
立体模様形成立毛布帛
【課題】立毛布帛表面に形成された凹凸模様が、あらゆる角度から見ても陰影を形成し、より立体的な意匠を有する車両および家屋内装の見映えを向上し得る内装材に適する立体模様形成立毛布帛を提供する。
【解決手段】互いに平行である複数の断面における断面積が異なる立体模様形成立毛布帛である。さらに、断面形状が異なることが好ましい。また、前記断面の上辺が、1〜10mmの曲率半径を有する曲線、または、断面の底辺に対して20°〜90°の角度を有する直線が連なってなることが好ましい。
【解決手段】互いに平行である複数の断面における断面積が異なる立体模様形成立毛布帛である。さらに、断面形状が異なることが好ましい。また、前記断面の上辺が、1〜10mmの曲率半径を有する曲線、または、断面の底辺に対して20°〜90°の角度を有する直線が連なってなることが好ましい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、立体模様形成立毛布帛に関し、詳細には、立毛布帛表面に陰影のある立体模様が形成された、車両および家屋内装の見映えを向上し得る内装材用として使用される立体模様形成立毛布帛に関する。さらに、本発明は、立毛面に複数種類の凹凸を有する立体模様形成立毛布帛に関する。
【背景技術】
【0002】
近年、車両用およびインテリア用内装材の分野では、意匠性に優れ、かつ高級感があるという理由から、表面に立体模様のある布帛の需要が伸びている。
【0003】
立毛布帛に対しては、従来、エンボス加工やウエルダー加工によって、布帛表面にほぼ垂直な模様端を有する凹凸模様が形成されている。また、特許文献1にみられるような、模様断面がV字の線状である凹凸模様を形成したものも存在している。
【0004】
しかしながら、従来のような凹凸模様端の角度がほぼ垂直であったり、凹凸模様が線状であったりする場合は、意匠が画一的になりやすく、特定の方向からの見映えは向上させるものの、車両や家屋の内装など本来の使用状況において、あらゆる方向からの見映えを向上させるものではなかった。
【0005】
【特許文献1】特開平10−298863号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明は、立毛布帛表面に形成された凹凸模様が、あらゆる角度から見ても陰影を形成し、より立体的な意匠を有する車両および家屋内装の見映えを向上し得る内装材に適する立体模様形成立毛布帛を提供することを目的とする。
【課題を解決するための手段】
【0007】
すなわち、本発明は、互いに平行である複数の断面における断面積が異なる立体模様形成立毛布帛に関する。
【0008】
さらに、断面形状が異なることが好ましい。
【0009】
前記断面の上辺が、1〜10mmの曲率半径を有する曲線が連なってなることが好ましい。
【0010】
異なる曲率半径を有する曲線が連なってなることが好ましい。
【0011】
前記断面の上辺が、断面の底辺に対して20°〜90°の角度を有する直線が連なってなることが好ましい。
【0012】
異なる角度を有する直線が連なってなることが好ましい。
【0013】
前記断面間の距離が0.5mm以下であることが好ましい。
【0014】
インクジェット方式を用いて、微小エリア毎に繊維分解剤の付与量を不連続に変化させることで得られることが好ましい。
【発明の効果】
【0015】
本発明によれば、立毛布帛表面に自然石調、天然木目調、または水面波調などの凹凸模様が表現され、如何なる使用状況下においても凹凸模様の陰影を常に形成するため、とくに車両および家屋の内装の見映えを向上させる内装材用として適する立毛布帛を提供することができる。
【発明を実施するための最良の形態】
【0016】
本発明の立体模様形成立毛布帛(以下、単に立毛布帛ということがある)は、主に車両用のシートや家屋内のソファ類の表皮材としての使用され得る。その場合、シートやソファの形状は様々であって、必然的に人は表皮材の意匠を様々な視角で見ることになる。
【0017】
車両用シートの場合、車両の移動や時間帯により、太陽光などの表皮材を照らす光源の位置が随時変化することはいうまでも無く、人は様々な光の照射方向のもとで表皮材の意匠を認識することになる。したがって、内装の見映えを向上させるには、あらゆる方向からの照射光の下で、あらゆる視角に対して立体的に意匠を認識させるものでなくてならない。
【0018】
例えば、天然石の表面はランダムな凹凸面となっているが、細かく見れば複数の丸みを帯びた凹凸とシャープな凹凸が存在していることがわかる。天然の木目板の場合も表面の溝状凹凸は丸みを帯びたものとなっている。また、水面波などは複数の正弦波で構成されていることはいうまでも無い。これらの例のように、複数の丸みを帯びた面および/またはシャープな傾斜面で構成された表面は、自然光の平行光線を乱反射させるために、その表面に複雑な陰影を形成する。
【0019】
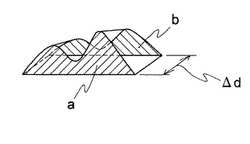
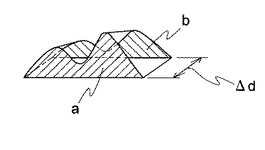
本発明の立毛布帛において、その微小断面の一例を図1に示す。
【0020】
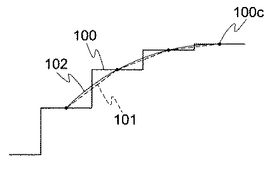
布帛表面に形成された凹凸模様の或る任意の微小断面(a)は、柄の1パターン分を示しており、断面の上辺が、異なる曲率半径をもつ曲線が連なっている。なお、図2に示すように、曲線には、立毛部100の高さが階段状に変化している場合は、同一の高さを有する立毛部上面の中心部分100cを、隣り合う立毛部上面の中心部分と直線で結んでできる折れ線101に外接する曲線102も含まれる。その断面(a)から微小距離(Δd)離れ、平行関係にある微小断面(b)とは、柄の1パターン分で比較したときに、その断面積および形状が異なっている。すなわち、本発明の立毛布帛に形成された立体模様は、その断面積と断面形状とが、連続的に変化することを特徴としている。いいかえれば、本発明の立毛布帛の表面に形成された立体模様は、少なくとも垂直に交わる2方向、たとえば、織物であれば、少なくとも経糸方向および緯糸方向において、曲面や斜面からなる連続した凹凸模様を有しているため、断面積および断面形状が連続的に変化するのである。
【0021】
さらに、前記断面(a)と断面(b)とは、その凹部の深さが異なっていてもよい。これにより、より複雑な陰影を形成することができる。
【0022】
布帛断面の上辺が、連なる曲線からなる場合、その曲率半径rは、1〜10mmの範囲にあることが好ましい。より好ましくは、3〜8mmである。
【0023】
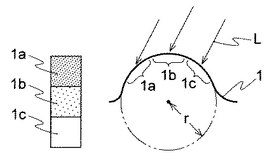
曲面が陰影効果を生む理由としては、図3に示すように、平行光線Lが断面上辺1の曲面に照射された場合、光線と面の角度によって表面の明るさが場所で異なるため、明暗のグラデーションが生じるからである。そのため、曲率半径rが1mmより小さいと、凹凸模様の表面が曲面として形成されにくく、表面での陰影効果の差が生じにくい。また、曲率半径rが10mmをこえると、曲面が布帛上ではほぼ平面として認識されてしまうために表面での陰影効果が生じにくい傾向にある。なお、図中、1a〜1cは、曲面の一部分を示し、その明るさを模式的に表わしている。
【0024】
前記断面の上辺1は、同一の曲率半径を有する曲線からなっていてもよいし、異なる曲率半径を有する曲線が組み合わさっていてもよい。なかでも、明暗のグラデーションをランダムに生じさせることができる点で、異なる曲率半径を有する曲線の組合せからなるのが好ましい。
【0025】
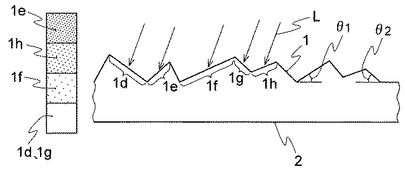
また、布帛断面の上辺1が、連なる直線からなる場合、その傾斜角度は、断面の底辺2に対して20〜90°であることが好ましい。より好ましくは、30〜90°である。
【0026】
角度をもった直線の連なりが陰影効果を生む理由としては、図4に示すように、平行光線Lが照射された場合、断面上辺1の斜面の角度によって斜面の明るさが異なるためである。そのため、角度(θ1およびθ2)が20°より小さいと、斜面が布帛上ではほぼ平面として認識されてしまうため、陰影効果は生じにくい傾向にある。なお、図中、1d〜1hは、斜面の一部分を示し、その明るさを模式的に表わしている。
【0027】
前記断面の上辺1は、同一の傾斜角度を有する直線からなっていてもよいし、異なる傾斜角度を有する直線が連なっていてもよい。なかでも、陰影効果をランダムに生じさせることができる点で、異なる傾斜角度を有する直線の組合せからなるのが好ましい。なお、図4は、異なる傾斜角度を有する直線が連なっている場合を示している。
【0028】
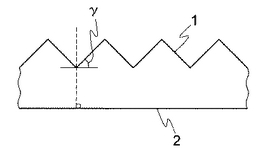
ここで、図2に示すように、該直線には、立毛部100の高さが階段状に変化している場合は、同一の高さを有する立毛部上面の中心部分100cを、隣り合う立毛部上面の中心部分と結んでできる直線101も含まれる。
【0029】
また、前記断面の上辺1は、前記曲線と前記直線の組合せからなっていてもよい。
【0030】
ここで、前記断面の上辺が、異なる傾斜角度を有する直線からなっている場合、凹部および/または凸部の傾斜角度は左右非対称であり、1つの同じ凹凸模様であっても、光の入射角度や見る角度により異なった陰影を表現できる。
【0031】
具体的には、図5に示すように、凹部の最低部を通る垂線で分割した左右の傾斜角度(α1およびα2)がそれぞれ異なる、および/または、凸部の最高部を通る垂線で分割した左右の傾斜角度(β1およびβ2)がそれぞれ異なる。前記傾斜角度α1、α2、β1およびβ2は、それぞれ20〜90°であることが好ましい。より好ましくは、30〜90°である。同様に、20°より小さいと、斜面が布帛上ではほぼ平面として認識されてしまうため、陰影効果は生じにくい傾向にある。
【0032】
また、図6に示すように、前記断面の上辺1が、同一の傾斜角度を有する直線からなっていてもよい。
【0033】
また、互いに平行である複数の断面としては、柄の1パターン中から任意の幅をピックアップしたときに、その断面積が異なっていればよく、断面間の距離(Δd)が0.5mm以下である断面をとったときに、その断面積が異なっていることが好ましい。より好ましくは、断面間の距離が0.3mm以下である。また、0.1mm以上であることが好ましい。
【0034】
断面間の距離が0.5mmより大きく離れた距離でしか、その断面積および/または断面形状が異ならないのでは、その断面上辺に滑らかな曲線や斜線を描くことはできず、階段状の変化しか得られなくなるためである。したがって、これら任意の断面に対し、その断面とは離れた平行関係にある別の断面の断面積および/または断面形状が連続的に変化するためには、断面間の距離が0.5mm以下の断面どうしを比べたときに、その断面積および/または断面形状が異なっていることが好ましい。
【0035】
以上のような関係にある断面を連ね合わせることにより、布帛の表面には、大小さまざまな曲面や斜面が連なって、自然石調、天然木目調、水面波調など自然界に存在する凹凸模様が表現され、複雑な陰影効果によって内装材用布帛としての見映えをはるかに向上させるものとなる。
【0036】
もちろん、布帛表面に形成される凹凸模様は、とくに限定されるものではなく、自然界に存在する凹凸模様および人工的な幾何学パターンであってもよい。本発明においては、その断面積と断面形状が連続的に変化する曲面または斜面の組み合わせからなるため、人工的な幾何学パターンであっても、従来のエンボス加工またはウエルダー加工による凹凸模様や、単調な線状の凹凸模様に比べて、得られる陰影効果は大きく、とくに内装材用布帛としての見映えを向上させるものとなる。
【0037】
本発明の立毛布帛は、繊維分解剤を、スクリーンプリント、ロータリースクリーンプリント、およびインクジェットプリントなど、従来行なわれている捺染方式を用いて、布帛に付与して形成される。なかでも、微細なエリア毎に繊維分解剤の付与量をコントロールできる点で、インクジェット方式が好ましい。
【0038】
前記繊維分解剤としては、グアニジン弱酸塩、フェノール類、アルコール類、アルカリ金属水酸化物およびアルカリ土類金属水酸化物などがあげられる。なかでも、得られる凹凸効果が大きく、環境および安全面で優れている点で、グアニジン弱酸塩が好ましい。
【0039】
また、繊維分解剤の付与量としては、1〜50g/m2の範囲が好ましく、さらには10〜30g/m2が好ましい。付与量が1g/m2より少ないと、充分な凹凸効果が得られにくい傾向にあり、逆に50g/m2をこえると、場合によっては、繊維の分解効果が強すぎて立毛部が消滅してしまう傾向にある。
【0040】
なお、前記繊維分解剤をインクジェット方式にて付与する場合、繊維分解剤を水溶解させることが、長時間安定した吐出が可能となる点で好ましい。
【0041】
その場合、繊維分解剤の濃度としては、10〜35重量%の範囲が好ましく、さらには15〜30重量%の範囲が好ましい。10重量%より少ないと、充分な凹凸効果を得ることができない傾向にあり、逆に35重量%をこえると、繊維分解剤の水への溶解限度に近くなるため、析出物が発生するなどノズル詰まりの原因となり、長時間安定した吐出が不可能となる傾向にある。
【0042】
また、インクジェット方式にて付与する場合のインク粘度は、25℃において、1〜10cpsであることが好ましく、1〜5cpsであることがより好ましい。1cps未満では吐出したインク滴が飛翔中に分裂し、凹凸模様のシャープ性に劣る傾向があり、10cpsをこえると、高粘度のため、ノズルからのインクの吐出が困難となる傾向にある。
【0043】
繊維分解剤を水溶解させて用いる場合、安定して水へ溶解させるために、尿素を含有させることが好ましい。尿素は、インクジェット用インクとして重要な粘度や表面張力への影響が少なく、最適である。尿素の含有量としては、0.1〜10重量%の範囲が好ましく、さらには0.5〜5重量%の範囲が好ましい。尿素が0.1重量%より少ないと、溶解剤としての効果に乏しく、ノズル詰まりの原因となる傾向にあり、10重量%をこえると、本来の目的である布帛の凹凸模様が不充分となる傾向にある。
【0044】
さらに、ノズルのエア詰まりを防止する点より、多価アルコール、多価アルコール誘導体、およびエチレンオキサイドが付加された界面活性剤からなる群から選ばれる少なくとも1種類を含有させることが望ましい。その含有量としては、0.1〜10重量%の範囲が好ましく、さらには0.5〜5重量%の範囲が好ましい。0.1重量%より少ないと、ノズルのエア詰まり防止効果が低くなり、エア詰まりを起こしやすいインクとなる傾向にあり、10重量%をこえると、インクが高粘度となってしまい、ノズルからの吐出が困難となる傾向にある。
【0045】
本発明に使用可能な多価アルコールまたは多価アルコール誘導体としては、たとえばグリセリン、ジエチレングリコール、ジエチレングリコールモノメチルエーテル、ジエチレングリコールモノブチルエーテル、トリエチレングリコール、トリエチレングリコールジメチルエーテル、トリエチレングリコールモノメチルエーテル、プロピレングリコール、プロピレングリコールモノメチルエーテル、ジプロピレングリコール、トリプロピレングリコール、トリメチレングリコール、ポリエチレングリコール、ポリエチレングリコールジメチルエーテルなどがあげられる。
【0046】
本発明に使用可能な界面活性剤としては非イオン性及び陽イオン性界面活性剤のエチレンオキサイド付加物が好ましい。なぜなら、陰イオン性界面活性剤は、繊維分解剤との相容性および起泡性の面で問題があるおそれがあるためである。
【0047】
エチレンオキサイドが付加された非イオン性界面活性剤としては、ポリオキシエチレンアルキルエーテルなどのエーテル型非イオン性界面活性剤、ポリオキシエチレングリセリン脂肪酸エステルなどのエーテルエステル型非イオン性界面活性剤、ポリエチレングリコール脂肪酸エステルなどのエステル型非イオン性界面活性剤などがあげられる。
【0048】
また、エチレンオキサイドが付加された陽イオン性界面活性剤としては、脂肪族アミン塩、脂肪族4級アンモニウム塩などのエチレンオキサイド付加物があげられる。
【0049】
なかでも、作業の安全性に優れるという点でプロピレングリコールがさらに好ましい。また、アルカリ性水溶液中での安定性が高いという点で脂肪族4級アンモニウム塩のエチレンオキサイド付加物がさらに好ましい。
【0050】
また、インクジェット用途の場合、前記界面活性剤は、数平均分子量が5000以下の低粘度のものがとくに好ましい。数平均分子量が5000以上であると、インクの粘度が高くなり、インクの吐出安定性に欠ける傾向にある。
【0051】
本発明に使用される立毛布帛とは、地組織とその表面に立毛を有している織物、編物、不織布、および植毛品などである。具体的には、モケット、ベルベット、別珍などのパイル編織物、起毛加工して得られる起毛編織物、ポールトリコットおよびダブルラッセルなど、通常使用される立毛布帛があげられる。立毛の形状に関しては、大別してループ状のものとストレートな形状のものがあげられるが、緻密な立毛の配列ができるという点で、ストレートな形状のものが好ましい。
【0052】
本発明に使用される立毛布帛を構成する繊維は、天然繊維、再生繊維、半合成繊維、および合成繊維の中から自由に選択でき、これらを単独あるいは混合させて用いることができる。ポリエステル系繊維、ポリアミド系繊維、ポリアクリル系繊維などの合成繊維は、その製法上均一な先端断面を確保できる点、および単繊維太さを調整できる点で好ましい。さらに、ポリエステル系繊維は、車両用内装材における耐光堅牢度などの物性耐久性の点で好ましい。
【0053】
本発明に使用される立毛布帛における立毛糸の単繊維太さは、微細な表現を可能にする点から、2〜20μm径の範囲であることが好ましい。単繊維太さが20μmをこえると、繊維分解剤の作用効率が悪く十分な凹凸表現はできず、連続的に滑らかな曲面や斜面が形成できない傾向にあり、2μmより細いと、繊維分解剤の作用が強すぎて、凹凸の形状(深さ、幅など)の細かなコントロールが難しくなる傾向にある。さらに好ましくは、5〜10μmである。
【0054】
さらに、本発明に使用される立毛布帛の立毛長(パイル長)は、毛倒れが無く、弾性回復が強いという点で、0.5〜3.0mmの長さの範囲にあることが好ましい。さらに好ましくは、1.0〜2.5mmである。立毛長が3mmをこえると、毛倒れ性が悪くなるため、表面に形成された凹凸模様が消滅してしまう傾向にあり、0.5mmより短いと、陰影効果を演出するのに十分な凹凸深さを得ることができない傾向にある。なお、この立毛長は、立毛を有する側の地組織表面から立毛糸先端までの長さである。
【0055】
本発明に使用される立毛布帛における立毛糸の密度(パイル密度)としては、200〜4000本/mm2の布帛が一般的に使用されるが、滑らかな、特に曲率の大きい曲面や角度の大きい急斜面の凹凸模様を形成するには、高密度が好ましい。しかし、極端な高密度は、繊維分解剤の布帛への十分な浸透が得られず、結果として、深い凹凸模様を表現しにくい傾向にある。したがって、パイル密度としては、前記単繊維太さも考慮して、400〜1000本/mm2であることが好ましい。
【実施例】
【0056】
以下、本発明を実施例と比較例を挙げて説明するが、本発明は、以下の実施例によって限定されるものではない。
【0057】
実施例1
凹凸模様を形成させる布帛としては、単繊維太さ10μmのポリエステル繊維で、パイル密度700本/mm2、パイル長2mmの立毛布帛(ダブルラッセル)を使用した。
【0058】
凹凸模様としては、図7に示すような「波紋」3aをモチーフとした模様を展開したデジタル画像データを使用した。
【0059】
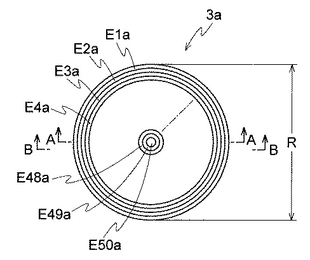
図8は、モチーフ3aのデジタルデータ説明図であり、波紋の直径Rは40mmである。モチーフは、エリアNo.1〜50(E1a〜50a、0.4mm間隔)で分けられており、インクジェット方式により、以下の印写条件で、各々のエリアに繊維分解剤(粘度2.0cps)を付与した。なお、インク粘度は、(株)東京計器製BL型粘度計(BLローター、60rpm)を用いて、25℃で測定した。
【0060】
各エリアの凹凸深さを調整するために、繊維分解剤の付与量は、表1のようにエリア毎にコンピュータで制御した。すなわち、微小エリア毎に繊維分解剤の付与量を不連続に、段階的に変化させる事で、滑らかな曲面の凹凸模様を得られるようにした。
【0061】
<繊維分解剤処方>
炭酸グアニジン 25部
水 73部
プロピレングリコール 2部
<インクジェット印写条件>
印写装置 : オンデマンド方式シリアル走査型インクジェット印写装置
ノズル径 : 50μm
駆動電圧 : 100V
周波数 : 5kHz
解像度 : 360dpi
【0062】
【表1】

【0063】
印写した布帛を乾燥した後、175℃で10分間湿熱処理した。その後、洗浄および乾燥し、整毛工程を施した。
【0064】
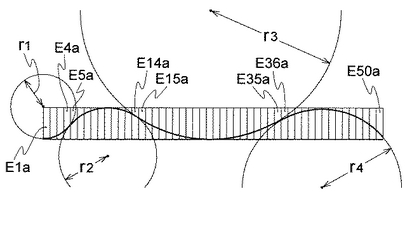
こうして得られた立体模様形成布帛の断面(図8のA−A断面)の上辺は、図9のようになり、断面上辺に曲線が描かれていた。それぞれの曲線の曲率半径r1、r2、r3およびr4は、エリアNo.1〜4(E1〜4)が3mm、同様にNo.5〜14(E5〜14)が4mm、No.15〜35(E15〜35)が8mm、およびNo.36〜50(E36〜50)が5mmであり、それぞれ異なるものとなった。なお、図9は、A−A断面のうち、エリアNo.1〜50まで、すなわち、円周部から円の中心部分までの断面を模式的に示している。
【0065】
ここで、曲率半径はつぎのように求めた。走査型電子顕微鏡によりA−A断面についての写真をとり、同一の高さを有する立毛部上面の中心部分を、隣り合う立毛部上面の中心部分と直線で結ぶことで、折れ線を作成した。ついで、この折れ線に外接する円を求め、この円の曲率半径を求めた。
【0066】
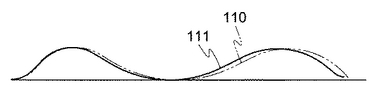
また、A−A断面から0.3mm離れたB−B断面の上辺を、図10に示す。なお、図10中、B−B断面の上辺111を実線で示し、比較のため、A−A断面の上辺を破線110で示した。これらを比較してわかるように、その断面積および断面形状は、互いに異なっている。
【0067】
この立体模様形成立毛布帛は実際の波紋のような自然な凹凸模様が表現できたものとなり、自然光の元ではあらゆる方向からでも陰影を形成でき、見映えを向上させるものであった。
【0068】
実施例2
凹凸模様を形成させる布帛としては、単繊維太さ10μmのポリエステル繊維で、パイル密度700本/mm2、パイル長2mmの立毛布帛(フルカット起毛編物)を使用した。
【0069】
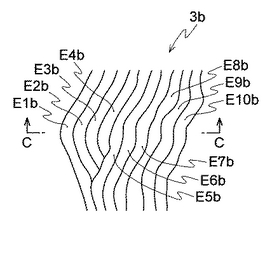
凹凸模様としては、「楊柳」3bをモチーフとした模様を得るために、図11に示すようなデジタルデータを使用した。ただし、図11はデジタルデータの一部を説明したものであって、実際は、タテおよびヨコ方向に連続している。
【0070】
図11は、エリアNo.1〜10(E1b〜50b、間隔は0.3〜0.5mm)に分けられており、表2のように、凹凸深さを調整するために繊維分解剤の付与量を変化させた以外は、実施例1と同様に立体模様形成立毛布帛を得た。
【0071】
【表2】
【0072】
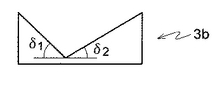
得られた立体模様形成布帛の断面(図11のC−C断面におけるエリア間隔は0.4mm)の上辺は、図11のようになり、断面上辺は、凹部および凸部の傾斜角度が左右非対称である直線で描かれていた。それぞれの直線の底辺に対する角度は、δ1が60°、δ2が45°であった。なお、図12は、布帛のエリアNo.1〜10部分のみを示している。
【0073】
また、実施例1同様にC−C断面から0.3mm離れた断面の上辺を比較したところ、その断面積および断面形状は互いに異なっていた。
【0074】
この立体模様形成布帛は、実際にシワ加工された布帛のような、ランダムな凹凸楊柳模様が表現されたものであり、自然光のもとでは、あらゆる方向から陰影を形成でき、見映えを向上させるものであった。
【0075】
比較例1
凹凸模様を形成させる布帛としては、単繊維太さ10μmのポリエステル繊維で、パイル密度700本/mm2、パイル長2mmの立毛布帛(ダブルラッセル)を使用した。
【0076】
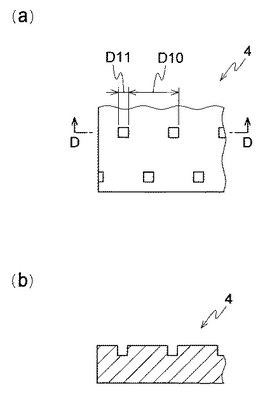
凹凸模様としては、図13(a)に示すような4mm角のエンボス加工を施して、立体模様形成布帛4を得た。前記のとおり、凹部を4mm(D11)角の正方形、凹部の間隔(D10)を20mmとした。
【0077】
得られた立体模様形成布帛の柄際は、図13(b)に示すD−D断面のように、底辺に対して垂直に描かれていた。
【0078】
また、D−D断面から0.3mm離れた断面は、D−D断面を左右にスライドさせたものであり、その面積および形状は同一であった。
【0079】
この立体模様形成布帛は、自然光のもとでは布帛の垂直上方から眺めたときに凹凸模様が消滅し、あらゆる方向から陰影を形成できるものではなく、見映えを向上させるものではなかった。
【0080】
比較例2
凹凸模様を形成させる布帛としては、単繊維太さ10μmのポリエステル繊維で、パイル密度700本/mm2、パイル長2mmの立毛布帛(ダブルラッセル)を使用した。
【0081】
凹凸模様としては、図14(a)に示すような幅2mmの直線模様のデジタルデータを使用した。前記のとおり、直線模様の幅(D21)を2mm、直線模様の間隔(D20)を10mmとした。
【0082】
繊維分解剤(25℃における粘度2.5cps)を以下のようにし、エリアE1dの付与量を50g/m2とした以外は、実施例1と同様に立体模様形成立毛布帛5を得た。
【0083】
<繊維分解剤処方>
水酸化ナトリウム 20部
水 78部
プロピレングリコール 2部
【0084】
得られた立体模様形成布帛の柄際は、図14に示すE−E断面のように、底辺に対して垂直に描かれていた。
【0085】
また、E−E断面から0.3mm離れた断面は、E−E断面を左右にスライドさせたものであり、その面積および形状は同一であった。
【0086】
この立体模様形成布帛は、自然光のもとでは布帛の垂直上方から眺めたときに凹凸模様が消滅し、あらゆる方向から陰影を形成できるものではなく、見映えを向上させるものではなかった。
【図面の簡単な説明】
【0087】
【図1】本発明の立毛布帛における微小断面の一例を示す図である。
【図2】本発明の立毛布帛の断面上辺における曲線および直線を示す図である。
【図3】本発明の立毛布帛の一例を示す断面模式図である。
【図4】本発明の立毛布帛の一例を示す断面模式図である。
【図5】本発明の立毛布帛の一例を示す断面模式図である。
【図6】本発明の立毛布帛の一例を示す断面模式図である。
【図7】波紋イメージを示す図である。
【図8】波紋のデジタルデータ説明図である。
【図9】実施例1で得られた立体模様形成布帛のA−A断面を模式的に示した図である。
【図10】実施例1で得られた立体模様形成布帛のB−B断面を模式的に示した図である。
【図11】楊柳のデジタルデータ説明図である。
【図12】実施例2で得られた立体模様形成布帛のC−C断面を模式的に示した図である。
【図13】(a)比較例1で得られた立体模様形成布帛、および(b)D−D断面を模式的に示した図である。
【図14】(a)比較例2で得られた立体模様形成布帛、および(b)E−E断面を模式的に示した図である。
【符号の説明】
【0088】
1 布帛断面上辺
2 布帛断面底辺
3a 波紋イメージ
3b 楊柳イメージ
4、5 立体模様形成布帛
a、b 微小断面
1a〜1h 布帛上面の一部分
E1a〜E50a、E1b〜E10b、E1d 各エリア
100 立毛部
100c 立毛部上面の中心部分
101 折れ線
102 曲線
110 A−A断面の上辺
111 B−B断面の上辺
【技術分野】
【0001】
本発明は、立体模様形成立毛布帛に関し、詳細には、立毛布帛表面に陰影のある立体模様が形成された、車両および家屋内装の見映えを向上し得る内装材用として使用される立体模様形成立毛布帛に関する。さらに、本発明は、立毛面に複数種類の凹凸を有する立体模様形成立毛布帛に関する。
【背景技術】
【0002】
近年、車両用およびインテリア用内装材の分野では、意匠性に優れ、かつ高級感があるという理由から、表面に立体模様のある布帛の需要が伸びている。
【0003】
立毛布帛に対しては、従来、エンボス加工やウエルダー加工によって、布帛表面にほぼ垂直な模様端を有する凹凸模様が形成されている。また、特許文献1にみられるような、模様断面がV字の線状である凹凸模様を形成したものも存在している。
【0004】
しかしながら、従来のような凹凸模様端の角度がほぼ垂直であったり、凹凸模様が線状であったりする場合は、意匠が画一的になりやすく、特定の方向からの見映えは向上させるものの、車両や家屋の内装など本来の使用状況において、あらゆる方向からの見映えを向上させるものではなかった。
【0005】
【特許文献1】特開平10−298863号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明は、立毛布帛表面に形成された凹凸模様が、あらゆる角度から見ても陰影を形成し、より立体的な意匠を有する車両および家屋内装の見映えを向上し得る内装材に適する立体模様形成立毛布帛を提供することを目的とする。
【課題を解決するための手段】
【0007】
すなわち、本発明は、互いに平行である複数の断面における断面積が異なる立体模様形成立毛布帛に関する。
【0008】
さらに、断面形状が異なることが好ましい。
【0009】
前記断面の上辺が、1〜10mmの曲率半径を有する曲線が連なってなることが好ましい。
【0010】
異なる曲率半径を有する曲線が連なってなることが好ましい。
【0011】
前記断面の上辺が、断面の底辺に対して20°〜90°の角度を有する直線が連なってなることが好ましい。
【0012】
異なる角度を有する直線が連なってなることが好ましい。
【0013】
前記断面間の距離が0.5mm以下であることが好ましい。
【0014】
インクジェット方式を用いて、微小エリア毎に繊維分解剤の付与量を不連続に変化させることで得られることが好ましい。
【発明の効果】
【0015】
本発明によれば、立毛布帛表面に自然石調、天然木目調、または水面波調などの凹凸模様が表現され、如何なる使用状況下においても凹凸模様の陰影を常に形成するため、とくに車両および家屋の内装の見映えを向上させる内装材用として適する立毛布帛を提供することができる。
【発明を実施するための最良の形態】
【0016】
本発明の立体模様形成立毛布帛(以下、単に立毛布帛ということがある)は、主に車両用のシートや家屋内のソファ類の表皮材としての使用され得る。その場合、シートやソファの形状は様々であって、必然的に人は表皮材の意匠を様々な視角で見ることになる。
【0017】
車両用シートの場合、車両の移動や時間帯により、太陽光などの表皮材を照らす光源の位置が随時変化することはいうまでも無く、人は様々な光の照射方向のもとで表皮材の意匠を認識することになる。したがって、内装の見映えを向上させるには、あらゆる方向からの照射光の下で、あらゆる視角に対して立体的に意匠を認識させるものでなくてならない。
【0018】
例えば、天然石の表面はランダムな凹凸面となっているが、細かく見れば複数の丸みを帯びた凹凸とシャープな凹凸が存在していることがわかる。天然の木目板の場合も表面の溝状凹凸は丸みを帯びたものとなっている。また、水面波などは複数の正弦波で構成されていることはいうまでも無い。これらの例のように、複数の丸みを帯びた面および/またはシャープな傾斜面で構成された表面は、自然光の平行光線を乱反射させるために、その表面に複雑な陰影を形成する。
【0019】
本発明の立毛布帛において、その微小断面の一例を図1に示す。
【0020】
布帛表面に形成された凹凸模様の或る任意の微小断面(a)は、柄の1パターン分を示しており、断面の上辺が、異なる曲率半径をもつ曲線が連なっている。なお、図2に示すように、曲線には、立毛部100の高さが階段状に変化している場合は、同一の高さを有する立毛部上面の中心部分100cを、隣り合う立毛部上面の中心部分と直線で結んでできる折れ線101に外接する曲線102も含まれる。その断面(a)から微小距離(Δd)離れ、平行関係にある微小断面(b)とは、柄の1パターン分で比較したときに、その断面積および形状が異なっている。すなわち、本発明の立毛布帛に形成された立体模様は、その断面積と断面形状とが、連続的に変化することを特徴としている。いいかえれば、本発明の立毛布帛の表面に形成された立体模様は、少なくとも垂直に交わる2方向、たとえば、織物であれば、少なくとも経糸方向および緯糸方向において、曲面や斜面からなる連続した凹凸模様を有しているため、断面積および断面形状が連続的に変化するのである。
【0021】
さらに、前記断面(a)と断面(b)とは、その凹部の深さが異なっていてもよい。これにより、より複雑な陰影を形成することができる。
【0022】
布帛断面の上辺が、連なる曲線からなる場合、その曲率半径rは、1〜10mmの範囲にあることが好ましい。より好ましくは、3〜8mmである。
【0023】
曲面が陰影効果を生む理由としては、図3に示すように、平行光線Lが断面上辺1の曲面に照射された場合、光線と面の角度によって表面の明るさが場所で異なるため、明暗のグラデーションが生じるからである。そのため、曲率半径rが1mmより小さいと、凹凸模様の表面が曲面として形成されにくく、表面での陰影効果の差が生じにくい。また、曲率半径rが10mmをこえると、曲面が布帛上ではほぼ平面として認識されてしまうために表面での陰影効果が生じにくい傾向にある。なお、図中、1a〜1cは、曲面の一部分を示し、その明るさを模式的に表わしている。
【0024】
前記断面の上辺1は、同一の曲率半径を有する曲線からなっていてもよいし、異なる曲率半径を有する曲線が組み合わさっていてもよい。なかでも、明暗のグラデーションをランダムに生じさせることができる点で、異なる曲率半径を有する曲線の組合せからなるのが好ましい。
【0025】
また、布帛断面の上辺1が、連なる直線からなる場合、その傾斜角度は、断面の底辺2に対して20〜90°であることが好ましい。より好ましくは、30〜90°である。
【0026】
角度をもった直線の連なりが陰影効果を生む理由としては、図4に示すように、平行光線Lが照射された場合、断面上辺1の斜面の角度によって斜面の明るさが異なるためである。そのため、角度(θ1およびθ2)が20°より小さいと、斜面が布帛上ではほぼ平面として認識されてしまうため、陰影効果は生じにくい傾向にある。なお、図中、1d〜1hは、斜面の一部分を示し、その明るさを模式的に表わしている。
【0027】
前記断面の上辺1は、同一の傾斜角度を有する直線からなっていてもよいし、異なる傾斜角度を有する直線が連なっていてもよい。なかでも、陰影効果をランダムに生じさせることができる点で、異なる傾斜角度を有する直線の組合せからなるのが好ましい。なお、図4は、異なる傾斜角度を有する直線が連なっている場合を示している。
【0028】
ここで、図2に示すように、該直線には、立毛部100の高さが階段状に変化している場合は、同一の高さを有する立毛部上面の中心部分100cを、隣り合う立毛部上面の中心部分と結んでできる直線101も含まれる。
【0029】
また、前記断面の上辺1は、前記曲線と前記直線の組合せからなっていてもよい。
【0030】
ここで、前記断面の上辺が、異なる傾斜角度を有する直線からなっている場合、凹部および/または凸部の傾斜角度は左右非対称であり、1つの同じ凹凸模様であっても、光の入射角度や見る角度により異なった陰影を表現できる。
【0031】
具体的には、図5に示すように、凹部の最低部を通る垂線で分割した左右の傾斜角度(α1およびα2)がそれぞれ異なる、および/または、凸部の最高部を通る垂線で分割した左右の傾斜角度(β1およびβ2)がそれぞれ異なる。前記傾斜角度α1、α2、β1およびβ2は、それぞれ20〜90°であることが好ましい。より好ましくは、30〜90°である。同様に、20°より小さいと、斜面が布帛上ではほぼ平面として認識されてしまうため、陰影効果は生じにくい傾向にある。
【0032】
また、図6に示すように、前記断面の上辺1が、同一の傾斜角度を有する直線からなっていてもよい。
【0033】
また、互いに平行である複数の断面としては、柄の1パターン中から任意の幅をピックアップしたときに、その断面積が異なっていればよく、断面間の距離(Δd)が0.5mm以下である断面をとったときに、その断面積が異なっていることが好ましい。より好ましくは、断面間の距離が0.3mm以下である。また、0.1mm以上であることが好ましい。
【0034】
断面間の距離が0.5mmより大きく離れた距離でしか、その断面積および/または断面形状が異ならないのでは、その断面上辺に滑らかな曲線や斜線を描くことはできず、階段状の変化しか得られなくなるためである。したがって、これら任意の断面に対し、その断面とは離れた平行関係にある別の断面の断面積および/または断面形状が連続的に変化するためには、断面間の距離が0.5mm以下の断面どうしを比べたときに、その断面積および/または断面形状が異なっていることが好ましい。
【0035】
以上のような関係にある断面を連ね合わせることにより、布帛の表面には、大小さまざまな曲面や斜面が連なって、自然石調、天然木目調、水面波調など自然界に存在する凹凸模様が表現され、複雑な陰影効果によって内装材用布帛としての見映えをはるかに向上させるものとなる。
【0036】
もちろん、布帛表面に形成される凹凸模様は、とくに限定されるものではなく、自然界に存在する凹凸模様および人工的な幾何学パターンであってもよい。本発明においては、その断面積と断面形状が連続的に変化する曲面または斜面の組み合わせからなるため、人工的な幾何学パターンであっても、従来のエンボス加工またはウエルダー加工による凹凸模様や、単調な線状の凹凸模様に比べて、得られる陰影効果は大きく、とくに内装材用布帛としての見映えを向上させるものとなる。
【0037】
本発明の立毛布帛は、繊維分解剤を、スクリーンプリント、ロータリースクリーンプリント、およびインクジェットプリントなど、従来行なわれている捺染方式を用いて、布帛に付与して形成される。なかでも、微細なエリア毎に繊維分解剤の付与量をコントロールできる点で、インクジェット方式が好ましい。
【0038】
前記繊維分解剤としては、グアニジン弱酸塩、フェノール類、アルコール類、アルカリ金属水酸化物およびアルカリ土類金属水酸化物などがあげられる。なかでも、得られる凹凸効果が大きく、環境および安全面で優れている点で、グアニジン弱酸塩が好ましい。
【0039】
また、繊維分解剤の付与量としては、1〜50g/m2の範囲が好ましく、さらには10〜30g/m2が好ましい。付与量が1g/m2より少ないと、充分な凹凸効果が得られにくい傾向にあり、逆に50g/m2をこえると、場合によっては、繊維の分解効果が強すぎて立毛部が消滅してしまう傾向にある。
【0040】
なお、前記繊維分解剤をインクジェット方式にて付与する場合、繊維分解剤を水溶解させることが、長時間安定した吐出が可能となる点で好ましい。
【0041】
その場合、繊維分解剤の濃度としては、10〜35重量%の範囲が好ましく、さらには15〜30重量%の範囲が好ましい。10重量%より少ないと、充分な凹凸効果を得ることができない傾向にあり、逆に35重量%をこえると、繊維分解剤の水への溶解限度に近くなるため、析出物が発生するなどノズル詰まりの原因となり、長時間安定した吐出が不可能となる傾向にある。
【0042】
また、インクジェット方式にて付与する場合のインク粘度は、25℃において、1〜10cpsであることが好ましく、1〜5cpsであることがより好ましい。1cps未満では吐出したインク滴が飛翔中に分裂し、凹凸模様のシャープ性に劣る傾向があり、10cpsをこえると、高粘度のため、ノズルからのインクの吐出が困難となる傾向にある。
【0043】
繊維分解剤を水溶解させて用いる場合、安定して水へ溶解させるために、尿素を含有させることが好ましい。尿素は、インクジェット用インクとして重要な粘度や表面張力への影響が少なく、最適である。尿素の含有量としては、0.1〜10重量%の範囲が好ましく、さらには0.5〜5重量%の範囲が好ましい。尿素が0.1重量%より少ないと、溶解剤としての効果に乏しく、ノズル詰まりの原因となる傾向にあり、10重量%をこえると、本来の目的である布帛の凹凸模様が不充分となる傾向にある。
【0044】
さらに、ノズルのエア詰まりを防止する点より、多価アルコール、多価アルコール誘導体、およびエチレンオキサイドが付加された界面活性剤からなる群から選ばれる少なくとも1種類を含有させることが望ましい。その含有量としては、0.1〜10重量%の範囲が好ましく、さらには0.5〜5重量%の範囲が好ましい。0.1重量%より少ないと、ノズルのエア詰まり防止効果が低くなり、エア詰まりを起こしやすいインクとなる傾向にあり、10重量%をこえると、インクが高粘度となってしまい、ノズルからの吐出が困難となる傾向にある。
【0045】
本発明に使用可能な多価アルコールまたは多価アルコール誘導体としては、たとえばグリセリン、ジエチレングリコール、ジエチレングリコールモノメチルエーテル、ジエチレングリコールモノブチルエーテル、トリエチレングリコール、トリエチレングリコールジメチルエーテル、トリエチレングリコールモノメチルエーテル、プロピレングリコール、プロピレングリコールモノメチルエーテル、ジプロピレングリコール、トリプロピレングリコール、トリメチレングリコール、ポリエチレングリコール、ポリエチレングリコールジメチルエーテルなどがあげられる。
【0046】
本発明に使用可能な界面活性剤としては非イオン性及び陽イオン性界面活性剤のエチレンオキサイド付加物が好ましい。なぜなら、陰イオン性界面活性剤は、繊維分解剤との相容性および起泡性の面で問題があるおそれがあるためである。
【0047】
エチレンオキサイドが付加された非イオン性界面活性剤としては、ポリオキシエチレンアルキルエーテルなどのエーテル型非イオン性界面活性剤、ポリオキシエチレングリセリン脂肪酸エステルなどのエーテルエステル型非イオン性界面活性剤、ポリエチレングリコール脂肪酸エステルなどのエステル型非イオン性界面活性剤などがあげられる。
【0048】
また、エチレンオキサイドが付加された陽イオン性界面活性剤としては、脂肪族アミン塩、脂肪族4級アンモニウム塩などのエチレンオキサイド付加物があげられる。
【0049】
なかでも、作業の安全性に優れるという点でプロピレングリコールがさらに好ましい。また、アルカリ性水溶液中での安定性が高いという点で脂肪族4級アンモニウム塩のエチレンオキサイド付加物がさらに好ましい。
【0050】
また、インクジェット用途の場合、前記界面活性剤は、数平均分子量が5000以下の低粘度のものがとくに好ましい。数平均分子量が5000以上であると、インクの粘度が高くなり、インクの吐出安定性に欠ける傾向にある。
【0051】
本発明に使用される立毛布帛とは、地組織とその表面に立毛を有している織物、編物、不織布、および植毛品などである。具体的には、モケット、ベルベット、別珍などのパイル編織物、起毛加工して得られる起毛編織物、ポールトリコットおよびダブルラッセルなど、通常使用される立毛布帛があげられる。立毛の形状に関しては、大別してループ状のものとストレートな形状のものがあげられるが、緻密な立毛の配列ができるという点で、ストレートな形状のものが好ましい。
【0052】
本発明に使用される立毛布帛を構成する繊維は、天然繊維、再生繊維、半合成繊維、および合成繊維の中から自由に選択でき、これらを単独あるいは混合させて用いることができる。ポリエステル系繊維、ポリアミド系繊維、ポリアクリル系繊維などの合成繊維は、その製法上均一な先端断面を確保できる点、および単繊維太さを調整できる点で好ましい。さらに、ポリエステル系繊維は、車両用内装材における耐光堅牢度などの物性耐久性の点で好ましい。
【0053】
本発明に使用される立毛布帛における立毛糸の単繊維太さは、微細な表現を可能にする点から、2〜20μm径の範囲であることが好ましい。単繊維太さが20μmをこえると、繊維分解剤の作用効率が悪く十分な凹凸表現はできず、連続的に滑らかな曲面や斜面が形成できない傾向にあり、2μmより細いと、繊維分解剤の作用が強すぎて、凹凸の形状(深さ、幅など)の細かなコントロールが難しくなる傾向にある。さらに好ましくは、5〜10μmである。
【0054】
さらに、本発明に使用される立毛布帛の立毛長(パイル長)は、毛倒れが無く、弾性回復が強いという点で、0.5〜3.0mmの長さの範囲にあることが好ましい。さらに好ましくは、1.0〜2.5mmである。立毛長が3mmをこえると、毛倒れ性が悪くなるため、表面に形成された凹凸模様が消滅してしまう傾向にあり、0.5mmより短いと、陰影効果を演出するのに十分な凹凸深さを得ることができない傾向にある。なお、この立毛長は、立毛を有する側の地組織表面から立毛糸先端までの長さである。
【0055】
本発明に使用される立毛布帛における立毛糸の密度(パイル密度)としては、200〜4000本/mm2の布帛が一般的に使用されるが、滑らかな、特に曲率の大きい曲面や角度の大きい急斜面の凹凸模様を形成するには、高密度が好ましい。しかし、極端な高密度は、繊維分解剤の布帛への十分な浸透が得られず、結果として、深い凹凸模様を表現しにくい傾向にある。したがって、パイル密度としては、前記単繊維太さも考慮して、400〜1000本/mm2であることが好ましい。
【実施例】
【0056】
以下、本発明を実施例と比較例を挙げて説明するが、本発明は、以下の実施例によって限定されるものではない。
【0057】
実施例1
凹凸模様を形成させる布帛としては、単繊維太さ10μmのポリエステル繊維で、パイル密度700本/mm2、パイル長2mmの立毛布帛(ダブルラッセル)を使用した。
【0058】
凹凸模様としては、図7に示すような「波紋」3aをモチーフとした模様を展開したデジタル画像データを使用した。
【0059】
図8は、モチーフ3aのデジタルデータ説明図であり、波紋の直径Rは40mmである。モチーフは、エリアNo.1〜50(E1a〜50a、0.4mm間隔)で分けられており、インクジェット方式により、以下の印写条件で、各々のエリアに繊維分解剤(粘度2.0cps)を付与した。なお、インク粘度は、(株)東京計器製BL型粘度計(BLローター、60rpm)を用いて、25℃で測定した。
【0060】
各エリアの凹凸深さを調整するために、繊維分解剤の付与量は、表1のようにエリア毎にコンピュータで制御した。すなわち、微小エリア毎に繊維分解剤の付与量を不連続に、段階的に変化させる事で、滑らかな曲面の凹凸模様を得られるようにした。
【0061】
<繊維分解剤処方>
炭酸グアニジン 25部
水 73部
プロピレングリコール 2部
<インクジェット印写条件>
印写装置 : オンデマンド方式シリアル走査型インクジェット印写装置
ノズル径 : 50μm
駆動電圧 : 100V
周波数 : 5kHz
解像度 : 360dpi
【0062】
【表1】
【0063】
印写した布帛を乾燥した後、175℃で10分間湿熱処理した。その後、洗浄および乾燥し、整毛工程を施した。
【0064】
こうして得られた立体模様形成布帛の断面(図8のA−A断面)の上辺は、図9のようになり、断面上辺に曲線が描かれていた。それぞれの曲線の曲率半径r1、r2、r3およびr4は、エリアNo.1〜4(E1〜4)が3mm、同様にNo.5〜14(E5〜14)が4mm、No.15〜35(E15〜35)が8mm、およびNo.36〜50(E36〜50)が5mmであり、それぞれ異なるものとなった。なお、図9は、A−A断面のうち、エリアNo.1〜50まで、すなわち、円周部から円の中心部分までの断面を模式的に示している。
【0065】
ここで、曲率半径はつぎのように求めた。走査型電子顕微鏡によりA−A断面についての写真をとり、同一の高さを有する立毛部上面の中心部分を、隣り合う立毛部上面の中心部分と直線で結ぶことで、折れ線を作成した。ついで、この折れ線に外接する円を求め、この円の曲率半径を求めた。
【0066】
また、A−A断面から0.3mm離れたB−B断面の上辺を、図10に示す。なお、図10中、B−B断面の上辺111を実線で示し、比較のため、A−A断面の上辺を破線110で示した。これらを比較してわかるように、その断面積および断面形状は、互いに異なっている。
【0067】
この立体模様形成立毛布帛は実際の波紋のような自然な凹凸模様が表現できたものとなり、自然光の元ではあらゆる方向からでも陰影を形成でき、見映えを向上させるものであった。
【0068】
実施例2
凹凸模様を形成させる布帛としては、単繊維太さ10μmのポリエステル繊維で、パイル密度700本/mm2、パイル長2mmの立毛布帛(フルカット起毛編物)を使用した。
【0069】
凹凸模様としては、「楊柳」3bをモチーフとした模様を得るために、図11に示すようなデジタルデータを使用した。ただし、図11はデジタルデータの一部を説明したものであって、実際は、タテおよびヨコ方向に連続している。
【0070】
図11は、エリアNo.1〜10(E1b〜50b、間隔は0.3〜0.5mm)に分けられており、表2のように、凹凸深さを調整するために繊維分解剤の付与量を変化させた以外は、実施例1と同様に立体模様形成立毛布帛を得た。
【0071】
【表2】
【0072】
得られた立体模様形成布帛の断面(図11のC−C断面におけるエリア間隔は0.4mm)の上辺は、図11のようになり、断面上辺は、凹部および凸部の傾斜角度が左右非対称である直線で描かれていた。それぞれの直線の底辺に対する角度は、δ1が60°、δ2が45°であった。なお、図12は、布帛のエリアNo.1〜10部分のみを示している。
【0073】
また、実施例1同様にC−C断面から0.3mm離れた断面の上辺を比較したところ、その断面積および断面形状は互いに異なっていた。
【0074】
この立体模様形成布帛は、実際にシワ加工された布帛のような、ランダムな凹凸楊柳模様が表現されたものであり、自然光のもとでは、あらゆる方向から陰影を形成でき、見映えを向上させるものであった。
【0075】
比較例1
凹凸模様を形成させる布帛としては、単繊維太さ10μmのポリエステル繊維で、パイル密度700本/mm2、パイル長2mmの立毛布帛(ダブルラッセル)を使用した。
【0076】
凹凸模様としては、図13(a)に示すような4mm角のエンボス加工を施して、立体模様形成布帛4を得た。前記のとおり、凹部を4mm(D11)角の正方形、凹部の間隔(D10)を20mmとした。
【0077】
得られた立体模様形成布帛の柄際は、図13(b)に示すD−D断面のように、底辺に対して垂直に描かれていた。
【0078】
また、D−D断面から0.3mm離れた断面は、D−D断面を左右にスライドさせたものであり、その面積および形状は同一であった。
【0079】
この立体模様形成布帛は、自然光のもとでは布帛の垂直上方から眺めたときに凹凸模様が消滅し、あらゆる方向から陰影を形成できるものではなく、見映えを向上させるものではなかった。
【0080】
比較例2
凹凸模様を形成させる布帛としては、単繊維太さ10μmのポリエステル繊維で、パイル密度700本/mm2、パイル長2mmの立毛布帛(ダブルラッセル)を使用した。
【0081】
凹凸模様としては、図14(a)に示すような幅2mmの直線模様のデジタルデータを使用した。前記のとおり、直線模様の幅(D21)を2mm、直線模様の間隔(D20)を10mmとした。
【0082】
繊維分解剤(25℃における粘度2.5cps)を以下のようにし、エリアE1dの付与量を50g/m2とした以外は、実施例1と同様に立体模様形成立毛布帛5を得た。
【0083】
<繊維分解剤処方>
水酸化ナトリウム 20部
水 78部
プロピレングリコール 2部
【0084】
得られた立体模様形成布帛の柄際は、図14に示すE−E断面のように、底辺に対して垂直に描かれていた。
【0085】
また、E−E断面から0.3mm離れた断面は、E−E断面を左右にスライドさせたものであり、その面積および形状は同一であった。
【0086】
この立体模様形成布帛は、自然光のもとでは布帛の垂直上方から眺めたときに凹凸模様が消滅し、あらゆる方向から陰影を形成できるものではなく、見映えを向上させるものではなかった。
【図面の簡単な説明】
【0087】
【図1】本発明の立毛布帛における微小断面の一例を示す図である。
【図2】本発明の立毛布帛の断面上辺における曲線および直線を示す図である。
【図3】本発明の立毛布帛の一例を示す断面模式図である。
【図4】本発明の立毛布帛の一例を示す断面模式図である。
【図5】本発明の立毛布帛の一例を示す断面模式図である。
【図6】本発明の立毛布帛の一例を示す断面模式図である。
【図7】波紋イメージを示す図である。
【図8】波紋のデジタルデータ説明図である。
【図9】実施例1で得られた立体模様形成布帛のA−A断面を模式的に示した図である。
【図10】実施例1で得られた立体模様形成布帛のB−B断面を模式的に示した図である。
【図11】楊柳のデジタルデータ説明図である。
【図12】実施例2で得られた立体模様形成布帛のC−C断面を模式的に示した図である。
【図13】(a)比較例1で得られた立体模様形成布帛、および(b)D−D断面を模式的に示した図である。
【図14】(a)比較例2で得られた立体模様形成布帛、および(b)E−E断面を模式的に示した図である。
【符号の説明】
【0088】
1 布帛断面上辺
2 布帛断面底辺
3a 波紋イメージ
3b 楊柳イメージ
4、5 立体模様形成布帛
a、b 微小断面
1a〜1h 布帛上面の一部分
E1a〜E50a、E1b〜E10b、E1d 各エリア
100 立毛部
100c 立毛部上面の中心部分
101 折れ線
102 曲線
110 A−A断面の上辺
111 B−B断面の上辺
【特許請求の範囲】
【請求項1】
互いに平行である複数の断面における断面積が異なる立体模様形成立毛布帛。
【請求項2】
さらに、断面形状が異なる請求項1記載の立体模様形成立毛布帛。
【請求項3】
前記断面の上辺が、1〜10mmの曲率半径を有する曲線が連なってなる請求項1または2記載の立体模様形成立毛布帛。
【請求項4】
異なる曲率半径を有する曲線が連なってなる請求項3記載の立体模様形成立毛布帛。
【請求項5】
前記断面の上辺が、断面の底辺に対して20〜90°の角度を有する直線が連なってなる請求項1または2記載の立体模様形成立毛布帛。
【請求項6】
異なる角度を有する直線が連なってなる請求項5記載の立体模様形成立毛布帛。
【請求項7】
前記断面間の距離が0.5mm以下である請求項1、2、3、4、5または6記載の立体模様形成立毛布帛。
【請求項8】
インクジェット方式を用いて、微小エリア毎に繊維分解剤の付与量を不連続に変化させることで得られる請求項1、2、3、4、5、6または7記載の立体模様形成立毛布帛。
【請求項1】
互いに平行である複数の断面における断面積が異なる立体模様形成立毛布帛。
【請求項2】
さらに、断面形状が異なる請求項1記載の立体模様形成立毛布帛。
【請求項3】
前記断面の上辺が、1〜10mmの曲率半径を有する曲線が連なってなる請求項1または2記載の立体模様形成立毛布帛。
【請求項4】
異なる曲率半径を有する曲線が連なってなる請求項3記載の立体模様形成立毛布帛。
【請求項5】
前記断面の上辺が、断面の底辺に対して20〜90°の角度を有する直線が連なってなる請求項1または2記載の立体模様形成立毛布帛。
【請求項6】
異なる角度を有する直線が連なってなる請求項5記載の立体模様形成立毛布帛。
【請求項7】
前記断面間の距離が0.5mm以下である請求項1、2、3、4、5または6記載の立体模様形成立毛布帛。
【請求項8】
インクジェット方式を用いて、微小エリア毎に繊維分解剤の付与量を不連続に変化させることで得られる請求項1、2、3、4、5、6または7記載の立体模様形成立毛布帛。
【図1】

【図2】
【図3】
【図4】
【図5】

【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【公開番号】特開2006−16723(P2006−16723A)
【公開日】平成18年1月19日(2006.1.19)
【国際特許分類】
【出願番号】特願2004−195596(P2004−195596)
【出願日】平成16年7月1日(2004.7.1)
【出願人】(000107907)セーレン株式会社 (462)
【Fターム(参考)】
【公開日】平成18年1月19日(2006.1.19)
【国際特許分類】
【出願日】平成16年7月1日(2004.7.1)
【出願人】(000107907)セーレン株式会社 (462)
【Fターム(参考)】
[ Back to top ]