
立体成型用長繊維不織布及びその成型方法
【課題】 高温下においても良好な成型保持性を持つ成型品を得るための立体成型用長繊維不織布を提供する。
【解決手段】 この立体成型用長繊維不織布は、熱可塑性長繊維を構成繊維とする。そして、構成繊維相互間が熱架橋型接着剤で結合されている。熱架橋型接着剤は、成型前には、実質的に未架橋状態であり、成型時に架橋されるものである。熱架橋型接着剤は、立体成型用長繊維不織布中に、10〜30重量%の割合で含有されている。この立体成型用長繊維不織布は、所定の立体型に変形せしめられた後、熱を作用させて、実質的に未架橋状態である熱架橋型接着剤を架橋させる。そして、この際、所定の立体型に成型され、成型品が得られる。
【解決手段】 この立体成型用長繊維不織布は、熱可塑性長繊維を構成繊維とする。そして、構成繊維相互間が熱架橋型接着剤で結合されている。熱架橋型接着剤は、成型前には、実質的に未架橋状態であり、成型時に架橋されるものである。熱架橋型接着剤は、立体成型用長繊維不織布中に、10〜30重量%の割合で含有されている。この立体成型用長繊維不織布は、所定の立体型に変形せしめられた後、熱を作用させて、実質的に未架橋状態である熱架橋型接着剤を架橋させる。そして、この際、所定の立体型に成型され、成型品が得られる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、所定の立体型に成型しうる長繊維不織布に関し、特に成型保持性に優れた成型品を得ることのできる立体成型用長繊維不織布に関するものである。
【背景技術】
【0002】
従来より、立体成型用不織布としては、主として、以下の二種類の不織布が知られている。一つは、高融点の主体繊維を、低融点の熱融着性繊維又は低融点の熱可塑性樹脂バインダーで結合したものである(特許文献1)。この立体成型用不織布に、熱と圧力を作用させて、熱融着性繊維又は熱可塑性樹脂バインダーを軟化又は溶融させ、主体繊維を移動させて不織布を変形させ、所定の立体型に不織布を成型することが知られている。他の一つは、構成繊維として、伸長性の良好な未延伸繊維を採用し、この未延伸繊維を伸長させて不織布を変形させ、所定の立体型に不織布を成型することが知られている(特許文献2)。
【0003】
しかしながら、特許文献1に記載された不織布は、低融点の熱融着性繊維又は熱可塑性樹脂を含有しているため、成型された成型品を、高温下に曝しておくと、成型品が変形するということがあった。すなわち、低融点の熱融着性繊維又は熱可塑性樹脂は、熱によって軟化しやすいため、それを含有する成型品は変形しやすいのである。また、特許文献2に記載された不織布は、未延伸繊維を使用しているため、高温下に曝しておくと、成型品が劣化するということがあった。すなわち、成型時に延伸されなかった未延伸繊維の箇所は、分子配向が不十分であるため、熱によって劣化しやすく、成型品の機械的強度等の物性が低下しやすいのである。
【0004】
【特許文献1】特開平9−176948号公報(第2頁の特許請求の範囲)
【特許文献2】特許第2610408号公報(第2〜3頁の段落番号0009)
【発明の開示】
【発明が解決しようとする課題】
【0005】
そこで、本発明は、高温下において軟化したり劣化したりする低融点の熱融着性繊維や熱可塑性樹脂、或いは未延伸繊維を用いることなく、所定の立体型に成型しうる成型用長繊維不織布を提供することを課題とするものである。
【0006】
このような課題を解決するため、本発明者等が鋭意研究を行った結果、構成繊維相互間を結合するバインダーとして、熱架橋型接着剤を用い、成型前では未架橋の状態にしておき、成型後に架橋状態とすれば、高温下においても良好な成型保持性を持つ成型品が得られることを見出した。本発明は、このような知見に基づくものである。
【課題を解決するための手段】
【0007】
すなわち、本発明は、熱可塑性長繊維を構成繊維とし、該構成繊維相互間が熱架橋型接着剤で結合されており、該熱架橋型接着剤は実質的に未架橋状態であることを特徴とする立体成型用長繊維不織布に関するものである。
【0008】
本発明に係る立体成型用長繊維不織布は、熱可塑性長繊維を構成繊維とするものである。熱可塑性長繊維を用いる理由は、熱の作用で、立体型に成型した場合、その立体型に沿いやすく、また成型保持性にも優れているからである。熱可塑性長繊維としては、従来公知のものが用いられ、一般的には、高温下においても劣化しにくいポリエステル長繊維を用いるのが好ましい。また、長繊維を用いる理由は、短繊維不織布に比べて、引張強度等の物理的特性の点で優れており、成型保持性に優れるからである。長繊維の繊度は任意であるが、成型性という観点からは、剛性の小さいものが好ましく、したがって繊度として1〜10デシテックス程度が好ましい。このような熱可塑性長繊維不織布は、従来周知のスパンボンド法で容易に得ることができる。
【0009】
構成繊維である熱可塑性長繊維相互間は、熱架橋型接着剤で結合されている。熱架橋型接着剤とは、ある一定の温度以上の熱を与えると、高分子鎖間が架橋されるタイプの接着剤のことである。したがって、熱架橋型接着剤は、高分子重合体(高分子鎖)とこれを架橋する架橋剤とからなるもの、或いは高分子重合体(高分子鎖)自体が架橋する官能基を持つ自己架橋型のもの等が挙げられる。具体的には、ポリビニルアルコールとその架橋剤とからなる熱架橋型接着剤や、アクリル系自己架橋型の熱架橋型接着剤等を用いることができる。
【0010】
本発明に係る立体成型用長繊維不織布は、構成繊維である長繊維相互間が熱架橋型接着剤で結合されているのであるが、この接着剤が実質的に未架橋状態となっている。実質的に未架橋状態とは、熱架橋型接着剤中の高分子鎖がほぼ完全に架橋していない状態であって、更に熱を与えると、架橋が進行する状態をいう。したがって、熱架橋型接着剤中の高分子鎖が全く架橋されていない状態も未架橋状態であるし、一部架橋されているが更に架橋しうる能力のある状態も未架橋状態である。
【0011】
熱架橋型接着剤は、立体成型用長繊維不織布中に10〜30重量%の割合で含有されているのが好ましい。含有量が10重量%未満になると、成型後における成型保持性が低下する傾向が生じる。また、含有量が30重量%を超えると、立体成型用長繊維不織布や、成型後の成型品の柔軟性が低下する傾向が生じる。
【0012】
立体成型用長繊維不織布の構成繊維相互間は、前記のとおり、熱架橋型接着剤で結合されているのであるが、その他の手段を併用して結合されていてもよい。たとえば、熱可塑性長繊維の一部を溶融又は軟化させ、長繊維相互間が融着した融着区域を部分的に設け、この融着区域において長繊維相互間が結合されていてもよい。また、熱可塑性長繊維相互間が水流交絡法等によって絡合されることによって、結合されていてもよい。
【0013】
本発明に係る立体成型用長繊維不織布の目付は、どの程度であっても差し支えないが、一般的には、50〜200g/m2程度が好ましい。また、その厚みも、どの程度であっても差し支えないが、一般的には、0.2〜0.5mm程度が好ましい。
【0014】
本発明に係る立体成型用長繊維不織布は、用途的には、自動車用内装材、衣料用芯地、ブラインド等が最適である。すなわち、これらの用途においては、比較的高温下に曝されることが多いので、本発明に係る立体成型用長繊維不織布は最適である。また、変形量の少ない湾曲立体形状となっているため、構成繊維を積極的に移動させたり、構成繊維を延伸したりして、大きな変形をさせる必要性が少ない。本発明に係る立体成型用長繊維不織布は、構成繊維の移動や延伸によって成型するものではなく、接着剤(バインダー)の未架橋と架橋とを利用して成型するものであるため、変形量の少ない自動車用内装材等の成型品を得るのに最適である。
【0015】
本発明に係る立体成型用長繊維不織布を用いて成型品を得るには、以下のような方法で行う。まず、立体成型用長繊維不織布を、所定の立体型となるように変形させる。たとえば、湾曲立体形状の成型品を得る場合には、湾曲立体形状となるように変形させる。そして、この変形状態において、熱を作用させて、未架橋状態の熱架橋型接着剤を架橋させ、変形状態となっている立体型に成型するのである。
【発明の効果】
【0016】
本発明に係る立体成型用長繊維不織布は、長繊維相互間が実質的に未架橋状態の熱架橋型接着剤で結合されてなるものである。そして、所定の立体型に変形させて成型する際に、熱を与えて未架橋状態の熱架橋型接着剤を架橋させるものである。したがって、成型後の成型品において、長繊維相互間を結合している熱架橋型接着剤は十分に架橋しており、三次元網目構造を持った接着剤となっている。よって、高温下において接着剤は軟化しにくく、得られた成型品は、長期間高温下に曝されていても、成型保持性が良好で、その品質が劣化しにくいという効果を奏する。また、長繊維相互間を結合している接着剤が十分に架橋しているため、成型品がアルコール等の溶剤に接触しても、接着剤は溶解しにくく、成型品の使用用途があまり限定されてないという効果も奏する。
【0017】
さらに、本発明に係る立体成型用長繊維不織布を用いて、成型品として自動車用内装材等を得れば、これは、日光に曝されて高温になっても、成型保持性が良好で、その形状がへたりにくく、その品質が劣化しにくいという効果を奏する。また、これらの成型品は、アルコール含浸拭き布で清掃しても、その品質が劣化しにくいという効果を奏する。したがって、本発明に係る立体成型用長繊維不織布を用いて得られた成型品は、有用なものである。
【実施例】
【0018】
以下、実施例に基づいて本発明を説明するが、本発明は実施例に限定されるものではない。本発明は、不織布の構成繊維相互間を結合する接着剤が、成型前では未架橋状態となっており、成型後に架橋状態とすることで、高温下においても成型保持性に優れた成型品が得られるとの知見に基づくものとして、解釈されるべきである。
【0019】
実施例1
ポリエチレンテレフタレートを紡糸口金より溶融温度290℃で溶融紡出し、紡出糸条を紡糸速度5000m/分でエアーサッカーにて牽引・延伸した後、捕集ネット上に紡出糸条を捕集して、目付64g/m2の長繊維ウェブを得た。長繊維ウェブを構成しているポリエチレンテレフタレート長繊維は、その断面が円形で、繊度は3.3デシテックスであった。
【0020】
この長繊維ウェブを、表面温度が240℃の凹凸ロールと、表面温度が240℃の平滑ロールとからなるエンボス装置に通した。この結果、凹凸ロールの凸部に対応する区域は、長繊維相互間が融着されて結合された融着区域となった。融着区域は散点状に存在し、全融着区域の割合は、全面積に対して30%であった。
【0021】
融着区域を持つ長繊維ウェブに、アクリル系の熱架橋型接着剤液(BASF製、製品名「アクロデュアー945L」)を含浸し、その後、表面温度が130℃の熱ロールに通して、乾燥処理を施した。この結果、アクリル系の熱架橋型接着剤(固形分)が、長繊維ウェブに16g/m2付与され、目付80g/m2の立体成型用長繊維不織布が得られた。
【0022】
実施例2
実施例1で得られた融着区域を持つ長繊維ウェブに、ポリビニルアルコール(ケン化度95)100質量部と、架橋剤(クラレ社製、製品名「イソバン04AE−20)7質量部とを含む熱架橋型接着剤液を含浸し、その後、表面温度が130℃の熱ロールに通して、乾燥処理を施した。さらにその後、170℃に設定した乾燥機内で乾燥処理を施した。この結果、ポリビニルアルコール系の熱架橋型接着剤(固形分)が、長繊維ウェブに16g/m2付与され、目付80g/m2の立体成型用長繊維不織布が得られた。
【0023】
比較例1
実施例1のアクリル系の熱架橋型接着剤液に代えて、以下の非架橋型接着剤液を用いた他は、実施例1と同様にして長繊維不織布を得た。
[非架橋型接着剤液]
アクリル酸エステル共重合エマルジョン(大日本インキ社製、製品名「ボンコートAB−782−E」)42質量%と、アクリル酸エステル共重合エマルジョン(大日本インキ社製、製品名「ボンコートNUC−1000」)58質量%とを混合した非架橋型接着剤液
【0024】
実施例1、2及び比較例1で得られた長繊維不織布の目付、厚み、嵩密度、引張強力及び引張伸度を、以下の測定方法で測定したところ、表1に示したとおりであった。
[目付(g/m2)]
JIS L 1906に準拠し、5cm×20cmの大きさの試料片を3枚採取して、各々を測定した。そして、その平均値を目付(g/m2)とした。
[厚み(mm)]
JIS L 1906に準拠し、直径25mmの加圧子を用い、荷重10kPaとして測定した。
[嵩密度(g/cm3)]
(嵩密度=目付/厚み)なる式により算出した。
[引張強力(N/5cm幅)及び引張伸度(%)]
JIS L 1906に準拠し、5cm×20cmの試験片を用い、つかみ間隔を10cmとし、引張速度を20cm/minとして測定した。そして、試験片が破断するときの強力を引張強力とし、試験片が破断するときの伸度を引張伸度とした。
【0025】
また、実施例1、2及び比較例1で得られた長繊維不織布の成型保持性を評価するため、以下の試験を行った。
(1)長繊維不織布から、縦15cmで、横19cmの試験片を採取した。そして、この試料片を、縦が円周となり、横が高さとなる円筒型となるように変形し、この状態で、200℃×5分の条件で熱処理した。その後、室温下で15分間冷却した。この結果、円筒型の成型品が得られた。この円筒型の成型品を4個得た。
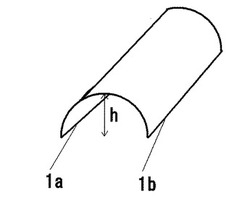
(2)各円筒型の成型品から、縦7.6cmで、横7.6cmの成型試験片を採取した。この成型試験片は、円筒型を軸方向に略半裁したものであるので、図1に示すような形状となっている。
(3)成型試験片の両端1a及び1bを、水平な台の上に置き、高さhを測定した。この高さをhaとする。
(4)その後、成型試験片の一端1a全体近傍を、2mm程度クリップで把持して吊るし、107℃の雰囲気中で15分間、高温処理した後、室温下で15分間冷却した。高温処理後の成型試験片の両端1a及び1bを、水平な台の上に置き、高さhを測定した。この高さをhbとした。
(5)そして、(hb/ha)×100なる式で、成型保持率(%)を算出した。この結果も、表1に示した。なお、成型保持率(%)は、得られた4個の各成型品から得られた4枚の成型試験片について算出し、その平均値を表1に示した。
【0026】
[表1]
━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━
実施例1 実施例2 比較例1
━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━
目付(g/m2) 80 80 80
厚み(mm) 0.31 0.34 0.31
嵩密度(g/cm3) 0.26 0.24 0.26
引張強力(N/5cm幅)
縦 250 392 320
横 105 216 145
引張伸度(%) 縦 14 31 31
横 7 26 32
────────────────────────────────────
成型保持率(%) 98 95 68
━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━
【0027】
以上の結果から明らかなように、実施例1及び2に係る立体成型用長繊維不織布を用いて成型品を得れば、比較例1に係る長繊維不織布を用いた場合に比較して、高温下における成型保持性に優れていることが分かる。
【図面の簡単な説明】
【0028】
【図1】成型保持性を評価する際に使用した成型試験片の模式的斜視図である。
【技術分野】
【0001】
本発明は、所定の立体型に成型しうる長繊維不織布に関し、特に成型保持性に優れた成型品を得ることのできる立体成型用長繊維不織布に関するものである。
【背景技術】
【0002】
従来より、立体成型用不織布としては、主として、以下の二種類の不織布が知られている。一つは、高融点の主体繊維を、低融点の熱融着性繊維又は低融点の熱可塑性樹脂バインダーで結合したものである(特許文献1)。この立体成型用不織布に、熱と圧力を作用させて、熱融着性繊維又は熱可塑性樹脂バインダーを軟化又は溶融させ、主体繊維を移動させて不織布を変形させ、所定の立体型に不織布を成型することが知られている。他の一つは、構成繊維として、伸長性の良好な未延伸繊維を採用し、この未延伸繊維を伸長させて不織布を変形させ、所定の立体型に不織布を成型することが知られている(特許文献2)。
【0003】
しかしながら、特許文献1に記載された不織布は、低融点の熱融着性繊維又は熱可塑性樹脂を含有しているため、成型された成型品を、高温下に曝しておくと、成型品が変形するということがあった。すなわち、低融点の熱融着性繊維又は熱可塑性樹脂は、熱によって軟化しやすいため、それを含有する成型品は変形しやすいのである。また、特許文献2に記載された不織布は、未延伸繊維を使用しているため、高温下に曝しておくと、成型品が劣化するということがあった。すなわち、成型時に延伸されなかった未延伸繊維の箇所は、分子配向が不十分であるため、熱によって劣化しやすく、成型品の機械的強度等の物性が低下しやすいのである。
【0004】
【特許文献1】特開平9−176948号公報(第2頁の特許請求の範囲)
【特許文献2】特許第2610408号公報(第2〜3頁の段落番号0009)
【発明の開示】
【発明が解決しようとする課題】
【0005】
そこで、本発明は、高温下において軟化したり劣化したりする低融点の熱融着性繊維や熱可塑性樹脂、或いは未延伸繊維を用いることなく、所定の立体型に成型しうる成型用長繊維不織布を提供することを課題とするものである。
【0006】
このような課題を解決するため、本発明者等が鋭意研究を行った結果、構成繊維相互間を結合するバインダーとして、熱架橋型接着剤を用い、成型前では未架橋の状態にしておき、成型後に架橋状態とすれば、高温下においても良好な成型保持性を持つ成型品が得られることを見出した。本発明は、このような知見に基づくものである。
【課題を解決するための手段】
【0007】
すなわち、本発明は、熱可塑性長繊維を構成繊維とし、該構成繊維相互間が熱架橋型接着剤で結合されており、該熱架橋型接着剤は実質的に未架橋状態であることを特徴とする立体成型用長繊維不織布に関するものである。
【0008】
本発明に係る立体成型用長繊維不織布は、熱可塑性長繊維を構成繊維とするものである。熱可塑性長繊維を用いる理由は、熱の作用で、立体型に成型した場合、その立体型に沿いやすく、また成型保持性にも優れているからである。熱可塑性長繊維としては、従来公知のものが用いられ、一般的には、高温下においても劣化しにくいポリエステル長繊維を用いるのが好ましい。また、長繊維を用いる理由は、短繊維不織布に比べて、引張強度等の物理的特性の点で優れており、成型保持性に優れるからである。長繊維の繊度は任意であるが、成型性という観点からは、剛性の小さいものが好ましく、したがって繊度として1〜10デシテックス程度が好ましい。このような熱可塑性長繊維不織布は、従来周知のスパンボンド法で容易に得ることができる。
【0009】
構成繊維である熱可塑性長繊維相互間は、熱架橋型接着剤で結合されている。熱架橋型接着剤とは、ある一定の温度以上の熱を与えると、高分子鎖間が架橋されるタイプの接着剤のことである。したがって、熱架橋型接着剤は、高分子重合体(高分子鎖)とこれを架橋する架橋剤とからなるもの、或いは高分子重合体(高分子鎖)自体が架橋する官能基を持つ自己架橋型のもの等が挙げられる。具体的には、ポリビニルアルコールとその架橋剤とからなる熱架橋型接着剤や、アクリル系自己架橋型の熱架橋型接着剤等を用いることができる。
【0010】
本発明に係る立体成型用長繊維不織布は、構成繊維である長繊維相互間が熱架橋型接着剤で結合されているのであるが、この接着剤が実質的に未架橋状態となっている。実質的に未架橋状態とは、熱架橋型接着剤中の高分子鎖がほぼ完全に架橋していない状態であって、更に熱を与えると、架橋が進行する状態をいう。したがって、熱架橋型接着剤中の高分子鎖が全く架橋されていない状態も未架橋状態であるし、一部架橋されているが更に架橋しうる能力のある状態も未架橋状態である。
【0011】
熱架橋型接着剤は、立体成型用長繊維不織布中に10〜30重量%の割合で含有されているのが好ましい。含有量が10重量%未満になると、成型後における成型保持性が低下する傾向が生じる。また、含有量が30重量%を超えると、立体成型用長繊維不織布や、成型後の成型品の柔軟性が低下する傾向が生じる。
【0012】
立体成型用長繊維不織布の構成繊維相互間は、前記のとおり、熱架橋型接着剤で結合されているのであるが、その他の手段を併用して結合されていてもよい。たとえば、熱可塑性長繊維の一部を溶融又は軟化させ、長繊維相互間が融着した融着区域を部分的に設け、この融着区域において長繊維相互間が結合されていてもよい。また、熱可塑性長繊維相互間が水流交絡法等によって絡合されることによって、結合されていてもよい。
【0013】
本発明に係る立体成型用長繊維不織布の目付は、どの程度であっても差し支えないが、一般的には、50〜200g/m2程度が好ましい。また、その厚みも、どの程度であっても差し支えないが、一般的には、0.2〜0.5mm程度が好ましい。
【0014】
本発明に係る立体成型用長繊維不織布は、用途的には、自動車用内装材、衣料用芯地、ブラインド等が最適である。すなわち、これらの用途においては、比較的高温下に曝されることが多いので、本発明に係る立体成型用長繊維不織布は最適である。また、変形量の少ない湾曲立体形状となっているため、構成繊維を積極的に移動させたり、構成繊維を延伸したりして、大きな変形をさせる必要性が少ない。本発明に係る立体成型用長繊維不織布は、構成繊維の移動や延伸によって成型するものではなく、接着剤(バインダー)の未架橋と架橋とを利用して成型するものであるため、変形量の少ない自動車用内装材等の成型品を得るのに最適である。
【0015】
本発明に係る立体成型用長繊維不織布を用いて成型品を得るには、以下のような方法で行う。まず、立体成型用長繊維不織布を、所定の立体型となるように変形させる。たとえば、湾曲立体形状の成型品を得る場合には、湾曲立体形状となるように変形させる。そして、この変形状態において、熱を作用させて、未架橋状態の熱架橋型接着剤を架橋させ、変形状態となっている立体型に成型するのである。
【発明の効果】
【0016】
本発明に係る立体成型用長繊維不織布は、長繊維相互間が実質的に未架橋状態の熱架橋型接着剤で結合されてなるものである。そして、所定の立体型に変形させて成型する際に、熱を与えて未架橋状態の熱架橋型接着剤を架橋させるものである。したがって、成型後の成型品において、長繊維相互間を結合している熱架橋型接着剤は十分に架橋しており、三次元網目構造を持った接着剤となっている。よって、高温下において接着剤は軟化しにくく、得られた成型品は、長期間高温下に曝されていても、成型保持性が良好で、その品質が劣化しにくいという効果を奏する。また、長繊維相互間を結合している接着剤が十分に架橋しているため、成型品がアルコール等の溶剤に接触しても、接着剤は溶解しにくく、成型品の使用用途があまり限定されてないという効果も奏する。
【0017】
さらに、本発明に係る立体成型用長繊維不織布を用いて、成型品として自動車用内装材等を得れば、これは、日光に曝されて高温になっても、成型保持性が良好で、その形状がへたりにくく、その品質が劣化しにくいという効果を奏する。また、これらの成型品は、アルコール含浸拭き布で清掃しても、その品質が劣化しにくいという効果を奏する。したがって、本発明に係る立体成型用長繊維不織布を用いて得られた成型品は、有用なものである。
【実施例】
【0018】
以下、実施例に基づいて本発明を説明するが、本発明は実施例に限定されるものではない。本発明は、不織布の構成繊維相互間を結合する接着剤が、成型前では未架橋状態となっており、成型後に架橋状態とすることで、高温下においても成型保持性に優れた成型品が得られるとの知見に基づくものとして、解釈されるべきである。
【0019】
実施例1
ポリエチレンテレフタレートを紡糸口金より溶融温度290℃で溶融紡出し、紡出糸条を紡糸速度5000m/分でエアーサッカーにて牽引・延伸した後、捕集ネット上に紡出糸条を捕集して、目付64g/m2の長繊維ウェブを得た。長繊維ウェブを構成しているポリエチレンテレフタレート長繊維は、その断面が円形で、繊度は3.3デシテックスであった。
【0020】
この長繊維ウェブを、表面温度が240℃の凹凸ロールと、表面温度が240℃の平滑ロールとからなるエンボス装置に通した。この結果、凹凸ロールの凸部に対応する区域は、長繊維相互間が融着されて結合された融着区域となった。融着区域は散点状に存在し、全融着区域の割合は、全面積に対して30%であった。
【0021】
融着区域を持つ長繊維ウェブに、アクリル系の熱架橋型接着剤液(BASF製、製品名「アクロデュアー945L」)を含浸し、その後、表面温度が130℃の熱ロールに通して、乾燥処理を施した。この結果、アクリル系の熱架橋型接着剤(固形分)が、長繊維ウェブに16g/m2付与され、目付80g/m2の立体成型用長繊維不織布が得られた。
【0022】
実施例2
実施例1で得られた融着区域を持つ長繊維ウェブに、ポリビニルアルコール(ケン化度95)100質量部と、架橋剤(クラレ社製、製品名「イソバン04AE−20)7質量部とを含む熱架橋型接着剤液を含浸し、その後、表面温度が130℃の熱ロールに通して、乾燥処理を施した。さらにその後、170℃に設定した乾燥機内で乾燥処理を施した。この結果、ポリビニルアルコール系の熱架橋型接着剤(固形分)が、長繊維ウェブに16g/m2付与され、目付80g/m2の立体成型用長繊維不織布が得られた。
【0023】
比較例1
実施例1のアクリル系の熱架橋型接着剤液に代えて、以下の非架橋型接着剤液を用いた他は、実施例1と同様にして長繊維不織布を得た。
[非架橋型接着剤液]
アクリル酸エステル共重合エマルジョン(大日本インキ社製、製品名「ボンコートAB−782−E」)42質量%と、アクリル酸エステル共重合エマルジョン(大日本インキ社製、製品名「ボンコートNUC−1000」)58質量%とを混合した非架橋型接着剤液
【0024】
実施例1、2及び比較例1で得られた長繊維不織布の目付、厚み、嵩密度、引張強力及び引張伸度を、以下の測定方法で測定したところ、表1に示したとおりであった。
[目付(g/m2)]
JIS L 1906に準拠し、5cm×20cmの大きさの試料片を3枚採取して、各々を測定した。そして、その平均値を目付(g/m2)とした。
[厚み(mm)]
JIS L 1906に準拠し、直径25mmの加圧子を用い、荷重10kPaとして測定した。
[嵩密度(g/cm3)]
(嵩密度=目付/厚み)なる式により算出した。
[引張強力(N/5cm幅)及び引張伸度(%)]
JIS L 1906に準拠し、5cm×20cmの試験片を用い、つかみ間隔を10cmとし、引張速度を20cm/minとして測定した。そして、試験片が破断するときの強力を引張強力とし、試験片が破断するときの伸度を引張伸度とした。
【0025】
また、実施例1、2及び比較例1で得られた長繊維不織布の成型保持性を評価するため、以下の試験を行った。
(1)長繊維不織布から、縦15cmで、横19cmの試験片を採取した。そして、この試料片を、縦が円周となり、横が高さとなる円筒型となるように変形し、この状態で、200℃×5分の条件で熱処理した。その後、室温下で15分間冷却した。この結果、円筒型の成型品が得られた。この円筒型の成型品を4個得た。
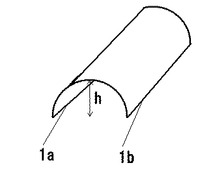
(2)各円筒型の成型品から、縦7.6cmで、横7.6cmの成型試験片を採取した。この成型試験片は、円筒型を軸方向に略半裁したものであるので、図1に示すような形状となっている。
(3)成型試験片の両端1a及び1bを、水平な台の上に置き、高さhを測定した。この高さをhaとする。
(4)その後、成型試験片の一端1a全体近傍を、2mm程度クリップで把持して吊るし、107℃の雰囲気中で15分間、高温処理した後、室温下で15分間冷却した。高温処理後の成型試験片の両端1a及び1bを、水平な台の上に置き、高さhを測定した。この高さをhbとした。
(5)そして、(hb/ha)×100なる式で、成型保持率(%)を算出した。この結果も、表1に示した。なお、成型保持率(%)は、得られた4個の各成型品から得られた4枚の成型試験片について算出し、その平均値を表1に示した。
【0026】
[表1]
━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━
実施例1 実施例2 比較例1
━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━
目付(g/m2) 80 80 80
厚み(mm) 0.31 0.34 0.31
嵩密度(g/cm3) 0.26 0.24 0.26
引張強力(N/5cm幅)
縦 250 392 320
横 105 216 145
引張伸度(%) 縦 14 31 31
横 7 26 32
────────────────────────────────────
成型保持率(%) 98 95 68
━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━
【0027】
以上の結果から明らかなように、実施例1及び2に係る立体成型用長繊維不織布を用いて成型品を得れば、比較例1に係る長繊維不織布を用いた場合に比較して、高温下における成型保持性に優れていることが分かる。
【図面の簡単な説明】
【0028】
【図1】成型保持性を評価する際に使用した成型試験片の模式的斜視図である。
【特許請求の範囲】
【請求項1】
熱可塑性長繊維を構成繊維とし、該構成繊維相互間が熱架橋型接着剤で結合されており、該熱架橋型接着剤は実質的に未架橋状態であることを特徴とする立体成型用長繊維不織布。
【請求項2】
熱架橋型接着剤の重量割合が10〜30%である請求項1記載の立体成型用長繊維不織布。
【請求項3】
請求項1記載の立体成型用長繊維不織布を、所定の立体型に変形させた後、熱を作用させて、実質的に未架橋状態である熱架橋型接着剤を架橋させると共に、該立体型に成型することを特徴とする長繊維不織布の成型方法。
【請求項1】
熱可塑性長繊維を構成繊維とし、該構成繊維相互間が熱架橋型接着剤で結合されており、該熱架橋型接着剤は実質的に未架橋状態であることを特徴とする立体成型用長繊維不織布。
【請求項2】
熱架橋型接着剤の重量割合が10〜30%である請求項1記載の立体成型用長繊維不織布。
【請求項3】
請求項1記載の立体成型用長繊維不織布を、所定の立体型に変形させた後、熱を作用させて、実質的に未架橋状態である熱架橋型接着剤を架橋させると共に、該立体型に成型することを特徴とする長繊維不織布の成型方法。
【図1】


【公開番号】特開2007−217844(P2007−217844A)
【公開日】平成19年8月30日(2007.8.30)
【国際特許分類】
【出願番号】特願2006−43062(P2006−43062)
【出願日】平成18年2月20日(2006.2.20)
【出願人】(000004503)ユニチカ株式会社 (1,214)
【Fターム(参考)】
【公開日】平成19年8月30日(2007.8.30)
【国際特許分類】
【出願日】平成18年2月20日(2006.2.20)
【出願人】(000004503)ユニチカ株式会社 (1,214)
【Fターム(参考)】
[ Back to top ]