
突部付シートの製造方法及びシート成形金型
【課題】 金型の突部の形状に合わせて、シワ生じさせずに且つシートを反らせないようシートを確実に成形することが可能な突部付シートの製造方法及びシート成形金型を提供する。
【解決手段】 シート成形金型1は、ダイカバー7、成形プレート8、基型9、及び剥取プレート11を備える。基型9の上面には、突部12が形成されている。剥取プレート11には、基型9の各突部12に対応して貫通孔13が形成されて、突部12に嵌合している。ダイカバー7は、成形プレート8を収容している。成形プレート8には、基型9の各突部12に対応して複数の貫通孔24が形成されている。このシート成形金型1において、成形プレート8と剥取プレート11との間にシート2を挟み、成形プレート8を押し下げ、貫通孔24に突部12を嵌合させて、突部3を有するシート2を製造する。
【解決手段】 シート成形金型1は、ダイカバー7、成形プレート8、基型9、及び剥取プレート11を備える。基型9の上面には、突部12が形成されている。剥取プレート11には、基型9の各突部12に対応して貫通孔13が形成されて、突部12に嵌合している。ダイカバー7は、成形プレート8を収容している。成形プレート8には、基型9の各突部12に対応して複数の貫通孔24が形成されている。このシート成形金型1において、成形プレート8と剥取プレート11との間にシート2を挟み、成形プレート8を押し下げ、貫通孔24に突部12を嵌合させて、突部3を有するシート2を製造する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電気機器の押釦スイッチ等に使用される突部付シートの製造方法及びシート成形金型に関する。
【背景技術】
【0002】
従来、このような分野の技術として、例えば、下記特許文献1がある。この文献には、加熱することにより軟化させたシートを、真空成形金型の突部に押さえ付けるとともに、その真空成形金型に形成された真空吸引孔より吸引して真空成形金型の突部の外表面に沿わせて変形させる技術が記載されている。
【特許文献1】特開2002−192649号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかしながら、このような突部付シートの製造方法では、シートに形成された突部間の平面部においてシワが生じたり、シートが反ったりする場合があった。
【0004】
そこで、本発明は、金型の突部の形状に合わせて、シワを生じさせずに且つシートを反らせないようシートを確実に成形することが可能な突部付シートの製造方法及びシート成形金型を提供することを特徴とする。
【課題を解決するための手段】
【0005】
本発明に係る突部付シートの製造方法は、表面に突部を有する金型と、その突部が嵌合される貫通孔を有する成形プレートとの間にシートを挟み、貫通孔に突部を嵌合させて、突部を有するシートを製造することを特徴とする。
【0006】
この突部付シートの製造方法によれば、成形プレートの貫通孔に金型の突部を嵌合させることにより、突部を有するシートを製造することができる。すなわち、シートは、まず、金型の突部における頂部に接触する。さらに、成形プレートの貫通孔と金型の突部とが嵌合することによって、金型の突部における頂部に接触したシート部分の周辺のシート部分は、金型の突部の側面に沿うように延伸され、また、成形プレートに当接したシート部分は、金型の表面に押さえ付けられる。このようにして、突部付シートが製造される。このとき、成形プレートに当接したシート部分は、確実に、金型の表面に押さえ付けられるため、シートに形成された突部間の平面部において、シワの発生やシートの反りを防止することができる。
【0007】
また、この突部付シートの製造方法において、金型の突部を貫通孔に嵌合させた状態で成形プレートに空圧をかけると好適である。この方法によれば、成形プレートには、空圧によって略均等に圧力がかけられるため、金型の表面に当接されたシート部分は、成形プレートから略均等に圧力を受ける。そのため、シートに形成された突部間の平面部において、シワは発生しにくい。また、成形プレートに貫通孔が形成されているために、シートの突部は、金型の突部の形状に沿って圧空される。
【0008】
ここで、金型の突部における頂部に当接するシートの部分は、加飾されていると良い。金型の突部における頂部に当接するシート部分の延伸はわずかであるため、加飾された部分の歪みはわずかである。したがって、その頂部に当接する加飾されたシート部分の形状は維持される。また、シートの加飾された部分は、成形プレートによって位置決めし易い。
【0009】
また、本発明に係るシート成形金型は、突部を有する金型と、突部が嵌合される貫通孔を有する成形プレートとを備えることを特徴とする。
【0010】
このシート成形金型によれば、金型と成形プレートとの間にシートを挟んで、成形プレートの貫通孔に、金型の突部を嵌合させることにより、突部を有するシートを製造することができる。すなわち、シートは、まず、金型の突部における頂部に接触する。さらに、成形プレートの貫通孔と金型の突部とが嵌合することによって、金型の突部における頂部に接触したシート部分の周辺のシート部分は、金型の突部の側面に沿うように延伸され、また、成形プレートに当接したシート部分は、金型の表面に押さえ付けられる。このようにして、突部付シートを製造することができる。このとき、成形プレートに当接したシート部分は、確実に、金型の表面に押さえ付けられるため、シートに形成された突部間の平面部において、シワの発生やシートの反りを防止することができる。
【0011】
このようなシート成形金型において、金型との間でキャビティを形成すると共に、該キャビティ内に給気するための給気孔が形成されたダイカバーをさらに備えることが好ましい。このシート成形金型によれば、金型とダイカバーとの間にシートを挟み、ダイカバーに形成された給気孔からキャビティに圧空をかけると、成形プレートには、空圧によって略均等に圧力がかけられるため、金型の表面に当接されたシート部分は、成形プレートから略均等に圧力を受ける。そのため、シートに形成された突部間の平面部において、シワは発生しにくい。また、成形プレートに貫通孔が形成されているために、シートの突部は、金型の突部の形状に沿って圧空される。
【0012】
ここで、金型は、突部を有する基型と、その基型との間に介在する弾性体によって支持された可動部とを有すると好適である。このような構造を採用することにより、シートに突部を成形する際、ダイカバーと可動部との間にシートを挟み、ダイカバーを可動部に押し当てることにより、弾性体は圧縮し、可動部は基型に当接する。そして、成形プレートの貫通孔に、金型の突部を嵌合させて、シートに突部を形成した後は、ダイカバーの可動部への押し当てを解除することにより、弾性体はその復元力によって復帰し、可動部は基型から離間する。このとき、基型の突部に押さえ付けられていたシートは、可動部の基型からの離間に伴い基型の突部から離脱するため、突部が形成されたシートを金型から容易に取り外すことができる。
【発明の効果】
【0013】
本発明によれば、金型の突部の形状に合わせて、シワを生じさせずに且つシートを反らせないようシートを確実に成形することが可能な突部付シートの製造方法及びシート成形金型を提供することができる。
【発明を実施するための最良の形態】
【0014】
以下、図面を参照して本発明の好適な実施形態について詳細に説明する。
【0015】
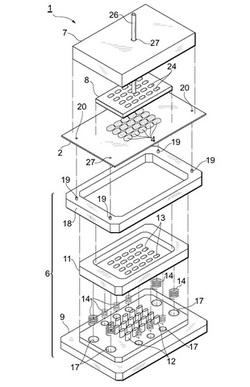
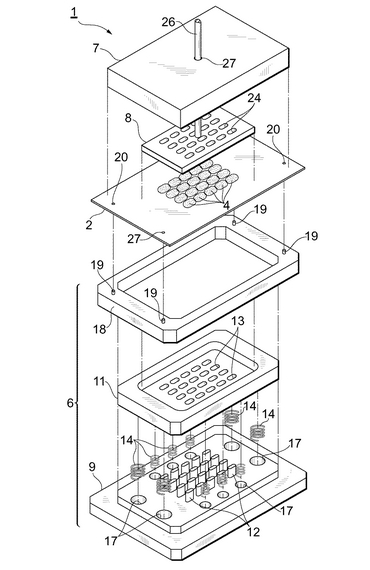
図1は、シート成形金型1の分解斜視図を示し、図2及び図3は、シート成形金型1によってシート2に突部3を形成する様子を示す工程図である。
【0016】
図1〜図3に示すように、シート2は、電気機器の押釦スイッチにおけるキーシートに用いられるものである。このシート2は、例えば、ポリカーボネート及びポリブチレンテレフタレートからなるポリカーボネート系樹脂のアロイフィルムから構成されている。シート2には、キー部になるべき部分に加飾部4が施されている。その加飾部4には、そのキー部が押下されることで電気機器において実行される機能を示す文字、記号、又は図形等が各種印刷方法、転写等によって、例えば抜き文字に形成されている。この加飾部4は、シート2上に格子状に配列するように形成されている。
【0017】
シート成形金型1は、加飾部4がシート2に形成される突部3の頂部に位置するように、シート2に突部3を形成するものである。このシート成形金型1は、下型にあたる金型6と上型にあたるダイカバー7と成形プレート8とを備えている。金型6は、基型9と剥取プレート(可動部)11とを有している。金型6に用いられる成形金型用の一般的な材料としては、NAK55,NAK80,PX5,PXZ等が挙げられる。この基型9の上面には、シート2に突部(キー部)3を成形するために上方に突出した突部12が格子状に配列するように形成されている。これらの突部12は、断面長円形状をしており、頂部12aは略平面に形成されている。また、剥取プレート11には、基型9の各突部12に対応して貫通孔13が形成されている。この剥取プレート11は、各貫通孔13が基型9の突部12に挿嵌されて、上下方向に変位可能となっている。基型9及び剥取プレート11それぞれの互いに対向する周縁部には、バネ(弾性体)14を収容するための凹部16,17が所定の間隔で対になって形成されている。そして、各凹部16,17には、バネ(弾性体)14が配置されており、剥取プレート11は、バネ14によって基型9に当接及び離間可能に支持されている。また、剥取プレート11の周縁部は、段差によって厚くなっている。さらに、剥取プレート11の外周には、剥取プレート11の周縁部の上面と面一な上面を有するフレーム18が固定されている。このフレーム18には、シート2を位置決めするためのピン19が形成されている。一方、シート2の周縁部には、このピン19を挿通するための孔20が形成されている。
【0018】
ダイカバー7は、成形プレート8を収容するスペース21を有し、金型6の剥取プレート11上に載置されることにより金型6との間でキャビティ22を形成するよう箱蓋状に形成されている。そして、ダイカバー7の側壁には、キャビティ22内を圧空するために空気を通気するための給気孔23が形成されている。そして、給気孔23には、給気孔23を通じて圧空用の空気を供給する給気装置(圧空手段:図示しない)がチューブ等(図示しない)を介して接続されている。また、成形プレート8には、基型9の各突部12に対応して複数の貫通孔24が形成されている。これらの貫通孔24は、突部12の外形よりもシート2の厚さ程度一回り大きく形成されている。さらに、成形プレート8の上面中央には、円柱状の棒状体26が垂設されており、ダイカバー7の中央に形成された貫通孔27に、この棒状体26が挿通され、さらに、上下移動させるエアシリンダー(図示しない)に連結されている。
【0019】
次に、シート成形金型1を用いて、突部付シート2を製造する製造方法について説明する。
【0020】
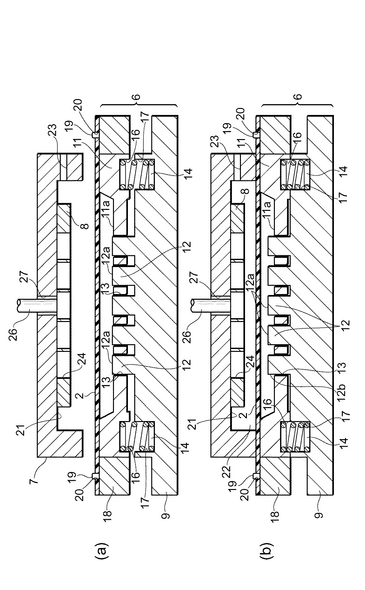
図2(a)に示すように、シート2を、金型6の剥取プレート11上に敷き、シート2の周縁部に形成された孔20を、フレーム18のピン19に挿入してシート2を固定する。このとき、シート2の加飾部4は、基型9における突部12の真上に位置するようにセットされる。また、成形プレート8は、予めヒーター(図示しない)により、約130℃に加熱しておく。さらに、金型6の基型9及び剥取プレート11もヒーター(図示しない)により、約60℃に加熱しておく。なお、ダイカバー7は、剥取プレート11から離間しているため、バネ14に、ダイカバー7からの圧力はかけられておらず、バネ14は、単に剥取プレート11を、基型9から離間させて支持している状態である。また、剥取プレート11の各貫通孔13は、基型9の突部12における先端部を取り囲む高さに位置しており、剥取プレート11の上面11aから基型9の突部12はほとんど突出していない状態である。
【0021】
続いて、図2(b)に示すように、剥取プレート11の下面と基型9の上面が当接するまで、ダイカバー7を、シート2の上方から剥取プレート11に押さえ付ける。このとき、バネ14は圧縮され、剥取プレート11の貫通孔13は、基型9の突部12に対して下方に変位する。このことにより、基型9の突部12は、剥取プレート11の上面11aから突出した状態となる。ここで、シート2は、上方にある成形プレート8からの放熱と下方にある基型9及び剥取プレート11からの放熱により、加熱されることになる。
【0022】
さらに、図3(a)に示すように、エアシリンダーの駆動により棒状体26を下方に下げることにより、成形プレート8が下がる。それと共に、給気装置(図示しない)8は、給気孔23を通じてキャビティ22内に空気を供給する。すると、成形プレート8には、上方から下方に向けて略均等に圧力がかかり、シート2は、まず、基型9の突部12における頂部12aに接触する。さらに、成形プレート8の貫通孔24と基型9の突部12とが嵌合することによって、基型9の突部12における頂部に接触したシート部分の周辺のシート部分は、基型9の突部12の側面12bに沿うように延伸され、また、成形プレート8に当接したシート部分は、剥取プレート11の上面11aに押さえ付けられる。これにより、シート2の加飾部4が、突部3の頂部に確実に位置決めされて、シート2に突部3が形成される。また、シート2の突部3の成形を確実にするために、シート2を間に挟むように基型9の突部12を成形プレート8の貫通孔24に嵌合させた状態で、成形プレート8に空圧をかけ続ける。この一連の成形は約15秒をかけて行われるが、この間、シート2は、成形プレート8、基型9の突部12及び剥取プレート11に当接して加熱されるため、軟化温度以上に加熱されながら、成形性、延伸性良く、突部3が形成される。ここで、基型9及び剥取プレート11は、成形プレート8よりも低く加熱されているため、基型9における突部12の周囲の側面12bに沿って成形されるシート2の部分が、延伸し易くなるとともに、突部3の頂部に形成された加飾部4の延伸や歪みを最小限に抑えることができる。
【0023】
成形プレート8には、突部12が形成された位置に対応して、突部12よりもシート2の厚さ程度一回り大きい貫通孔24が形成されている。そのため、基型9における突部12の頂部に押さえ付けられたシート部分は、上側からは押さえ付けられていないため、加飾部4の歪みはわずかであり、その形状は維持される。また、シート2の突部3は、剥取プレート11に貫通孔24が形成されているために、キャビティ22内に給気装置から供給された空気によって圧空されて、突部12の形状に沿って圧縮成形される。さらに、剥取プレート11の上面11aに当接されたシート部分は、剥取プレート11の上面と成形プレート8とによって挟まれるように成形されるため、突部12の裾の部分まで、シート2が確実に成形される。しかも、シート2の剥取プレート11の上面に当接されたシート部分は、圧空によって略均等に圧力がかけられた成形プレート8によって確実に押さえ付けられるため、シート2に形成される突部3,3間の平面部2aにおいてシワの発生やシート2の反りが防止される。
【0024】
このようにシート2に突部3が形成されると、図3(b)に示すように、圧空を解除すると共に、棒状体26を上方に上げて、成形プレート8をシート2から離脱させると共に、ダイカバー7を上方に上げて、シート2から離間させる。すると、バネ14にかけられていたダイカバー7からの圧力が解除されるため、バネ14はその復元力により復帰し、剥取プレート11を上方へ持ち上げる。このとき、剥取プレート11の貫通孔13は、基型9の突部12に対して上方へ変位すると共に、シート2の突部3が、基型9の突部12から離脱する。このことにより、シート2をフレーム18及び剥取プレート11から取り外し易くなる。このようにして、突部12が形成された突部3付シート2を製造することができる。
【0025】
なお、本発明は、上記実施形態に限定されない。
【0026】
上記実施形態では、基型9の突部12は、5列4段に形成されていたが、突部12の個数や形成位置は、必要に応じて変更してよい。その場合、成形プレート8や剥取プレート11に形成する貫通孔13,24を形成する数や位置も、突部12に対応させて変更する。勿論、突部12の立体形状や断面形状は、シート2に形成したい突部3の形状に合わせて適宜変更して良い。また、シート2を位置決めするためのピン19を有するフレーム18は、剥取プレート11の外周に固定されていたが、これに限らず、フレーム18を可動な部品としてシート2を搬送するために用いてもよい。
【0027】
また、上記実施形態では、金型6は、基型9と剥取プレート11とから構成されていたが、単に表面に突部12を有する一体の型であっても良い。また、フレーム18を用いずに、剥取プレート11にシート2を位置決めするためのピンを設けても良い。
【0028】
また、成形プレート8の上面には、給気孔23からの空気の流れを良好にするため、溝部を形成しても良い。
【0029】
さらに、上記実施形態では、シート2にポリカーボネート系樹脂のアロイフィルムを用いたが、これに限られず、アクリル製フィルム、ポリエチレンテレフタレート、ポリカーボネート等の熱可塑性フィルムを用いても良い。また、突部3の成形に当たっては、シート2を予め加熱しておいてもよい。なお、基型9及び剥取プレート11の加熱は必要に応じて行えば良く、成形上問題なければ、必ずしも加熱しなくとも良い。或いは逆に、成形プレート8、基型9及び剥取プレート11を加熱せずに、シート2を予め軟化温度以上まで加熱してシート2を成形しても良い。
【0030】
また、基型9や剥取プレート11に例えば鉛直な貫通孔を形成することで、金型6とキャビティ22とを連通する吸引路を設け、その吸引路を通じてキャビティ22内に負圧をかけてシート2に突部3を形成しても良い。
【図面の簡単な説明】
【0031】
【図1】本発明に係るシート成形金型の一実施形態を示す分解斜視図である。
【図2】図1に示すシート成形金型によって突部付シートを製造する工程を説明するための図であり、図2(a)は、シート成形金型にシートをセットした様子を示す断面図であり、図2(b)は、ダイカバーと金型を閉じた状態を示す断面図である。
【図3】図1に示すシート成形金型によって突部付シートを製造する工程を説明するための図であり、図3(a)は、シートに突部を形成している様子を示す断面図であり、図3(b)は、シート成形金型を型開きした状態を示す断面図である。
【符号の説明】
【0032】
1…シート成形金型、2…シート、3…突部、4…加飾部、6…金型、7…ダイカバー、8…成形プレート、9…基型、11…剥取プレート(可動部)、12…突部、13…貫通孔、14…バネ(弾性体)、24…貫通孔、22…キャビティ、23…給気孔。
【技術分野】
【0001】
本発明は、電気機器の押釦スイッチ等に使用される突部付シートの製造方法及びシート成形金型に関する。
【背景技術】
【0002】
従来、このような分野の技術として、例えば、下記特許文献1がある。この文献には、加熱することにより軟化させたシートを、真空成形金型の突部に押さえ付けるとともに、その真空成形金型に形成された真空吸引孔より吸引して真空成形金型の突部の外表面に沿わせて変形させる技術が記載されている。
【特許文献1】特開2002−192649号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかしながら、このような突部付シートの製造方法では、シートに形成された突部間の平面部においてシワが生じたり、シートが反ったりする場合があった。
【0004】
そこで、本発明は、金型の突部の形状に合わせて、シワを生じさせずに且つシートを反らせないようシートを確実に成形することが可能な突部付シートの製造方法及びシート成形金型を提供することを特徴とする。
【課題を解決するための手段】
【0005】
本発明に係る突部付シートの製造方法は、表面に突部を有する金型と、その突部が嵌合される貫通孔を有する成形プレートとの間にシートを挟み、貫通孔に突部を嵌合させて、突部を有するシートを製造することを特徴とする。
【0006】
この突部付シートの製造方法によれば、成形プレートの貫通孔に金型の突部を嵌合させることにより、突部を有するシートを製造することができる。すなわち、シートは、まず、金型の突部における頂部に接触する。さらに、成形プレートの貫通孔と金型の突部とが嵌合することによって、金型の突部における頂部に接触したシート部分の周辺のシート部分は、金型の突部の側面に沿うように延伸され、また、成形プレートに当接したシート部分は、金型の表面に押さえ付けられる。このようにして、突部付シートが製造される。このとき、成形プレートに当接したシート部分は、確実に、金型の表面に押さえ付けられるため、シートに形成された突部間の平面部において、シワの発生やシートの反りを防止することができる。
【0007】
また、この突部付シートの製造方法において、金型の突部を貫通孔に嵌合させた状態で成形プレートに空圧をかけると好適である。この方法によれば、成形プレートには、空圧によって略均等に圧力がかけられるため、金型の表面に当接されたシート部分は、成形プレートから略均等に圧力を受ける。そのため、シートに形成された突部間の平面部において、シワは発生しにくい。また、成形プレートに貫通孔が形成されているために、シートの突部は、金型の突部の形状に沿って圧空される。
【0008】
ここで、金型の突部における頂部に当接するシートの部分は、加飾されていると良い。金型の突部における頂部に当接するシート部分の延伸はわずかであるため、加飾された部分の歪みはわずかである。したがって、その頂部に当接する加飾されたシート部分の形状は維持される。また、シートの加飾された部分は、成形プレートによって位置決めし易い。
【0009】
また、本発明に係るシート成形金型は、突部を有する金型と、突部が嵌合される貫通孔を有する成形プレートとを備えることを特徴とする。
【0010】
このシート成形金型によれば、金型と成形プレートとの間にシートを挟んで、成形プレートの貫通孔に、金型の突部を嵌合させることにより、突部を有するシートを製造することができる。すなわち、シートは、まず、金型の突部における頂部に接触する。さらに、成形プレートの貫通孔と金型の突部とが嵌合することによって、金型の突部における頂部に接触したシート部分の周辺のシート部分は、金型の突部の側面に沿うように延伸され、また、成形プレートに当接したシート部分は、金型の表面に押さえ付けられる。このようにして、突部付シートを製造することができる。このとき、成形プレートに当接したシート部分は、確実に、金型の表面に押さえ付けられるため、シートに形成された突部間の平面部において、シワの発生やシートの反りを防止することができる。
【0011】
このようなシート成形金型において、金型との間でキャビティを形成すると共に、該キャビティ内に給気するための給気孔が形成されたダイカバーをさらに備えることが好ましい。このシート成形金型によれば、金型とダイカバーとの間にシートを挟み、ダイカバーに形成された給気孔からキャビティに圧空をかけると、成形プレートには、空圧によって略均等に圧力がかけられるため、金型の表面に当接されたシート部分は、成形プレートから略均等に圧力を受ける。そのため、シートに形成された突部間の平面部において、シワは発生しにくい。また、成形プレートに貫通孔が形成されているために、シートの突部は、金型の突部の形状に沿って圧空される。
【0012】
ここで、金型は、突部を有する基型と、その基型との間に介在する弾性体によって支持された可動部とを有すると好適である。このような構造を採用することにより、シートに突部を成形する際、ダイカバーと可動部との間にシートを挟み、ダイカバーを可動部に押し当てることにより、弾性体は圧縮し、可動部は基型に当接する。そして、成形プレートの貫通孔に、金型の突部を嵌合させて、シートに突部を形成した後は、ダイカバーの可動部への押し当てを解除することにより、弾性体はその復元力によって復帰し、可動部は基型から離間する。このとき、基型の突部に押さえ付けられていたシートは、可動部の基型からの離間に伴い基型の突部から離脱するため、突部が形成されたシートを金型から容易に取り外すことができる。
【発明の効果】
【0013】
本発明によれば、金型の突部の形状に合わせて、シワを生じさせずに且つシートを反らせないようシートを確実に成形することが可能な突部付シートの製造方法及びシート成形金型を提供することができる。
【発明を実施するための最良の形態】
【0014】
以下、図面を参照して本発明の好適な実施形態について詳細に説明する。
【0015】
図1は、シート成形金型1の分解斜視図を示し、図2及び図3は、シート成形金型1によってシート2に突部3を形成する様子を示す工程図である。
【0016】
図1〜図3に示すように、シート2は、電気機器の押釦スイッチにおけるキーシートに用いられるものである。このシート2は、例えば、ポリカーボネート及びポリブチレンテレフタレートからなるポリカーボネート系樹脂のアロイフィルムから構成されている。シート2には、キー部になるべき部分に加飾部4が施されている。その加飾部4には、そのキー部が押下されることで電気機器において実行される機能を示す文字、記号、又は図形等が各種印刷方法、転写等によって、例えば抜き文字に形成されている。この加飾部4は、シート2上に格子状に配列するように形成されている。
【0017】
シート成形金型1は、加飾部4がシート2に形成される突部3の頂部に位置するように、シート2に突部3を形成するものである。このシート成形金型1は、下型にあたる金型6と上型にあたるダイカバー7と成形プレート8とを備えている。金型6は、基型9と剥取プレート(可動部)11とを有している。金型6に用いられる成形金型用の一般的な材料としては、NAK55,NAK80,PX5,PXZ等が挙げられる。この基型9の上面には、シート2に突部(キー部)3を成形するために上方に突出した突部12が格子状に配列するように形成されている。これらの突部12は、断面長円形状をしており、頂部12aは略平面に形成されている。また、剥取プレート11には、基型9の各突部12に対応して貫通孔13が形成されている。この剥取プレート11は、各貫通孔13が基型9の突部12に挿嵌されて、上下方向に変位可能となっている。基型9及び剥取プレート11それぞれの互いに対向する周縁部には、バネ(弾性体)14を収容するための凹部16,17が所定の間隔で対になって形成されている。そして、各凹部16,17には、バネ(弾性体)14が配置されており、剥取プレート11は、バネ14によって基型9に当接及び離間可能に支持されている。また、剥取プレート11の周縁部は、段差によって厚くなっている。さらに、剥取プレート11の外周には、剥取プレート11の周縁部の上面と面一な上面を有するフレーム18が固定されている。このフレーム18には、シート2を位置決めするためのピン19が形成されている。一方、シート2の周縁部には、このピン19を挿通するための孔20が形成されている。
【0018】
ダイカバー7は、成形プレート8を収容するスペース21を有し、金型6の剥取プレート11上に載置されることにより金型6との間でキャビティ22を形成するよう箱蓋状に形成されている。そして、ダイカバー7の側壁には、キャビティ22内を圧空するために空気を通気するための給気孔23が形成されている。そして、給気孔23には、給気孔23を通じて圧空用の空気を供給する給気装置(圧空手段:図示しない)がチューブ等(図示しない)を介して接続されている。また、成形プレート8には、基型9の各突部12に対応して複数の貫通孔24が形成されている。これらの貫通孔24は、突部12の外形よりもシート2の厚さ程度一回り大きく形成されている。さらに、成形プレート8の上面中央には、円柱状の棒状体26が垂設されており、ダイカバー7の中央に形成された貫通孔27に、この棒状体26が挿通され、さらに、上下移動させるエアシリンダー(図示しない)に連結されている。
【0019】
次に、シート成形金型1を用いて、突部付シート2を製造する製造方法について説明する。
【0020】
図2(a)に示すように、シート2を、金型6の剥取プレート11上に敷き、シート2の周縁部に形成された孔20を、フレーム18のピン19に挿入してシート2を固定する。このとき、シート2の加飾部4は、基型9における突部12の真上に位置するようにセットされる。また、成形プレート8は、予めヒーター(図示しない)により、約130℃に加熱しておく。さらに、金型6の基型9及び剥取プレート11もヒーター(図示しない)により、約60℃に加熱しておく。なお、ダイカバー7は、剥取プレート11から離間しているため、バネ14に、ダイカバー7からの圧力はかけられておらず、バネ14は、単に剥取プレート11を、基型9から離間させて支持している状態である。また、剥取プレート11の各貫通孔13は、基型9の突部12における先端部を取り囲む高さに位置しており、剥取プレート11の上面11aから基型9の突部12はほとんど突出していない状態である。
【0021】
続いて、図2(b)に示すように、剥取プレート11の下面と基型9の上面が当接するまで、ダイカバー7を、シート2の上方から剥取プレート11に押さえ付ける。このとき、バネ14は圧縮され、剥取プレート11の貫通孔13は、基型9の突部12に対して下方に変位する。このことにより、基型9の突部12は、剥取プレート11の上面11aから突出した状態となる。ここで、シート2は、上方にある成形プレート8からの放熱と下方にある基型9及び剥取プレート11からの放熱により、加熱されることになる。
【0022】
さらに、図3(a)に示すように、エアシリンダーの駆動により棒状体26を下方に下げることにより、成形プレート8が下がる。それと共に、給気装置(図示しない)8は、給気孔23を通じてキャビティ22内に空気を供給する。すると、成形プレート8には、上方から下方に向けて略均等に圧力がかかり、シート2は、まず、基型9の突部12における頂部12aに接触する。さらに、成形プレート8の貫通孔24と基型9の突部12とが嵌合することによって、基型9の突部12における頂部に接触したシート部分の周辺のシート部分は、基型9の突部12の側面12bに沿うように延伸され、また、成形プレート8に当接したシート部分は、剥取プレート11の上面11aに押さえ付けられる。これにより、シート2の加飾部4が、突部3の頂部に確実に位置決めされて、シート2に突部3が形成される。また、シート2の突部3の成形を確実にするために、シート2を間に挟むように基型9の突部12を成形プレート8の貫通孔24に嵌合させた状態で、成形プレート8に空圧をかけ続ける。この一連の成形は約15秒をかけて行われるが、この間、シート2は、成形プレート8、基型9の突部12及び剥取プレート11に当接して加熱されるため、軟化温度以上に加熱されながら、成形性、延伸性良く、突部3が形成される。ここで、基型9及び剥取プレート11は、成形プレート8よりも低く加熱されているため、基型9における突部12の周囲の側面12bに沿って成形されるシート2の部分が、延伸し易くなるとともに、突部3の頂部に形成された加飾部4の延伸や歪みを最小限に抑えることができる。
【0023】
成形プレート8には、突部12が形成された位置に対応して、突部12よりもシート2の厚さ程度一回り大きい貫通孔24が形成されている。そのため、基型9における突部12の頂部に押さえ付けられたシート部分は、上側からは押さえ付けられていないため、加飾部4の歪みはわずかであり、その形状は維持される。また、シート2の突部3は、剥取プレート11に貫通孔24が形成されているために、キャビティ22内に給気装置から供給された空気によって圧空されて、突部12の形状に沿って圧縮成形される。さらに、剥取プレート11の上面11aに当接されたシート部分は、剥取プレート11の上面と成形プレート8とによって挟まれるように成形されるため、突部12の裾の部分まで、シート2が確実に成形される。しかも、シート2の剥取プレート11の上面に当接されたシート部分は、圧空によって略均等に圧力がかけられた成形プレート8によって確実に押さえ付けられるため、シート2に形成される突部3,3間の平面部2aにおいてシワの発生やシート2の反りが防止される。
【0024】
このようにシート2に突部3が形成されると、図3(b)に示すように、圧空を解除すると共に、棒状体26を上方に上げて、成形プレート8をシート2から離脱させると共に、ダイカバー7を上方に上げて、シート2から離間させる。すると、バネ14にかけられていたダイカバー7からの圧力が解除されるため、バネ14はその復元力により復帰し、剥取プレート11を上方へ持ち上げる。このとき、剥取プレート11の貫通孔13は、基型9の突部12に対して上方へ変位すると共に、シート2の突部3が、基型9の突部12から離脱する。このことにより、シート2をフレーム18及び剥取プレート11から取り外し易くなる。このようにして、突部12が形成された突部3付シート2を製造することができる。
【0025】
なお、本発明は、上記実施形態に限定されない。
【0026】
上記実施形態では、基型9の突部12は、5列4段に形成されていたが、突部12の個数や形成位置は、必要に応じて変更してよい。その場合、成形プレート8や剥取プレート11に形成する貫通孔13,24を形成する数や位置も、突部12に対応させて変更する。勿論、突部12の立体形状や断面形状は、シート2に形成したい突部3の形状に合わせて適宜変更して良い。また、シート2を位置決めするためのピン19を有するフレーム18は、剥取プレート11の外周に固定されていたが、これに限らず、フレーム18を可動な部品としてシート2を搬送するために用いてもよい。
【0027】
また、上記実施形態では、金型6は、基型9と剥取プレート11とから構成されていたが、単に表面に突部12を有する一体の型であっても良い。また、フレーム18を用いずに、剥取プレート11にシート2を位置決めするためのピンを設けても良い。
【0028】
また、成形プレート8の上面には、給気孔23からの空気の流れを良好にするため、溝部を形成しても良い。
【0029】
さらに、上記実施形態では、シート2にポリカーボネート系樹脂のアロイフィルムを用いたが、これに限られず、アクリル製フィルム、ポリエチレンテレフタレート、ポリカーボネート等の熱可塑性フィルムを用いても良い。また、突部3の成形に当たっては、シート2を予め加熱しておいてもよい。なお、基型9及び剥取プレート11の加熱は必要に応じて行えば良く、成形上問題なければ、必ずしも加熱しなくとも良い。或いは逆に、成形プレート8、基型9及び剥取プレート11を加熱せずに、シート2を予め軟化温度以上まで加熱してシート2を成形しても良い。
【0030】
また、基型9や剥取プレート11に例えば鉛直な貫通孔を形成することで、金型6とキャビティ22とを連通する吸引路を設け、その吸引路を通じてキャビティ22内に負圧をかけてシート2に突部3を形成しても良い。
【図面の簡単な説明】
【0031】
【図1】本発明に係るシート成形金型の一実施形態を示す分解斜視図である。
【図2】図1に示すシート成形金型によって突部付シートを製造する工程を説明するための図であり、図2(a)は、シート成形金型にシートをセットした様子を示す断面図であり、図2(b)は、ダイカバーと金型を閉じた状態を示す断面図である。
【図3】図1に示すシート成形金型によって突部付シートを製造する工程を説明するための図であり、図3(a)は、シートに突部を形成している様子を示す断面図であり、図3(b)は、シート成形金型を型開きした状態を示す断面図である。
【符号の説明】
【0032】
1…シート成形金型、2…シート、3…突部、4…加飾部、6…金型、7…ダイカバー、8…成形プレート、9…基型、11…剥取プレート(可動部)、12…突部、13…貫通孔、14…バネ(弾性体)、24…貫通孔、22…キャビティ、23…給気孔。
【特許請求の範囲】
【請求項1】
表面に突部を有する金型と、その突部が嵌合される貫通孔を有する成形プレートとの間にシートを挟み、前記貫通孔に前記突部を嵌合させて、突部を有するシートを製造することを特徴とする突部付シートの製造方法。
【請求項2】
前記金型の前記突部を前記貫通孔に嵌合させた状態で前記成形プレートに空圧をかけることを特徴とする請求項1に記載の突部付シートの製造方法。
【請求項3】
前記金型の前記突部における頂部に当接する前記シートの部分は、加飾されていることを特徴とする請求項1又は2に記載の突部付シートの製造方法。
【請求項4】
表面に突部を有する金型と、
前記突部が嵌合される貫通孔を有する成形プレートと、
を備えることを特徴とするシート成形金型。
【請求項5】
前記金型との間でキャビティを形成すると共に、該キャビティ内に給気するための給気孔が形成されたダイカバーをさらに備えることを特徴とする請求項4に記載のシート成形金型。
【請求項6】
前記金型は、前記突部を有する基型と、その基型との間に介在する弾性体によって支持された可動部とを有することを特徴とする請求項4又は5に記載のシート成形金型。
【請求項1】
表面に突部を有する金型と、その突部が嵌合される貫通孔を有する成形プレートとの間にシートを挟み、前記貫通孔に前記突部を嵌合させて、突部を有するシートを製造することを特徴とする突部付シートの製造方法。
【請求項2】
前記金型の前記突部を前記貫通孔に嵌合させた状態で前記成形プレートに空圧をかけることを特徴とする請求項1に記載の突部付シートの製造方法。
【請求項3】
前記金型の前記突部における頂部に当接する前記シートの部分は、加飾されていることを特徴とする請求項1又は2に記載の突部付シートの製造方法。
【請求項4】
表面に突部を有する金型と、
前記突部が嵌合される貫通孔を有する成形プレートと、
を備えることを特徴とするシート成形金型。
【請求項5】
前記金型との間でキャビティを形成すると共に、該キャビティ内に給気するための給気孔が形成されたダイカバーをさらに備えることを特徴とする請求項4に記載のシート成形金型。
【請求項6】
前記金型は、前記突部を有する基型と、その基型との間に介在する弾性体によって支持された可動部とを有することを特徴とする請求項4又は5に記載のシート成形金型。
【図1】


【図2】
【図3】

【図2】
【図3】
【公開番号】特開2006−27066(P2006−27066A)
【公開日】平成18年2月2日(2006.2.2)
【国際特許分類】
【出願番号】特願2004−209106(P2004−209106)
【出願日】平成16年7月15日(2004.7.15)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
【公開日】平成18年2月2日(2006.2.2)
【国際特許分類】
【出願日】平成16年7月15日(2004.7.15)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
[ Back to top ]