
突起版胴の製造方法
【課題】表面に多数の突起を有する突起版胴を容易かつ簡易に製造する。
【解決手段】突起版胴の製造方法は、表面に銅層2を有するブランク版胴35Aを準備する工程と、ブランク版胴35Aの表面の銅層2全域に感光材3を塗布する工程と、感光材3を露光しかつ現像して突起35aに対応する部分にレジスト4を形成する工程とを備えている。ブランク版胴35Aの表面の銅層2に対して第1のエッチングを施して銅層2に突起35aを形成し、その後突起35a上からレジスト4を除去する。突起35aに対して再度第2のエッチングを施して、突起35aの先端部35bの垂直断面形状を湾曲させる。その後銅層全域にクロムメッキを施してクロムメッキ層5を形成する。
【解決手段】突起版胴の製造方法は、表面に銅層2を有するブランク版胴35Aを準備する工程と、ブランク版胴35Aの表面の銅層2全域に感光材3を塗布する工程と、感光材3を露光しかつ現像して突起35aに対応する部分にレジスト4を形成する工程とを備えている。ブランク版胴35Aの表面の銅層2に対して第1のエッチングを施して銅層2に突起35aを形成し、その後突起35a上からレジスト4を除去する。突起35aに対して再度第2のエッチングを施して、突起35aの先端部35bの垂直断面形状を湾曲させる。その後銅層全域にクロムメッキを施してクロムメッキ層5を形成する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、密封袋用積層体を製造するために用いられ、表面に多数の突起を含む突起版胴を製造するための突起版胴の製造方法に関する。
【背景技術】
【0002】
プラスチックフィルムを複数枚積層した積層体は、引き裂き強度が高く、外力を加えても破れることがほとんどないので、密封袋の素材として適していることは知られている。積層体により成形した密封袋は、素材の引き裂き強度が高いことに伴い、手により開封することが難しい。このため密封袋の端部に、フィルムに多数の開孔を形成してなる開封容易部を設ける技術が開発されている。
【0003】
密封袋の端部に開封容易部を形成する場合、積層体を成形する前のフィルムの一部に、砥石ロールの砥面を押し付けて粗面加工を施し、このフィルムに多数の傷痕を形成している。しかしながらこのように砥石ロールを用いてフィルムに多数の傷痕を形成する方法では、開封容易部の幅あるいは開封容易部間の間隙を精度良く定めることがむずかしい、という問題がある。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特許第2994103号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明はこのような点を考慮してなされたものであり、密封袋用積層体を製造するために用いられ、密封袋用積層体に精度良く開封容易部を形成することができ、表面に多数の突起を含む突起版胴を容易に製造することができる突起版胴の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明は、密封袋用積層体を製造するために用いられ表面に多数の突起を含む突起版胴を製造するための突起版胴の製造方法において、表面に銅層を有するブランク版胴を準備する工程と、ブランク版胴の表面の銅層に感光材を塗布する工程と、感光材を露光しかつ現像して突起に対応する部分にレジストを形成する工程と、ブランク版胴の表面の銅層に対して第1のエッチング液を用いて第1のエッチングを施し、銅層に突起を形成する工程と、突起上のレジストを除去する工程と、突起に対して第2のエッチング液を用いて第2のエッチングを施し、各突起先端部の垂直断面形状を湾曲させる工程と、銅層全域にクロムメッキを施す工程と、を備えたことを特徴とする突起版胴の製造方法である。
【0007】
本発明は、各突起の高さは290〜500μmとなっており、各突起先端部の平面形状は長手方向の長さおよび短手方向の長さを有する細長形状をもち、少なくとも短手方向の長さが0.5〜30μmとなっていることを特徴とする突起版胴の製造方法である。
【0008】
本発明は、各突起先端部の平面形状は、直線状の細長形状をもつことを特徴とする突起版胴の製造方法である。
【0009】
本発明は、各突起先端部の平面形状は、湾曲した細長形状をもつことを特徴とする突起版胴の製造方法である。
【0010】
本発明は、各突起は突起版胴の表面に互いに離間して配置され、任意の突起をとった場合、当該突起と隣接する突起間の距離は、0.5〜5.0mmとなっていることを特徴とする突起版胴の製造方法である。
【発明の効果】
【0011】
以上のように本発明によれば、多数の突起を有するとともに、各突起先端の垂直断面形状を湾曲させた突起版胴を容易かつ精度良く製造することができる。
【図面の簡単な説明】
【0012】
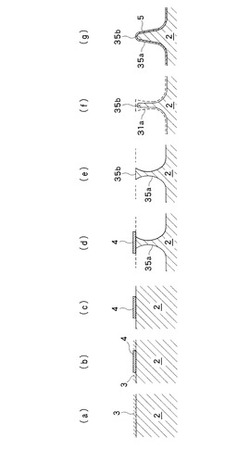
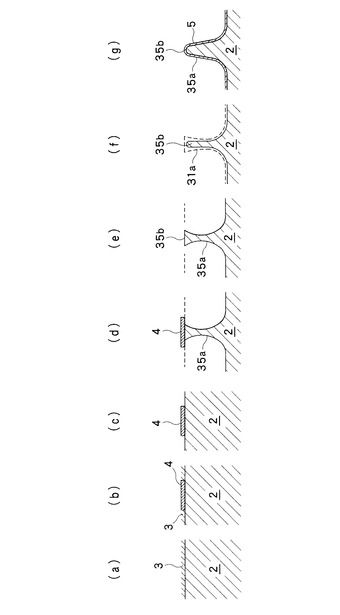
【図1】図1(a)〜(g)は、本発明の第1の実施の形態による突起版胴の製造方法を示す工程図。
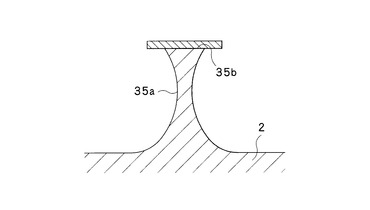
【図2】図2はエッチングにより形成された突起版胴の突起を示す図。
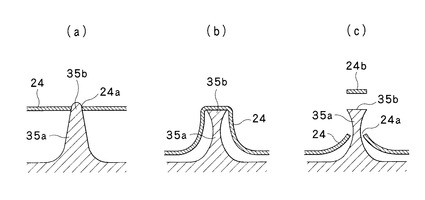
【図3】図3(a)〜(c)は、突起版胴の突起によってフィルム状PET層に開孔を形成する状態を示す図。
【図4】図4(a)は突起版胴の突起を示す平面図であり、図4(b)は突起を示す側面図、図4(c)〜(d)は突起版胴の突起の変形例を示す平面図である。
【図5】図5はブランク版胴を示す断面図。
【図6】図6は突起版胴を用いてフィルムに開孔を形成するシステムを示す図。
【図7】図7は突起版胴とゴムローラとからなる開孔ユニットを示す図。
【図8】図8は密封袋を示す図。
【図9】図9は密封袋を作製するための積層体を示す図。
【図10】図10は突起版胴の突起の配置状態を示す図。
【図11】図11は突起版胴の突起の断面形状を示す図。
【図12】図12は本発明の第2の実施の形態による突起版胴を用いてフィルムに開孔を形成するシステムを示す図。
【図13】図13は突起版胴とゴムローラとからなる開孔ユニットを示す図。
【図14】図14は密封袋を示す図。
【図15】図15は密封袋の変形例を示す図。
【図16】図16は突起版胴を示す斜視図。
【発明の実施の形態】
【0013】
第1の実施の形態
以下、図面を参照して本発明の第1の実施の形態について説明する。
【0014】
まず図8および図9により、突起版胴により製造される密封袋用積層体および密封袋について述べる。
【0015】
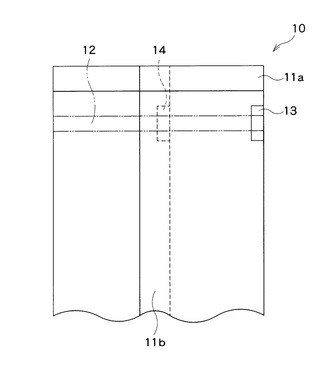
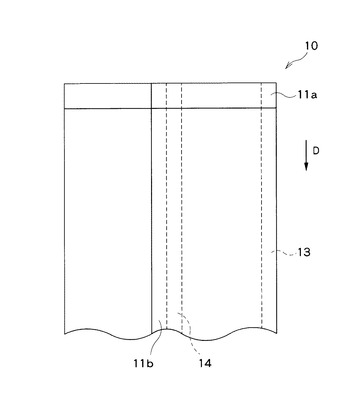
図8および図9に示すように、密封袋10は密封袋用積層体20を袋状に成形して形成され、密封袋10は上端部および下端部にヒートシール部11aを有している。
【0016】
また密封袋10は背シール部11bを有するとともに、上方部に帯状の開封領域12を有している。さらに密封袋10を帯状の開封領域12に沿って開封するため、密封袋10の開封領域12のうち始端側に始端側開封容易部13が設けられ、開封領域12の終端側に終端側開封容易部14が設けられている。
【0017】
このうち開封領域12の終端側開封容易部13は、積層体12のうちのPET層21に多数の開孔21aを形成することにより得られる部分であり、開封領域12を開封する際、容易に切断することができる部分である。
【0018】
また終端側開封容易部14は、積層体12のPET層21に多数の開孔21aを形成することにより得られる部分であり、開封領域12を開封する際、開封領域12の開封の終端となって開封領域12を帯状にきれいに切断することができる部分である。
【0019】
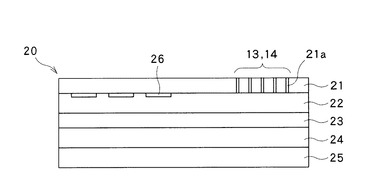
上述のように密封袋10は、図9に示す積層体20を袋状に成型し、ヒートシールを施すことにより得られる。積層体20は12μm厚のPET層21と、15μm厚のPE層22と、7μm厚のアルミニウム層23と、15μm厚のPE層24と、30μmのヒートシール層25とを積層することにより得られる。
【0020】
このうちヒートシール層25は最内層を構成し、このヒートシール層としては、PE層を用いることができる。
【0021】
またPET層21は最外層を構成し、このPET層21のうち始端側開封容易部13および終端側開封容易部14には、多数の開孔21aが形成され、これら始端側開封容易部13および終端側開封容易部14はPET層21に開孔21aを設けることにより容易に開封することができる。
【0022】
さらにPET層21の内面には、インキを印刷して形成された印刷インキ部26が設けられている。
【0023】
次に図6および図7により、密封袋10用の積層体20の製造システム、すなわち後述する突起版胴を用いてフィルムに開孔を形成するシステムについて説明する。
【0024】
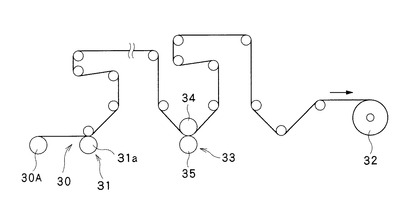
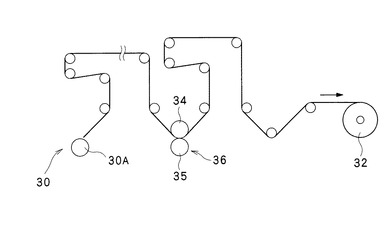
図6および図7に示すように、積層体の製造システム30は、積層体20のうち最外層となるフィルム状PET層21に多数の開孔21aを形成するシステムである。このような積層体の製造システム30は、フィルム状PET層21を繰り出す給紙部30Aと、版胴ローラ31aを有する印刷ユニット31と、この印刷ユニット31と構造は同じで、印刷の代わりに開孔を行う開孔ユニット33と、印刷ユニット31および開孔ユニット33の下流側に配置された巻取部32とを備えている。印刷ユニット31は、フィルム状PET層21に印刷を施すものであり、必要に応じてこの印刷ユニット31は複数セット並設される。そして印刷ユニット31が複数セット並設された時には、隣接する印刷ユニット31の間に補正ローラを設けて印刷位置のずれを修正することができる。
【0025】
開孔ユニット33は、印刷ユニット31の前でも、また複数ある印刷ユニット31の間に設置することもできる。以降は一例として、印刷ユニット31の下流側に開孔ユニット33を設置した場合の製造システムについて説明する。
【0026】
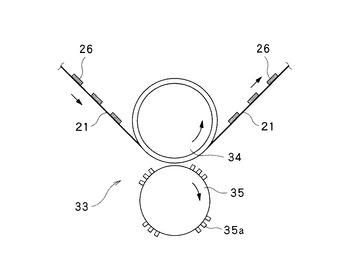
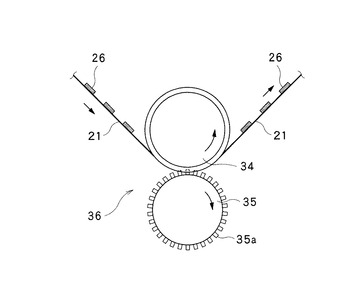
開孔ユニット33は、図7に示すように表面に多数の突起35aを有する突起版胴35と、金属ロールに緩衝材(粘着テープ等)を巻き付けた圧胴34とを有している。
【0027】
印刷ユニット31の版胴ローラ31aと、開孔ユニット33の突起版胴35は、同一直径をもつよう、または突起版胴35が若干大きな直径をもつように設定され、かつ同一駆動源から駆動するように歯車装置を介して作動連結されている。このように版胴ローラ31aと突起版胴35を同一周面速度で回転させることにより、フィルム状PET層21に一定の張力が加わるようにし、印刷ユニット31と開孔ユニット33とで位置のずれが生じないようにする。このことにより密封袋10の開封領域12の始端側および終端側に各々、始端側開封容易部13と終端側開封容易部14を精度良く形成することができる。
【0028】
図6および図7において、フィルム状PET層21を準備し、印刷ユニット31の版胴ローラ31aによりフィルム状PET層24の一面に印刷を施す。次にフィルム状PET層24は開孔ユニット33の突起版胴35と圧胴34の間に導かれる。突起版胴35と圧胴34との間に導かれたフィルム状PET層21は、突起版胴35と圧胴34との間で押圧され、フィルム状PET層21のうち開封容易部13,14に対応する部分に突起版胴35の突起35aによって多数の開孔21aが形成される。
【0029】
このようにして一面に印刷インキ部26が設けられ、多数の開孔21aが形成されたフィルム状PET層21は、その後巻取部32に送られて巻取られる。次にフィルム状PET層21に対してPE層22、アルミニウム層23、PE層24およびヒートシール層25が積層されて、密封袋用の積層体20が得られる。
【0030】
次に図1乃至図5により、表面に多数の突起35aを有する突起版胴35の製造方法について説明する。
【0031】
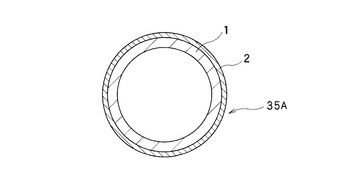
まず突起版胴35用のブランク版胴35Aを準備する(図5参照)。
【0032】
すなわち、図5に示すようにブランク版胴35Aは鋼製シリンダ1と、鋼製シリンダ1上に設けられた銅層2とを有し、この銅層2に対して成形加工を施すことにより、多数の突起35aが形成される。
【0033】
以下、図1(a)(b)(c)(d)(e)(f)(g)および図2により突起版胴35Aの製造方法について詳述する。
【0034】
まず図1(a)に示すようにブランク版胴35Aの銅層2上全域に感光材3を塗布する。
【0035】
次にブランク版胴35Aの銅層2上に設けられた感光材3の所望位置を露光し(図1(b))、かつ現像することにより、銅層2上にレジスト4を形成する(図1(c))。
【0036】
この状態でブランク版胴35Aの表面に設けられた銅層2に対して第1のエッチング液を用いて第1のエッチングを施すことにより、銅層2に突起35aを形成することができる(図1(d)参照)。
【0037】
このとき、第1のエッチング液としては、塩化第二銅エッチング液を用いることができる。
【0038】
また第1のエッチングのエッチング条件は、以下の通りである。
塩化銅濃度:43〜47g/l、塩酸濃度:48〜52g/l
次に突起35aの先端35bからレジスト4を除去する(図1(e))。
【0039】
その後、突起35aを有する銅層2に対して再度、第2のエッチング液を用いて第2のエッチングを施す(図1(f))。このことにより、突起35aの先端部35bにおける垂直断面形状を丸くする(湾曲させる)ことができる。
【0040】
このとき、第2のエッチング液としては、第1のエッチング液と同様のものを用いることができ、第2のエッチングのエッチング条件も第1のエッチングのエッチング条件と同様となっている。
【0041】
次に突起35aを有する銅層2全域を覆ってクロムメッキを施すことにより、銅層2上にクロムメッキ層(厚さ5〜8μm)5を形成することができ、クロムメッキ層5により突起35a表面の硬度を高めることができる。
【0042】
このようにして表面に多数の突起35aを有する突起版胴35を製造することができ、この場合、突起35aの先端部35bにおける垂直断面形状を丸くすることができる。
【0043】
このようにして、例えば旋盤加工により突起版胴を作製する場合に比べて、きわめて短時間にかつ精度良く、突起35aを有する突起版胴35を製造することができる。
【0044】
図2に示す状態において、突起35aの先端部35bはレジスト4に保護されているため腐食されず、平坦な形状となる。
【0045】
本発明によれば、図1(e)(f)に示すように、レジスト4を除去した後で突起35aを有する銅層2に対して第2のエッチングを施すことにより、突起35aの先端部35bの形状を丸くすることができる。
【0046】
次に図4(a)(b)(c)により、突起35を用いてフィルム状PET層24に対して開孔24aを形成する作用について述べる。
【0047】
図4(a)に示すように、突起35を用いてフィルム状PET層24に対して開孔24aを形成する場合、突起35aの先端部35bの形状を丸くすることにより、フィルム状PET層24に対してスムースに開孔24aを形成することができる。このとき、突起35aの先端部35bの形状を丸くすることによって、フィルム状PE層24に開孔24aを形成することに伴う抜きカスが生じることはなく、このため開孔24aの形成時に抜きカスが飛散することもない。
【0048】
すなわち図3(b)(c)に示すように、突起35aの先端部35bが先端に向って末広状の形状をもつ場合、突起35aによりフィルム状PET層24に対して開孔24aを形成する場合、フィルム状PET層24に抜きカス24bが生じ、フィルム状PET層24の開孔24aが大きくなってしまう。
【0049】
これに対して本発明によれば、突起35aの先端部35bの形状を丸くすることによって、この突起35aを用いてフィルム状PET層24にスムースにかつ抜きカス24bを形成することなく開孔24aを形成することができる。
【0050】
次に図4(a)〜(e)により、突起版胴35の突起35aの形状について更に説明する。
【0051】
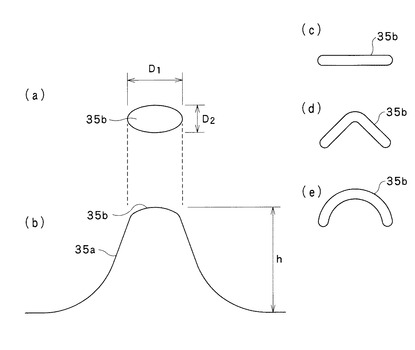
このうち図4(a)は、突起35aを示す平面図であり、図4(b)は突起35aを示す側面図である。
【0052】
図4(a)に示すように、突起35aの先端部35bは上方からみて長手方向の長さおよび短手方向の長さを有する細長形状、例えば長辺D1および短辺D2をもつ楕円形状を有する。
【0053】
この場合、長辺(長手方向の長さ)D1は115μm以下、短辺(短手方向の長さ)D2は30μm以下、例えば0.5〜30μmとなっている。この場合、短辺D2は3〜30μmとなっていることが好ましい。
【0054】
また図4(b)に示すように、突起35aの高さhは290μm以上、例えば290〜500μmとなっている。この場合、突起35aの高さhは290〜400μmとなっていることが好ましい。突起35aの高さhが290μm以下の場合、フィルム状PET層24に精度良く開孔24aを形成することがむずかしく、500μm以上となると、突起35aを精度良く形成することがむずかしい。
【0055】
このように突起部35aの先端部35bの平面形状を小さくし、かつ突起35aの高さhを高くすることにより、フィルム状PET層21にスムースに開孔21aを形成することができる。
【0056】
なお突起部35aの先端部35bの平面形状が楕円形状を有する例を示したが、これに限らず少なくとも短手方向の長さが30μm以下となる細長形状を有していてもよい。先端部35bの平面形状の短手方向の長さが30μm以上になると、突起版胴の劣化が早くなり、安定生産が難しい。また先端部35bの細長形状は、短手方向の長さが30μm以下であれば良く、長手方向の長さは多少長くなっても問題は少ない。
【0057】
例えば図4(c)に示すように、突起35aの先端部35bの平面形状を直線状の細長形状としても良い。
【0058】
あるいは図4(d)に示すように、突起35aの先端部35bの平面形状をL字状の細長形状としても良い。
【0059】
さらに図4(e)に示すように、突起35aの先端部35bの平面形状を円弧状の細長形状としても良い。
【0060】
図4(d)(e)に示すL字状および円弧状の細長形状は、いずれも直線状の細長形状ではなく、湾曲した細長形状となる。
【0061】
次に図10および図11により、突起版胴35の表面に形成された突起35aの配置状態および形状について更に述べる。
【0062】
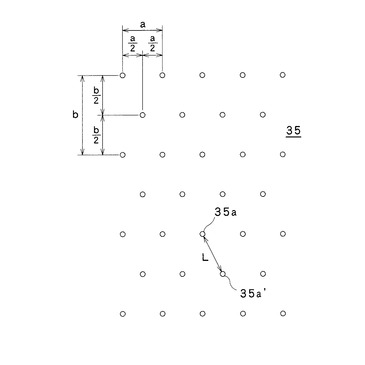
図10に示すように、突起版胴35の表面に多数の突起35aが互いに離間して配置され、突起35aによって例えば長辺bと短辺aとからなる長方形の4隅の点と、中央の点を構成することができる。
【0063】
図10において、4つの突起35aが形成する長方形の長辺bの長さは2.0〜3.3mmとなっており、短辺aの長さは1.0〜1.5mmとなっている。
【0064】
なお、図10において、任意の突起35aをとった場合、当該突起35aとこの任意の突起35aに隣接する突起35a′との間の距離Lは0.5〜5.0mmとなっていることが好ましい。
【0065】
任意の突起35aと、隣接する突起35a′との間の距離Lが0.5以下の場合、フィルム状PET層24の開孔24a間の間隙が小さくなって、開封容易部13、14の強度がかなり低下してしまい、意図しないで開封容易部13、14が破損することも考えられる。
【0066】
他方、任意の突起35aと、隣接する突起35′との間の距離Lが5.0mm以上の場合、フィルム状PET層24の開孔24a間の間隙が大きくなり、開封容易部13、14の強度が高いまま維持され、開封容易部13、14の開封が困難となる。
【0067】
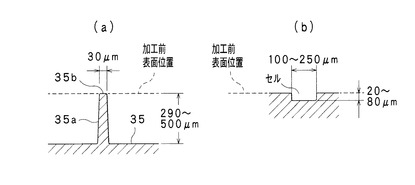
ところで図11(a)に示すように、突起版胴35の表面に形成された突起35aは、上述のようにその高さhが290〜500μmとなっている。
【0068】
他方、図11(b)に示すように、通常のグラビア版胴において、インキ充てん用にセルが形成されている。このセルの形状は長さ100〜250μmとなっており、加工前表面位置に対するセルの深さは20〜80μmとなっている。
【0069】
これに対して本発明においては、図11(a)に示すように、突起版胴35の突起35aはその高さhが290〜500μmとなっている。このため、加工前表面位置に対して290〜500μmの高さだけブランク版胴35Aの銅層2をエッチングにより除去する必要があり、突起版胴35は通常のグラビア版胴と全く異なる構造をもち、突起版胴35の製造方法も通常のグラビア版胴の製造方法と全く異なる。
【0070】
第2の実施の形態
以下、図面を参照して本発明の第2の実施の形態について説明する。
【0071】
まず図14により、突起版胴により製造される密封袋について述べる。
【0072】
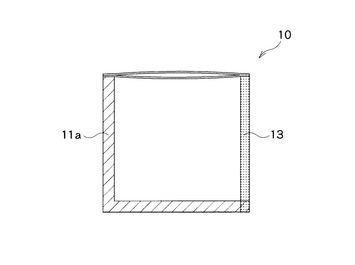
図14に示すように、密封袋10は密封袋用積層体20を袋状に成形して形成され、密封袋10は上端部および下端部にヒートシール部11aを有している。
【0073】
また密封袋10は背シール部11bを有するとともに、密封袋10はその側縁の所望位置から容易に開封することができるよう、密封袋10の側縁に縦方向の全長に渡って始端側開封容易部13が設けられ、背シール部11bにも縦方向の全長に渡って終端側開封容易部14が設けられている。
【0074】
このうち終端側開封容易部13は、積層体12のうちのPET層21に多数の開孔21aを形成することにより得られる部分であり、密封袋10を開封する際、容易に切断することができる部分である。
【0075】
また終端側開封容易部14は、積層体12のPET層21に多数の開孔21aを形成することにより得られる部分であり、密封袋10を開封する際、開封の終端となって密封袋10をきれいに切断することができる部分である。
【0076】
上述のように密封袋10は、図9に示す積層体20を袋状に成型し、ヒートシールを施すことにより得られる。積層体20は12μm厚のPET層21と、15μm厚のPE層22と、7μm厚のアルミニウム層23と、15μm厚のPE層24と、30μmのヒートシール層25とを積層することにより得られる。
【0077】
このうちヒートシール層25は最内層を構成し、このヒートシール層としては、PE層を用いることができる。
【0078】
またPET層21は最外層を構成し、このPET層21のうち始端側開封容易部13および終端側開封容易部14には、多数の開孔21aが形成され、これら始端側開封容易部13および終端側開封容易部14はPET層21に開孔21aを設けることにより容易に開封することができる。
【0079】
さらにPET層21の内面には、インキを印刷して形成された印刷インキ部26が設けられている。
【0080】
なお、密封袋10としては、図14に示すものに限らず、密封袋用積層体20を袋状に成形し、左側の側縁および下端縁をヒートシールしてヒートシール部11aを形成することにより作製してもよい(図15)。
【0081】
図15に示す密封袋10において、右側の側縁に、その側縁の所望位置から密封袋10を容易に開封することができるよう縦方向の全長に渡って始端側開封容易部13が設けられている。
【0082】
次に図12、図13および図16により、密封袋10用の積層体20の製造システム、すなわち後述する突起版胴を用いてフィルムに開孔を形成するシステムについて説明する。
【0083】
図12および図13に示すように、積層体の製造システム30は、積層体20のうち最外層となるフィルム状PET層21に多数の開孔21aを形成するシステムである。このような積層体の製造システム30は、フィルム状PET層21を繰り出す給紙部30Aと、この給紙部30Aの下流側に配置された開孔装置36と、開孔装置36の下流側に配置された巻取部32とを備えている。なお、給紙部30Aにセットされたフィルム状PET層21には予め印刷が施されている。すなわち、図14に示すように、密封袋10の開封容易部13、14は密封袋10の縦方向の全長に沿って延びており、開封容易部13、14が延びる方向Dはフィルム状PET層21の給紙方向に一致するため、とりわけ印刷ユニット31と開孔装置36との間の同期をとる必要がなく、図12に示すように給紙部30Aにセットされたフィルム状PET層21に予め印刷を施しておいても問題はない。
【0084】
開孔装置36は、図13および図16に示すように表面に多数の突起35aを有する突起版胴35と、金属ロールに緩衝材(粘着テープ等)を巻き付けた圧胴34とを有している。この場合、多数の突起35aは突起版胴35の突起配置領域35Aに、円周方向全周に渡って設けられている(図16)。
【0085】
図12および図13において、予め印刷が施されたフィルム状PET層21を給紙部30Aにセットし、給紙部30Aからフィルム状PET層21を繰り出す。次にフィルム状PET層21は開孔装置36の突起版胴35と圧胴34の間に導かれる。突起版胴35と圧胴34との間に導かれたフィルム状PET層21は、突起版胴35と圧胴34との間で押圧され、フィルム状PET層21のうち開封容易部13,14に対応する部分に突起版胴35の突起35aによって多数の開孔21aが形成される。
【0086】
このようにして多数の開孔21aが形成されたフィルム状PET層21は、その後巻取部32に送られて巻取られる。次にフィルム状PET層21に対してPE層22、アルミニウム層23、PE層24およびヒートシール層25が積層されて、密封袋用の積層体20が得られる。
【0087】
なお、第2の実施の形態において、図12および図13に示すような印刷ユニット31を含まない製造システム30によって積層体20を製造する例を示したが、これに限らず図6および図7に示すような印刷ユニット31を含む製造装置30によって積層体20を製造することもできる。
【0088】
すなわち密封袋10の開封容易部13、14は密封袋10の縦方向全長に沿って延びているため、印刷ユニット31と開孔装置36との間で必ずしも同期をとる必要がないが、図6および図7に示す印刷ユニット31を含む製造装置30によって印刷ユニット31と開孔装置36との間で同期をとることにより、印刷インキ部26と開封容易部13、14とを互いに精度良く形成することもできる。
【符号の説明】
【0089】
1 鋼製シリンダ
2 銅層
3 感光材
4 レジスト
5 クロムメッキ層
10 密封袋
13,14 開封容易部
20 積層体
21 PET層
21a 開孔
22 PE層
23 アルミニウム層
24 PE層
25 ヒートシール層
26 印刷インキ部
30 積層体の製造システム
30A 給紙部
31 印刷ユニット
33 開孔ユニット
34 圧胴
35 突起版胴
35A ブランク版胴
35a 突起
35b 先端部
36 開孔装置
【技術分野】
【0001】
本発明は、密封袋用積層体を製造するために用いられ、表面に多数の突起を含む突起版胴を製造するための突起版胴の製造方法に関する。
【背景技術】
【0002】
プラスチックフィルムを複数枚積層した積層体は、引き裂き強度が高く、外力を加えても破れることがほとんどないので、密封袋の素材として適していることは知られている。積層体により成形した密封袋は、素材の引き裂き強度が高いことに伴い、手により開封することが難しい。このため密封袋の端部に、フィルムに多数の開孔を形成してなる開封容易部を設ける技術が開発されている。
【0003】
密封袋の端部に開封容易部を形成する場合、積層体を成形する前のフィルムの一部に、砥石ロールの砥面を押し付けて粗面加工を施し、このフィルムに多数の傷痕を形成している。しかしながらこのように砥石ロールを用いてフィルムに多数の傷痕を形成する方法では、開封容易部の幅あるいは開封容易部間の間隙を精度良く定めることがむずかしい、という問題がある。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特許第2994103号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明はこのような点を考慮してなされたものであり、密封袋用積層体を製造するために用いられ、密封袋用積層体に精度良く開封容易部を形成することができ、表面に多数の突起を含む突起版胴を容易に製造することができる突起版胴の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明は、密封袋用積層体を製造するために用いられ表面に多数の突起を含む突起版胴を製造するための突起版胴の製造方法において、表面に銅層を有するブランク版胴を準備する工程と、ブランク版胴の表面の銅層に感光材を塗布する工程と、感光材を露光しかつ現像して突起に対応する部分にレジストを形成する工程と、ブランク版胴の表面の銅層に対して第1のエッチング液を用いて第1のエッチングを施し、銅層に突起を形成する工程と、突起上のレジストを除去する工程と、突起に対して第2のエッチング液を用いて第2のエッチングを施し、各突起先端部の垂直断面形状を湾曲させる工程と、銅層全域にクロムメッキを施す工程と、を備えたことを特徴とする突起版胴の製造方法である。
【0007】
本発明は、各突起の高さは290〜500μmとなっており、各突起先端部の平面形状は長手方向の長さおよび短手方向の長さを有する細長形状をもち、少なくとも短手方向の長さが0.5〜30μmとなっていることを特徴とする突起版胴の製造方法である。
【0008】
本発明は、各突起先端部の平面形状は、直線状の細長形状をもつことを特徴とする突起版胴の製造方法である。
【0009】
本発明は、各突起先端部の平面形状は、湾曲した細長形状をもつことを特徴とする突起版胴の製造方法である。
【0010】
本発明は、各突起は突起版胴の表面に互いに離間して配置され、任意の突起をとった場合、当該突起と隣接する突起間の距離は、0.5〜5.0mmとなっていることを特徴とする突起版胴の製造方法である。
【発明の効果】
【0011】
以上のように本発明によれば、多数の突起を有するとともに、各突起先端の垂直断面形状を湾曲させた突起版胴を容易かつ精度良く製造することができる。
【図面の簡単な説明】
【0012】
【図1】図1(a)〜(g)は、本発明の第1の実施の形態による突起版胴の製造方法を示す工程図。
【図2】図2はエッチングにより形成された突起版胴の突起を示す図。
【図3】図3(a)〜(c)は、突起版胴の突起によってフィルム状PET層に開孔を形成する状態を示す図。
【図4】図4(a)は突起版胴の突起を示す平面図であり、図4(b)は突起を示す側面図、図4(c)〜(d)は突起版胴の突起の変形例を示す平面図である。
【図5】図5はブランク版胴を示す断面図。
【図6】図6は突起版胴を用いてフィルムに開孔を形成するシステムを示す図。
【図7】図7は突起版胴とゴムローラとからなる開孔ユニットを示す図。
【図8】図8は密封袋を示す図。
【図9】図9は密封袋を作製するための積層体を示す図。
【図10】図10は突起版胴の突起の配置状態を示す図。
【図11】図11は突起版胴の突起の断面形状を示す図。
【図12】図12は本発明の第2の実施の形態による突起版胴を用いてフィルムに開孔を形成するシステムを示す図。
【図13】図13は突起版胴とゴムローラとからなる開孔ユニットを示す図。
【図14】図14は密封袋を示す図。
【図15】図15は密封袋の変形例を示す図。
【図16】図16は突起版胴を示す斜視図。
【発明の実施の形態】
【0013】
第1の実施の形態
以下、図面を参照して本発明の第1の実施の形態について説明する。
【0014】
まず図8および図9により、突起版胴により製造される密封袋用積層体および密封袋について述べる。
【0015】
図8および図9に示すように、密封袋10は密封袋用積層体20を袋状に成形して形成され、密封袋10は上端部および下端部にヒートシール部11aを有している。
【0016】
また密封袋10は背シール部11bを有するとともに、上方部に帯状の開封領域12を有している。さらに密封袋10を帯状の開封領域12に沿って開封するため、密封袋10の開封領域12のうち始端側に始端側開封容易部13が設けられ、開封領域12の終端側に終端側開封容易部14が設けられている。
【0017】
このうち開封領域12の終端側開封容易部13は、積層体12のうちのPET層21に多数の開孔21aを形成することにより得られる部分であり、開封領域12を開封する際、容易に切断することができる部分である。
【0018】
また終端側開封容易部14は、積層体12のPET層21に多数の開孔21aを形成することにより得られる部分であり、開封領域12を開封する際、開封領域12の開封の終端となって開封領域12を帯状にきれいに切断することができる部分である。
【0019】
上述のように密封袋10は、図9に示す積層体20を袋状に成型し、ヒートシールを施すことにより得られる。積層体20は12μm厚のPET層21と、15μm厚のPE層22と、7μm厚のアルミニウム層23と、15μm厚のPE層24と、30μmのヒートシール層25とを積層することにより得られる。
【0020】
このうちヒートシール層25は最内層を構成し、このヒートシール層としては、PE層を用いることができる。
【0021】
またPET層21は最外層を構成し、このPET層21のうち始端側開封容易部13および終端側開封容易部14には、多数の開孔21aが形成され、これら始端側開封容易部13および終端側開封容易部14はPET層21に開孔21aを設けることにより容易に開封することができる。
【0022】
さらにPET層21の内面には、インキを印刷して形成された印刷インキ部26が設けられている。
【0023】
次に図6および図7により、密封袋10用の積層体20の製造システム、すなわち後述する突起版胴を用いてフィルムに開孔を形成するシステムについて説明する。
【0024】
図6および図7に示すように、積層体の製造システム30は、積層体20のうち最外層となるフィルム状PET層21に多数の開孔21aを形成するシステムである。このような積層体の製造システム30は、フィルム状PET層21を繰り出す給紙部30Aと、版胴ローラ31aを有する印刷ユニット31と、この印刷ユニット31と構造は同じで、印刷の代わりに開孔を行う開孔ユニット33と、印刷ユニット31および開孔ユニット33の下流側に配置された巻取部32とを備えている。印刷ユニット31は、フィルム状PET層21に印刷を施すものであり、必要に応じてこの印刷ユニット31は複数セット並設される。そして印刷ユニット31が複数セット並設された時には、隣接する印刷ユニット31の間に補正ローラを設けて印刷位置のずれを修正することができる。
【0025】
開孔ユニット33は、印刷ユニット31の前でも、また複数ある印刷ユニット31の間に設置することもできる。以降は一例として、印刷ユニット31の下流側に開孔ユニット33を設置した場合の製造システムについて説明する。
【0026】
開孔ユニット33は、図7に示すように表面に多数の突起35aを有する突起版胴35と、金属ロールに緩衝材(粘着テープ等)を巻き付けた圧胴34とを有している。
【0027】
印刷ユニット31の版胴ローラ31aと、開孔ユニット33の突起版胴35は、同一直径をもつよう、または突起版胴35が若干大きな直径をもつように設定され、かつ同一駆動源から駆動するように歯車装置を介して作動連結されている。このように版胴ローラ31aと突起版胴35を同一周面速度で回転させることにより、フィルム状PET層21に一定の張力が加わるようにし、印刷ユニット31と開孔ユニット33とで位置のずれが生じないようにする。このことにより密封袋10の開封領域12の始端側および終端側に各々、始端側開封容易部13と終端側開封容易部14を精度良く形成することができる。
【0028】
図6および図7において、フィルム状PET層21を準備し、印刷ユニット31の版胴ローラ31aによりフィルム状PET層24の一面に印刷を施す。次にフィルム状PET層24は開孔ユニット33の突起版胴35と圧胴34の間に導かれる。突起版胴35と圧胴34との間に導かれたフィルム状PET層21は、突起版胴35と圧胴34との間で押圧され、フィルム状PET層21のうち開封容易部13,14に対応する部分に突起版胴35の突起35aによって多数の開孔21aが形成される。
【0029】
このようにして一面に印刷インキ部26が設けられ、多数の開孔21aが形成されたフィルム状PET層21は、その後巻取部32に送られて巻取られる。次にフィルム状PET層21に対してPE層22、アルミニウム層23、PE層24およびヒートシール層25が積層されて、密封袋用の積層体20が得られる。
【0030】
次に図1乃至図5により、表面に多数の突起35aを有する突起版胴35の製造方法について説明する。
【0031】
まず突起版胴35用のブランク版胴35Aを準備する(図5参照)。
【0032】
すなわち、図5に示すようにブランク版胴35Aは鋼製シリンダ1と、鋼製シリンダ1上に設けられた銅層2とを有し、この銅層2に対して成形加工を施すことにより、多数の突起35aが形成される。
【0033】
以下、図1(a)(b)(c)(d)(e)(f)(g)および図2により突起版胴35Aの製造方法について詳述する。
【0034】
まず図1(a)に示すようにブランク版胴35Aの銅層2上全域に感光材3を塗布する。
【0035】
次にブランク版胴35Aの銅層2上に設けられた感光材3の所望位置を露光し(図1(b))、かつ現像することにより、銅層2上にレジスト4を形成する(図1(c))。
【0036】
この状態でブランク版胴35Aの表面に設けられた銅層2に対して第1のエッチング液を用いて第1のエッチングを施すことにより、銅層2に突起35aを形成することができる(図1(d)参照)。
【0037】
このとき、第1のエッチング液としては、塩化第二銅エッチング液を用いることができる。
【0038】
また第1のエッチングのエッチング条件は、以下の通りである。
塩化銅濃度:43〜47g/l、塩酸濃度:48〜52g/l
次に突起35aの先端35bからレジスト4を除去する(図1(e))。
【0039】
その後、突起35aを有する銅層2に対して再度、第2のエッチング液を用いて第2のエッチングを施す(図1(f))。このことにより、突起35aの先端部35bにおける垂直断面形状を丸くする(湾曲させる)ことができる。
【0040】
このとき、第2のエッチング液としては、第1のエッチング液と同様のものを用いることができ、第2のエッチングのエッチング条件も第1のエッチングのエッチング条件と同様となっている。
【0041】
次に突起35aを有する銅層2全域を覆ってクロムメッキを施すことにより、銅層2上にクロムメッキ層(厚さ5〜8μm)5を形成することができ、クロムメッキ層5により突起35a表面の硬度を高めることができる。
【0042】
このようにして表面に多数の突起35aを有する突起版胴35を製造することができ、この場合、突起35aの先端部35bにおける垂直断面形状を丸くすることができる。
【0043】
このようにして、例えば旋盤加工により突起版胴を作製する場合に比べて、きわめて短時間にかつ精度良く、突起35aを有する突起版胴35を製造することができる。
【0044】
図2に示す状態において、突起35aの先端部35bはレジスト4に保護されているため腐食されず、平坦な形状となる。
【0045】
本発明によれば、図1(e)(f)に示すように、レジスト4を除去した後で突起35aを有する銅層2に対して第2のエッチングを施すことにより、突起35aの先端部35bの形状を丸くすることができる。
【0046】
次に図4(a)(b)(c)により、突起35を用いてフィルム状PET層24に対して開孔24aを形成する作用について述べる。
【0047】
図4(a)に示すように、突起35を用いてフィルム状PET層24に対して開孔24aを形成する場合、突起35aの先端部35bの形状を丸くすることにより、フィルム状PET層24に対してスムースに開孔24aを形成することができる。このとき、突起35aの先端部35bの形状を丸くすることによって、フィルム状PE層24に開孔24aを形成することに伴う抜きカスが生じることはなく、このため開孔24aの形成時に抜きカスが飛散することもない。
【0048】
すなわち図3(b)(c)に示すように、突起35aの先端部35bが先端に向って末広状の形状をもつ場合、突起35aによりフィルム状PET層24に対して開孔24aを形成する場合、フィルム状PET層24に抜きカス24bが生じ、フィルム状PET層24の開孔24aが大きくなってしまう。
【0049】
これに対して本発明によれば、突起35aの先端部35bの形状を丸くすることによって、この突起35aを用いてフィルム状PET層24にスムースにかつ抜きカス24bを形成することなく開孔24aを形成することができる。
【0050】
次に図4(a)〜(e)により、突起版胴35の突起35aの形状について更に説明する。
【0051】
このうち図4(a)は、突起35aを示す平面図であり、図4(b)は突起35aを示す側面図である。
【0052】
図4(a)に示すように、突起35aの先端部35bは上方からみて長手方向の長さおよび短手方向の長さを有する細長形状、例えば長辺D1および短辺D2をもつ楕円形状を有する。
【0053】
この場合、長辺(長手方向の長さ)D1は115μm以下、短辺(短手方向の長さ)D2は30μm以下、例えば0.5〜30μmとなっている。この場合、短辺D2は3〜30μmとなっていることが好ましい。
【0054】
また図4(b)に示すように、突起35aの高さhは290μm以上、例えば290〜500μmとなっている。この場合、突起35aの高さhは290〜400μmとなっていることが好ましい。突起35aの高さhが290μm以下の場合、フィルム状PET層24に精度良く開孔24aを形成することがむずかしく、500μm以上となると、突起35aを精度良く形成することがむずかしい。
【0055】
このように突起部35aの先端部35bの平面形状を小さくし、かつ突起35aの高さhを高くすることにより、フィルム状PET層21にスムースに開孔21aを形成することができる。
【0056】
なお突起部35aの先端部35bの平面形状が楕円形状を有する例を示したが、これに限らず少なくとも短手方向の長さが30μm以下となる細長形状を有していてもよい。先端部35bの平面形状の短手方向の長さが30μm以上になると、突起版胴の劣化が早くなり、安定生産が難しい。また先端部35bの細長形状は、短手方向の長さが30μm以下であれば良く、長手方向の長さは多少長くなっても問題は少ない。
【0057】
例えば図4(c)に示すように、突起35aの先端部35bの平面形状を直線状の細長形状としても良い。
【0058】
あるいは図4(d)に示すように、突起35aの先端部35bの平面形状をL字状の細長形状としても良い。
【0059】
さらに図4(e)に示すように、突起35aの先端部35bの平面形状を円弧状の細長形状としても良い。
【0060】
図4(d)(e)に示すL字状および円弧状の細長形状は、いずれも直線状の細長形状ではなく、湾曲した細長形状となる。
【0061】
次に図10および図11により、突起版胴35の表面に形成された突起35aの配置状態および形状について更に述べる。
【0062】
図10に示すように、突起版胴35の表面に多数の突起35aが互いに離間して配置され、突起35aによって例えば長辺bと短辺aとからなる長方形の4隅の点と、中央の点を構成することができる。
【0063】
図10において、4つの突起35aが形成する長方形の長辺bの長さは2.0〜3.3mmとなっており、短辺aの長さは1.0〜1.5mmとなっている。
【0064】
なお、図10において、任意の突起35aをとった場合、当該突起35aとこの任意の突起35aに隣接する突起35a′との間の距離Lは0.5〜5.0mmとなっていることが好ましい。
【0065】
任意の突起35aと、隣接する突起35a′との間の距離Lが0.5以下の場合、フィルム状PET層24の開孔24a間の間隙が小さくなって、開封容易部13、14の強度がかなり低下してしまい、意図しないで開封容易部13、14が破損することも考えられる。
【0066】
他方、任意の突起35aと、隣接する突起35′との間の距離Lが5.0mm以上の場合、フィルム状PET層24の開孔24a間の間隙が大きくなり、開封容易部13、14の強度が高いまま維持され、開封容易部13、14の開封が困難となる。
【0067】
ところで図11(a)に示すように、突起版胴35の表面に形成された突起35aは、上述のようにその高さhが290〜500μmとなっている。
【0068】
他方、図11(b)に示すように、通常のグラビア版胴において、インキ充てん用にセルが形成されている。このセルの形状は長さ100〜250μmとなっており、加工前表面位置に対するセルの深さは20〜80μmとなっている。
【0069】
これに対して本発明においては、図11(a)に示すように、突起版胴35の突起35aはその高さhが290〜500μmとなっている。このため、加工前表面位置に対して290〜500μmの高さだけブランク版胴35Aの銅層2をエッチングにより除去する必要があり、突起版胴35は通常のグラビア版胴と全く異なる構造をもち、突起版胴35の製造方法も通常のグラビア版胴の製造方法と全く異なる。
【0070】
第2の実施の形態
以下、図面を参照して本発明の第2の実施の形態について説明する。
【0071】
まず図14により、突起版胴により製造される密封袋について述べる。
【0072】
図14に示すように、密封袋10は密封袋用積層体20を袋状に成形して形成され、密封袋10は上端部および下端部にヒートシール部11aを有している。
【0073】
また密封袋10は背シール部11bを有するとともに、密封袋10はその側縁の所望位置から容易に開封することができるよう、密封袋10の側縁に縦方向の全長に渡って始端側開封容易部13が設けられ、背シール部11bにも縦方向の全長に渡って終端側開封容易部14が設けられている。
【0074】
このうち終端側開封容易部13は、積層体12のうちのPET層21に多数の開孔21aを形成することにより得られる部分であり、密封袋10を開封する際、容易に切断することができる部分である。
【0075】
また終端側開封容易部14は、積層体12のPET層21に多数の開孔21aを形成することにより得られる部分であり、密封袋10を開封する際、開封の終端となって密封袋10をきれいに切断することができる部分である。
【0076】
上述のように密封袋10は、図9に示す積層体20を袋状に成型し、ヒートシールを施すことにより得られる。積層体20は12μm厚のPET層21と、15μm厚のPE層22と、7μm厚のアルミニウム層23と、15μm厚のPE層24と、30μmのヒートシール層25とを積層することにより得られる。
【0077】
このうちヒートシール層25は最内層を構成し、このヒートシール層としては、PE層を用いることができる。
【0078】
またPET層21は最外層を構成し、このPET層21のうち始端側開封容易部13および終端側開封容易部14には、多数の開孔21aが形成され、これら始端側開封容易部13および終端側開封容易部14はPET層21に開孔21aを設けることにより容易に開封することができる。
【0079】
さらにPET層21の内面には、インキを印刷して形成された印刷インキ部26が設けられている。
【0080】
なお、密封袋10としては、図14に示すものに限らず、密封袋用積層体20を袋状に成形し、左側の側縁および下端縁をヒートシールしてヒートシール部11aを形成することにより作製してもよい(図15)。
【0081】
図15に示す密封袋10において、右側の側縁に、その側縁の所望位置から密封袋10を容易に開封することができるよう縦方向の全長に渡って始端側開封容易部13が設けられている。
【0082】
次に図12、図13および図16により、密封袋10用の積層体20の製造システム、すなわち後述する突起版胴を用いてフィルムに開孔を形成するシステムについて説明する。
【0083】
図12および図13に示すように、積層体の製造システム30は、積層体20のうち最外層となるフィルム状PET層21に多数の開孔21aを形成するシステムである。このような積層体の製造システム30は、フィルム状PET層21を繰り出す給紙部30Aと、この給紙部30Aの下流側に配置された開孔装置36と、開孔装置36の下流側に配置された巻取部32とを備えている。なお、給紙部30Aにセットされたフィルム状PET層21には予め印刷が施されている。すなわち、図14に示すように、密封袋10の開封容易部13、14は密封袋10の縦方向の全長に沿って延びており、開封容易部13、14が延びる方向Dはフィルム状PET層21の給紙方向に一致するため、とりわけ印刷ユニット31と開孔装置36との間の同期をとる必要がなく、図12に示すように給紙部30Aにセットされたフィルム状PET層21に予め印刷を施しておいても問題はない。
【0084】
開孔装置36は、図13および図16に示すように表面に多数の突起35aを有する突起版胴35と、金属ロールに緩衝材(粘着テープ等)を巻き付けた圧胴34とを有している。この場合、多数の突起35aは突起版胴35の突起配置領域35Aに、円周方向全周に渡って設けられている(図16)。
【0085】
図12および図13において、予め印刷が施されたフィルム状PET層21を給紙部30Aにセットし、給紙部30Aからフィルム状PET層21を繰り出す。次にフィルム状PET層21は開孔装置36の突起版胴35と圧胴34の間に導かれる。突起版胴35と圧胴34との間に導かれたフィルム状PET層21は、突起版胴35と圧胴34との間で押圧され、フィルム状PET層21のうち開封容易部13,14に対応する部分に突起版胴35の突起35aによって多数の開孔21aが形成される。
【0086】
このようにして多数の開孔21aが形成されたフィルム状PET層21は、その後巻取部32に送られて巻取られる。次にフィルム状PET層21に対してPE層22、アルミニウム層23、PE層24およびヒートシール層25が積層されて、密封袋用の積層体20が得られる。
【0087】
なお、第2の実施の形態において、図12および図13に示すような印刷ユニット31を含まない製造システム30によって積層体20を製造する例を示したが、これに限らず図6および図7に示すような印刷ユニット31を含む製造装置30によって積層体20を製造することもできる。
【0088】
すなわち密封袋10の開封容易部13、14は密封袋10の縦方向全長に沿って延びているため、印刷ユニット31と開孔装置36との間で必ずしも同期をとる必要がないが、図6および図7に示す印刷ユニット31を含む製造装置30によって印刷ユニット31と開孔装置36との間で同期をとることにより、印刷インキ部26と開封容易部13、14とを互いに精度良く形成することもできる。
【符号の説明】
【0089】
1 鋼製シリンダ
2 銅層
3 感光材
4 レジスト
5 クロムメッキ層
10 密封袋
13,14 開封容易部
20 積層体
21 PET層
21a 開孔
22 PE層
23 アルミニウム層
24 PE層
25 ヒートシール層
26 印刷インキ部
30 積層体の製造システム
30A 給紙部
31 印刷ユニット
33 開孔ユニット
34 圧胴
35 突起版胴
35A ブランク版胴
35a 突起
35b 先端部
36 開孔装置
【特許請求の範囲】
【請求項1】
密封袋用積層体を製造するために用いられ表面に多数の突起を含む突起版胴を製造するための突起版胴の製造方法において、
表面に銅層を有するブランク版胴を準備する工程と、
ブランク版胴の表面の銅層に感光材を塗布する工程と、
感光材を露光しかつ現像して突起に対応する部分にレジストを形成する工程と、
ブランク版胴の表面の銅層に対して第1のエッチング液を用いて第1のエッチングを施し、銅層に突起を形成する工程と、
突起上のレジストを除去する工程と、
突起に対して第2のエッチング液を用いて第2のエッチングを施し、各突起先端部の垂直断面形状を湾曲させる工程と、
銅層全域にクロムメッキを施す工程と、
を備えたことを特徴とする突起版胴の製造方法。
【請求項2】
各突起の高さは290〜500μmとなっており、各突起先端部の平面形状は長手方向の長さおよび短手方向の長さを有する細長形状をもち、少なくとも短手方向の長さが0.5〜30μmとなっていることを特徴とする請求項1記載の突起版胴の製造方法。
【請求項3】
各突起先端部の平面形状は、直線状の細長形状をもつことを特徴とする請求項2記載の突起版胴の製造方法。
【請求項4】
各突起先端部の平面形状は、湾曲した細長形状をもつことを特徴とする請求項2記載の突起版胴の製造方法。
【請求項5】
各突起は突起版胴の表面に互いに離間して配置され、任意の突起をとった場合、当該突起と隣接する突起間の距離は、0.5〜5.0mmとなっていることを特徴とする請求項1記載の突起版胴の製造方法。
【請求項1】
密封袋用積層体を製造するために用いられ表面に多数の突起を含む突起版胴を製造するための突起版胴の製造方法において、
表面に銅層を有するブランク版胴を準備する工程と、
ブランク版胴の表面の銅層に感光材を塗布する工程と、
感光材を露光しかつ現像して突起に対応する部分にレジストを形成する工程と、
ブランク版胴の表面の銅層に対して第1のエッチング液を用いて第1のエッチングを施し、銅層に突起を形成する工程と、
突起上のレジストを除去する工程と、
突起に対して第2のエッチング液を用いて第2のエッチングを施し、各突起先端部の垂直断面形状を湾曲させる工程と、
銅層全域にクロムメッキを施す工程と、
を備えたことを特徴とする突起版胴の製造方法。
【請求項2】
各突起の高さは290〜500μmとなっており、各突起先端部の平面形状は長手方向の長さおよび短手方向の長さを有する細長形状をもち、少なくとも短手方向の長さが0.5〜30μmとなっていることを特徴とする請求項1記載の突起版胴の製造方法。
【請求項3】
各突起先端部の平面形状は、直線状の細長形状をもつことを特徴とする請求項2記載の突起版胴の製造方法。
【請求項4】
各突起先端部の平面形状は、湾曲した細長形状をもつことを特徴とする請求項2記載の突起版胴の製造方法。
【請求項5】
各突起は突起版胴の表面に互いに離間して配置され、任意の突起をとった場合、当該突起と隣接する突起間の距離は、0.5〜5.0mmとなっていることを特徴とする請求項1記載の突起版胴の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【公開番号】特開2012−176549(P2012−176549A)
【公開日】平成24年9月13日(2012.9.13)
【国際特許分類】
【出願番号】特願2011−40649(P2011−40649)
【出願日】平成23年2月25日(2011.2.25)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
【公開日】平成24年9月13日(2012.9.13)
【国際特許分類】
【出願日】平成23年2月25日(2011.2.25)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
[ Back to top ]