
窒素を含有する粉末焼結体の製造方法

【課題】 本発明の目的は、窒素を含有しない安価な合金組成の原料粉末を用いても長時間の窒化処理をすることなく、瞬時に合金元素として窒素を添加した不純物の少ない焼結用粉末を高効率で作製し、高強度で耐食性に優れる粉末焼結体を得るための製造方法を提供することである。
【解決手段】 本発明は、窒素を含有する粉末焼結体の製造方法であって、所定質量の原料粉末を準備するステップと、プラズマ動作ガスと高周波誘導コイルから発生する高周波エネルギとによりプラズマ炎を形成するとともに、該プラズマ炎が存在する空間の窒素濃度を5体積%以上にするステップと、前記原料粉末を前記プラズマ炎中に投入して溶融凝固させて、0.1質量%以上の窒素を含有する焼結用粉末を得るステップと、前記焼結用粉末を焼結するステップとを含む窒素を含有する粉末焼結体の製造方法である。
【解決手段】 本発明は、窒素を含有する粉末焼結体の製造方法であって、所定質量の原料粉末を準備するステップと、プラズマ動作ガスと高周波誘導コイルから発生する高周波エネルギとによりプラズマ炎を形成するとともに、該プラズマ炎が存在する空間の窒素濃度を5体積%以上にするステップと、前記原料粉末を前記プラズマ炎中に投入して溶融凝固させて、0.1質量%以上の窒素を含有する焼結用粉末を得るステップと、前記焼結用粉末を焼結するステップとを含む窒素を含有する粉末焼結体の製造方法である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、窒素を含有する粉末焼結体の製造方法に関するものである。
【背景技術】
【0002】
高窒素含有ステンレス鋼は、従来のオーステナイト系やマルテンサイト系のステンレス鋼中に窒素を固溶させて強度や耐食性を更に向上させたものである。
高窒素含有ステンレス鋼を製造する方法としては、例えば、非特許文献1に開示されるように、溶解時に窒素源として窒素化合物を添加して加圧溶解する加圧式エレクトロスラグ再溶解法や、鋼材を1000℃以上の窒素ガス雰囲気中に保持することで、窒素原子を固相内へ拡散させ高窒素化を図る固相窒素吸収法等、特殊な処理が必要とされる。
このような高強度で耐食性に優れる高窒素含有ステンレス鋼でなる粉末を製造するためには、例えば、非特許文献1に開示されるように、窒素ガス雰囲気中で原料粉末を密閉容器に装填しボールを原料粉末に衝突させて合金化するメカニカルアロイング法が提案されている。しかしながら、非特許文献1のような方法は、合金化の処理時間が長く生産性が低いという問題がある。
【0003】
一方、窒素を含有する鋼粉末の製造方法の一つに、特許文献1に開示されるガスアトマイズ法で、鋼溶湯を窒素ガスにてガスアトマイジングし、得られた鋼粉末を窒素ガス雰囲気中で高温保持した後、徐冷することで500質量ppm以上の窒素を添加させた鋼粉末を製造する方法がある。
【0004】
また、特許文献2では、ガスアトマイズ法で得られた鋼粉末を、アンモニア雰囲気中で200〜600℃の低温窒化により粉末に窒素を吸収させて0.5質量%以上の窒素を含有させた固化成形用高窒素ステンレス鋼粉末を製造する方法が提案されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特公昭54−42326号公報
【特許文献2】特開2008−303413号公報
【非特許文献】
【0006】
【非特許文献1】2006年度物質材料アウトルック(インターネット<URL: http://e−materials.net/outlook/OUTLOOK2006/OL2006_cap/cap3−5−7c.pdf>)
【発明の概要】
【発明が解決しようとする課題】
【0007】
上述した特許文献1に開示される窒素を含有する鋼粉末の製造方法は、高濃度の窒素を鋼粉末に添加する点では有利である。しかしながら、特許文献1に開示されるプロセスでは、ガスアトマイジングにより得られた鋼粉末を窒素ガス雰囲気中で600〜1200℃の温度範囲で保持するという窒化処理が必要となり、粉末同士の焼結が進み凝集する問題や、鋼粉末中に均質な窒素の分布を得ることが難しいという問題がある。
また、特許文献2に開示される低温での窒化処理は、粉末同士の焼結による凝集を回避することはできるが、アンモニア雰囲気中で長時間保持する必要があり、経済的に不利である。
本発明の目的は、窒素を含有しない安価な合金組成の原料粉末を用いても長時間の窒化処理をすることなく、瞬時に合金元素として窒素を添加した不純物の少ない焼結用粉末を高効率で作製し、高強度で耐食性に優れる粉末焼結体を得るための製造方法を提供することである。
【課題を解決するための手段】
【0008】
本発明者等は、窒素を添加させた粉末焼結体の製造方法を鋭意的に研究し、プラズマ炎が存在する空間に窒素を5体積%以上含むガスを用いることで、窒素を含有しない安価な合金組成の原料粉末としても、合金元素として窒素が添加された焼結用粉末を効率よく得ることができ、これを焼結することにより、窒素を含有した粉末焼結体を得ることができることを見出し、本発明に到達した。
すなわち、本発明は、窒素を含有する粉末焼結体の製造方法であって、所定質量の原料粉末を準備するステップと、プラズマ動作ガスと高周波誘導コイルから発生する高周波エネルギとによりプラズマ炎を形成するとともに、該プラズマ炎が存在する空間の窒素濃度を5体積%以上にするステップと、前記原料粉末を前記プラズマ炎中に投入して溶融凝固させて、0.1質量%以上の窒素を含有する焼結用粉末を得るステップと、前記焼結用粉末を焼結するステップとを含む、窒素を含有する粉末焼結体の製造方法である。
また、本発明で用いる原料粉末は、アトマイジングした粉末を用いることができ、水アトマイズした粉末が好適である。
【発明の効果】
【0009】
本発明によれば、窒素を含有しない安価な合金組成の原料粉末を用いても、高強度で耐食性に優れる粉末焼結体を得ることができる。
【図面の簡単な説明】
【0010】
【図1】本発明の焼結用粉末を得るための装置の一例を示す模式図である。
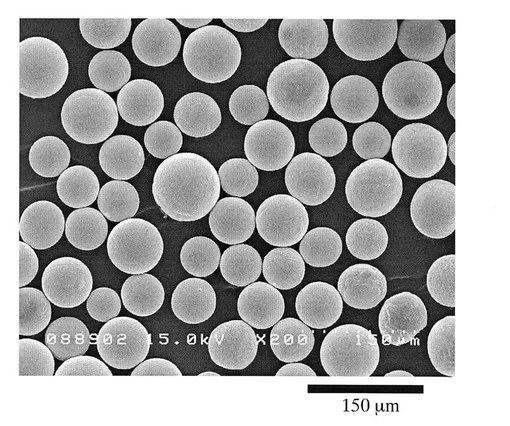
【図2】本発明で得られた焼結用粉末の一例を示す走査型電子顕微鏡写真である。
【発明を実施するための形態】
【0011】
上述したように、本発明は、粉末焼結体の焼結用粉末を得るために、プラズマ処理を適用し、プラズマ炎が存在する空間の窒素濃度を5体積%以上含むガスを採用する。本発明者等は、プラズマ炎中に添加した窒素ガスは一部活性化し、プラズマ処理中に液滴状態となった原料への窒素添加が実現することを見出した。以下、本発明の粉末焼結体の製造方法について詳細に説明する。
【0012】
本発明は、先ず、所定質量の原料粉末をプラズマ炎に導入し、溶融した液滴を凝固させて焼結用粉末を得る。原料粉末は、例えばアトマイジングした金属粉末が適用でき、その他の原料粉末であってもよい。
図1に本発明の粉末焼結体で適用する焼結用粉末を作製するために用いるプラズマ装置構成の一例を示す。プラズマ炎6は、冷却壁1の外側に設けた高周波コイル3の軸線方向の一方から、窒素を5体積%以上含むプラズマ動作ガスを供給部4から供給し、高周波コイル3に電圧をかけることで、高周波コイル3の内側の冷却壁1で仕切られたプラズマ発生空間2に発生させる。また、プラズマ炎6下部に設けた反応ガス供給部5より、反応ガスを供給することで、プラズマ炎6の尾部の伸長の調整や得られる焼結用粉末の冷却速度を調整する。
次いで、発生させたプラズマ炎6に、原料粉末供給ノズル7からキャリアガスとともに原料粉末を投入する。プラズマ炎6中に投入した原料粉末は、プラズマ炎6の温度自体が5000〜10000K程度であるため、原料粉末が高温部に曝されることで瞬時に溶融し、チャンバー8の領域で凝固した焼結用粉末を回収容器10で回収する。尚、製造中には、排気装置9によりチャンバー8内の排気を行う。
【0013】
本発明では、高強度で耐食性に優れる窒素を含有した焼結用粉末を得るために、プラズマ炎が存在する空間の窒素濃度を5体積%以上にする必要がある。これは、プラズマ炎が存在する空間の窒素濃度が5体積%未満であると、得られる焼結用粉末への窒素添加を実現することが困難になるためである。
本発明でプラズマ炎が存在する空間の窒素濃度を5体積%以上にするには、上記で説明したプラズマ動作ガス供給部4および/または反応ガス供給部5から窒素濃度が5体積%以上となるように調整したガスを供給することで可能となる。
本発明は、焼結用粉末に窒素を0.1質量%以上導入させる。これは、合金組成として窒素が強度や耐食性を向上する効果を発揮するためには、焼結用粉末の窒素含有量が0.1質量%以上であることが必要なためである。
本発明で原料粉末をプラズマ炎中に投入して溶融した液滴を凝固させることにより焼結用粉末を得ることができる。
また、溶融凝固中の凝固雰囲気は、プラズマ動作ガスと同じでもよいが、不活性ガスである、He、Ne、Ar、Kr、Xe、Rnの希ガスを用いることで、酸化防止に有効である。また、溶融した液滴を凝固させる雰囲気には、水等の液体冷媒の使用も可能である。
【0014】
また、本発明で焼結用粉末を得るためには、プラズマ動作ガスに窒素を5体積%以上含むことが好ましい。尚、プラズマ動作ガスに窒素は必須ではなく、窒素以外のプラズマ動作ガスとしては、不活性ガスである、He、Ne、Ar、Kr、Xe、Rnの希ガスに加え、H2などのガスが適用できる。これらのガスをプラズマ動作ガスに適用することで、処理中のプラズマ炎6の安定化を図ることができる。また、プラズマ動作ガスにH2を適用すると、プラズマ炎6の温度をより高めることができ、原料粉末に含まれる酸素等の不純物の蒸発を促進しやすい。反応ガスには、窒素以外のガスとして、不活性ガスである、He、Ne、Ar、Kr、Xe、Rnの希ガスに加え、H2などのガスが適用できる。
【0015】
本発明で適用できる原料粉末としては、アトマイジングした粉末を用いることができる。アトマイジングした粉末としては、不活性ガスによりアトマイジングした粉末が適用できる。また、本発明では、プラズマ炎が存在する空間の窒素濃度を5体積%以上にすることで、ガスアトマイズ法より安価で酸素等の不純物を多く含有する水アトマイズ法で製作された原料粉末を用いても、プラズマ炎に投入されて液滴状態となった原料への窒素添加を行うと同時に、プラズマ中の精錬効果により、酸素など不純物を低減する。これにより、不純物が低減した高強度で耐食性に優れる焼結用粉末を得ることができる。
また、原料粉末の材質としては、マルテンサイト系ステンレス鋼、オーステナイト系ステンレス鋼などのステンレス鋼またはその他材料が適用できる。
【0016】
また、本発明で適用できる原料粉末の粒子径は、5μm以上300μm以下の粒度分布を有することが好ましい。これは、最大粒径が300μmを超える場合には、高温プラズマ炎域での短い滞在時間では十分な溶融ができず、原料粉末への窒素添加が困難となるためである。
一方、5μm未満の粉末微粒子が多く含まれる場合には、単位体積あたりの比表面積が大きく、プラズマ炎域での蒸発が急激に増加する。5μm未満の粉末を処理する場合には、熱プラズマエネルギー効率の低減、原料粉末の蒸発ロスが顕著になる。そのため最小粒径を5μm以上に調整した原料粉末を使用することが好ましい。
【0017】
以下に、本発明の粉末焼結体の製造方法で適用できる焼結用粉末の製造例を説明する。
図1に示す誘導結合型RFプラズマトーチで構成される交流熱プラズマ装置を用いて焼結用粉末を製造した。先ず、原料粉末として、平均粒径φが86μmで、0.035質量%C‐9.1質量%Ni‐18.0質量%Cr、残部主としてFeからなるステンレス鋼粉末を準備した。
次いで、図1に示すように高周波コイル3の内側の冷却壁1で仕切られたプラズマ炎6が発生する空間に、高周波コイル3の軸線方向の一方から動作ガス供給部4よりN2ガスおよびArガスの混合ガスを供給し、また、反応ガス供給部5よりN2ガスまたはArガスを供給した。また、条件により反応ガス供給部5からのガス供給をしない実験も行った。
次いで、原料粉末供給ノズル7からキャリアガスとしてのArガス4L/min(nor)とともに原料粉末を供給してプラズマ炎6中に投入した。プラズマ炎6中に投入して溶融した液滴は、内径が300mm、高さが900mmのチャンバー8内のN2およびArの混合ガスの雰囲気中を落下しながら凝固され、回収容器10に焼結用粉末を得た。このとき、排気装置9でチャンバー8内を排気しながら処理した。
表1にそれぞれの実験条件を示す。これらの条件により得られた焼結用粉末の窒素含有量を不活性ガス溶解熱伝導法で分析した。その結果を表2に示す。
【0018】
【表1】

【0019】
【表2】
【0020】
表2に示す分析結果より、プラズマ炎が存在する空間の窒素濃度を5体積%以上にすることで、原料粉末に対し、得られた焼結用粉末に0.1質量%以上の窒素を導入させることができ、また不純物が低減した高強度で耐食性に優れる焼結用粉末を得ることができた。
また、図2に得られた焼結用粉末の外観を走査型電子顕微鏡で観察した結果を示す。本発明によれば、図2に示すような、表面が平滑で焼結体を得るための焼結用粉末を得ることができることを確認できた。
【0021】
本発明では、得られた焼結用粉末を固化成形する方法として、焼結を適用する。本発明で適用できる焼結方法は、脱窒が抑制できる焼結方法であればどのような焼結でもよい。例えば、加圧しないで焼結を行う雰囲気焼結法や、加圧しながら焼結を行うホットプレス法、放電プラズマ焼結法、熱間静水圧プレス法等が挙げられ、得られる焼結体の形状等を考慮し、適宜選択できる。
【符号の説明】
【0022】
1.冷却壁
2.プラズマ発生空間
3.高周波コイル
4.動作ガス供給部
5.反応ガス供給部
6.プラズマ炎
7.原料片供給ノズル
8.チャンバー
9.排気装置
10.回収容器
【技術分野】
【0001】
本発明は、窒素を含有する粉末焼結体の製造方法に関するものである。
【背景技術】
【0002】
高窒素含有ステンレス鋼は、従来のオーステナイト系やマルテンサイト系のステンレス鋼中に窒素を固溶させて強度や耐食性を更に向上させたものである。
高窒素含有ステンレス鋼を製造する方法としては、例えば、非特許文献1に開示されるように、溶解時に窒素源として窒素化合物を添加して加圧溶解する加圧式エレクトロスラグ再溶解法や、鋼材を1000℃以上の窒素ガス雰囲気中に保持することで、窒素原子を固相内へ拡散させ高窒素化を図る固相窒素吸収法等、特殊な処理が必要とされる。
このような高強度で耐食性に優れる高窒素含有ステンレス鋼でなる粉末を製造するためには、例えば、非特許文献1に開示されるように、窒素ガス雰囲気中で原料粉末を密閉容器に装填しボールを原料粉末に衝突させて合金化するメカニカルアロイング法が提案されている。しかしながら、非特許文献1のような方法は、合金化の処理時間が長く生産性が低いという問題がある。
【0003】
一方、窒素を含有する鋼粉末の製造方法の一つに、特許文献1に開示されるガスアトマイズ法で、鋼溶湯を窒素ガスにてガスアトマイジングし、得られた鋼粉末を窒素ガス雰囲気中で高温保持した後、徐冷することで500質量ppm以上の窒素を添加させた鋼粉末を製造する方法がある。
【0004】
また、特許文献2では、ガスアトマイズ法で得られた鋼粉末を、アンモニア雰囲気中で200〜600℃の低温窒化により粉末に窒素を吸収させて0.5質量%以上の窒素を含有させた固化成形用高窒素ステンレス鋼粉末を製造する方法が提案されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特公昭54−42326号公報
【特許文献2】特開2008−303413号公報
【非特許文献】
【0006】
【非特許文献1】2006年度物質材料アウトルック(インターネット<URL: http://e−materials.net/outlook/OUTLOOK2006/OL2006_cap/cap3−5−7c.pdf>)
【発明の概要】
【発明が解決しようとする課題】
【0007】
上述した特許文献1に開示される窒素を含有する鋼粉末の製造方法は、高濃度の窒素を鋼粉末に添加する点では有利である。しかしながら、特許文献1に開示されるプロセスでは、ガスアトマイジングにより得られた鋼粉末を窒素ガス雰囲気中で600〜1200℃の温度範囲で保持するという窒化処理が必要となり、粉末同士の焼結が進み凝集する問題や、鋼粉末中に均質な窒素の分布を得ることが難しいという問題がある。
また、特許文献2に開示される低温での窒化処理は、粉末同士の焼結による凝集を回避することはできるが、アンモニア雰囲気中で長時間保持する必要があり、経済的に不利である。
本発明の目的は、窒素を含有しない安価な合金組成の原料粉末を用いても長時間の窒化処理をすることなく、瞬時に合金元素として窒素を添加した不純物の少ない焼結用粉末を高効率で作製し、高強度で耐食性に優れる粉末焼結体を得るための製造方法を提供することである。
【課題を解決するための手段】
【0008】
本発明者等は、窒素を添加させた粉末焼結体の製造方法を鋭意的に研究し、プラズマ炎が存在する空間に窒素を5体積%以上含むガスを用いることで、窒素を含有しない安価な合金組成の原料粉末としても、合金元素として窒素が添加された焼結用粉末を効率よく得ることができ、これを焼結することにより、窒素を含有した粉末焼結体を得ることができることを見出し、本発明に到達した。
すなわち、本発明は、窒素を含有する粉末焼結体の製造方法であって、所定質量の原料粉末を準備するステップと、プラズマ動作ガスと高周波誘導コイルから発生する高周波エネルギとによりプラズマ炎を形成するとともに、該プラズマ炎が存在する空間の窒素濃度を5体積%以上にするステップと、前記原料粉末を前記プラズマ炎中に投入して溶融凝固させて、0.1質量%以上の窒素を含有する焼結用粉末を得るステップと、前記焼結用粉末を焼結するステップとを含む、窒素を含有する粉末焼結体の製造方法である。
また、本発明で用いる原料粉末は、アトマイジングした粉末を用いることができ、水アトマイズした粉末が好適である。
【発明の効果】
【0009】
本発明によれば、窒素を含有しない安価な合金組成の原料粉末を用いても、高強度で耐食性に優れる粉末焼結体を得ることができる。
【図面の簡単な説明】
【0010】
【図1】本発明の焼結用粉末を得るための装置の一例を示す模式図である。
【図2】本発明で得られた焼結用粉末の一例を示す走査型電子顕微鏡写真である。
【発明を実施するための形態】
【0011】
上述したように、本発明は、粉末焼結体の焼結用粉末を得るために、プラズマ処理を適用し、プラズマ炎が存在する空間の窒素濃度を5体積%以上含むガスを採用する。本発明者等は、プラズマ炎中に添加した窒素ガスは一部活性化し、プラズマ処理中に液滴状態となった原料への窒素添加が実現することを見出した。以下、本発明の粉末焼結体の製造方法について詳細に説明する。
【0012】
本発明は、先ず、所定質量の原料粉末をプラズマ炎に導入し、溶融した液滴を凝固させて焼結用粉末を得る。原料粉末は、例えばアトマイジングした金属粉末が適用でき、その他の原料粉末であってもよい。
図1に本発明の粉末焼結体で適用する焼結用粉末を作製するために用いるプラズマ装置構成の一例を示す。プラズマ炎6は、冷却壁1の外側に設けた高周波コイル3の軸線方向の一方から、窒素を5体積%以上含むプラズマ動作ガスを供給部4から供給し、高周波コイル3に電圧をかけることで、高周波コイル3の内側の冷却壁1で仕切られたプラズマ発生空間2に発生させる。また、プラズマ炎6下部に設けた反応ガス供給部5より、反応ガスを供給することで、プラズマ炎6の尾部の伸長の調整や得られる焼結用粉末の冷却速度を調整する。
次いで、発生させたプラズマ炎6に、原料粉末供給ノズル7からキャリアガスとともに原料粉末を投入する。プラズマ炎6中に投入した原料粉末は、プラズマ炎6の温度自体が5000〜10000K程度であるため、原料粉末が高温部に曝されることで瞬時に溶融し、チャンバー8の領域で凝固した焼結用粉末を回収容器10で回収する。尚、製造中には、排気装置9によりチャンバー8内の排気を行う。
【0013】
本発明では、高強度で耐食性に優れる窒素を含有した焼結用粉末を得るために、プラズマ炎が存在する空間の窒素濃度を5体積%以上にする必要がある。これは、プラズマ炎が存在する空間の窒素濃度が5体積%未満であると、得られる焼結用粉末への窒素添加を実現することが困難になるためである。
本発明でプラズマ炎が存在する空間の窒素濃度を5体積%以上にするには、上記で説明したプラズマ動作ガス供給部4および/または反応ガス供給部5から窒素濃度が5体積%以上となるように調整したガスを供給することで可能となる。
本発明は、焼結用粉末に窒素を0.1質量%以上導入させる。これは、合金組成として窒素が強度や耐食性を向上する効果を発揮するためには、焼結用粉末の窒素含有量が0.1質量%以上であることが必要なためである。
本発明で原料粉末をプラズマ炎中に投入して溶融した液滴を凝固させることにより焼結用粉末を得ることができる。
また、溶融凝固中の凝固雰囲気は、プラズマ動作ガスと同じでもよいが、不活性ガスである、He、Ne、Ar、Kr、Xe、Rnの希ガスを用いることで、酸化防止に有効である。また、溶融した液滴を凝固させる雰囲気には、水等の液体冷媒の使用も可能である。
【0014】
また、本発明で焼結用粉末を得るためには、プラズマ動作ガスに窒素を5体積%以上含むことが好ましい。尚、プラズマ動作ガスに窒素は必須ではなく、窒素以外のプラズマ動作ガスとしては、不活性ガスである、He、Ne、Ar、Kr、Xe、Rnの希ガスに加え、H2などのガスが適用できる。これらのガスをプラズマ動作ガスに適用することで、処理中のプラズマ炎6の安定化を図ることができる。また、プラズマ動作ガスにH2を適用すると、プラズマ炎6の温度をより高めることができ、原料粉末に含まれる酸素等の不純物の蒸発を促進しやすい。反応ガスには、窒素以外のガスとして、不活性ガスである、He、Ne、Ar、Kr、Xe、Rnの希ガスに加え、H2などのガスが適用できる。
【0015】
本発明で適用できる原料粉末としては、アトマイジングした粉末を用いることができる。アトマイジングした粉末としては、不活性ガスによりアトマイジングした粉末が適用できる。また、本発明では、プラズマ炎が存在する空間の窒素濃度を5体積%以上にすることで、ガスアトマイズ法より安価で酸素等の不純物を多く含有する水アトマイズ法で製作された原料粉末を用いても、プラズマ炎に投入されて液滴状態となった原料への窒素添加を行うと同時に、プラズマ中の精錬効果により、酸素など不純物を低減する。これにより、不純物が低減した高強度で耐食性に優れる焼結用粉末を得ることができる。
また、原料粉末の材質としては、マルテンサイト系ステンレス鋼、オーステナイト系ステンレス鋼などのステンレス鋼またはその他材料が適用できる。
【0016】
また、本発明で適用できる原料粉末の粒子径は、5μm以上300μm以下の粒度分布を有することが好ましい。これは、最大粒径が300μmを超える場合には、高温プラズマ炎域での短い滞在時間では十分な溶融ができず、原料粉末への窒素添加が困難となるためである。
一方、5μm未満の粉末微粒子が多く含まれる場合には、単位体積あたりの比表面積が大きく、プラズマ炎域での蒸発が急激に増加する。5μm未満の粉末を処理する場合には、熱プラズマエネルギー効率の低減、原料粉末の蒸発ロスが顕著になる。そのため最小粒径を5μm以上に調整した原料粉末を使用することが好ましい。
【0017】
以下に、本発明の粉末焼結体の製造方法で適用できる焼結用粉末の製造例を説明する。
図1に示す誘導結合型RFプラズマトーチで構成される交流熱プラズマ装置を用いて焼結用粉末を製造した。先ず、原料粉末として、平均粒径φが86μmで、0.035質量%C‐9.1質量%Ni‐18.0質量%Cr、残部主としてFeからなるステンレス鋼粉末を準備した。
次いで、図1に示すように高周波コイル3の内側の冷却壁1で仕切られたプラズマ炎6が発生する空間に、高周波コイル3の軸線方向の一方から動作ガス供給部4よりN2ガスおよびArガスの混合ガスを供給し、また、反応ガス供給部5よりN2ガスまたはArガスを供給した。また、条件により反応ガス供給部5からのガス供給をしない実験も行った。
次いで、原料粉末供給ノズル7からキャリアガスとしてのArガス4L/min(nor)とともに原料粉末を供給してプラズマ炎6中に投入した。プラズマ炎6中に投入して溶融した液滴は、内径が300mm、高さが900mmのチャンバー8内のN2およびArの混合ガスの雰囲気中を落下しながら凝固され、回収容器10に焼結用粉末を得た。このとき、排気装置9でチャンバー8内を排気しながら処理した。
表1にそれぞれの実験条件を示す。これらの条件により得られた焼結用粉末の窒素含有量を不活性ガス溶解熱伝導法で分析した。その結果を表2に示す。
【0018】
【表1】
【0019】
【表2】
【0020】
表2に示す分析結果より、プラズマ炎が存在する空間の窒素濃度を5体積%以上にすることで、原料粉末に対し、得られた焼結用粉末に0.1質量%以上の窒素を導入させることができ、また不純物が低減した高強度で耐食性に優れる焼結用粉末を得ることができた。
また、図2に得られた焼結用粉末の外観を走査型電子顕微鏡で観察した結果を示す。本発明によれば、図2に示すような、表面が平滑で焼結体を得るための焼結用粉末を得ることができることを確認できた。
【0021】
本発明では、得られた焼結用粉末を固化成形する方法として、焼結を適用する。本発明で適用できる焼結方法は、脱窒が抑制できる焼結方法であればどのような焼結でもよい。例えば、加圧しないで焼結を行う雰囲気焼結法や、加圧しながら焼結を行うホットプレス法、放電プラズマ焼結法、熱間静水圧プレス法等が挙げられ、得られる焼結体の形状等を考慮し、適宜選択できる。
【符号の説明】
【0022】
1.冷却壁
2.プラズマ発生空間
3.高周波コイル
4.動作ガス供給部
5.反応ガス供給部
6.プラズマ炎
7.原料片供給ノズル
8.チャンバー
9.排気装置
10.回収容器
【特許請求の範囲】
【請求項1】
窒素を含有する粉末焼結体の製造方法であって、
所定質量の原料粉末を準備するステップと
プラズマ動作ガスと高周波誘導コイルから発生する高周波エネルギとによりプラズマ炎を形成するとともに、該プラズマ炎が存在する空間の窒素濃度を5体積%以上にするステップと、
前記原料粉末を前記プラズマ炎中に投入して溶融凝固させて、0.1質量%以上の窒素を含有する焼結用粉末を得るステップと、
前記焼結用粉末を焼結するステップと
を含むことを特徴とする窒素を含有する粉末焼結体の製造方法。
【請求項2】
前記原料粉末を準備するステップが、アトマイジングによるものであることを特徴とする請求項1に記載された窒素を含有する粉末焼結体の製造方法。
【請求項1】
窒素を含有する粉末焼結体の製造方法であって、
所定質量の原料粉末を準備するステップと
プラズマ動作ガスと高周波誘導コイルから発生する高周波エネルギとによりプラズマ炎を形成するとともに、該プラズマ炎が存在する空間の窒素濃度を5体積%以上にするステップと、
前記原料粉末を前記プラズマ炎中に投入して溶融凝固させて、0.1質量%以上の窒素を含有する焼結用粉末を得るステップと、
前記焼結用粉末を焼結するステップと
を含むことを特徴とする窒素を含有する粉末焼結体の製造方法。
【請求項2】
前記原料粉末を準備するステップが、アトマイジングによるものであることを特徴とする請求項1に記載された窒素を含有する粉末焼結体の製造方法。
【図1】


【図2】
【図2】
【公開番号】特開2012−201962(P2012−201962A)
【公開日】平成24年10月22日(2012.10.22)
【国際特許分類】
【出願番号】特願2011−69905(P2011−69905)
【出願日】平成23年3月28日(2011.3.28)
【出願人】(000005083)日立金属株式会社 (2,051)
【Fターム(参考)】
【公開日】平成24年10月22日(2012.10.22)
【国際特許分類】
【出願日】平成23年3月28日(2011.3.28)
【出願人】(000005083)日立金属株式会社 (2,051)
【Fターム(参考)】
[ Back to top ]