
立向姿勢溶接装置

【課題】I形開先内における溶接アークの詳細な観察を行うことが可能な立向姿勢溶接装置を提供する。
【解決手段】立向姿勢にある一対の厚板鋼板W,Wの端面Wa,Wa間に形成されるI形開先内に溶接ワイヤ2を送出する溶接トーチ3と、I形開先Wbに沿って溶接トーチ3を移動させる台車5,スライドユニット6と、これらにより溶接トーチ3を上下動させると共にワイヤ送出量を制御することで、溶接トーチ3から送出される溶接ワイヤ2の先端部分2aをI形開先Wb内で往復動させて、溶接金属2Aを順次積層させる制御手段20と、I形開先Wb内において台車5とともに移動するミラー10と、台車5とともに移動してミラー10を介してI形開先Wb内の溶接ワイヤ2の先端部分2aを撮影するCCDカメラ11と、CCDカメラ11で撮影した溶接ワイヤ2の先端部分2aを再生可能に映し出すモニタ12を備えた。
【解決手段】立向姿勢にある一対の厚板鋼板W,Wの端面Wa,Wa間に形成されるI形開先内に溶接ワイヤ2を送出する溶接トーチ3と、I形開先Wbに沿って溶接トーチ3を移動させる台車5,スライドユニット6と、これらにより溶接トーチ3を上下動させると共にワイヤ送出量を制御することで、溶接トーチ3から送出される溶接ワイヤ2の先端部分2aをI形開先Wb内で往復動させて、溶接金属2Aを順次積層させる制御手段20と、I形開先Wb内において台車5とともに移動するミラー10と、台車5とともに移動してミラー10を介してI形開先Wb内の溶接ワイヤ2の先端部分2aを撮影するCCDカメラ11と、CCDカメラ11で撮影した溶接ワイヤ2の先端部分2aを再生可能に映し出すモニタ12を備えた。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、一対の厚板鋼板の互いに対向してI形開先を形成する端面同士を立向姿勢で突き合わせアーク溶接するのに用いられる立向姿勢溶接装置に関するものである。
【背景技術】
【0002】
従来、上記したような一対の厚板鋼板の立向姿勢での突き合わせアーク溶接は、造船や橋梁等の分野において一般的に採用されている。
近年、このような造船や橋梁等の構造物に使用される鋼板は、構造物の大型化に伴って厚板化の傾向にあるが、このように鋼板が厚板化すると、これまで採用されていた入熱が大きいエレクトロガスアーク溶接(例えば、非特許文献1参照)では、厚板鋼板として大入熱用の特殊なものを使用しないと、溶接部分の強度を十分に確保することができず、その結果、特殊な厚板鋼板を用いる分だけコスト増を招いてしまう。
【0003】
これに代わる溶接技術としては、例えば、特許文献1に開示されている立向姿勢溶接方法がある。
この立向姿勢溶接方法では、互いに立向姿勢とした一対の厚板鋼板の端面間に形成されるI形開先内に対して、溶接トーチから送出される溶接ワイヤのみを斜め上方から挿入し、溶接トーチを厚板鋼板に沿って上下方向に揺動させることで、溶接ワイヤの先端を板厚方向に往復動させて、I形開先内に溶接金属を積層するようにしている。
この際、I形開先内における溶接アークの状況は、溶接作業者が遮光面を用いて離れた位置から実際に見て観察するようにしている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2007-69231号公報
【非特許文献】
【0005】
【非特許文献1】特許庁「技術分野別特許マップ」:機械3アーク溶接技術1.3.6エレクトロガスアーク溶接法
【発明の概要】
【発明が解決しようとする課題】
【0006】
ここで、溶接部分におけるアークの状況を観察することは、溶接品質の安定化を図るための緻密な管理を行ううえで、極めて重要である。
上記した立向姿勢溶接方法では、溶接部分におけるアークの状況をある程度詳細に観察することはできるものの、細部まで観察することができるとは言い難く、特に、I形開先が狭開先である場合には、細部の観察が困難であるという問題を有しており、加えて、観察データを残すことができないという問題があり、これらの問題を解決することが従来の課題となっていた。
【0007】
本発明は、上記した従来の課題に着目してなされたもので、I形開先が狭開先である場合であったとしても、溶接部分におけるアークの状況を細部まで観察することが可能であるうえ、溶接箇所から離れた場所における監視(遠隔操作)も可能であり、さらに、それらの観察記録を残すこともでき、したがって、溶接品質の安定化を図るために必要な緻密な品質管理を行うことが可能である立向姿勢溶接装置を提供することを目的としている。
【課題を解決するための手段】
【0008】
本発明に係る発明は、互いに立向姿勢で配置された一対の厚板鋼板の互いに対向してI形開先を形成する端面同士を突き合わせアーク溶接する立向姿勢溶接装置であって、送給される溶接ワイヤを前記I形開先内に送出する溶接トーチと、上下方向の前記I形開先に沿って走行する台車及びこの台車上で前記溶接トーチを上下方向に移動させるスライドユニットを具備した昇降手段と、前記昇降手段により溶接トーチを上下動させると共に該溶接トーチからのワイヤ送出量を制御することで、前記溶接トーチから送出される溶接ワイヤの先端を前記I形開先内で前記厚板鋼板の板厚方向に往復動させて、前記I形開先内で溶接金属を順次積層させる制御手段と、前記I形開先内に挿入されて前記台車とともに移動するミラーと、前記台車とともに移動して前記ミラーを介して前記I形開先内に位置する溶接ワイヤの先端部分を撮影する撮影手段と、前記撮影手段で撮影した前記溶接ワイヤの先端部分を再生可能に映し出すモニタを備えている構成としたことを特徴としており、この構成の立向姿勢溶接装置を前述した従来の課題を解決するための手段としている。
【発明の効果】
【0009】
本発明に係る立向姿勢溶接装置では、上記した構成としているので、台車とともに移動するミラーを介してI形開先内に位置する溶接ワイヤの先端部分を撮影手段で撮影し、この撮影した溶接ワイヤの先端部分をモニタに映し出せば、溶接作業を行いながらI形開先内におけるアークの状況をリアルタイムで細部まで観察し得ることとなり、加えて、撮影手段で撮影した映像を再生可能としてあるので、観察映像を記録として残し得ることとなる。
したがって、溶接品質の安定化を実現するうえで必要である緻密な品質管理を行うことが可能になるという非常に優れた効果がもたらされる。
【図面の簡単な説明】
【0010】
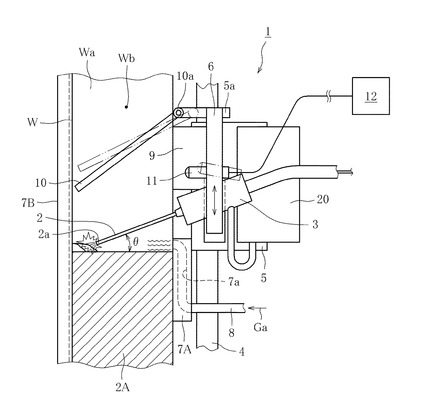
【図1】本発明の一実施例に係る立向姿勢溶接装置の溶接トーチ上昇位置における溶接動作状況を示す側面説明図である。
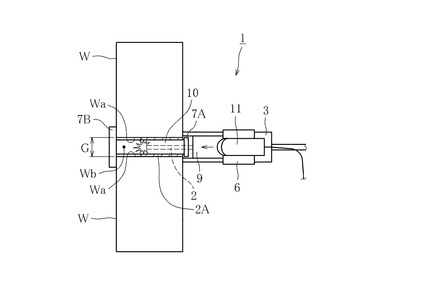
【図2】図1に示した立向姿勢溶接装置の平面説明図である。
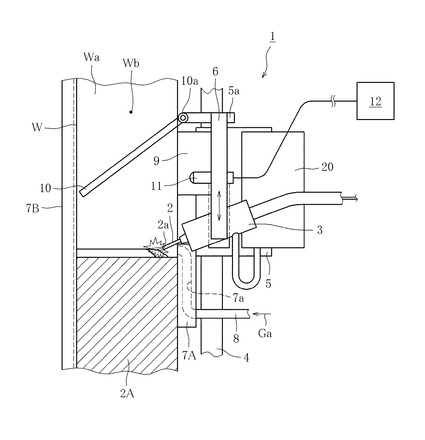
【図3】図1に示した立向姿勢溶接装置の溶接トーチ下降位置における溶接動作状況を示す側面説明図である。
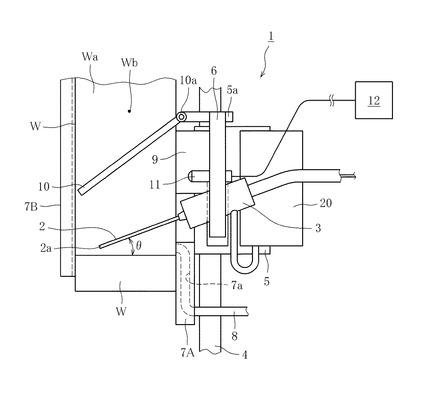
【図4】図1に示した立向姿勢溶接装置の溶接のセッティング状況における側面説明図である。
【発明を実施するための形態】
【0011】
以下、本発明を図面に基づいて説明する。
図1〜図4は本発明に係る立向姿勢溶接装置の一実施例を示している。
【0012】
図1及び図2に示すように、この立向姿勢溶接装置1は、互いに立向姿勢とした一対の厚板鋼板W,Wの端面Wa,Wa同士を突き合わせアーク溶接する装置であり、図外のワイヤ送給装置から送給される溶接ワイヤ2のみを一対の厚板鋼板W,Wの端面Wa,Wa間に形成されるI形開先Wbに送出する溶接トーチ3を備えている。
【0013】
この場合、厚板鋼板Wは、造船用や橋梁用等の大形構造物に採用される鋼板であり、板厚20mm以上の鋼板である。
また、一対の厚板鋼板W,Wの端面Wa,Wa間に形成されるI形開先Wbの開先ギャップGは、溶接ワイヤ2のみが挿入されるので、ここでは、溶接ワイヤ2の径寸法(例えば、φ1.2〜φ1.6mm)に対して若干広めの幅寸法(6〜12mm)に設定している。
【0014】
上記溶接トーチ3は、厚板鋼板W,Wに沿って上下方向に設置したレール4上を、例えば、ラック&ピニオン方式で走行する台車(昇降手段)5に配置してある。
この実施例において、溶接トーチ3は、送出する溶接ワイヤ2をI形開先Wbに斜め上方から挿入するべく、板厚方向(水平方向)に対して所定の角度θをもって配置してあり、台車5に対しては、図3にも示すように、この台車5とともに昇降手段を構成するスライドユニット6を介して上下方向(図1及び図3矢印方向)に揺動可能に取り付けてある。図1では溶接トーチ3の上昇位置における動作状況を示し、図3では溶接トーチ3の下降位置における動作状況を示している。
【0015】
また、この立向姿勢溶接装置1は、制御手段20を備えている。この制御手段20は、溶接トーチ3をスライドユニット6により上下方向に揺動させると共に、溶接トーチ3からのワイヤ送出量を制御することで、溶接トーチ3から斜め下方に向けて送出される溶接ワイヤ2の先端をI形開先Wb内で板厚方向に往復動させて、溶接金属2Aを順次積層させるようになっている。この際、制御手段20は、台車5を小刻みに上昇させる、すなわち、溶接金属2Aが一層積層される毎にその厚み分だけ台車5を上方向に移動させるようになっている。
【0016】
つまり、溶接トーチ3を板厚方向に一切移動させることなく、狭い開先ギャップGのI形開先Wb内に溶接ワイヤ2のみを挿入して溶接作業を行うことができるようになっていて、これにより、溶接トーチ3を特に細身に設定する必要がなくなる。
【0017】
さらに、この立向姿勢溶接装置1は、I形開先Wb内に挿入されて台車5とともに移動するミラー10と、このミラー10と同じく台車5とともに移動してミラー10を介してI形開先Wb内に位置する溶接ワイヤ2の先端部分2aを撮影するCCDカメラ(撮影手段)11と、このCCDカメラ11で撮影した溶接ワイヤ2の先端部分2aを再生可能に映し出すモニタ12を備えており、ミラー10及びCCDカメラ11は、いずれも台車5に配置してある。
【0018】
上記台車5には、I形開先Wbのワイヤ挿入側に位置する耐熱性部材(例えば、セラミック)から成る当て板7Aが配置してあり、この当て板7Aには溶接部分にシールドガス(炭酸ガス、MAGガス等)を供給するシールドガス通路7aが形成されている。ガス源(図示せず)からガスホース8を介して供給されるシールドガスGaは、このシールドガス通路7aを通してI形開先Wb内の溶接部分に向けて供給されて、溶接部分の酸化などを防ぐ役割を果たすと共に、溶接で生じるヒュームを吹き飛ばして視界を確保する役割も果たす。
【0019】
なお、ここでは、当て板7Aに形成したシールドガス通路7aを介して溶接部分にシールドガスを供給するようにしているが、I形開先Wbの開先ギャップGが溶接トーチ3の径寸法よりも広い場合は、溶接トーチ3にシールドガス通路を設けて、従来同様に溶接トーチ3からシールドガスを供給するようにしてもよい。
【0020】
図1〜図4における符号7Bは、I形開先Wbのワイヤ挿入側と反対側に位置する耐熱性部材(例えば、セラミック)から成る裏当て板であり、I形開先Wbの裏側開口を塞いで溶接金属2Aが流出するのを防止している。ここで、I形開先Wbの下端の開口については、図4に示すように、通常は他の厚板鋼板W又は溶接金属2Aで塞がれている。
また、図1〜図4における符号9は、視界カバーであり、CCDカメラ11にスパッタなどの異物が付着するのを防いでいる。
【0021】
このような構成を成す立向姿勢溶接装置1では、まず、端面Wa,Wa間に開先ギャップGのI形開先Wbが形成されるように一対の厚板鋼板W,Wを立向姿勢に設置すると共に、立向姿勢溶接装置1及び裏当て板7Bを所定部位に配置し、図4に示すように、溶接トーチ3を板厚方向(水平方向)に対して所定の角度θに設定するのに続いて、この溶接トーチ3から突き出した溶接ワイヤ2の先端部分2aを斜め上方からI形開先Wb内に挿入する。
【0022】
このとき、溶接ワイヤ2とともにミラー10もI形開先Wb内に挿入して、このミラー10を介してI形開先Wb内に位置する溶接ワイヤ2の先端部分2aをCCDカメラ11で撮影し、この撮影した溶接ワイヤ2の先端部分2aをモニタ12に映し出すようになせば、狭隘なI形開先Wb内における溶接ワイヤ2の状況を詳細に把握し得るので、セッティング作業を効率よく簡単に行い得ることとなる。
【0023】
次いで、予め溶接ワイヤ2の径寸法や溶接ワイヤ2の長さに応じて設定した電流値及び電圧値に基づいて通電制御を開始すると、すなわち、溶接ワイヤ2の先端部分2aから厚板鋼板W,Wの端面Wa,Wa間に向けてアーク放電を行ってアーク溶接を開始すると、溶接ワイヤ2及び一対の厚板鋼板W,Wの各端面Wa,Waの溶融が始まって、I形開先Wb内において溶接金属2Aの生成が開始される。
【0024】
このようにしてアーク溶接を開始した段階で、図1〜図3に示すように、溶接トーチ3をスライドユニット6により上下方向に揺動させると共に、制御手段20によって溶接トーチ3からのワイヤ送出量を制御することで、溶接トーチ3から斜め下方に向けて送出される溶接ワイヤ2の先端部分2aをI形開先Wb内で板厚方向に往復動させて、溶接金属2Aを順次積層させる。そして、この溶接金属2Aを一層積層する毎にその厚み分だけ台車5を上方向に移動させる。
【0025】
この間、台車5とともに移動するミラー10を介してI形開先Wb内に位置する溶接ワイヤ2の先端部分2aをミラー10と同じく台車5とともに移動するCCDカメラ11で撮影し、この撮影した溶接ワイヤ2の先端部分2aをモニタ12に映し出すようになせば、溶接作業を行いながら狭隘なI形開先Wb内におけるアークの状況をリアルタイムで細部まで観察し得ることとなる。
【0026】
加えて、モニタ12では、CCDカメラ11で撮影した映像を再生可能としているので、観察映像を記録として残し得ることとなる。
このように、この実施例における立向姿勢溶接装置1では、溶接作業を行いながらI形開先Wb内におけるアークの状況を細部まで観察し得るので、溶接品質の安定化を実現するうえで必須である緻密な品質管理を行い得ることとなる。
【0027】
上記した実施例では、I形開先Wb内に挿入されるミラー10及びこのミラー10を介して溶接ワイヤ2の先端部分2aを撮影するCCDカメラ11が、いずれも台車5に固定してある場合を説明したが、様々な板厚の厚板鋼板Wの立向姿勢溶接や仕様の異なる溶接に対応するべく、ミラー10及びCCDカメラ11のうちの少なくともいずれか一方を可動とすることも可能である。
【0028】
ミラー10を可動とする場合には、例えば、図1に仮想線で示すように、台車5に設けたミラー支持体5aに対して、板厚方向に位置調整可能としたヒンジ10aを介してミラー10を回動可能に取り付ける構成を採用することができ、一方、CCDカメラ11を可動とする場合には、例えば、台車5に対して、CCDカメラ11を板厚方向に位置調整可能で且つ回動可能に取り付ける構成を採用することができる。
【0029】
この際、上記したミラー10に代えてハーフミラーを採用してもよく、このようにハーフミラーを採用するように成すと、立向姿勢にある一対の厚板鋼板W,Wに対する立向姿勢溶接装置1の位置関係を変えずに(セッティングの状態を変えずに)、I形開先Wb内の状況を上方から視認することができるので、例えば、CCDカメラ11やモニタ12にトラブルが生じた場合などには、溶接作業を続けながら応急的にI形開先Wb内におけるアークの状況を観察し得ることとなる。
【0030】
本発明に係る立向姿勢溶接装置の構成は、上記した実施例の構成に限定されるものではない。
【符号の説明】
【0031】
1 立向姿勢溶接装置
2 溶接ワイヤ
2a 溶接ワイヤの先端部分
2A 溶接金属
3 溶接トーチ
5 台車(昇降手段)
6 スライドユニット(昇降手段)
10 ミラー
11 CCDカメラ(撮像手段)
12 モニタ
20 制御手段
W 厚板鋼板
Wa 厚板鋼板の端面
Wb I形開先
【技術分野】
【0001】
本発明は、一対の厚板鋼板の互いに対向してI形開先を形成する端面同士を立向姿勢で突き合わせアーク溶接するのに用いられる立向姿勢溶接装置に関するものである。
【背景技術】
【0002】
従来、上記したような一対の厚板鋼板の立向姿勢での突き合わせアーク溶接は、造船や橋梁等の分野において一般的に採用されている。
近年、このような造船や橋梁等の構造物に使用される鋼板は、構造物の大型化に伴って厚板化の傾向にあるが、このように鋼板が厚板化すると、これまで採用されていた入熱が大きいエレクトロガスアーク溶接(例えば、非特許文献1参照)では、厚板鋼板として大入熱用の特殊なものを使用しないと、溶接部分の強度を十分に確保することができず、その結果、特殊な厚板鋼板を用いる分だけコスト増を招いてしまう。
【0003】
これに代わる溶接技術としては、例えば、特許文献1に開示されている立向姿勢溶接方法がある。
この立向姿勢溶接方法では、互いに立向姿勢とした一対の厚板鋼板の端面間に形成されるI形開先内に対して、溶接トーチから送出される溶接ワイヤのみを斜め上方から挿入し、溶接トーチを厚板鋼板に沿って上下方向に揺動させることで、溶接ワイヤの先端を板厚方向に往復動させて、I形開先内に溶接金属を積層するようにしている。
この際、I形開先内における溶接アークの状況は、溶接作業者が遮光面を用いて離れた位置から実際に見て観察するようにしている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2007-69231号公報
【非特許文献】
【0005】
【非特許文献1】特許庁「技術分野別特許マップ」:機械3アーク溶接技術1.3.6エレクトロガスアーク溶接法
【発明の概要】
【発明が解決しようとする課題】
【0006】
ここで、溶接部分におけるアークの状況を観察することは、溶接品質の安定化を図るための緻密な管理を行ううえで、極めて重要である。
上記した立向姿勢溶接方法では、溶接部分におけるアークの状況をある程度詳細に観察することはできるものの、細部まで観察することができるとは言い難く、特に、I形開先が狭開先である場合には、細部の観察が困難であるという問題を有しており、加えて、観察データを残すことができないという問題があり、これらの問題を解決することが従来の課題となっていた。
【0007】
本発明は、上記した従来の課題に着目してなされたもので、I形開先が狭開先である場合であったとしても、溶接部分におけるアークの状況を細部まで観察することが可能であるうえ、溶接箇所から離れた場所における監視(遠隔操作)も可能であり、さらに、それらの観察記録を残すこともでき、したがって、溶接品質の安定化を図るために必要な緻密な品質管理を行うことが可能である立向姿勢溶接装置を提供することを目的としている。
【課題を解決するための手段】
【0008】
本発明に係る発明は、互いに立向姿勢で配置された一対の厚板鋼板の互いに対向してI形開先を形成する端面同士を突き合わせアーク溶接する立向姿勢溶接装置であって、送給される溶接ワイヤを前記I形開先内に送出する溶接トーチと、上下方向の前記I形開先に沿って走行する台車及びこの台車上で前記溶接トーチを上下方向に移動させるスライドユニットを具備した昇降手段と、前記昇降手段により溶接トーチを上下動させると共に該溶接トーチからのワイヤ送出量を制御することで、前記溶接トーチから送出される溶接ワイヤの先端を前記I形開先内で前記厚板鋼板の板厚方向に往復動させて、前記I形開先内で溶接金属を順次積層させる制御手段と、前記I形開先内に挿入されて前記台車とともに移動するミラーと、前記台車とともに移動して前記ミラーを介して前記I形開先内に位置する溶接ワイヤの先端部分を撮影する撮影手段と、前記撮影手段で撮影した前記溶接ワイヤの先端部分を再生可能に映し出すモニタを備えている構成としたことを特徴としており、この構成の立向姿勢溶接装置を前述した従来の課題を解決するための手段としている。
【発明の効果】
【0009】
本発明に係る立向姿勢溶接装置では、上記した構成としているので、台車とともに移動するミラーを介してI形開先内に位置する溶接ワイヤの先端部分を撮影手段で撮影し、この撮影した溶接ワイヤの先端部分をモニタに映し出せば、溶接作業を行いながらI形開先内におけるアークの状況をリアルタイムで細部まで観察し得ることとなり、加えて、撮影手段で撮影した映像を再生可能としてあるので、観察映像を記録として残し得ることとなる。
したがって、溶接品質の安定化を実現するうえで必要である緻密な品質管理を行うことが可能になるという非常に優れた効果がもたらされる。
【図面の簡単な説明】
【0010】
【図1】本発明の一実施例に係る立向姿勢溶接装置の溶接トーチ上昇位置における溶接動作状況を示す側面説明図である。
【図2】図1に示した立向姿勢溶接装置の平面説明図である。
【図3】図1に示した立向姿勢溶接装置の溶接トーチ下降位置における溶接動作状況を示す側面説明図である。
【図4】図1に示した立向姿勢溶接装置の溶接のセッティング状況における側面説明図である。
【発明を実施するための形態】
【0011】
以下、本発明を図面に基づいて説明する。
図1〜図4は本発明に係る立向姿勢溶接装置の一実施例を示している。
【0012】
図1及び図2に示すように、この立向姿勢溶接装置1は、互いに立向姿勢とした一対の厚板鋼板W,Wの端面Wa,Wa同士を突き合わせアーク溶接する装置であり、図外のワイヤ送給装置から送給される溶接ワイヤ2のみを一対の厚板鋼板W,Wの端面Wa,Wa間に形成されるI形開先Wbに送出する溶接トーチ3を備えている。
【0013】
この場合、厚板鋼板Wは、造船用や橋梁用等の大形構造物に採用される鋼板であり、板厚20mm以上の鋼板である。
また、一対の厚板鋼板W,Wの端面Wa,Wa間に形成されるI形開先Wbの開先ギャップGは、溶接ワイヤ2のみが挿入されるので、ここでは、溶接ワイヤ2の径寸法(例えば、φ1.2〜φ1.6mm)に対して若干広めの幅寸法(6〜12mm)に設定している。
【0014】
上記溶接トーチ3は、厚板鋼板W,Wに沿って上下方向に設置したレール4上を、例えば、ラック&ピニオン方式で走行する台車(昇降手段)5に配置してある。
この実施例において、溶接トーチ3は、送出する溶接ワイヤ2をI形開先Wbに斜め上方から挿入するべく、板厚方向(水平方向)に対して所定の角度θをもって配置してあり、台車5に対しては、図3にも示すように、この台車5とともに昇降手段を構成するスライドユニット6を介して上下方向(図1及び図3矢印方向)に揺動可能に取り付けてある。図1では溶接トーチ3の上昇位置における動作状況を示し、図3では溶接トーチ3の下降位置における動作状況を示している。
【0015】
また、この立向姿勢溶接装置1は、制御手段20を備えている。この制御手段20は、溶接トーチ3をスライドユニット6により上下方向に揺動させると共に、溶接トーチ3からのワイヤ送出量を制御することで、溶接トーチ3から斜め下方に向けて送出される溶接ワイヤ2の先端をI形開先Wb内で板厚方向に往復動させて、溶接金属2Aを順次積層させるようになっている。この際、制御手段20は、台車5を小刻みに上昇させる、すなわち、溶接金属2Aが一層積層される毎にその厚み分だけ台車5を上方向に移動させるようになっている。
【0016】
つまり、溶接トーチ3を板厚方向に一切移動させることなく、狭い開先ギャップGのI形開先Wb内に溶接ワイヤ2のみを挿入して溶接作業を行うことができるようになっていて、これにより、溶接トーチ3を特に細身に設定する必要がなくなる。
【0017】
さらに、この立向姿勢溶接装置1は、I形開先Wb内に挿入されて台車5とともに移動するミラー10と、このミラー10と同じく台車5とともに移動してミラー10を介してI形開先Wb内に位置する溶接ワイヤ2の先端部分2aを撮影するCCDカメラ(撮影手段)11と、このCCDカメラ11で撮影した溶接ワイヤ2の先端部分2aを再生可能に映し出すモニタ12を備えており、ミラー10及びCCDカメラ11は、いずれも台車5に配置してある。
【0018】
上記台車5には、I形開先Wbのワイヤ挿入側に位置する耐熱性部材(例えば、セラミック)から成る当て板7Aが配置してあり、この当て板7Aには溶接部分にシールドガス(炭酸ガス、MAGガス等)を供給するシールドガス通路7aが形成されている。ガス源(図示せず)からガスホース8を介して供給されるシールドガスGaは、このシールドガス通路7aを通してI形開先Wb内の溶接部分に向けて供給されて、溶接部分の酸化などを防ぐ役割を果たすと共に、溶接で生じるヒュームを吹き飛ばして視界を確保する役割も果たす。
【0019】
なお、ここでは、当て板7Aに形成したシールドガス通路7aを介して溶接部分にシールドガスを供給するようにしているが、I形開先Wbの開先ギャップGが溶接トーチ3の径寸法よりも広い場合は、溶接トーチ3にシールドガス通路を設けて、従来同様に溶接トーチ3からシールドガスを供給するようにしてもよい。
【0020】
図1〜図4における符号7Bは、I形開先Wbのワイヤ挿入側と反対側に位置する耐熱性部材(例えば、セラミック)から成る裏当て板であり、I形開先Wbの裏側開口を塞いで溶接金属2Aが流出するのを防止している。ここで、I形開先Wbの下端の開口については、図4に示すように、通常は他の厚板鋼板W又は溶接金属2Aで塞がれている。
また、図1〜図4における符号9は、視界カバーであり、CCDカメラ11にスパッタなどの異物が付着するのを防いでいる。
【0021】
このような構成を成す立向姿勢溶接装置1では、まず、端面Wa,Wa間に開先ギャップGのI形開先Wbが形成されるように一対の厚板鋼板W,Wを立向姿勢に設置すると共に、立向姿勢溶接装置1及び裏当て板7Bを所定部位に配置し、図4に示すように、溶接トーチ3を板厚方向(水平方向)に対して所定の角度θに設定するのに続いて、この溶接トーチ3から突き出した溶接ワイヤ2の先端部分2aを斜め上方からI形開先Wb内に挿入する。
【0022】
このとき、溶接ワイヤ2とともにミラー10もI形開先Wb内に挿入して、このミラー10を介してI形開先Wb内に位置する溶接ワイヤ2の先端部分2aをCCDカメラ11で撮影し、この撮影した溶接ワイヤ2の先端部分2aをモニタ12に映し出すようになせば、狭隘なI形開先Wb内における溶接ワイヤ2の状況を詳細に把握し得るので、セッティング作業を効率よく簡単に行い得ることとなる。
【0023】
次いで、予め溶接ワイヤ2の径寸法や溶接ワイヤ2の長さに応じて設定した電流値及び電圧値に基づいて通電制御を開始すると、すなわち、溶接ワイヤ2の先端部分2aから厚板鋼板W,Wの端面Wa,Wa間に向けてアーク放電を行ってアーク溶接を開始すると、溶接ワイヤ2及び一対の厚板鋼板W,Wの各端面Wa,Waの溶融が始まって、I形開先Wb内において溶接金属2Aの生成が開始される。
【0024】
このようにしてアーク溶接を開始した段階で、図1〜図3に示すように、溶接トーチ3をスライドユニット6により上下方向に揺動させると共に、制御手段20によって溶接トーチ3からのワイヤ送出量を制御することで、溶接トーチ3から斜め下方に向けて送出される溶接ワイヤ2の先端部分2aをI形開先Wb内で板厚方向に往復動させて、溶接金属2Aを順次積層させる。そして、この溶接金属2Aを一層積層する毎にその厚み分だけ台車5を上方向に移動させる。
【0025】
この間、台車5とともに移動するミラー10を介してI形開先Wb内に位置する溶接ワイヤ2の先端部分2aをミラー10と同じく台車5とともに移動するCCDカメラ11で撮影し、この撮影した溶接ワイヤ2の先端部分2aをモニタ12に映し出すようになせば、溶接作業を行いながら狭隘なI形開先Wb内におけるアークの状況をリアルタイムで細部まで観察し得ることとなる。
【0026】
加えて、モニタ12では、CCDカメラ11で撮影した映像を再生可能としているので、観察映像を記録として残し得ることとなる。
このように、この実施例における立向姿勢溶接装置1では、溶接作業を行いながらI形開先Wb内におけるアークの状況を細部まで観察し得るので、溶接品質の安定化を実現するうえで必須である緻密な品質管理を行い得ることとなる。
【0027】
上記した実施例では、I形開先Wb内に挿入されるミラー10及びこのミラー10を介して溶接ワイヤ2の先端部分2aを撮影するCCDカメラ11が、いずれも台車5に固定してある場合を説明したが、様々な板厚の厚板鋼板Wの立向姿勢溶接や仕様の異なる溶接に対応するべく、ミラー10及びCCDカメラ11のうちの少なくともいずれか一方を可動とすることも可能である。
【0028】
ミラー10を可動とする場合には、例えば、図1に仮想線で示すように、台車5に設けたミラー支持体5aに対して、板厚方向に位置調整可能としたヒンジ10aを介してミラー10を回動可能に取り付ける構成を採用することができ、一方、CCDカメラ11を可動とする場合には、例えば、台車5に対して、CCDカメラ11を板厚方向に位置調整可能で且つ回動可能に取り付ける構成を採用することができる。
【0029】
この際、上記したミラー10に代えてハーフミラーを採用してもよく、このようにハーフミラーを採用するように成すと、立向姿勢にある一対の厚板鋼板W,Wに対する立向姿勢溶接装置1の位置関係を変えずに(セッティングの状態を変えずに)、I形開先Wb内の状況を上方から視認することができるので、例えば、CCDカメラ11やモニタ12にトラブルが生じた場合などには、溶接作業を続けながら応急的にI形開先Wb内におけるアークの状況を観察し得ることとなる。
【0030】
本発明に係る立向姿勢溶接装置の構成は、上記した実施例の構成に限定されるものではない。
【符号の説明】
【0031】
1 立向姿勢溶接装置
2 溶接ワイヤ
2a 溶接ワイヤの先端部分
2A 溶接金属
3 溶接トーチ
5 台車(昇降手段)
6 スライドユニット(昇降手段)
10 ミラー
11 CCDカメラ(撮像手段)
12 モニタ
20 制御手段
W 厚板鋼板
Wa 厚板鋼板の端面
Wb I形開先
【特許請求の範囲】
【請求項1】
互いに立向姿勢で配置された一対の厚板鋼板の互いに対向してI形開先を形成する端面同士を突き合わせアーク溶接する立向姿勢溶接装置であって、
送給される溶接ワイヤを前記I形開先内に送出する溶接トーチと、
上下方向の前記I形開先に沿って走行する台車及びこの台車上で前記溶接トーチを上下方向に移動させるスライドユニットを具備した昇降手段と、
前記昇降手段により溶接トーチを上下動させると共に該溶接トーチからのワイヤ送出量を制御することで、前記溶接トーチから送出される溶接ワイヤの先端を前記I形開先内で前記厚板鋼板の板厚方向に往復動させて、前記I形開先内で溶接金属を順次積層させる制御手段と、
前記I形開先内に挿入されて前記台車とともに移動するミラーと、
前記台車とともに移動して前記ミラーを介して前記I形開先内に位置する溶接ワイヤの先端部分を撮影する撮影手段と、
前記撮影手段で撮影した前記溶接ワイヤの先端部分を再生可能に映し出すモニタを備えている
ことを特徴とする立向姿勢溶接装置。
【請求項1】
互いに立向姿勢で配置された一対の厚板鋼板の互いに対向してI形開先を形成する端面同士を突き合わせアーク溶接する立向姿勢溶接装置であって、
送給される溶接ワイヤを前記I形開先内に送出する溶接トーチと、
上下方向の前記I形開先に沿って走行する台車及びこの台車上で前記溶接トーチを上下方向に移動させるスライドユニットを具備した昇降手段と、
前記昇降手段により溶接トーチを上下動させると共に該溶接トーチからのワイヤ送出量を制御することで、前記溶接トーチから送出される溶接ワイヤの先端を前記I形開先内で前記厚板鋼板の板厚方向に往復動させて、前記I形開先内で溶接金属を順次積層させる制御手段と、
前記I形開先内に挿入されて前記台車とともに移動するミラーと、
前記台車とともに移動して前記ミラーを介して前記I形開先内に位置する溶接ワイヤの先端部分を撮影する撮影手段と、
前記撮影手段で撮影した前記溶接ワイヤの先端部分を再生可能に映し出すモニタを備えている
ことを特徴とする立向姿勢溶接装置。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2011−73043(P2011−73043A)
【公開日】平成23年4月14日(2011.4.14)
【国際特許分類】
【出願番号】特願2009−227110(P2009−227110)
【出願日】平成21年9月30日(2009.9.30)
【出願人】(000000099)株式会社IHI (5,014)
【Fターム(参考)】
【公開日】平成23年4月14日(2011.4.14)
【国際特許分類】
【出願日】平成21年9月30日(2009.9.30)
【出願人】(000000099)株式会社IHI (5,014)
【Fターム(参考)】
[ Back to top ]