
立毛布帛
【課題】毛割れのない立毛布帛で、且つ、車両内装材用途に適したホコリ付着防止性と摩耗耐久性を有する立毛布帛を提供する。
【解決手段】トリコット編地のフロント糸をフルカット起毛してなる、パイル3と地組織2からなる立毛布帛1であって、パイル3は、繊度が0.6〜3.6dtexの捲縮繊維であり、且つ、パイル3の先端から1/10〜1/2までの先端部分3aの捲縮が、パイル3の根元部分3bの捲縮に比べて小さいものとする。
【解決手段】トリコット編地のフロント糸をフルカット起毛してなる、パイル3と地組織2からなる立毛布帛1であって、パイル3は、繊度が0.6〜3.6dtexの捲縮繊維であり、且つ、パイル3の先端から1/10〜1/2までの先端部分3aの捲縮が、パイル3の根元部分3bの捲縮に比べて小さいものとする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、トリコット編地からなる立毛布帛に関するもので、特に、車両内装材用途に好適なホコリ付着防止性、摩耗耐久性、毛割れ抑制効果の良好なカットパイルの立毛布帛に関するものである。
【背景技術】
【0002】
従来、車両内装材用途には、触感、意匠性の観点から立毛布帛が用いられているが、この立毛布帛として、意匠性の観点から、トリコット編地のフロント糸(カット後にパイル糸を形成する)を起毛加工により完全にカットした、所謂フルカット起毛を施した立毛布帛が用いられている。このような立毛布帛のパイル糸としては、風合い、ホコリ付着防止性という理由から、一般に捲縮の少ない糸条を用いることが多い。
【0003】
しかしながら、捲縮が少ない糸条をパイル糸に用いた場合は、立毛布帛を折り曲げた場合にパイル間から地糸が見える、所謂、毛割れが生じやすいという問題がある。
【0004】
毛割れ問題を解決するために、パイル糸に捲縮を有する糸条を用いた場合、ホコリが付着し易いという問題が生じ、さらに前記ホコリが付着し易いという問題を解決するために、パイル糸に単繊維繊度の小さい糸条を用いた場合、車両内装材用途に必要な摩耗耐久性が得られないという問題が生じ、現状において、毛割れのない立毛布帛で、且つ、車両内装材用途に要求されるホコリ付着防止性、摩耗耐久性を満たした立毛布帛は、得られていなかった。
【0005】
例えば、特許文献1には、一般的なカットパイルカーペットにおいて、光沢や風合いを改善する目的で、パイル糸にポリエステル捲縮原着フィラメント糸を用い、カットパイル糸の先端から1/5〜1/2の部分では捲縮が伸び、根元部分では捲縮が残っているものとすることが提案されているが、車両内装材用途での使用を考慮したものではなく、パイル長を短くした場合の毛割れの抑制、ホコリ付着防止性、摩耗耐久性等の車両内装材としての使用において求められる効果は充分に満足できるものではない。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平8−260335号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明の目的は、毛割れのない立毛布帛で、且つ、車両内装材用途に適したホコリ付着防止性と摩耗耐久性を有する立毛布帛を提供することにある。
【課題を解決するための手段】
【0008】
本発明の立毛布帛は、トリコット編地のフロント糸をフルカット起毛してなる、パイルと地組織からなる立毛布帛であって、該パイルは、繊度が0.6〜3.6dtexの捲縮繊維であり、且つ、パイルの先端から1/10〜1/2までの先端部分の捲縮が、パイルの根元部分の捲縮に比べて小さいことを特徴とするものである。
【0009】
前記の立毛布帛において、パイルの先端部分の捲縮伸び比は1.03以上であるものとするのが好ましく、さらに、パイルの捲縮率は2.0〜12%であるものとするのが好ましい。また、パイルの長さは0.7〜2.5mmであるものとするのが好ましく、さらに、パイルを構成する糸条の繊度は56〜167dtexであるものが好ましい。前記の立毛布帛は車両内装材用として好適に利用できる。
【発明の効果】
【0010】
本発明の立毛布帛によれば、トリコット編地のフロント糸をフルカット起毛してなるパイルと地組織からなる立毛布帛であって、該パイルは、繊度が0.6〜3.6dtexの捲縮繊維であり、且つ、パイルの先端から1/10〜1/2までの先端部分の捲縮が、パイルの根元部分の捲縮に比べて小さいものとしたことにより、パイル長を短くした場合でも毛割れ抑制の効果があり、且つ、ホコリ付着防止性、摩耗耐久性にも優れる立毛布帛を得ることができ、車両内装材用途に好適な立毛布帛を提供できる。
【図面の簡単な説明】
【0011】
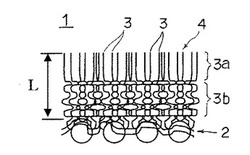
【図1】本発明の立毛布帛の略示断面説明図である。
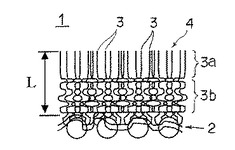
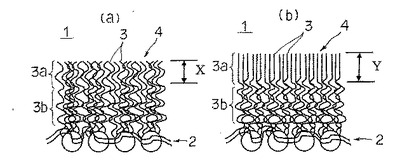
【図2】本発明の立毛布帛のパイル先端部分の捲縮を引き伸ばす加工前後の略示断面説明図である。
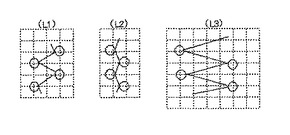
【図3】本発明の立毛布帛に使用するトリコット編地の編組織を分解して示す各糸のラッピング状態の組織図である。
【発明を実施するための形態】
【0012】
以下、本発明をさらに詳しく説明する。
【0013】
本発明において立毛布帛とは、地組織と、その表面に立毛状に延び出る複数のパイル(繊維1本1本を指す。ここでパイルは立毛部を形成する。)とからなる布帛をいう。
【0014】
本発明に用いられる立毛布帛は、3枚の筬を有するトリコット編機等により編成されるトリコット編地よりなるものであり、立毛部は、トリコット編地のフロント糸を起毛加工により完全にカットした、所謂フルカット起毛によって形成されたものである。
【0015】
図1は本発明の立毛布帛の一部を拡大して略示しており、符号1は立毛布帛、符号2は地組織、符号3は立毛部4における繊維1本1本のパイルを示している。本発明におけるパイル3は、後述するように、繊度が0.6〜3.6dtexの捲縮繊維であり、パイル3の先端からパイル長の1/10〜1/2までの先端部分3aの捲縮が、これ以外のパイル3の根元部分3bの捲縮に比べて小さくされている。
【0016】
図3は本発明に使用するトリコット編地の編組織の1例を分解して示しており、バック筬L1とミドル筬L2により地組織2を編成し、フロント筬L3によりパイルを構成するフロント糸を編成する。
【0017】
本発明に使用するトリコット編地の組織は従来技術を参考に適宜決定すればよいが、フロント糸は起毛されるため、フロント糸の組織は2針間以上の振りを有する組織とすることが好ましく、さらには4針間以上の振りを有する組織とすることが好ましい。2針間未満の場合、起毛性が悪くなる虞がある。上限は特に限定されないが、振りがあまりに大きいと、パイル長が長くなることでシャーリング工程が必要となり、工程負荷がかかる虞があるため、7針間程度にとどめることが好ましい。
【0018】
本発明の立毛布帛において、パイルを構成する繊維の素材は特に限定されるものではなく、その素材としては、天然繊維、再生繊維、半合成繊維、合成繊維など、従来公知の繊維を挙げることができ、これらが2種以上組み合わされていてもよい。なかでも、車両内装材用途に適した強度、耐光堅牢性などの点から合成繊維が好ましく、さらにはポリエステル繊維が好ましい。
【0019】
パイルを構成する繊維の形状は、その目的や具体的用途に応じて、長繊維、短繊維のいずれであってもよい。また、繊維の断面形状も特に限定されるものではなく、通常の丸型だけでなく、扁平型、楕円型、三角形、中空型、Y型、T型、U型などの異型であってもよい。
【0020】
本発明では、前記のパイルを構成する繊維は、捲縮を有しているものとする。捲縮は、上述した繊維からなる糸条に対して、仮撚加工や液体攪乱処理などにより、潜在捲縮性や顕在捲縮性を付与することによって得られる。すなわち、トリコット編地のフロント糸に使用する糸条に、前記のようにして潜在捲縮性や顕在捲縮性を付与しておくことにより、フルカット起毛によりカットされて生じたパイルが捲縮されていることになる。ここで、パイルとなる繊維の捲縮率は、2.0〜12%が好ましく、さらには3.0〜3.3%が好ましい。捲縮率が2.0%未満の場合、毛割れが生じる虞がある。12%を超える場合、風合いが粗硬になったり、ホコリ付着防止性が悪くなったりする虞がある。
【0021】
パイルの繊度(フロント糸を構成する単繊維の繊度)は、0.6〜3.6dtexであることが肝要である。繊度が0.6dtex未満の場合、パイルの立毛性が悪くなることで毛割れが生じやすくなり意匠性が損なわれる虞がある。繊度が3.6dtexを超える場合、ホコリ付着防止性が悪くなくなる虞がある。前記の効果の点から、パイルの繊度は、1.2〜2.4dtexであるのが、さらに好ましい。
【0022】
パイルの長さ(パイル長L)、すなわちパイルを構成する繊維の突出長さは、用途によって異なるが、車両内装材用として使用する上では、0.7〜2.5mmが好ましく、さらには1.4〜1.8mmが好ましい。パイル長Lが0.7mm未満の場合、毛割れが生じやすくなったり、パイルの畝が目立ったりして意匠性が損なわれる虞がある。パイル長Lが2.5mmを超える場合、毛倒れが生じやすくなる虞がある。
【0023】
また、パイルを形成する糸条の形態は、特に限定されるものでなく、フィラメント糸、紡績糸のいずれであってもよい。なかでも、風合いや触感の観点から、フィラメント糸を用いることが好ましい。このとき、上述した繊維を単独で用いるほか、複合して用いてもよく、その複合形態も、引き揃え、合撚、交撚、混繊、混紡など特に限定されない。
【0024】
パイルを形成する糸条の繊度は特に限定されるものではなく、その目的や具体的用途に応じて適宜選択すればよいが、通常、56〜167dtex、好ましくは84〜140dtexのものが用いられる。繊度が56dtex未満の場合、パイルの立毛性が悪くなったりすることで毛割れが生じやすくなり意匠性が損なわれる虞がある。繊度が167dtexを超える場合、風合いが硬くなったり、ホコリ付着防止性が悪くなったりする虞がある。
【0025】
地組織を構成する繊維についても特に限定されるものでなく、パイルと同様の素材、形状の繊維を用いることができる。糸条の形態についても、特に限定されるものでなく、フィラメント糸、紡績糸のいずれであってもよい。なかでも、フィラメント糸を用いると、地組織が締まって、立毛性が良くなるため、好ましい。さらに、必要に応じて撚りをかけてもよいし、仮撚加工や流体攪乱処理などにより、潜在捲縮性や顕在捲縮性、伸縮性、嵩高性を付与してもよい。また、上述した繊維を複合して用いてもよく、その複合形態も特に限定されない。
【0026】
かかる立毛布帛は、必要に応じて、精練や染色などの処理が施されていてもよい。この処理は、通常、起毛加工前のトリコット編地の段階で行われるが、起毛加工後に行ってもよい。
【0027】
本発明の立毛布帛は、前記のフルカット起毛の加工後に、パイルの先端部分の捲縮を小さくする工程を経ることにより製造することができる。すなわち、パイルを形成する糸条に潜在捲縮性や顕在捲縮性が付与されていることで、フルカット起毛の加工により生じたパイルとしての繊維が捲縮していることになるので、このパイルの先端部分の捲縮を小さくする加工を行う。このパイルの先端部分の捲縮を小さくする加工方法としては、ポリッシャー加工が挙げられる。
【0028】
図2(a)は、パイル3の先端部分3aの捲縮を小さくするポリッシャー加工を行う前の状態を示し、同図(b)は、パイル3の先端部分3aの捲縮をパイルの根元部分3bより小さくするポリッシャー加工を行った後の状態を示している。
【0029】
本発明では、前記ポリッシャー加工により、パイル3の先端からパイル長Lの1/10〜1/2までの先端部分3aの捲縮を、該パイル3の根元部分3bの捲縮に比べて小さくなるように伸ばす。前記先端部分3aの長さが、パイル長Lの1/10未満の場合、所望のホコリ付着防止性が得られない。一方、前記先端部分3aの長さが、パイル長Lの1/2を超える場合、毛割れが生じることにより意匠性が悪くなる。したがって、前記長さ範囲の先端部分3aの捲縮を伸ばして捲縮を小さくするのが好ましい。前記の効果の点から、より好ましくは、パイル3の先端からパイル長Lの1/8〜1/4までの先端部分3aの捲縮を、パイルの根元部分3bの捲縮に比べて小さくなるように伸ばすようにする。これらの調節は、ポリッシャーローラーの温度と回転数、布速で行う。
【0030】
また、前記のパイル3の先端部分3aの捲縮伸び比、つまりポリッシャー加工による通常の捲縮状態からの捲縮伸び比は1.03以上であることが好ましい。捲縮伸び比が1.03未満の場合、ホコリ付着防止性が悪くなる場合がある。本発明において、パイルの先端部分3aの捲縮伸び比は、以下のように算出することができる。
パイルの先端部分の伸び比=Y/X
X : ポリッシャー加工前のパイルの先端部分の長さ
Y : ポリッシャー加工後のパイルの先端部分の長さ
【0031】
ポリッシャー加工におけるポリッシャーローラーの温度は、150〜200℃であることが好ましく、さらには160〜180℃であることが好ましい。150℃未満の場合、パイル先端部分の捲縮を十分に除去することができず、ホコリ付着防止性が悪くなる虞がある。200℃を超える場合、パイル繊維が熱により劣化する虞がある。ポリッシャーローラーの回転数は、200rpm以上(※上限は特になく、機械の限界まで可能)であることが好ましく、さらには250〜400rpmであることが好ましい。200rpm未満の場合、パイル先端部分の捲縮を十分に除去することができず、ホコリ付着防止性が悪くなる虞がある。また、布速は、4〜8m/minが好ましく、さらには5〜7m/minが好ましい。4m/min未満の場合、生産性が悪くなる虞がある。8m/minを超える場合、パイル先端部分の捲縮を十分に除去することができず、ホコリ付着防止性が悪くなる虞がある。
【0032】
かくして得られた立毛布帛1のパイル3は、パイル3の先端からパイル長の1/10〜1/2までの先端部分3aの捲縮が伸ばされて、パイル3の根元部分3bの捲縮に比べて小さくなり、捲縮の小さい繊維からなるパイル3の先端部分3aでホコリ付着防止性を向上させ、捲縮の大きい繊維からなるパイル3の根元部分3bで毛割れを向上させた立毛布帛1を得ることができる。
【実施例】
【0033】
[評価項目]
・毛割れ
幅100mm、長さ100mmの大きさで試験片を採取し、タテ、ヨコ、バイアスの各方向から試験片を2枚一組で準備する。準備した試験片は、裏側を重ね合わせて縫製する。縫製した試験片は、表面を上に向け、縫製部をL字アングルの頂点にセットする。セットした試験片の両側に取り付けジグ、連結ジグ、おもりを取り付ける。このとき、取付けジグと連結ジグとおもりの合計質量を380gに調整し、取り付けジグはつかみ幅を100mmにする。試験片の縫目状態を真上から観察し、下記の基準に従って評価を行った。最も評価の悪いものを表に記す。
【0034】
5級 ・・・ 毛割れが認められない。
4級 ・・・ 毛割れがわずかに認められるが、地糸が見えない。
3級 ・・・ 毛割れが認められ、地糸が見えるが目立たない。
2級 ・・・ 毛割れが認められ、地糸が見えて目立つ。
1級 ・・・ 毛割れが認められ、地糸が完全に見える。
【0035】
・ホコリ付着防止性
幅100mm、長さ100mmの大きさで試験片を3枚採取する。0.3gの綿を直径5cm位の球状に整えて試験片の表面にのせ、綿球を試験片で包み込む。綿球を包み込んだ試験片3枚一組をピリングメーター(大栄科学精機製作所製)の筒に入れ蓋をし、1分間回転させる。試験片を取り出し、試験片の端を持ちホコリを振り払う感じで10回振る。試験片に残った5mm以上の大きな綿屑をピンセットで取り除く。得られた試験片について、下記の基準に従って評価を行った。最も評価の悪いものを表1に記す。
【0036】
5級 ・・・ ホコリの付着が全く認められない。
4級 ・・・ ホコリの付着がわずかに認められる。
3級 ・・・ ホコリの付着が明らかに認められる。
2級 ・・・ ホコリの付着がやや著しい。
1級 ・・・ ホコリの付着がかなり著しい。
【0037】
・摩耗耐久性
幅70mm、長さ300mmの大きさでタテ、ヨコ各方向から試験片をそれぞれ1枚採取し、裏面に幅70mm、長さ300mm、厚み10mmの大きさのウレタンフォームを添える。ウレタンフォームの下面中央に直径4.5mmのワイヤーを設置し、ワイヤー上の試験片をワイヤーと平行に、綿布をかぶせた摩擦子により荷重9.8Nを掛けて摩擦し摩耗を生じさせる。摩擦子が試験片の表面上140mmの間を60往復/分の速さで25000回往復摩擦した後の試験片の外観を、下記の基準に従って評価した。最も評価の悪いものを表に記す。
【0038】
5級 ・・・ 状態変化が全く認められない。
4級 ・・・ やや摩耗面が毛羽立つもの、ややパイル切れがあるもの。
3級 ・・・ パイルが摩耗面に沿って倒れるもの、パイル切れがあるもの。
2級 ・・・ パイルが集まり絡み合ったもの、パイル抜けがあるが地糸は見えないもの。
1級 ・・・ パイル抜けがあり、地糸が見えるもの。
【0039】
[実施例1]
28Gで3枚の筬を有するトリコット編機を使用して、フロント筬には84dtex/48f(単繊維繊度:1.75dtex)のポリエステルマルチフィラメントセミダル加工糸(捲縮糸)をフルセットで用い、ミドル筬、バック筬には、84dtex/36fのポリエステルフィラメント糸をフルセットで用い、フロント筬は1−0/4−5、ミドル筬は1−0/2−1、バック筬は2−3/1−0の組織で、編機上の密度が70コース/インチのトリコット編地を編成した。
【0040】
得られたトリコット編地を液流染色機により分散染料にて130℃で30分間染色した後、ヒートセッターにより150℃で1.5分間熱処理して乾燥した。
【0041】
次いで、トリコット編地に、パイル針布ローラー12本、カウンターパイルローラー12本を有する針布起毛機により、針布トルク2.5MPa、布速12m/minにて、編み終わり方向と編み始め方向からの起毛処理を交互に12回行って、フロント糸を完全にカットして立毛化した後、シャーリング機により布速10m/minでパイル長1.6mmとなるように揃毛、ブラシ機により布速10m/minで整毛した。その後、ヒートセッターにより150℃で1分間熱処理してセットした。
【0042】
上記立毛化されたトリコット編地の立毛面に、ポリッシャー機により170℃で布速6m/minでパイルの先端の捲縮を伸ばし、その後、ヒートセッターにより150℃で1分間熱処理してセットして、本発明の立毛布帛を得た。
【0043】
得られた立毛布帛は、パイルの先端からパイル長の1/6までの先端部分の捲縮が、パイルの根元部分の捲縮より小さいものであり、パイルの先端部分の捲縮伸び比は1.06であった。
【0044】
[実施例2]
フロント筬に、84dtex/24f(単繊維繊度:3.5dtex)のポリエステルマルチフィラメントセミダル加工糸を用いた以外は、全て実施例1と同様にして、本発明の立毛布帛を得た。
【0045】
得られた立毛布帛は、パイルの先端からパイル長の1/6までの先端部分の捲縮が、パイルの根元部分の捲縮より小さいものであり、パイルの先端部分の捲縮伸び比は1.04であった。
【0046】
[実施例3]
フロント筬に、110dtex/144f(単繊維繊度:0.76dtex)のポリエステルマルチフィラメントセミダル加工糸を用いた以外は、全て実施例1と同様にして、本発明の立毛布帛を得た。
【0047】
得られた立毛布帛は、パイルの先端からパイル長の1/6までの先端部分の捲縮が、パイルの根元部分の捲縮より小さいものであり、パイルの先端部分の捲縮伸び比は1.08であった。
【0048】
[実施例4]
ポリッシャー機による加工条件を、150℃で布速8m/minとした以外は、全て実施例1と同様にして、本発明の立毛布帛を得た。
【0049】
得られた立毛布帛は、パイルの先端からパイル長の1/10までの先端部分の捲縮が、パイル糸の根元部分の捲縮より小さいものであり、パイルの先端部分の捲縮伸び比は1.03であった。
【0050】
[実施例5]
ポリッシャー機による加工条件を、200℃で布速4m/minとした以外は、全て実施例1と同様にして、本発明の立毛布帛を得た。
【0051】
得られた立毛布帛は、パイルの先端からパイル長の1/2までの先端部分の捲縮が、パイルの根元部分の捲縮より小さいものであり、パイルの先端部分の捲縮伸び比は1.09であった。
【0052】
[比較例1]
フロント筬に、84dtex/144f(単繊維繊度:0.58dtex)のポリエステルマルチフィラメントセミダル加工糸を用いた以外は、全て実施例1と同様にして、立毛布帛を得た。
【0053】
得られた立毛布帛は、パイルの先端からパイル長の1/6までの先端部分の捲縮が、パイルの根元部分の捲縮より小さいものであり、パイルの先端部分の捲縮伸び比は1.12であった。
【0054】
[比較例2]
フロント筬に、167dtex/36f(単繊維繊度:4.64dtex)のポリエステルマルチフィラメントセミダル加工糸を用いた以外は、全て実施例1と同様にして、立毛布帛を得た。
【0055】
得られた立毛布帛は、パイルの先端からパイル長の1/6までの先端部分の捲縮が、パイルの根元部分の捲縮より小さいものであり、パイルの先端部分の捲縮伸び比は1.02であった。
【0056】
[比較例3]
ポリッシャー機による加工条件を、120℃で布速8m/minとした以外は、全て実施例1と同様にして、立毛布帛を得た。
【0057】
得られた立毛布帛は、パイルの先端からパイル長の1/20までの先端部分の捲縮が、パイルの根元部分の捲縮より小さいものであり、パイルの先端部分の捲縮伸び比は1.01であった。
【0058】
[比較例4]
ポリッシャー機による加工条件を、220℃で布速2m/minとした以外は、全て実施例1と同様にして、立毛布帛を得た。
【0059】
得られた立毛布帛は、パイルの先端からパイル長の2/3までの先端部分の捲縮が、パイルの根元部分の捲縮より小さいものであり、パイルの先端部分の捲縮伸び比は1.15であった。
【表1】

【0060】
上記したように、比較例1〜4の場合、毛割れ抑制効果がよいと、ホコリ付着防止性が悪く、また、ホコリ付着防止性がよいと、毛割れの問題が生じた。これに対し、本発明の実施例1〜5の場合、毛割れ抑制の効果があって、しかも、ホコリ付着防止性、摩耗耐久性も合わせて良好なものであった。
【産業上の利用可能性】
【0061】
本発明は、車両内装材用途のほか、椅子張り地等にも好適に利用できる。
【符号の説明】
【0062】
1…立毛布帛、2…地組織、3…パイル、3a…パイルの先端部分、3b…パイルの根元部分、4…立毛部、L1…バック筬、L2…ミドル筬、L3…フロント筬。
【技術分野】
【0001】
本発明は、トリコット編地からなる立毛布帛に関するもので、特に、車両内装材用途に好適なホコリ付着防止性、摩耗耐久性、毛割れ抑制効果の良好なカットパイルの立毛布帛に関するものである。
【背景技術】
【0002】
従来、車両内装材用途には、触感、意匠性の観点から立毛布帛が用いられているが、この立毛布帛として、意匠性の観点から、トリコット編地のフロント糸(カット後にパイル糸を形成する)を起毛加工により完全にカットした、所謂フルカット起毛を施した立毛布帛が用いられている。このような立毛布帛のパイル糸としては、風合い、ホコリ付着防止性という理由から、一般に捲縮の少ない糸条を用いることが多い。
【0003】
しかしながら、捲縮が少ない糸条をパイル糸に用いた場合は、立毛布帛を折り曲げた場合にパイル間から地糸が見える、所謂、毛割れが生じやすいという問題がある。
【0004】
毛割れ問題を解決するために、パイル糸に捲縮を有する糸条を用いた場合、ホコリが付着し易いという問題が生じ、さらに前記ホコリが付着し易いという問題を解決するために、パイル糸に単繊維繊度の小さい糸条を用いた場合、車両内装材用途に必要な摩耗耐久性が得られないという問題が生じ、現状において、毛割れのない立毛布帛で、且つ、車両内装材用途に要求されるホコリ付着防止性、摩耗耐久性を満たした立毛布帛は、得られていなかった。
【0005】
例えば、特許文献1には、一般的なカットパイルカーペットにおいて、光沢や風合いを改善する目的で、パイル糸にポリエステル捲縮原着フィラメント糸を用い、カットパイル糸の先端から1/5〜1/2の部分では捲縮が伸び、根元部分では捲縮が残っているものとすることが提案されているが、車両内装材用途での使用を考慮したものではなく、パイル長を短くした場合の毛割れの抑制、ホコリ付着防止性、摩耗耐久性等の車両内装材としての使用において求められる効果は充分に満足できるものではない。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平8−260335号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明の目的は、毛割れのない立毛布帛で、且つ、車両内装材用途に適したホコリ付着防止性と摩耗耐久性を有する立毛布帛を提供することにある。
【課題を解決するための手段】
【0008】
本発明の立毛布帛は、トリコット編地のフロント糸をフルカット起毛してなる、パイルと地組織からなる立毛布帛であって、該パイルは、繊度が0.6〜3.6dtexの捲縮繊維であり、且つ、パイルの先端から1/10〜1/2までの先端部分の捲縮が、パイルの根元部分の捲縮に比べて小さいことを特徴とするものである。
【0009】
前記の立毛布帛において、パイルの先端部分の捲縮伸び比は1.03以上であるものとするのが好ましく、さらに、パイルの捲縮率は2.0〜12%であるものとするのが好ましい。また、パイルの長さは0.7〜2.5mmであるものとするのが好ましく、さらに、パイルを構成する糸条の繊度は56〜167dtexであるものが好ましい。前記の立毛布帛は車両内装材用として好適に利用できる。
【発明の効果】
【0010】
本発明の立毛布帛によれば、トリコット編地のフロント糸をフルカット起毛してなるパイルと地組織からなる立毛布帛であって、該パイルは、繊度が0.6〜3.6dtexの捲縮繊維であり、且つ、パイルの先端から1/10〜1/2までの先端部分の捲縮が、パイルの根元部分の捲縮に比べて小さいものとしたことにより、パイル長を短くした場合でも毛割れ抑制の効果があり、且つ、ホコリ付着防止性、摩耗耐久性にも優れる立毛布帛を得ることができ、車両内装材用途に好適な立毛布帛を提供できる。
【図面の簡単な説明】
【0011】
【図1】本発明の立毛布帛の略示断面説明図である。
【図2】本発明の立毛布帛のパイル先端部分の捲縮を引き伸ばす加工前後の略示断面説明図である。
【図3】本発明の立毛布帛に使用するトリコット編地の編組織を分解して示す各糸のラッピング状態の組織図である。
【発明を実施するための形態】
【0012】
以下、本発明をさらに詳しく説明する。
【0013】
本発明において立毛布帛とは、地組織と、その表面に立毛状に延び出る複数のパイル(繊維1本1本を指す。ここでパイルは立毛部を形成する。)とからなる布帛をいう。
【0014】
本発明に用いられる立毛布帛は、3枚の筬を有するトリコット編機等により編成されるトリコット編地よりなるものであり、立毛部は、トリコット編地のフロント糸を起毛加工により完全にカットした、所謂フルカット起毛によって形成されたものである。
【0015】
図1は本発明の立毛布帛の一部を拡大して略示しており、符号1は立毛布帛、符号2は地組織、符号3は立毛部4における繊維1本1本のパイルを示している。本発明におけるパイル3は、後述するように、繊度が0.6〜3.6dtexの捲縮繊維であり、パイル3の先端からパイル長の1/10〜1/2までの先端部分3aの捲縮が、これ以外のパイル3の根元部分3bの捲縮に比べて小さくされている。
【0016】
図3は本発明に使用するトリコット編地の編組織の1例を分解して示しており、バック筬L1とミドル筬L2により地組織2を編成し、フロント筬L3によりパイルを構成するフロント糸を編成する。
【0017】
本発明に使用するトリコット編地の組織は従来技術を参考に適宜決定すればよいが、フロント糸は起毛されるため、フロント糸の組織は2針間以上の振りを有する組織とすることが好ましく、さらには4針間以上の振りを有する組織とすることが好ましい。2針間未満の場合、起毛性が悪くなる虞がある。上限は特に限定されないが、振りがあまりに大きいと、パイル長が長くなることでシャーリング工程が必要となり、工程負荷がかかる虞があるため、7針間程度にとどめることが好ましい。
【0018】
本発明の立毛布帛において、パイルを構成する繊維の素材は特に限定されるものではなく、その素材としては、天然繊維、再生繊維、半合成繊維、合成繊維など、従来公知の繊維を挙げることができ、これらが2種以上組み合わされていてもよい。なかでも、車両内装材用途に適した強度、耐光堅牢性などの点から合成繊維が好ましく、さらにはポリエステル繊維が好ましい。
【0019】
パイルを構成する繊維の形状は、その目的や具体的用途に応じて、長繊維、短繊維のいずれであってもよい。また、繊維の断面形状も特に限定されるものではなく、通常の丸型だけでなく、扁平型、楕円型、三角形、中空型、Y型、T型、U型などの異型であってもよい。
【0020】
本発明では、前記のパイルを構成する繊維は、捲縮を有しているものとする。捲縮は、上述した繊維からなる糸条に対して、仮撚加工や液体攪乱処理などにより、潜在捲縮性や顕在捲縮性を付与することによって得られる。すなわち、トリコット編地のフロント糸に使用する糸条に、前記のようにして潜在捲縮性や顕在捲縮性を付与しておくことにより、フルカット起毛によりカットされて生じたパイルが捲縮されていることになる。ここで、パイルとなる繊維の捲縮率は、2.0〜12%が好ましく、さらには3.0〜3.3%が好ましい。捲縮率が2.0%未満の場合、毛割れが生じる虞がある。12%を超える場合、風合いが粗硬になったり、ホコリ付着防止性が悪くなったりする虞がある。
【0021】
パイルの繊度(フロント糸を構成する単繊維の繊度)は、0.6〜3.6dtexであることが肝要である。繊度が0.6dtex未満の場合、パイルの立毛性が悪くなることで毛割れが生じやすくなり意匠性が損なわれる虞がある。繊度が3.6dtexを超える場合、ホコリ付着防止性が悪くなくなる虞がある。前記の効果の点から、パイルの繊度は、1.2〜2.4dtexであるのが、さらに好ましい。
【0022】
パイルの長さ(パイル長L)、すなわちパイルを構成する繊維の突出長さは、用途によって異なるが、車両内装材用として使用する上では、0.7〜2.5mmが好ましく、さらには1.4〜1.8mmが好ましい。パイル長Lが0.7mm未満の場合、毛割れが生じやすくなったり、パイルの畝が目立ったりして意匠性が損なわれる虞がある。パイル長Lが2.5mmを超える場合、毛倒れが生じやすくなる虞がある。
【0023】
また、パイルを形成する糸条の形態は、特に限定されるものでなく、フィラメント糸、紡績糸のいずれであってもよい。なかでも、風合いや触感の観点から、フィラメント糸を用いることが好ましい。このとき、上述した繊維を単独で用いるほか、複合して用いてもよく、その複合形態も、引き揃え、合撚、交撚、混繊、混紡など特に限定されない。
【0024】
パイルを形成する糸条の繊度は特に限定されるものではなく、その目的や具体的用途に応じて適宜選択すればよいが、通常、56〜167dtex、好ましくは84〜140dtexのものが用いられる。繊度が56dtex未満の場合、パイルの立毛性が悪くなったりすることで毛割れが生じやすくなり意匠性が損なわれる虞がある。繊度が167dtexを超える場合、風合いが硬くなったり、ホコリ付着防止性が悪くなったりする虞がある。
【0025】
地組織を構成する繊維についても特に限定されるものでなく、パイルと同様の素材、形状の繊維を用いることができる。糸条の形態についても、特に限定されるものでなく、フィラメント糸、紡績糸のいずれであってもよい。なかでも、フィラメント糸を用いると、地組織が締まって、立毛性が良くなるため、好ましい。さらに、必要に応じて撚りをかけてもよいし、仮撚加工や流体攪乱処理などにより、潜在捲縮性や顕在捲縮性、伸縮性、嵩高性を付与してもよい。また、上述した繊維を複合して用いてもよく、その複合形態も特に限定されない。
【0026】
かかる立毛布帛は、必要に応じて、精練や染色などの処理が施されていてもよい。この処理は、通常、起毛加工前のトリコット編地の段階で行われるが、起毛加工後に行ってもよい。
【0027】
本発明の立毛布帛は、前記のフルカット起毛の加工後に、パイルの先端部分の捲縮を小さくする工程を経ることにより製造することができる。すなわち、パイルを形成する糸条に潜在捲縮性や顕在捲縮性が付与されていることで、フルカット起毛の加工により生じたパイルとしての繊維が捲縮していることになるので、このパイルの先端部分の捲縮を小さくする加工を行う。このパイルの先端部分の捲縮を小さくする加工方法としては、ポリッシャー加工が挙げられる。
【0028】
図2(a)は、パイル3の先端部分3aの捲縮を小さくするポリッシャー加工を行う前の状態を示し、同図(b)は、パイル3の先端部分3aの捲縮をパイルの根元部分3bより小さくするポリッシャー加工を行った後の状態を示している。
【0029】
本発明では、前記ポリッシャー加工により、パイル3の先端からパイル長Lの1/10〜1/2までの先端部分3aの捲縮を、該パイル3の根元部分3bの捲縮に比べて小さくなるように伸ばす。前記先端部分3aの長さが、パイル長Lの1/10未満の場合、所望のホコリ付着防止性が得られない。一方、前記先端部分3aの長さが、パイル長Lの1/2を超える場合、毛割れが生じることにより意匠性が悪くなる。したがって、前記長さ範囲の先端部分3aの捲縮を伸ばして捲縮を小さくするのが好ましい。前記の効果の点から、より好ましくは、パイル3の先端からパイル長Lの1/8〜1/4までの先端部分3aの捲縮を、パイルの根元部分3bの捲縮に比べて小さくなるように伸ばすようにする。これらの調節は、ポリッシャーローラーの温度と回転数、布速で行う。
【0030】
また、前記のパイル3の先端部分3aの捲縮伸び比、つまりポリッシャー加工による通常の捲縮状態からの捲縮伸び比は1.03以上であることが好ましい。捲縮伸び比が1.03未満の場合、ホコリ付着防止性が悪くなる場合がある。本発明において、パイルの先端部分3aの捲縮伸び比は、以下のように算出することができる。
パイルの先端部分の伸び比=Y/X
X : ポリッシャー加工前のパイルの先端部分の長さ
Y : ポリッシャー加工後のパイルの先端部分の長さ
【0031】
ポリッシャー加工におけるポリッシャーローラーの温度は、150〜200℃であることが好ましく、さらには160〜180℃であることが好ましい。150℃未満の場合、パイル先端部分の捲縮を十分に除去することができず、ホコリ付着防止性が悪くなる虞がある。200℃を超える場合、パイル繊維が熱により劣化する虞がある。ポリッシャーローラーの回転数は、200rpm以上(※上限は特になく、機械の限界まで可能)であることが好ましく、さらには250〜400rpmであることが好ましい。200rpm未満の場合、パイル先端部分の捲縮を十分に除去することができず、ホコリ付着防止性が悪くなる虞がある。また、布速は、4〜8m/minが好ましく、さらには5〜7m/minが好ましい。4m/min未満の場合、生産性が悪くなる虞がある。8m/minを超える場合、パイル先端部分の捲縮を十分に除去することができず、ホコリ付着防止性が悪くなる虞がある。
【0032】
かくして得られた立毛布帛1のパイル3は、パイル3の先端からパイル長の1/10〜1/2までの先端部分3aの捲縮が伸ばされて、パイル3の根元部分3bの捲縮に比べて小さくなり、捲縮の小さい繊維からなるパイル3の先端部分3aでホコリ付着防止性を向上させ、捲縮の大きい繊維からなるパイル3の根元部分3bで毛割れを向上させた立毛布帛1を得ることができる。
【実施例】
【0033】
[評価項目]
・毛割れ
幅100mm、長さ100mmの大きさで試験片を採取し、タテ、ヨコ、バイアスの各方向から試験片を2枚一組で準備する。準備した試験片は、裏側を重ね合わせて縫製する。縫製した試験片は、表面を上に向け、縫製部をL字アングルの頂点にセットする。セットした試験片の両側に取り付けジグ、連結ジグ、おもりを取り付ける。このとき、取付けジグと連結ジグとおもりの合計質量を380gに調整し、取り付けジグはつかみ幅を100mmにする。試験片の縫目状態を真上から観察し、下記の基準に従って評価を行った。最も評価の悪いものを表に記す。
【0034】
5級 ・・・ 毛割れが認められない。
4級 ・・・ 毛割れがわずかに認められるが、地糸が見えない。
3級 ・・・ 毛割れが認められ、地糸が見えるが目立たない。
2級 ・・・ 毛割れが認められ、地糸が見えて目立つ。
1級 ・・・ 毛割れが認められ、地糸が完全に見える。
【0035】
・ホコリ付着防止性
幅100mm、長さ100mmの大きさで試験片を3枚採取する。0.3gの綿を直径5cm位の球状に整えて試験片の表面にのせ、綿球を試験片で包み込む。綿球を包み込んだ試験片3枚一組をピリングメーター(大栄科学精機製作所製)の筒に入れ蓋をし、1分間回転させる。試験片を取り出し、試験片の端を持ちホコリを振り払う感じで10回振る。試験片に残った5mm以上の大きな綿屑をピンセットで取り除く。得られた試験片について、下記の基準に従って評価を行った。最も評価の悪いものを表1に記す。
【0036】
5級 ・・・ ホコリの付着が全く認められない。
4級 ・・・ ホコリの付着がわずかに認められる。
3級 ・・・ ホコリの付着が明らかに認められる。
2級 ・・・ ホコリの付着がやや著しい。
1級 ・・・ ホコリの付着がかなり著しい。
【0037】
・摩耗耐久性
幅70mm、長さ300mmの大きさでタテ、ヨコ各方向から試験片をそれぞれ1枚採取し、裏面に幅70mm、長さ300mm、厚み10mmの大きさのウレタンフォームを添える。ウレタンフォームの下面中央に直径4.5mmのワイヤーを設置し、ワイヤー上の試験片をワイヤーと平行に、綿布をかぶせた摩擦子により荷重9.8Nを掛けて摩擦し摩耗を生じさせる。摩擦子が試験片の表面上140mmの間を60往復/分の速さで25000回往復摩擦した後の試験片の外観を、下記の基準に従って評価した。最も評価の悪いものを表に記す。
【0038】
5級 ・・・ 状態変化が全く認められない。
4級 ・・・ やや摩耗面が毛羽立つもの、ややパイル切れがあるもの。
3級 ・・・ パイルが摩耗面に沿って倒れるもの、パイル切れがあるもの。
2級 ・・・ パイルが集まり絡み合ったもの、パイル抜けがあるが地糸は見えないもの。
1級 ・・・ パイル抜けがあり、地糸が見えるもの。
【0039】
[実施例1]
28Gで3枚の筬を有するトリコット編機を使用して、フロント筬には84dtex/48f(単繊維繊度:1.75dtex)のポリエステルマルチフィラメントセミダル加工糸(捲縮糸)をフルセットで用い、ミドル筬、バック筬には、84dtex/36fのポリエステルフィラメント糸をフルセットで用い、フロント筬は1−0/4−5、ミドル筬は1−0/2−1、バック筬は2−3/1−0の組織で、編機上の密度が70コース/インチのトリコット編地を編成した。
【0040】
得られたトリコット編地を液流染色機により分散染料にて130℃で30分間染色した後、ヒートセッターにより150℃で1.5分間熱処理して乾燥した。
【0041】
次いで、トリコット編地に、パイル針布ローラー12本、カウンターパイルローラー12本を有する針布起毛機により、針布トルク2.5MPa、布速12m/minにて、編み終わり方向と編み始め方向からの起毛処理を交互に12回行って、フロント糸を完全にカットして立毛化した後、シャーリング機により布速10m/minでパイル長1.6mmとなるように揃毛、ブラシ機により布速10m/minで整毛した。その後、ヒートセッターにより150℃で1分間熱処理してセットした。
【0042】
上記立毛化されたトリコット編地の立毛面に、ポリッシャー機により170℃で布速6m/minでパイルの先端の捲縮を伸ばし、その後、ヒートセッターにより150℃で1分間熱処理してセットして、本発明の立毛布帛を得た。
【0043】
得られた立毛布帛は、パイルの先端からパイル長の1/6までの先端部分の捲縮が、パイルの根元部分の捲縮より小さいものであり、パイルの先端部分の捲縮伸び比は1.06であった。
【0044】
[実施例2]
フロント筬に、84dtex/24f(単繊維繊度:3.5dtex)のポリエステルマルチフィラメントセミダル加工糸を用いた以外は、全て実施例1と同様にして、本発明の立毛布帛を得た。
【0045】
得られた立毛布帛は、パイルの先端からパイル長の1/6までの先端部分の捲縮が、パイルの根元部分の捲縮より小さいものであり、パイルの先端部分の捲縮伸び比は1.04であった。
【0046】
[実施例3]
フロント筬に、110dtex/144f(単繊維繊度:0.76dtex)のポリエステルマルチフィラメントセミダル加工糸を用いた以外は、全て実施例1と同様にして、本発明の立毛布帛を得た。
【0047】
得られた立毛布帛は、パイルの先端からパイル長の1/6までの先端部分の捲縮が、パイルの根元部分の捲縮より小さいものであり、パイルの先端部分の捲縮伸び比は1.08であった。
【0048】
[実施例4]
ポリッシャー機による加工条件を、150℃で布速8m/minとした以外は、全て実施例1と同様にして、本発明の立毛布帛を得た。
【0049】
得られた立毛布帛は、パイルの先端からパイル長の1/10までの先端部分の捲縮が、パイル糸の根元部分の捲縮より小さいものであり、パイルの先端部分の捲縮伸び比は1.03であった。
【0050】
[実施例5]
ポリッシャー機による加工条件を、200℃で布速4m/minとした以外は、全て実施例1と同様にして、本発明の立毛布帛を得た。
【0051】
得られた立毛布帛は、パイルの先端からパイル長の1/2までの先端部分の捲縮が、パイルの根元部分の捲縮より小さいものであり、パイルの先端部分の捲縮伸び比は1.09であった。
【0052】
[比較例1]
フロント筬に、84dtex/144f(単繊維繊度:0.58dtex)のポリエステルマルチフィラメントセミダル加工糸を用いた以外は、全て実施例1と同様にして、立毛布帛を得た。
【0053】
得られた立毛布帛は、パイルの先端からパイル長の1/6までの先端部分の捲縮が、パイルの根元部分の捲縮より小さいものであり、パイルの先端部分の捲縮伸び比は1.12であった。
【0054】
[比較例2]
フロント筬に、167dtex/36f(単繊維繊度:4.64dtex)のポリエステルマルチフィラメントセミダル加工糸を用いた以外は、全て実施例1と同様にして、立毛布帛を得た。
【0055】
得られた立毛布帛は、パイルの先端からパイル長の1/6までの先端部分の捲縮が、パイルの根元部分の捲縮より小さいものであり、パイルの先端部分の捲縮伸び比は1.02であった。
【0056】
[比較例3]
ポリッシャー機による加工条件を、120℃で布速8m/minとした以外は、全て実施例1と同様にして、立毛布帛を得た。
【0057】
得られた立毛布帛は、パイルの先端からパイル長の1/20までの先端部分の捲縮が、パイルの根元部分の捲縮より小さいものであり、パイルの先端部分の捲縮伸び比は1.01であった。
【0058】
[比較例4]
ポリッシャー機による加工条件を、220℃で布速2m/minとした以外は、全て実施例1と同様にして、立毛布帛を得た。
【0059】
得られた立毛布帛は、パイルの先端からパイル長の2/3までの先端部分の捲縮が、パイルの根元部分の捲縮より小さいものであり、パイルの先端部分の捲縮伸び比は1.15であった。
【表1】
【0060】
上記したように、比較例1〜4の場合、毛割れ抑制効果がよいと、ホコリ付着防止性が悪く、また、ホコリ付着防止性がよいと、毛割れの問題が生じた。これに対し、本発明の実施例1〜5の場合、毛割れ抑制の効果があって、しかも、ホコリ付着防止性、摩耗耐久性も合わせて良好なものであった。
【産業上の利用可能性】
【0061】
本発明は、車両内装材用途のほか、椅子張り地等にも好適に利用できる。
【符号の説明】
【0062】
1…立毛布帛、2…地組織、3…パイル、3a…パイルの先端部分、3b…パイルの根元部分、4…立毛部、L1…バック筬、L2…ミドル筬、L3…フロント筬。
【特許請求の範囲】
【請求項1】
トリコット編地のフロント糸をフルカット起毛してなる、パイルと地組織からなる立毛布帛であって、該パイルは、繊度が0.6〜3.6dtexの捲縮繊維であり、且つ、パイルの先端から1/10〜1/2までの先端部分の捲縮が、パイルの根元部分の捲縮に比べて小さいことを特徴とする立毛布帛。
【請求項2】
パイルの先端部分の捲縮伸び比が1.03以上である請求項1に記載の立毛布帛。
【請求項3】
パイルの捲縮率が2.0〜12%である請求項1または2に記載の立毛布帛。
【請求項4】
パイルの長さが0.7〜2.5mmである請求項1〜3のいずれか1項に記載の立毛布帛。
【請求項5】
パイルを構成する糸条の繊度が56〜167dtexである請求項1〜4のいずれか1項に記載の立毛布帛。
【請求項6】
立毛布帛が車両内装材用である請求項1〜5のいずれか1項に記載の立毛布帛。
【請求項1】
トリコット編地のフロント糸をフルカット起毛してなる、パイルと地組織からなる立毛布帛であって、該パイルは、繊度が0.6〜3.6dtexの捲縮繊維であり、且つ、パイルの先端から1/10〜1/2までの先端部分の捲縮が、パイルの根元部分の捲縮に比べて小さいことを特徴とする立毛布帛。
【請求項2】
パイルの先端部分の捲縮伸び比が1.03以上である請求項1に記載の立毛布帛。
【請求項3】
パイルの捲縮率が2.0〜12%である請求項1または2に記載の立毛布帛。
【請求項4】
パイルの長さが0.7〜2.5mmである請求項1〜3のいずれか1項に記載の立毛布帛。
【請求項5】
パイルを構成する糸条の繊度が56〜167dtexである請求項1〜4のいずれか1項に記載の立毛布帛。
【請求項6】
立毛布帛が車両内装材用である請求項1〜5のいずれか1項に記載の立毛布帛。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2011−74503(P2011−74503A)
【公開日】平成23年4月14日(2011.4.14)
【国際特許分類】
【出願番号】特願2009−224516(P2009−224516)
【出願日】平成21年9月29日(2009.9.29)
【出願人】(000107907)セーレン株式会社 (462)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
【公開日】平成23年4月14日(2011.4.14)
【国際特許分類】
【出願日】平成21年9月29日(2009.9.29)
【出願人】(000107907)セーレン株式会社 (462)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
[ Back to top ]