
窒化アルミニウム溶射部材及びその製造方法
【課題】半導体等の製造における静電チャック、ヒーター、プラズマ処理チャンバーなどの部材やパワーデバイスの放熱絶縁基板に使用する部材に優れた熱伝導率と絶縁性持つ窒化アルミニウムの溶射膜を形成することが望まれているため、気孔率が低く、窒化アルミニウムの含有量の高い溶射膜を提供する。
【解決手段】基材上の少なくとも一部が溶射膜を形成してなり、当該溶射膜を構成する粒子は平均的な直径が1μm以上10μm以下の略球状をした窒化アルミニウム微粒子から構成されており、また、窒化アルミニウム粒子の隙間がIIIA族及び/又はIIA族化合物で埋められて、気孔率が15%以下であることを特徴とする窒化アルミニウム溶射部材に関し、このような部材は平均粒径が1〜10μmの窒化アルミニウム粉末、または同様の窒化アルミニウム粉末にIIIA族及び/又はIIA族化合物を含有させた混合粉末を用いて溶射を行うことにより製造することができる。
【解決手段】基材上の少なくとも一部が溶射膜を形成してなり、当該溶射膜を構成する粒子は平均的な直径が1μm以上10μm以下の略球状をした窒化アルミニウム微粒子から構成されており、また、窒化アルミニウム粒子の隙間がIIIA族及び/又はIIA族化合物で埋められて、気孔率が15%以下であることを特徴とする窒化アルミニウム溶射部材に関し、このような部材は平均粒径が1〜10μmの窒化アルミニウム粉末、または同様の窒化アルミニウム粉末にIIIA族及び/又はIIA族化合物を含有させた混合粉末を用いて溶射を行うことにより製造することができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、半導体等の製造における静電チャック、ヒーター、プラズマ処理チャンバーなどの部材やパワーデバイスの放熱絶縁基板に係るものであり、特に窒化アルミニウムの持つ特性を溶射膜として部材表面に付与するために、窒化物含有量が高く強固で緻密な溶射膜を与えるものに関する。
【背景技術】
【0002】
窒化アルミニウムは、熱伝導が高い絶縁材料であり、また、フッ素プラズマに対する耐性も優れている。このため、半導体素子などの製造工程におけるCVD(Chemical Vapor Deposition)などの成膜装置やプラズマエッチング装置等において、このような特性が要求される部品、例えば、ウエハ基板を保持するための静電チャックにおいては、ウエハ基板を所定の温度に面内で均一に保つためにウエハ基板と接する部分について、ウエハ基板加熱用ヒーターにおいては、金属電極と一体成形される絶縁部分について、また、プラズマエッチングやCVD工程のプラズマクリーニングにおけるチャンバーの保護用部材等について使用されている。
【0003】
窒化アルミニウム部分の形成方法としては溶射法、焼結法等を例示することができるが、成形等を必要とせず、複雑な部品に対しても窒化アルミニウム部分を形成可能という観点から溶射法にて形成することが好ましい。
【0004】
しかしながら、単純に窒化アルミニウム部分を溶射法で形成しようとすると、溶射条件によっては溶射の際、融解する前に酸化・分解してしまい、窒化アルミニウム膜の形成は容易ではなかった。そのため、窒化アルミニウムの溶射方法に関しては、種々の方法が検討されている。
【0005】
例えば、アルミナとカーボンとを混合して溶射し、得られた溶射膜を窒素中で熱処理する方法が報告されている(例えば、特許文献1参照)が、1800℃程度の高温が必要であり、金属基材への適用ができない。
【0006】
次いで、窒化アルミニウムとアルミナとを混合して造粒した粉末を用いて溶射する方法が報告されている(例えば、非特許文献1参照)。しかし、この報告では溶射膜中のAlN存在量は47%程度であり、溶射膜にはポアが多く、報告された熱伝導率はアルミナセラミックの焼結体より低く、更なる熱伝導率の向上が望まれている。
【0007】
また、金属とその金属の窒化物と酸化物とを混合したサーメット粉末、具体的には、金属ケイ素、窒化ケイ素及び酸化ケイ素の混合粉末を溶射して、ケイ素系サーメットのアンダーコートとし、その上にジルコニアを含むセラミックス溶射膜を形成する技術が報告されている(例えば、特許文献2参照)。しかし、窒化物を金属と混合することにより絶縁性が低下してしまうおそれがあった。
【0008】
さらに、金属アルミニウム粉末或いは金属アルミニウム粉末と窒化アルミニウムとを真空中で窒素ガスを含むプラズマ溶射によって反応性溶射を行うことで窒化アルミニウムを堆積させることも提案されている(例えば、特許文献3及び4参照)が、真空プロセスであるため大きな部材への溶射が容易でなく、また、金属アルミニウムが残ることにより絶縁性の低下が懸念される。
【0009】
【特許文献1】特開平5−051285号公報
【特許文献2】特開2003−313077号公報
【特許文献3】特開2004−083929号公報
【特許文献4】特開2006−307298号公報
【特許文献5】特開2001−332668号公報
【非特許文献1】H.Yang,W.Luan,S−T.Tu“AlN/Al2O3 Composite Coating Deposited by Plasma Spray”Proceedigs of the 1st Asian Thermal Spray Conference,41(2005)
【発明の開示】
【発明が解決しようとする課題】
【0010】
以上説明した様に、半導体素子などの製造工程におけるCVDなどの成膜装置やプラズマエッチング装置の静電チャック、ヒーター、チャンバーなどの部材に窒化アルミニウムを溶射することで、焼結法においては必須の高温処理工程が省け、金属基材に直接プラズマ耐性を付与することが期待されるが、窒化アルミニウムの緻密な溶射膜を、高い生産性で溶射成膜することは困難であった。
【0011】
本発明の目的は、上述の用途に適した、緻密で基材への密着性が良好な窒化アルミニウム溶射膜を形成した溶射部材とその製造方法を与えるものである。
【課題を解決するための手段】
【0012】
本発明者らは、上述のような現状に鑑み、鋭意検討を行った結果、特定の大きさの窒化アルミニウムの粉末を溶射原料として用いて大気圧プラズマ溶射し、基材直前での窒化アルミニウムの粉末を表層が酸化するに留まる温度で高速に基材に衝突させることにより窒化物の比率が高く、基材への密着性が良好な窒化アルミニウム溶射膜を形成した部材を提供できること、また、窒化アルミニウム粉末のかわりに、窒化アルミニウム粉末とIIIA族及び/又はIIA族化合物粉末とを混合、分散させた混合粉末を使用することによって、より緻密な窒化アルミニウム溶射膜を形成した部材を提供できることを見出し、本発明を完成するに至ったものである。
【0013】
即ち、本発明は、基材上に、平均的な直径が1μm以上10μm以下の略球状をした窒化アルミニウム粒子からなる溶射膜が形成されてなる窒化アルミニウム溶射部材等に関する。
【0014】
以下、本発明の部材について詳細に説明する。
【0015】
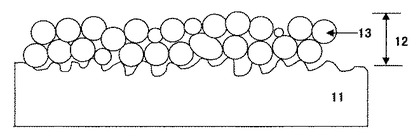
本発明の窒化アルミニウム溶射部材を模式的に表すと、図1に示すように基材11上に平均的な直径が1μm以上10μm以下の略球状をした窒化アルミニウム粒子13が堆積して構成される溶射膜12からなるものである。この窒化アルミニウム粒子の堆積のメカニズムとしては、溶射によって窒化アルミニウム粒子の表面が一部酸化して粒子同士の付着が発生し、溶射膜が堆積すると考えられる。
【0016】
基材上の窒化アルミニウム粒子の平均的な直径としては、1μm以上10μm以下であり、好ましくは2μm以上8μm以下である。窒化アルミニウム粒子の平均的な直径は大きい程、溶射の過程で生ずる粒子表面の酸化層による熱伝導率の低下が少ないが、平均的な直径が大きくなりすぎると、中心部の酸化されていない窒化アルミニウムが多くなることで、溶射時に基材に付着せずに跳ね返るため、溶射膜が形成しにくくなる。
【0017】
なお、本発明において、平均的な直径とは、溶射膜を構成する個々の粒子の直径の平均値のことをいい、溶射膜断面のSEM(走査型電子顕微鏡)観察による個々の粒子の直径の計測、あるいはEPMA(電子線プローブマイクロアナライザー)、EDS(エネルギー分散型分光器)などで窒素、酸素、アルミニウムの組成像を観察し、その個々の粒子の直径を計測するなどの方法にて測定された値である。
【0018】
また、窒化アルミニウム粒子は溶射の過程で表面が若干酸化・溶融して丸みを帯びる。従って、本発明でいう略球状とは、具体的には球状又は楕円状の丸みを帯びた形状のことを意味する。窒化アルミニウム粒子の形状は溶射膜の断面を研磨してSEM観察あるいはEPMA、EDSなどで窒素、酸素、アルミニウムの組成像を観察することで判別できる。
【0019】
窒化アルミニウム溶射膜の厚みは、5μm以上500μm以下が好ましい。5μm未満では絶縁性が乏しい場合があり、500μmより厚いと、溶射膜が基材から剥がれやすい場合がある。
【0020】
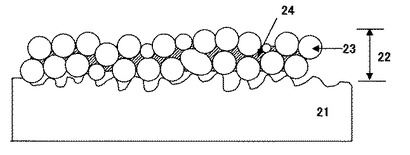
窒化アルミニウム溶射膜を構成する窒化アルミニウム粒子は、溶射時に表面しか潰れないので粒子間に間隙が形成される。溶射膜中に間隙が生ずると、溶射膜の気孔率が増加するために熱伝導率の低下、絶縁性の低下等が発生するおそれがある。そこで、図2に示すように窒化アルミニウム粒子23の隙間をIIIA族及び/又はIIA族化合物24で埋めることにより気孔が低減される。IIIA族及び/又はIIA化合物は、溶射により溶融するため、スプラットとして窒化アルミニウム粒子が形成する間隙に堆積していくものと本発明者らは考えている。窒化アルミニウムの良好な物性(熱伝導率、絶縁耐圧など)を得るためには、気孔率を15%以下とすることが好ましい。
【0021】
本発明における気孔率の測定方法としては、溶射膜を基材から剥がしてアルキメデス法によって嵩密度を測定し、真密度との比率から計算する方法や、溶射膜の断面をSEM等によって観察した画像から気孔部分をトレースし、画像処理ソフトを用いて気孔部分の面積を計測し、その面積を気孔部分と溶射膜の面積で割ることで測定できる。
【0022】
IIIA族化合物とは、Sc,Y,La,Ceなどの希土類金属の酸化物、フッ化物、燐酸塩などを意味し、IIA族化合物とは、Mg、Ca、Sr、Ba等のアルカリ土類金属の酸化物、フッ化物、燐酸塩などを意味し、絶縁性の化合物であることが好ましい。溶射膜中のIIIA族及び/又はIIA族化合物の含有量は1wt%以上30wt%以下であることが好ましい。1wt%未満では気孔低減効果が少ない場合があり、30wt%より多いと熱伝導率が低くなるおそれがある。溶射膜中のIIIA族及び/又はIIA族化合物の含有量は1wt%以上25wt%以下であることがさらに好ましい。
【0023】
また、本発明の溶射部材の基材としては、熱伝導率が100W/mK以上のアルミニウム、モリブデン、銅などの金属や、銅―モリブデン、アルミニウム―シリコンなどの複合金属や合金、アルミニウム―炭化珪素、シリコン―炭化珪素などの金属セラミックス複合材を例示することができる。これらの基材表面は、サンドブラスト等やフッ酸によって粗面化し、溶射膜を付着しやすくしてもよい。基材表面の表面粗さRaとしては、0.1〜15μmが好ましい。ここで表面粗さRaとは、JISB0601:2001に記載される算術平均粗さRaを指す。一方、窒化アルミニウム溶射膜の熱伝導率は10W/mK以上であることが好ましい。
【0024】
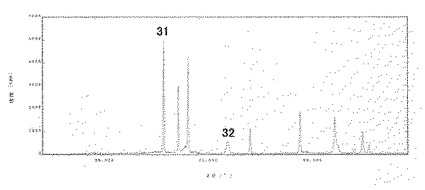
上述のように、窒化アルミニウム粒子夫々の表面は溶射過程で若干酸化することで溶融して隣接粒子と結合している。図3に、本発明で用いられる窒化アルミニウム溶射膜のX線回折チャートの一例を示す。六方晶の窒化アルミニウムの(100)面(2θ:33.256°)がメインピーク31で、その他の相としてγ酸化アルミニウムの(400)面(2θ:45.789°)のピーク32が見られる。また、プラズマの出力が高いとα酸化アルミニウム(104)面(2θ:35.103°)のピークが発生することがある。強固に粒子同士が結合し、ある程度の熱伝導性を確保するには溶射膜のX線回折ピーク強度において、窒化アルミニウム(100)面のピーク強度に対するγ酸化アルミニウム(400)面とα酸化アルミニウム(104)面のピーク強度の和との比が0.05以上0.2以下であることが好ましい。ここでこの比が0.05未満の場合、窒化アルミニウム粒子同士の結合が弱く、IIIA族及び/又はIIA族化合物を添加して粒子同士の結合を強化した方が良い場合があり、この比が0.2を超えると、熱伝導性が犠牲となる場合がある。
【0025】
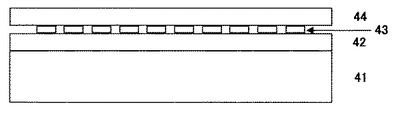
本発明の窒化アルミニウム溶射部材は半導体素子などの製造工程におけるCVDなどの成膜装置やプラズマエッチング装置などにおいて、ウエハ基板を保持するための静電チャックや、また、ウエハ基板を加熱するためのヒーターに用いることができる。具体的には図4に示すようにアルミニウム合金、ステンレスなどの金属やアルミニウム−炭化珪素、シリコン−炭化珪素などの金属セラミックス複合材で構成された基材41に、少なくとも第1の溶射膜42、金属電極層又はヒーター層43、第2の溶射膜44が形成され、第1の溶射膜及び/又は第2の溶射膜が上述した窒化アルミニウム溶射膜、又は窒化アルミニウム粒子とIIIA族及び/又はIIA族化合物とからなる溶射膜である。
【0026】
本発明の窒化アルミニウム溶射部材は、また、半導体素子などの製造工程におけるCVDなどの成膜装置、プラズマエッチング装置、プラズマクリーニング装置、アッシング装置などの装置内部の部材としてプラズマにさらされる部分に前記窒化アルミニウム溶射膜を形成して用いることができる。
【0027】
上記プラズマにさらされる部分に用いる前記窒化アルミニウム溶射膜を形成した部材の好適な例としては、ドーム(ベルジャー)、シリンダー、又はリングが挙げられ、該窒化アルミニウム溶射膜の表面粗さRaは1μm以上15μm以下が好ましい。これらの部品は部材表面がプラズマにより腐食されるだけでなく、ウエハをエッチング、クリーニング、或いはアッシングすることにより、部材表面に堆積膜が付着し、それにプラズマが当たることで発塵となる。窒化アルミニウム溶射膜の算術平均粗さRaを1μm以上とすることで堆積膜の付着性が高まる。また、プラズマが当たることにより堆積膜に熱負荷がかかるが、高熱伝導の窒化アルミニウム溶射膜に放つことで温度変化が緩和される。これらにより発塵を低減することができる。ここで、算術平均粗さRaが15μmを超える場合、基材の算術平均粗さを窒化アルミニウム溶射膜で被覆するために必要な溶射膜厚が厚くなり、生産性が低下することがある。これらの部品の基材は、上述の熱伝導が高い材料の他に、チタン、或いは絶縁性が高い石英ガラス、セラミックなどを用いることができる。なお、部材の外側から内側へ誘導結合で高周波を導入するには絶縁性が高い基材を用いる。
【0028】
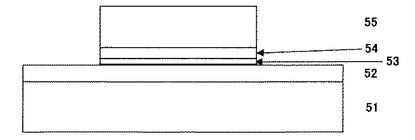
本発明の窒化アルミニウム溶射部材は、さらに、パワーデバイスの放熱絶縁基板として用いることができる。その場合、図5に示すように基材が金属放熱基板51であり、その上に窒化アルミニウム溶射膜52が形成されている。基材としては、熱伝導率が100W/mK以上のアルミニウム、モリブデン、銅などの金属や、銅―モリブデン、アルミニウム―シリコンなどの複合金属や合金、アルミニウム―炭化珪素、シリコン―炭化珪素などの金属セラミックス複合材を用いることができる。窒化アルミニウム溶射膜52は熱伝導率10W/mK以上であることが好ましい。窒化アルミニウム溶射膜52はその上にパワーデバイス55を載せるため表面は研磨されており、その上に半田54を載せてパワーデバイス55と接合するため、銅やニッケルなどの金属53がメッキ又は溶射されている。
【0029】
さらに、本発明の窒化アルミニウム溶射部材においては、窒化アルミニウム溶射膜に存在する気孔を封孔しているものも使用することが出来る。本発明でいう封孔とは、溶射膜中の気孔が何らかの封孔剤で埋まっている状態を指し、封孔剤としては、例えば、エポキシ系、アクリル系、シリコン系、フッ素系等の熱硬化型や室温硬化型の樹脂や、ポリシラザンやアルミニウム、イットリウムの有機金属等で構成される無機酸化物系コーティング剤を使用することが出来る。
【0030】
封孔の方法としては、例えば、溶射膜表面に封孔剤を塗布した後に硬化させる方法や、溶射膜を真空中で液状の封孔剤に浸漬させた後に硬化させる方法等を挙げることが出来る。封孔することにより、窒化アルミニウム溶射膜の強度や、熱伝導率、後述する絶縁耐圧等の溶射膜の特性が向上する。
【0031】
本発明の窒化アルミニウム溶射部材は、窒化アルミニウム溶射膜の絶縁耐圧が0.15MV/cm以上であることが好ましく、0.2MV/cm以上であることがより好ましい。絶縁耐圧が0.15MV/cmより低いとパワーデバイスの放熱絶縁基板やプラズマ処理装置の部材で使用する場合に窒化アルミニウム溶射膜を厚くつける必要があり、基材への放熱が低下することがある。窒化アルミニウム溶射膜の絶縁耐圧を向上する方法としては、溶射膜の密度を向上することや、封孔をすることを挙げることが出来る。
【0032】
本発明の窒化アルミニウム溶射部材の製造方法は、例えば、平均粒径が1μm以上10μm以下の窒化アルミニウム粉末を溶射装置に供給し、基材直前における窒化アルミニウム粒子の平均温度が2200℃以上、2280℃以下、平均飛行速度が400m/s以上600m/s以下となる条件の大気圧プラズマ溶射により窒化アルミニウム溶射膜を基材上に形成することで製造することができる。この窒化アルミニウム粉末の溶射時の温度や速度は、例えばカナダのTECNAR社製、商品名「DPV−2000」を用いて測定することができる。DPV−2000においては、溶射粒子温度は粒子の発光を2色温度計によって計測し、粒子の飛行速度は発光している粒子がセンサーを通過する時間から計測する。この粒子の温度が2200℃未満では溶射膜の堆積効率が低くなり、また、膜の基材への付着が弱くなることがあり、2280℃を超えると窒化アルミニウムの酸化、分解が促進される。
【0033】
本発明の窒化アルミニウム溶射部材において、窒化アルミニウム粒子間の間隙をIIIA族及び/又はIIA族化合物粒子で埋めるためには、例えば、平均粒径が1μm以上10μm以下の窒化アルミニウム粉末と、平均粒径が1μm以上10μm以下のIIIA族及び/又はIIA族化合物とを一緒に溶射装置に供給し、基材直前における熔融粒子の平均温度が2200℃以上、2280℃以下、平均行速度が400m/s以上600m/s以下となる条件の大気圧プラズマ溶射することにより、得ることができる。
【0034】
本発明で用いる溶射原料粉末の平均粒径とは、レーザー回折法にて測定した平均粒径や、粉末をSEM観察した写真の粉末の平均の直径として1〜10μmが好ましく、更に好ましくは2〜8μmである。平均粒径が10μmよりも大きい粉末を用いると、先に述べたように融点が高い窒化物粉末が溶融せずに溶射膜が堆積しないことがある。また、平均粒径が1μmよりも小さいと、基材に衝突する速度が下がり、付着性が悪くなることや、酸化が促進されるため、窒化アルミニウムの割合が低下することがある。なお、一般にセラミックは融点が高くしかも熱伝導率が低いため、均一な溶融状態が得られにくいので金属粉末に比べて細かめの粒度の粉末が用いられるが、細かすぎると、溶射フレーム中の最適位置への投入が難しい・送給時にトラブルを生じやすい等の問題が生ずるため、通常のプラズマで、平均粒径30〜50μm、高出力高能率の水安定化プラズマの場合で〜100μm程度の粉末が用いられる(例えば、沖幸男ら、日本溶射協会編「溶射技術入門」(2006)第191〜192頁参照)。これに対して、本発明で用いる原料粉末の平均粒径は従前に比べて、かなり微細なものとなっている。このような微細な粉末の供給は、例えば表面倣い式を用いるテクノサーブ社製、商品名「AM−30」や容量式を用いるドイツサーミコ社製、商品名「CPF−2HP」を使用することで達成できる。
【0035】
本発明で用いる溶射膜形成方法としてはプラズマ溶射であることが好ましい。特に、高出力・高ガス流量のプラズマによって溶射することが好ましい。高出力とは、50kW以上、高ガス流量とは120SLM(Standard Litter Per Minute)以上のプラズマを挙げることが出来る。出力・ガス流量を上げる事の効果は定かではないが、ガス流量を上げる事で、窒化物粉末がプラズマに滞在する時間が短くなり、酸化・分解が抑制されるものと考えられる。通常、ガス流量を増加させると、粉末が溶融しないために溶射膜が堆積しにくいが、プラズマの出力を増加させることで、粉末表面に溶融層が形成されると考える。
【0036】
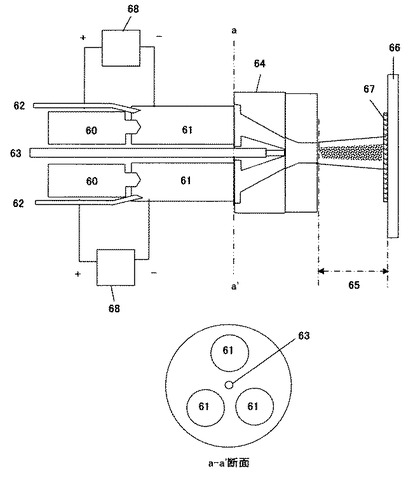
また、本発明の製造方法において、原料粉末の溶射ガンへの供給としては、プラズマ内部へ供給する方式であることが好ましい。プラズマ内部への粉末を供給する方式の溶射ガンとしては、例えば、カナダNorthwest Mettech社製の商品名「Axial III」が挙げられる。この溶射ガンでは、3個のプラズマ電極が溶射粉末供給ノズルの周囲に120度の間隔で配置されていることから、プラズマ中心に溶射粉末が投入されるため、プラズマがN2やH2等の還元雰囲気である場合には、溶射粉末が酸素に触れることによる酸化を防ぐことも出来る。
【0037】
図6にプラズマ内部への粉末供給方式のプラズマ溶射装置の一例の概念図を示す。プラズマ溶射装置は3つのアノード61とカソード60との間に流れたプラズマガス62がアーク放電にすることによって形成されるプラズマジェットをコンバージェンス64で集合させる。この集合したプラズマジェットを熱源として、その中央に溶射粉末63が投入されて溶融し、溶融した溶射粉末はプラズマガスの流速で基材66にぶつかり堆積するものである。
【0038】
本発明の製造方法において、溶射膜形成の際の溶射ガスとしては、N2、Ar等不活性ガスあるいはH2等還元性ガスを用いることができる。溶射ガス中に酸素が存在すると溶射原料粉末中の窒素が溶射中に酸化されて、溶射膜の窒素含有量が大きく低下するため、溶射ガス中の酸素濃度はできる限り低い方が好ましいが、大気中で窒化物粉末を溶射する際、溶射の出力を上げることで、高温になって飛行する溶射粉末や、堆積後の溶射粉末の表面の少量が酸化物に変化し、この酸化物が窒化物同士をつなげる役割になることも考えられる。溶射膜中の窒化物の存在とその量は、溶射膜表面をX線回折法によって確認可能であり、溶射膜中の窒素量は、EPMAによって測定することが可能である。また、溶射膜中のIIIA族及び/又はIIA族の量は、蛍光X線分析等を行うことで測定可能である。
【0039】
本発明の製造方法において、常圧下での溶射ガン先端と基板との間の距離である溶射距離は、40〜150mmが好ましい。溶射距離が150mmをこえると基板に溶射粉末が付着するまでに冷却されてしまい、基板上に溶射膜が堆積されない場合があり、溶射距離が40mmより短いと基材、溶射膜両方の温度が上昇してしまい、溶射膜や基材の割れの原因や、溶射膜中の窒素含有量が低下する場合がある。
【0040】
更に、溶射フレームを基材に溶射する際の投入する溶射パワーは用いる装置によっても異なるが、例えば図6に示すようなプラズマ溶射装置の場合、溶射パワーとして、50kW以上150kW以下を例示することができる。
【0041】
上記においては、高出力・高ガス流量のプラズマ溶射法によって本発明の窒化アルミニウム溶射部材を得ることを説明したが、次いで、高出力・高ガス流量によらない、他のプラズマ溶射法により、本発明の窒化アルミニウム溶射部材を得る製造方法を以下に示す。
【0042】
即ち、(1)平均粒径が1μm以上10μm以下の窒化アルミニウム粉末及び当該窒化アルミニウム粉末の重量に対して、0.1〜5wt%の潤滑剤を添加した混合粉末、又は平均粒径が1μm以上10μm以下のIIIA族及び/又はIIA族化合物粉末、平均粒径が1μm以上10μm以下の窒化アルミニウム粉末、及びこれらの粉末の合計重量に対して、0.1〜5wt%の潤滑剤を添加した混合粉末を溶射粉末として溶射装置に供給し、大気圧プラズマ溶射により窒化アルミニウム溶射膜を基材上に形成する方法、又は、
(2)平均粒径が1μm以上10μm以下の窒化アルミニウム粉末、又は平均粒径が1μm以上10μm以下のIIIA族及び/又はIIA族化合物粉末と平均粒径が1μm以上10μm以下の窒化アルミニウム粉末との混合粉末を溶射ガンのプラズマ出口の外側に、プラズマジェットに垂直に2ヵ所以上で対向して供給し、溶射距離が40mm以上70mm以下となる条件で大気圧プラズマ溶射により窒化アルミニウム溶射膜を基材上に形成する方法に係るものである。
【0043】
まず、(1)の製造方法においては、平均粒径が1μm以上10μm以下の窒化アルミニウム粉末及び当該窒化アルミニウム粉末の重量に対して、0.1〜5wt%の潤滑剤を添加した混合粉末、又は平均粒径が1μm以上10μm以下のIIIA族及び/又はIIA族化合物粉末、平均粒径が1μm以上10μm以下の窒化アルミニウム粉末、及びこれらの粉末の合計重量に対して、0.1〜5wt%の潤滑剤を添加した混合粉末を溶射粉末として使用することに特徴がある。
【0044】
潤滑剤としては、例えば、ステアリン酸、ベヘン酸、リグノセリン酸等の飽和脂肪酸やパラフィンなどが挙げられる。これら潤滑剤を溶射原料粉末に添加することにより、高ガス流量で溶射原料粉末を溶射装置に送給することなく溶射が可能となり、また溶射原料粉末が送給中に詰まることや供給量の変動等のトラブルが減少するとの効果が生じる。この効果の原理としては、粉末表面に存在する潤滑剤が粉末同士の摩擦を少なくさせるためと考えられる。
【0045】
潤滑剤の量としては、窒化アルミニウム粉末を溶射粉末として単独で用いる場合には、窒化アルミニウム粉末重量の0.1〜5wt%の量を、窒化アルミニウム粉末とIIIA族及び/又はIIA族化合物との混合粉末を溶射粉末として用いる場合には、混合粉末重量の0.1〜5wt%の量を添加することが好ましい。潤滑剤の添加量が0.1wt%より少ないと潤滑効果が少なくなるために、送給トラブルが発生し易くなり、5wt%よりも多いと潤滑剤が溶射膜に残留するために溶射膜の膜質が低下するおそれがある。
【0046】
窒化アルミニウム粉末に潤滑剤を添加する方法や、窒化アルミニウム粉末とIIIA族及び/又はIIA族化合物との混合粉末に潤滑剤を添加する方法としては、例えば、それぞれの粉末と潤滑剤の混合物に乾式や湿式のボールミル行うことが挙げられる。
【0047】
このように調製した溶射原料粉末は、流動性が向上したことで、通常のディスク式供給機(例えばスルザーメテコ製の商品名「Twin−120A」やPraxair社製の商品名「1264Powder Feeder」)、振動式供給機(例えばエアロプラズマ社製の商品名「UF−7050」)、流動床式供給機(例えばスルザーメテコ社製の商品名「4MP」や「5MPE」、「9MP」)等を用いて、高出力・高ガス流量をなし得ない溶射装置に供給して、本発明の窒化アルミニウム部材を製造することが可能となった。
【0048】
一方、(2)の製造方法においては、平均粒径が1μm以上10μm以下の窒化アルミニウム粉末、又は平均粒径が1μm以上10μm以下のIIIA族及び/又はIIA族化合物粉末と平均粒径が1μm以上10μm以下の窒化アルミニウム粉末との混合粉末を、溶射ガンのプラズマ出口の外側に、プラズマジェットに垂直に2ヵ所以上で対向して供給し、溶射距離が40mm以上70mm以下となる条件で大気圧プラズマ溶射することを特徴とする。
【0049】
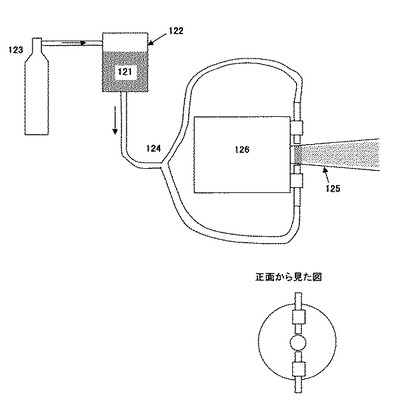
窒化アルミニウム粉末、又はIIIA族及び/又はIIA族化合物粉末と窒化アルミニウム粉末との混合粉末を、溶射ガンのプラズマ出口の外側に、プラズマジェットに垂直に2ヵ所以上で対向して供給している状態の一例を図12に示す。溶射原料粉末(121)を粉末供給機(122)により、He等の不活性ガス(123)を用いて供給する。途中で二股に分岐する(124)か、若しくは2台の供給機を用いて、プラズマジェット部分(125)に垂直に2ヵ所(図12の場合)で対向して、供給する。このような溶射装置としては、例えば、Praxair社製の商品名「SG−100」やスルザーメテコ社製の商品名「9MB」、「F4」、「Triplex」等の溶射装置を挙げることができる。
【0050】
溶融原料粉末を供給するためのHe等の不活性ガスの供給量は5〜30SLMであることが好ましい。不活性ガスの供給量が5SLMより低いと細かい粉末が流れにくくなり、30SLMよりも高いとプラズマジェットを弱めてしまい、溶射膜の付着量が減少することや膜質の低下が発生することがある。また、2ヶ所以上で対向して供給する理由としては、対向せず、プラズマに対して一方向のみから粉末を供給すると、粉末がプラズマを突き抜けてしまうことがあるが、対向とすることで粉末がプラズマ、特にその中心に入り易くなるためである。
【0051】
そして、溶射距離としては、40〜70mmとすることが好ましい。溶射距離が70mmをこえると基板に溶射粉末が付着するまでに冷却されてしまい、基板上に溶射膜が堆積されない場合があり、溶射距離が40mmより短いと基材、溶射膜両方の温度が上昇してしまい、溶射膜や基材の割れの原因や、溶射膜中の窒素含有量の低下や組成の変化が発生する場合がある。
【0052】
又、これら溶射装置で溶射膜形成の際の溶射ガスとしては、例えば、主ガスとして、Ar及び/又はN2、副ガスとして、H2を用いることが好ましい。H2を用いることでプラズマの熱量とプラズマジェットの速度を上昇させ、さらに溶射距離を40〜70mmとすることで、飛行する溶射粉末や堆積後の溶射粉末の表面が高温になり、その一部が酸化物に変化し、この酸化物が窒化物同士をつなげる役割を果たすものと考えられる。主ガスであるAr及び/又はN2と副ガスであるH2のガス流量としては、溶射装置によって多少異なるが、それぞれ60SLM以上、1〜15SLMが好ましい。
【0053】
なお、潤滑剤を含有した溶射原料粉末を(2)の発明に適用可能であることはいうまでもない。
【発明の効果】
【0054】
本発明の窒化アルミニウム部材は、窒化アルミニウムの持つ優れた特性を溶射によって部材表面に付与することで、半導体等の製造における静電チャック、ヒーター、プラズマ処理装置チャンバーに使用した際、絶縁性と高い熱伝導性を持ち、ウェハの面内温度分布を均一にすることができるため、安定して処理を行うことができる。また、パワーデバイスの放熱絶縁基板に使用した際、大面積で絶縁層が薄い絶縁基板を容易に提供することができる。
【実施例】
【0055】
本発明を実施例に基づき詳細に説明するが本発明はこれらの実施例のみに限定されるものではない。
【0056】
なお、以下の実施例・比較例における溶射膜を構成する粉末の平均的な直径、気孔率、絶縁耐圧は次のように測定した。
(1)平均的な直径
溶射膜断面のSEMにて1000倍の倍率で観察による観察した画像から、観察可能な個々の粒子の直径を計測し、その平均値を求めた。
(2)気孔率
溶射膜断面をSEMにて1000倍の倍率で観察した画像から、気孔部分をトレースした。このトレースした気孔部分の面積をナノシステム社製品名「ナノハンター」を用いて計測した。また、気孔を含む溶射膜全体の面積も測定し、気孔部分の面積を溶射膜の面積で割ることで気孔率を求めた。
(3)絶縁耐圧
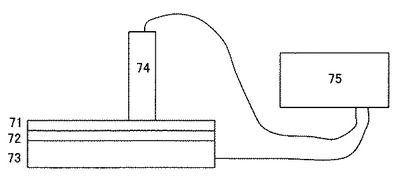
図7に示すように、溶射基材としてアルミニウム溶射膜72を100μm堆積させたグラファイト73を用いた窒化アルミニウム溶射膜71の上に直径1cmの電極74を押し付け、グラファイトにも電極をつなぎ、菊水電子工業(株)製、耐電圧試験機商品名「TOS8750」75を用い、DC、1mAの条件で徐々に電圧を5kVまで上昇させて絶縁破壊電圧を測定した。
【0057】
実施例1
東洋アルミニウム(株)製窒化アルミニウム粉末FLC(平均粒径4.2μm)をNorthwest Mettech社製、商品名「Axial III」溶射装置を用いて石英ガラス基材上に溶射を行った。粉末の供給としては、ドイツサーミコ社製、商品名「CPF−2HP」を使用した。
【0058】
溶射に用いた石英ガラス基板は、ブラストにより表面粗さRaを5μmとした石英ガラスに対し、5%フッ酸で2時間処理して表面粗さRaを8μmとしたものを使用した。
【0059】
このときの溶射条件としては、常圧にて、溶射距離100mm、プラズマパワーを95kW、溶射ガスとしてAr、N2とH2ガス合わせて280SLM流し、上記窒化アルミニウム粉末を15g/分の供給量で流し、溶射ガンを400mm/秒の速度で移動させながら、20パス溶射を行った。この溶射中の粒子の速度、温度をカナダのテクナー社製、商品名「DPV−2000」にて測定したところ、590m/秒、2250℃であった。
【0060】
この成膜した溶射膜の膜厚は120μm、表面粗さRaは9μmであり、X線回折法による構成相の解析では、六方晶窒化アルミニウムとγ酸化アルミニウムが観察され、六方晶窒化アルミニウム(100)面とγ酸化アルミニウム(400)面のX線回折のピーク強度比は、0.11であった。また、この溶射膜の断面をSEMによる観察を行ったところ、平均的な直径が4μm程度の球状粒子から構成され、この断面SEM観察を行った画像に対して画像解析法による気孔率を測定したところ、気孔率は27%であった。
【0061】
実施例2
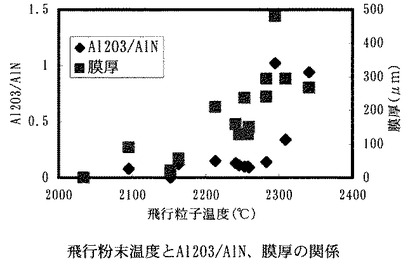
溶射条件として、プラズマガス流量を100〜280L/min、出力を60〜130kW、溶射距離を60〜140mmと変化させた以外は実施例1と同様の条件で溶射を行い、飛行中の粉末温度、速度と溶射の膜厚、六方晶窒化アルミニウムのピーク強度比を測定した。図8に示すように、溶射膜の膜厚は飛行中の粉末温度の上昇と共に上昇するが、2280℃を超えると酸化アルミニウムの割合が増え、六方晶窒化アルミニウムの割合が急激に減少した。また、2200℃よりも低いと、溶射膜の堆積が少なかった。
【0062】
実施例3
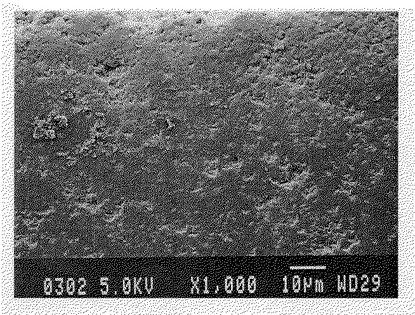
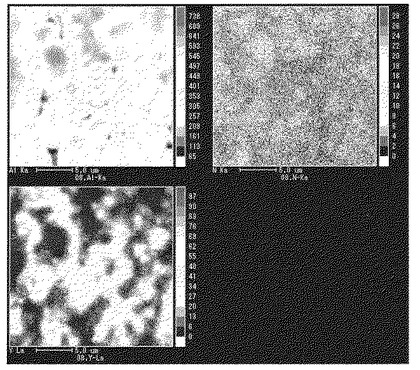
溶射基材として表面をブラストした上にアルミニウム溶射膜を100μm堆積させたグラファイトを用い、溶射に用いる粉末として混合比率を変化させた窒化アルミニウム粉末と酸化イットリウム(日本イットリウム製4N、平均粒径4μm)又は酸化マグネシウム(高純度化学製2N、平均粒径4μm)との混合粉末を実施例1と同様の条件で溶射を行った。この溶射膜について、蛍光X線分析によって溶射膜中の酸化イットリウム又は酸化マグネシウムの量を測定し、溶射膜の断面SEM観察した画像を画像解析法によって気孔率を測定し、アルバック理工(株)社製、商品名「LaserPIT」によって熱伝導率の測定を行った。その結果を表1に示す。溶射膜の酸化イットリウムの含有量は7から30重量%、酸化マグネシウムの含有量は8重量%、気孔率は11%から13%、六方晶窒化アルミニウムのピーク強度比は0.11から0.12、熱伝導率は11から46W/mKであった。また、どの溶射膜も平均的な直径が4μm程度の球状粒子から構成されていた。酸化イットリウム含有量7重量%の溶射膜断面のSEM像を図9に示す。また、酸化イットリウム含有量30%の溶射膜断面のEPMAによるAl、N、Yの分布を図10に示す。粒子状のAl、Nの間隙にY濃度が高い部分があり、窒化アルミニウム粒子の間隙に酸化イットリウムが存在していることが確認される。
【0063】
【表1】

【0064】
実施例4
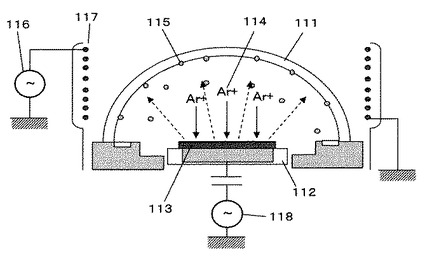
図11に示すプラズマクリーニング装置の石英製のベルジャー111及びリング絶縁基台112の表面をブラストして表面粗さを各々、7、6、3μmとした。実施例3と同じ窒化アルミニウム粉末および酸化イットリウム粉末を用いて、酸化イットリウム粉末の混合比率を2wt%として、パス数のみ15とした他は、実施例1と同様の条件で溶射を行い、平均溶射膜厚90μmの窒化アルミニウム溶射部材を得た。ベルジャー111、リング絶縁基台112の表面粗さは各々、8、7、4μmであった。これらの部材とその他の必要な部材を超純水で超音波洗浄し、クリーンオーブンで乾燥後、プラズマクリーニング装置のチャンバーにセットした。
【0065】
実施例5
基材として、アルミニウム−炭化珪素複合体である電気化学工業株式会社製の商品名「アルシンクA−SC60」を用意し、その表面に表1の酸化イットリウム含有量7wt%の窒化アルミニウム溶射膜を実施例1と同様の条件で作製した。
【0066】
この窒化アルミニウム溶射膜に対する封孔剤として、シリコン系の樹脂でアルコキシシラン化合物で構成される株式会社ディ・アンド・ディ社製、商品名「パーミエイトHS−100クリア」、エポキシ系樹脂と硬化剤であるペルノックス株式会社製、商品名「ペルノックスWE−1263」と「ペルキュアHV−126」との混合物、シリカコート剤であるポリシラザンであるクラリアントジャパン株式会社製、商品名「アクアミカ」を用いて封孔を行った。
【0067】
封孔方法としては、パーミエイトHS−100クリアでは真空に引いたサンプルに浸漬させた後に室温放置、ペルノックスWE−1263/ペルキュアHV−126の混合物では真空に引いたサンプルに浸漬させた後に130℃2時間の硬化を行った。アクアミカでは、溶射膜表面にスプレーして乾燥後に150℃、1時間の硬化をし、このスプレーから硬化までのプロセスを2回行った。この封孔前サンプルの気孔率は10%であったが、封孔後はいずれも気孔が無くなっていた。
【0068】
この封孔を行った窒化アルミニウム溶射膜と無封孔の窒化アルミニウム溶射膜に対して、表面を研磨して窒化アルミニウム溶射膜の膜厚を200μmとした後、絶縁耐圧のテストを実施した。絶縁耐圧試験機の性能が5kVまでであったが、封孔を行ったサンプルは全て5kVを超え、0.25MV/cm以上であった。無封孔の窒化アルミニウム溶射膜の絶縁耐圧は0.16MV/cmであった。
【0069】
実施例6
90wt%の窒化アルミニウム粉末と10wt%の酸化イットリウム(日本イットリウム製4N、平均粒径4μm)との混合粉末に対して、潤滑剤としてステアリン酸を0、0.3、2、4、6wt%添加し、それぞれ乾式のボールミルによって混合した溶射原料粉末を調製し、スルザーメテコ社製の商品名「5MPE」を使用し、フィードガスとしてHeを25L/min流して供給テストを行った。また、実施例1と同様の条件で溶射膜の作成を行った。供給性の評価方法としては、供給中の粉末の流量に変化が無いかの確認(脈動)、粉末の供給の連続性とした。また、溶射膜の外見観察を行った。結果を表2に示す。
【0070】
ステアリン酸を添加した粉末は全て粉末流量に変化無く、供給の連続性も確認でき、10分間以上の供給が可能であった。ステアリン酸無添加の粉末は、時折脈動が見られた。ステアリン酸6wt%添加した粉末を使用した溶射膜は、溶射膜が薄い茶色に着色していた。
【0071】
【表2】
【0072】
実施例7
潤滑剤としてパラフィン(融点68〜70℃)を1wt%使用した以外は実施例6と同様の方法で、粉末の供給テストを行った。パラフィンを添加した粉末は粉末流量に変化無く、供給の連続性も確認でき、10分間以上の供給が可能であった。
【0073】
実施例8
90wt%の窒化アルミニウム粉末と10wt%の酸化イットリウム(日本イットリウム製4N、平均粒径4μm)との混合粉末に対して、ステアリン酸1wt%を添加し、乾式のボールミルによって混合した粉末を溶射原料粉末として、スルザーメテコ社製、商品名「F4」溶射装置を用いて石英ガラス基材上に溶射を行った。粉末の供給としては、スルザーメテコ社製の商品名「5MPE」を使用し、Heガスをフィードガスとして25L/min供給し、上記窒化アルミニウム粉末と酸化イットリウムとステアリン酸の混合粉末を24g/分の供給量で流し、溶射ガン出口に2ヶ所の対向式供給を行った。
【0074】
溶射条件としては、溶射距離50mm、プラズマガスとして、Ar:60SLM、H2:0、5、10、13、15SLMとし、溶射ガンを400mm/秒の速度で移動させながら、20パス溶射を行った。結果を表3に示す。全てのH2ガス流量で膜は付着したが、0SLMでは膜の付着が弱く、15SLMでは溶射膜表面に突起が発生した。
【0075】
【表3】
【0076】
実施例9
H2ガス流量を10SLMとし、溶射距離を40〜80mmとした以外は実施例8と同様の条件で溶射を行った。結果を表4に示す。溶射距離80mmでは溶射膜の付着が弱かったが、他は良好であった。
【0077】
【表4】
【0078】
比較例1
平均粒径15μmの窒化アルミニウム粉末(東洋アルミニウム(株)製窒化アルミニウム粉末FLX(平均粒径18.1μm))について、実施例1、2と同様の条件で溶射を行ったが、溶射膜は付着しなかった。
【0079】
比較例2
プラズマクリーニング装置の石英製のベルジャー及びリング絶縁基台の表面をブラストして表面粗さを各々、7、6、3μmとした。これらの部材とその他の必要な部材を超純水で超音波洗浄し、クリーンオーブンで乾燥後、プラズマクリーニング装置のチャンバーにセットした。
【0080】
実施例4と比較例2の部材の連続使用試験
実施例4と比較例2のチャンバーのプラズマクリーニング装置を半導体製造プロセスで連続使用したところ、比較例2では3日後にパーティクルが増加し、実施例4で20日後にパーティクルが増加して、ベルジャー、リング絶縁基台などの部材を取り出して交換した。本発明の窒化アルミニウム溶射部材のパーティクル低減効果が示された。
【図面の簡単な説明】
【0081】
【図1】窒化アルミニウム溶射部材の模式図の一例を示す図である。
【図2】窒化アルミニウム溶射部材の模式図の一例を示す図である。
【図3】窒化アルミニウム溶射膜のX線回折チャートの一例を示す図である。
【図4】窒化アルミニウム溶射部材のヒーター、静電チャックの構成の一例を示す図である。
【図5】窒化アルミニウム溶射部材の放熱絶縁基板の構成の一例を示す図である。
【図7】絶縁耐圧試験の一例を示す図である。
【図6】プラズマ溶射装置の一例を示す図である。
【図8】飛行中の窒化アルミニウム粒子の温度と溶射膜の付着効率、六方晶窒化アルミニウムのピーク強度比を示す図である。
【図9】作製した窒化アルミニウム溶射膜断面のSEM像である。
【図10】作製した窒化アルミニウム溶射膜断面のEPMAによるAl、N、Y組成像である。
【図11】プラズマクリーニング装置の概略の一例を示す図である。
【図12】溶射原料粉末をプラズマジェットに対して2ヵ所から対向して供給する態様の一例を示す図である。
【符号の説明】
【0082】
11:基材
12:溶射膜
13:窒化アルミニウム粒子
21:基材
22:溶射膜
23:窒化アルミニウム粒子
24:IIIA族及び/又はIIA族化合物
41:金属基材
42:第1の溶射膜
43:金属電極膜又はヒーター層
44:第2の溶射膜
51:金属放熱基材
52:窒化アルミニウム溶射膜
53:金属メッキ又は溶射膜
54:半田
55:パワーデバイス
60:カソード
61:アノード
62:プラズマガス
63:溶射粉末(供給口)
64:コンバージェンス
65:溶射距離
66:基材
67:溶射膜
68:電源
111:ベルジャー
112:リング絶縁基台
113:シリコンウエハ
114:Arイオン
115:Arイオンスパッタによる堆積物
116:アンテナパワー高周波電源
117:高周波コイル
118:バイアスパワー高周波電源
121:溶射原料粉末
122:粉末供給機
123:不活性ガスボンベ
124:二股に分岐
125:プラズマジェット
126:溶射ガン
【技術分野】
【0001】
本発明は、半導体等の製造における静電チャック、ヒーター、プラズマ処理チャンバーなどの部材やパワーデバイスの放熱絶縁基板に係るものであり、特に窒化アルミニウムの持つ特性を溶射膜として部材表面に付与するために、窒化物含有量が高く強固で緻密な溶射膜を与えるものに関する。
【背景技術】
【0002】
窒化アルミニウムは、熱伝導が高い絶縁材料であり、また、フッ素プラズマに対する耐性も優れている。このため、半導体素子などの製造工程におけるCVD(Chemical Vapor Deposition)などの成膜装置やプラズマエッチング装置等において、このような特性が要求される部品、例えば、ウエハ基板を保持するための静電チャックにおいては、ウエハ基板を所定の温度に面内で均一に保つためにウエハ基板と接する部分について、ウエハ基板加熱用ヒーターにおいては、金属電極と一体成形される絶縁部分について、また、プラズマエッチングやCVD工程のプラズマクリーニングにおけるチャンバーの保護用部材等について使用されている。
【0003】
窒化アルミニウム部分の形成方法としては溶射法、焼結法等を例示することができるが、成形等を必要とせず、複雑な部品に対しても窒化アルミニウム部分を形成可能という観点から溶射法にて形成することが好ましい。
【0004】
しかしながら、単純に窒化アルミニウム部分を溶射法で形成しようとすると、溶射条件によっては溶射の際、融解する前に酸化・分解してしまい、窒化アルミニウム膜の形成は容易ではなかった。そのため、窒化アルミニウムの溶射方法に関しては、種々の方法が検討されている。
【0005】
例えば、アルミナとカーボンとを混合して溶射し、得られた溶射膜を窒素中で熱処理する方法が報告されている(例えば、特許文献1参照)が、1800℃程度の高温が必要であり、金属基材への適用ができない。
【0006】
次いで、窒化アルミニウムとアルミナとを混合して造粒した粉末を用いて溶射する方法が報告されている(例えば、非特許文献1参照)。しかし、この報告では溶射膜中のAlN存在量は47%程度であり、溶射膜にはポアが多く、報告された熱伝導率はアルミナセラミックの焼結体より低く、更なる熱伝導率の向上が望まれている。
【0007】
また、金属とその金属の窒化物と酸化物とを混合したサーメット粉末、具体的には、金属ケイ素、窒化ケイ素及び酸化ケイ素の混合粉末を溶射して、ケイ素系サーメットのアンダーコートとし、その上にジルコニアを含むセラミックス溶射膜を形成する技術が報告されている(例えば、特許文献2参照)。しかし、窒化物を金属と混合することにより絶縁性が低下してしまうおそれがあった。
【0008】
さらに、金属アルミニウム粉末或いは金属アルミニウム粉末と窒化アルミニウムとを真空中で窒素ガスを含むプラズマ溶射によって反応性溶射を行うことで窒化アルミニウムを堆積させることも提案されている(例えば、特許文献3及び4参照)が、真空プロセスであるため大きな部材への溶射が容易でなく、また、金属アルミニウムが残ることにより絶縁性の低下が懸念される。
【0009】
【特許文献1】特開平5−051285号公報
【特許文献2】特開2003−313077号公報
【特許文献3】特開2004−083929号公報
【特許文献4】特開2006−307298号公報
【特許文献5】特開2001−332668号公報
【非特許文献1】H.Yang,W.Luan,S−T.Tu“AlN/Al2O3 Composite Coating Deposited by Plasma Spray”Proceedigs of the 1st Asian Thermal Spray Conference,41(2005)
【発明の開示】
【発明が解決しようとする課題】
【0010】
以上説明した様に、半導体素子などの製造工程におけるCVDなどの成膜装置やプラズマエッチング装置の静電チャック、ヒーター、チャンバーなどの部材に窒化アルミニウムを溶射することで、焼結法においては必須の高温処理工程が省け、金属基材に直接プラズマ耐性を付与することが期待されるが、窒化アルミニウムの緻密な溶射膜を、高い生産性で溶射成膜することは困難であった。
【0011】
本発明の目的は、上述の用途に適した、緻密で基材への密着性が良好な窒化アルミニウム溶射膜を形成した溶射部材とその製造方法を与えるものである。
【課題を解決するための手段】
【0012】
本発明者らは、上述のような現状に鑑み、鋭意検討を行った結果、特定の大きさの窒化アルミニウムの粉末を溶射原料として用いて大気圧プラズマ溶射し、基材直前での窒化アルミニウムの粉末を表層が酸化するに留まる温度で高速に基材に衝突させることにより窒化物の比率が高く、基材への密着性が良好な窒化アルミニウム溶射膜を形成した部材を提供できること、また、窒化アルミニウム粉末のかわりに、窒化アルミニウム粉末とIIIA族及び/又はIIA族化合物粉末とを混合、分散させた混合粉末を使用することによって、より緻密な窒化アルミニウム溶射膜を形成した部材を提供できることを見出し、本発明を完成するに至ったものである。
【0013】
即ち、本発明は、基材上に、平均的な直径が1μm以上10μm以下の略球状をした窒化アルミニウム粒子からなる溶射膜が形成されてなる窒化アルミニウム溶射部材等に関する。
【0014】
以下、本発明の部材について詳細に説明する。
【0015】
本発明の窒化アルミニウム溶射部材を模式的に表すと、図1に示すように基材11上に平均的な直径が1μm以上10μm以下の略球状をした窒化アルミニウム粒子13が堆積して構成される溶射膜12からなるものである。この窒化アルミニウム粒子の堆積のメカニズムとしては、溶射によって窒化アルミニウム粒子の表面が一部酸化して粒子同士の付着が発生し、溶射膜が堆積すると考えられる。
【0016】
基材上の窒化アルミニウム粒子の平均的な直径としては、1μm以上10μm以下であり、好ましくは2μm以上8μm以下である。窒化アルミニウム粒子の平均的な直径は大きい程、溶射の過程で生ずる粒子表面の酸化層による熱伝導率の低下が少ないが、平均的な直径が大きくなりすぎると、中心部の酸化されていない窒化アルミニウムが多くなることで、溶射時に基材に付着せずに跳ね返るため、溶射膜が形成しにくくなる。
【0017】
なお、本発明において、平均的な直径とは、溶射膜を構成する個々の粒子の直径の平均値のことをいい、溶射膜断面のSEM(走査型電子顕微鏡)観察による個々の粒子の直径の計測、あるいはEPMA(電子線プローブマイクロアナライザー)、EDS(エネルギー分散型分光器)などで窒素、酸素、アルミニウムの組成像を観察し、その個々の粒子の直径を計測するなどの方法にて測定された値である。
【0018】
また、窒化アルミニウム粒子は溶射の過程で表面が若干酸化・溶融して丸みを帯びる。従って、本発明でいう略球状とは、具体的には球状又は楕円状の丸みを帯びた形状のことを意味する。窒化アルミニウム粒子の形状は溶射膜の断面を研磨してSEM観察あるいはEPMA、EDSなどで窒素、酸素、アルミニウムの組成像を観察することで判別できる。
【0019】
窒化アルミニウム溶射膜の厚みは、5μm以上500μm以下が好ましい。5μm未満では絶縁性が乏しい場合があり、500μmより厚いと、溶射膜が基材から剥がれやすい場合がある。
【0020】
窒化アルミニウム溶射膜を構成する窒化アルミニウム粒子は、溶射時に表面しか潰れないので粒子間に間隙が形成される。溶射膜中に間隙が生ずると、溶射膜の気孔率が増加するために熱伝導率の低下、絶縁性の低下等が発生するおそれがある。そこで、図2に示すように窒化アルミニウム粒子23の隙間をIIIA族及び/又はIIA族化合物24で埋めることにより気孔が低減される。IIIA族及び/又はIIA化合物は、溶射により溶融するため、スプラットとして窒化アルミニウム粒子が形成する間隙に堆積していくものと本発明者らは考えている。窒化アルミニウムの良好な物性(熱伝導率、絶縁耐圧など)を得るためには、気孔率を15%以下とすることが好ましい。
【0021】
本発明における気孔率の測定方法としては、溶射膜を基材から剥がしてアルキメデス法によって嵩密度を測定し、真密度との比率から計算する方法や、溶射膜の断面をSEM等によって観察した画像から気孔部分をトレースし、画像処理ソフトを用いて気孔部分の面積を計測し、その面積を気孔部分と溶射膜の面積で割ることで測定できる。
【0022】
IIIA族化合物とは、Sc,Y,La,Ceなどの希土類金属の酸化物、フッ化物、燐酸塩などを意味し、IIA族化合物とは、Mg、Ca、Sr、Ba等のアルカリ土類金属の酸化物、フッ化物、燐酸塩などを意味し、絶縁性の化合物であることが好ましい。溶射膜中のIIIA族及び/又はIIA族化合物の含有量は1wt%以上30wt%以下であることが好ましい。1wt%未満では気孔低減効果が少ない場合があり、30wt%より多いと熱伝導率が低くなるおそれがある。溶射膜中のIIIA族及び/又はIIA族化合物の含有量は1wt%以上25wt%以下であることがさらに好ましい。
【0023】
また、本発明の溶射部材の基材としては、熱伝導率が100W/mK以上のアルミニウム、モリブデン、銅などの金属や、銅―モリブデン、アルミニウム―シリコンなどの複合金属や合金、アルミニウム―炭化珪素、シリコン―炭化珪素などの金属セラミックス複合材を例示することができる。これらの基材表面は、サンドブラスト等やフッ酸によって粗面化し、溶射膜を付着しやすくしてもよい。基材表面の表面粗さRaとしては、0.1〜15μmが好ましい。ここで表面粗さRaとは、JISB0601:2001に記載される算術平均粗さRaを指す。一方、窒化アルミニウム溶射膜の熱伝導率は10W/mK以上であることが好ましい。
【0024】
上述のように、窒化アルミニウム粒子夫々の表面は溶射過程で若干酸化することで溶融して隣接粒子と結合している。図3に、本発明で用いられる窒化アルミニウム溶射膜のX線回折チャートの一例を示す。六方晶の窒化アルミニウムの(100)面(2θ:33.256°)がメインピーク31で、その他の相としてγ酸化アルミニウムの(400)面(2θ:45.789°)のピーク32が見られる。また、プラズマの出力が高いとα酸化アルミニウム(104)面(2θ:35.103°)のピークが発生することがある。強固に粒子同士が結合し、ある程度の熱伝導性を確保するには溶射膜のX線回折ピーク強度において、窒化アルミニウム(100)面のピーク強度に対するγ酸化アルミニウム(400)面とα酸化アルミニウム(104)面のピーク強度の和との比が0.05以上0.2以下であることが好ましい。ここでこの比が0.05未満の場合、窒化アルミニウム粒子同士の結合が弱く、IIIA族及び/又はIIA族化合物を添加して粒子同士の結合を強化した方が良い場合があり、この比が0.2を超えると、熱伝導性が犠牲となる場合がある。
【0025】
本発明の窒化アルミニウム溶射部材は半導体素子などの製造工程におけるCVDなどの成膜装置やプラズマエッチング装置などにおいて、ウエハ基板を保持するための静電チャックや、また、ウエハ基板を加熱するためのヒーターに用いることができる。具体的には図4に示すようにアルミニウム合金、ステンレスなどの金属やアルミニウム−炭化珪素、シリコン−炭化珪素などの金属セラミックス複合材で構成された基材41に、少なくとも第1の溶射膜42、金属電極層又はヒーター層43、第2の溶射膜44が形成され、第1の溶射膜及び/又は第2の溶射膜が上述した窒化アルミニウム溶射膜、又は窒化アルミニウム粒子とIIIA族及び/又はIIA族化合物とからなる溶射膜である。
【0026】
本発明の窒化アルミニウム溶射部材は、また、半導体素子などの製造工程におけるCVDなどの成膜装置、プラズマエッチング装置、プラズマクリーニング装置、アッシング装置などの装置内部の部材としてプラズマにさらされる部分に前記窒化アルミニウム溶射膜を形成して用いることができる。
【0027】
上記プラズマにさらされる部分に用いる前記窒化アルミニウム溶射膜を形成した部材の好適な例としては、ドーム(ベルジャー)、シリンダー、又はリングが挙げられ、該窒化アルミニウム溶射膜の表面粗さRaは1μm以上15μm以下が好ましい。これらの部品は部材表面がプラズマにより腐食されるだけでなく、ウエハをエッチング、クリーニング、或いはアッシングすることにより、部材表面に堆積膜が付着し、それにプラズマが当たることで発塵となる。窒化アルミニウム溶射膜の算術平均粗さRaを1μm以上とすることで堆積膜の付着性が高まる。また、プラズマが当たることにより堆積膜に熱負荷がかかるが、高熱伝導の窒化アルミニウム溶射膜に放つことで温度変化が緩和される。これらにより発塵を低減することができる。ここで、算術平均粗さRaが15μmを超える場合、基材の算術平均粗さを窒化アルミニウム溶射膜で被覆するために必要な溶射膜厚が厚くなり、生産性が低下することがある。これらの部品の基材は、上述の熱伝導が高い材料の他に、チタン、或いは絶縁性が高い石英ガラス、セラミックなどを用いることができる。なお、部材の外側から内側へ誘導結合で高周波を導入するには絶縁性が高い基材を用いる。
【0028】
本発明の窒化アルミニウム溶射部材は、さらに、パワーデバイスの放熱絶縁基板として用いることができる。その場合、図5に示すように基材が金属放熱基板51であり、その上に窒化アルミニウム溶射膜52が形成されている。基材としては、熱伝導率が100W/mK以上のアルミニウム、モリブデン、銅などの金属や、銅―モリブデン、アルミニウム―シリコンなどの複合金属や合金、アルミニウム―炭化珪素、シリコン―炭化珪素などの金属セラミックス複合材を用いることができる。窒化アルミニウム溶射膜52は熱伝導率10W/mK以上であることが好ましい。窒化アルミニウム溶射膜52はその上にパワーデバイス55を載せるため表面は研磨されており、その上に半田54を載せてパワーデバイス55と接合するため、銅やニッケルなどの金属53がメッキ又は溶射されている。
【0029】
さらに、本発明の窒化アルミニウム溶射部材においては、窒化アルミニウム溶射膜に存在する気孔を封孔しているものも使用することが出来る。本発明でいう封孔とは、溶射膜中の気孔が何らかの封孔剤で埋まっている状態を指し、封孔剤としては、例えば、エポキシ系、アクリル系、シリコン系、フッ素系等の熱硬化型や室温硬化型の樹脂や、ポリシラザンやアルミニウム、イットリウムの有機金属等で構成される無機酸化物系コーティング剤を使用することが出来る。
【0030】
封孔の方法としては、例えば、溶射膜表面に封孔剤を塗布した後に硬化させる方法や、溶射膜を真空中で液状の封孔剤に浸漬させた後に硬化させる方法等を挙げることが出来る。封孔することにより、窒化アルミニウム溶射膜の強度や、熱伝導率、後述する絶縁耐圧等の溶射膜の特性が向上する。
【0031】
本発明の窒化アルミニウム溶射部材は、窒化アルミニウム溶射膜の絶縁耐圧が0.15MV/cm以上であることが好ましく、0.2MV/cm以上であることがより好ましい。絶縁耐圧が0.15MV/cmより低いとパワーデバイスの放熱絶縁基板やプラズマ処理装置の部材で使用する場合に窒化アルミニウム溶射膜を厚くつける必要があり、基材への放熱が低下することがある。窒化アルミニウム溶射膜の絶縁耐圧を向上する方法としては、溶射膜の密度を向上することや、封孔をすることを挙げることが出来る。
【0032】
本発明の窒化アルミニウム溶射部材の製造方法は、例えば、平均粒径が1μm以上10μm以下の窒化アルミニウム粉末を溶射装置に供給し、基材直前における窒化アルミニウム粒子の平均温度が2200℃以上、2280℃以下、平均飛行速度が400m/s以上600m/s以下となる条件の大気圧プラズマ溶射により窒化アルミニウム溶射膜を基材上に形成することで製造することができる。この窒化アルミニウム粉末の溶射時の温度や速度は、例えばカナダのTECNAR社製、商品名「DPV−2000」を用いて測定することができる。DPV−2000においては、溶射粒子温度は粒子の発光を2色温度計によって計測し、粒子の飛行速度は発光している粒子がセンサーを通過する時間から計測する。この粒子の温度が2200℃未満では溶射膜の堆積効率が低くなり、また、膜の基材への付着が弱くなることがあり、2280℃を超えると窒化アルミニウムの酸化、分解が促進される。
【0033】
本発明の窒化アルミニウム溶射部材において、窒化アルミニウム粒子間の間隙をIIIA族及び/又はIIA族化合物粒子で埋めるためには、例えば、平均粒径が1μm以上10μm以下の窒化アルミニウム粉末と、平均粒径が1μm以上10μm以下のIIIA族及び/又はIIA族化合物とを一緒に溶射装置に供給し、基材直前における熔融粒子の平均温度が2200℃以上、2280℃以下、平均行速度が400m/s以上600m/s以下となる条件の大気圧プラズマ溶射することにより、得ることができる。
【0034】
本発明で用いる溶射原料粉末の平均粒径とは、レーザー回折法にて測定した平均粒径や、粉末をSEM観察した写真の粉末の平均の直径として1〜10μmが好ましく、更に好ましくは2〜8μmである。平均粒径が10μmよりも大きい粉末を用いると、先に述べたように融点が高い窒化物粉末が溶融せずに溶射膜が堆積しないことがある。また、平均粒径が1μmよりも小さいと、基材に衝突する速度が下がり、付着性が悪くなることや、酸化が促進されるため、窒化アルミニウムの割合が低下することがある。なお、一般にセラミックは融点が高くしかも熱伝導率が低いため、均一な溶融状態が得られにくいので金属粉末に比べて細かめの粒度の粉末が用いられるが、細かすぎると、溶射フレーム中の最適位置への投入が難しい・送給時にトラブルを生じやすい等の問題が生ずるため、通常のプラズマで、平均粒径30〜50μm、高出力高能率の水安定化プラズマの場合で〜100μm程度の粉末が用いられる(例えば、沖幸男ら、日本溶射協会編「溶射技術入門」(2006)第191〜192頁参照)。これに対して、本発明で用いる原料粉末の平均粒径は従前に比べて、かなり微細なものとなっている。このような微細な粉末の供給は、例えば表面倣い式を用いるテクノサーブ社製、商品名「AM−30」や容量式を用いるドイツサーミコ社製、商品名「CPF−2HP」を使用することで達成できる。
【0035】
本発明で用いる溶射膜形成方法としてはプラズマ溶射であることが好ましい。特に、高出力・高ガス流量のプラズマによって溶射することが好ましい。高出力とは、50kW以上、高ガス流量とは120SLM(Standard Litter Per Minute)以上のプラズマを挙げることが出来る。出力・ガス流量を上げる事の効果は定かではないが、ガス流量を上げる事で、窒化物粉末がプラズマに滞在する時間が短くなり、酸化・分解が抑制されるものと考えられる。通常、ガス流量を増加させると、粉末が溶融しないために溶射膜が堆積しにくいが、プラズマの出力を増加させることで、粉末表面に溶融層が形成されると考える。
【0036】
また、本発明の製造方法において、原料粉末の溶射ガンへの供給としては、プラズマ内部へ供給する方式であることが好ましい。プラズマ内部への粉末を供給する方式の溶射ガンとしては、例えば、カナダNorthwest Mettech社製の商品名「Axial III」が挙げられる。この溶射ガンでは、3個のプラズマ電極が溶射粉末供給ノズルの周囲に120度の間隔で配置されていることから、プラズマ中心に溶射粉末が投入されるため、プラズマがN2やH2等の還元雰囲気である場合には、溶射粉末が酸素に触れることによる酸化を防ぐことも出来る。
【0037】
図6にプラズマ内部への粉末供給方式のプラズマ溶射装置の一例の概念図を示す。プラズマ溶射装置は3つのアノード61とカソード60との間に流れたプラズマガス62がアーク放電にすることによって形成されるプラズマジェットをコンバージェンス64で集合させる。この集合したプラズマジェットを熱源として、その中央に溶射粉末63が投入されて溶融し、溶融した溶射粉末はプラズマガスの流速で基材66にぶつかり堆積するものである。
【0038】
本発明の製造方法において、溶射膜形成の際の溶射ガスとしては、N2、Ar等不活性ガスあるいはH2等還元性ガスを用いることができる。溶射ガス中に酸素が存在すると溶射原料粉末中の窒素が溶射中に酸化されて、溶射膜の窒素含有量が大きく低下するため、溶射ガス中の酸素濃度はできる限り低い方が好ましいが、大気中で窒化物粉末を溶射する際、溶射の出力を上げることで、高温になって飛行する溶射粉末や、堆積後の溶射粉末の表面の少量が酸化物に変化し、この酸化物が窒化物同士をつなげる役割になることも考えられる。溶射膜中の窒化物の存在とその量は、溶射膜表面をX線回折法によって確認可能であり、溶射膜中の窒素量は、EPMAによって測定することが可能である。また、溶射膜中のIIIA族及び/又はIIA族の量は、蛍光X線分析等を行うことで測定可能である。
【0039】
本発明の製造方法において、常圧下での溶射ガン先端と基板との間の距離である溶射距離は、40〜150mmが好ましい。溶射距離が150mmをこえると基板に溶射粉末が付着するまでに冷却されてしまい、基板上に溶射膜が堆積されない場合があり、溶射距離が40mmより短いと基材、溶射膜両方の温度が上昇してしまい、溶射膜や基材の割れの原因や、溶射膜中の窒素含有量が低下する場合がある。
【0040】
更に、溶射フレームを基材に溶射する際の投入する溶射パワーは用いる装置によっても異なるが、例えば図6に示すようなプラズマ溶射装置の場合、溶射パワーとして、50kW以上150kW以下を例示することができる。
【0041】
上記においては、高出力・高ガス流量のプラズマ溶射法によって本発明の窒化アルミニウム溶射部材を得ることを説明したが、次いで、高出力・高ガス流量によらない、他のプラズマ溶射法により、本発明の窒化アルミニウム溶射部材を得る製造方法を以下に示す。
【0042】
即ち、(1)平均粒径が1μm以上10μm以下の窒化アルミニウム粉末及び当該窒化アルミニウム粉末の重量に対して、0.1〜5wt%の潤滑剤を添加した混合粉末、又は平均粒径が1μm以上10μm以下のIIIA族及び/又はIIA族化合物粉末、平均粒径が1μm以上10μm以下の窒化アルミニウム粉末、及びこれらの粉末の合計重量に対して、0.1〜5wt%の潤滑剤を添加した混合粉末を溶射粉末として溶射装置に供給し、大気圧プラズマ溶射により窒化アルミニウム溶射膜を基材上に形成する方法、又は、
(2)平均粒径が1μm以上10μm以下の窒化アルミニウム粉末、又は平均粒径が1μm以上10μm以下のIIIA族及び/又はIIA族化合物粉末と平均粒径が1μm以上10μm以下の窒化アルミニウム粉末との混合粉末を溶射ガンのプラズマ出口の外側に、プラズマジェットに垂直に2ヵ所以上で対向して供給し、溶射距離が40mm以上70mm以下となる条件で大気圧プラズマ溶射により窒化アルミニウム溶射膜を基材上に形成する方法に係るものである。
【0043】
まず、(1)の製造方法においては、平均粒径が1μm以上10μm以下の窒化アルミニウム粉末及び当該窒化アルミニウム粉末の重量に対して、0.1〜5wt%の潤滑剤を添加した混合粉末、又は平均粒径が1μm以上10μm以下のIIIA族及び/又はIIA族化合物粉末、平均粒径が1μm以上10μm以下の窒化アルミニウム粉末、及びこれらの粉末の合計重量に対して、0.1〜5wt%の潤滑剤を添加した混合粉末を溶射粉末として使用することに特徴がある。
【0044】
潤滑剤としては、例えば、ステアリン酸、ベヘン酸、リグノセリン酸等の飽和脂肪酸やパラフィンなどが挙げられる。これら潤滑剤を溶射原料粉末に添加することにより、高ガス流量で溶射原料粉末を溶射装置に送給することなく溶射が可能となり、また溶射原料粉末が送給中に詰まることや供給量の変動等のトラブルが減少するとの効果が生じる。この効果の原理としては、粉末表面に存在する潤滑剤が粉末同士の摩擦を少なくさせるためと考えられる。
【0045】
潤滑剤の量としては、窒化アルミニウム粉末を溶射粉末として単独で用いる場合には、窒化アルミニウム粉末重量の0.1〜5wt%の量を、窒化アルミニウム粉末とIIIA族及び/又はIIA族化合物との混合粉末を溶射粉末として用いる場合には、混合粉末重量の0.1〜5wt%の量を添加することが好ましい。潤滑剤の添加量が0.1wt%より少ないと潤滑効果が少なくなるために、送給トラブルが発生し易くなり、5wt%よりも多いと潤滑剤が溶射膜に残留するために溶射膜の膜質が低下するおそれがある。
【0046】
窒化アルミニウム粉末に潤滑剤を添加する方法や、窒化アルミニウム粉末とIIIA族及び/又はIIA族化合物との混合粉末に潤滑剤を添加する方法としては、例えば、それぞれの粉末と潤滑剤の混合物に乾式や湿式のボールミル行うことが挙げられる。
【0047】
このように調製した溶射原料粉末は、流動性が向上したことで、通常のディスク式供給機(例えばスルザーメテコ製の商品名「Twin−120A」やPraxair社製の商品名「1264Powder Feeder」)、振動式供給機(例えばエアロプラズマ社製の商品名「UF−7050」)、流動床式供給機(例えばスルザーメテコ社製の商品名「4MP」や「5MPE」、「9MP」)等を用いて、高出力・高ガス流量をなし得ない溶射装置に供給して、本発明の窒化アルミニウム部材を製造することが可能となった。
【0048】
一方、(2)の製造方法においては、平均粒径が1μm以上10μm以下の窒化アルミニウム粉末、又は平均粒径が1μm以上10μm以下のIIIA族及び/又はIIA族化合物粉末と平均粒径が1μm以上10μm以下の窒化アルミニウム粉末との混合粉末を、溶射ガンのプラズマ出口の外側に、プラズマジェットに垂直に2ヵ所以上で対向して供給し、溶射距離が40mm以上70mm以下となる条件で大気圧プラズマ溶射することを特徴とする。
【0049】
窒化アルミニウム粉末、又はIIIA族及び/又はIIA族化合物粉末と窒化アルミニウム粉末との混合粉末を、溶射ガンのプラズマ出口の外側に、プラズマジェットに垂直に2ヵ所以上で対向して供給している状態の一例を図12に示す。溶射原料粉末(121)を粉末供給機(122)により、He等の不活性ガス(123)を用いて供給する。途中で二股に分岐する(124)か、若しくは2台の供給機を用いて、プラズマジェット部分(125)に垂直に2ヵ所(図12の場合)で対向して、供給する。このような溶射装置としては、例えば、Praxair社製の商品名「SG−100」やスルザーメテコ社製の商品名「9MB」、「F4」、「Triplex」等の溶射装置を挙げることができる。
【0050】
溶融原料粉末を供給するためのHe等の不活性ガスの供給量は5〜30SLMであることが好ましい。不活性ガスの供給量が5SLMより低いと細かい粉末が流れにくくなり、30SLMよりも高いとプラズマジェットを弱めてしまい、溶射膜の付着量が減少することや膜質の低下が発生することがある。また、2ヶ所以上で対向して供給する理由としては、対向せず、プラズマに対して一方向のみから粉末を供給すると、粉末がプラズマを突き抜けてしまうことがあるが、対向とすることで粉末がプラズマ、特にその中心に入り易くなるためである。
【0051】
そして、溶射距離としては、40〜70mmとすることが好ましい。溶射距離が70mmをこえると基板に溶射粉末が付着するまでに冷却されてしまい、基板上に溶射膜が堆積されない場合があり、溶射距離が40mmより短いと基材、溶射膜両方の温度が上昇してしまい、溶射膜や基材の割れの原因や、溶射膜中の窒素含有量の低下や組成の変化が発生する場合がある。
【0052】
又、これら溶射装置で溶射膜形成の際の溶射ガスとしては、例えば、主ガスとして、Ar及び/又はN2、副ガスとして、H2を用いることが好ましい。H2を用いることでプラズマの熱量とプラズマジェットの速度を上昇させ、さらに溶射距離を40〜70mmとすることで、飛行する溶射粉末や堆積後の溶射粉末の表面が高温になり、その一部が酸化物に変化し、この酸化物が窒化物同士をつなげる役割を果たすものと考えられる。主ガスであるAr及び/又はN2と副ガスであるH2のガス流量としては、溶射装置によって多少異なるが、それぞれ60SLM以上、1〜15SLMが好ましい。
【0053】
なお、潤滑剤を含有した溶射原料粉末を(2)の発明に適用可能であることはいうまでもない。
【発明の効果】
【0054】
本発明の窒化アルミニウム部材は、窒化アルミニウムの持つ優れた特性を溶射によって部材表面に付与することで、半導体等の製造における静電チャック、ヒーター、プラズマ処理装置チャンバーに使用した際、絶縁性と高い熱伝導性を持ち、ウェハの面内温度分布を均一にすることができるため、安定して処理を行うことができる。また、パワーデバイスの放熱絶縁基板に使用した際、大面積で絶縁層が薄い絶縁基板を容易に提供することができる。
【実施例】
【0055】
本発明を実施例に基づき詳細に説明するが本発明はこれらの実施例のみに限定されるものではない。
【0056】
なお、以下の実施例・比較例における溶射膜を構成する粉末の平均的な直径、気孔率、絶縁耐圧は次のように測定した。
(1)平均的な直径
溶射膜断面のSEMにて1000倍の倍率で観察による観察した画像から、観察可能な個々の粒子の直径を計測し、その平均値を求めた。
(2)気孔率
溶射膜断面をSEMにて1000倍の倍率で観察した画像から、気孔部分をトレースした。このトレースした気孔部分の面積をナノシステム社製品名「ナノハンター」を用いて計測した。また、気孔を含む溶射膜全体の面積も測定し、気孔部分の面積を溶射膜の面積で割ることで気孔率を求めた。
(3)絶縁耐圧
図7に示すように、溶射基材としてアルミニウム溶射膜72を100μm堆積させたグラファイト73を用いた窒化アルミニウム溶射膜71の上に直径1cmの電極74を押し付け、グラファイトにも電極をつなぎ、菊水電子工業(株)製、耐電圧試験機商品名「TOS8750」75を用い、DC、1mAの条件で徐々に電圧を5kVまで上昇させて絶縁破壊電圧を測定した。
【0057】
実施例1
東洋アルミニウム(株)製窒化アルミニウム粉末FLC(平均粒径4.2μm)をNorthwest Mettech社製、商品名「Axial III」溶射装置を用いて石英ガラス基材上に溶射を行った。粉末の供給としては、ドイツサーミコ社製、商品名「CPF−2HP」を使用した。
【0058】
溶射に用いた石英ガラス基板は、ブラストにより表面粗さRaを5μmとした石英ガラスに対し、5%フッ酸で2時間処理して表面粗さRaを8μmとしたものを使用した。
【0059】
このときの溶射条件としては、常圧にて、溶射距離100mm、プラズマパワーを95kW、溶射ガスとしてAr、N2とH2ガス合わせて280SLM流し、上記窒化アルミニウム粉末を15g/分の供給量で流し、溶射ガンを400mm/秒の速度で移動させながら、20パス溶射を行った。この溶射中の粒子の速度、温度をカナダのテクナー社製、商品名「DPV−2000」にて測定したところ、590m/秒、2250℃であった。
【0060】
この成膜した溶射膜の膜厚は120μm、表面粗さRaは9μmであり、X線回折法による構成相の解析では、六方晶窒化アルミニウムとγ酸化アルミニウムが観察され、六方晶窒化アルミニウム(100)面とγ酸化アルミニウム(400)面のX線回折のピーク強度比は、0.11であった。また、この溶射膜の断面をSEMによる観察を行ったところ、平均的な直径が4μm程度の球状粒子から構成され、この断面SEM観察を行った画像に対して画像解析法による気孔率を測定したところ、気孔率は27%であった。
【0061】
実施例2
溶射条件として、プラズマガス流量を100〜280L/min、出力を60〜130kW、溶射距離を60〜140mmと変化させた以外は実施例1と同様の条件で溶射を行い、飛行中の粉末温度、速度と溶射の膜厚、六方晶窒化アルミニウムのピーク強度比を測定した。図8に示すように、溶射膜の膜厚は飛行中の粉末温度の上昇と共に上昇するが、2280℃を超えると酸化アルミニウムの割合が増え、六方晶窒化アルミニウムの割合が急激に減少した。また、2200℃よりも低いと、溶射膜の堆積が少なかった。
【0062】
実施例3
溶射基材として表面をブラストした上にアルミニウム溶射膜を100μm堆積させたグラファイトを用い、溶射に用いる粉末として混合比率を変化させた窒化アルミニウム粉末と酸化イットリウム(日本イットリウム製4N、平均粒径4μm)又は酸化マグネシウム(高純度化学製2N、平均粒径4μm)との混合粉末を実施例1と同様の条件で溶射を行った。この溶射膜について、蛍光X線分析によって溶射膜中の酸化イットリウム又は酸化マグネシウムの量を測定し、溶射膜の断面SEM観察した画像を画像解析法によって気孔率を測定し、アルバック理工(株)社製、商品名「LaserPIT」によって熱伝導率の測定を行った。その結果を表1に示す。溶射膜の酸化イットリウムの含有量は7から30重量%、酸化マグネシウムの含有量は8重量%、気孔率は11%から13%、六方晶窒化アルミニウムのピーク強度比は0.11から0.12、熱伝導率は11から46W/mKであった。また、どの溶射膜も平均的な直径が4μm程度の球状粒子から構成されていた。酸化イットリウム含有量7重量%の溶射膜断面のSEM像を図9に示す。また、酸化イットリウム含有量30%の溶射膜断面のEPMAによるAl、N、Yの分布を図10に示す。粒子状のAl、Nの間隙にY濃度が高い部分があり、窒化アルミニウム粒子の間隙に酸化イットリウムが存在していることが確認される。
【0063】
【表1】
【0064】
実施例4
図11に示すプラズマクリーニング装置の石英製のベルジャー111及びリング絶縁基台112の表面をブラストして表面粗さを各々、7、6、3μmとした。実施例3と同じ窒化アルミニウム粉末および酸化イットリウム粉末を用いて、酸化イットリウム粉末の混合比率を2wt%として、パス数のみ15とした他は、実施例1と同様の条件で溶射を行い、平均溶射膜厚90μmの窒化アルミニウム溶射部材を得た。ベルジャー111、リング絶縁基台112の表面粗さは各々、8、7、4μmであった。これらの部材とその他の必要な部材を超純水で超音波洗浄し、クリーンオーブンで乾燥後、プラズマクリーニング装置のチャンバーにセットした。
【0065】
実施例5
基材として、アルミニウム−炭化珪素複合体である電気化学工業株式会社製の商品名「アルシンクA−SC60」を用意し、その表面に表1の酸化イットリウム含有量7wt%の窒化アルミニウム溶射膜を実施例1と同様の条件で作製した。
【0066】
この窒化アルミニウム溶射膜に対する封孔剤として、シリコン系の樹脂でアルコキシシラン化合物で構成される株式会社ディ・アンド・ディ社製、商品名「パーミエイトHS−100クリア」、エポキシ系樹脂と硬化剤であるペルノックス株式会社製、商品名「ペルノックスWE−1263」と「ペルキュアHV−126」との混合物、シリカコート剤であるポリシラザンであるクラリアントジャパン株式会社製、商品名「アクアミカ」を用いて封孔を行った。
【0067】
封孔方法としては、パーミエイトHS−100クリアでは真空に引いたサンプルに浸漬させた後に室温放置、ペルノックスWE−1263/ペルキュアHV−126の混合物では真空に引いたサンプルに浸漬させた後に130℃2時間の硬化を行った。アクアミカでは、溶射膜表面にスプレーして乾燥後に150℃、1時間の硬化をし、このスプレーから硬化までのプロセスを2回行った。この封孔前サンプルの気孔率は10%であったが、封孔後はいずれも気孔が無くなっていた。
【0068】
この封孔を行った窒化アルミニウム溶射膜と無封孔の窒化アルミニウム溶射膜に対して、表面を研磨して窒化アルミニウム溶射膜の膜厚を200μmとした後、絶縁耐圧のテストを実施した。絶縁耐圧試験機の性能が5kVまでであったが、封孔を行ったサンプルは全て5kVを超え、0.25MV/cm以上であった。無封孔の窒化アルミニウム溶射膜の絶縁耐圧は0.16MV/cmであった。
【0069】
実施例6
90wt%の窒化アルミニウム粉末と10wt%の酸化イットリウム(日本イットリウム製4N、平均粒径4μm)との混合粉末に対して、潤滑剤としてステアリン酸を0、0.3、2、4、6wt%添加し、それぞれ乾式のボールミルによって混合した溶射原料粉末を調製し、スルザーメテコ社製の商品名「5MPE」を使用し、フィードガスとしてHeを25L/min流して供給テストを行った。また、実施例1と同様の条件で溶射膜の作成を行った。供給性の評価方法としては、供給中の粉末の流量に変化が無いかの確認(脈動)、粉末の供給の連続性とした。また、溶射膜の外見観察を行った。結果を表2に示す。
【0070】
ステアリン酸を添加した粉末は全て粉末流量に変化無く、供給の連続性も確認でき、10分間以上の供給が可能であった。ステアリン酸無添加の粉末は、時折脈動が見られた。ステアリン酸6wt%添加した粉末を使用した溶射膜は、溶射膜が薄い茶色に着色していた。
【0071】
【表2】
【0072】
実施例7
潤滑剤としてパラフィン(融点68〜70℃)を1wt%使用した以外は実施例6と同様の方法で、粉末の供給テストを行った。パラフィンを添加した粉末は粉末流量に変化無く、供給の連続性も確認でき、10分間以上の供給が可能であった。
【0073】
実施例8
90wt%の窒化アルミニウム粉末と10wt%の酸化イットリウム(日本イットリウム製4N、平均粒径4μm)との混合粉末に対して、ステアリン酸1wt%を添加し、乾式のボールミルによって混合した粉末を溶射原料粉末として、スルザーメテコ社製、商品名「F4」溶射装置を用いて石英ガラス基材上に溶射を行った。粉末の供給としては、スルザーメテコ社製の商品名「5MPE」を使用し、Heガスをフィードガスとして25L/min供給し、上記窒化アルミニウム粉末と酸化イットリウムとステアリン酸の混合粉末を24g/分の供給量で流し、溶射ガン出口に2ヶ所の対向式供給を行った。
【0074】
溶射条件としては、溶射距離50mm、プラズマガスとして、Ar:60SLM、H2:0、5、10、13、15SLMとし、溶射ガンを400mm/秒の速度で移動させながら、20パス溶射を行った。結果を表3に示す。全てのH2ガス流量で膜は付着したが、0SLMでは膜の付着が弱く、15SLMでは溶射膜表面に突起が発生した。
【0075】
【表3】
【0076】
実施例9
H2ガス流量を10SLMとし、溶射距離を40〜80mmとした以外は実施例8と同様の条件で溶射を行った。結果を表4に示す。溶射距離80mmでは溶射膜の付着が弱かったが、他は良好であった。
【0077】
【表4】
【0078】
比較例1
平均粒径15μmの窒化アルミニウム粉末(東洋アルミニウム(株)製窒化アルミニウム粉末FLX(平均粒径18.1μm))について、実施例1、2と同様の条件で溶射を行ったが、溶射膜は付着しなかった。
【0079】
比較例2
プラズマクリーニング装置の石英製のベルジャー及びリング絶縁基台の表面をブラストして表面粗さを各々、7、6、3μmとした。これらの部材とその他の必要な部材を超純水で超音波洗浄し、クリーンオーブンで乾燥後、プラズマクリーニング装置のチャンバーにセットした。
【0080】
実施例4と比較例2の部材の連続使用試験
実施例4と比較例2のチャンバーのプラズマクリーニング装置を半導体製造プロセスで連続使用したところ、比較例2では3日後にパーティクルが増加し、実施例4で20日後にパーティクルが増加して、ベルジャー、リング絶縁基台などの部材を取り出して交換した。本発明の窒化アルミニウム溶射部材のパーティクル低減効果が示された。
【図面の簡単な説明】
【0081】
【図1】窒化アルミニウム溶射部材の模式図の一例を示す図である。
【図2】窒化アルミニウム溶射部材の模式図の一例を示す図である。
【図3】窒化アルミニウム溶射膜のX線回折チャートの一例を示す図である。
【図4】窒化アルミニウム溶射部材のヒーター、静電チャックの構成の一例を示す図である。
【図5】窒化アルミニウム溶射部材の放熱絶縁基板の構成の一例を示す図である。
【図7】絶縁耐圧試験の一例を示す図である。
【図6】プラズマ溶射装置の一例を示す図である。
【図8】飛行中の窒化アルミニウム粒子の温度と溶射膜の付着効率、六方晶窒化アルミニウムのピーク強度比を示す図である。
【図9】作製した窒化アルミニウム溶射膜断面のSEM像である。
【図10】作製した窒化アルミニウム溶射膜断面のEPMAによるAl、N、Y組成像である。
【図11】プラズマクリーニング装置の概略の一例を示す図である。
【図12】溶射原料粉末をプラズマジェットに対して2ヵ所から対向して供給する態様の一例を示す図である。
【符号の説明】
【0082】
11:基材
12:溶射膜
13:窒化アルミニウム粒子
21:基材
22:溶射膜
23:窒化アルミニウム粒子
24:IIIA族及び/又はIIA族化合物
41:金属基材
42:第1の溶射膜
43:金属電極膜又はヒーター層
44:第2の溶射膜
51:金属放熱基材
52:窒化アルミニウム溶射膜
53:金属メッキ又は溶射膜
54:半田
55:パワーデバイス
60:カソード
61:アノード
62:プラズマガス
63:溶射粉末(供給口)
64:コンバージェンス
65:溶射距離
66:基材
67:溶射膜
68:電源
111:ベルジャー
112:リング絶縁基台
113:シリコンウエハ
114:Arイオン
115:Arイオンスパッタによる堆積物
116:アンテナパワー高周波電源
117:高周波コイル
118:バイアスパワー高周波電源
121:溶射原料粉末
122:粉末供給機
123:不活性ガスボンベ
124:二股に分岐
125:プラズマジェット
126:溶射ガン
【特許請求の範囲】
【請求項1】
基材上に、平均的な直径が1μm以上10μm以下の略球状をした窒化アルミニウム粒子からなる溶射膜が形成されてなる窒化アルミニウム溶射部材。
【請求項2】
基材上に、平均的な直径が1μm以上10μm以下の略球状をした窒化アルミニウム粒子と、IIIA族及び/又はIIA族化合物とからなる溶射膜が形成されてなる窒化アルミニウム溶射部材。
【請求項3】
窒化アルミニウム粒子間の間隙に、IIIA族及び/又はIIA族化合物が存在し、溶射膜の気孔率が15%以下であることを特徴とする請求項2に記載の窒化アルミニウム溶射部材。
【請求項4】
溶射膜中のIIIA族及び/又はIIA族化合物の含有量が1wt%以上30wt%以下であることを特徴とする請求項2又は請求項3に記載の窒化アルミニウム溶射部材。
【請求項5】
窒化アルミニウム粒子夫々の表面が酸化して、隣接粒子と結合していることを特徴とする請求項1〜4のいずれかに記載の窒化アルミニウム溶射部材。
【請求項6】
溶射膜のX線回折ピーク強度において、窒化アルミニウム(100)面のピーク強度に対するγ酸化アルミニウム(400)面とα酸化アルミニウム(104)面のピーク強度の和との比が0.05以上0.2以下であることを特徴とする請求項5に記載の窒化アルミニウム溶射部材。
【請求項7】
基材に、少なくとも第1の溶射膜、金属電極層又はヒーター層、第2の溶射膜がこの順に形成されてなる溶射部材であって、第1の溶射膜及び/又は第2の溶射膜が、平均的な直径が1μm以上10μm以下の略球状をした窒化アルミニウム粒子からなる溶射膜であることを特徴とする窒化アルミニウム溶射部材。
【請求項8】
基材に、少なくとも第1の溶射膜、金属電極層又はヒーター層、第2の溶射膜がこの順に形成されてなる溶射部材であって、第1の溶射膜及び/又は第2の溶射膜が、平均的な直径が1μm以上10μm以下の略球状をした窒化アルミニウム粒子と、IIIA族及び/又はIIA族化合物とからなる溶射膜であることを特徴とする窒化アルミニウム溶射部材。
【請求項9】
窒化アルミニウム粒子間の間隙に、IIIA族及び/又はIIA族化合物が存在し、溶射膜の気孔率が15%以下であることを特徴とする請求項8に記載の窒化アルミニウム溶射部材。
【請求項10】
溶射膜中のIIIA族及び/又はIIA族化合物の含有量が1wt%以上30wt%以下であることを特徴とする請求項8又は請求項9に記載の窒化アルミニウム溶射部材。
【請求項11】
窒化アルミニウム粒子夫々の表面が酸化して、隣接粒子と結合していることを特徴とする請求項7〜10のいずれかに記載の窒化アルミニウム溶射部材。
【請求項12】
溶射膜のX線回折ピーク強度において、窒化アルミニウム(100)面のピーク強度に対するγ酸化アルミニウム(400)面とα酸化アルミニウム(104)面のピーク強度の和との比が0.05以上0.2以下であることを特徴とする請求項11に記載の窒化アルミニウム溶射部材。
【請求項13】
プラズマにさらされる部分に、窒化アルミニウム溶射膜が形成されていることを特徴とする請求項1〜12のいずれかに記載の窒化アルミニウム溶射部材。
【請求項14】
プラズマにさらされる部分に、窒化アルミニウムおよびIIIA族及び/又はIIA族化合物からなる溶射膜が形成されていることを特徴とする請求項2、請求項8又は請求項9に記載の窒化アルミニウム溶射部材。
【請求項15】
前記窒化アルミニウム溶射部材がドーム状、シリンダー状、又はリング状であり、該窒化アルミニウム溶射膜の表面粗さRaが1μm以上15μm以下であることを特徴とする請求項13又は14に記載の窒化アルミニウム溶射部材。
【請求項16】
基材が、熱伝導率100W/mK以上の金属又は金属―セラミックス複合の放熱基板であり、前記窒化アルミニウム溶射膜が熱伝導率10W/mK以上であることを特徴とする請求項1〜15のいずれかに記載の窒化アルミニウム溶射部材。
【請求項17】
前期窒化アルミニウム溶射膜が封孔されていることを特徴とする請求項1〜16のいずれかに記載の窒化アルミニウム溶射部材。
【請求項18】
前期窒化アルミニウム溶射膜の絶縁耐圧が0.15MV/cm以上であることを特徴とする請求項1〜17のいずれかに記載の窒化アルミニウム溶射部材。
【請求項19】
平均粒径が1μm以上10μm以下の窒化アルミニウム粉末を溶射装置に供給し、基材直前で窒化アルミニウム粒子の平均温度が2200℃以上、2280℃以下、平均飛行速度が400m/s以上600m/s以下となる条件の大気圧プラズマ溶射により窒化アルミニウム溶射膜を基材上に形成することを特徴とする請求項第1または請求項7記載の窒化アルミニウム溶射部材の製造方法。
【請求項20】
平均粒径が1μm以上10μm以下のIIIA族及び/又はIIA族化合物粉末と、平均粒径が1μm以上10μm以下の窒化アルミニウム粉末とを溶射装置に供給し、基材直前で窒化アルミニウム粒子平均温度が2200℃以上、2280℃以下、平均飛行速度が400m/s以上600m/s以下となる条件の大気圧プラズマ溶射により窒化アルミニウム溶射膜を基材上に形成することを特徴とする請求項第2又は請求項8に記載の窒化アルミニウム溶射部材の製造方法。
【請求項21】
平均粒径が1μm以上10μm以下の窒化アルミニウム粉末、及び当該窒化アルミニウム粉末の重量に対して、0.1〜5wt%の潤滑剤を添加した混合粉末を溶射粉末として溶射装置に供給し、大気圧プラズマ溶射により窒化アルミニウム溶射膜を基材上に形成することを特徴とする請求項1又は請求項7に記載の窒化アルミニウム溶射部材の製造方法。
【請求項22】
平均粒径が1μm以上10μm以下のIIIA族及び/又はIIA族化合物粉末、平均粒径が1μm以上10μm以下の窒化アルミニウム粉末、及びこれらの粉末の合計重量に対して、0.1〜5wt%の潤滑剤を添加した混合粉末を溶射粉末として溶射装置に供給し、大気圧プラズマ溶射により窒化アルミニウム溶射膜を基材上に形成することを特徴とする請求項2又は請求項8に記載の窒化アルミニウム溶射部材の製造方法。
【請求項23】
平均粒径が1μm以上10μm以下の窒化アルミニウム粉末を溶射ガンのプラズマ出口の外側に、プラズマジェットに垂直に2ヵ所以上で対向して供給し、溶射距離が40mm以上70mm以下となる条件で大気圧プラズマ溶射により窒化アルミニウム溶射膜を基材上に形成することを特徴とする請求項1又は請求項7に記載の窒化アルミニウム溶射部材の製造方法。
【請求項24】
平均粒径が1μm以上10μm以下のIIIA族及び/又はIIA族化合物粉末と平均粒径が1μm以上10μm以下の窒化アルミニウム粉末との混合粉末を、溶射ガンのプラズマ出口の外側に、プラズマジェットに垂直に2ヵ所以上で対向して供給し、溶射距離が40mm以上70mm以下となる条件で大気圧プラズマ溶射により窒化アルミニウム溶射膜を基材上に形成することを特徴とする請求項2又は請求項8に記載の窒化アルミニウム溶射部材の製造方法。
【請求項1】
基材上に、平均的な直径が1μm以上10μm以下の略球状をした窒化アルミニウム粒子からなる溶射膜が形成されてなる窒化アルミニウム溶射部材。
【請求項2】
基材上に、平均的な直径が1μm以上10μm以下の略球状をした窒化アルミニウム粒子と、IIIA族及び/又はIIA族化合物とからなる溶射膜が形成されてなる窒化アルミニウム溶射部材。
【請求項3】
窒化アルミニウム粒子間の間隙に、IIIA族及び/又はIIA族化合物が存在し、溶射膜の気孔率が15%以下であることを特徴とする請求項2に記載の窒化アルミニウム溶射部材。
【請求項4】
溶射膜中のIIIA族及び/又はIIA族化合物の含有量が1wt%以上30wt%以下であることを特徴とする請求項2又は請求項3に記載の窒化アルミニウム溶射部材。
【請求項5】
窒化アルミニウム粒子夫々の表面が酸化して、隣接粒子と結合していることを特徴とする請求項1〜4のいずれかに記載の窒化アルミニウム溶射部材。
【請求項6】
溶射膜のX線回折ピーク強度において、窒化アルミニウム(100)面のピーク強度に対するγ酸化アルミニウム(400)面とα酸化アルミニウム(104)面のピーク強度の和との比が0.05以上0.2以下であることを特徴とする請求項5に記載の窒化アルミニウム溶射部材。
【請求項7】
基材に、少なくとも第1の溶射膜、金属電極層又はヒーター層、第2の溶射膜がこの順に形成されてなる溶射部材であって、第1の溶射膜及び/又は第2の溶射膜が、平均的な直径が1μm以上10μm以下の略球状をした窒化アルミニウム粒子からなる溶射膜であることを特徴とする窒化アルミニウム溶射部材。
【請求項8】
基材に、少なくとも第1の溶射膜、金属電極層又はヒーター層、第2の溶射膜がこの順に形成されてなる溶射部材であって、第1の溶射膜及び/又は第2の溶射膜が、平均的な直径が1μm以上10μm以下の略球状をした窒化アルミニウム粒子と、IIIA族及び/又はIIA族化合物とからなる溶射膜であることを特徴とする窒化アルミニウム溶射部材。
【請求項9】
窒化アルミニウム粒子間の間隙に、IIIA族及び/又はIIA族化合物が存在し、溶射膜の気孔率が15%以下であることを特徴とする請求項8に記載の窒化アルミニウム溶射部材。
【請求項10】
溶射膜中のIIIA族及び/又はIIA族化合物の含有量が1wt%以上30wt%以下であることを特徴とする請求項8又は請求項9に記載の窒化アルミニウム溶射部材。
【請求項11】
窒化アルミニウム粒子夫々の表面が酸化して、隣接粒子と結合していることを特徴とする請求項7〜10のいずれかに記載の窒化アルミニウム溶射部材。
【請求項12】
溶射膜のX線回折ピーク強度において、窒化アルミニウム(100)面のピーク強度に対するγ酸化アルミニウム(400)面とα酸化アルミニウム(104)面のピーク強度の和との比が0.05以上0.2以下であることを特徴とする請求項11に記載の窒化アルミニウム溶射部材。
【請求項13】
プラズマにさらされる部分に、窒化アルミニウム溶射膜が形成されていることを特徴とする請求項1〜12のいずれかに記載の窒化アルミニウム溶射部材。
【請求項14】
プラズマにさらされる部分に、窒化アルミニウムおよびIIIA族及び/又はIIA族化合物からなる溶射膜が形成されていることを特徴とする請求項2、請求項8又は請求項9に記載の窒化アルミニウム溶射部材。
【請求項15】
前記窒化アルミニウム溶射部材がドーム状、シリンダー状、又はリング状であり、該窒化アルミニウム溶射膜の表面粗さRaが1μm以上15μm以下であることを特徴とする請求項13又は14に記載の窒化アルミニウム溶射部材。
【請求項16】
基材が、熱伝導率100W/mK以上の金属又は金属―セラミックス複合の放熱基板であり、前記窒化アルミニウム溶射膜が熱伝導率10W/mK以上であることを特徴とする請求項1〜15のいずれかに記載の窒化アルミニウム溶射部材。
【請求項17】
前期窒化アルミニウム溶射膜が封孔されていることを特徴とする請求項1〜16のいずれかに記載の窒化アルミニウム溶射部材。
【請求項18】
前期窒化アルミニウム溶射膜の絶縁耐圧が0.15MV/cm以上であることを特徴とする請求項1〜17のいずれかに記載の窒化アルミニウム溶射部材。
【請求項19】
平均粒径が1μm以上10μm以下の窒化アルミニウム粉末を溶射装置に供給し、基材直前で窒化アルミニウム粒子の平均温度が2200℃以上、2280℃以下、平均飛行速度が400m/s以上600m/s以下となる条件の大気圧プラズマ溶射により窒化アルミニウム溶射膜を基材上に形成することを特徴とする請求項第1または請求項7記載の窒化アルミニウム溶射部材の製造方法。
【請求項20】
平均粒径が1μm以上10μm以下のIIIA族及び/又はIIA族化合物粉末と、平均粒径が1μm以上10μm以下の窒化アルミニウム粉末とを溶射装置に供給し、基材直前で窒化アルミニウム粒子平均温度が2200℃以上、2280℃以下、平均飛行速度が400m/s以上600m/s以下となる条件の大気圧プラズマ溶射により窒化アルミニウム溶射膜を基材上に形成することを特徴とする請求項第2又は請求項8に記載の窒化アルミニウム溶射部材の製造方法。
【請求項21】
平均粒径が1μm以上10μm以下の窒化アルミニウム粉末、及び当該窒化アルミニウム粉末の重量に対して、0.1〜5wt%の潤滑剤を添加した混合粉末を溶射粉末として溶射装置に供給し、大気圧プラズマ溶射により窒化アルミニウム溶射膜を基材上に形成することを特徴とする請求項1又は請求項7に記載の窒化アルミニウム溶射部材の製造方法。
【請求項22】
平均粒径が1μm以上10μm以下のIIIA族及び/又はIIA族化合物粉末、平均粒径が1μm以上10μm以下の窒化アルミニウム粉末、及びこれらの粉末の合計重量に対して、0.1〜5wt%の潤滑剤を添加した混合粉末を溶射粉末として溶射装置に供給し、大気圧プラズマ溶射により窒化アルミニウム溶射膜を基材上に形成することを特徴とする請求項2又は請求項8に記載の窒化アルミニウム溶射部材の製造方法。
【請求項23】
平均粒径が1μm以上10μm以下の窒化アルミニウム粉末を溶射ガンのプラズマ出口の外側に、プラズマジェットに垂直に2ヵ所以上で対向して供給し、溶射距離が40mm以上70mm以下となる条件で大気圧プラズマ溶射により窒化アルミニウム溶射膜を基材上に形成することを特徴とする請求項1又は請求項7に記載の窒化アルミニウム溶射部材の製造方法。
【請求項24】
平均粒径が1μm以上10μm以下のIIIA族及び/又はIIA族化合物粉末と平均粒径が1μm以上10μm以下の窒化アルミニウム粉末との混合粉末を、溶射ガンのプラズマ出口の外側に、プラズマジェットに垂直に2ヵ所以上で対向して供給し、溶射距離が40mm以上70mm以下となる条件で大気圧プラズマ溶射により窒化アルミニウム溶射膜を基材上に形成することを特徴とする請求項2又は請求項8に記載の窒化アルミニウム溶射部材の製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2009−235558(P2009−235558A)
【公開日】平成21年10月15日(2009.10.15)
【国際特許分類】
【出願番号】特願2008−186566(P2008−186566)
【出願日】平成20年7月17日(2008.7.17)
【出願人】(000003300)東ソー株式会社 (1,901)
【Fターム(参考)】
【公開日】平成21年10月15日(2009.10.15)
【国際特許分類】
【出願日】平成20年7月17日(2008.7.17)
【出願人】(000003300)東ソー株式会社 (1,901)
【Fターム(参考)】
[ Back to top ]