
端子付き圧着電線および端子付き圧着電線の製造方法

【課題】接触抵抗の増大を抑えつつ、端子金具の伸び率を抑える。
【解決手段】本発明の端子付き圧着電線は、アルミニウムまたはアルミニウム合金からなる芯線15を有する電線14と、電線14の一部に露出させた芯線15を圧着する電線圧着部12を有する端子金具10とを備え、電線圧着部12の圧着後における高さ寸法Hを幅寸法Wで除することにより算出された数値をハイトワイド比(H/W)とし、電線圧着部12の圧着後における芯線15の総断面積S1を電線圧着部12の圧着前における芯線15の総断面積S2で除することにより算出された数値を圧縮率(S1/S2)としたときに、ハイトワイド比は0.5以上0.6以下に設定され、かつ、圧縮率は55%以上65%以下に設定されていることを特徴とする。
【解決手段】本発明の端子付き圧着電線は、アルミニウムまたはアルミニウム合金からなる芯線15を有する電線14と、電線14の一部に露出させた芯線15を圧着する電線圧着部12を有する端子金具10とを備え、電線圧着部12の圧着後における高さ寸法Hを幅寸法Wで除することにより算出された数値をハイトワイド比(H/W)とし、電線圧着部12の圧着後における芯線15の総断面積S1を電線圧着部12の圧着前における芯線15の総断面積S2で除することにより算出された数値を圧縮率(S1/S2)としたときに、ハイトワイド比は0.5以上0.6以下に設定され、かつ、圧縮率は55%以上65%以下に設定されていることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、端子付き圧着電線および端子付き圧着電線の製造方法に関する。
【背景技術】
【0002】
一般に、電線の端末に接続される端子金具として、電線の端末に露出させた芯線を圧着する電線圧着部を備えたものが知られている。この電線圧着部は、端子金具の底板の両側縁から立ち上がる一対のバレル片を有しており、底板上に芯線を配置した上でアンビルとクリンパによって上下方向からかしめ付けることにより芯線と電線圧着部とが導通可能に接続されるようになっている。
【0003】
ところで、電線圧着部においてバレル片によって芯線を具体的にどのような圧着形状とするかという問題は、一般に圧着機におけるクリンプハイト(電線圧着部の高さ寸法)の値によって管理されていた。電線接続部の形状のパラメータとしてはクリンプワイド(電線圧着部の幅寸法)もあるが、これは端子金具を収容するコネクタハウジングのキャビティ寸法等によって決定されており、その値はアンビルとクリンパの形状によって一律に定まってしまうため、圧着機でクリンパをアンビルに向かってどこまで押し下げるか(これがクリンプハイトを決定する)だけが圧着時に調整可能となっているからである。
【0004】
従来、銅または銅合金(以下、単に「銅」という。)からなる芯線を有する銅電線を圧着する場合、クリンプハイトは一般的には芯線の圧着が比較的低圧縮となるように(次述するアルミ電線を圧着する場合よりも緩やかな圧着率で)調整されていた。
【0005】
ところが、近年、電線を軽量化する目的や銅電線に代わる代替材料としてアルミニウムまたはアルミニウム合金(以下、単に「アルミニウム」という。)からなる芯線を有するアルミ電線を車両用のワイヤハーネスに用いることが検討されている。アルミニウムは、銅よりも剛性が高く、また、表面に非導電性の被膜が形成されやすいという性質を有している。このため、アルミ電線の圧着は、銅電線よりも高圧縮となるように圧着しなければならないとされている。高圧縮の圧着を行うことで、非導電性の被膜が破壊されやすくなり、冷熱サイクルを受けても接触抵抗の増加を防ぐことができるからである。
【0006】
しかしながら、アルミ電線はアルミニウムであるのに対して、端子金具は一般に銅合金ないし黄銅材を母材としているため、高圧縮の圧着を行うと、電線圧着部が銅電線の場合よりも大きく伸びてしまうという問題が顕在化してきた。そこで、高圧縮の圧着による電線圧着部の伸び率を抑えるべく、例えば伸び率の小さい高価な材料で端子金具を形成したり、端子金具の形状を工夫するなどの手法によって解決する試みがなされてきた。
【0007】
以上のように、アルミ電線を圧着する場合には高圧縮が求められるため、端子金具の伸び率が大きくならざるを得ない。かといって、圧縮率を緩和すると、冷熱サイクルを受けることで接触抵抗が増大するため、圧縮率を緩和することはできない。このため、アルミ電線を圧着する限りは、端子金具の伸び率を抑えることと、接触抵抗の増大を抑えることとを両立させることは極めて困難であると考えられていたのである。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平7−73950号公報
【特許文献2】特開2006−12716号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は上記のような事情に鑑みてなされたものであって、端子金具の伸び率を小さめに抑えつつ、冷熱サイクルを受けても電線と電線圧着部との接触抵抗の増大を抑えることができる圧着電線および圧着電線の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明者らによる多くの実験によると、クリンプハイトとクリンプワイドとの値を、圧縮率のみに着目して管理するのではなく、特定の圧縮率の範囲内では、それに加えてクリンプハイト(H)をクリンプワイド(W)で除することにより算出された値(以下「ハイトワイド比」という)がある範囲となるように圧着条件を管理すると、端子金具の伸び率を抑えることができることが究明できた。つまり、ハイトワイド比が所定の範囲よりも小さくなると、圧着による端子金具の伸び率が大きくなり、逆に、ハイトワイド比が所定の範囲よりも大きくなっても、伸び率が大きくなり、伸びが最小となるハイトワイド比が存在することを始めて見出したのである。
【0011】
そこで、本発明の端子付き圧着電線は、アルミニウムまたはアルミニウム合金からなる芯線を有する電線と、前記電線の一部に露出させた芯線を圧着する電線圧着部を有する端子金具とを備え、前記電線圧着部の圧着後における高さ寸法Hを幅寸法Wで除することにより算出された数値をハイトワイド比(H/W)とし、前記電線圧着部の圧着後における前記芯線の総断面積S1を前記電線圧着部の圧着前における前記芯線の総断面積S2で除することにより算出された数値を圧縮率(S1/S2)としたときに、前記ハイトワイド比は0.5以上0.6以下に設定され、かつ、前記圧縮率は55%以上65%以下に設定されていることを特徴としている。
【0012】
さらに、前記ハイトワイド比は0.55に設定され、かつ、前記圧縮率は60%に設定されていることが好ましい。
ここで、クリンプハイトとは、端子金具(電線圧着部)の圧着断面における下端位置から上端位置までの高さ方向における寸法をいい、クリンプワイドとは、端子金具(電線圧着部)の圧着断面における左端位置から右端位置までの幅方向における寸法をいう。なお、高さ方向と幅方向は、芯線の軸方向に対して直交する面内において互いに直交する方向に延出している。
【0013】
また、圧縮率とは、電線圧着部の圧着後における芯線の総断面積S1を電線圧着部の圧着前における芯線の総断面積S2で除することにより算出された数値である。なお、電線圧着部の圧着前における芯線の総断面積S2とは、(芯線を構成する1本あたりの素線の断面積)*(素線の本数)で算出された数値であり、電線圧着部の圧着後における芯線の総断面積S1とは、圧着後の断面形状から算出された実測値である。
【0014】
また、端子金具の伸び率とは、(圧着後における端子金具の全長)/(圧着前における端子金具の全長)で算出された数値であり、端子金具の全長とは、電線圧着部によって圧着される芯線の軸方向における端子金具の寸法のことである。なお、圧着後における端子金具の全長とは、圧着後の端子金具の全長を実測して得られた値である。
【0015】
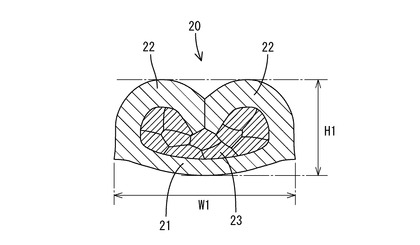
さて、図6は、ハイトワイド比を0.55に設定し、圧縮率を60%に設定することで得られた圧着断面を示している。図6における端子金具20は、底板21と、底板21の両側縁から立ち上がる一対のバレル片22と、底板21および両バレル片22によってかしめられた芯線23とから構成されている。また、図6におけるクリンプハイトはH1で示した寸法であり、図6におけるクリンプワイドはW1で示した寸法である。図6の圧着断面は、本発明における理想的な圧着形状をなしており、ハイトワイド比(H1/W1)が0.55となっている。
【0016】
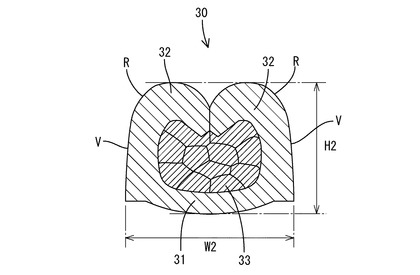
次に、図7は、ハイトワイド比を0.78に設定し、圧縮率を60%に設定することで得られた圧着断面を示している。図7における端子金具30は、底板31と、底板31の両側縁から立ち上がる一対のバレル片32と、底板31および両バレル片32によってかしめられた芯線33とから構成されている。また、図7におけるクリンプハイトはH2で示した寸法であり、図7におけるクリンプワイドはW2で示した寸法である。
【0017】
図7では、ハイトワイド比(H2/W2)が所定の範囲内(0.5以上0.6以下)よりも大きめに設定されているため、圧縮率が所定の範囲内(55%以上65%以下)に設定されているとしても、端子金具30の伸び率が図6の端子金具20よりも大きめとなっている。このような挙動を示す理由として、以下のように考えられる。
【0018】
バレル片32のうち上面Rを構成する部分(バレル上部)では、上面Rが小さいため、バレル片32の先端が丸くなり、丸まった分だけ板厚が増す方向に作用し、剛性が高くなる(すなわち伸びにくくなる)ものと考えられる。
【0019】
次に、バレル片32のうち垂直面Vを構成する部分(バレル中部)では、荷重がかかる方向(垂直方向)と同じ方向にバレル片32が立っているため、荷重がかかることで板厚が増す方向に作用し、剛性が高くなる(すなわち伸びにくくなる)と考えられる。
【0020】
一方、底板31(バレル下部)では、荷重がかかることで板厚が減る方向に作用するため、伸びやすくなる。また、端子金具30全体としては一定の荷重がかかっており、上記したように、バレル上部およびバレル中部は剛性が高く伸びにくいため、荷重が底板31に集中しやすくなり、余計に伸びやすくなるものと考えられる。
【0021】
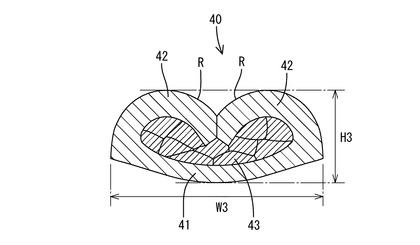
最後に、図8は、ハイトワイド比を0.44に設定し、圧縮率を60%に設定することで得られた圧着断面を示している。図8における端子金具40は、底板41と、底板41の両側縁から立ち上がる一対のバレル片42と、底板41および両バレル片42によってかしめられた芯線43とから構成されている。また、図8におけるクリンプハイトはH3で示した寸法であり、図8におけるクリンプワイドはW3で示した寸法である。
【0022】
図8では、ハイトワイド比が所定の範囲内(0.5以上0.6以下)よりも小さめに設定されているため、圧縮率が所定の範囲内(55%以上65%以下)に設定されているとしても、端子金具40の伸び率が図6の端子金具20よりも大きめとなっている。このような挙動を示す理由として、以下のように考えられる。
【0023】
バレル片42のうち上面Rを構成する部分(バレル上部)では、上面Rが大きいため、バレル片42が丸まりにくく、荷重を受けることで板厚が増す方向に作用せず、剛性が高くなりにくい。しかし、バレル片42の先端は、バレル上部にかかった荷重によって底板41に向かって回り込もうとするため、バレル片42の上面Rにかかった荷重が底板31に集中しやすくなる。
【0024】
一方、図8においては、荷重がかかる方向と同じ方向(垂直方向)にバレル片42が立っていない。すなわち、図7のバレル中部に相当する部分が倒れることでバレル上部の一部を構成しているため、図8においてはバレル中部が存在しない。この結果、底板41においては、バレル42の先端が近いため、バレル42の先端から底板41に荷重がかかりやすくなっている。このため、底板41が伸びやすくなっている。
【0025】
その点、本発明においては、図6の端子金具20が図7の端子金具30と図8の端子金具40との中間に位置する断面形状を有しており、荷重が底板21に集中することなく、底板21および両バレル片22に荷重が分散しやすくなっている。すなわち、ハイトワイド比(H1/W1)を所定の範囲内(0.5以上0.6以下)に設定することで、荷重を底板21および両バレル片22に分散させやすくなっている。このため、端子金具20の伸び率が図7の端子金具30および図8の端子金具40よりも小さめに抑えられている。その上、圧縮率を所定の範囲内(55%以上65%以下)に設定しているから、冷熱サイクルを受けても接触抵抗が増大することはない。
【発明の効果】
【0026】
本発明によれば、端子金具の伸びを小さめに抑えつつ、冷熱サイクルを受けても電線と電線圧着部との接触抵抗の増大を抑えることができる。
【図面の簡単な説明】
【0027】
【図1】本発明の実施形態に係る端子金具の圧着前の状態を示す平面図
【図2】展開状態における端子金具の平面図
【図3】アンビル上の電線圧着部が配置された状態を示した断面図
【図4】アンビルとクリンパによって芯線と電線圧着部を圧着する途中の状態を示した断面図
【図5】アンビルとクリンパによって芯線と電線圧着部を圧着した状態を示した断面図
【図6】理想的な圧着形状を示す圧着断面を示した図
【図7】図6よりもハイトワイド比を大きめに設定した場合における圧着断面を示した図
【図8】図6よりもハイトワイド比を小さめに設定した場合における圧着断面を示した図
【図9】ハイトワイド比と端子伸び比率の相関データを示したグラフ
【発明を実施するための形態】
【0028】
<実施形態>
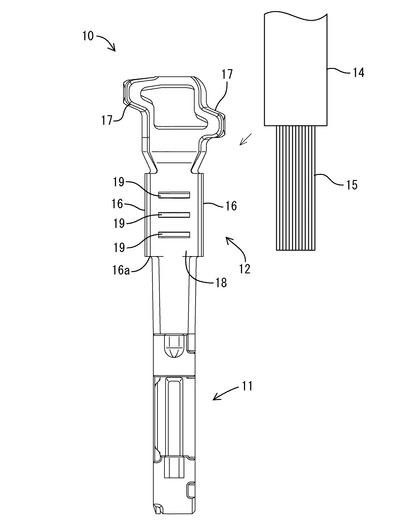
本発明の実施形態を図1ないし図9の図面を参照しながら説明する。本実施形態における端子付き圧着電線は、電線14の端末に端子金具10が圧着接続された構成であり、端子金具10を雌型の端子金具に適用した例を説明している。圧着前における端子金具10の全体構造は図1の平面図に示すとおりである。この端子金具10は、図2に示すように、銅合金板のフープ材をプレスで所定形状に打ち抜いた後に、折り曲げることによって図1の状態に形成される。
【0029】
図1に示すように端子金具10の先端側(図示下方)には、角筒形状をなす端子接続部11が形成され、その反対側には電線圧着部12が形成されている。端子接続部11の内部には先端側から略U字状に折り返して形成した弾性接触片13(図2参照)が設けられており、この端子接続部11に対して相手側端子であるタブ端子が挿入されて弾性接触片13に接触する。
【0030】
電線圧着部12に圧着接続される電線14は、アルミニウムまたはアルミニウム合金からなる芯線15を有している。電線圧着部12は、電線14の芯線15を圧着する一対のワイヤバレル片16と、電線14をその被覆部分で圧着する一対のインシュレーションバレル片17とからなる。ワイヤバレル片16は半円筒状をなす底板18の両側縁から対向状態で立ち上がる形態をなしている。インシュレーションバレル片17も同様に底板18の両側縁から対向状態で立ち上がる形態をなしている。ワイヤバレル片16はインシュレーションバレル片17よりも先端側に位置している。なお、底板18においてワイヤバレル片16に隣り合う位置には、電線14の軸方向に対して直交する方向に延びる例えば3本のセレーション19が凹設されている。
【0031】
図8は、圧着後における電線圧着部12の断面形状を示したものである。圧着断面では、一方のワイヤバレル片16の先端が、他方のワイヤバレル片16側に曲げられて電線圧着部12の底板18に向けられている。また、芯線15を構成する各素線は、圧着によりかしめ変形されており、ほぼ隙間のない状態で互いに密着している。芯線15は、セレーション19の内部に埋め込まれており、芯線15の表面に非導電性の被膜が形成されている場合でも、セレーション19の開口縁で被膜が削り取られるため、冷熱サイクルを受けても接触抵抗の増大を抑えることができる。
【0032】
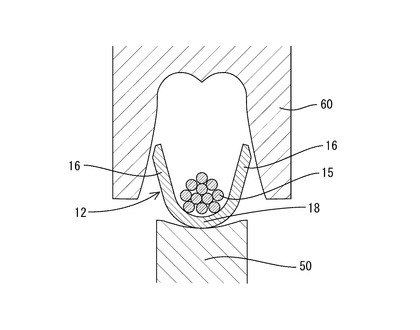
次に、端子金具10の圧着方法について図3ないし図5を参照しながら説明する。まず、圧着前における端子金具10を圧着機(図示せず)にセットすると、図3に示すように、端子金具10の底板18がアンビル50の上面に配置され、芯線15が底板18上に配置される。アンビル50の上方には、クリンパ60が配設されており、クリンパ60をアンビル50に向けて下降させることにより、電線圧着部12の圧着が行われるようになっている。
【0033】
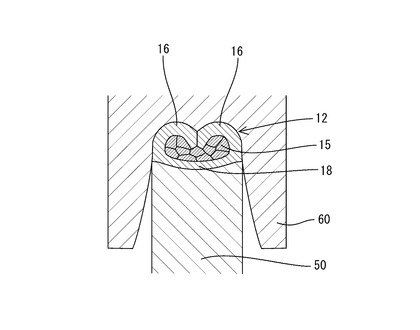
圧着の途中では、図4に示すように、両ワイヤバレル片16の先端がクリンパ60の圧着面に沿って互いに近づく方向に曲げられ、両ワイヤバレル片16の先端同士が当たり合った状態となる。この状態では、芯線15を構成する各素線は、円形の断面形状を維持しており、各素線の間には隙間が形成されている。図4の状態からクリンパ60をさらに下降させると、図5に示すように、芯線15を構成する各素線が変形するとともに、各素線が隙間のない状態で互いに密着する。この後、クリンパ60を上昇させて、圧着後における端子金具10を取り出すと、図6に示す圧着形状を有する端子金具10が得られる。
【0034】
<実施例>
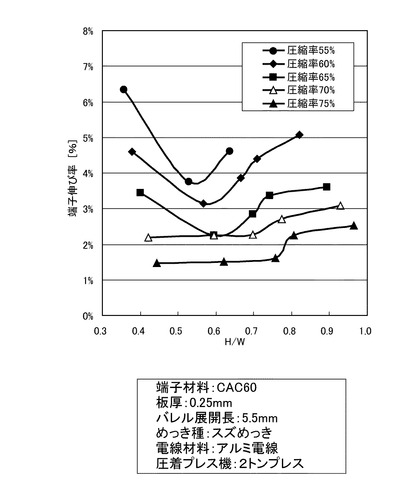
以下、実施例を挙げて本実施形態をさらに詳細に説明する。図9は、ハイトワイド比と端子金具10の伸び比率との相関を表したグラフである。以下に示す表1ないし表3は、図9のグラフの元データである。
【表1】

【表2】
【表3】
【0035】
グラフ中における各データは、N=10の伸び率の平均データであり、各表におけるAVE.で示した数値をプロットしたものである。その他の実験条件は、図9の下部において四角で囲った範囲に記載したとおりである。図9の実験条件のうち、バレル展開長とは、図2におけるLで示した寸法である。
【0036】
圧縮率55%においては、H/W=0.53のときに伸び率が最小(3.8%)となっており、これよりもH/Wが小さいと(H/W=0.36)、伸び率が大きくなっており、逆にH/Wが大きい場合においても(H/W=0.64)、伸び率が大きくなっている。同様に、圧縮率60%においては、H/W=0.57のときに、伸び率が最小となっており、圧縮率65%においては、H/W=0.59のときに、伸び率が最小となっている。
【0037】
圧縮率70%および75%では、圧縮率55%ないし65%のグラフのように、伸び率が最小となる最下点は見られず、伸び率の小さい部分が平坦な形状となっている。なお、圧縮率70%および75%においては、圧縮率55%ないし65%の場合よりも伸び率が小さくなっているものの、冷熱サイクルを受けて接触抵抗が増大する可能性があるため、圧縮率は55%以上65%以下が好ましい。
【0038】
以上のように本実施形態では、ハイトワイド比を0.5以上0.6以下に設定し、圧縮率を55%以上65%以下に設定することにより、端子金具の伸び率を小さく抑えつつ、冷熱サイクルを受けても接触抵抗の増大を回避できるという優れた効果を奏する。特に、ハイトワイド比を0.55に設定し、圧縮率を60%に設定した場合に、理想的な圧着断面形状を得ることができる。
【0039】
<他の実施形態>
本発明は上記記述及び図面によって説明した実施形態に限定されるものではなく、例えば次のような実施形態も本発明の技術的範囲に含まれる。
(1)上記実施形態では雌型の端子金具10に適用しているものの、本発明によると、雄型の端子金具(タブ端子)に適用してもよい。
(2)上記実施形態では電線14の端末に露出させた芯線15に電線圧着部12を圧着接続しているものの、本発明によると、電線14の途中で被覆を除去して露出させた芯線15に電線圧着部12を圧着接続してもよい。
【符号の説明】
【0040】
10…端子金具
12…電線圧着部
14…電線
15…芯線
16…ワイヤバレル片(バレル片)
18…底板
【技術分野】
【0001】
本発明は、端子付き圧着電線および端子付き圧着電線の製造方法に関する。
【背景技術】
【0002】
一般に、電線の端末に接続される端子金具として、電線の端末に露出させた芯線を圧着する電線圧着部を備えたものが知られている。この電線圧着部は、端子金具の底板の両側縁から立ち上がる一対のバレル片を有しており、底板上に芯線を配置した上でアンビルとクリンパによって上下方向からかしめ付けることにより芯線と電線圧着部とが導通可能に接続されるようになっている。
【0003】
ところで、電線圧着部においてバレル片によって芯線を具体的にどのような圧着形状とするかという問題は、一般に圧着機におけるクリンプハイト(電線圧着部の高さ寸法)の値によって管理されていた。電線接続部の形状のパラメータとしてはクリンプワイド(電線圧着部の幅寸法)もあるが、これは端子金具を収容するコネクタハウジングのキャビティ寸法等によって決定されており、その値はアンビルとクリンパの形状によって一律に定まってしまうため、圧着機でクリンパをアンビルに向かってどこまで押し下げるか(これがクリンプハイトを決定する)だけが圧着時に調整可能となっているからである。
【0004】
従来、銅または銅合金(以下、単に「銅」という。)からなる芯線を有する銅電線を圧着する場合、クリンプハイトは一般的には芯線の圧着が比較的低圧縮となるように(次述するアルミ電線を圧着する場合よりも緩やかな圧着率で)調整されていた。
【0005】
ところが、近年、電線を軽量化する目的や銅電線に代わる代替材料としてアルミニウムまたはアルミニウム合金(以下、単に「アルミニウム」という。)からなる芯線を有するアルミ電線を車両用のワイヤハーネスに用いることが検討されている。アルミニウムは、銅よりも剛性が高く、また、表面に非導電性の被膜が形成されやすいという性質を有している。このため、アルミ電線の圧着は、銅電線よりも高圧縮となるように圧着しなければならないとされている。高圧縮の圧着を行うことで、非導電性の被膜が破壊されやすくなり、冷熱サイクルを受けても接触抵抗の増加を防ぐことができるからである。
【0006】
しかしながら、アルミ電線はアルミニウムであるのに対して、端子金具は一般に銅合金ないし黄銅材を母材としているため、高圧縮の圧着を行うと、電線圧着部が銅電線の場合よりも大きく伸びてしまうという問題が顕在化してきた。そこで、高圧縮の圧着による電線圧着部の伸び率を抑えるべく、例えば伸び率の小さい高価な材料で端子金具を形成したり、端子金具の形状を工夫するなどの手法によって解決する試みがなされてきた。
【0007】
以上のように、アルミ電線を圧着する場合には高圧縮が求められるため、端子金具の伸び率が大きくならざるを得ない。かといって、圧縮率を緩和すると、冷熱サイクルを受けることで接触抵抗が増大するため、圧縮率を緩和することはできない。このため、アルミ電線を圧着する限りは、端子金具の伸び率を抑えることと、接触抵抗の増大を抑えることとを両立させることは極めて困難であると考えられていたのである。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平7−73950号公報
【特許文献2】特開2006−12716号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は上記のような事情に鑑みてなされたものであって、端子金具の伸び率を小さめに抑えつつ、冷熱サイクルを受けても電線と電線圧着部との接触抵抗の増大を抑えることができる圧着電線および圧着電線の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明者らによる多くの実験によると、クリンプハイトとクリンプワイドとの値を、圧縮率のみに着目して管理するのではなく、特定の圧縮率の範囲内では、それに加えてクリンプハイト(H)をクリンプワイド(W)で除することにより算出された値(以下「ハイトワイド比」という)がある範囲となるように圧着条件を管理すると、端子金具の伸び率を抑えることができることが究明できた。つまり、ハイトワイド比が所定の範囲よりも小さくなると、圧着による端子金具の伸び率が大きくなり、逆に、ハイトワイド比が所定の範囲よりも大きくなっても、伸び率が大きくなり、伸びが最小となるハイトワイド比が存在することを始めて見出したのである。
【0011】
そこで、本発明の端子付き圧着電線は、アルミニウムまたはアルミニウム合金からなる芯線を有する電線と、前記電線の一部に露出させた芯線を圧着する電線圧着部を有する端子金具とを備え、前記電線圧着部の圧着後における高さ寸法Hを幅寸法Wで除することにより算出された数値をハイトワイド比(H/W)とし、前記電線圧着部の圧着後における前記芯線の総断面積S1を前記電線圧着部の圧着前における前記芯線の総断面積S2で除することにより算出された数値を圧縮率(S1/S2)としたときに、前記ハイトワイド比は0.5以上0.6以下に設定され、かつ、前記圧縮率は55%以上65%以下に設定されていることを特徴としている。
【0012】
さらに、前記ハイトワイド比は0.55に設定され、かつ、前記圧縮率は60%に設定されていることが好ましい。
ここで、クリンプハイトとは、端子金具(電線圧着部)の圧着断面における下端位置から上端位置までの高さ方向における寸法をいい、クリンプワイドとは、端子金具(電線圧着部)の圧着断面における左端位置から右端位置までの幅方向における寸法をいう。なお、高さ方向と幅方向は、芯線の軸方向に対して直交する面内において互いに直交する方向に延出している。
【0013】
また、圧縮率とは、電線圧着部の圧着後における芯線の総断面積S1を電線圧着部の圧着前における芯線の総断面積S2で除することにより算出された数値である。なお、電線圧着部の圧着前における芯線の総断面積S2とは、(芯線を構成する1本あたりの素線の断面積)*(素線の本数)で算出された数値であり、電線圧着部の圧着後における芯線の総断面積S1とは、圧着後の断面形状から算出された実測値である。
【0014】
また、端子金具の伸び率とは、(圧着後における端子金具の全長)/(圧着前における端子金具の全長)で算出された数値であり、端子金具の全長とは、電線圧着部によって圧着される芯線の軸方向における端子金具の寸法のことである。なお、圧着後における端子金具の全長とは、圧着後の端子金具の全長を実測して得られた値である。
【0015】
さて、図6は、ハイトワイド比を0.55に設定し、圧縮率を60%に設定することで得られた圧着断面を示している。図6における端子金具20は、底板21と、底板21の両側縁から立ち上がる一対のバレル片22と、底板21および両バレル片22によってかしめられた芯線23とから構成されている。また、図6におけるクリンプハイトはH1で示した寸法であり、図6におけるクリンプワイドはW1で示した寸法である。図6の圧着断面は、本発明における理想的な圧着形状をなしており、ハイトワイド比(H1/W1)が0.55となっている。
【0016】
次に、図7は、ハイトワイド比を0.78に設定し、圧縮率を60%に設定することで得られた圧着断面を示している。図7における端子金具30は、底板31と、底板31の両側縁から立ち上がる一対のバレル片32と、底板31および両バレル片32によってかしめられた芯線33とから構成されている。また、図7におけるクリンプハイトはH2で示した寸法であり、図7におけるクリンプワイドはW2で示した寸法である。
【0017】
図7では、ハイトワイド比(H2/W2)が所定の範囲内(0.5以上0.6以下)よりも大きめに設定されているため、圧縮率が所定の範囲内(55%以上65%以下)に設定されているとしても、端子金具30の伸び率が図6の端子金具20よりも大きめとなっている。このような挙動を示す理由として、以下のように考えられる。
【0018】
バレル片32のうち上面Rを構成する部分(バレル上部)では、上面Rが小さいため、バレル片32の先端が丸くなり、丸まった分だけ板厚が増す方向に作用し、剛性が高くなる(すなわち伸びにくくなる)ものと考えられる。
【0019】
次に、バレル片32のうち垂直面Vを構成する部分(バレル中部)では、荷重がかかる方向(垂直方向)と同じ方向にバレル片32が立っているため、荷重がかかることで板厚が増す方向に作用し、剛性が高くなる(すなわち伸びにくくなる)と考えられる。
【0020】
一方、底板31(バレル下部)では、荷重がかかることで板厚が減る方向に作用するため、伸びやすくなる。また、端子金具30全体としては一定の荷重がかかっており、上記したように、バレル上部およびバレル中部は剛性が高く伸びにくいため、荷重が底板31に集中しやすくなり、余計に伸びやすくなるものと考えられる。
【0021】
最後に、図8は、ハイトワイド比を0.44に設定し、圧縮率を60%に設定することで得られた圧着断面を示している。図8における端子金具40は、底板41と、底板41の両側縁から立ち上がる一対のバレル片42と、底板41および両バレル片42によってかしめられた芯線43とから構成されている。また、図8におけるクリンプハイトはH3で示した寸法であり、図8におけるクリンプワイドはW3で示した寸法である。
【0022】
図8では、ハイトワイド比が所定の範囲内(0.5以上0.6以下)よりも小さめに設定されているため、圧縮率が所定の範囲内(55%以上65%以下)に設定されているとしても、端子金具40の伸び率が図6の端子金具20よりも大きめとなっている。このような挙動を示す理由として、以下のように考えられる。
【0023】
バレル片42のうち上面Rを構成する部分(バレル上部)では、上面Rが大きいため、バレル片42が丸まりにくく、荷重を受けることで板厚が増す方向に作用せず、剛性が高くなりにくい。しかし、バレル片42の先端は、バレル上部にかかった荷重によって底板41に向かって回り込もうとするため、バレル片42の上面Rにかかった荷重が底板31に集中しやすくなる。
【0024】
一方、図8においては、荷重がかかる方向と同じ方向(垂直方向)にバレル片42が立っていない。すなわち、図7のバレル中部に相当する部分が倒れることでバレル上部の一部を構成しているため、図8においてはバレル中部が存在しない。この結果、底板41においては、バレル42の先端が近いため、バレル42の先端から底板41に荷重がかかりやすくなっている。このため、底板41が伸びやすくなっている。
【0025】
その点、本発明においては、図6の端子金具20が図7の端子金具30と図8の端子金具40との中間に位置する断面形状を有しており、荷重が底板21に集中することなく、底板21および両バレル片22に荷重が分散しやすくなっている。すなわち、ハイトワイド比(H1/W1)を所定の範囲内(0.5以上0.6以下)に設定することで、荷重を底板21および両バレル片22に分散させやすくなっている。このため、端子金具20の伸び率が図7の端子金具30および図8の端子金具40よりも小さめに抑えられている。その上、圧縮率を所定の範囲内(55%以上65%以下)に設定しているから、冷熱サイクルを受けても接触抵抗が増大することはない。
【発明の効果】
【0026】
本発明によれば、端子金具の伸びを小さめに抑えつつ、冷熱サイクルを受けても電線と電線圧着部との接触抵抗の増大を抑えることができる。
【図面の簡単な説明】
【0027】
【図1】本発明の実施形態に係る端子金具の圧着前の状態を示す平面図
【図2】展開状態における端子金具の平面図
【図3】アンビル上の電線圧着部が配置された状態を示した断面図
【図4】アンビルとクリンパによって芯線と電線圧着部を圧着する途中の状態を示した断面図
【図5】アンビルとクリンパによって芯線と電線圧着部を圧着した状態を示した断面図
【図6】理想的な圧着形状を示す圧着断面を示した図
【図7】図6よりもハイトワイド比を大きめに設定した場合における圧着断面を示した図
【図8】図6よりもハイトワイド比を小さめに設定した場合における圧着断面を示した図
【図9】ハイトワイド比と端子伸び比率の相関データを示したグラフ
【発明を実施するための形態】
【0028】
<実施形態>
本発明の実施形態を図1ないし図9の図面を参照しながら説明する。本実施形態における端子付き圧着電線は、電線14の端末に端子金具10が圧着接続された構成であり、端子金具10を雌型の端子金具に適用した例を説明している。圧着前における端子金具10の全体構造は図1の平面図に示すとおりである。この端子金具10は、図2に示すように、銅合金板のフープ材をプレスで所定形状に打ち抜いた後に、折り曲げることによって図1の状態に形成される。
【0029】
図1に示すように端子金具10の先端側(図示下方)には、角筒形状をなす端子接続部11が形成され、その反対側には電線圧着部12が形成されている。端子接続部11の内部には先端側から略U字状に折り返して形成した弾性接触片13(図2参照)が設けられており、この端子接続部11に対して相手側端子であるタブ端子が挿入されて弾性接触片13に接触する。
【0030】
電線圧着部12に圧着接続される電線14は、アルミニウムまたはアルミニウム合金からなる芯線15を有している。電線圧着部12は、電線14の芯線15を圧着する一対のワイヤバレル片16と、電線14をその被覆部分で圧着する一対のインシュレーションバレル片17とからなる。ワイヤバレル片16は半円筒状をなす底板18の両側縁から対向状態で立ち上がる形態をなしている。インシュレーションバレル片17も同様に底板18の両側縁から対向状態で立ち上がる形態をなしている。ワイヤバレル片16はインシュレーションバレル片17よりも先端側に位置している。なお、底板18においてワイヤバレル片16に隣り合う位置には、電線14の軸方向に対して直交する方向に延びる例えば3本のセレーション19が凹設されている。
【0031】
図8は、圧着後における電線圧着部12の断面形状を示したものである。圧着断面では、一方のワイヤバレル片16の先端が、他方のワイヤバレル片16側に曲げられて電線圧着部12の底板18に向けられている。また、芯線15を構成する各素線は、圧着によりかしめ変形されており、ほぼ隙間のない状態で互いに密着している。芯線15は、セレーション19の内部に埋め込まれており、芯線15の表面に非導電性の被膜が形成されている場合でも、セレーション19の開口縁で被膜が削り取られるため、冷熱サイクルを受けても接触抵抗の増大を抑えることができる。
【0032】
次に、端子金具10の圧着方法について図3ないし図5を参照しながら説明する。まず、圧着前における端子金具10を圧着機(図示せず)にセットすると、図3に示すように、端子金具10の底板18がアンビル50の上面に配置され、芯線15が底板18上に配置される。アンビル50の上方には、クリンパ60が配設されており、クリンパ60をアンビル50に向けて下降させることにより、電線圧着部12の圧着が行われるようになっている。
【0033】
圧着の途中では、図4に示すように、両ワイヤバレル片16の先端がクリンパ60の圧着面に沿って互いに近づく方向に曲げられ、両ワイヤバレル片16の先端同士が当たり合った状態となる。この状態では、芯線15を構成する各素線は、円形の断面形状を維持しており、各素線の間には隙間が形成されている。図4の状態からクリンパ60をさらに下降させると、図5に示すように、芯線15を構成する各素線が変形するとともに、各素線が隙間のない状態で互いに密着する。この後、クリンパ60を上昇させて、圧着後における端子金具10を取り出すと、図6に示す圧着形状を有する端子金具10が得られる。
【0034】
<実施例>
以下、実施例を挙げて本実施形態をさらに詳細に説明する。図9は、ハイトワイド比と端子金具10の伸び比率との相関を表したグラフである。以下に示す表1ないし表3は、図9のグラフの元データである。
【表1】
【表2】
【表3】
【0035】
グラフ中における各データは、N=10の伸び率の平均データであり、各表におけるAVE.で示した数値をプロットしたものである。その他の実験条件は、図9の下部において四角で囲った範囲に記載したとおりである。図9の実験条件のうち、バレル展開長とは、図2におけるLで示した寸法である。
【0036】
圧縮率55%においては、H/W=0.53のときに伸び率が最小(3.8%)となっており、これよりもH/Wが小さいと(H/W=0.36)、伸び率が大きくなっており、逆にH/Wが大きい場合においても(H/W=0.64)、伸び率が大きくなっている。同様に、圧縮率60%においては、H/W=0.57のときに、伸び率が最小となっており、圧縮率65%においては、H/W=0.59のときに、伸び率が最小となっている。
【0037】
圧縮率70%および75%では、圧縮率55%ないし65%のグラフのように、伸び率が最小となる最下点は見られず、伸び率の小さい部分が平坦な形状となっている。なお、圧縮率70%および75%においては、圧縮率55%ないし65%の場合よりも伸び率が小さくなっているものの、冷熱サイクルを受けて接触抵抗が増大する可能性があるため、圧縮率は55%以上65%以下が好ましい。
【0038】
以上のように本実施形態では、ハイトワイド比を0.5以上0.6以下に設定し、圧縮率を55%以上65%以下に設定することにより、端子金具の伸び率を小さく抑えつつ、冷熱サイクルを受けても接触抵抗の増大を回避できるという優れた効果を奏する。特に、ハイトワイド比を0.55に設定し、圧縮率を60%に設定した場合に、理想的な圧着断面形状を得ることができる。
【0039】
<他の実施形態>
本発明は上記記述及び図面によって説明した実施形態に限定されるものではなく、例えば次のような実施形態も本発明の技術的範囲に含まれる。
(1)上記実施形態では雌型の端子金具10に適用しているものの、本発明によると、雄型の端子金具(タブ端子)に適用してもよい。
(2)上記実施形態では電線14の端末に露出させた芯線15に電線圧着部12を圧着接続しているものの、本発明によると、電線14の途中で被覆を除去して露出させた芯線15に電線圧着部12を圧着接続してもよい。
【符号の説明】
【0040】
10…端子金具
12…電線圧着部
14…電線
15…芯線
16…ワイヤバレル片(バレル片)
18…底板
【特許請求の範囲】
【請求項1】
アルミニウムまたはアルミニウム合金からなる芯線を有する電線と、
前記電線の一部に露出させた芯線を圧着する電線圧着部を有する端子金具とを備え、
前記電線圧着部の圧着後における高さ寸法Hを幅寸法Wで除することにより算出された数値をハイトワイド比(H/W)とし、前記電線圧着部の圧着後における前記芯線の総断面積S1を前記電線圧着部の圧着前における前記芯線の総断面積S2で除することにより算出された数値を圧縮率(S1/S2)としたときに、前記ハイトワイド比は0.5以上0.6以下に設定され、かつ、前記圧縮率は55%以上65%以下に設定されていることを特徴とする端子付き圧着電線。
【請求項2】
前記ハイトワイド比は0.55に設定され、かつ、前記圧縮率は60%に設定されていることを特徴とする請求項1に記載の端子付き圧着電線。
【請求項3】
前記電線圧着部は、前記端子金具の底板の両側縁から立ち上がる一対のバレル片を備えて構成され、一方の前記バレル片の先端は、他方の前記バレル片側に折り曲げられて前記底板に向けられていることを特徴とする請求項1または請求項2に記載の端子付き圧着電線。
【請求項4】
アルミニウムまたはアルミニウム合金からなる芯線を有する電線の一部に端子金具が圧着されてなる端子付き圧着電線の製造方法であって、
電線圧着部を有する端子金具の前記電線圧着部に前記芯線を配置し、前記芯線と前記電線圧着部とを一対の金型で挟み付けて圧着することにより、前記芯線と前記電線圧着部とが導通可能に接続されるようになっており、
前記電線圧着部の圧着後における高さ寸法Hを幅寸法Wで除することにより算出された数値をハイトワイド比(H/W)とし、前記電線圧着部の圧着後における前記芯線の総断面積S1を前記電線圧着部の圧着前における前記芯線の総断面積S2で除することにより算出された数値を圧縮率(S1/S2)としたときに、前記ハイトワイド比は0.5以上0.6以下に設定され、かつ、前記圧縮率は55%以上65%以下に設定されていることを特徴とする端子付き圧着電線の製造方法。
【請求項5】
前記ハイトワイド比は0.55に設定され、かつ、前記圧縮率は60%に設定されていることを特徴とする請求項4に記載の端子付き圧着電線の製造方法。
【請求項1】
アルミニウムまたはアルミニウム合金からなる芯線を有する電線と、
前記電線の一部に露出させた芯線を圧着する電線圧着部を有する端子金具とを備え、
前記電線圧着部の圧着後における高さ寸法Hを幅寸法Wで除することにより算出された数値をハイトワイド比(H/W)とし、前記電線圧着部の圧着後における前記芯線の総断面積S1を前記電線圧着部の圧着前における前記芯線の総断面積S2で除することにより算出された数値を圧縮率(S1/S2)としたときに、前記ハイトワイド比は0.5以上0.6以下に設定され、かつ、前記圧縮率は55%以上65%以下に設定されていることを特徴とする端子付き圧着電線。
【請求項2】
前記ハイトワイド比は0.55に設定され、かつ、前記圧縮率は60%に設定されていることを特徴とする請求項1に記載の端子付き圧着電線。
【請求項3】
前記電線圧着部は、前記端子金具の底板の両側縁から立ち上がる一対のバレル片を備えて構成され、一方の前記バレル片の先端は、他方の前記バレル片側に折り曲げられて前記底板に向けられていることを特徴とする請求項1または請求項2に記載の端子付き圧着電線。
【請求項4】
アルミニウムまたはアルミニウム合金からなる芯線を有する電線の一部に端子金具が圧着されてなる端子付き圧着電線の製造方法であって、
電線圧着部を有する端子金具の前記電線圧着部に前記芯線を配置し、前記芯線と前記電線圧着部とを一対の金型で挟み付けて圧着することにより、前記芯線と前記電線圧着部とが導通可能に接続されるようになっており、
前記電線圧着部の圧着後における高さ寸法Hを幅寸法Wで除することにより算出された数値をハイトワイド比(H/W)とし、前記電線圧着部の圧着後における前記芯線の総断面積S1を前記電線圧着部の圧着前における前記芯線の総断面積S2で除することにより算出された数値を圧縮率(S1/S2)としたときに、前記ハイトワイド比は0.5以上0.6以下に設定され、かつ、前記圧縮率は55%以上65%以下に設定されていることを特徴とする端子付き圧着電線の製造方法。
【請求項5】
前記ハイトワイド比は0.55に設定され、かつ、前記圧縮率は60%に設定されていることを特徴とする請求項4に記載の端子付き圧着電線の製造方法。
【図1】

【図2】

【図3】
【図4】

【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2011−40194(P2011−40194A)
【公開日】平成23年2月24日(2011.2.24)
【国際特許分類】
【出願番号】特願2009−184426(P2009−184426)
【出願日】平成21年8月7日(2009.8.7)
【出願人】(395011665)株式会社オートネットワーク技術研究所 (2,668)
【出願人】(000183406)住友電装株式会社 (6,135)
【出願人】(000002130)住友電気工業株式会社 (12,747)
【Fターム(参考)】
【公開日】平成23年2月24日(2011.2.24)
【国際特許分類】
【出願日】平成21年8月7日(2009.8.7)
【出願人】(395011665)株式会社オートネットワーク技術研究所 (2,668)
【出願人】(000183406)住友電装株式会社 (6,135)
【出願人】(000002130)住友電気工業株式会社 (12,747)
【Fターム(参考)】
[ Back to top ]