
突き板のシート貼り装置

【課題】突き板のシート貼り装置の小型軽量化、長寿命化を図り、さらにはぎ合わせた突き板とシートの貼りあわせが自動的に精度良く行え、省力化によるコストダウンが図れるつき板シート貼り装置を提供する。
【解決手段】突き板(1)との重なり面に接着剤を塗布したシートを、接着剤の水分を蒸発させる乾燥炉を通過させた後、はぎ合わせ状態に並べた突き板を吸引保持して送る搬送体上に突き板上に向けて供給されるシート(2)を突き板上に重ね合わせるガイドロールを設け、前期搬送体上で突き板とシートの積層体が移動する部分の直上に、上下に振動して積層体を加熱加圧し突き板とシートを密着させる振動プレスを設け、振動プレスの次に接着剤を硬化させる加熱加圧ロールを配置した。
【解決手段】突き板(1)との重なり面に接着剤を塗布したシートを、接着剤の水分を蒸発させる乾燥炉を通過させた後、はぎ合わせ状態に並べた突き板を吸引保持して送る搬送体上に突き板上に向けて供給されるシート(2)を突き板上に重ね合わせるガイドロールを設け、前期搬送体上で突き板とシートの積層体が移動する部分の直上に、上下に振動して積層体を加熱加圧し突き板とシートを密着させる振動プレスを設け、振動プレスの次に接着剤を硬化させる加熱加圧ロールを配置した。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、木材を薄く削った突き板をはぎ合わせ状態に並べて不織不等のシートと連続的に貼り合わせるための、突き板のシート貼り装置に関する。
【背景技術】
【0002】
木材を薄く削った突き板をはぎ合わせ状態に並べ、この突き板の裏面に不織布等のシートを張り合わせた積層体は、各種建材等の材料として用いられている。
従来、突き板のシート貼りを行うには、接着剤を塗布した不織布上に突き板をはぎ合わせ状態で並べ、両者を加工することによって貼り合わせるのが一般的であった。
これを改善した方法として、はぎ合わせ状態に並べた突き板を吸引保持して送る搬送体上に、突き板との重なり面に接着剤が塗布され、つき板上に向けて供給されるシートを突き板上に重ね合わせる押さえロールを設け、前記搬送体上で突き板とシートの積層体が移動する部分の直上に、上下に振動して積層体を加熱加圧し、突き板とシートを接着させる振動プレスを配置した突き板のシート貼り装置が、本発明の発明者が特許権者の一人として出願されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平4−115901
【特許文献2】特開平5−269709
【特許文献3】特開平10−236093
【特許文献4】特開平10−236094
【発明の概要】
【発明が解決しようとする課題】
【0004】
前記突き板のシート貼り装置の振動プレスは、熱板と上部の振動体からなり、1〜3mmの振幅を10〜30回/秒程度行うと共に、積層体に対して3〜5kg/cm2程度の圧力を加え、さらに熱板は100〜200℃の温度を加えている。この3〜5kg/cm2の圧力に耐えるには頑丈な重厚長大で高価な機械が必要となり、加圧と同時に加える熱板の100〜200℃の温度は積層体に熱変形による歪みを生じさせる。圧力を下げ、熱板の温度を下げれば、機器の小型軽量化、長寿命化、低価格化が図れるが、良好な積層体を生産することができなくなる。
本発明は、前記突き板のシート貼り装置の長年の使用実績を元に、突き板のシート貼り装置の小型軽量化、長寿命、低価格化を図り、さらに、はぎ合わせた突き板とシートの貼り合わせが自動的に精度良く行え、省力化によるコストダウンが図れるつき板のシート貼り装置を提供するものである。
【課題を解決するための手段】
【0005】
上記のような問題を解決するため、この発明は、突き板との重なり面に接着剤を塗布したシートを、前記接着剤の水分を蒸発させる乾燥炉を通過させた後、はぎ合わせ状態に並べた突き板を吸引保持して送る搬送体上に、突き板上に向けて供給されるシートを突き板上に重ね合わせるガイドロールを設け、前期搬送体上で突き板とシートの積層体が移動する部分の直上に、上下に振動して積層体を加熱加圧し、突き板とシートを密着させる振動プレスを設け、振動プレスの次に突き板とシートの積層体を加熱加圧する加熱加圧ロールを配置した構成を採用したものである。
【0006】
前記加熱加圧ロールは加圧のみの機能を持たせた加圧ロールとしても良い。また、加熱加圧ロールあるいは加圧ロールを通過した積層体を、更に加熱乾燥炉を通して積層体の加熱を補足し、架橋接着を増強してもよい。
【発明の効果】
【0007】
この発明によると、突き板と接合前のシートの接着剤の水分が蒸発して粘度が高くなっているため突き板とシートの接合度合いが良好で、はぎ合わせ状に並べた突き板とシートの貼り合わせが搬送体上に突き板を並べて供給するだけで行え、しかも突き板のはぎ合わせを搬送体の吸引によって保持するので、突き板とシートの積層体を能率よく省力的に製造できると共に、振動プレスで密着させられた積層体は加熱加圧ロール等で加熱加圧されて十分な接着力を得ることが出来き、突き板のはぎ合わせに位置ずれや重ねはぎの無い、仕上がり形状の優れた製品を得ることが出来る。
シートの接着剤は加熱炉で水分を蒸発させて粘度を上げ、振動プレスは小型軽量化して圧力を低減、熱板の温度も低減して突き板とシートの積層体を密着させるようにし、その後、加熱加圧ロールによって積層体を加熱加圧して接着させるようにしたので、突き板とシートを連続走行させた状態で接着工程が行え、接着能率の大幅な向上を図れると共に、機器の小型軽量化、超寿命化ができ、突き板とシートの良好な接着が行える。
【図面の簡単な説明】
【0008】
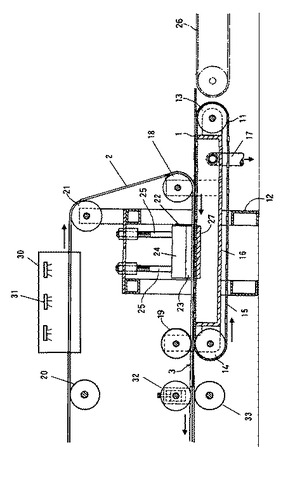
【図1】この発明に係わるシート貼り装置の縦断正面図
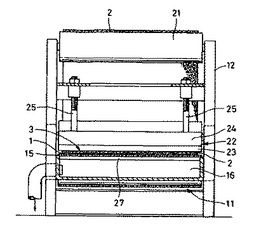
【図2】同上の縦断側面図
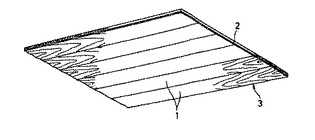
【図3】突き板とシートの積層体を示す斜視図
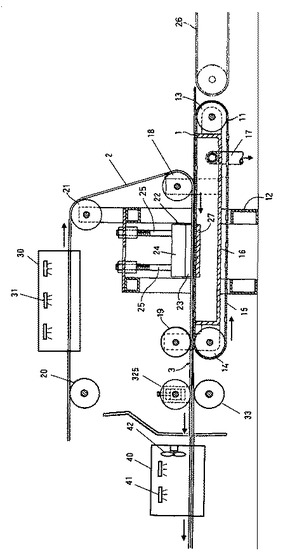
【図4】この発明に係わる他のシート貼り装置の縦断正面図
【発明を実施するための形態】
【0009】
突き板を搬送体上にはぎ合わせ状態に並べると、搬送体の吸引力により突き板は保持されて送られ、この突き板上にガイドロールでシートが重ねられ、乾燥炉で接着剤の水分を除去されて粘度の上がったシートの接着剤がつき板に接触し、つき板とシートの積層体は振動プレスの直下を通過するとき加熱加圧により密着され、その後の加熱加圧ロールにより突き板とシートが連続的に接着されることになる。
【実施例】
【0010】
以下、この発明の実施例を添付図面に基ついて説明する。
図示のように、はぎ合わせ状態の突き板1を吸引して送る搬送体11は、フレーム12の前後に設けたロール13と14間に多孔性のエンドレスベルト15をモータによる一方向ロールの駆動によって走行するよう巻回し、このベルト15の上部走行部分の下部に上面が開口する吸引ボックス16を配置し、吸引パイプ17を介して接続した吸引源の動作で、ベルト15の上部走行部分に突き板1を保持する吸引力が作用するようになっている。
【0011】
前記搬送体11上で搬送方向の端部寄り途中と前端部の位置にガイドロール18、押えロール19が配置され、上部に設けたガイドロール20,21で誘導されて搬送体11上に引き出された不織布2は後部のガイドロール18で搬送体11上の突き板1上に重なるよう供給される。
不織布2は突き板1との重なり面に接着剤が塗布され、この接着剤は乾燥炉30の中を通る時にセラミックヒータ31により加熱され、接着剤中の水分の40〜50%程度を放出して高粘度の接着剤となり、初期タックの最適な状態に変貌する。この接着剤付きの不織布は後部のガイドロール18で突き板1上に重なると接着剤が突き板1に接触することになる。
【0012】
前記搬送体11上で突き板1と不織布2の積層体3が通過する部分の直上に、この積層体3を加熱加圧する振動プレス22が配置されている。
この振動プレス22は、下部の熱板23と上部の振動体24とからなり、フレーム12のガイド軸25によって支持され、例えば1〜3mmの振幅を1秒間に5から30回程度行うと共に、積層体3に対して1〜2kg/cm2程度の圧力を加え、更に熱板23は60〜90℃の温度に調整される。
振動プレスでの加熱加圧は圧力、温度とも低いので突き板と不織布を架橋接着させる効果はほとんど無いが、両者を密着させる条件としては最適である。
【0013】
振動プレスを通過した積層体は、加熱加圧ロール32、33によって100〜200℃に加熱加圧され、突き板と不織布は架橋接着する。図1には加熱加圧ロールは1機しか図示していないが、必要に応じて複数機設置してもよい。
加熱加圧ロール32,33を通過した積層体3は巻取りロール(図示せず)によりロール上に巻取られる。この巻取りロールが積層体を引き出す駆動源となっている。
なお、搬送体11の受取側となる後部には突き板供給用のコンベア26やテーブルを設置するようにしてもよい。
【0014】
この発明のシート貼り装置は上記のように、乾燥炉、振動プレス、加熱加圧ロールからなる構成であり、はぎ合わせ状態に並べた突き板1を搬送体11の後端受取側に供給すると、突き板1はベルト15上に吸引力ではぎ合わせ状態のまま保持され、ベルト15の走行により前方に向けて送られる。
一面に接着剤が塗布された不織布2は、乾燥炉で接着剤の水分が除去された後、ガイドロール20、21と 18で誘導され、ベルト15で送られるつき板1にガイドロール18で重ねられ、接着剤が突き板1と接触する積層状態で突き板1と一体に送られる。
【0015】
突き板1と不織布2の積層体3は振動プレス22の直下を通過するとき、上下に震動する振動プレス22によって加熱と加圧が与えられ密着する。
上下振動プレス22は熱板23によって積層体3を加熱すると共に、ベルト15の下部に位置する受け台27とで積層体3を加圧する。振動プレス22は高速で上下に振動するため、ベルト15で積層体3を連続走行させた状態で加熱、加圧が行えると共に、上下の振動によって熱板23と積層体3の不織布2の間に間歇的に間隙が発生することになる。
【0016】
突き板1と不織布2の加熱密着時に、接着剤の溶剤を蒸発飛散させなければならないが、乾燥炉で40〜50%の水分を放出しているため、不織布2と熱板23の間に間歇的に発生する間隙で溶剤の蒸発飛散を生じさせることができる。
従って、突き板1と不織布2の接着が連続的な走行状態で行え、接着能率を向上させることができ、加熱加圧ロール32,33によって完全に接着された積層体3は、図示省略したが、巻取機によってロール状に巻取られることになる。
このように、第3図で示した如く、はぎ合わせ状態の突き板1と不織布2の積層体3が連続的に製造でき、突き板1はベルト15上で吸引保持された状態で不織布2と張り合わされるので、重ねはぎ合わせの状態が発生しない。
【0017】
前記加熱加圧ロール32、33は、加圧機能のみ有する加圧ロールとしてもよい。
【0018】
次に他の実施例について、図4により説明する。加熱加圧ロール32、33までは前記実施例で説明したのと同一の製造装置であるが、この後、更に積層体3を加熱乾燥炉40を通して加熱加圧ロール32、33での加熱を補足し、架橋接着を増強するものである。
加熱乾燥炉40はヒーター41と送風機42を内蔵し、積層体3を熱風で加熱乾燥させることにより、架橋接着を増強する。
前記加熱加圧ロール32,33は加圧機能のみを持たせた加圧ロールとし、加熱は加熱乾燥炉40で行うことにしてもよい。
【産業上の利用可能性】
【0019】
突き板と不織布等のシートを張り合わせた積層体は、各種建材等の材料として広く用いられており、本突き板シート貼り装置により、自動的に精度良く生産が行え、省力化によるコストダウンが図れる。
【符号の説明】
【0020】
1 突き板
2 不織布
3 積層体
11 搬送体
12 フレーム
13 ロール
14 ロール
15 エンドレスベルト
16 吸引ボックス
17 吸引パイプ
18 ガイドロール
19 押えロール
20 ガイドロール
21 ガイドロール
22 振動プレス
23 熱板
24 振動体
25 ガイド軸
26 突き板供給用のコンベア
27 受け台
30 乾燥炉
31 セラミックヒーター
32 加熱加圧ロール
33 加熱加圧ロール
40 加熱乾燥炉
41 ヒーター
42 送風機
【技術分野】
【0001】
この発明は、木材を薄く削った突き板をはぎ合わせ状態に並べて不織不等のシートと連続的に貼り合わせるための、突き板のシート貼り装置に関する。
【背景技術】
【0002】
木材を薄く削った突き板をはぎ合わせ状態に並べ、この突き板の裏面に不織布等のシートを張り合わせた積層体は、各種建材等の材料として用いられている。
従来、突き板のシート貼りを行うには、接着剤を塗布した不織布上に突き板をはぎ合わせ状態で並べ、両者を加工することによって貼り合わせるのが一般的であった。
これを改善した方法として、はぎ合わせ状態に並べた突き板を吸引保持して送る搬送体上に、突き板との重なり面に接着剤が塗布され、つき板上に向けて供給されるシートを突き板上に重ね合わせる押さえロールを設け、前記搬送体上で突き板とシートの積層体が移動する部分の直上に、上下に振動して積層体を加熱加圧し、突き板とシートを接着させる振動プレスを配置した突き板のシート貼り装置が、本発明の発明者が特許権者の一人として出願されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平4−115901
【特許文献2】特開平5−269709
【特許文献3】特開平10−236093
【特許文献4】特開平10−236094
【発明の概要】
【発明が解決しようとする課題】
【0004】
前記突き板のシート貼り装置の振動プレスは、熱板と上部の振動体からなり、1〜3mmの振幅を10〜30回/秒程度行うと共に、積層体に対して3〜5kg/cm2程度の圧力を加え、さらに熱板は100〜200℃の温度を加えている。この3〜5kg/cm2の圧力に耐えるには頑丈な重厚長大で高価な機械が必要となり、加圧と同時に加える熱板の100〜200℃の温度は積層体に熱変形による歪みを生じさせる。圧力を下げ、熱板の温度を下げれば、機器の小型軽量化、長寿命化、低価格化が図れるが、良好な積層体を生産することができなくなる。
本発明は、前記突き板のシート貼り装置の長年の使用実績を元に、突き板のシート貼り装置の小型軽量化、長寿命、低価格化を図り、さらに、はぎ合わせた突き板とシートの貼り合わせが自動的に精度良く行え、省力化によるコストダウンが図れるつき板のシート貼り装置を提供するものである。
【課題を解決するための手段】
【0005】
上記のような問題を解決するため、この発明は、突き板との重なり面に接着剤を塗布したシートを、前記接着剤の水分を蒸発させる乾燥炉を通過させた後、はぎ合わせ状態に並べた突き板を吸引保持して送る搬送体上に、突き板上に向けて供給されるシートを突き板上に重ね合わせるガイドロールを設け、前期搬送体上で突き板とシートの積層体が移動する部分の直上に、上下に振動して積層体を加熱加圧し、突き板とシートを密着させる振動プレスを設け、振動プレスの次に突き板とシートの積層体を加熱加圧する加熱加圧ロールを配置した構成を採用したものである。
【0006】
前記加熱加圧ロールは加圧のみの機能を持たせた加圧ロールとしても良い。また、加熱加圧ロールあるいは加圧ロールを通過した積層体を、更に加熱乾燥炉を通して積層体の加熱を補足し、架橋接着を増強してもよい。
【発明の効果】
【0007】
この発明によると、突き板と接合前のシートの接着剤の水分が蒸発して粘度が高くなっているため突き板とシートの接合度合いが良好で、はぎ合わせ状に並べた突き板とシートの貼り合わせが搬送体上に突き板を並べて供給するだけで行え、しかも突き板のはぎ合わせを搬送体の吸引によって保持するので、突き板とシートの積層体を能率よく省力的に製造できると共に、振動プレスで密着させられた積層体は加熱加圧ロール等で加熱加圧されて十分な接着力を得ることが出来き、突き板のはぎ合わせに位置ずれや重ねはぎの無い、仕上がり形状の優れた製品を得ることが出来る。
シートの接着剤は加熱炉で水分を蒸発させて粘度を上げ、振動プレスは小型軽量化して圧力を低減、熱板の温度も低減して突き板とシートの積層体を密着させるようにし、その後、加熱加圧ロールによって積層体を加熱加圧して接着させるようにしたので、突き板とシートを連続走行させた状態で接着工程が行え、接着能率の大幅な向上を図れると共に、機器の小型軽量化、超寿命化ができ、突き板とシートの良好な接着が行える。
【図面の簡単な説明】
【0008】
【図1】この発明に係わるシート貼り装置の縦断正面図
【図2】同上の縦断側面図
【図3】突き板とシートの積層体を示す斜視図
【図4】この発明に係わる他のシート貼り装置の縦断正面図
【発明を実施するための形態】
【0009】
突き板を搬送体上にはぎ合わせ状態に並べると、搬送体の吸引力により突き板は保持されて送られ、この突き板上にガイドロールでシートが重ねられ、乾燥炉で接着剤の水分を除去されて粘度の上がったシートの接着剤がつき板に接触し、つき板とシートの積層体は振動プレスの直下を通過するとき加熱加圧により密着され、その後の加熱加圧ロールにより突き板とシートが連続的に接着されることになる。
【実施例】
【0010】
以下、この発明の実施例を添付図面に基ついて説明する。
図示のように、はぎ合わせ状態の突き板1を吸引して送る搬送体11は、フレーム12の前後に設けたロール13と14間に多孔性のエンドレスベルト15をモータによる一方向ロールの駆動によって走行するよう巻回し、このベルト15の上部走行部分の下部に上面が開口する吸引ボックス16を配置し、吸引パイプ17を介して接続した吸引源の動作で、ベルト15の上部走行部分に突き板1を保持する吸引力が作用するようになっている。
【0011】
前記搬送体11上で搬送方向の端部寄り途中と前端部の位置にガイドロール18、押えロール19が配置され、上部に設けたガイドロール20,21で誘導されて搬送体11上に引き出された不織布2は後部のガイドロール18で搬送体11上の突き板1上に重なるよう供給される。
不織布2は突き板1との重なり面に接着剤が塗布され、この接着剤は乾燥炉30の中を通る時にセラミックヒータ31により加熱され、接着剤中の水分の40〜50%程度を放出して高粘度の接着剤となり、初期タックの最適な状態に変貌する。この接着剤付きの不織布は後部のガイドロール18で突き板1上に重なると接着剤が突き板1に接触することになる。
【0012】
前記搬送体11上で突き板1と不織布2の積層体3が通過する部分の直上に、この積層体3を加熱加圧する振動プレス22が配置されている。
この振動プレス22は、下部の熱板23と上部の振動体24とからなり、フレーム12のガイド軸25によって支持され、例えば1〜3mmの振幅を1秒間に5から30回程度行うと共に、積層体3に対して1〜2kg/cm2程度の圧力を加え、更に熱板23は60〜90℃の温度に調整される。
振動プレスでの加熱加圧は圧力、温度とも低いので突き板と不織布を架橋接着させる効果はほとんど無いが、両者を密着させる条件としては最適である。
【0013】
振動プレスを通過した積層体は、加熱加圧ロール32、33によって100〜200℃に加熱加圧され、突き板と不織布は架橋接着する。図1には加熱加圧ロールは1機しか図示していないが、必要に応じて複数機設置してもよい。
加熱加圧ロール32,33を通過した積層体3は巻取りロール(図示せず)によりロール上に巻取られる。この巻取りロールが積層体を引き出す駆動源となっている。
なお、搬送体11の受取側となる後部には突き板供給用のコンベア26やテーブルを設置するようにしてもよい。
【0014】
この発明のシート貼り装置は上記のように、乾燥炉、振動プレス、加熱加圧ロールからなる構成であり、はぎ合わせ状態に並べた突き板1を搬送体11の後端受取側に供給すると、突き板1はベルト15上に吸引力ではぎ合わせ状態のまま保持され、ベルト15の走行により前方に向けて送られる。
一面に接着剤が塗布された不織布2は、乾燥炉で接着剤の水分が除去された後、ガイドロール20、21と 18で誘導され、ベルト15で送られるつき板1にガイドロール18で重ねられ、接着剤が突き板1と接触する積層状態で突き板1と一体に送られる。
【0015】
突き板1と不織布2の積層体3は振動プレス22の直下を通過するとき、上下に震動する振動プレス22によって加熱と加圧が与えられ密着する。
上下振動プレス22は熱板23によって積層体3を加熱すると共に、ベルト15の下部に位置する受け台27とで積層体3を加圧する。振動プレス22は高速で上下に振動するため、ベルト15で積層体3を連続走行させた状態で加熱、加圧が行えると共に、上下の振動によって熱板23と積層体3の不織布2の間に間歇的に間隙が発生することになる。
【0016】
突き板1と不織布2の加熱密着時に、接着剤の溶剤を蒸発飛散させなければならないが、乾燥炉で40〜50%の水分を放出しているため、不織布2と熱板23の間に間歇的に発生する間隙で溶剤の蒸発飛散を生じさせることができる。
従って、突き板1と不織布2の接着が連続的な走行状態で行え、接着能率を向上させることができ、加熱加圧ロール32,33によって完全に接着された積層体3は、図示省略したが、巻取機によってロール状に巻取られることになる。
このように、第3図で示した如く、はぎ合わせ状態の突き板1と不織布2の積層体3が連続的に製造でき、突き板1はベルト15上で吸引保持された状態で不織布2と張り合わされるので、重ねはぎ合わせの状態が発生しない。
【0017】
前記加熱加圧ロール32、33は、加圧機能のみ有する加圧ロールとしてもよい。
【0018】
次に他の実施例について、図4により説明する。加熱加圧ロール32、33までは前記実施例で説明したのと同一の製造装置であるが、この後、更に積層体3を加熱乾燥炉40を通して加熱加圧ロール32、33での加熱を補足し、架橋接着を増強するものである。
加熱乾燥炉40はヒーター41と送風機42を内蔵し、積層体3を熱風で加熱乾燥させることにより、架橋接着を増強する。
前記加熱加圧ロール32,33は加圧機能のみを持たせた加圧ロールとし、加熱は加熱乾燥炉40で行うことにしてもよい。
【産業上の利用可能性】
【0019】
突き板と不織布等のシートを張り合わせた積層体は、各種建材等の材料として広く用いられており、本突き板シート貼り装置により、自動的に精度良く生産が行え、省力化によるコストダウンが図れる。
【符号の説明】
【0020】
1 突き板
2 不織布
3 積層体
11 搬送体
12 フレーム
13 ロール
14 ロール
15 エンドレスベルト
16 吸引ボックス
17 吸引パイプ
18 ガイドロール
19 押えロール
20 ガイドロール
21 ガイドロール
22 振動プレス
23 熱板
24 振動体
25 ガイド軸
26 突き板供給用のコンベア
27 受け台
30 乾燥炉
31 セラミックヒーター
32 加熱加圧ロール
33 加熱加圧ロール
40 加熱乾燥炉
41 ヒーター
42 送風機
【特許請求の範囲】
【請求項1】
はぎ合わせ状態に並べた突き板を吸引保持して送る搬送体上に、突き板との重なり面に接着剤が塗布され、前記接着剤の水分除去用の乾燥装置を通過した後、突き板上に向けて供給されるシートを突き板上に重ね合わせ、前記搬送体上で突き板とシートの積層体が移動する部分の直上に、上下に振動して積層体を加熱加圧し、突き板とシートを密着させる振動プレスを設け、その後に突き板とシートの積層体を加熱加圧する少なくとも1つ以上の加熱加圧ロールを配置した突き板のシート貼り装置。
【請求項2】
積層体が加熱加圧ロールを通過した後、更に熱風乾燥炉を通過するようにした請求項1記載の突き板のシート貼り装置。
【請求項3】
加熱加圧ロールを加圧ロールとした請求項2記載の突き板のシート貼り装置。
【請求項1】
はぎ合わせ状態に並べた突き板を吸引保持して送る搬送体上に、突き板との重なり面に接着剤が塗布され、前記接着剤の水分除去用の乾燥装置を通過した後、突き板上に向けて供給されるシートを突き板上に重ね合わせ、前記搬送体上で突き板とシートの積層体が移動する部分の直上に、上下に振動して積層体を加熱加圧し、突き板とシートを密着させる振動プレスを設け、その後に突き板とシートの積層体を加熱加圧する少なくとも1つ以上の加熱加圧ロールを配置した突き板のシート貼り装置。
【請求項2】
積層体が加熱加圧ロールを通過した後、更に熱風乾燥炉を通過するようにした請求項1記載の突き板のシート貼り装置。
【請求項3】
加熱加圧ロールを加圧ロールとした請求項2記載の突き板のシート貼り装置。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−196898(P2012−196898A)
【公開日】平成24年10月18日(2012.10.18)
【国際特許分類】
【出願番号】特願2011−62651(P2011−62651)
【出願日】平成23年3月22日(2011.3.22)
【出願人】(711003288)
【Fターム(参考)】
【公開日】平成24年10月18日(2012.10.18)
【国際特許分類】
【出願日】平成23年3月22日(2011.3.22)
【出願人】(711003288)
【Fターム(参考)】
[ Back to top ]