
端ほつれ耐性の保護コーティングを有する柔軟性織物スリーブおよびその構築方法
細長い部材を引き回し、保護するための織物スリーブ、およびその構築方法が提供される。織物スリーブは、織り交ぜられた糸から構築される細長い織物壁を有する。アクリルバインダおよび水系シリコン樹脂からなるエマルジョンを塗布して、織り交ぜられた糸をコーティングする。アクリルバインダは、150℃未満での織物スリーブの端ほつれに対する耐性を与え、シリコーン樹脂は、約150から500℃の間での端ほつれに対する耐性を与える。
【発明の詳細な説明】
【技術分野】
【0001】
本願は、2009年10月7日に出願された米国仮出願連続番号第61/249,326号の利益を主張し、その全文が引用により本明細書に援用される。
【0002】
発明の背景
1.技術分野
本発明は、一般的に、細長い部材を保護するための筒状スリーブに関し、より特定的には、柔軟性織物スリーブに関する。
【背景技術】
【0003】
2.関連技術
摩耗、流体および熱の影響からワイヤを保護するために、ワイヤおよびワイヤハーネスを保護織物スリーブに包むことが知られている。織物スリーブは、典型的には、まず織るか、編組むか、または編んで、次に、成形した後、織物材を製造中または現場で、所望の長さに冷却切断する。残念ながら、織物スリーブ材を所望の長さに冷却切断すると、スリーブを構築するために用いられる糸は、典型的には、切断した端がほつれてしまう。そのため、切断した端が見苦しくなり、さらには、ほどけることなどによって、劣化の原因となる傾向がある。
【発明の概要】
【発明が解決しようとする課題】
【0004】
前述の見苦しくて問題となる冷却切断現象を回避しようとして、織物スリーブを切断操作の前にシリコーンゴムでコーティングすることが知られている。これにより、スリーブは柔軟なままとなり、最小限の端ほつれで切断され得る。しかし、シリコーンゴムコーティングにより、スリーブは摂氏150度(℃)を超えるような、比較的高い温度での用途に用いられなくなる。そのため、150℃を超える温度で使用可能で、端ほつれの心配なく長さを冷却切断し得る織物スリーブの必要性が残っている。
【課題を解決するための手段】
【0005】
発明の一局面は、細長い部材を引き回し、保護するための織物スリーブを提供する。織物スリーブは、織り交ぜられた糸から構築される細長い織物壁を有する。アクリルバインダおよび水系シリコン樹脂コーティングを織り交ぜられた糸に塗布する。アクリルバインダは、150℃未満の温度での織物スリーブの端ほつれに対する耐性を与え、シリコーン樹脂は、約150から500℃の間での端ほつれに対する耐性を与える。
【0006】
発明の別の局面に従うと、柔軟性織物スリーブを構築する方法が提供される。方法は、1本以上の熱成形可能な糸を織り交ぜて織物生地を形成する工程を含む。方法はさらに、水系シリコン樹脂およびアクリルバインダのエマルジョンを織物生地に塗布する工程を含む。次に、方法は、コーティングしたエマルジョンを、シリコン樹脂を硬化させずに、エマルジョンから水分を飛ばすのに十分な温度で加熱する工程を含む。さらに、方法は、スリーブの長手軸の周りにカールする自己巻付き筒状壁として、スリーブの壁を形成するのに十分な温度で、熱成形可能な糸を熱成形する工程を含む。温度は、シリコン樹脂を硬化させるには不十分である。
【0007】
したがって、発明は、保護対象である細長い部材の周りに織物スリーブを適用している間、柔軟なままである織物スリーブを提供する。さらに、織物スリーブは、織物スリーブの糸がほつれることなく冷却切断され得る。またさらに、スリーブは、スリーブの保護完全性に影響することなく、150℃を超える温度に耐え得る。さらに、アクリルバインダを飛ばし、硬化したシリコン樹脂がスリーブに対する保護特性を維持した状態で、約200℃を超える温度でシリコン樹脂を硬化し得る。
【0008】
これらのおよび他の局面、特徴および利点は、以下の現在好ましい実施形態および最良の形態の詳細な説明、添付の請求項、ならびに付随の図面に鑑みて、当業者に容易に明らかとなるであろう。
【図面の簡単な説明】
【0009】
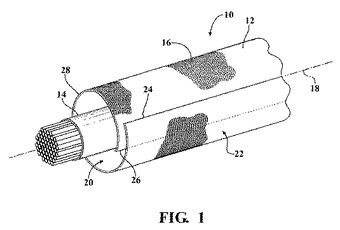
【図1】発明の一局面に従って構築された柔軟性自己巻付き織物スリーブが、細長い部材をその中に保持して保護している状態を示す概略部分斜視図である。
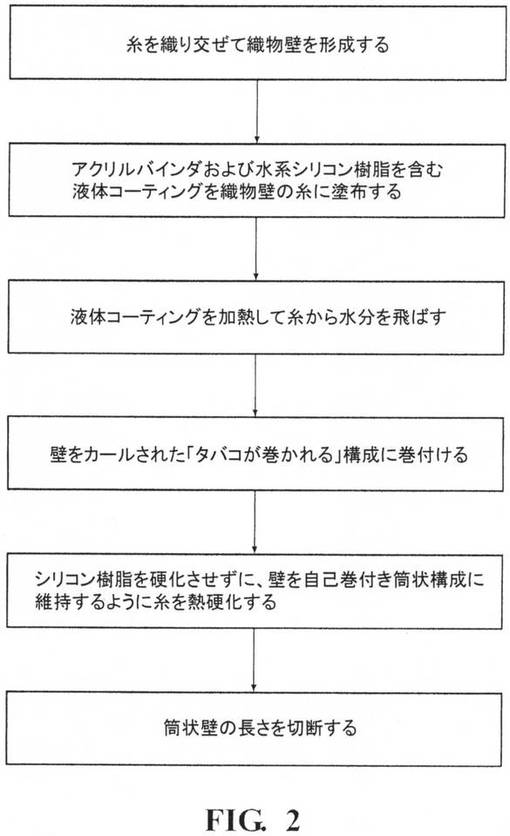
【図2】発明の一局面に従って織物スリーブを構築するのに用いられる、例示的な一連の工程の図である。
【発明を実施するための形態】
【0010】
好ましい実施形態の詳細な説明
図面をより詳細に参照すると、図1は、発明の一局面に従って構築された、以下スリーブ10と呼ぶ、自己巻付き織物スリーブの概略図を示す。スリーブ10は、たとえばワイヤまたはワイヤハーネス14などの細長い部材を引き回し、保護するための、自己巻付きなどの細長い壁12を有する。細長い壁12は、少なくとも1本以上の糸16から構築され、糸は、壁12を形成するように織り交ぜられる。自己巻付きの実施形態において、糸16の少なくとも一部は、熱硬化可能な(heat-settable)糸として提供され、熱硬化可能な糸は、織り交ぜられた後、壁12を自己巻付き筒状構成に付勢するように熱硬化される。したがって、壁12が、その自己カールされた構成から壁12をほどく外力が作用しておらず、弛緩している状態にあるとき、壁12は中心長手軸18の周りに自己カールし、閉鎖された、または実質的に閉鎖された筒状内部キャビティ20を与える。キャビティ20は、スリーブ10の長手軸18に亘って容易にアクセス可能であるため、細長い部材14はキャビティ20内へと径方向に容易に配置され、反対に、手入れ中などは、キャビティ20から径方向に外側に容易に取外され得る。糸16の端ほつれの心配なく壁12の長さを冷却切断できるようにするために、織り交ぜられた糸16は、それに塗布したエマルジョンからなるコーティング22を有し、エマルジョンは、アクリルバインダおよび水系シリコン樹脂を含むか、または、それらからなる。仕上がりコーティング22により、スリーブ10は、約200から250℃まで柔軟なままとなり得、また、スリーブ10は劣化せずに、約500℃までの動作環境温度に耐え得る。したがって、スリーブ10は、その中の細長い部材14を保護するために、広範のさまざまな極端な温度での用途に使用可能であると同時に、金属またはプラスチック管などの他の高温での非織物管と比較して、製造が経済的で、軽量である。
【0011】
壁12は、長さ、直径および壁厚を含む、任意の好適なサイズを有するように構築され得る。壁12は、軸18と並行に伸びる対向側24,26を有する。側24,26は、製造中または適用現場などにおいて、所望の長さに冷却切断される対向端28,29で終端する。壁12が、一般的に外から力が加えられておらず、自己巻付きした筒状構成にあるとき、側24,26は、好ましくは、少なくとも僅かに互いに重なり合って、キャビティ20を円周方向に完全に囲う。したがって、スリーブ10の壁12は、ワイヤ14の周りを円周方向に延び、キャビティ20中に収容されるワイヤ14に対して完全な円周方向の保護を与える。スリーブ10の長手方向に延びる側24,26は、外から加えられる力の下で、互いから離れるように容易に伸長可能であり、キャビティ20を少なくとも部分的に開いて露出させる。そのため、ワイヤ14は、組立中はキャビティ20内に径方向に容易に配置され、手入れ中はキャビティ20から径方向に容易に取外され得る。側24,26から外から加わる力を解放すると、側24,26は、熱硬化されることから付与される付勢下で、弛緩しているか、または実質的に弛緩している、重なり合って自己巻付した位置へと自動的に戻る。
【0012】
壁12は、マルチフィラメントおよび/またはモノフィラメント糸16から構築でき、自己巻付きの実施形態における少なくとも1本以上の糸16は、熱硬化可能である。たとえば、糸16のうち1本以上は、たとえば、硫化ポリフェニレン(PPS)など、約200から225℃の間の温度で熱硬化され得る熱硬化可能なポリマー材料として提供され得る。図1に織られた状態で概略的に示すように、壁12を形成する糸16は、編み、織り、または編組みなど、望ましいように、さまざまな織交プロセスを用いて織り交ぜることができる。
【0013】
編組み、編み、または織りプロセスを用いて織り交ぜられた糸16により織物壁12を形成したら、エマルジョンを糸16に塗布し、それにより、コーティング22が壁12上に形成される、および/または糸16中に含浸する。コーティング22はまず、たとえば、スプレー、ブラシング、ディッピングまたはロールコーティングプロセスなどによって、エマルジョン液体コーティングとして糸16上に塗布される。コーティング22は、たとえば、約15から18重量%の含有量を有するカルボキシル化エラストマーエマルジョンなどのアクリルバインダと、たとえば、約15から18重量%のメチルフェニルポリシロキサンエマルジョンなどの水系シリコン樹脂とのエマルジョンとして提供される。エマルジョンを糸16に塗布したら、たとえば、熱を加えるなどによって、エマルジョン中の水分を飛ばす。加える熱は、水分を飛ばして、壁12に実質的に乾燥感を与えるのに十分な程度であるが、熱はシリコン樹脂を硬化させるには十分でないため、シリコン樹脂は未硬化のままである。したがって、壁12は、未硬化状態で自由に柔軟なままである。
【0014】
次に、壁12は、好ましくは対向側24,26が互いに対して重なり合った状態で、筒状構成に巻き付き、約200から225℃の間の温度などの十分な熱が壁12に加えられ、熱硬化可能な糸16の少なくとも一部を熱により形づけて(heat-shaped)、壁12を巻付いた構成のままにする。したがって、加えた熱はシリコーン樹脂を硬化させないが、壁12は、自己巻付き筒状形態をとる。そのため、壁12は、使用中、急な湾曲部および角の周りを容易に引き回され得るように、自由に柔軟で未硬化のままである。さらに、コーティング22が未硬化のままであり、かつ、壁12が柔軟なままであるため、対向側24,26は、外から加えられる力を介して容易に分離され得、必要に応じて、細長い部材を手入れできるようにする。
【0015】
次に、望ましい構成に壁16を形成すると、端28の少なくとも一方を冷却切断することによって、糸16がほつれることなく、望ましい長さが確保される。ほつれが無いことは、アクリルバインダおよびシリコン樹脂からなるコーティング22に直接起因している。
【0016】
使用中、スリーブ10は、コーティング22中のアクリルバインダが飛ばされる前に、約150から200℃の間の温度に耐え得るが、コーティング22中のシリコン樹脂は、スリーブ壁12上に残り、より高温で硬化すらし得る。シリコン樹脂が硬化する場合、スリーブ10は約500℃の温度まで、その中の細長い部材を保護するように動作可能なままであるが、シリコンが硬化した場合、その柔軟性が失われる。したがって、スリーブ10は、溶融するゴム系コーティングを有するスリーブの場合にあり得るように、細長い部材14または周辺表面に悪影響を及ぼすことなく、その中の細長い部材14を保護するために、広範囲の温度にわたって有用である。
【0017】
明らかに、上記の教示に鑑みて、本発明の多くの変形および変更が可能である。したがって、添付の請求項の範囲内で、発明は、具体的に説明したものとは異なる態様で実施してもよいことを理解すべきである。
【技術分野】
【0001】
本願は、2009年10月7日に出願された米国仮出願連続番号第61/249,326号の利益を主張し、その全文が引用により本明細書に援用される。
【0002】
発明の背景
1.技術分野
本発明は、一般的に、細長い部材を保護するための筒状スリーブに関し、より特定的には、柔軟性織物スリーブに関する。
【背景技術】
【0003】
2.関連技術
摩耗、流体および熱の影響からワイヤを保護するために、ワイヤおよびワイヤハーネスを保護織物スリーブに包むことが知られている。織物スリーブは、典型的には、まず織るか、編組むか、または編んで、次に、成形した後、織物材を製造中または現場で、所望の長さに冷却切断する。残念ながら、織物スリーブ材を所望の長さに冷却切断すると、スリーブを構築するために用いられる糸は、典型的には、切断した端がほつれてしまう。そのため、切断した端が見苦しくなり、さらには、ほどけることなどによって、劣化の原因となる傾向がある。
【発明の概要】
【発明が解決しようとする課題】
【0004】
前述の見苦しくて問題となる冷却切断現象を回避しようとして、織物スリーブを切断操作の前にシリコーンゴムでコーティングすることが知られている。これにより、スリーブは柔軟なままとなり、最小限の端ほつれで切断され得る。しかし、シリコーンゴムコーティングにより、スリーブは摂氏150度(℃)を超えるような、比較的高い温度での用途に用いられなくなる。そのため、150℃を超える温度で使用可能で、端ほつれの心配なく長さを冷却切断し得る織物スリーブの必要性が残っている。
【課題を解決するための手段】
【0005】
発明の一局面は、細長い部材を引き回し、保護するための織物スリーブを提供する。織物スリーブは、織り交ぜられた糸から構築される細長い織物壁を有する。アクリルバインダおよび水系シリコン樹脂コーティングを織り交ぜられた糸に塗布する。アクリルバインダは、150℃未満の温度での織物スリーブの端ほつれに対する耐性を与え、シリコーン樹脂は、約150から500℃の間での端ほつれに対する耐性を与える。
【0006】
発明の別の局面に従うと、柔軟性織物スリーブを構築する方法が提供される。方法は、1本以上の熱成形可能な糸を織り交ぜて織物生地を形成する工程を含む。方法はさらに、水系シリコン樹脂およびアクリルバインダのエマルジョンを織物生地に塗布する工程を含む。次に、方法は、コーティングしたエマルジョンを、シリコン樹脂を硬化させずに、エマルジョンから水分を飛ばすのに十分な温度で加熱する工程を含む。さらに、方法は、スリーブの長手軸の周りにカールする自己巻付き筒状壁として、スリーブの壁を形成するのに十分な温度で、熱成形可能な糸を熱成形する工程を含む。温度は、シリコン樹脂を硬化させるには不十分である。
【0007】
したがって、発明は、保護対象である細長い部材の周りに織物スリーブを適用している間、柔軟なままである織物スリーブを提供する。さらに、織物スリーブは、織物スリーブの糸がほつれることなく冷却切断され得る。またさらに、スリーブは、スリーブの保護完全性に影響することなく、150℃を超える温度に耐え得る。さらに、アクリルバインダを飛ばし、硬化したシリコン樹脂がスリーブに対する保護特性を維持した状態で、約200℃を超える温度でシリコン樹脂を硬化し得る。
【0008】
これらのおよび他の局面、特徴および利点は、以下の現在好ましい実施形態および最良の形態の詳細な説明、添付の請求項、ならびに付随の図面に鑑みて、当業者に容易に明らかとなるであろう。
【図面の簡単な説明】
【0009】
【図1】発明の一局面に従って構築された柔軟性自己巻付き織物スリーブが、細長い部材をその中に保持して保護している状態を示す概略部分斜視図である。
【図2】発明の一局面に従って織物スリーブを構築するのに用いられる、例示的な一連の工程の図である。
【発明を実施するための形態】
【0010】
好ましい実施形態の詳細な説明
図面をより詳細に参照すると、図1は、発明の一局面に従って構築された、以下スリーブ10と呼ぶ、自己巻付き織物スリーブの概略図を示す。スリーブ10は、たとえばワイヤまたはワイヤハーネス14などの細長い部材を引き回し、保護するための、自己巻付きなどの細長い壁12を有する。細長い壁12は、少なくとも1本以上の糸16から構築され、糸は、壁12を形成するように織り交ぜられる。自己巻付きの実施形態において、糸16の少なくとも一部は、熱硬化可能な(heat-settable)糸として提供され、熱硬化可能な糸は、織り交ぜられた後、壁12を自己巻付き筒状構成に付勢するように熱硬化される。したがって、壁12が、その自己カールされた構成から壁12をほどく外力が作用しておらず、弛緩している状態にあるとき、壁12は中心長手軸18の周りに自己カールし、閉鎖された、または実質的に閉鎖された筒状内部キャビティ20を与える。キャビティ20は、スリーブ10の長手軸18に亘って容易にアクセス可能であるため、細長い部材14はキャビティ20内へと径方向に容易に配置され、反対に、手入れ中などは、キャビティ20から径方向に外側に容易に取外され得る。糸16の端ほつれの心配なく壁12の長さを冷却切断できるようにするために、織り交ぜられた糸16は、それに塗布したエマルジョンからなるコーティング22を有し、エマルジョンは、アクリルバインダおよび水系シリコン樹脂を含むか、または、それらからなる。仕上がりコーティング22により、スリーブ10は、約200から250℃まで柔軟なままとなり得、また、スリーブ10は劣化せずに、約500℃までの動作環境温度に耐え得る。したがって、スリーブ10は、その中の細長い部材14を保護するために、広範のさまざまな極端な温度での用途に使用可能であると同時に、金属またはプラスチック管などの他の高温での非織物管と比較して、製造が経済的で、軽量である。
【0011】
壁12は、長さ、直径および壁厚を含む、任意の好適なサイズを有するように構築され得る。壁12は、軸18と並行に伸びる対向側24,26を有する。側24,26は、製造中または適用現場などにおいて、所望の長さに冷却切断される対向端28,29で終端する。壁12が、一般的に外から力が加えられておらず、自己巻付きした筒状構成にあるとき、側24,26は、好ましくは、少なくとも僅かに互いに重なり合って、キャビティ20を円周方向に完全に囲う。したがって、スリーブ10の壁12は、ワイヤ14の周りを円周方向に延び、キャビティ20中に収容されるワイヤ14に対して完全な円周方向の保護を与える。スリーブ10の長手方向に延びる側24,26は、外から加えられる力の下で、互いから離れるように容易に伸長可能であり、キャビティ20を少なくとも部分的に開いて露出させる。そのため、ワイヤ14は、組立中はキャビティ20内に径方向に容易に配置され、手入れ中はキャビティ20から径方向に容易に取外され得る。側24,26から外から加わる力を解放すると、側24,26は、熱硬化されることから付与される付勢下で、弛緩しているか、または実質的に弛緩している、重なり合って自己巻付した位置へと自動的に戻る。
【0012】
壁12は、マルチフィラメントおよび/またはモノフィラメント糸16から構築でき、自己巻付きの実施形態における少なくとも1本以上の糸16は、熱硬化可能である。たとえば、糸16のうち1本以上は、たとえば、硫化ポリフェニレン(PPS)など、約200から225℃の間の温度で熱硬化され得る熱硬化可能なポリマー材料として提供され得る。図1に織られた状態で概略的に示すように、壁12を形成する糸16は、編み、織り、または編組みなど、望ましいように、さまざまな織交プロセスを用いて織り交ぜることができる。
【0013】
編組み、編み、または織りプロセスを用いて織り交ぜられた糸16により織物壁12を形成したら、エマルジョンを糸16に塗布し、それにより、コーティング22が壁12上に形成される、および/または糸16中に含浸する。コーティング22はまず、たとえば、スプレー、ブラシング、ディッピングまたはロールコーティングプロセスなどによって、エマルジョン液体コーティングとして糸16上に塗布される。コーティング22は、たとえば、約15から18重量%の含有量を有するカルボキシル化エラストマーエマルジョンなどのアクリルバインダと、たとえば、約15から18重量%のメチルフェニルポリシロキサンエマルジョンなどの水系シリコン樹脂とのエマルジョンとして提供される。エマルジョンを糸16に塗布したら、たとえば、熱を加えるなどによって、エマルジョン中の水分を飛ばす。加える熱は、水分を飛ばして、壁12に実質的に乾燥感を与えるのに十分な程度であるが、熱はシリコン樹脂を硬化させるには十分でないため、シリコン樹脂は未硬化のままである。したがって、壁12は、未硬化状態で自由に柔軟なままである。
【0014】
次に、壁12は、好ましくは対向側24,26が互いに対して重なり合った状態で、筒状構成に巻き付き、約200から225℃の間の温度などの十分な熱が壁12に加えられ、熱硬化可能な糸16の少なくとも一部を熱により形づけて(heat-shaped)、壁12を巻付いた構成のままにする。したがって、加えた熱はシリコーン樹脂を硬化させないが、壁12は、自己巻付き筒状形態をとる。そのため、壁12は、使用中、急な湾曲部および角の周りを容易に引き回され得るように、自由に柔軟で未硬化のままである。さらに、コーティング22が未硬化のままであり、かつ、壁12が柔軟なままであるため、対向側24,26は、外から加えられる力を介して容易に分離され得、必要に応じて、細長い部材を手入れできるようにする。
【0015】
次に、望ましい構成に壁16を形成すると、端28の少なくとも一方を冷却切断することによって、糸16がほつれることなく、望ましい長さが確保される。ほつれが無いことは、アクリルバインダおよびシリコン樹脂からなるコーティング22に直接起因している。
【0016】
使用中、スリーブ10は、コーティング22中のアクリルバインダが飛ばされる前に、約150から200℃の間の温度に耐え得るが、コーティング22中のシリコン樹脂は、スリーブ壁12上に残り、より高温で硬化すらし得る。シリコン樹脂が硬化する場合、スリーブ10は約500℃の温度まで、その中の細長い部材を保護するように動作可能なままであるが、シリコンが硬化した場合、その柔軟性が失われる。したがって、スリーブ10は、溶融するゴム系コーティングを有するスリーブの場合にあり得るように、細長い部材14または周辺表面に悪影響を及ぼすことなく、その中の細長い部材14を保護するために、広範囲の温度にわたって有用である。
【0017】
明らかに、上記の教示に鑑みて、本発明の多くの変形および変更が可能である。したがって、添付の請求項の範囲内で、発明は、具体的に説明したものとは異なる態様で実施してもよいことを理解すべきである。
【特許請求の範囲】
【請求項1】
織り交ぜられた糸から構築され、前記スリーブの中心長手軸に沿って延びる壁と、
アクリルバインダおよび水系シリコン樹脂を有し、前記織り交ぜられた糸に付着させたコーティングとを備える、
細長い部材を引き回し、保護するための筒状織物スリーブ。
【請求項2】
前記織り交ぜられた糸は、熱硬化可能な糸を含む、請求項1に記載の筒状織物スリーブ。
【請求項3】
前記熱硬化可能な糸は、前記壁を自己巻付き筒状構成に付勢するように熱硬化される、請求項2に記載の筒状織物スリーブ。
【請求項4】
前記壁は、互いに重なり合う対向側を有し、前記対向側は、前記中心長手軸と平行に伸びる、請求項3に記載の筒状織物スリーブ。
【請求項5】
前記水系シリコン樹脂は、未硬化である、請求項3に記載の筒状織物スリーブ。
【請求項6】
前記水系シリコン樹脂は、未硬化である、請求項1に記載の筒状織物スリーブ。
【請求項7】
前記織り交ぜられた糸は、前記壁を自己巻付き筒状構成に付勢するように熱硬化される糸を含む、請求項6に記載の筒状織物スリーブ。
【請求項8】
糸を織り交ぜて細長い壁を形成する工程と、
アクリルバインダおよび水系シリコン樹脂を有する液体コーティングを前記糸に塗布する工程と、
前記シリコン樹脂を硬化させずに、前記液体コーティングを加熱して前記糸から水分を飛ばす工程と、
前記細長い壁を、中心長手軸に沿って延びるカールされた筒状構成となるように巻き付ける工程とを含む、
細長い部材を引き回し、保護するための織物スリーブを構築する方法。
【請求項9】
前記シリコン樹脂を硬化させずに、前記壁を自己巻付き筒状構成に維持するのに十分な温度で前記糸を熱硬化する工程をさらに含む、請求項8に記載の方法。
【請求項10】
前記細長い壁の対向側を、前記対向側が前記中心長手軸と平行に延びている状態で、互いに重なり合う関係にする工程をさらに含む、請求項9に記載の方法。
【請求項1】
織り交ぜられた糸から構築され、前記スリーブの中心長手軸に沿って延びる壁と、
アクリルバインダおよび水系シリコン樹脂を有し、前記織り交ぜられた糸に付着させたコーティングとを備える、
細長い部材を引き回し、保護するための筒状織物スリーブ。
【請求項2】
前記織り交ぜられた糸は、熱硬化可能な糸を含む、請求項1に記載の筒状織物スリーブ。
【請求項3】
前記熱硬化可能な糸は、前記壁を自己巻付き筒状構成に付勢するように熱硬化される、請求項2に記載の筒状織物スリーブ。
【請求項4】
前記壁は、互いに重なり合う対向側を有し、前記対向側は、前記中心長手軸と平行に伸びる、請求項3に記載の筒状織物スリーブ。
【請求項5】
前記水系シリコン樹脂は、未硬化である、請求項3に記載の筒状織物スリーブ。
【請求項6】
前記水系シリコン樹脂は、未硬化である、請求項1に記載の筒状織物スリーブ。
【請求項7】
前記織り交ぜられた糸は、前記壁を自己巻付き筒状構成に付勢するように熱硬化される糸を含む、請求項6に記載の筒状織物スリーブ。
【請求項8】
糸を織り交ぜて細長い壁を形成する工程と、
アクリルバインダおよび水系シリコン樹脂を有する液体コーティングを前記糸に塗布する工程と、
前記シリコン樹脂を硬化させずに、前記液体コーティングを加熱して前記糸から水分を飛ばす工程と、
前記細長い壁を、中心長手軸に沿って延びるカールされた筒状構成となるように巻き付ける工程とを含む、
細長い部材を引き回し、保護するための織物スリーブを構築する方法。
【請求項9】
前記シリコン樹脂を硬化させずに、前記壁を自己巻付き筒状構成に維持するのに十分な温度で前記糸を熱硬化する工程をさらに含む、請求項8に記載の方法。
【請求項10】
前記細長い壁の対向側を、前記対向側が前記中心長手軸と平行に延びている状態で、互いに重なり合う関係にする工程をさらに含む、請求項9に記載の方法。
【図1】


【図2】
【図2】
【公表番号】特表2013−507536(P2013−507536A)
【公表日】平成25年3月4日(2013.3.4)
【国際特許分類】
【出願番号】特願2012−533314(P2012−533314)
【出願日】平成22年10月7日(2010.10.7)
【国際出願番号】PCT/US2010/051798
【国際公開番号】WO2011/044345
【国際公開日】平成23年4月14日(2011.4.14)
【出願人】(503170721)フェデラル−モーグル パワートレイン インコーポレイテッド (32)
【氏名又は名称原語表記】Federal−Mogul Powertrain, Inc.
【住所又は居所原語表記】26555 Northwestern Highway, Southfield, Michigan 48034, U.S.A.
【Fターム(参考)】
【公表日】平成25年3月4日(2013.3.4)
【国際特許分類】
【出願日】平成22年10月7日(2010.10.7)
【国際出願番号】PCT/US2010/051798
【国際公開番号】WO2011/044345
【国際公開日】平成23年4月14日(2011.4.14)
【出願人】(503170721)フェデラル−モーグル パワートレイン インコーポレイテッド (32)
【氏名又は名称原語表記】Federal−Mogul Powertrain, Inc.
【住所又は居所原語表記】26555 Northwestern Highway, Southfield, Michigan 48034, U.S.A.
【Fターム(参考)】
[ Back to top ]