトリメトキシランやメチルトリクロロシラン等のハロゲン含有物、ジメチルジメトキシシランやメチルトリメトキシシラン等のアルキル基含有物、1,1,1,3,3,3−ヘキサメチルジシラザン等のシラザン化合物、メチルメトキシシロキサン等のオリゴマー等が挙げられる。
【0115】
以上の添加剤の含有量は、このコーティング組成物200の防汚性能や水との接触角、および密着性を損なわない範囲であれば、特に制限されることはなく、選択した添加剤に応じて適宜調整すればよい。
【0116】
この実施の形態のコーティング組成物200の物品表面へのコーティング方法としては、特に制限されることはなく、従来から公知の方法を用いて行うことが可能であるが、コーティング組成物200を被コーティング物品表面に浸漬、スプレーもしくはかけ塗り等の方法で塗付した後、余剰のコーティング組成物200を気流で除去する方法が望ましい。余剰なコーティング組成物200が物品表面に滞留してしまうと、その部分に形成されるコーティング膜103が厚くなり、白濁して被コーティング樹脂107の色調や風合いを損なったりする恐れがある。
【0117】
気流を用いることで、乾燥が促進される効果も得られ、シリカ膜104中にフッ素樹脂粒子102が適度に点在した良好なコーティング膜103が得られるという利点もある。特に、親水性を得たい場合には10〜25m/s以上の高い風速を与えることがよい。ただし、下地が撥水性の高い樹脂の場合には、強い気流ではコーティング液が飛んでしまうため、適宜、弱い気流または静置乾燥によりコーティングを固着させても良い。
【0118】
また、後述するが、露垂れを防止するためには、水滴との接触角を50〜90°程度に調整する必要があり、接触角の調整のためにフッ素樹脂粒子102を表面に多く露出させて配置する場合や疎水性を得たい場合には、フッ素樹脂粒子102がシリカ微粒子101によって隠れてしまうのを防止するために、なるべく1〜10m/s程度の比較的低い風速で乾燥させたほうが発現性に富む。
【0119】
これまで、シリカ微粒子101膜をベースにフッ素樹脂粒子102を分散させたコーティング組成物200の防汚性能について述べてきたが、以下、カビが生えやすい樹脂部品に適用する場合の、防汚性を損なわないための防カビ方法について説明する。
【0120】
図6、図7は実施の形態1を示す図で、図6は防カビ剤を含んだコーティング組成物200が樹脂表面にコーティングされ、コーティング膜103が形成された状態の断面を示す概念図、図7は図6のコーティング膜103の上面を見た概念図である。
【0121】
従来のように樹脂にあらかじめ防カビ剤を練りこんで成形すると、多くは樹脂中に埋没してしまい成形時に表面にうまく出てこないためにカビとの接触率が低く、効果に乏しい。また、埋没した場合やコート層の表面ではなく下層に防カビ剤がる場合は、防カビ剤の溶出量が多くなければ防カビ効果がでにくいのだが、持続性に乏しい。
【0122】
また、従来のように粒径の大きな防カビ剤120を配置すると、たとえカビとの接触率が高くても、飛散してきた汚れとの付着面積が増加して、防カビ剤に汚れがひっかかってしまう。
【0123】
そこで本実施の形態では、図6、図7に示すように、防カビ剤120を10μm以下まで微粒化した後、防カビ剤120を水性媒体に分散し、シリカ微粒子101およびフッ素樹脂粒子102を合わせた固形分濃度が0.1〜5.0重量%、好ましくは0.3〜2.5重量%である純水で希釈された水性媒体と混合して、最終的な防カビ剤120を含むコーティング溶液(水性媒体)を作成し、被コーティング樹脂107に塗布して、ブロー乾燥で固着した。固形濃度が0.1重量%より薄いと防汚効果がなくなり、5.0重量%より濃いと粒子がうまく分散されない上に、ひび割れが起こってしまう。
【0124】
これにより、下地の被コーティング樹脂107の表面にシリカ微粒子101が連続的につながった膜中にフッ素樹脂粒子102が分散され、かつ防カビ剤120も分散されたコーティング膜103を形成することができる。
【0125】
塗布方法としては、コーティング溶液に被コーティング樹脂107を浸すディップ法、コーティング溶液をノズルから圧力をかけて吹き付けるスプレー法、コーティング溶液を含ませた不織布で拭きながら塗るワイピング法などが実用的である。
【0126】
防カビ剤120は10μm以下まで微粒化しているので、ブロー乾燥によって表面の一箇所にとどまることなく、コーティング膜103全体に広く分散されるという効果がある。更に好ましくは2.0μm以下まで微粒化すれば、お互いに凝集することなく分散効果は顕著である。
【0127】
図8は実施の形態1を示す図で、防カビ剤の一例として汎用防カビ剤であるチアベンダゾール(TBZ)を用いた場合の粒径分布と頻度を示す図である。
【0128】
微粒化の方法としては、単にミキサー装置で破砕してもよいが、ガラスビーズなどを敷いた装置に防カビ剤を通してビーズによって粒径を細かくする方法がある。また、線流路を高圧で通してせん断力で粒子を破砕する方法や高圧で粒子同士を衝突させて破砕する方法を用いた方が、更に効果的に粒径分布および平均粒径を小さくすることができ、微粒化できる。また1度だけではなく、数十回、数百回と何度も装置を通すことでより、より細かく微粒化でき、顕著な効果が得られる。
【0129】
図8では、初めは平均粒径が10μm近辺であったが、3回処理することで平均粒径が5μmとなり、200回処理することで平均粒径が1.0μm以下にまで微粒化することができた。もちろん、ジンクピリチオン(ZPT)やその他の粒子状の防カビ剤も同様に微粒化処理することで、粒子起因のひっかかりにより、防汚コーティングの効果を害することなく、均一に分散されてカビとの接触確率をあげることができる。
【0130】
室内外で使用される各種物品の表面には、粉塵、埃、油煙や煙草のヤニ等、様々な汚れが存在する。各汚損飛散物の大きさは、合成繊維0.1mm(100μm)〜5mm、天然繊維0.1mm(100μm)〜5mm、フケや垢10〜100μm、でんぷんや小麦粉10〜50μm、ファンデーション1〜50μm、花粉10〜30μm、砂塵・黄砂・ディーゼル排ガス粒子1〜10μm、カビ胞子3〜10μm、微生物死骸・ダニ1〜100μmである。
【0131】
本実施の形態では、樹脂部品に対して多様性汚れを防止するコーティングを施しているが、シリカ微粒子101が繋がった連続膜とフッ素樹脂粒子102によって最表面にのみミクロの微小凹凸が形成されているものの、マクロ的に見ると汚れのひっかからない平滑なコーティングである。これは、シリカ微粒子101やフッ素樹脂粒子102にナノレベルの粒子を用いて適切に分散させているからである。
【0132】
ここに防カビ剤120を添加する場合、防汚効果を損なわないようにするためには、粒子を小さくすることが有用である。微粒化の目安として、添加する粒子の大きさを10μm以下にすれば、合成繊維、天然繊維、フケや垢、でんぷんや小麦粉、花粉、微生物の死骸、などほとんどの範囲の室内汚損物の大きさよりも粒子径が小さくなるため、粒子が作り出す凹凸によって、これらの汚れがひっかかるリスクが限りなく小さくなる。
【0133】
平均粒径が10μm以下ならば、小さいためこれらの汚れが付着できる面は非常に少ないと判断できる。更に、好ましくは粒子の大きさを2.0μm以下にすれば、砂塵・黄砂・ディーゼル排ガス粒子やカビ胞子などの小さな汚れもこの防カビ剤にひっかかることはないため粒子はなるべく小さくした方がよい。平均粒径が2.0μm以下ならば、防カビ剤による汚損影響をほぼ無力化できる。
【0134】
当然、処理する前から平均粒径が10μm以下である防カビ剤120であれば、加工費削減のために未処理のまま使用しても、均一に分散されて汚れのひっかかりも少ないので問題はない。その場合もより細かく微粒化処理した方が、分散性や汚れ防止の観点から好ましい。また、1次粒子径が10μmより小さい場合でも、凝集によって2次粒子径が10μmより大きくなっていることが多く、微粒子化することで、再度1次粒子径レベルまで戻すことができる。手法を選択することで更に細かくすることができる。
【0135】
ここまでは、防カビ剤120に限定して説明したが、もちろんピンク色の酵母など菌が多い場所では、抗菌作用を有する抗菌材を用いてもよく、同様に粒子の大きさは小さい方がよい。当然、防カビ剤120と抗菌剤を混ぜて使用しても良いが粒子は小さい方がよい。
【0136】
これまで、シリカ微粒子101膜をベースにフッ素樹脂粒子102を分散させたコーティング組成物200の防汚性、防カビ剤の添加方法について述べてきたが、以下、露がつきやすい樹脂部品に適用する場合の露垂れ抑制について説明する。
【0137】
図9は実施の形態1を示す図で、樹脂表面に付着した水滴50の接触角θを説明する模式図である。
【0138】
ここで接触角θとは、樹脂表面に付着した水滴50の樹脂表面と接する部分における接線TLが、樹脂表面となす角度のことである。親水性が高いとは、付着する水滴50が広がり易いことを意味し、すなわち、接触角θが小さい(0度に近づく)ほど、親水性が高い、もしくは親水性に優れることになる。
【0139】
図9において、(a)に示す水滴50よりも(b)に示す水滴50の方が、接触角θが小さい。逆に、撥水性が高いとは、付着する水滴50の付着面積が小さいことを意味し、すなわち、接触角θが大きい(180度に近づく)ほど、撥水性が高い、もしくは撥水性に優れることになる。
【0140】
水滴を樹脂上に保持するには親水性と撥水性の中間にあたる適度な接触角θが好ましい。親水性が大きすぎる場合や、撥水性が大きすぎる場合は、水は速度を速めて移動してしまう。あきらかな目安として接触角θが30度以下の親水面であると、たちまち水滴は広がりながら重力方向に移動する。
【0141】
また、接触角θが100〜120度以上の撥水面であると、水滴は樹脂上を水滴の形状をある程度保持したまま転がっていってしまう。接触角θが150度程度では水滴は樹脂面上を跳ねながら滑落する。
【0142】
空気調和機100に備えられた被コーティング物であるケーシング部15、左右ベーン13、上下フラップ17は、PS(ポリスチレン)、ABS(アクリロニトリルブタジエンスチレン)、PP(ポリプロピレン)といった汎用の有機樹脂が用いられることが多い。これらの樹脂の接触角θは少なくとも50度以上、一般には80〜90度前後であり、微撥水面である。従って接触角θが適度であるために、付着した水滴50は落下しにくいが、長期の使用により砂塵やホコリなどの汚れが付着すると、徐々に表面が親水化されていき、接触角θは40度以下、更には一般的には十分に親水レベルである30度以下にまでなってしまう。すると露は表面を重力方向に広がりながら伝わっていき、樹脂部品の表面を移動していく。最悪の場合、室内の空気調和機100に備えられた送風ファン20やケーシング部15よりユーザの部屋へ水滴が落下する。逆に、撥水化処理を行うと表面を露が転がり落ちてしまうので、よくない。
【0143】
初期的には問題なくても、長期的な使用に伴う汚れの付着により、表面が改質されて接触角40度以下になっても露垂れ不具合につながるケースが多い。従って、露垂れを防止する目安として、水滴との接触角θは50〜90度の間にし、維持することがよい。もっと好ましくは、水滴との接触角θは60〜80度程度に設定して好適である。更には、防汚性のコーティングによって、長期に渡って汚れ付着を防止することで、この水滴との接触角を維持することができる。従って、従来のコーティング組成物200を施さない経年汚れで親水化する樹脂に比べて、露垂れ不具合が少ない。
【0144】
実際に、マイクロシリンジを用いて実験をした。実験では、PS表面に水滴を滴下していって露垂れが起こらない滴下量を算出した。5μl落としても露垂れが起こらないものを合格の目安とした。水滴との接触角θが35度以下では、水滴を保持できなかったが、50度以上では、水滴を保持することができた。
【0145】
コーティング組成物200におけるシリカ微粒子101とフッ素樹脂粒子102との重量比(シリカ微粒子101の重量:フッ素樹脂粒子102の重量)を5:95〜35:65に設定し、コーティング工程における、乾燥速度を適宜調整することで、水滴との接触角θを50〜90度の間に設定することができる。
【0146】
シリカ微粒子101とフッ素樹脂粒子102との重量比が5:95より小さい場合には、フッ素樹脂粒子102の凝集が過度になりすぎたり、フッ素樹脂粒子102による被覆面積が増えたりして、帯電防止効果が得られなくなり、また、疎水性汚れに対する防汚性が著しく低下する。
【0147】
シリカ微粒子101とフッ素樹脂粒子102との重量比が35:65より大きい場合には、シリカ微粒子101の割合が増えて、防汚性能としてのバランスはよくなるが、シリカ微粒子101は親水性であるので、水滴との接触角θを50度以上に作成することができない。つまり、防汚性はよくても、巨視的には親水性の膜となり、露垂れを起こしてしまい、露垂れを懸念する部位に適用する樹脂用のコーティングとしてはふさわしくない。
【0148】
これまで、シリカ微粒子101膜をベースにフッ素樹脂粒子102を分散させたコーティング組成物200の防汚性、防カビ剤の添加方法、露垂れ抑制について述べてきたが、以下、下地である有機樹脂との密着性について説明する。
【0149】
前述のように空気調和機100に備えられた被コーティング物であるケーシング部15、左右ベーン13、上下フラップ17はPS(ポリスチレン)、ABS(アクリロニトリルブタジエンスチレン)、PP(ポリプロピレン)といった汎用の有機樹脂が用いられている。また、送風ファン20は、ASG(ガラス入りアクリロニトリルスチレン)が用いられている。
【0150】
ところが、親水性と防汚性とを両立できるコーティング組成物200は有機溶剤等を使用しない安全なコーティングである一方、無機による構成であるので、金属材料などへの密着性は良好であるが、有機樹脂への密着性が悪いという課題がある。また、これらの樹脂は撥水面であるため、水系コーティング自体が一様に付着しない。従って、被コーティング部位である有機樹脂上に水系の無機分散コーティング溶液を塗布しても、部分的に膜が付着していなかったり、長期の使用においては自然に剥がれたりしてしまう。また、拭き掃除などでこすった場合にも剥がれやすくなる。
【0151】
従来、コーティングの密着性を向上するために種々の方法がとられている。例えば、物品表面に予め、コロナ処理、UV処理等の前処理を施す方法である。これにより樹脂の表面が改質され、相性の悪いコーティング材であっても密着性が向上する。
【0152】
被コーティング樹脂107の上に下塗り接着材であるプライマー層を予め樹脂(被コーティング樹脂107)表面に塗っておき、その上から本実施の形態のコーティングを施す二段階塗布方法もある。プライマー層としては、例えばポリオレフィン層などを用いて好適であり、密着性の向上と平坦性の向上が得られる。
【0153】
ただし、これらのコロナ処理やUV処理やプライマー二層処理を行う場合、大掛かりな設備が必要であったり、処理時間がかかったり、コストが増大する課題があり、空気調和機100のような量産性が必要な製品には向かない。そこで、本実施の形態では最も簡便で低コストで量産に適合する方法として、コーティング溶液にラジカル発生材111または過酸化物112を微量添加した。
【0154】
ここで、ラジカル発生材111を、一般に分子を繋げるラジカル重合に用いられ、およそ60℃以上の熱により分解作用を示すものと定義する。ラジカル重合は高分子化学における重合反応の形式の一種であり、ラジカルを反応中心としてポリマー鎖が伸張していく反応である。ラジカル発生材111には、熱分解するBPO(ベンゾイルパーオキサイド;油溶性)、AIBN(アゾビスイソブチロニトリル)、AVCA(4,4−Azobis(4−cyanovaleric Acid))などがある。
【0155】
例えば、ラジカル重合の例として、エチレンの重合によるポリエチレン生成がある。ラジカル重合の開始剤となるフリーラジカルを発生させるための反応は、BPOやAIBNを光もしくは加熱により分解し、下式のように酸素を断ち切ったり、2重結合を断ち切ったりして、ラジカルを生じさせる。
RO−OR → 2RO・
R2(NC)C−N=N−C(CN)R2 → 2 R2(NC)C・+N2
【0156】
また、過酸化物112は、以下の物の略称または別称であり、ここでは水溶性を示して、常温で自己分解作用があるものと定義する。通常は酸化剤や漂白剤として使用されるものであるが、コーティング用途では用いられない。無機化合物では主に、形式的に過酸化水素の金属塩の化学式をとる無機過酸化物112、またはオキソ酸のヒドロキシ基 (−OH) をヒドロペルオキシド基 (−O−OH) に置き換えた構造を持つ物質が過酸化物112と呼ばれる。また、有機化合物では主に、官能基としてペルオキシド構造 (−O−O−) を有する化合物、または官能基として過カルボン酸構造 (−C(=O)−O−O−) を有する化合物が過酸化物112と呼ばれる。過酸化水素が最も一般的である。
【0157】
本来のラジカル発生材111は、単体の分子を重合させる材料であり、過酸化物112は酸化剤や漂白剤として利用される材料であるが、下地の樹脂に対応する適切なラジカル発生材111または過酸化物112を選ぶことによって、PS(ポリスチレン)、PP(ポリプロピレン)、ABS(アクリロニトリルブタジエンスチレン)、ASG(ガラス入りアクリロニトリルスチレン)、といった汎用の有機樹脂と、シリカ微粒子101膜およびフッ素樹脂粒子102の分散液を原料として形成された無機系コーティング組成物200との密着性を向上する効果があることを発見するに至った。
【0158】
図10は実施の形態1を示す図で、ラジカル発生材111または過酸化物112を添加したコーティング組成物200が樹脂表面にコーティングされ、コーティング膜103が形成された状態の断面を示す概念図である。
【0159】
図10に示すように、コーティング膜103中にラジカル発生材111または過酸化物112が分散されている。コーティング溶液にラジカル発生材111または過酸化物112を微量添加することによって、コーティング溶液は撥水性の高い樹脂上であってもはじかれにくくなり、塗布しやすくなる。
【0160】
また、ラジカル発生材111または過酸化物112が熱による分解や時間に連れて自己分解するにつれて、特に下地の被コーティング樹脂107とシリカ膜104の界面近傍で、フッ素樹脂分散液(ディスパージョンとも呼ぶ)に含まれていたモノマー成分や界面活性剤が反応起点となって、シリカの凝集形態変化や下地の被コーティング樹脂107とシリカ膜104の接着効果を及ぼし、密着性を上げることができる。これらは、樹脂分散液と反応材料(ラジカル発生材111または過酸化物112)のどちらかがなくても成立しない。
【0161】
難水溶性の熱ラジカルであるBPOを添加したときに、樹脂との密着性が向上した。具体的には、押圧80gf/cm2の空拭きを500回以上行っても、膜が剥がれることがなく残存しており、コーティング組成物200を塗布しない場合に比べて50%以上の汚れ削減効果を保持していた。室温放置でも密着性の向上効果はあるが、熱ラジカルであるために60度以上のような熱をかけることで更に効果が高まる。BPOの添加量はコーティング溶液全体の0.01%〜1%程度として好適であり効果が確認された。
【0162】
また、別の方法として、水溶性の過酸化物112である過硫酸アンモニウム(APS)、過硫酸ナトリウム、過酸化水素を添加したときに、密着性が向上する。過酸化物112であるために室温放置でも自己分解作用により密着性の向上効果を示すが、分解が効率よく起こるので60℃のような熱をかけることで更に効果が高まる。過酸化物112の添加量はコーティング溶液全体の0.01%〜1%程度として好適であり、効果が確認された。ラジカル発生材111や過酸化物112は添加時や熱や時間と共に分解消失して、周囲物に反応を及ぼして分離/変性する効果を及ぼす。
【0163】
ラジカル発生材111か過酸化物112を用いることで、コロナ処理やUV処理やプライマー二層処理(接着層)のように大掛かりな設備を必要とせず、また、一層コート以外の複数塗布工程を必要としないため、安価なコストで密着性が高く剥がれにくい、無機のコーティング組成物200を有機樹脂上に簡単に塗布することが可能となる。
【0164】
また、ラジカル材を添加する場合も防カビ剤の場合と同様に、汚れがひっかかって防汚性を損なわないように微粒化処理する。
【0165】
図11は実施の形態1を示す図で、ラジカル材としてBPO(ベンゾイルパーオキサイド;油溶性)を微粒化処理した場合の粒径分布とその頻度を表す図である。BPOは10〜100μmに粒子径が広く分布しているが、3回微粒化処理することで平均粒径は10μm以下になり防汚性を損なわない。また、200回以上行うと平均粒径は約2.0μmとなり、防汚性をまったく損なわない。
【0166】
なお、空気調和機100としてこの実施の形態のコーティング組成物200によるコーティング膜103で表面を被覆した、送風ファン20、ケーシング部15、左右ベーン13、上下フラップ17、ノズル18への適用例を述べたが、この実施の形態のコーティング組成物200は、これらに限定されることなく、様々な物品の表面をコーティングすることができる。
【0167】
適用される物品としては、特に限定されることはないが、防汚性能に優れているので、使用場所が室内外に関らず、粉塵、油煙及び煙草のヤニ等の様々な汚れ(親水性汚損物質105や疎水性汚損物質106)が固着する恐れがある各種物品が挙げられる。また防カビ性にも優れるので、高湿度に曝される物品、高湿度環境で使われる物品、蒸気が通る物品にも好適である。
【0168】
適用される物品の具体的な例としては、以下に示すものなどが挙げられる。
(1)空気調和機の室内機の筐体(外郭)表面;
(2)空気調和機のリモコンの操作ボタン表面;
(3)空気調和機のリモコンの筐体表面;
(4)蒸気や油煙を吸い込む換気扇の送風ファンやケーシング部や外郭;
(5)手についた水を飛ばすハンドドライヤーの外郭;
(6)貯めた水を平板ですくうディスク式加湿器;
(7)トイレの便器の外郭;
(8)浴室や洗面所;
(9)建物の外壁や屋根。
【0169】
また、下地の樹脂としてPS、PP、ABS、ASGを例にとり、添加するラジカル発生材111としてBPO、過酸化物112として過硫酸アンモニウム(APS)、過硫酸ナトリウム、過酸化水素を例に挙げたが、これに限定されるものではなく、各種有機物で構成された樹脂上に無機物のコーティングを施す場合に、長期の密着性をあげるためにラジカル発生材111か過酸化物112を添加する手段は有用である。密着性と同時に本実施の形態のコーティングを施すことで防汚性が得られる。
【0170】
ここからは、具体的に送風ファン20にコーティング組成物200を形成する工程について説明する。本実施の形態の送風ファン20は、壁掛け用エアコンに適用するクロスフローファンである。但し、プロペラファン、シロッコファン、ターボファン、プロペラファンなど、回転により空気を吸い込んだり、押し込んだりするものであれば何でも良い。
【0171】
また、本実施の形態の送風ファン20は防カビを必要とする熱交換器30の後流に備えられて高湿度の空気に曝される送風ファン20であるが、通常高湿度環境下で使われないファンでも、蒸気に曝されたり、高湿度の空気環境に曝されたりするとカビが発生するため適用して好適である。
【0172】
図12は実施の形態1を示す図で、未使用常態の送風ファン20を示す断面図である。送風ファン20は、クロスフローファンである。クロスフローファンは複数枚のブレード21(翼)を円周方向に備え、回転方向25に送風ファン20が中心軸を基点に回ることで、ブレード21が風を取り込んで送り出す仕組みになっている。
【0173】
ブレード21は、円弧形状をしており、凹面22と凸面23からなっている。また、ブレード21の遠心方向にはブレード先端部24を備え、内周方向には内周部27を備えている。
【0174】
一般に、送風ファン20の表面は弱疎水性になっていて、送風ファン20に結露した水は水滴となって保持されている。保持された水滴は、送風ファン20が回転することによって遠心力を受けてブレード先端部24に集まることが多い。また、家庭に存在する浮遊物質の7割は粒子径の細かな砂塵であるが、熱交換器30前面に設けられたフィルタ40では捕捉できない。そのため、フィルタ40を抜けてきた砂塵が回転した送風ファン20に衝突して付着する。砂塵の付着位置には偏りがあり、特に風速が早く衝突力の強いブレード先端部24が顕著に多い。従って、ブレード先端部24は、砂塵およびホコリが堆積すると共に、遠心力で水滴も集まってくる為に、高湿度かつ高栄養であり、カビにとっては最も繁殖しやすい部位である。また、ブレード先端部24だけでなく凹面22においても凸面23に比べて風の衝突力が大きいため、汚れが付着・堆積しやすく、水分も保持しやすい。
【0175】
図13は実施の形態1を示す図で、カビが生えた送風ファン20を示す断面図である。空気調和を行う送風ファン20では、送風ファン20の凹面22からブレード先端部24にかけて異物発達現象が観測されるケースが頻発する。この異物は汚れに根を生やしたカビ堆積物26である。悪環境では、送風ファン20に付着する部位1ccあたりのカビ胞子数は熱交換器30に比べて40倍にも上り、カビおよび菌糸堆積物がブレード先端部24で発達すると風通りを塞ぐことによって、10年相当使用したユニットでは、初期に比べて風量が約30%低下し電気代が約10%悪化する。また、送風ファン20が発する臭気指数は多部位と比較しても最も高く、空気調和機100における異臭およびアレルゲン物質飛散の大きな原因部位となっている。
【0176】
コーティング工程は、以下に示す工程を順次行う。
(1)コーティング液(水性媒体)の準備工程;
(2)水性媒体を塗布する塗布工程;
(3)コーティング組成物を固着させる乾燥工程。
【0177】
準備工程では、防汚性を付与するための親水性の無機微粒子と、疎水性の樹脂粒子のいずれか一方または両方と、微粒化した防カビまたは抗菌作用を有する粒子とを前述の界面活性剤などと一緒に混ぜ合わせる。
【0178】
塗布工程は、水性媒体を樹脂部材に付着させる役目がある。塗布工程の例としては、以下に示す方法などが考えられる。
(1)送風ファン20を部材ごと丸ごと浸すディップ方法;
(2)送風ファン20の一部を浸したまま低速回転しながら塗布するディップ方法;
(3)送風ファン20を回転しながらスプレーノズルによって全体に液を吹き付ける方法。
【0179】
ディップ法は、全面に万遍なく液を行渡らせることができるメリットがあり、スプレー法は、使用液量が少なくなるメリットがある。送風ファン20の大きさや形状、設備コスト、加工コストを考慮して決めればよいが、本実施の形態においては、全面に液膜を形成するためにディップ法を選択した。
【0180】
乾燥工程は、コーティング組成物200を樹脂部材に固定する役目がある。自然放置でも成膜はできるが、乾燥条件を一定にして行うことで、防汚性や水との接触角、均一性、分散性といった所望の性質を発現することができる。また、自然放置では、粒子状固形分が分散されない、液だまりができるといった不具合が起こるため、乾燥工程を入れる必要がある。乾燥工程は、別に設けた1つまたは複数の乾燥用送風ファンを用いたブロー乾燥が一般的である。水性媒体を塗布した送風ファン20に対して、所定の風速、温度、時間、方向のブローを吹き付けることで、送風ファン20上にコーティング組成物200が固定される。
【0181】
本実施の形態においては、送風ファン20に水性媒体を塗布した後、ブロー乾燥ではなく、送風ファン20自体を回転することで乾燥を実施した。粘度が水とほとんど変わらない水性媒体を用いているので、回転乾燥によって、コーティング液がとどまることなく均一に広がり、送風ファン20のブレード21表面に、防汚性を有するコーティング組成物200が形成される。同時に、防カビまたは抗菌作用を有する粒子が表面に露出して分散される。
【0182】
図14乃至図16は実施の形態1を示す図で、図14は送風ファン20を回転することで防カビ剤の濃度をブレード21の位置に寄らずに均一化した場合の送風ファン20のブレード21の位置における防カビ剤の濃度を示す図、図15は送風ファン20を構成するブレード21の内周部27からブレード先端部24に向かって、ブレード先端部24の濃度が高くなるように傾斜配置される場合の送風ファン20のブレード21の位置における防カビ剤の濃度を示す図、図16は送風ファン20の回転を早くした場合の送風ファン20のブレード21の位置における防カビ剤の濃度を示す図である。
【0183】
一般のブロー乾燥では、送風ファン20のように複雑な形状を用いたものでは、乾燥方向に強く依存して偏ってしまい、膜厚、固形分濃度、防カビ濃度を均一に形成することが難しい。送風ファン20自体を回転することで、複雑な形状であっても、膜厚、固形分濃度、防カビ濃度、ともに均一に形成できるという効果を有する。
【0184】
防カビ剤120の濃度は、図14の模式図に示すように、ブレード21の位置に寄らずに均一化が図れる。水性媒体の温度を上げるか、送風ファン20の回転速度をあげると乾燥時間は少なくて済む。
【0185】
この送風ファン20自体を回転する乾燥運転は、通常の送風機または空気調和機100としての送風ファン20の動作と同じ動作を行っているので、通常動作時に水や汚れおよびカビ胞子が付着しやすくてカビが生えやすい部位と同じ部位に防カビまたは抗菌作用を有する粒子が集まりやすいという効果がある。親水性の無機微粒子や疎水性の樹脂粒子に比べて、比較的粒径の大きな防カビまたは抗菌作用を有する粒子は、遠心力を受けて遠心方向端部に移動しやすくなるが、送風ファン20の回転速度を調整することで、ブレード21の内周部27からブレード先端部24(遠心方向端部)に向けての防カビ剤120の濃度を調整することができる。
【0186】
送風ファン20を比較的早く回転することで、図15に示すように、防カビまたは抗菌作用を有する粒子の濃度を、送風ファン20を構成するブレード21の内周部27からブレード先端部24に向かって、ブレード先端部24の濃度が高くなるように傾斜配置される。すなわち、よりカビが生えやすい遠心方向に合わせて、防カビ剤120の濃度を高く配置できるので、防カビ効果を出しやすくなる。
【0187】
また、図16に示すように、より早く送風ファン20を回転することで、ブレード21のブレード先端部24に存在する防カビまたは抗菌作用を有する粒子の濃度を、ブレード21の内周部27に比べて明らかに高くすることができる。
【0188】
具体的には、送風ファン20の直径が90〜110mm程度、送風ファン20の長さ(軸方向)が600mm程度のクロスフローファンであれば、1500rpm以上にして好適であり、もっと好ましくは2000rpm程度で回転すると無機粒子や樹脂粒子および防カビ剤120の分散性がよく、ブレード先端部24の濃度が高くなる。ブレード先端部24を重点的に防カビすることで、風流入口での菌糸による堆積物の発生を抑えるという効果を有する。
【0189】
従来例のように樹脂中に防カビ剤を練りこむこと無く、水性媒体の水系コーティングに平均粒径が10μm、もっと好ましくは2μmまで微粒化処理した防カビまたは抗菌作用を有する粒子を混ぜて、樹脂部材の表面に均一分散させたので、ひっかかりを回避して防汚性能を悪化させないまま、表面で確実にカビと接触することができる。
【0190】
微粒防カビ剤入りの水系コーティングを用いて、送風ファン20自体を回転させて乾燥固着させたので、防カビ剤120が全体に分散されると共に、特に水が保持されやすくカビの生えやすいブレード先端部24に選択的に防カビ剤120濃度を高めて配置することができる。特にブレード先端部24からの菌糸の成長を抑制でき、風の流入口を塞ぐことが無く送風性能を落とさないので、省エネルギーか期待できる。
【0191】
以上説明してきたように、この実施の形態に係る空気調和機100は、熱交換器30の後流側に設けられる樹脂製部品の表面にコーティング膜を形成し、シリカ微粒子101と、フッ素樹脂粒子102とを含有し、コーティング膜が、シリカ微粒子101から成るシリカ膜104中にフッ素樹脂粒子102がシリカ膜104の表面から部分的に露出するように点在して成り、シリカ膜104の露出面積がフッ素樹脂粒子102の露出面積よりも大きいものであるコーティング組成物200を備えたことのより、両性による反発、ミクロ凹凸構造による付着面積低減、帯電防止効果による静電付着防止、低密度低分子間力による固着防止を発揮して、親水性・疎水性を問わず多様性の汚れを防止できる。
【0192】
また、シリカ微粒子101の含有量とフッ素樹脂粒子102の含有量との重量比を5:95〜35:65の範囲内にして、水滴との接触角θが50〜90度になるように制御したので、結露部位であっても露の移動を抑制し、露垂れを防止できる。
【0193】
また、平均粒径が10μm、もっと好ましくは2μmまで微粒化処理した防カビまたは抗菌作用を有する粒子を水性媒体の水系コーティングに混ぜて、樹脂部材の表面に均一分散させたので、ひっかかりを回避して防汚性能を悪化させないまま、表面で確実にカビと接触することができる。特に、送風ファン20に塗布する場合には、微粒防カビ剤入りの水系コーティングを用いて、送風ファン20自体を回転させて乾燥固着させたので、防カビ剤が全体に分散されると共に、水が保持されやすくカビの生えやすいブレード先端部24に選択的に防カビ剤120濃度を高めて配置することができる。従って、多様性汚れに対する防汚性能、露飛びや露垂れの抑制、防汚性能を悪化させない効果的な防カビ性能の付与を、全て同時に提供できる。
【0194】
以上の実施の形態に係る送風装置は、
空気を吸引すると共に吸引した空気を吹き出す送風ファンと、
前記送風ファンの表面にコーティングされ、防汚性を有するコーティング組成物と、を備え、
前記コーティング組成物は、
水性媒体中に、防汚性を付与するための親水性の無機微粒子と疎水性の樹脂粒子とのいずれか一方または両方と、平均粒径が10μm以下になるまで微粒化された防カビまたは抗菌作用を有する粒子と、が混入され、
前記送風ファンに塗布された前記水性媒体が乾燥することにより、前記送風ファンの表面にコーティングされるものであって、
前記防カビまたは抗菌作用を有する粒子が前記コーティング組成物の表面に分散されることを特徴とする。
【0195】
前記送風ファンに塗布された前記水性媒体の乾燥は、前記送風ファンを回転させることによって行われることを特徴とする。
【0196】
前記送風ファンは、遠心方向に遠心方向端部を、内周方向に内周部を有する複数枚のブレードを円周方向に備え、前記遠心方向端部に存在する前記防カビまたは抗菌作用を有する粒子の濃度を、前記内周部に存在する前記防カビまたは抗菌作用を有する粒子の濃度に比べて高めたことを特徴とする。
【0197】
前記防カビまたは抗菌作用を有する粒子の濃度を、前記ブレードの前記内周部から前記遠心方向端部に向かって、前記遠心方向端部の濃度が高くなるように傾斜させたことを特徴とする。
【0198】
前記コーティング組成物は、親水性の無機微粒子と疎水性の樹脂粒子の両方を備える親水疎水複合表面であることを特徴とする。
【0199】
前記親水性の無機微粒子として、平均粒径が4〜30nmの範囲内にあるシリカ微粒子を、
前記疎水性の樹脂粒子として、平均粒径が、50〜500nmの範囲内にあるフッ素樹脂粒子を、備え、
前記シリカ微粒子から成る膜中に前記フッ素樹脂粒子が前記シリカ微粒子から成る膜の表面から露出するように点在して成ることを特徴とする。
【0200】
平均粒径が2.0μm以下になるまで微粒化処理が施された、前記防カビまたは抗菌作用を有する粒子、もしくはラジカル材が混入していることを特徴とする。
【符号の説明】
【0201】
10 筐体、11 吸込口、12 前面グリル、13 左右ベーン、14 吹出口、15 ケーシング部、17 上下フラップ、18 ノズル、20 送風ファン、21 ブレード、22 凹面、23 凸面、24 ブレード先端部、25 回転方向、26 カビ堆積物、27 内周部、30 熱交換器、31 伝熱管、32 放熱フィン、40 フィルタ、100 空気調和機、101 シリカ微粒子、102 フッ素樹脂粒子、103 コーティング膜、104 シリカ膜、105 親水性汚損物質、106 疎水性汚損物質、107 被コーティング樹脂、111 ラジカル発生材、112 過酸化物、120 防カビ剤、200 コーティング組成物。
【特許請求の範囲】
【請求項1】
筐体と、
前記筐体内に設置され、空気を吸引すると共に吸引した空気を吹き出す送風ファンと、
前記送風ファンが形成する風路内に配置され、吸引した空気と冷凍サイクルの冷媒とが熱交換を行う熱交換器と、
前記熱交換器の後流側に設けられて熱交換後の空気に曝される樹脂製部品と、
前記樹脂製部品の表面に、親水性の無機微粒子と、疎水性の樹脂粒子とを含有する水性媒体を塗布して得られるコーティング組成物と、を備え、
前記コーティング組成物は、
前記親水性の無機微粒子から成る膜中に、前記疎水性の樹脂粒子が前記親水性の無機微粒子から成る膜の表面から露出するように点在して成り、
前記親水性の無機微粒子の含有量と前記疎水性の樹脂粒子の含有量との重量比が、5:95〜35:65の範囲内にあり、水滴との接触角が50〜90度の範囲内にあることを特徴とする空気調和機。
【請求項2】
前記コーティング組成物は、
前記親水性の無機微粒子として、平均粒径が4〜30nmの範囲内にあるシリカ微粒子と、
前記疎水性の樹脂粒子として、平均粒径が50〜500nmの範囲内にあるフッ素樹脂粒子と、を備えることを特徴とする請求項1に記載の空気調和機。
【請求項3】
前記親水性の無機微粒子と、前記疎水性の樹脂粒子とを含有する水性媒体に、平均粒径が10μm以下になるまで微粒化処理が施された防カビまたは抗菌作用を有する粒子が混入していることを特徴とする請求項1又は請求項2に記載の空気調和機。
【請求項4】
前記親水性の無機微粒子と、前記疎水性の樹脂粒子とを含有する水性媒体に、平均粒径が2.0μm以下になるまで微粒化処理が施された前記防カビまたは抗菌作用を有する粒子が混入していることを特徴とする請求項3に記載の空気調和機。
【請求項5】
前記親水性の無機微粒子と、前記疎水性の樹脂粒子とを含有する水性媒体に、平均粒径が10μm以下になるまで微粒化処理が施されたラジカル材を有する粒子が混入していることを特徴とする請求項1乃至4のいずれかに記載の空気調和機。
【請求項6】
前記親水性の無機微粒子と、前記疎水性の樹脂粒子とを含有する水性媒体に、平均粒径が2.0μm以下になるまで微粒化処理が施された前記ラジカル材が混入していることを特徴とする請求項5に記載の空気調和機。
【請求項7】
前記送風ファンにより吹き出される風を導くケーシング部と、室内へ吹き出す風を左右方向に曲げる左右ベーンと、室内へ吹き出す風を上下方向に曲げる上下フラップと、前記ケーシング部とともに風路を形成するノズルと、を備え、
前記熱交換器の後流側に設けられる樹脂製部品は、前記送風ファン又は前記ケーシング部又は前記左右ベーン又は前記上下フラップ又は前記ノズルの少なくとも一つであることを特徴とする請求項1乃至6のいずれかに記載の空気調和機。
【請求項8】
水性媒体中に、防汚性を付与するための親水性の無機微粒子及び疎水性の樹脂粒子と、平均粒径が10μm以下になるまで微粒化された防カビまたは抗菌作用を有する粒子と、が混入していることを特徴とするコーティング組成物。
【請求項9】
前記親水性の無機微粒子として、平均粒径が4〜30nmの範囲内にあるシリカ微粒子と、
前記疎水性の樹脂粒子として、平均粒径が、50〜500nmの範囲内にあるフッ素樹脂粒子と、備え、
前記シリカ微粒子から成る膜中に、前記フッ素樹脂粒子が前記シリカ微粒子から成る膜の表面から露出するように点在して成り、
前記親水性の無機微粒子の含有量と前記疎水性の樹脂粒子の含有量との重量比が、5:95〜35:65の範囲内にあり、
水滴との接触角が50〜90度の範囲内にあることを特徴とする請求項8記載のコーティング組成物。
【請求項1】
筐体と、
前記筐体内に設置され、空気を吸引すると共に吸引した空気を吹き出す送風ファンと、
前記送風ファンが形成する風路内に配置され、吸引した空気と冷凍サイクルの冷媒とが熱交換を行う熱交換器と、
前記熱交換器の後流側に設けられて熱交換後の空気に曝される樹脂製部品と、
前記樹脂製部品の表面に、親水性の無機微粒子と、疎水性の樹脂粒子とを含有する水性媒体を塗布して得られるコーティング組成物と、を備え、
前記コーティング組成物は、
前記親水性の無機微粒子から成る膜中に、前記疎水性の樹脂粒子が前記親水性の無機微粒子から成る膜の表面から露出するように点在して成り、
前記親水性の無機微粒子の含有量と前記疎水性の樹脂粒子の含有量との重量比が、5:95〜35:65の範囲内にあり、水滴との接触角が50〜90度の範囲内にあることを特徴とする空気調和機。
【請求項2】
前記コーティング組成物は、
前記親水性の無機微粒子として、平均粒径が4〜30nmの範囲内にあるシリカ微粒子と、
前記疎水性の樹脂粒子として、平均粒径が50〜500nmの範囲内にあるフッ素樹脂粒子と、を備えることを特徴とする請求項1に記載の空気調和機。
【請求項3】
前記親水性の無機微粒子と、前記疎水性の樹脂粒子とを含有する水性媒体に、平均粒径が10μm以下になるまで微粒化処理が施された防カビまたは抗菌作用を有する粒子が混入していることを特徴とする請求項1又は請求項2に記載の空気調和機。
【請求項4】
前記親水性の無機微粒子と、前記疎水性の樹脂粒子とを含有する水性媒体に、平均粒径が2.0μm以下になるまで微粒化処理が施された前記防カビまたは抗菌作用を有する粒子が混入していることを特徴とする請求項3に記載の空気調和機。
【請求項5】
前記親水性の無機微粒子と、前記疎水性の樹脂粒子とを含有する水性媒体に、平均粒径が10μm以下になるまで微粒化処理が施されたラジカル材を有する粒子が混入していることを特徴とする請求項1乃至4のいずれかに記載の空気調和機。
【請求項6】
前記親水性の無機微粒子と、前記疎水性の樹脂粒子とを含有する水性媒体に、平均粒径が2.0μm以下になるまで微粒化処理が施された前記ラジカル材が混入していることを特徴とする請求項5に記載の空気調和機。
【請求項7】
前記送風ファンにより吹き出される風を導くケーシング部と、室内へ吹き出す風を左右方向に曲げる左右ベーンと、室内へ吹き出す風を上下方向に曲げる上下フラップと、前記ケーシング部とともに風路を形成するノズルと、を備え、
前記熱交換器の後流側に設けられる樹脂製部品は、前記送風ファン又は前記ケーシング部又は前記左右ベーン又は前記上下フラップ又は前記ノズルの少なくとも一つであることを特徴とする請求項1乃至6のいずれかに記載の空気調和機。
【請求項8】
水性媒体中に、防汚性を付与するための親水性の無機微粒子及び疎水性の樹脂粒子と、平均粒径が10μm以下になるまで微粒化された防カビまたは抗菌作用を有する粒子と、が混入していることを特徴とするコーティング組成物。
【請求項9】
前記親水性の無機微粒子として、平均粒径が4〜30nmの範囲内にあるシリカ微粒子と、
前記疎水性の樹脂粒子として、平均粒径が、50〜500nmの範囲内にあるフッ素樹脂粒子と、備え、
前記シリカ微粒子から成る膜中に、前記フッ素樹脂粒子が前記シリカ微粒子から成る膜の表面から露出するように点在して成り、
前記親水性の無機微粒子の含有量と前記疎水性の樹脂粒子の含有量との重量比が、5:95〜35:65の範囲内にあり、
水滴との接触角が50〜90度の範囲内にあることを特徴とする請求項8記載のコーティング組成物。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【公開番号】特開2011−208937(P2011−208937A)
【公開日】平成23年10月20日(2011.10.20)
【国際特許分類】
【出願番号】特願2011−146006(P2011−146006)
【出願日】平成23年6月30日(2011.6.30)
【分割の表示】特願2009−174455(P2009−174455)の分割
【原出願日】平成21年7月27日(2009.7.27)
【出願人】(000006013)三菱電機株式会社 (33,312)
【Fターム(参考)】
【公開日】平成23年10月20日(2011.10.20)
【国際特許分類】
【出願日】平成23年6月30日(2011.6.30)
【分割の表示】特願2009−174455(P2009−174455)の分割
【原出願日】平成21年7月27日(2009.7.27)
【出願人】(000006013)三菱電機株式会社 (33,312)
【Fターム(参考)】
[ Back to top ]