
窒化物半導体エピタキシャル基板
【課題】オフ角を有するSi基板を用いて、反りが小さく結晶性の高い窒化物半導体基板を提供する。
【解決手段】(111)結晶方位面に対して2.0°以上6.0°以下のオフ角を有するSi基板Wと、Si基板W上に形成されAlN単結晶層20a上にAlxGa1−xN単結晶層(0<x<1)20bが積層された第一バッファ領域Aと、第一バッファ領域A上に形成され厚さが300nm以上450nm以下のAlyGa1−yN単結晶(0≦y<0.1)からなる第1単層30aと厚さが5nm以上20nm以下のAlzGa1−zN単結晶(0.9<z≦1)からなる第2単層30bとが交互に複数積層された第二バッファ領域Bと、第二バッファ領域B上に形成された窒化物半導体活性層50と、からなる窒化物半導体基板Z。
【解決手段】(111)結晶方位面に対して2.0°以上6.0°以下のオフ角を有するSi基板Wと、Si基板W上に形成されAlN単結晶層20a上にAlxGa1−xN単結晶層(0<x<1)20bが積層された第一バッファ領域Aと、第一バッファ領域A上に形成され厚さが300nm以上450nm以下のAlyGa1−yN単結晶(0≦y<0.1)からなる第1単層30aと厚さが5nm以上20nm以下のAlzGa1−zN単結晶(0.9<z≦1)からなる第2単層30bとが交互に複数積層された第二バッファ領域Bと、第二バッファ領域B上に形成された窒化物半導体活性層50と、からなる窒化物半導体基板Z。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、シリコン(Si)基板上にバッファ層を介して窒化物半導体を形成した窒化物半導体エピタキシャル基板に関する。
【背景技術】
【0002】
窒化ガリウム(GaN)や窒化アルミニウム(AlN)等の窒化物半導体に用いられる窒化物半導体基板の一形態として、Si基板上に複数の層を有するバッファ層を介して窒化物半導体層を形成した窒化物半導体基板があり、いくつかの改良技術が知られている。
【0003】
例えば、特許文献1には、結晶面方位が(111)面であるシリコン単結晶基板と、前記シリコン単結晶基板上に形成され、AlxGa1−xN単結晶(0<x≦1)で構成された第1バッファ層と、前記第1バッファ層上に形成され、厚さが250nm以上350nm以下のAlyGa1−yN単結晶(0≦y<0.1)で構成された第1単層と、厚さが5nm以上20nm以下のAlzGa1−zN単結晶(0.9<z≦1)で構成された第2単層とが交互に複数積層された第2バッファ層と、前記第2バッファ層上に形成され、少なくとも1層以上の窒化物系半導体単結晶層を含む半導体素子形成領域と、を備えることを特徴とする化合物半導体基板が開示されている。
【0004】
ところで、下地のSi基板の一主面にオフ角をつけると、窒化物半導体層の結晶性向上が図れることも知られており、例えば特許文献2には、立方晶のシリコン単結晶の{111}面から任意の方向に0.1度以上1.6度以下の範囲内のオフ角で傾斜した主面を有するシリコン基板と、その傾斜主面上において六方晶のAlxInyGa1−x−yN(0≦x≦1、0≦y≦1)層の<0001>方向がシリコン基板の<111>方向と実質的に平行になるようにエピタキシャル成長させられた窒化物半導体層の1以上を含む窒化物半導体素子が開示されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2010−232322号公報
【特許文献2】特開2003−086837号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、オフ角を有するSi基板上にバッファ層を介して窒化物半導体層を形成すると、窒化半導体基板の反り制御性が悪化することが判明した。そして、特許文献1と特許文献2にそれぞれ記載の技術のみでは、この点に十分対応することが困難であった。
【0007】
かかる課題に鑑み、本発明は、下地のSi基板の一主面にオフ角をつけて窒化物半導体層の結晶性向上を図りつつ、かつ、反りの悪化を抑えられる窒化物半導体基板を提供するものである。
【課題を解決するための手段】
【0008】
本発明に係る窒化物半導体基板は、(111)結晶方位面に対して2.0°以上6.0°以下のオフ角を有するSi基板と、前記Si基板上に形成されAlN単結晶層上にAlxGa1−xN単結晶層(0<x<1)が積層された第一バッファ領域と、前記第一バッファ領域上に形成され厚さが300nm以上450nm以下のAlyGa1−yN単結晶(0≦y<0.1)からなる第1単層と厚さが5nm以上20nm以下のAlzGa1−zN単結晶(0.9<z≦1)からなる第2単層とが交互に複数積層された第二バッファ領域と、前記第二バッファ領域上に形成された窒化物半導体活性層と、からなることを特徴とする。
【0009】
このような構成をとることで、オフ角を大きくしても、反りを低減しつつ、高い結晶性を得られる窒化物半導体基板とすることが可能となる。
【0010】
また、本発明に係る窒化物半導体基板は、AlN単結晶層に対するAlxGa1−xN単結晶層の厚さの比が、1.3以上2.5以下であるとより望ましい。
【発明の効果】
【0011】
本発明によって、下地のSi基板の一主面にオフ角をつけることで結晶性を向上しつつ、さらに窒化物半導体基板の反り制御性を有する窒化物半導体基板を提供できる。
【図面の簡単な説明】
【0012】
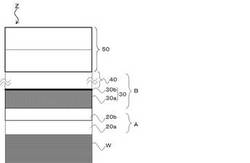
【図1】図1は、本発明の一実施形態に係る窒化物半導体基板を、断面方向から見た概念図である。
【発明を実施するための形態】
【0013】
以下、本発明に係る窒化物半導体基板を、図面を基に詳細に説明する。
【0014】
本発明に係る窒化物半導体基板Zは、(111)結晶方位面に対して2.0°以上6.0°以下のオフ角を有するSi基板Wを有する。このSi基板Wの、オフ角を有する一主面上に対して、各種の窒化物半導体の層が順次積層される。
【0015】
Si基板Wは、公知の半導体用Si基板を広く適用できる。Si基板の結晶引上げ方法、酸素濃度、ドーパントの種類とその濃度、口径、厚さ、面粗さ、等は、設計される窒化物半導体に要求される仕様に応じて、適時選択してよい。
【0016】
オフ角があると、オフ角がない場合と比べて、窒化物半導体導体層の結晶性が向上するが、オフ角の角度が大きすぎると、Si基板Wの一主面上に形成されているステップ段差の影響で、逆に窒化物半導体層の結晶性が損なわれる。
【0017】
本発明においては、Si基板Wのオフ角が2.0°未満では、窒化物半導体層の結晶性向上効果が充分に得られない。一方、オフ角が6.0°を超えると、本発明に係る第一バッファ領域Aと第二バッファ領域Bをもってしても、結晶性の低下が補えない恐れがある。
【0018】
Si基板Wのオフ角は、3°以上5.5°以下であると、結晶性に優れる点でより好ましい。さらに好ましくは、全体的にオフ角の効果が十分に享受されている、4.0°以上5.5°以下である。
【0019】
Si基板W上には、AlN単結晶層20a上にAlxGa1−xN単結晶層(0<x<1)20bが積層された第一バッファ領域Aが形成されている。
【0020】
第一バッファ領域Aは、Si基板Wの表面保護と、Si基板W上に形成される各種の窒化物半導体層に発生する割れ(クラック)や結晶欠陥を抑制する効果をもつ。
【0021】
なお、本発明に係る窒化物半導体基板Zは、詳細は後述するが、Si基板Wのオフ角による影響を、後述する第二バッファ領域Bの第1単層30aの厚さで制御するものである。
【0022】
このとき、AlN単結晶層20aに対するAlxGa1−xN単結晶層(0<x<1)20bの厚さの比を1.3以上2.5以下とすると、第1単層30aとの厚さの相互作用がより効果的に発揮され、さらに好ましいものであるといえる。
【0023】
なお、AlxGa1−xN単結晶層(0<x<1)20bのxは、第一バッファ領域Aと第二バッファ領域Bとの格子定数の差を考慮すると、0.1以上0.3以下が好ましく、0.1以上0.2以下がさらに好ましい。
【0024】
第一バッファ領域A上には、厚さが300nm以上450nm以下のAlyGa1−yN単結晶(0≦y<0.1)からなる第1単層30aと、厚さが5nm以上20nm以下のAlzGa1−zN単結晶(0.9<z≦1)からなる第2単層30bとが交互に複数積層された30aと30bの交互積層40からなる第二バッファ領域Bが形成されている。
【0025】
図1では、第二バッファ領域Bは、第1単層30aの上に第2単層30bが形成された形態を図示している。しかし、本発明はこの形態のみに限定されるものではなく、第1単層30aの上に第2単層30bが交互に積層されている、いくつかの形態も含む。
【0026】
すなわち、本発明における「交互に複数積層された」には、第二バッファ領域Bの最下層が第1単層30aで最上層が第2単層30bの場合、最下層が第2単層30bで最上層が第2単層30bの場合、最下層が第1単層30aで最上層が第1単層30aの場合、及び最下層が第2単層30bで最上層が第2単層30aの場合の、計四種類の形態をも含むものとする。
【0027】
第二バッファ領域Bには、クラックや結晶欠陥等の発生と反りの増大を抑制する作用があり、この厚さや層の構成によって、反りの抑制に必要な圧縮応力の発生量を適正化することができる。
【0028】
Si基板Wがオフ角を持たないジャスト基板の場合、その上に形成される多層構造の窒化物半導体は、各層の界面における成長初期段階において、3次元成長から2次元成長への移行が速やかに行われる。しかし、Si基板Wがオフ角を持つと、3次元成長から2次元成長への移行速度がオフ角に起因すると考えられる成長様式の違いにより、窒化物半導体層の各界面における平坦性が悪化することが判明した。
【0029】
この平坦性の悪化により、第二バッファ領域Bにおける、反りを低減するのに必要な圧縮応力の発生が制限され、反りを低く抑えられなくなる恐れが生じる。
【0030】
すなわち、本発明においては、所定の厚さ範囲に調整された第1単層30aが、窒化物半導体層の各界面で悪化した平坦性を回復し、それにより窒化物半導体基板Zを製造する過程で増大した反りを、一定の範囲内に抑えられるとしている。
【0031】
さらに、本発明に係る窒化物半導体基板Zは、窒化物半導体基板Zの反りが大きくなっても、ジャスト基板のSi基板Wを用いた場合と比べて、相対的にクラックの発生を抑えられる。
【0032】
この効果をもたらす詳細なメカニズムの解析は、未だ十分でなく、今後の課題であるが、Si基板Wのオフ角と第1単層30aの層厚との適切な関係が、本発明の第一バッファ領域Aと第二バッファ領域Bを有する構造において、有効に作用しているのではないかと推測される。
【0033】
第1単層30aの厚さが300nm未満では、界面の平坦性が回復せず反りの抑制に必要な圧縮応力が得られないが、450nm超では、層厚が増加しても圧縮応力の増加は小ないので、反りの抑制が困難となる。好ましくは、より反りの制御性に優れた範囲の、330nm以上430nm以下である。
【0034】
第2単層30bは、厚さが5nm以上20nm以下のAlzGa1−zN単結晶(0.9<z≦1)からなる。厚さが5nm未満では、バッファ層としての機能を備えることが難しく、厚さが20nm超では、第2単層30bの成膜中に極小の割れ(マイクロクラック)が発生し、反りの抑制が難しくなる。
【0035】
ここで、第1単層30aのAlyGa1−yN単結晶(0≦y<0.1)と、第2単層30bのAlzGa1−zN単結晶(0.9<z≦1)は、互いの組成ができるだけ相違したほうが好ましい。
【0036】
これは、多層膜は、格子定数の異なる材料の格子が揃おうとする際に発生する圧縮または引張応力を、応力制御の駆動力とするため、互いの組成が近似してくると、その駆動力が発生しづらくなり、その結果、クラック発生や反りの増加などが生じることによるものである。
【0037】
従って、第1単層30aはGaN(y=0)、第2単層30bはAlN(z=1)であると、より好ましい。
【0038】
第二バッファ領域B上には、窒化物半導体活性層50が形成されているが、層の組成、層厚、および層の数については、窒化物半導体基板Zの設計仕様に応じて、任意に設定することが可能である。なお、図1では2層構造を例示している。
【0039】
本発明に係る窒化物半導体基板Zは、例えば、MOCVD(Metal OrganicChemical Vapor Deposition)やPECVD(Plazma Enhanced Chemical Vapor Depositoin)を初めとしたCVD法、レーザービームを用いた蒸着法、雰囲気ガスを用いたスパッタリング法等により形成することができる。
【0040】
以上のとおり、本発明に係る窒化物半導体基板は、下地のSi基板の一主面にオフ角をつけることで結晶性を向上しつつ、さらに、交互層の膜厚を適正化することにより、窒化物半導体基板の反りが低減された窒化物半導体基板を提供できる。
【0041】
さらに、本発明に係る窒化物半導体基板は、窒化物半導体基板Zの反りが大きくなっても、ジャスト基板のSi基板Wを用いた場合と比べて、相対的にクラックの発生を抑えられる効果もみられる。
【実施例】
【0042】
以下、本発明を実施例に基づいてさらに具体的に説明するが、本発明は、これらの実施例により限定されるものではない。
【0043】
(実験1)
CZ法により製造され、結晶面方位(111)面、キャリア濃度1×1018/cm3、伝導型がn型、直径4インチ、厚さ500μm、窒化物半導体層を形成する一主面が鏡面研磨されたSi基板Wを準備した。
【0044】
そして、前述の各仕様は共通で、表1に示すオフ角を有する各種のSi基板Wを揃え、これらを水素雰囲気下、1000℃で熱処理を行い、表面を清浄にした。
【0045】
次に、基板温度を1150℃に上げて、TMA(トリメチルアルミニウム)、及びNH3(アンモニア)ガスを供給し、Si基板W上に、第1単層20aとしてAlN単結晶層を100nm形成した。続けて、基板温度を1050℃として、TMG(トリメチルガリウム)を更に供給し、TMAとTMGの各々の供給量を調整して、第1単層20a上に厚さ250nmのAlxGa1−xN単結晶層20b(x=0.2)を形成した。
【0046】
次に、基板温度を1050℃として、TMG及びNH3ガスを供給し、AlxGa1−xN単結晶層20b上に、GaN単結晶で構成された第1単層30aを形成した。その後、基板温度を1050℃のままとし、TMGをTMAに切り換えてから、第1単層30a上にAlN単結晶で構成された第2単層30bを形成し、第一バッファ領域Aとした。
【0047】
以上の第1単層30aと第2単層30bの形成を複数回繰り返して、合計層厚が約4000nmとなる第2バッファ層30を形成した。この際、原料ガスの流量及び熱処理時間を調整して、第1単層30aの厚さを表1に示す値になるようにした第二バッファ領域Bをもつ各サンプルを作製した。なお、第2単層30bの厚さは、全て20nmとした。
【0048】
次に、作製した各サンプルに対して、基板温度を1050℃のままで、TMG及びNH3ガスを供給し、第二バッファ領域B上に、厚さ2000nmからなるGaN単結晶で構成されたGaN層と、その上に、TMAとTMGの各々の供給量を調整して、Al0.2Ga0.8N単結晶で構成された厚さ50nmのAlGaN層を形成し、これを窒化物半導体活性層50とした。
【0049】
以上の方法で作製された、表1に示す構造を有する各窒化物半導体基板Zの、窒化物半導体活性層50におけるクラック及び結晶欠陥等の発生状況を、光学顕微鏡と透過電子顕微鏡を用いて評価した。また、反りは、レーザー変位計にて評価した。
【0050】
【表1】

【0051】
表1の結果から、本発明の実施範囲にあるものは、結晶性が高く、反りも小さく、かつクラックの発生も見られず、総じて良好な特性を示した。さらに、本発明の好ましい実施範囲にあるものは、より結晶性を高めることが可能である。
【0052】
(実施例11〜14)
第一バッファ領域Aにおいて、AlN単結晶層20aに対するAlxGa1−xN単結晶層
20bの厚さの比が、1、1.3、1.6、1.8、2.5、3.0になるように、AlxGa1−xN単結晶層20bの厚さを変更し、それ以外は実施例4に準じて、各サンプルの作製と評価を行った。
【0053】
その結果、AlN単結晶層20aに対するAlxGa1−xN単結晶層20bの厚さの比が1.3、1.6、1.8、2.5のサンプルは、反りが実施例4と比べて10%程度さらに低減されており、より優れた特性を示した。
【0054】
(実施例15、比較例5)
窒化物半導体活性層50のGaN層の厚さを4000nm、それ以外は実施例4、比較例1に準じたサンプルを作製して、それぞれ実施例15、比較例5とした。評価は実験1に準じた。
【0055】
その結果、実施例15、比較例5ともに、反りが60μmと大きくなったが、実施例15ではクラックの発生がなく、比較例5では、クラックの発生がみられた。
【産業上の利用可能性】
【0056】
本発明に係る窒化物半導体基板は、高電子移動度トランジスタ、ヘテロ接合電界効果トランジスタ等に好適である。特に、反りの増大が懸念される、活性層の厚さの厚い製品ではより有効といえる。
【符号の説明】
【0057】
Z 窒化物半導体基板
W Si基板
A 第一バッファ領域
20a AlN単結晶層
20b AlxGa1−xN単結晶層
B 第二層バッファ領域
30a 第1単層
30b 第2単層
40 30aと30bの交互積層
50 窒化物半導体活性層
【技術分野】
【0001】
本発明は、シリコン(Si)基板上にバッファ層を介して窒化物半導体を形成した窒化物半導体エピタキシャル基板に関する。
【背景技術】
【0002】
窒化ガリウム(GaN)や窒化アルミニウム(AlN)等の窒化物半導体に用いられる窒化物半導体基板の一形態として、Si基板上に複数の層を有するバッファ層を介して窒化物半導体層を形成した窒化物半導体基板があり、いくつかの改良技術が知られている。
【0003】
例えば、特許文献1には、結晶面方位が(111)面であるシリコン単結晶基板と、前記シリコン単結晶基板上に形成され、AlxGa1−xN単結晶(0<x≦1)で構成された第1バッファ層と、前記第1バッファ層上に形成され、厚さが250nm以上350nm以下のAlyGa1−yN単結晶(0≦y<0.1)で構成された第1単層と、厚さが5nm以上20nm以下のAlzGa1−zN単結晶(0.9<z≦1)で構成された第2単層とが交互に複数積層された第2バッファ層と、前記第2バッファ層上に形成され、少なくとも1層以上の窒化物系半導体単結晶層を含む半導体素子形成領域と、を備えることを特徴とする化合物半導体基板が開示されている。
【0004】
ところで、下地のSi基板の一主面にオフ角をつけると、窒化物半導体層の結晶性向上が図れることも知られており、例えば特許文献2には、立方晶のシリコン単結晶の{111}面から任意の方向に0.1度以上1.6度以下の範囲内のオフ角で傾斜した主面を有するシリコン基板と、その傾斜主面上において六方晶のAlxInyGa1−x−yN(0≦x≦1、0≦y≦1)層の<0001>方向がシリコン基板の<111>方向と実質的に平行になるようにエピタキシャル成長させられた窒化物半導体層の1以上を含む窒化物半導体素子が開示されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2010−232322号公報
【特許文献2】特開2003−086837号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、オフ角を有するSi基板上にバッファ層を介して窒化物半導体層を形成すると、窒化半導体基板の反り制御性が悪化することが判明した。そして、特許文献1と特許文献2にそれぞれ記載の技術のみでは、この点に十分対応することが困難であった。
【0007】
かかる課題に鑑み、本発明は、下地のSi基板の一主面にオフ角をつけて窒化物半導体層の結晶性向上を図りつつ、かつ、反りの悪化を抑えられる窒化物半導体基板を提供するものである。
【課題を解決するための手段】
【0008】
本発明に係る窒化物半導体基板は、(111)結晶方位面に対して2.0°以上6.0°以下のオフ角を有するSi基板と、前記Si基板上に形成されAlN単結晶層上にAlxGa1−xN単結晶層(0<x<1)が積層された第一バッファ領域と、前記第一バッファ領域上に形成され厚さが300nm以上450nm以下のAlyGa1−yN単結晶(0≦y<0.1)からなる第1単層と厚さが5nm以上20nm以下のAlzGa1−zN単結晶(0.9<z≦1)からなる第2単層とが交互に複数積層された第二バッファ領域と、前記第二バッファ領域上に形成された窒化物半導体活性層と、からなることを特徴とする。
【0009】
このような構成をとることで、オフ角を大きくしても、反りを低減しつつ、高い結晶性を得られる窒化物半導体基板とすることが可能となる。
【0010】
また、本発明に係る窒化物半導体基板は、AlN単結晶層に対するAlxGa1−xN単結晶層の厚さの比が、1.3以上2.5以下であるとより望ましい。
【発明の効果】
【0011】
本発明によって、下地のSi基板の一主面にオフ角をつけることで結晶性を向上しつつ、さらに窒化物半導体基板の反り制御性を有する窒化物半導体基板を提供できる。
【図面の簡単な説明】
【0012】
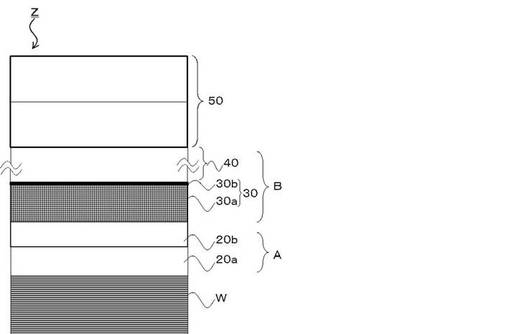
【図1】図1は、本発明の一実施形態に係る窒化物半導体基板を、断面方向から見た概念図である。
【発明を実施するための形態】
【0013】
以下、本発明に係る窒化物半導体基板を、図面を基に詳細に説明する。
【0014】
本発明に係る窒化物半導体基板Zは、(111)結晶方位面に対して2.0°以上6.0°以下のオフ角を有するSi基板Wを有する。このSi基板Wの、オフ角を有する一主面上に対して、各種の窒化物半導体の層が順次積層される。
【0015】
Si基板Wは、公知の半導体用Si基板を広く適用できる。Si基板の結晶引上げ方法、酸素濃度、ドーパントの種類とその濃度、口径、厚さ、面粗さ、等は、設計される窒化物半導体に要求される仕様に応じて、適時選択してよい。
【0016】
オフ角があると、オフ角がない場合と比べて、窒化物半導体導体層の結晶性が向上するが、オフ角の角度が大きすぎると、Si基板Wの一主面上に形成されているステップ段差の影響で、逆に窒化物半導体層の結晶性が損なわれる。
【0017】
本発明においては、Si基板Wのオフ角が2.0°未満では、窒化物半導体層の結晶性向上効果が充分に得られない。一方、オフ角が6.0°を超えると、本発明に係る第一バッファ領域Aと第二バッファ領域Bをもってしても、結晶性の低下が補えない恐れがある。
【0018】
Si基板Wのオフ角は、3°以上5.5°以下であると、結晶性に優れる点でより好ましい。さらに好ましくは、全体的にオフ角の効果が十分に享受されている、4.0°以上5.5°以下である。
【0019】
Si基板W上には、AlN単結晶層20a上にAlxGa1−xN単結晶層(0<x<1)20bが積層された第一バッファ領域Aが形成されている。
【0020】
第一バッファ領域Aは、Si基板Wの表面保護と、Si基板W上に形成される各種の窒化物半導体層に発生する割れ(クラック)や結晶欠陥を抑制する効果をもつ。
【0021】
なお、本発明に係る窒化物半導体基板Zは、詳細は後述するが、Si基板Wのオフ角による影響を、後述する第二バッファ領域Bの第1単層30aの厚さで制御するものである。
【0022】
このとき、AlN単結晶層20aに対するAlxGa1−xN単結晶層(0<x<1)20bの厚さの比を1.3以上2.5以下とすると、第1単層30aとの厚さの相互作用がより効果的に発揮され、さらに好ましいものであるといえる。
【0023】
なお、AlxGa1−xN単結晶層(0<x<1)20bのxは、第一バッファ領域Aと第二バッファ領域Bとの格子定数の差を考慮すると、0.1以上0.3以下が好ましく、0.1以上0.2以下がさらに好ましい。
【0024】
第一バッファ領域A上には、厚さが300nm以上450nm以下のAlyGa1−yN単結晶(0≦y<0.1)からなる第1単層30aと、厚さが5nm以上20nm以下のAlzGa1−zN単結晶(0.9<z≦1)からなる第2単層30bとが交互に複数積層された30aと30bの交互積層40からなる第二バッファ領域Bが形成されている。
【0025】
図1では、第二バッファ領域Bは、第1単層30aの上に第2単層30bが形成された形態を図示している。しかし、本発明はこの形態のみに限定されるものではなく、第1単層30aの上に第2単層30bが交互に積層されている、いくつかの形態も含む。
【0026】
すなわち、本発明における「交互に複数積層された」には、第二バッファ領域Bの最下層が第1単層30aで最上層が第2単層30bの場合、最下層が第2単層30bで最上層が第2単層30bの場合、最下層が第1単層30aで最上層が第1単層30aの場合、及び最下層が第2単層30bで最上層が第2単層30aの場合の、計四種類の形態をも含むものとする。
【0027】
第二バッファ領域Bには、クラックや結晶欠陥等の発生と反りの増大を抑制する作用があり、この厚さや層の構成によって、反りの抑制に必要な圧縮応力の発生量を適正化することができる。
【0028】
Si基板Wがオフ角を持たないジャスト基板の場合、その上に形成される多層構造の窒化物半導体は、各層の界面における成長初期段階において、3次元成長から2次元成長への移行が速やかに行われる。しかし、Si基板Wがオフ角を持つと、3次元成長から2次元成長への移行速度がオフ角に起因すると考えられる成長様式の違いにより、窒化物半導体層の各界面における平坦性が悪化することが判明した。
【0029】
この平坦性の悪化により、第二バッファ領域Bにおける、反りを低減するのに必要な圧縮応力の発生が制限され、反りを低く抑えられなくなる恐れが生じる。
【0030】
すなわち、本発明においては、所定の厚さ範囲に調整された第1単層30aが、窒化物半導体層の各界面で悪化した平坦性を回復し、それにより窒化物半導体基板Zを製造する過程で増大した反りを、一定の範囲内に抑えられるとしている。
【0031】
さらに、本発明に係る窒化物半導体基板Zは、窒化物半導体基板Zの反りが大きくなっても、ジャスト基板のSi基板Wを用いた場合と比べて、相対的にクラックの発生を抑えられる。
【0032】
この効果をもたらす詳細なメカニズムの解析は、未だ十分でなく、今後の課題であるが、Si基板Wのオフ角と第1単層30aの層厚との適切な関係が、本発明の第一バッファ領域Aと第二バッファ領域Bを有する構造において、有効に作用しているのではないかと推測される。
【0033】
第1単層30aの厚さが300nm未満では、界面の平坦性が回復せず反りの抑制に必要な圧縮応力が得られないが、450nm超では、層厚が増加しても圧縮応力の増加は小ないので、反りの抑制が困難となる。好ましくは、より反りの制御性に優れた範囲の、330nm以上430nm以下である。
【0034】
第2単層30bは、厚さが5nm以上20nm以下のAlzGa1−zN単結晶(0.9<z≦1)からなる。厚さが5nm未満では、バッファ層としての機能を備えることが難しく、厚さが20nm超では、第2単層30bの成膜中に極小の割れ(マイクロクラック)が発生し、反りの抑制が難しくなる。
【0035】
ここで、第1単層30aのAlyGa1−yN単結晶(0≦y<0.1)と、第2単層30bのAlzGa1−zN単結晶(0.9<z≦1)は、互いの組成ができるだけ相違したほうが好ましい。
【0036】
これは、多層膜は、格子定数の異なる材料の格子が揃おうとする際に発生する圧縮または引張応力を、応力制御の駆動力とするため、互いの組成が近似してくると、その駆動力が発生しづらくなり、その結果、クラック発生や反りの増加などが生じることによるものである。
【0037】
従って、第1単層30aはGaN(y=0)、第2単層30bはAlN(z=1)であると、より好ましい。
【0038】
第二バッファ領域B上には、窒化物半導体活性層50が形成されているが、層の組成、層厚、および層の数については、窒化物半導体基板Zの設計仕様に応じて、任意に設定することが可能である。なお、図1では2層構造を例示している。
【0039】
本発明に係る窒化物半導体基板Zは、例えば、MOCVD(Metal OrganicChemical Vapor Deposition)やPECVD(Plazma Enhanced Chemical Vapor Depositoin)を初めとしたCVD法、レーザービームを用いた蒸着法、雰囲気ガスを用いたスパッタリング法等により形成することができる。
【0040】
以上のとおり、本発明に係る窒化物半導体基板は、下地のSi基板の一主面にオフ角をつけることで結晶性を向上しつつ、さらに、交互層の膜厚を適正化することにより、窒化物半導体基板の反りが低減された窒化物半導体基板を提供できる。
【0041】
さらに、本発明に係る窒化物半導体基板は、窒化物半導体基板Zの反りが大きくなっても、ジャスト基板のSi基板Wを用いた場合と比べて、相対的にクラックの発生を抑えられる効果もみられる。
【実施例】
【0042】
以下、本発明を実施例に基づいてさらに具体的に説明するが、本発明は、これらの実施例により限定されるものではない。
【0043】
(実験1)
CZ法により製造され、結晶面方位(111)面、キャリア濃度1×1018/cm3、伝導型がn型、直径4インチ、厚さ500μm、窒化物半導体層を形成する一主面が鏡面研磨されたSi基板Wを準備した。
【0044】
そして、前述の各仕様は共通で、表1に示すオフ角を有する各種のSi基板Wを揃え、これらを水素雰囲気下、1000℃で熱処理を行い、表面を清浄にした。
【0045】
次に、基板温度を1150℃に上げて、TMA(トリメチルアルミニウム)、及びNH3(アンモニア)ガスを供給し、Si基板W上に、第1単層20aとしてAlN単結晶層を100nm形成した。続けて、基板温度を1050℃として、TMG(トリメチルガリウム)を更に供給し、TMAとTMGの各々の供給量を調整して、第1単層20a上に厚さ250nmのAlxGa1−xN単結晶層20b(x=0.2)を形成した。
【0046】
次に、基板温度を1050℃として、TMG及びNH3ガスを供給し、AlxGa1−xN単結晶層20b上に、GaN単結晶で構成された第1単層30aを形成した。その後、基板温度を1050℃のままとし、TMGをTMAに切り換えてから、第1単層30a上にAlN単結晶で構成された第2単層30bを形成し、第一バッファ領域Aとした。
【0047】
以上の第1単層30aと第2単層30bの形成を複数回繰り返して、合計層厚が約4000nmとなる第2バッファ層30を形成した。この際、原料ガスの流量及び熱処理時間を調整して、第1単層30aの厚さを表1に示す値になるようにした第二バッファ領域Bをもつ各サンプルを作製した。なお、第2単層30bの厚さは、全て20nmとした。
【0048】
次に、作製した各サンプルに対して、基板温度を1050℃のままで、TMG及びNH3ガスを供給し、第二バッファ領域B上に、厚さ2000nmからなるGaN単結晶で構成されたGaN層と、その上に、TMAとTMGの各々の供給量を調整して、Al0.2Ga0.8N単結晶で構成された厚さ50nmのAlGaN層を形成し、これを窒化物半導体活性層50とした。
【0049】
以上の方法で作製された、表1に示す構造を有する各窒化物半導体基板Zの、窒化物半導体活性層50におけるクラック及び結晶欠陥等の発生状況を、光学顕微鏡と透過電子顕微鏡を用いて評価した。また、反りは、レーザー変位計にて評価した。
【0050】
【表1】
【0051】
表1の結果から、本発明の実施範囲にあるものは、結晶性が高く、反りも小さく、かつクラックの発生も見られず、総じて良好な特性を示した。さらに、本発明の好ましい実施範囲にあるものは、より結晶性を高めることが可能である。
【0052】
(実施例11〜14)
第一バッファ領域Aにおいて、AlN単結晶層20aに対するAlxGa1−xN単結晶層
20bの厚さの比が、1、1.3、1.6、1.8、2.5、3.0になるように、AlxGa1−xN単結晶層20bの厚さを変更し、それ以外は実施例4に準じて、各サンプルの作製と評価を行った。
【0053】
その結果、AlN単結晶層20aに対するAlxGa1−xN単結晶層20bの厚さの比が1.3、1.6、1.8、2.5のサンプルは、反りが実施例4と比べて10%程度さらに低減されており、より優れた特性を示した。
【0054】
(実施例15、比較例5)
窒化物半導体活性層50のGaN層の厚さを4000nm、それ以外は実施例4、比較例1に準じたサンプルを作製して、それぞれ実施例15、比較例5とした。評価は実験1に準じた。
【0055】
その結果、実施例15、比較例5ともに、反りが60μmと大きくなったが、実施例15ではクラックの発生がなく、比較例5では、クラックの発生がみられた。
【産業上の利用可能性】
【0056】
本発明に係る窒化物半導体基板は、高電子移動度トランジスタ、ヘテロ接合電界効果トランジスタ等に好適である。特に、反りの増大が懸念される、活性層の厚さの厚い製品ではより有効といえる。
【符号の説明】
【0057】
Z 窒化物半導体基板
W Si基板
A 第一バッファ領域
20a AlN単結晶層
20b AlxGa1−xN単結晶層
B 第二層バッファ領域
30a 第1単層
30b 第2単層
40 30aと30bの交互積層
50 窒化物半導体活性層
【特許請求の範囲】
【請求項1】
(111)結晶方位面に対して2.0°以上6.0°以下のオフ角を有するSi基板と、前記Si基板上に形成されAlN単結晶層上にAlxGa1−xN単結晶層(0<x<1)が積層された第一バッファ領域と、
前記第一バッファ領域上に形成され厚さが300nm以上450nm以下のAlyGa1−yN単結晶(0≦y<0.1)からなる第1単層と厚さが5nm以上20nm以下のAlzGa1−zN単結晶(0.9<z≦1)からなる第2単層とが交互に複数積層された第二バッファ領域と、
前記第二バッファ領域上に形成された窒化物半導体活性層と、
からなることを特徴とする窒化物半導体基板。
【請求項2】
前記AlN単結晶層に対する前記AlxGa1−xN単結晶層の厚さの比が、1.3以上2.5以下であることを特徴とする、請求項1に記載の窒化物半導体基板。
【請求項1】
(111)結晶方位面に対して2.0°以上6.0°以下のオフ角を有するSi基板と、前記Si基板上に形成されAlN単結晶層上にAlxGa1−xN単結晶層(0<x<1)が積層された第一バッファ領域と、
前記第一バッファ領域上に形成され厚さが300nm以上450nm以下のAlyGa1−yN単結晶(0≦y<0.1)からなる第1単層と厚さが5nm以上20nm以下のAlzGa1−zN単結晶(0.9<z≦1)からなる第2単層とが交互に複数積層された第二バッファ領域と、
前記第二バッファ領域上に形成された窒化物半導体活性層と、
からなることを特徴とする窒化物半導体基板。
【請求項2】
前記AlN単結晶層に対する前記AlxGa1−xN単結晶層の厚さの比が、1.3以上2.5以下であることを特徴とする、請求項1に記載の窒化物半導体基板。
【図1】

【公開番号】特開2013−89621(P2013−89621A)
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願番号】特願2011−225675(P2011−225675)
【出願日】平成23年10月13日(2011.10.13)
【出願人】(507182807)コバレントマテリアル株式会社 (506)
【Fターム(参考)】
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願日】平成23年10月13日(2011.10.13)
【出願人】(507182807)コバレントマテリアル株式会社 (506)
【Fターム(参考)】
[ Back to top ]