
立体賦形不織布の製造方法
【課題】見掛け厚みが大きく嵩高であり、かつ原反不織布が本来的に有している良好な肌触りが維持された立体賦形不織布を提供すること。
【解決手段】表面に多数の凹凸部が規則的に配置され、かつ互いに噛み合い形状になっている第1の押し型11及び第2の押し型12を、それらの噛み合い状態下に両者間に原反不織布2を介在させて、該原反不織布2を立体賦形する立体賦形不織布1の製造方法である。原反不織布を立体賦形した後に、第1の押し型の表面に該原反不織布を付着させたまま、第1の押し型の外面から内部に向けて吸引を行うことで立体賦形された原反不織布に加熱された空気を貫通させ、該原反不織布を搬送する。
【解決手段】表面に多数の凹凸部が規則的に配置され、かつ互いに噛み合い形状になっている第1の押し型11及び第2の押し型12を、それらの噛み合い状態下に両者間に原反不織布2を介在させて、該原反不織布2を立体賦形する立体賦形不織布1の製造方法である。原反不織布を立体賦形した後に、第1の押し型の表面に該原反不織布を付着させたまま、第1の押し型の外面から内部に向けて吸引を行うことで立体賦形された原反不織布に加熱された空気を貫通させ、該原反不織布を搬送する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、原反不織布に凹凸形状を賦形する立体賦形不織布の製造方法に関する。
【背景技術】
【0002】
一枚の不織布を原料として用い、これに立体賦形を施して、多数の凹凸部を有する立体賦形不織布を得る技術が知られている。例えば特許文献1には、熱エンボス加工によって不織布に凹凸部が形成されてなる吸収性物品用トップシート材が記載されている。このトップシート材は、1本のエンボスロールと1本の平滑な軟質ロールとを組み合わせてなるエンボス加工装置を用いて製造される。この場合には、エンボスロールが熱ロールとして用いられ、平滑な軟質ロールが冷却ロールとして用いられる。あるいは前記のトップシート材は、雌雄噛み合わせ型のエンボスロールからなり、山の高いエンボスロールとこのエンボスロールとマッチする山の低いエンボスロールとを組み合わせてなるエンボス加工装置を用いて製造される。この場合には、山の高いエンボスロールが熱ロールとして用いられ、山の低いエンボスロールが冷却ロールとして用いられる。
【0003】
特許文献2には、受液側に向く谷部と山部とが、長手方向に延びかつ長手方向と直交する幅方向へ波状に形成されている吸収性物品の表面シートが記載されている。谷部には、この谷部の両側に位置する山部と山部とを連結する連結部が受液側に向けて凸状に形成されている。連結部は、2つの山部の側部の傾斜面どうしを連結している。この表面シートは、一定方向へ供給する不織布を第1の成形手段と第2の成形手段とで挟むことで形成される。第1の成形手段は、不織布の供給方向に沿って延びかつ供給方向と直交する幅方向に交互に形成された凸状リブと溝とを有している。第2の成形手段は、供給方向に延び幅方向に交互に形成された凸状リブと溝とを有している。この凸状リブには、供給方向に間隔を開けて複数の窪みが形成されている。これら第1の成形手段及び第2の成形手段を用いて形成される表面シートは、第1の成形手段の凸状リブと第2の成形手段の溝との間で加圧された山部と、第1の成形手段の溝と第2の成形手段の凸状リブとの間で加圧された谷部と、第2の成形手段の窪みに相当する部分で谷部にて両側の山部の間を連結するように形成された凸状の連結部とを有する。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平11−347062号公報
【特許文献2】特開2001−95845号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上述した各方法で立体賦形不織布を製造する場合、装置の加熱温度を高くすれば、形状が明瞭でかつ高さの高い凸部を形成することができる。しかし高い加熱温度に起因して不織布が硬くなる傾向にあり、肌触りが低下する。加熱温度を比較的低く設定すれば、不織布が本来有する肌触りの良さは維持される。しかし、凸部の形状は不明瞭になりやすく、また高さの高い凸部を形成することが容易でなくなる。このように、立体賦形不織布においては、肌触りの良さと、凸部の明瞭性や凸部の高さとは二律背反の関係にあった。
【0006】
本発明の目的は、前述した従来技術が有する欠点を解消し得る立体賦形不織布の製造方法を提供することにある。
【課題を解決するための手段】
【0007】
本発明は、表面に多数の凹凸部が規則的に配置され、かつ互いに噛み合い形状になっている第1の押し型及び第2の押し型を、それらの噛み合い状態下に両者間に原反不織布を介在させて、該原反不織布を立体賦形する立体賦形不織布の製造方法において、
原反不織布を立体賦形した後に、第1の押し型の表面に該原反不織布を付着させたまま、第1の押し型の外面から内部に向けて吸引を行うことで立体賦形された原反不織布に加熱された空気を貫通させ、該原反不織布を搬送する立体賦形不織布の製造方法を提供するものである。
【0008】
また本発明は、多数の凸部と、凸部間に位置する凹部とを有し、
凹部及び凸部は、立体賦形不織布の一方向に沿って交互に配置されているとともに該方向と直交する方向に沿っても交互に配置されており、
凸部は、前記の一方向に沿って位置しかつ相対向する一対の第1壁部及び前記の一方向と直交する方向に沿って位置しかつ相対向する一対の第2壁部を有し、更に各第1壁部の上辺及び各第2壁部の上辺と連なる天面部を有し、
各第1壁部の坪量と、各第2壁部の坪量とが異なっている立体賦形不織布を提供するものである。
【発明の効果】
【0009】
本発明によれば、見掛け厚みが大きく嵩高であり、かつ原反不織布が本来的に有している良好な肌触りが維持された立体賦形不織布が得られる。
【図面の簡単な説明】
【0010】
【図1】図1は、本発明の製造方法によって製造される立体賦形不織布の一例を示す斜視図である。
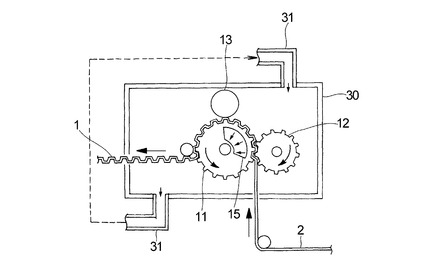
【図2】図2は、本発明の製造方法の実施に好適に用いられる装置を示す模式図である。
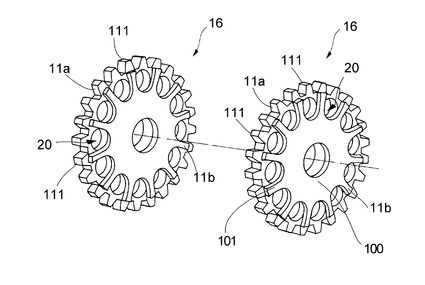
【図3】図3は、図2における第1のロールの要部を示す斜視図である。
【図4】図4は、図3に示す第1のロールの一部の分解斜視図である。
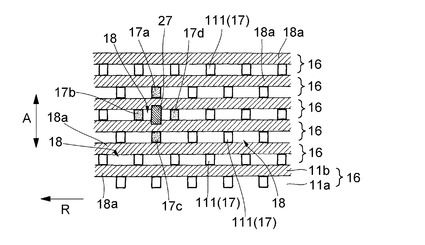
【図5】図5は、図3に示す第1のロールの周面を平面に引き伸ばした状態を示す図である。
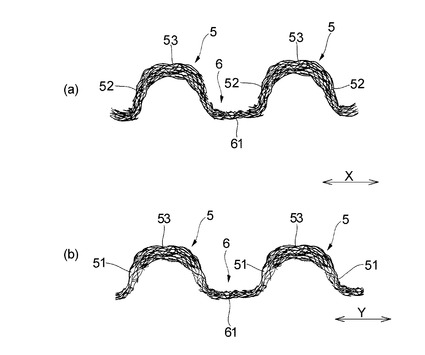
【図6】図6は、立体賦形不織布の凸部の断面構造を示す模式図である。
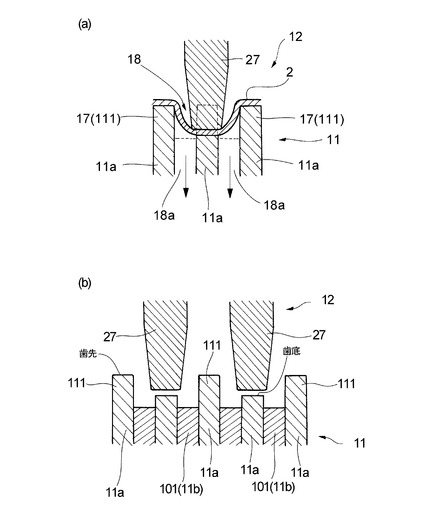
【図7】図7(a)は第1のロール及び第2のロールによる原反不織布の凹凸賦形の状態を示す模式図であり、図7(b)は、第2の部材11bの腕部101での噛み合い状態を示す模式図である。
【図8】図8は、本発明の製造方法の実施に好適に用いられる別の装置を示す模式図である。
【図9】図9は、本発明に用いられる別の第1のロールの周面を平面に引き伸ばした状態を示す図であり、図5に相当する図である。
【発明を実施するための形態】
【0011】
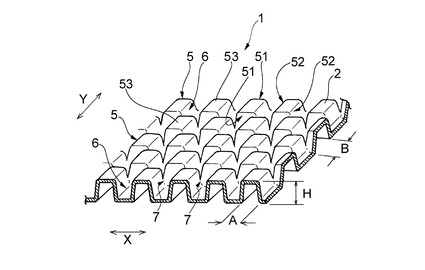
以下本発明を、その好ましい実施形態に基づき図面を参照しながら説明する。まず、本発明の好ましい実施形態に基づき製造された立体賦形不織布の一例を説明する。図1に示す立体賦形不織布1は、その一方の面に多数の凸部5を有するとともに、凸部5間に位置する凹部6を有している。不織布1の他方の面においては、一方の面における凸部5が凹部となり、一方の面における凹部6が凸部となっている。つまり不織布1における一方の面と他方の面とは、互いに反転した形状となっている。凸部5及び凹部6は、図1に示すX方向に沿って交互に配置されている。これと共に凸部5及び凹部6は、X方向と直交する方向であるY方向に沿っても交互に配置されている。立体賦形不織布1を平面視すると、凸部5及び凹部6は、千鳥格子状に配置されている。
【0012】
各凸部5は、それぞれが別個に独立して存在しているのではなく、任意の1つの凸部5に着目したとき、X方向(及びY方向)に関して斜め前方に位置する2つの凸部5、及び斜め後方に位置する2つの凸部5と連結している。凸部5どうしの連結部7の高さは、凸部5の頂部の高さよりも低くなっている。しかし、凹部6よりは高い位置にある。一方、凹部6に関しては、各凹部は、それぞれが別個に独立して存在している。つまり、一つの凹部6に着目すると、該凹部6は、その周囲に位置する4個の凸部5によって取り囲まれて個々独立しており、凹部6どうしは連結していない。
【0013】
凸部5及び凹部6が上述のように配置されていることで、立体賦形不織布1を例えば吸収性物品の表面シートとして用いると、該シート具備する吸収性物品においては液漏れが極めて効果的に防止される。詳細には、立体賦形不織布1を例えば使い捨ておむつ、特に高粘度の排泄物である軟便を排泄する低月齢児用のおむつの表面シートとして用いた場合には次の効果が奏される。軟便は高粘度であることから、一般に表面シートを速やかに透過しづらく表面シート上に滞留して横流れを起こしやすい。これに対して、本実施形態の立体賦形不織布を用いれば、軟便は、凸部5によって取り囲まれて形成された閉じた凹部6内に捕捉されるので横流れが起こりづらくなる。また捕捉されることに起因して下方向(つまり吸収体方向)への移動が促進される。その結果、軟便の漏れが防止される。また、凸部5はその内部が空洞であることから、吸収体に吸収された軟便の色が、表面シート側から見て減殺されるという隠蔽効果もある。これらの効果は、軟便と同様に高粘度の排泄物である経血を吸収するための生理用ナプキンの表面シートとして、本実施形態の立体賦形不織布1を用いた場合にも同様に奏される。
【0014】
凸部5は全体として稜線が丸みを帯びた扁平な直方体又は截頭四角錐体となっている。凸部5は、図1に示すX方向に沿って位置しかつ相対向する一対の第1壁部51を有している。また凸部5は、X方向と直交する方向であるYに沿って位置しかつ相対向する一対の第2壁部52を有している。更に凸部5は、各第1壁部51の上辺及び各第2壁部52の上辺と連なる天面部53を有している。
【0015】
本実施形態の立体賦形不織布1においては、図1に示すX方向が、後述する立体賦形不織布製造時の機械方向(MD)に一致している。そしてY方向が、立体賦形不織布製造時の幅方向(CD)に一致している。
【0016】
本実施形態の立体賦形不織布1を例えば吸収性物品の表面シートとして用いる場合には、凸部5はその高さH(図1参照)が、0.3〜10mm、特に0.7〜5mmであることが好ましい。また、X方向(MD)に沿う凸部5の底部寸法Aは1.5〜30mm、特に2〜5mmであることが好ましい。Y方向(CD)に沿う凸部5の底部寸法Bは1.5〜30mm、特に2〜10mmであることが好ましい。また、凸部5の底面積は2.25〜900mm2、特に4〜50mm2であることが好ましい。X方向(MD)に沿う凹部6の寸法及びY方向(CD)に沿う凹部6の寸法Bは、凸部5と同様とすることができる。
【0017】
立体賦形不織布1の原反である不織布は、実質的に非伸縮性である。このような不織布を原反として用いることによって、所望とする寸法の凹凸形状を形成するにあたり、後述する第1及び第2の凹凸ロールの凹凸形状にほぼ即した立体賦形不織布1を安定的にかつ再現性良く製造できる。実質的に非伸縮性である不織布とは、例えば伸長率5%以下であり(元の長さに対して5%の伸び)であり、それを超える伸長では材料破壊を起こすか又は永久歪みが発生するものをいう。
【0018】
原反不織布としては、例えばカード法により製造された不織布、スパンボンド不織布、メルトブローン不織布、スパンレース不織布及びニードルパンチ不織布等の種々の不織布を用いることができる。これらのうち、加熱された空気の貫通に起因する厚みの回復が生じやすい不織布であるエアスルー不織布を用いることが望ましい。原反不織布の構成繊維は熱可塑性樹脂からなる。構成繊維の繊度は1〜20dtex、特に1.5〜4dtexであることが、複合シート1の強度確保、肌触りの向上等の点から好ましい。原反不織布及び立体賦形不織布1の坪量はいずれも10〜100g/m2、特に10〜30g/m2であることが好ましい。
【0019】
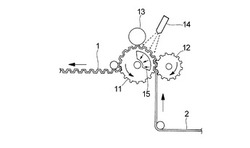
次に図1に示す立体賦形不織布1の好適な製造方法を、図2を参照しながら説明する。図2に示す立体賦形不織布1の製造装置は、第1のロール11と第1のロール11の凹凸形状と噛み合い形状となっている凹凸形状を周面に有する第2のロール12とを備えている。両ロール11,12は噛み合い状態となるように配置されている。第1のロール11は、図2に示すように反時計回りの方向へ回転している。第2のロール12は、時計回りの方向へ、第1のロール11と同周速で回転している。両ロール11,12の噛み合い状態下に、両者間に原反不織布2を介在させて、該不織布2を立体賦形する。
【0020】
立体賦形不織布1の製造装置は、更にアンビルロール13を備えている。アンビルロール13は、ロール11,12の噛み合い部位よりも下流の位置に、該アンビルロール13の周面が第1のロール11の凸部の頂部と接するように配置されている。アンビルロール13は、例えば金属又はゴムなどの軟質材料から構成されている。
【0021】
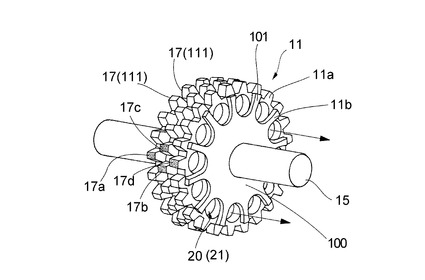
図3には第1のロール11の要部斜視図が示されており、図4にはその一部の分解斜視図が示されている。第1のロール11は、第1の部材11a及び第2の部材11bを複数枚組み合わせ、これらの歯車を回転軸15に同心状に取り付けてロール状に集積したものである。第1の部材11aは平歯車から構成されている。第2の部材11bは、略円環状の中心部100と、中心部100の周縁から放射状に延びる多数の腕部101とから構成されている。平歯車から構成される第1の部材11aはその中心が開口している。同様に第2の部材11bにおける中心部100も開口している。そして、それらの開口部に回転軸15が挿入される。部材11a,11b及び回転軸15にはそれぞれ切り欠き部(図示せず)が形成されており、該切り欠き部にキー(図示せず)が挿入される。これによって部材11a,11bの空回りが防止される。
【0022】
第2の部材11bにおける各腕部101は、その長さがいずれも同じになっている。各腕部101の先端を結ぶことで仮想的に形成される円の直径は、第1の部材11aの歯底円の直径と同じか、又はそれよりも小さくなっている。したがって第1のロール11の周面には、第1の部材11aを構成する歯車の歯先のみが位置していることになる。なお、該直径は、第1の部材11aの歯底円の直径よりも大きくてもよいが、第1の部材11aの歯先円の直径よりは小さくなっている。
【0023】
第1の部材11aを構成する歯車の歯数は、第2の部材11bにおける腕部101の数の整数倍となっている。具体的には、本実施形態に用いられる第2の部材11bにおける腕部101の数が12であるのに対して、第1の部材11aを構成する歯車の歯数はその整数倍である24になっている。
【0024】
第1のロール11においては、1枚の第1の部材11aと、1枚の第2の部材11bの合計2枚の部材を一組とした部材群16が複数組配されている。各部材群16においては、第1の部材11aを構成する歯車の歯と、第2の部材11bにおける腕部101とが、ロール11の軸方向に並列するように配されている。第1のロール11において部材群16は、原反不織布2の幅に応じて二組以上用いられる。したがって第1の歯車11a第2の歯車11bとは交互に回転軸15に取り付けられることなる。ロールの軸方向に隣り合う第1の部材11aは半ピッチずれるように配される。
【0025】
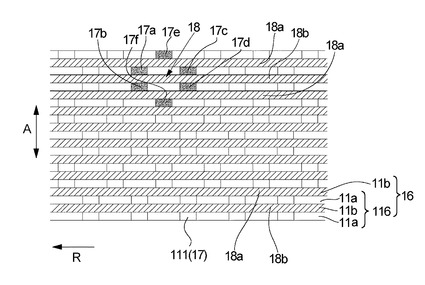
図5には、上述のようにして第1の部材11a及び第2の部材11bを集積して形成された第1のロール11の周面を平面に引き伸ばした状態が示されている。同図から明らかなように、第1のロール11においては、第1の部材11aを構成する歯車の歯111によって凸部17が形成されている。凸部17は、ロール11の回転方向Rに沿って列状に配置されている。この列が、ロール11の軸方向Aに多列に配列されている。ロール11の回転方向Rに沿ってみたときに、隣り合う凸部17の列においては、凸部17の配置が半ピッチずれている。
【0026】
図5に示すように、第1のロール11の周面に形成されている多数の凸部17のうち、菱形の四隅となる4つの凸部17a,17b,17c,17dによって囲まれた領域は凹部18となっている。凹部18は、ロール11の回転方向Rに沿って列状に配置されている。この列が、ロール11の軸方向Aに多列に配列されている。ロール11の回転方向Rに沿ってみたときに、隣り合う凹部18の列においては、凹部18の配置が半ピッチずれている。
【0027】
第1のロール11の凹部18を該ロール11の軸方向Aに沿ってみたときに、凹部18の底部における軸方向Aの両端部に位置する一対の端部域には、空隙部18a,18aがそれぞれ形成されている。空隙部18a,18aは、図2に示すように、原反不織布2を第1のロール11の周面に吸引付着させるためのものである。各空隙部18aは、2つの第1の部材11aの相対向する側面と、両部材11a間に位置する1つの第2の部材11bにおける隣り合う腕部101と中心部100とで画成される略V字状部位とによって画定されている。したがって空隙部18aは、第2の部材11bの腕部101の数と同数形成され、また空隙部18aは、第2の部材11bの幅に相当する幅を有している。空隙部18aは、先に述べた凹部18において外部に向かって開口している。
【0028】
上述の空隙部18a,18aの構造の詳細について説明すると、図4及び図5に示すように、第1の部材11aには、回転軸15が挿入される中心の開口部を取り囲むように複数の開口部20が形成されている。各開口部20は同径であり、歯車の中心からそれぞれ等距離の位置に形成されている。隣り合う開口部20,20と歯車の中心とがなす角度はいずれも等しくなっている。各歯車11aにおける開口部20の個数は、第2の部材11bにおける腕部101の数と同数になっている。そして、各部材群16を組み付ける場合には、各開口部20が、第2の部材11bにおける隣り合う腕部101にそれぞれ位置するように、第1及び第2の部材11a,11bを配置する。つまり、開口部20を、隣り合う2つの腕部101と中心部100とで画成される略V字形の部位内に位置させる。この部位は、第1の部材11aに設けられた各開口部20をそれぞれ独立に区画する区画部となる。そして、上述の略V字形の部位が空隙部18a,18aに通じている。なお、図3及び図4では、前記の略V字状の領域内に開口部20の全域が包含されているが、これに代えて、該V字状の領域内に開口部20の一部のみが包含されてもよい。
【0029】
このように各部材群16を組み付け、更にそれぞれの部材群16を凹凸部17,18のピッチが半ピッチずれるように配した状態においては、それぞれの第1の部材11aの開口部20が、ロール11の軸方向に連なって、該軸方向に延びる複数の吸引路21がロール11の内部に形成される。そして各吸引路21は、上述の略V字形の部位を介して、先に述べた空隙部18a,18aと連通する。空隙部18a,18aは、吸引路21の一部を構成している。
【0030】
以上の説明から明らかなように、第2の部材11bは、ロール11内に個々独立した区画室を形成するために用いられる。この区画室は、上述した空隙部18a,18aに通じている。また、上述した吸引路21にも通じている。吸引路21の少なくとも一端は、ブロワやポンプなどの吸引源(図示せず)に通じている。したがって、吸引源を作動させて吸引操作を行うと、空隙部18a,18aから吸引路21を通じ、ロール11の周面からロール11の内部に向けて空気が吸引される。
【0031】
また第2の部材11bは、区画室の形成の他に歯車からなる第1の部材11aをその側面から支持して第1のロール11に強度を付与する目的でも用いられる。特に、目的とする立体賦形不織布1に形成される凸部5のサイズを小さくしたい場合には、第1の部材11aの厚みを小さくする必要があるところ、このことは第1の部材11aの強度低下を招く。このような場合に、第2の部材11bの腕部101が梁となり、第1の部材11aの歪み防止としての有用性が顕著となる。
【0032】
第1のロール11の構造は上述のとおりであるところ、第2のロール12に関しては第1のロール11と同様の構成を採用することができる。例えば、第1のロール11において用いた第1の部材11a及び第2の部材11bを用い、これらを集積することで第2のロール12となすことができる。ただし、第2のロール12には吸引機構が不要なので、第1のロール11で用いた第2の部材11bと同様の構造のものを用いることは必須でない。したがって第2のロール12における第2の部材としては、例えば第1の部材の歯底円よりも直径の小さな円板を用いることができる。また、第2の部材を用いることなく、第1の部材のみを用いて第2のロール12を構成してもよい。
【0033】
第1のロール11及び第2のロール12は、両ロール11,12が噛み合った状態において、図5に示すように、第2のロール12の凸部27が、第1のロール11の凹部18の中央域に位置するように噛み合い状態が調整されている。ここで言う凹部18の中央域とは、ロールの軸方向に沿う中央域であって、かつロールの回転方向に沿う中央域のことである。かかる中央域に第2のロール12の凸部が位置するように両ロール11,12が噛み合うことで、原反不織布2に形成される凸部5を対称性のよいものとすることができ、ひいては凸部5の形態安定性を高くすることができる。
【0034】
第2のロール12においてはその凸部27の幅が、第1のロール11の凹部18の幅よりも0.1〜3.0mm、特に0.5〜1.0mm狭くなっていることが好ましい。ここで言う幅とは、ロールの軸方向Aでの長さのことである。第1のロール11の凹部18の幅は、図5における凸部17a,17c間の距離で定義される。換言すれば、歯車11aの1枚分の厚みと、スペーサー11bの2枚分の厚みとの和である。第2のロール18の凸部27の幅と第1のロール11の凹部18の幅がこのような関係になっていることで、両ロール11,12の噛み合い状態のときに、凸部と凹部との接触が防止される。また、原反不織布2が過度のダメージを受けることが防止される。
【0035】
上述の理由と同様の理由により、第1のロール11及び第2のロール12は、両ロール11,12が噛み合った状態において、第2のロール12の凸部の頂部と、第1のロール11の凹部18の底面とが接触しないように、両ロール11,12の噛み合い状態が調整されている。
【0036】
さらに、第2のロール12においては凸部27の幅が、該凸部27の先端部が、第1のロール11の凹部18における前記の端部域にそれぞれ形成された空隙部18a,18aそれぞれの少なくとも一部に臨むような幅となっていることが好ましい。例えば図5及び後述する図7に示すように、第2のロール12に形成された凸部27の先端部のうち、ロールの幅方向Aにおける左右の部位が、空隙部18a,18aそれぞれの少なくとも一部に臨むようになっていてもよい。これによって、空隙部18a,18aを通じての吸引力が原反不織布2に効果的に作用することになり、第1のロール11の周面において、凹凸賦形された原反不織布2の形状保持の効果が高くなる。
【0037】
以上の構成を有するロール11,12を用いた立体賦形不織布の製造方法について更に説明すると、ロール11,12の噛み合い部への原反不織布2の供給は、ロール11,12の周速よりも高速で行われる。この操作によって原反不織布2を立体賦形するときの長手方向の縮みを防止することができる。原反不織布2の立体賦形の程度にもよるが、原反不織布2の供給速度は、ロール11,12の周速の1.01〜2.0倍、特に1.05〜1.4倍とすることが好ましい。
【0038】
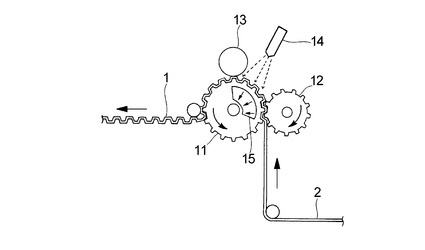
原反不織布2の立体賦形に際しては、第1のロール11を加熱しておく。必要に応じ、第2のロール12を加熱してもよい。原反不織布2を立体賦形した後、図2に示すように、ノズル14からの熱風を、第1のロール11の周面に向けて、原反不織布2が噛み合い部を出た位置からアンビルロール13までの搬送経路に対して吹き付ける。この吹き付けによる風圧で、原反不織布2が第1のロール11の周面に密着するようになる。また、熱風及び第1のロール11の加熱による相乗効果で、原反不織布2を構成する熱可塑性樹脂が軟化することで、密着が促進される。更に、熱風が原反不織布2をエアスルー方式で貫通するので、熱風の風圧によって厚みが減じられる方向にある原反不織布2の嵩が回復し、原反不織布2が本来的に有している良好な肌触りが維持される。熱風の吹き付けは、原反不織布2の幅方向全域にわたって行われる。
【0039】
熱風の吹き付けと平行して、加熱されている第1のロール11の外面から内部に向けて熱風を吸引する。吸引は、第1のロール11における吸引ゾーン15において行われる。詳細には、吸引は、第1のロール11と第2のロール12との噛み合い部よりも若干上流側の位置から開始され、原反不織布2がアンビルロール13と当接し終わるまで継続される。吸引は、好ましくは、噛み合い部よりも若干下流の位置まで継続される。原反不織布2が噛み合い部に到達するまでの間は、原反不織布2は、第1のロール11の表面に沿う程度に吸引されていればよく、ロール11の凹部18内に原反不織布2が入り込むまで吸引を行うことは要しない。この操作によって、原反不織布2に立体賦形するときの幅方向の縮みを防止することができる。また、立体賦形の際に原反不織布2が第1のロール11の周面に一層密着するようになる。
【0040】
従来、加熱されているロールを吸引することはエネルギー効率の点で不利であると考えられていた。しかし、本発明者らの検討の結果、意外にも、加熱されているロール(つまり第1のロール11)に熱風を吹き付け、これを吸引することで、ロール表面の凹凸形状が原反不織布に再現性良く転写され、明瞭な凹凸形状が原反不織布に付与されるとともに、原反不織布が本来的に有している良好な肌触りが維持されることが判明した。この観点から、第1のロール11の加熱温度は、原反不織布の構成樹脂の種類にもよるが、例えば構成樹脂のうち、最も低い融点を有する樹脂の当該融点よりも25〜15℃低い温度とすることが好ましい。この加熱温度を採用することで、樹脂の溶融が防止でき、加熱された空気の貫通に起因する原反不織布の肌触り感が向上する。また、この加熱温度を採用することで、熱シールによる立体賦形効果が得られやすくなる。一例として、芯がPET(ポリエチレンテレフタレート)で、鞘がPE(ポリエチレン)樹脂である芯鞘構造の複合繊維を使用する場合には、加熱温度を、鞘であるポリエチレン樹脂の融点を考慮して、80〜120℃、特に100〜110℃とすることが好ましい。第1のロール11に加えて第2のロール12を加熱する場合にも、加熱温度は80〜120℃、特に100〜110℃とすることが好ましい。見掛け厚みが大きく嵩高であり、原反不織布が本来的に有している良好な肌触りが維持されるようにするためには、第2のロール12を加熱することが有利である。
【0041】
上述したロールの加熱温度と、原反不織布に吹き付ける熱風の温度とは、ほぼ同じであることが望ましい。得られる立体賦形不織布の嵩高感を重視する場合には、ロールの加熱温度を熱風の温度よりも高めに設定することで、原反不織布を立体賦形する場合に厚み感を出しやすい。得られる立体賦形不織布の肌触り感を重視する場合には、熱風の温度をロールの加熱温度よりも高めに設定することで、原反不織布の柔らかさが維持されやすくなる。
【0042】
原反不織布2が噛み合い部に到達した後は、第1のロール11と第2のロール12との噛み合いによって原反不織布2に凹凸形状が賦形される。更に吸引力によって原反不織布2は第1のロール11の周面に密着し、凹凸形状が賦形された状態が保持される。吸引を行わない場合には、原反不織布2が第1のロール11の周面から浮き上がってしまい、結果として所望の凹凸形状を有する立体賦形不織布を得ることができない。この場合、上述のとおり、原反不織布2は、その供給速度がロール11,12の周速よりも高速なので、原反不織布2の長手方向に関して原反不織布2の伸長をほとんど伴うことなく立体賦形が行われる。立体賦形に起因して原反不織布2の見掛けの長さが短くなる分が、原反不織布2の高速供給によって補填されるからである。したがって、凹凸形状の賦形によって生じる凸部5における壁部のうち、原反不織布2の搬送方向と直交する方向に沿って位置する壁部である第2壁部52の坪量は、立体賦形前の原反不織布2の坪量と大きく相違しない。これに対して原反不織布2の搬送方向に沿って位置する壁部である第1壁部51の坪量は、凹凸賦形前の原反不織布2の坪量よりも大きく低下する。この理由は、凹凸賦形に起因して原反不織布2の見掛けの幅は短くなり幅縮みが生ずる筈のところ、上述のとおり、原反不織布2は、両ロール11,12間に噛み込まれるまで、吸引によって第1のロール11の周面に沿った状態になっているので、前記の幅縮みが規制され、幅縮みに代えて原反不織布2がその幅方向へ弾性的に伸長されるからである。この伸長によって、第1壁部51の坪量は、凹凸形状の賦形前の原反不織布2の坪量よりも大きく低下する。このようなメカニズムによって、本方法にしたがい製造された立体賦形不織布1は、図6に示すように、各第1壁部51の坪量が、各第2壁部52の坪量よりも低くなった構造となる。
【0043】
図6(a)及び(b)には、本方法にしたがい製造された立体賦形不織布1における凸部5及び凹部6の断面が模式的に示されている。図6(a)は、凸部5及び凹部6をX方向(MD)に沿って切断した状態を示しており、天面部53、一対の第2壁部52及び底部61が示されている。図6(b)は、凸部5及び凹部6をY方向(CD)に沿って切断した状態を示しており、天面部53、一対の第1壁部51及び底部61が示されている。図6(a)及び(b)において、凸部5は、第1のロール11の凹部18に対応して形成された部位であり、凹部6は、第1のロール11の凸部17とアンビルロール13との挟圧部分に対応して形成された部位である。
【0044】
図6(a)と図6(b)との対比から明らかなように、凸部5は、各第1壁部51の坪量と、各第2壁部52の坪量とが異なっている。詳細には、各第1壁部51の坪量が、各第2壁部52の坪量よりも低くなっている。第1壁部51と第2壁部52の坪量が異なることによって、立体賦形不織布1は次の利点を有するものとなる。立体賦形不織布1を例えば吸収性物品の表面シートとして用いると、坪量の低い第1壁部51から優先的に液が透過しやすいことに起因して、排泄された液の透過性が、従来の表面シートよりも高くなる。また、立体賦形不織布1を例えば吸収性物品の表面シートとして用いると、坪量の高い第2壁部52によるクッション性が高くなり、立体賦形不織布1の風合いが良好になる。このように立体賦形不織布1は、通液性を確保しつつ、クッション性等の風合いが良好なものである。
【0045】
また、天面部53と底部61とでは、天面部53の方が、厚みが大きく嵩高くなっている。この理由は、底部61は、加熱された第1のロール11の凸部17と加熱されたアンビルロール13との挟圧によって形成されるので、構成繊維が圧密化されるのに対し、天面部53では、そのような圧密化は生じないからである。したがって、立体賦形不織布1を、例えば吸収性物品の表面シートとして用いる場合には、図6(a)及び(b)中、上面の側を肌対向面側として用いることが好ましい。これによって、同図における天面部53の上面が肌に当接するようになり、原反不織布の柔らかさが反映されるので好ましい。また圧密化されて繊維密度が高くなっている底部61が吸収体に接触するので、毛管勾配に起因して、底部61を通じての吸収体への液の移行性が良好になるので好ましい。アンビルロール13を加熱しないで用いる場合、又はアンビルロールを全く使用しない場合には、底部61は圧密化されづらいので、該底部61は、原反不織布の柔らかさが維持されている。したがって、この場合には、図6(a)及び(b)中、上面下面の両方を肌対向面側として用いることが可能となる。
【0046】
図7(a)には、原反不織布2の吸引及び立体賦形の状態が模式的に示されている。また、図7(b)には、第2の部材11bの腕部101での噛み合い状態が模式的に示されている。なお図7(b)においては、原反不織布は省略されている。原反不織布2は、第2のロール12の凸部27によって、第1のロール11の凹部18内に押し込まれる。凹部18の底部には、上述のとおり、該凹部18をロール11の軸方向Aに沿ってみたときに、該凹部18の底部における軸方向Aの両端部に位置する一対の端部域が開口した空隙部18a,18aが形成されている。したがって、凹部18内に押し込まれた原反不織布2は、軸方向Aの両端部域が空隙部18a,18aによって特に強く吸引される。その結果、原反不織布2は、凹部18の形状に沿う変形が促進され、第1のロール11の凹凸形状にほぼ即した立体賦形不織布1を安定的にかつ再現性良く製造できる。これによって、原反不織布2に、小さい凸部を明瞭に形成することができる。また小ピッチでありながらも明瞭な凸部を形成することが可能となる。
【0047】
図7(a)及び(b)に示すように、第2のロール12の凸部27は、その頂部に向かうに連れてその幅が漸減していることが好ましい。凸部27がこのような形状となっていることで、原反不織布2を立体賦形するときに該原反不織布2が受けるダメージを軽減することが可能となる。
【0048】
次いで、原反不織布2を第1のロール11の周面に引き続き密着させた状態下に、図2に示すように、原反不織布2を第1のロール11とアンビルロール13との間で挟圧する。これによって、立体賦形された状態が安定化される。アンビルロール13は加熱されていてもよく、あるいは加熱されていなくてもよい。見掛け厚みが大きく嵩高な立体賦形不織布1を得る観点からは、アンビルロール13は加熱されていないことが好ましい。なお、上述のとおり第1のロール11は加熱されているので、アンビルロール13を意図的に加熱していなくても、第1のロール11の熱がアンビルロール13に伝わるので、アンビルロール13は室温よりは高い温度になっていることが通常である。
【0049】
このようにして製造された立体賦形不織布1は、上述のとおり吸収性物品の表面シートとして好適に使用される。吸収性物品は一般に液透過性の表面シート、液不透過性の裏面シート及び両シート間に介在配置された液保持性の吸収体を有して構成されている。また得られた立体賦形不織布1は、吸収性物品の表面シート以外の用途、例えば吸収性物品の裏面シート、ファスニングテープを備えた使い捨ておむつにおける該ファスニングテープの基材シートや該ファスニングテープが係合するランディングテープ用シート、ウイングを備えた生理用ナプキンにおける該ウイングの基材シート、メカニカルファスナのループ部材用パネル材、清掃用シート、清拭シート等としても用いることができる。
【0050】
立体賦形不織布1を吸収性物品の表面シートとして用いる場合、図1に示すX方向(MD)が吸収性物品の長手方向と一致し、かつY方向(CD)が吸収性物品の幅方向と一致するように、吸収性物品に組み込まれることが好ましい。即ち、凸部5における第1壁部51が吸収性物品の長手方向に沿って位置し、かつ第2壁部52が吸収性物品の幅方向に沿って位置することが好ましい。このように立体賦形不織布1を配することで、立体賦形不織布1のクッション感を着用者に容易に知覚させることができる。
【0051】
次に、本発明の別の実施形態を、図8を参照しながら説明する。本実施形態については、先に述べた実施形態と異なる点のみを説明し、特に説明しない点については、先に述べた実施形態に関する説明が適宜適用される。また図8において、図1〜図7と同じ部材には同じ符号を付してある。
【0052】
本実施形態と、先に述べた実施形態との主たる相違点は、先に述べた実施形態においては、ロール11,12の噛み合い部に熱風を吹き付けたのに対し、本実施形態においては、熱風の吹き付けに代えて、製造装置の雰囲気を加熱された空気となしておく点にある。詳細には、図8に示すように、製造装置をフード30によってほぼ気密に覆い、フード30内の雰囲気を加熱された空気となす。フード30内の空気は、図示しないポンプによって、ダクト31を通じてフード内を循環する。ダクト31の一部には加熱装置(図示せず)が備えられており、循環する空気の温度が一定に保たれる。
【0053】
ダクト内の空気の温度は、80〜120℃、特に100〜110℃であることが、明瞭な凹凸形状を原反不織布2に付与し得る点から好ましい。また、原反不織布2が本来的に有している良好な肌触りが維持される点からも好ましい。本実施形態によれば、先に述べた実施形態と同様の性能を有する立体賦形不織布を得ることができる。また本実施形態によれば、先に述べた実施形態と異なり、原反不織布2に熱風の吹き付けに起因する風圧が加わらないので、原反不織布2の厚みの減少が起こりづらい。その結果、一層厚みがあり嵩高な立体賦形不織布を得ることができる。
【0054】
以上、本発明をその好ましい実施形態に基づき説明したが、本発明は前記実施形態に制限されない。例えば前記実施形態においては、第1のロール11及び第2のロール12を用いて凹凸賦形を行ったが、これに代えて、表面に多数の凹凸部が規則的に配置され、かつ互いに噛み合い形状になっている平板状の第1の押し型及び同じく平板状の第2の押し型を用い、それらの噛み合い状態下に両者間に原反不織布を介在させてその立体賦形を行ってもよい。
【0055】
また、前記実施形態においては第1のロール11の凹部18における該ロール11の軸方向Aの両端部に位置する一対の端部域にのみ空隙部18,18aが形成されていたが、これに加えて、第1の歯車11aの形状を変更することで、凹部18における軸方向Aの中央域にも空隙部を設けてもよい。具体的には、図9に示す構造のロールを用いればよい。
【0056】
図9は、第1のロール11の周面を平面に引き伸ばした状態を示す図であり、先に述べた実施形態の図5に相当する図である。先に述べた実施形態においては第1のロール11の凹部18における該ロール11の軸方向Aの両端部に位置する一対の端部域にのみ空隙部18a,18aが形成されていたが、本実施形態においては、図9に示すように、軸方向Aの両端部に位置する一対の端部域に加えて、軸方向Aの中央に位置する中央域にも空隙部が形成されている。
【0057】
詳細には、本実施形態における第1のロール11は、先に述べた実施形態における第1のロール11の第1の部材11aを、1枚の第2の部材11bとその両側にそれぞれ配された第1の部材11aの3部材からなる歯車群116で置き換えたものに相当する。そして、この歯車群116と該歯車群116に隣接して配された第2の部材11bとが、先に述べた実施形態の歯車群16に相当する。各歯車群116においては、2枚の第1の部材11aの歯及び第2の部材11bの腕部(図示せず)が、ロール11の幅方向Aに並列するように、第1の部材11a及び第2の部材11bが配置されている。ロール11の回転方向Rに沿ってみたときに、軸方向Aに隣り合う歯車群116においては、歯の配置が半ピッチずれている。
【0058】
第1のロール11においては、第1の部材11aの歯111によって凸部17が形成されている。図9に示すように、第1のロール11の周面に形成されている多数の凸部17のうち、符号17a,17b,17c,17d,17e,17fで示される6つの凸部によって囲まれた領域が凹部18となっている。凹部18は、ロール11の回転方向Rに沿って列状に配置されている。この列が、ロール11の軸方向Aに多列に配列されている。ロール11の回転方向Rに沿ってみたときに、隣り合う凹部18の列においては、凹部18の配置が半ピッチずれている。
【0059】
各凹部18においては、ロール11の軸方向Aの両端部に位置する一対の端部域に空隙部18a,18aが形成されているとともに、軸方向Aの中央に位置する中央域にも空隙部18bが形成されている。このような空隙部を設けることで、凹部18の両端部のみならず中央域においても上層2を吸引することができるので、上層2の凹凸賦形を一層安定的に、かつ一層高速に行うことができる。
【実施例】
【0060】
以下、実施例により本発明を更に詳細に説明する。しかしながら本発明の範囲は、かかる実施例に制限されない。特に断らない限り、「%」及び「部」はそれぞれ「%」及び「部」を意味する。
【0061】
〔実施例1〕
原反不織布として、坪量25g/m2のエアスルー不織布を用い、図2に示す装置を用いて図1に示す立体賦形不織布を製造した。この不織布の構成繊維は、芯がPETで鞘がPEである、2.2dtex×51mmの芯鞘型複合繊維であった。第1のロール及び第2のロールは、ともに110℃に加熱した。原反不織布に吹き付ける熱風の温度も110℃とした。原反不織布の厚みは0.28mmであり、立体賦形された不織布の厚みは1.16mmとなった。得られた不織布について、0.5g/cm2圧力下での厚みを測定した。測定には、(株)キーエンス製レーザ変位計LK−080を使用した。
【0062】
〔比較例1〕
実施例1において、熱風の吹き付けを行わなかった以外は実施例1と同様の操作を行った。得られた不織布について実施例1と同様の方法で厚みを測定した。
【0063】
〔比較例2〕
実施例1において、熱風の吹き付けを行わず、かつ第1のロール及び第2のロールを加熱しなかった以外は実施例1と同様の操作を行った。得られた不織布について実施例1と同様の方法で厚みを測定した。
【0064】
〔評価〕
実施例及び比較例で得られた不織布について、カトーテック製の自動化圧縮試験機KES−FB3−AUTO−Aを用いて圧縮特性の線形性LC及び圧縮エネルギーWCを測定した。その結果を以下の表1に示す。なお、圧縮特性の線形性LCはその値が小さいほど測定対象物が柔らかいことを意味し、圧縮エネルギーWCはその値が大きいほど測定対象物がふんわりしていることを意味する。なお、表1には、原反不織布のデータも併せて記載されている。
【0065】
【表1】

【0066】
表1に示す結果から明らかなように、実施例で得られた不織布は、比較例で得られた不織布に比べ、厚みが大きく、また柔らかでふんわり感に優れていることが判る。
【符号の説明】
【0067】
1 立体賦形
2 原反不織布
5 凸部
6 凹部
11 第1のロール
11a 第1の部材
11b 第2の部材
12 第2のロール
16 部材群
17 凸部
18 凹部
18a,18a 空隙部
27 凸部
51 第1壁部
52 第2壁部
53 天面部
【技術分野】
【0001】
本発明は、原反不織布に凹凸形状を賦形する立体賦形不織布の製造方法に関する。
【背景技術】
【0002】
一枚の不織布を原料として用い、これに立体賦形を施して、多数の凹凸部を有する立体賦形不織布を得る技術が知られている。例えば特許文献1には、熱エンボス加工によって不織布に凹凸部が形成されてなる吸収性物品用トップシート材が記載されている。このトップシート材は、1本のエンボスロールと1本の平滑な軟質ロールとを組み合わせてなるエンボス加工装置を用いて製造される。この場合には、エンボスロールが熱ロールとして用いられ、平滑な軟質ロールが冷却ロールとして用いられる。あるいは前記のトップシート材は、雌雄噛み合わせ型のエンボスロールからなり、山の高いエンボスロールとこのエンボスロールとマッチする山の低いエンボスロールとを組み合わせてなるエンボス加工装置を用いて製造される。この場合には、山の高いエンボスロールが熱ロールとして用いられ、山の低いエンボスロールが冷却ロールとして用いられる。
【0003】
特許文献2には、受液側に向く谷部と山部とが、長手方向に延びかつ長手方向と直交する幅方向へ波状に形成されている吸収性物品の表面シートが記載されている。谷部には、この谷部の両側に位置する山部と山部とを連結する連結部が受液側に向けて凸状に形成されている。連結部は、2つの山部の側部の傾斜面どうしを連結している。この表面シートは、一定方向へ供給する不織布を第1の成形手段と第2の成形手段とで挟むことで形成される。第1の成形手段は、不織布の供給方向に沿って延びかつ供給方向と直交する幅方向に交互に形成された凸状リブと溝とを有している。第2の成形手段は、供給方向に延び幅方向に交互に形成された凸状リブと溝とを有している。この凸状リブには、供給方向に間隔を開けて複数の窪みが形成されている。これら第1の成形手段及び第2の成形手段を用いて形成される表面シートは、第1の成形手段の凸状リブと第2の成形手段の溝との間で加圧された山部と、第1の成形手段の溝と第2の成形手段の凸状リブとの間で加圧された谷部と、第2の成形手段の窪みに相当する部分で谷部にて両側の山部の間を連結するように形成された凸状の連結部とを有する。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平11−347062号公報
【特許文献2】特開2001−95845号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上述した各方法で立体賦形不織布を製造する場合、装置の加熱温度を高くすれば、形状が明瞭でかつ高さの高い凸部を形成することができる。しかし高い加熱温度に起因して不織布が硬くなる傾向にあり、肌触りが低下する。加熱温度を比較的低く設定すれば、不織布が本来有する肌触りの良さは維持される。しかし、凸部の形状は不明瞭になりやすく、また高さの高い凸部を形成することが容易でなくなる。このように、立体賦形不織布においては、肌触りの良さと、凸部の明瞭性や凸部の高さとは二律背反の関係にあった。
【0006】
本発明の目的は、前述した従来技術が有する欠点を解消し得る立体賦形不織布の製造方法を提供することにある。
【課題を解決するための手段】
【0007】
本発明は、表面に多数の凹凸部が規則的に配置され、かつ互いに噛み合い形状になっている第1の押し型及び第2の押し型を、それらの噛み合い状態下に両者間に原反不織布を介在させて、該原反不織布を立体賦形する立体賦形不織布の製造方法において、
原反不織布を立体賦形した後に、第1の押し型の表面に該原反不織布を付着させたまま、第1の押し型の外面から内部に向けて吸引を行うことで立体賦形された原反不織布に加熱された空気を貫通させ、該原反不織布を搬送する立体賦形不織布の製造方法を提供するものである。
【0008】
また本発明は、多数の凸部と、凸部間に位置する凹部とを有し、
凹部及び凸部は、立体賦形不織布の一方向に沿って交互に配置されているとともに該方向と直交する方向に沿っても交互に配置されており、
凸部は、前記の一方向に沿って位置しかつ相対向する一対の第1壁部及び前記の一方向と直交する方向に沿って位置しかつ相対向する一対の第2壁部を有し、更に各第1壁部の上辺及び各第2壁部の上辺と連なる天面部を有し、
各第1壁部の坪量と、各第2壁部の坪量とが異なっている立体賦形不織布を提供するものである。
【発明の効果】
【0009】
本発明によれば、見掛け厚みが大きく嵩高であり、かつ原反不織布が本来的に有している良好な肌触りが維持された立体賦形不織布が得られる。
【図面の簡単な説明】
【0010】
【図1】図1は、本発明の製造方法によって製造される立体賦形不織布の一例を示す斜視図である。
【図2】図2は、本発明の製造方法の実施に好適に用いられる装置を示す模式図である。
【図3】図3は、図2における第1のロールの要部を示す斜視図である。
【図4】図4は、図3に示す第1のロールの一部の分解斜視図である。
【図5】図5は、図3に示す第1のロールの周面を平面に引き伸ばした状態を示す図である。
【図6】図6は、立体賦形不織布の凸部の断面構造を示す模式図である。
【図7】図7(a)は第1のロール及び第2のロールによる原反不織布の凹凸賦形の状態を示す模式図であり、図7(b)は、第2の部材11bの腕部101での噛み合い状態を示す模式図である。
【図8】図8は、本発明の製造方法の実施に好適に用いられる別の装置を示す模式図である。
【図9】図9は、本発明に用いられる別の第1のロールの周面を平面に引き伸ばした状態を示す図であり、図5に相当する図である。
【発明を実施するための形態】
【0011】
以下本発明を、その好ましい実施形態に基づき図面を参照しながら説明する。まず、本発明の好ましい実施形態に基づき製造された立体賦形不織布の一例を説明する。図1に示す立体賦形不織布1は、その一方の面に多数の凸部5を有するとともに、凸部5間に位置する凹部6を有している。不織布1の他方の面においては、一方の面における凸部5が凹部となり、一方の面における凹部6が凸部となっている。つまり不織布1における一方の面と他方の面とは、互いに反転した形状となっている。凸部5及び凹部6は、図1に示すX方向に沿って交互に配置されている。これと共に凸部5及び凹部6は、X方向と直交する方向であるY方向に沿っても交互に配置されている。立体賦形不織布1を平面視すると、凸部5及び凹部6は、千鳥格子状に配置されている。
【0012】
各凸部5は、それぞれが別個に独立して存在しているのではなく、任意の1つの凸部5に着目したとき、X方向(及びY方向)に関して斜め前方に位置する2つの凸部5、及び斜め後方に位置する2つの凸部5と連結している。凸部5どうしの連結部7の高さは、凸部5の頂部の高さよりも低くなっている。しかし、凹部6よりは高い位置にある。一方、凹部6に関しては、各凹部は、それぞれが別個に独立して存在している。つまり、一つの凹部6に着目すると、該凹部6は、その周囲に位置する4個の凸部5によって取り囲まれて個々独立しており、凹部6どうしは連結していない。
【0013】
凸部5及び凹部6が上述のように配置されていることで、立体賦形不織布1を例えば吸収性物品の表面シートとして用いると、該シート具備する吸収性物品においては液漏れが極めて効果的に防止される。詳細には、立体賦形不織布1を例えば使い捨ておむつ、特に高粘度の排泄物である軟便を排泄する低月齢児用のおむつの表面シートとして用いた場合には次の効果が奏される。軟便は高粘度であることから、一般に表面シートを速やかに透過しづらく表面シート上に滞留して横流れを起こしやすい。これに対して、本実施形態の立体賦形不織布を用いれば、軟便は、凸部5によって取り囲まれて形成された閉じた凹部6内に捕捉されるので横流れが起こりづらくなる。また捕捉されることに起因して下方向(つまり吸収体方向)への移動が促進される。その結果、軟便の漏れが防止される。また、凸部5はその内部が空洞であることから、吸収体に吸収された軟便の色が、表面シート側から見て減殺されるという隠蔽効果もある。これらの効果は、軟便と同様に高粘度の排泄物である経血を吸収するための生理用ナプキンの表面シートとして、本実施形態の立体賦形不織布1を用いた場合にも同様に奏される。
【0014】
凸部5は全体として稜線が丸みを帯びた扁平な直方体又は截頭四角錐体となっている。凸部5は、図1に示すX方向に沿って位置しかつ相対向する一対の第1壁部51を有している。また凸部5は、X方向と直交する方向であるYに沿って位置しかつ相対向する一対の第2壁部52を有している。更に凸部5は、各第1壁部51の上辺及び各第2壁部52の上辺と連なる天面部53を有している。
【0015】
本実施形態の立体賦形不織布1においては、図1に示すX方向が、後述する立体賦形不織布製造時の機械方向(MD)に一致している。そしてY方向が、立体賦形不織布製造時の幅方向(CD)に一致している。
【0016】
本実施形態の立体賦形不織布1を例えば吸収性物品の表面シートとして用いる場合には、凸部5はその高さH(図1参照)が、0.3〜10mm、特に0.7〜5mmであることが好ましい。また、X方向(MD)に沿う凸部5の底部寸法Aは1.5〜30mm、特に2〜5mmであることが好ましい。Y方向(CD)に沿う凸部5の底部寸法Bは1.5〜30mm、特に2〜10mmであることが好ましい。また、凸部5の底面積は2.25〜900mm2、特に4〜50mm2であることが好ましい。X方向(MD)に沿う凹部6の寸法及びY方向(CD)に沿う凹部6の寸法Bは、凸部5と同様とすることができる。
【0017】
立体賦形不織布1の原反である不織布は、実質的に非伸縮性である。このような不織布を原反として用いることによって、所望とする寸法の凹凸形状を形成するにあたり、後述する第1及び第2の凹凸ロールの凹凸形状にほぼ即した立体賦形不織布1を安定的にかつ再現性良く製造できる。実質的に非伸縮性である不織布とは、例えば伸長率5%以下であり(元の長さに対して5%の伸び)であり、それを超える伸長では材料破壊を起こすか又は永久歪みが発生するものをいう。
【0018】
原反不織布としては、例えばカード法により製造された不織布、スパンボンド不織布、メルトブローン不織布、スパンレース不織布及びニードルパンチ不織布等の種々の不織布を用いることができる。これらのうち、加熱された空気の貫通に起因する厚みの回復が生じやすい不織布であるエアスルー不織布を用いることが望ましい。原反不織布の構成繊維は熱可塑性樹脂からなる。構成繊維の繊度は1〜20dtex、特に1.5〜4dtexであることが、複合シート1の強度確保、肌触りの向上等の点から好ましい。原反不織布及び立体賦形不織布1の坪量はいずれも10〜100g/m2、特に10〜30g/m2であることが好ましい。
【0019】
次に図1に示す立体賦形不織布1の好適な製造方法を、図2を参照しながら説明する。図2に示す立体賦形不織布1の製造装置は、第1のロール11と第1のロール11の凹凸形状と噛み合い形状となっている凹凸形状を周面に有する第2のロール12とを備えている。両ロール11,12は噛み合い状態となるように配置されている。第1のロール11は、図2に示すように反時計回りの方向へ回転している。第2のロール12は、時計回りの方向へ、第1のロール11と同周速で回転している。両ロール11,12の噛み合い状態下に、両者間に原反不織布2を介在させて、該不織布2を立体賦形する。
【0020】
立体賦形不織布1の製造装置は、更にアンビルロール13を備えている。アンビルロール13は、ロール11,12の噛み合い部位よりも下流の位置に、該アンビルロール13の周面が第1のロール11の凸部の頂部と接するように配置されている。アンビルロール13は、例えば金属又はゴムなどの軟質材料から構成されている。
【0021】
図3には第1のロール11の要部斜視図が示されており、図4にはその一部の分解斜視図が示されている。第1のロール11は、第1の部材11a及び第2の部材11bを複数枚組み合わせ、これらの歯車を回転軸15に同心状に取り付けてロール状に集積したものである。第1の部材11aは平歯車から構成されている。第2の部材11bは、略円環状の中心部100と、中心部100の周縁から放射状に延びる多数の腕部101とから構成されている。平歯車から構成される第1の部材11aはその中心が開口している。同様に第2の部材11bにおける中心部100も開口している。そして、それらの開口部に回転軸15が挿入される。部材11a,11b及び回転軸15にはそれぞれ切り欠き部(図示せず)が形成されており、該切り欠き部にキー(図示せず)が挿入される。これによって部材11a,11bの空回りが防止される。
【0022】
第2の部材11bにおける各腕部101は、その長さがいずれも同じになっている。各腕部101の先端を結ぶことで仮想的に形成される円の直径は、第1の部材11aの歯底円の直径と同じか、又はそれよりも小さくなっている。したがって第1のロール11の周面には、第1の部材11aを構成する歯車の歯先のみが位置していることになる。なお、該直径は、第1の部材11aの歯底円の直径よりも大きくてもよいが、第1の部材11aの歯先円の直径よりは小さくなっている。
【0023】
第1の部材11aを構成する歯車の歯数は、第2の部材11bにおける腕部101の数の整数倍となっている。具体的には、本実施形態に用いられる第2の部材11bにおける腕部101の数が12であるのに対して、第1の部材11aを構成する歯車の歯数はその整数倍である24になっている。
【0024】
第1のロール11においては、1枚の第1の部材11aと、1枚の第2の部材11bの合計2枚の部材を一組とした部材群16が複数組配されている。各部材群16においては、第1の部材11aを構成する歯車の歯と、第2の部材11bにおける腕部101とが、ロール11の軸方向に並列するように配されている。第1のロール11において部材群16は、原反不織布2の幅に応じて二組以上用いられる。したがって第1の歯車11a第2の歯車11bとは交互に回転軸15に取り付けられることなる。ロールの軸方向に隣り合う第1の部材11aは半ピッチずれるように配される。
【0025】
図5には、上述のようにして第1の部材11a及び第2の部材11bを集積して形成された第1のロール11の周面を平面に引き伸ばした状態が示されている。同図から明らかなように、第1のロール11においては、第1の部材11aを構成する歯車の歯111によって凸部17が形成されている。凸部17は、ロール11の回転方向Rに沿って列状に配置されている。この列が、ロール11の軸方向Aに多列に配列されている。ロール11の回転方向Rに沿ってみたときに、隣り合う凸部17の列においては、凸部17の配置が半ピッチずれている。
【0026】
図5に示すように、第1のロール11の周面に形成されている多数の凸部17のうち、菱形の四隅となる4つの凸部17a,17b,17c,17dによって囲まれた領域は凹部18となっている。凹部18は、ロール11の回転方向Rに沿って列状に配置されている。この列が、ロール11の軸方向Aに多列に配列されている。ロール11の回転方向Rに沿ってみたときに、隣り合う凹部18の列においては、凹部18の配置が半ピッチずれている。
【0027】
第1のロール11の凹部18を該ロール11の軸方向Aに沿ってみたときに、凹部18の底部における軸方向Aの両端部に位置する一対の端部域には、空隙部18a,18aがそれぞれ形成されている。空隙部18a,18aは、図2に示すように、原反不織布2を第1のロール11の周面に吸引付着させるためのものである。各空隙部18aは、2つの第1の部材11aの相対向する側面と、両部材11a間に位置する1つの第2の部材11bにおける隣り合う腕部101と中心部100とで画成される略V字状部位とによって画定されている。したがって空隙部18aは、第2の部材11bの腕部101の数と同数形成され、また空隙部18aは、第2の部材11bの幅に相当する幅を有している。空隙部18aは、先に述べた凹部18において外部に向かって開口している。
【0028】
上述の空隙部18a,18aの構造の詳細について説明すると、図4及び図5に示すように、第1の部材11aには、回転軸15が挿入される中心の開口部を取り囲むように複数の開口部20が形成されている。各開口部20は同径であり、歯車の中心からそれぞれ等距離の位置に形成されている。隣り合う開口部20,20と歯車の中心とがなす角度はいずれも等しくなっている。各歯車11aにおける開口部20の個数は、第2の部材11bにおける腕部101の数と同数になっている。そして、各部材群16を組み付ける場合には、各開口部20が、第2の部材11bにおける隣り合う腕部101にそれぞれ位置するように、第1及び第2の部材11a,11bを配置する。つまり、開口部20を、隣り合う2つの腕部101と中心部100とで画成される略V字形の部位内に位置させる。この部位は、第1の部材11aに設けられた各開口部20をそれぞれ独立に区画する区画部となる。そして、上述の略V字形の部位が空隙部18a,18aに通じている。なお、図3及び図4では、前記の略V字状の領域内に開口部20の全域が包含されているが、これに代えて、該V字状の領域内に開口部20の一部のみが包含されてもよい。
【0029】
このように各部材群16を組み付け、更にそれぞれの部材群16を凹凸部17,18のピッチが半ピッチずれるように配した状態においては、それぞれの第1の部材11aの開口部20が、ロール11の軸方向に連なって、該軸方向に延びる複数の吸引路21がロール11の内部に形成される。そして各吸引路21は、上述の略V字形の部位を介して、先に述べた空隙部18a,18aと連通する。空隙部18a,18aは、吸引路21の一部を構成している。
【0030】
以上の説明から明らかなように、第2の部材11bは、ロール11内に個々独立した区画室を形成するために用いられる。この区画室は、上述した空隙部18a,18aに通じている。また、上述した吸引路21にも通じている。吸引路21の少なくとも一端は、ブロワやポンプなどの吸引源(図示せず)に通じている。したがって、吸引源を作動させて吸引操作を行うと、空隙部18a,18aから吸引路21を通じ、ロール11の周面からロール11の内部に向けて空気が吸引される。
【0031】
また第2の部材11bは、区画室の形成の他に歯車からなる第1の部材11aをその側面から支持して第1のロール11に強度を付与する目的でも用いられる。特に、目的とする立体賦形不織布1に形成される凸部5のサイズを小さくしたい場合には、第1の部材11aの厚みを小さくする必要があるところ、このことは第1の部材11aの強度低下を招く。このような場合に、第2の部材11bの腕部101が梁となり、第1の部材11aの歪み防止としての有用性が顕著となる。
【0032】
第1のロール11の構造は上述のとおりであるところ、第2のロール12に関しては第1のロール11と同様の構成を採用することができる。例えば、第1のロール11において用いた第1の部材11a及び第2の部材11bを用い、これらを集積することで第2のロール12となすことができる。ただし、第2のロール12には吸引機構が不要なので、第1のロール11で用いた第2の部材11bと同様の構造のものを用いることは必須でない。したがって第2のロール12における第2の部材としては、例えば第1の部材の歯底円よりも直径の小さな円板を用いることができる。また、第2の部材を用いることなく、第1の部材のみを用いて第2のロール12を構成してもよい。
【0033】
第1のロール11及び第2のロール12は、両ロール11,12が噛み合った状態において、図5に示すように、第2のロール12の凸部27が、第1のロール11の凹部18の中央域に位置するように噛み合い状態が調整されている。ここで言う凹部18の中央域とは、ロールの軸方向に沿う中央域であって、かつロールの回転方向に沿う中央域のことである。かかる中央域に第2のロール12の凸部が位置するように両ロール11,12が噛み合うことで、原反不織布2に形成される凸部5を対称性のよいものとすることができ、ひいては凸部5の形態安定性を高くすることができる。
【0034】
第2のロール12においてはその凸部27の幅が、第1のロール11の凹部18の幅よりも0.1〜3.0mm、特に0.5〜1.0mm狭くなっていることが好ましい。ここで言う幅とは、ロールの軸方向Aでの長さのことである。第1のロール11の凹部18の幅は、図5における凸部17a,17c間の距離で定義される。換言すれば、歯車11aの1枚分の厚みと、スペーサー11bの2枚分の厚みとの和である。第2のロール18の凸部27の幅と第1のロール11の凹部18の幅がこのような関係になっていることで、両ロール11,12の噛み合い状態のときに、凸部と凹部との接触が防止される。また、原反不織布2が過度のダメージを受けることが防止される。
【0035】
上述の理由と同様の理由により、第1のロール11及び第2のロール12は、両ロール11,12が噛み合った状態において、第2のロール12の凸部の頂部と、第1のロール11の凹部18の底面とが接触しないように、両ロール11,12の噛み合い状態が調整されている。
【0036】
さらに、第2のロール12においては凸部27の幅が、該凸部27の先端部が、第1のロール11の凹部18における前記の端部域にそれぞれ形成された空隙部18a,18aそれぞれの少なくとも一部に臨むような幅となっていることが好ましい。例えば図5及び後述する図7に示すように、第2のロール12に形成された凸部27の先端部のうち、ロールの幅方向Aにおける左右の部位が、空隙部18a,18aそれぞれの少なくとも一部に臨むようになっていてもよい。これによって、空隙部18a,18aを通じての吸引力が原反不織布2に効果的に作用することになり、第1のロール11の周面において、凹凸賦形された原反不織布2の形状保持の効果が高くなる。
【0037】
以上の構成を有するロール11,12を用いた立体賦形不織布の製造方法について更に説明すると、ロール11,12の噛み合い部への原反不織布2の供給は、ロール11,12の周速よりも高速で行われる。この操作によって原反不織布2を立体賦形するときの長手方向の縮みを防止することができる。原反不織布2の立体賦形の程度にもよるが、原反不織布2の供給速度は、ロール11,12の周速の1.01〜2.0倍、特に1.05〜1.4倍とすることが好ましい。
【0038】
原反不織布2の立体賦形に際しては、第1のロール11を加熱しておく。必要に応じ、第2のロール12を加熱してもよい。原反不織布2を立体賦形した後、図2に示すように、ノズル14からの熱風を、第1のロール11の周面に向けて、原反不織布2が噛み合い部を出た位置からアンビルロール13までの搬送経路に対して吹き付ける。この吹き付けによる風圧で、原反不織布2が第1のロール11の周面に密着するようになる。また、熱風及び第1のロール11の加熱による相乗効果で、原反不織布2を構成する熱可塑性樹脂が軟化することで、密着が促進される。更に、熱風が原反不織布2をエアスルー方式で貫通するので、熱風の風圧によって厚みが減じられる方向にある原反不織布2の嵩が回復し、原反不織布2が本来的に有している良好な肌触りが維持される。熱風の吹き付けは、原反不織布2の幅方向全域にわたって行われる。
【0039】
熱風の吹き付けと平行して、加熱されている第1のロール11の外面から内部に向けて熱風を吸引する。吸引は、第1のロール11における吸引ゾーン15において行われる。詳細には、吸引は、第1のロール11と第2のロール12との噛み合い部よりも若干上流側の位置から開始され、原反不織布2がアンビルロール13と当接し終わるまで継続される。吸引は、好ましくは、噛み合い部よりも若干下流の位置まで継続される。原反不織布2が噛み合い部に到達するまでの間は、原反不織布2は、第1のロール11の表面に沿う程度に吸引されていればよく、ロール11の凹部18内に原反不織布2が入り込むまで吸引を行うことは要しない。この操作によって、原反不織布2に立体賦形するときの幅方向の縮みを防止することができる。また、立体賦形の際に原反不織布2が第1のロール11の周面に一層密着するようになる。
【0040】
従来、加熱されているロールを吸引することはエネルギー効率の点で不利であると考えられていた。しかし、本発明者らの検討の結果、意外にも、加熱されているロール(つまり第1のロール11)に熱風を吹き付け、これを吸引することで、ロール表面の凹凸形状が原反不織布に再現性良く転写され、明瞭な凹凸形状が原反不織布に付与されるとともに、原反不織布が本来的に有している良好な肌触りが維持されることが判明した。この観点から、第1のロール11の加熱温度は、原反不織布の構成樹脂の種類にもよるが、例えば構成樹脂のうち、最も低い融点を有する樹脂の当該融点よりも25〜15℃低い温度とすることが好ましい。この加熱温度を採用することで、樹脂の溶融が防止でき、加熱された空気の貫通に起因する原反不織布の肌触り感が向上する。また、この加熱温度を採用することで、熱シールによる立体賦形効果が得られやすくなる。一例として、芯がPET(ポリエチレンテレフタレート)で、鞘がPE(ポリエチレン)樹脂である芯鞘構造の複合繊維を使用する場合には、加熱温度を、鞘であるポリエチレン樹脂の融点を考慮して、80〜120℃、特に100〜110℃とすることが好ましい。第1のロール11に加えて第2のロール12を加熱する場合にも、加熱温度は80〜120℃、特に100〜110℃とすることが好ましい。見掛け厚みが大きく嵩高であり、原反不織布が本来的に有している良好な肌触りが維持されるようにするためには、第2のロール12を加熱することが有利である。
【0041】
上述したロールの加熱温度と、原反不織布に吹き付ける熱風の温度とは、ほぼ同じであることが望ましい。得られる立体賦形不織布の嵩高感を重視する場合には、ロールの加熱温度を熱風の温度よりも高めに設定することで、原反不織布を立体賦形する場合に厚み感を出しやすい。得られる立体賦形不織布の肌触り感を重視する場合には、熱風の温度をロールの加熱温度よりも高めに設定することで、原反不織布の柔らかさが維持されやすくなる。
【0042】
原反不織布2が噛み合い部に到達した後は、第1のロール11と第2のロール12との噛み合いによって原反不織布2に凹凸形状が賦形される。更に吸引力によって原反不織布2は第1のロール11の周面に密着し、凹凸形状が賦形された状態が保持される。吸引を行わない場合には、原反不織布2が第1のロール11の周面から浮き上がってしまい、結果として所望の凹凸形状を有する立体賦形不織布を得ることができない。この場合、上述のとおり、原反不織布2は、その供給速度がロール11,12の周速よりも高速なので、原反不織布2の長手方向に関して原反不織布2の伸長をほとんど伴うことなく立体賦形が行われる。立体賦形に起因して原反不織布2の見掛けの長さが短くなる分が、原反不織布2の高速供給によって補填されるからである。したがって、凹凸形状の賦形によって生じる凸部5における壁部のうち、原反不織布2の搬送方向と直交する方向に沿って位置する壁部である第2壁部52の坪量は、立体賦形前の原反不織布2の坪量と大きく相違しない。これに対して原反不織布2の搬送方向に沿って位置する壁部である第1壁部51の坪量は、凹凸賦形前の原反不織布2の坪量よりも大きく低下する。この理由は、凹凸賦形に起因して原反不織布2の見掛けの幅は短くなり幅縮みが生ずる筈のところ、上述のとおり、原反不織布2は、両ロール11,12間に噛み込まれるまで、吸引によって第1のロール11の周面に沿った状態になっているので、前記の幅縮みが規制され、幅縮みに代えて原反不織布2がその幅方向へ弾性的に伸長されるからである。この伸長によって、第1壁部51の坪量は、凹凸形状の賦形前の原反不織布2の坪量よりも大きく低下する。このようなメカニズムによって、本方法にしたがい製造された立体賦形不織布1は、図6に示すように、各第1壁部51の坪量が、各第2壁部52の坪量よりも低くなった構造となる。
【0043】
図6(a)及び(b)には、本方法にしたがい製造された立体賦形不織布1における凸部5及び凹部6の断面が模式的に示されている。図6(a)は、凸部5及び凹部6をX方向(MD)に沿って切断した状態を示しており、天面部53、一対の第2壁部52及び底部61が示されている。図6(b)は、凸部5及び凹部6をY方向(CD)に沿って切断した状態を示しており、天面部53、一対の第1壁部51及び底部61が示されている。図6(a)及び(b)において、凸部5は、第1のロール11の凹部18に対応して形成された部位であり、凹部6は、第1のロール11の凸部17とアンビルロール13との挟圧部分に対応して形成された部位である。
【0044】
図6(a)と図6(b)との対比から明らかなように、凸部5は、各第1壁部51の坪量と、各第2壁部52の坪量とが異なっている。詳細には、各第1壁部51の坪量が、各第2壁部52の坪量よりも低くなっている。第1壁部51と第2壁部52の坪量が異なることによって、立体賦形不織布1は次の利点を有するものとなる。立体賦形不織布1を例えば吸収性物品の表面シートとして用いると、坪量の低い第1壁部51から優先的に液が透過しやすいことに起因して、排泄された液の透過性が、従来の表面シートよりも高くなる。また、立体賦形不織布1を例えば吸収性物品の表面シートとして用いると、坪量の高い第2壁部52によるクッション性が高くなり、立体賦形不織布1の風合いが良好になる。このように立体賦形不織布1は、通液性を確保しつつ、クッション性等の風合いが良好なものである。
【0045】
また、天面部53と底部61とでは、天面部53の方が、厚みが大きく嵩高くなっている。この理由は、底部61は、加熱された第1のロール11の凸部17と加熱されたアンビルロール13との挟圧によって形成されるので、構成繊維が圧密化されるのに対し、天面部53では、そのような圧密化は生じないからである。したがって、立体賦形不織布1を、例えば吸収性物品の表面シートとして用いる場合には、図6(a)及び(b)中、上面の側を肌対向面側として用いることが好ましい。これによって、同図における天面部53の上面が肌に当接するようになり、原反不織布の柔らかさが反映されるので好ましい。また圧密化されて繊維密度が高くなっている底部61が吸収体に接触するので、毛管勾配に起因して、底部61を通じての吸収体への液の移行性が良好になるので好ましい。アンビルロール13を加熱しないで用いる場合、又はアンビルロールを全く使用しない場合には、底部61は圧密化されづらいので、該底部61は、原反不織布の柔らかさが維持されている。したがって、この場合には、図6(a)及び(b)中、上面下面の両方を肌対向面側として用いることが可能となる。
【0046】
図7(a)には、原反不織布2の吸引及び立体賦形の状態が模式的に示されている。また、図7(b)には、第2の部材11bの腕部101での噛み合い状態が模式的に示されている。なお図7(b)においては、原反不織布は省略されている。原反不織布2は、第2のロール12の凸部27によって、第1のロール11の凹部18内に押し込まれる。凹部18の底部には、上述のとおり、該凹部18をロール11の軸方向Aに沿ってみたときに、該凹部18の底部における軸方向Aの両端部に位置する一対の端部域が開口した空隙部18a,18aが形成されている。したがって、凹部18内に押し込まれた原反不織布2は、軸方向Aの両端部域が空隙部18a,18aによって特に強く吸引される。その結果、原反不織布2は、凹部18の形状に沿う変形が促進され、第1のロール11の凹凸形状にほぼ即した立体賦形不織布1を安定的にかつ再現性良く製造できる。これによって、原反不織布2に、小さい凸部を明瞭に形成することができる。また小ピッチでありながらも明瞭な凸部を形成することが可能となる。
【0047】
図7(a)及び(b)に示すように、第2のロール12の凸部27は、その頂部に向かうに連れてその幅が漸減していることが好ましい。凸部27がこのような形状となっていることで、原反不織布2を立体賦形するときに該原反不織布2が受けるダメージを軽減することが可能となる。
【0048】
次いで、原反不織布2を第1のロール11の周面に引き続き密着させた状態下に、図2に示すように、原反不織布2を第1のロール11とアンビルロール13との間で挟圧する。これによって、立体賦形された状態が安定化される。アンビルロール13は加熱されていてもよく、あるいは加熱されていなくてもよい。見掛け厚みが大きく嵩高な立体賦形不織布1を得る観点からは、アンビルロール13は加熱されていないことが好ましい。なお、上述のとおり第1のロール11は加熱されているので、アンビルロール13を意図的に加熱していなくても、第1のロール11の熱がアンビルロール13に伝わるので、アンビルロール13は室温よりは高い温度になっていることが通常である。
【0049】
このようにして製造された立体賦形不織布1は、上述のとおり吸収性物品の表面シートとして好適に使用される。吸収性物品は一般に液透過性の表面シート、液不透過性の裏面シート及び両シート間に介在配置された液保持性の吸収体を有して構成されている。また得られた立体賦形不織布1は、吸収性物品の表面シート以外の用途、例えば吸収性物品の裏面シート、ファスニングテープを備えた使い捨ておむつにおける該ファスニングテープの基材シートや該ファスニングテープが係合するランディングテープ用シート、ウイングを備えた生理用ナプキンにおける該ウイングの基材シート、メカニカルファスナのループ部材用パネル材、清掃用シート、清拭シート等としても用いることができる。
【0050】
立体賦形不織布1を吸収性物品の表面シートとして用いる場合、図1に示すX方向(MD)が吸収性物品の長手方向と一致し、かつY方向(CD)が吸収性物品の幅方向と一致するように、吸収性物品に組み込まれることが好ましい。即ち、凸部5における第1壁部51が吸収性物品の長手方向に沿って位置し、かつ第2壁部52が吸収性物品の幅方向に沿って位置することが好ましい。このように立体賦形不織布1を配することで、立体賦形不織布1のクッション感を着用者に容易に知覚させることができる。
【0051】
次に、本発明の別の実施形態を、図8を参照しながら説明する。本実施形態については、先に述べた実施形態と異なる点のみを説明し、特に説明しない点については、先に述べた実施形態に関する説明が適宜適用される。また図8において、図1〜図7と同じ部材には同じ符号を付してある。
【0052】
本実施形態と、先に述べた実施形態との主たる相違点は、先に述べた実施形態においては、ロール11,12の噛み合い部に熱風を吹き付けたのに対し、本実施形態においては、熱風の吹き付けに代えて、製造装置の雰囲気を加熱された空気となしておく点にある。詳細には、図8に示すように、製造装置をフード30によってほぼ気密に覆い、フード30内の雰囲気を加熱された空気となす。フード30内の空気は、図示しないポンプによって、ダクト31を通じてフード内を循環する。ダクト31の一部には加熱装置(図示せず)が備えられており、循環する空気の温度が一定に保たれる。
【0053】
ダクト内の空気の温度は、80〜120℃、特に100〜110℃であることが、明瞭な凹凸形状を原反不織布2に付与し得る点から好ましい。また、原反不織布2が本来的に有している良好な肌触りが維持される点からも好ましい。本実施形態によれば、先に述べた実施形態と同様の性能を有する立体賦形不織布を得ることができる。また本実施形態によれば、先に述べた実施形態と異なり、原反不織布2に熱風の吹き付けに起因する風圧が加わらないので、原反不織布2の厚みの減少が起こりづらい。その結果、一層厚みがあり嵩高な立体賦形不織布を得ることができる。
【0054】
以上、本発明をその好ましい実施形態に基づき説明したが、本発明は前記実施形態に制限されない。例えば前記実施形態においては、第1のロール11及び第2のロール12を用いて凹凸賦形を行ったが、これに代えて、表面に多数の凹凸部が規則的に配置され、かつ互いに噛み合い形状になっている平板状の第1の押し型及び同じく平板状の第2の押し型を用い、それらの噛み合い状態下に両者間に原反不織布を介在させてその立体賦形を行ってもよい。
【0055】
また、前記実施形態においては第1のロール11の凹部18における該ロール11の軸方向Aの両端部に位置する一対の端部域にのみ空隙部18,18aが形成されていたが、これに加えて、第1の歯車11aの形状を変更することで、凹部18における軸方向Aの中央域にも空隙部を設けてもよい。具体的には、図9に示す構造のロールを用いればよい。
【0056】
図9は、第1のロール11の周面を平面に引き伸ばした状態を示す図であり、先に述べた実施形態の図5に相当する図である。先に述べた実施形態においては第1のロール11の凹部18における該ロール11の軸方向Aの両端部に位置する一対の端部域にのみ空隙部18a,18aが形成されていたが、本実施形態においては、図9に示すように、軸方向Aの両端部に位置する一対の端部域に加えて、軸方向Aの中央に位置する中央域にも空隙部が形成されている。
【0057】
詳細には、本実施形態における第1のロール11は、先に述べた実施形態における第1のロール11の第1の部材11aを、1枚の第2の部材11bとその両側にそれぞれ配された第1の部材11aの3部材からなる歯車群116で置き換えたものに相当する。そして、この歯車群116と該歯車群116に隣接して配された第2の部材11bとが、先に述べた実施形態の歯車群16に相当する。各歯車群116においては、2枚の第1の部材11aの歯及び第2の部材11bの腕部(図示せず)が、ロール11の幅方向Aに並列するように、第1の部材11a及び第2の部材11bが配置されている。ロール11の回転方向Rに沿ってみたときに、軸方向Aに隣り合う歯車群116においては、歯の配置が半ピッチずれている。
【0058】
第1のロール11においては、第1の部材11aの歯111によって凸部17が形成されている。図9に示すように、第1のロール11の周面に形成されている多数の凸部17のうち、符号17a,17b,17c,17d,17e,17fで示される6つの凸部によって囲まれた領域が凹部18となっている。凹部18は、ロール11の回転方向Rに沿って列状に配置されている。この列が、ロール11の軸方向Aに多列に配列されている。ロール11の回転方向Rに沿ってみたときに、隣り合う凹部18の列においては、凹部18の配置が半ピッチずれている。
【0059】
各凹部18においては、ロール11の軸方向Aの両端部に位置する一対の端部域に空隙部18a,18aが形成されているとともに、軸方向Aの中央に位置する中央域にも空隙部18bが形成されている。このような空隙部を設けることで、凹部18の両端部のみならず中央域においても上層2を吸引することができるので、上層2の凹凸賦形を一層安定的に、かつ一層高速に行うことができる。
【実施例】
【0060】
以下、実施例により本発明を更に詳細に説明する。しかしながら本発明の範囲は、かかる実施例に制限されない。特に断らない限り、「%」及び「部」はそれぞれ「%」及び「部」を意味する。
【0061】
〔実施例1〕
原反不織布として、坪量25g/m2のエアスルー不織布を用い、図2に示す装置を用いて図1に示す立体賦形不織布を製造した。この不織布の構成繊維は、芯がPETで鞘がPEである、2.2dtex×51mmの芯鞘型複合繊維であった。第1のロール及び第2のロールは、ともに110℃に加熱した。原反不織布に吹き付ける熱風の温度も110℃とした。原反不織布の厚みは0.28mmであり、立体賦形された不織布の厚みは1.16mmとなった。得られた不織布について、0.5g/cm2圧力下での厚みを測定した。測定には、(株)キーエンス製レーザ変位計LK−080を使用した。
【0062】
〔比較例1〕
実施例1において、熱風の吹き付けを行わなかった以外は実施例1と同様の操作を行った。得られた不織布について実施例1と同様の方法で厚みを測定した。
【0063】
〔比較例2〕
実施例1において、熱風の吹き付けを行わず、かつ第1のロール及び第2のロールを加熱しなかった以外は実施例1と同様の操作を行った。得られた不織布について実施例1と同様の方法で厚みを測定した。
【0064】
〔評価〕
実施例及び比較例で得られた不織布について、カトーテック製の自動化圧縮試験機KES−FB3−AUTO−Aを用いて圧縮特性の線形性LC及び圧縮エネルギーWCを測定した。その結果を以下の表1に示す。なお、圧縮特性の線形性LCはその値が小さいほど測定対象物が柔らかいことを意味し、圧縮エネルギーWCはその値が大きいほど測定対象物がふんわりしていることを意味する。なお、表1には、原反不織布のデータも併せて記載されている。
【0065】
【表1】
【0066】
表1に示す結果から明らかなように、実施例で得られた不織布は、比較例で得られた不織布に比べ、厚みが大きく、また柔らかでふんわり感に優れていることが判る。
【符号の説明】
【0067】
1 立体賦形
2 原反不織布
5 凸部
6 凹部
11 第1のロール
11a 第1の部材
11b 第2の部材
12 第2のロール
16 部材群
17 凸部
18 凹部
18a,18a 空隙部
27 凸部
51 第1壁部
52 第2壁部
53 天面部
【特許請求の範囲】
【請求項1】
表面に多数の凹凸部が規則的に配置され、かつ互いに噛み合い形状になっている第1の押し型及び第2の押し型を、それらの噛み合い状態下に両者間に原反不織布を介在させて、該原反不織布を立体賦形する立体賦形不織布の製造方法において、
原反不織布を立体賦形した後に、第1の押し型の表面に該原反不織布を付着させたまま、第1の押し型の外面から内部に向けて吸引を行うことで立体賦形された原反不織布に加熱された空気を貫通させ、該原反不織布を搬送する立体賦形不織布の製造方法。
【請求項2】
立体賦形された原反不織布に熱風を吹き付けながら、加熱されている第1の押し型の外面から内部に向けて該熱風を吸引して、該原反不織布に該熱風を貫通させる請求項1記載の立体賦形不織布の製造方法。
【請求項3】
雰囲気を加熱された空気となしておき、加熱されている第1の押し型の外面から内部に向けて該空気を吸引して、該原反不織布に該空気を貫通させる請求項1記載の立体賦形不織布の製造方法。
【請求項4】
第1の押し型及び第2の押し型のうち、少なくとも第1の押し型を加熱した状態下に原反不織布を立体賦形する請求項1ないし3のいずれかに記載の立体賦形不織布の製造方法。
【請求項5】
第1の押し型として、周面が凹凸形状となっている第1のロールを用い、
第2の押し型が、第1のロールの凹凸形状と噛み合い形状となっている凹凸形状を周面に有する第2のロールを用いる請求項1ないし4のいずれかに記載の立体賦形不織布の製造方法。
【請求項6】
第1のロールとして、該ロールの凹部を該ロールの軸方向に沿ってみたときに、該凹部の底部における該軸方向の両端部に位置する一対の端部域に、原反不織布を該ロールの周面に吸引付着させるための空隙部がそれぞれ設けられているものを用いる請求項5記載の立体賦形不織布の製造方法。
【請求項7】
請求項5又は6に記載の方法によって製造された立体賦形不織布であって、
多数の凸部と、凸部間に位置する凹部とを有し、
凹部及び凸部は、立体賦形不織布の一方向に沿って交互に配置されているとともに該方向と直交する方向に沿っても交互に配置されており、
凸部は、前記の一方向に沿って位置しかつ相対向する一対の第1壁部及び前記の一方向と直交する方向に沿って位置しかつ相対向する一対の第2壁部を有し、更に各第1壁部の上辺及び各第2壁部の上辺と連なる天面部を有し、
各第1壁部の坪量と、各第2壁部の坪量とが異なっている立体賦形不織布。
【請求項8】
第1壁部が立体賦形不織布のMD方向に沿って位置し、かつ第2壁部が立体賦形不織布のCD方向に沿って位置しており、
各第1壁部の坪量が、各第2壁部の坪量よりも低くなっている請求項7記載の立体賦形不織布。
【請求項1】
表面に多数の凹凸部が規則的に配置され、かつ互いに噛み合い形状になっている第1の押し型及び第2の押し型を、それらの噛み合い状態下に両者間に原反不織布を介在させて、該原反不織布を立体賦形する立体賦形不織布の製造方法において、
原反不織布を立体賦形した後に、第1の押し型の表面に該原反不織布を付着させたまま、第1の押し型の外面から内部に向けて吸引を行うことで立体賦形された原反不織布に加熱された空気を貫通させ、該原反不織布を搬送する立体賦形不織布の製造方法。
【請求項2】
立体賦形された原反不織布に熱風を吹き付けながら、加熱されている第1の押し型の外面から内部に向けて該熱風を吸引して、該原反不織布に該熱風を貫通させる請求項1記載の立体賦形不織布の製造方法。
【請求項3】
雰囲気を加熱された空気となしておき、加熱されている第1の押し型の外面から内部に向けて該空気を吸引して、該原反不織布に該空気を貫通させる請求項1記載の立体賦形不織布の製造方法。
【請求項4】
第1の押し型及び第2の押し型のうち、少なくとも第1の押し型を加熱した状態下に原反不織布を立体賦形する請求項1ないし3のいずれかに記載の立体賦形不織布の製造方法。
【請求項5】
第1の押し型として、周面が凹凸形状となっている第1のロールを用い、
第2の押し型が、第1のロールの凹凸形状と噛み合い形状となっている凹凸形状を周面に有する第2のロールを用いる請求項1ないし4のいずれかに記載の立体賦形不織布の製造方法。
【請求項6】
第1のロールとして、該ロールの凹部を該ロールの軸方向に沿ってみたときに、該凹部の底部における該軸方向の両端部に位置する一対の端部域に、原反不織布を該ロールの周面に吸引付着させるための空隙部がそれぞれ設けられているものを用いる請求項5記載の立体賦形不織布の製造方法。
【請求項7】
請求項5又は6に記載の方法によって製造された立体賦形不織布であって、
多数の凸部と、凸部間に位置する凹部とを有し、
凹部及び凸部は、立体賦形不織布の一方向に沿って交互に配置されているとともに該方向と直交する方向に沿っても交互に配置されており、
凸部は、前記の一方向に沿って位置しかつ相対向する一対の第1壁部及び前記の一方向と直交する方向に沿って位置しかつ相対向する一対の第2壁部を有し、更に各第1壁部の上辺及び各第2壁部の上辺と連なる天面部を有し、
各第1壁部の坪量と、各第2壁部の坪量とが異なっている立体賦形不織布。
【請求項8】
第1壁部が立体賦形不織布のMD方向に沿って位置し、かつ第2壁部が立体賦形不織布のCD方向に沿って位置しており、
各第1壁部の坪量が、各第2壁部の坪量よりも低くなっている請求項7記載の立体賦形不織布。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2013−14876(P2013−14876A)
【公開日】平成25年1月24日(2013.1.24)
【国際特許分類】
【出願番号】特願2012−183718(P2012−183718)
【出願日】平成24年8月23日(2012.8.23)
【分割の表示】特願2007−333015(P2007−333015)の分割
【原出願日】平成19年12月25日(2007.12.25)
【出願人】(000000918)花王株式会社 (8,290)
【Fターム(参考)】
【公開日】平成25年1月24日(2013.1.24)
【国際特許分類】
【出願日】平成24年8月23日(2012.8.23)
【分割の表示】特願2007−333015(P2007−333015)の分割
【原出願日】平成19年12月25日(2007.12.25)
【出願人】(000000918)花王株式会社 (8,290)
【Fターム(参考)】
[ Back to top ]