
端子付電線の製造方法及び端子圧着装置
【課題】電線の端部の露出芯線部に端子を圧着する際に、端子からの露出芯線部の突出をなるべく小さくすること。
【解決手段】電線12の端部の露出芯線部14aに端子20の圧着部22が圧着された端子付電線10の製造方法であって、(a)前記圧着部22内に前記露出芯線部14aを配設する工程と、(b)下金型40と上金型50との間で前記圧着部22を挟んで、前記圧着部22を前記露出芯線部14aに圧着する工程とを備える。端子付電線10の製造方法は、(c)前記工程(b)において、前記露出芯線部14aのうち前記圧着部22からはみ出る部分を前記端子20に向けて押える工程をさらに備える。
【解決手段】電線12の端部の露出芯線部14aに端子20の圧着部22が圧着された端子付電線10の製造方法であって、(a)前記圧着部22内に前記露出芯線部14aを配設する工程と、(b)下金型40と上金型50との間で前記圧着部22を挟んで、前記圧着部22を前記露出芯線部14aに圧着する工程とを備える。端子付電線10の製造方法は、(c)前記工程(b)において、前記露出芯線部14aのうち前記圧着部22からはみ出る部分を前記端子20に向けて押える工程をさらに備える。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、電線端部の露出芯線部に端子を圧着する技術に関する。
【背景技術】
【0002】
従来、端子付電線として特許文献2に開示のものがある。特許文献2では、端子に芯線圧着用バレルが設けられ、この芯線圧着用バレルが電線端末から露出する芯線にかしめ圧着されている。
【0003】
特許文献1には、鋼板に塗布される保護被膜の例が開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平11−166151号公報
【特許文献2】特開2000−285983号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、電線の端部に露出する芯線に端子をかしめ圧着すると、圧縮力によって芯線部が伸びてしまい、大きく突出してしまう。このような端子と電線との接続部分の表面に、上記被膜形成用の保護剤を塗布すると、芯線部が大きく突出した部分で先端縁部の膜厚が薄くなってしまい、十分な保護性能が得られない恐れがある。
【0006】
そこで、本発明は、電線の端部の露出芯線部に端子を圧着する際に、端子からの露出芯線部の突出をなるべく小さくすることを目的とする。
【課題を解決するための手段】
【0007】
上記課題を解決するため、第1の態様は、電線の端部の露出芯線部に端子の圧着部が圧着された端子付電線の製造方法であって、(a)前記圧着部内に前記露出芯線部を配設する工程と、(b)下金型と上金型との間で前記圧着部を挟んで、前記圧着部を前記露出芯線部に圧着する工程と、(c)前記工程(b)において、前記露出芯線部のうち前記圧着部からはみ出る部分を前記端子に向けて押える工程とを備える。
【0008】
第2の態様は、第1の態様に係る端子付電線の製造方法であって、前記工程(c)では、前記上金型と一体形成された押え部材によって、前記露出芯線部のうち前記圧着部からはみ出る部分を前記端子に向けて押えるようにしている。
【0009】
第3の態様は、第1の態様に係る端子付電線の製造方法であって、前記工程(c)では、前記上金型と別体とされ、かつ、前記上金型と同期して移動する押え部材によって、前記露出芯線部のうち前記圧着部からはみ出る部分を前記端子に向けて押えるようにしている。
【0010】
また、上記課題を解決するため、第4の態様は、電線の端部の露出芯線部に端子の圧着部を圧着する端子圧着装置であって、内部に前記露出芯線部が配設された前記圧着部を配設可能な下金型と、前記下金型に対して接近離隔移動可能に配設され、前記下金型に向けて移動することで、前記下金型との間で前記圧着部を挟んで、前記圧着部を前記露出芯線部に圧着する上金型と、前記上金型と同期して移動可能に配設され、前記下金型に向けて移動することで、前記露出芯線部のうち前記圧着部からはみ出る部分を前記端子に向けて押える押え部材とを備える。
【発明の効果】
【0011】
第1の態様によると、下金型と上金型との間で前記圧着部を挟んで、前記圧着部を前記露出芯線部に圧着する際に、前記露出芯線部のうち前記圧着部からはみ出る部分を前記端子に向けて押えるため、端子からの露出芯線部の突出をなるべく小さくすることができる。
【0012】
第2の態様によると、上金型と押え部材とが一体化されているため、押え部材の耐久性が向上する。
【0013】
第3の態様によると、上金型に対する押え部材の追加、交換等を容易に行える。
【0014】
第4の態様によると、下金型と上金型との間で前記圧着部を挟んで前記圧着部を前記露出芯線部に圧着する際に、前記露出芯線部のうち前記圧着部からはみ出る部分を前記端子に向けて押えることができるため、端子からの露出芯線部の突出をなるべく小さくすることができる。
【図面の簡単な説明】
【0015】
【図1】圧着前の端子及び電線を示す概略側面図である。
【図2】端子付電線を示す概略側面図である。
【図3】実施形態に係る端子圧着装置を示す説明図である。
【図4】同上の端子圧着装置の芯線用上金型を示す側面図である。
【図5】同上の芯線用上金型を示す正面図である。
【図6】変形例に係る芯線用上金型を示す正面図である。
【図7】変形例に係る押え部材を示す正面図である。
【図8】変形例に係る芯線用上金型及び押え部材を示す側面図である。
【図9】圧着作業工程の説明図である。
【図10】圧着作業工程の説明図である。
【発明を実施するための形態】
【0016】
以下、実施形態に係る端子付電線の製造方法及び端子圧着装置について説明する。
【0017】
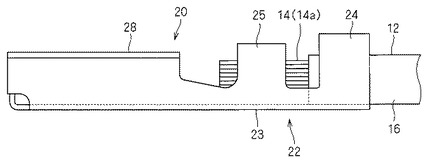
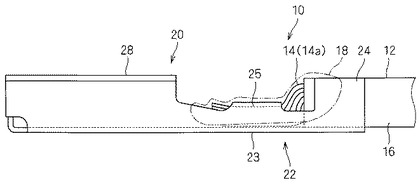
まず、端子付電線10について説明する。図1は圧着前の端子20及び電線12を示す概略側面図であり、図2は端子付電線10を示す概略側面図である。
【0018】
電線12は、芯線部14の外周に被覆部16が押出被覆等によって被覆された構成とされている。芯線部14は、銅、銅合金、アルミニウム、アルミニウム合金等の金属線の撚り合せ線又は単線によって構成されている。また、電線12の端部の被覆部16が皮剥ぎされ、電線12の端部に芯線部14が露出している。以下、電線12の端部に露出する芯線部14を露出芯線部14aと表記する場合がある。
【0019】
端子20は、圧着部22と相手側接続部28とを有している。
【0020】
相手側接続部28は、相手側の端子と接続される部分であり、ここでは、略筒状の形状、いわゆるメス端子形状に形成されている。そして、この相手側接続部28に、ピン状又はタブ状の接続部を有する相手側端子(いわゆるオス端子)が挿入接続される。もっとも、相手側接続部28は、ピン状又はタブ状の形状、いわゆるオス端子形状に形成されていてもよく、また、ネジ等によって相手側の部材に接続可能な環状形状等に形成されていてもよい。
【0021】
圧着部22は、電線12の露出芯線部14aに圧着接続可能に構成されている。ここでは、圧着部22は、底板部23と、一対の被覆圧着片24と、一対の芯線圧着片25とを有している。底板部23は、相手側接続部28の基端部側より延出する長尺板状に形成されている。一対の被覆圧着片24は、底板部23の端部の両側部より延出する長尺片状に形成されている。圧着部22のうちこの一対の被覆圧着片24が形成された部分は、断面略U字状に形成されている。一対の芯線圧着片25は、一対の被覆圧着片24と相手側接続部28との間で、底板部23の両側部より延出する長尺片状に形成されている。この一対の芯線圧着片25と一対の被覆圧着片24との間、及び、一対の被覆圧着片24と相手側接続部28との間には隙間が設けられている。また、圧着部22のうち一対の芯線圧着片25が形成された部分は、断面略U字状に形成されている。
【0022】
そして、上記一対の芯線圧着片25が露出芯線部14aを抱持するように当該露出芯線部14aに圧着されると共に、一対の被覆圧着片24が被覆部16の端部を抱持するように当該被覆部16に圧着されることにより、電線12の端部と端子20とが圧着接続される。
【0023】
なお、端子20が一対の被覆圧着片24を備えており、電線12の被覆部16に圧着される構成は必須ではない。
【0024】
また、露出芯線部14aと圧着部22との圧着接続部分の表面には、被膜18が形成されている。被膜18は、露出芯線部14aと圧着部22との接続部分表面を覆うことで、当該部分への液体の付着等を抑制し、もって劣化を抑制する役割を果す。特に、芯線部14としてアルミニウム又はアルミニウム合金を用い、端子20として銅又は銅合金の表面にスズメッキ層が形成された構成のものを用いた場合、両者間で電位差が大きくなる。このため、圧着部22と露出芯線部14aとの接続部分に水分が付着すると、水分が電界液として作用し、電食が生じてしまう恐れがある。そこで、上記のように、露出芯線部14aと圧着部22との圧着接続部分の表面に被膜18を形成することで、その表面部分での電食を有効に抑制することができる。このような被膜18は、例えば、樹脂等の塗布材料を熱で溶融させて塗布した後、冷却固化する等、各種方法にて形成することができる。
【0025】
露出芯線部14aと圧着部22との圧着接続部分の表面に塗布材料を塗布する際、塗布対象箇所が部分的に突出していると、その突出した部分で被膜18の厚みが薄くなってしまう恐れがある。例えば、露出芯線部14aに一対の芯線圧着片25を圧着する際、圧着の際の圧縮力によって露出芯線部14aが相手側接続部28に伸びてしまう。そして、伸びた露出芯線部14aの先端部が、一対の芯線圧着片25と相手側接続部28との間の空間で底板部23から離れる方向に突出してしまう恐れがある。すると、露出芯線部14aのうち突出した先端縁部で被膜18の厚みが薄くなりやすい。特に、芯線部14としてアルミニウム線又はアルミニウム合金線を用いた場合、芯線圧着片25はより大きな力で圧縮される傾向にあり、露出芯線部14aの先端部が大きく伸び出やすい。
【0026】
かかる問題を解決するため、本実施形態では、下記の端子付電線の製造方法及び端子圧着装置を採用している。
【0027】
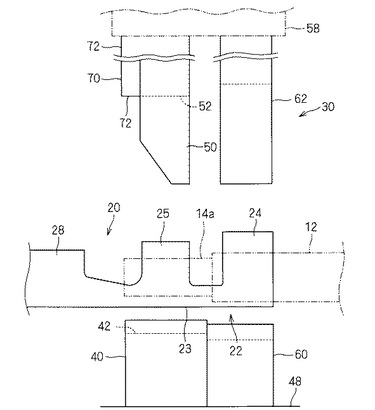
端子圧着装置30について説明する。図3は端子圧着装置30を示す説明図であり、図4は同端子圧着装置30の芯線用上金型50を示す側面図であり、図5は同芯線用上金型50を示す正面図である。
【0028】
この端子圧着装置30は、芯線用下金型40と芯線用上金型50と押え部材70とを備えている。
【0029】
芯線用下金型40は、基台48に上方に向けて突出するように固定されている。芯線用下金型40の上面には、圧着部22のうち一対の芯線圧着片25が形成された部分を載置可能な断面弧状溝形状の下側圧着面42が形成されている。そして、圧着部22内に露出芯線部14aを含む電線12の端部を配設した状態で、圧着部22の底板部23を、芯線用下金型40上に載置して支持できるようになっている。この芯線用下金型40は、アンビルとも呼ばれる。
【0030】
芯線用上金型50は、上記芯線用下金型40に対向して配設されている。ここで、芯線用上金型50は、エアシリンダや油圧シリンダ等のアクチュエータ58により、芯線用下金型40の上方で、当該芯線用下金型40に対して接近離隔移動可能に配設されている。そして、芯線用下金型40上に圧着部22を配設すると共に、圧着部22内に電線12の露出芯線部14aを配設した状態で、芯線用上金型50を芯線用下金型40に向けて接近移動させることで、芯線用下金型40と芯線用上金型50との間で圧着部22のうち一対の芯線圧着片25部分が挟込まれる。これにより、一対の芯線圧着片25が露出芯線部14a上に覆い被さるように変形して、圧着部22が露出芯線部14aに圧着される。かかる芯線用上金型50は、クリンパとも呼ばれる。
【0031】
押え部材70は、上記芯線用上金型50と同期して芯線用下金型40に対して接近離隔移動可能に(つまり、接近する方向及び遠ざかる方向に往復移動可能に)配設されている。そして、芯線用下金型40に向けて接近移動することで、露出芯線部14aのうち一対の芯線圧着片25からはみ出る部分、つまり、露出芯線部14aの先端縁部を端子20に向けて押えるようになっている。
【0032】
なお、上記芯線用下金型40及び芯線用上金型50に対して、圧着対象となる端子20の基端側には、当該端子20の一対の被覆圧着片24に対応して、被覆用下金型60及び被覆用上金型62が配設されている。被覆用下金型60は基台48上に取付けられており、被覆用上金型62は、アクチュエータ58により、上記芯線用上金型50と同期して、被覆用下金型60に対して接近離隔移動可能に設けられている。そして、上記芯線用下金型40と芯線用上金型50との間で圧着部22を露出芯線部14aに圧着する際、被覆用上金型62も被覆用下金型60に対して接近移動して、一対の被覆圧着片24を内側に変形させて当該圧着部22を電線12の被覆部16に圧着させるようになっている。
【0033】
芯線用上金型50及び押え部材70についてより具体的に説明する。
【0034】
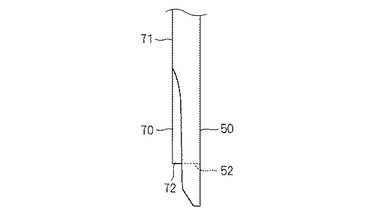
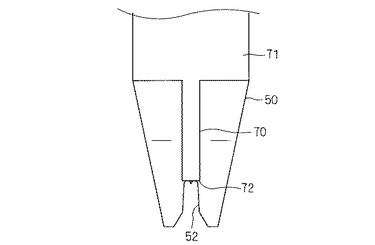
芯線用上金型50は、細長板状に形成されている。芯線用上金型50の先端部から基端部に向けて切欠溝状に延びる上側圧着面52が形成されている。この上側圧着面52は、上記下側圧着面42と対向している。上側圧着面52の最奥(上)部は、上向きに凸となる弧状周面を2つ横並びにした形状に形成されており、上側圧着面52の先端側両側面は、先端側に向けて順次拡開する形状に形成されている。この上側圧着面52は、芯線用下金型40と芯線用上金型50との間に配設されることとなる露出芯線部14aの長手方向に沿って略同一断面形状とされている。そして、芯線用下金型40上に圧着部22を載置支持した状態で、本芯線用上金型50を芯線用下金型40に向けて接近移動させると、一対の芯線圧着片25が上記上側圧着面52に摺接しつつ当該上側圧着面52に沿って内向きに湾曲変形するようになっている。
【0035】
押え部材70は、芯線用下金型40上に配設される端子20の一対の芯線圧着片25と相手側接続部28との間の隙間の上方位置に配設されている。
【0036】
より具体的には、押え部材70は、芯線用上金型50に対して被覆用上金型62の反対側の面に一体形成されている。すなわち、芯線用上金型50の上部は、その下部よりも肉厚に形成されており、その肉厚部分71の下端部の幅方向中央部より下方に延びるようにして、芯線用上金型50の一主面より突条に突出する押え部材70が形成されている。ここでは、押え部材70の幅寸法は、下側圧着面42の幅とほぼ同じ程度の幅に形成されているが、より大きな幅に形成されていてもよい。また、押え部材70の先端面は、押え部材70の接近離隔移動方向に対して直交する押え面72に形成されている。これにより、押え部材70が芯線用上金型50と同期しかつ一体となって、端子20に向けて接近離隔移動するようになっている。ここでは、押え面72は、その接近離隔移動方向において、上側圧着面52の最奥部の位置と同じ位置に形成されている。そして、上側圧着面52が一対の芯線圧着片25を圧着する際に、押え面72が露出芯線部14aのうち一対の芯線圧着片25より突出する先端縁部に当接するようになっている。もっとも、上側圧着面52が一対の芯線圧着片25を圧着する際に、押え面72が露出芯線部14aの先端縁部を押え付けることが可能な範囲で、押え面72が、上側圧着面52の最奥部の位置よりも上方又は下方にずれていてもよい。
【0037】
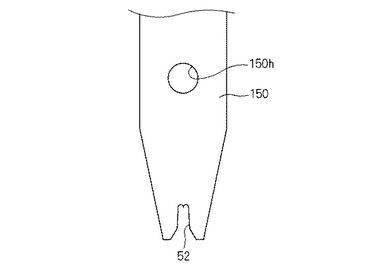
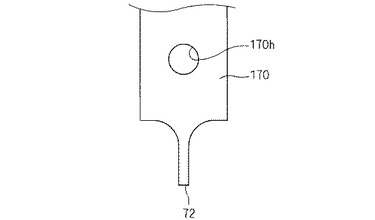
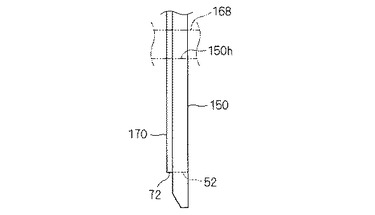
なお、押え部材70が芯線用上金型50と一体形成されていることは必須ではない。図6〜図8に示すように、芯線用上金型150と、押え部材170とが別体とされていてもよい。ここでは、押え部材170は、上記肉厚部分71と押え部材70に対応する部分とが一体形成されている。また、芯線用上金型150と押え部材170とにそれぞれ位置決用孔150h、160hが形成されている。そして、芯線用上金型150と押え部材170とが密接状態に重ね合されている。また、この重ね合せ状態で、位置決めピン168が位置決用孔150h、160hに挿通されることで、芯線用上金型150と押え部材170とが一体化され、両者が同期して芯線用上金型50上の端子20に対して接近離隔移動するようになっている。
【0038】
なお、芯線用上金型150と押え部材170とを別体とした場合、両者が密接していることは必須ではない。例えば、芯線用上金型150と押え部材170とが同じアクチュエータ58に連結され、同期して接近離隔移動可能に設けられていれば、それぞれの先端部間に隙間があってもよい。もっとも、芯線用上金型150と押え部材170とが密接状態に重ね合されている方が、芯線用上金型150と押え部材170とが変形しにくくなり、また、両者間にゴミ等が挟込まれ難いという点でメリットがある。
【0039】
この端子圧着装置30を用いた端子付電線10の製造方法について説明する。
【0040】
まず、図1に示す端子20及び電線12を準備する。そして、図3に示すように、芯線用上金型50及び被覆用上金型62を、芯線用下金型40及び被覆用下金型60から離間させた状態で、端子20の圧着部22を芯線用下金型40及び被覆用下金型60上に載置する。そして、圧着部22内に露出芯線部14aを配設する。この際、圧着部22の底板部23のうち一対の芯線圧着片25部分を芯線用下金型40上に配設すると共に、底板部23のうち一対の被覆圧着片24部分を被覆用下金型60上に配設する。また、電線12の露出芯線部14aを一対の芯線圧着片25部分に配設すると共に、被覆部16の端部を一対の被覆圧着片24部分に配設する。
【0041】
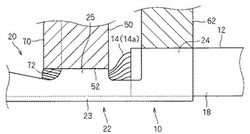
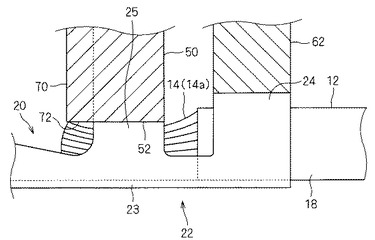
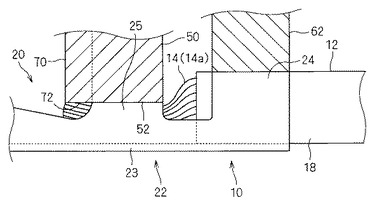
そして、芯線用上金型50及び被覆用上金型62を、芯線用下金型40及び被覆用下金型60に接近移動させる。これにより、芯線用下金型40と芯線用上金型50との間で、圧着部22のうち一対の芯線圧着片25が設けられた部分を挟込んで、一対の芯線圧着片25をうち向けに変形させて露出芯線部14aに圧着すると共に、一対の被覆圧着片24もうち向けに変形させて被覆部16の端部に圧着する(図9及び図10参照)。この際、圧縮された露出芯線部14aが一対の芯線圧着片25から相手側接続部28側にはみ出て、その先端縁部が上方に突出しようとする。この露出芯線部14aの先端縁部を、押え部材70により端子20に向けて押え込む。これにより、露出芯線部14aの先端縁部が端子20内に向けて押え込まれ、その突出が抑制される。
【0042】
この後、露出芯線部14aと圧着部22との圧着接続部分の表面に、塗布材料を塗布して、被膜18を形成する。
【0043】
以上のように構成された端子付電線10の製造方法及び端子圧着装置30によると、芯線用下金型40と芯線用上金型50との間で圧着部22を挟込んで、圧着部22を露出芯線部14aに圧着する際に、露出芯線部14aのうち圧着部22からはみ出る部分を端子20内に向けて押え付ける為、端子20からの露出芯線部14aの突出をなるべく小さくすることができる。これにより、露出芯線部14aと圧着部22との圧着接続部分の表面の凹凸をなるべく小さくし、被膜18が部分的に薄くなることを抑制できる。
【0044】
しかも、芯線圧着片25を圧着する際に、露出芯線部14aの先端縁部を押え付けているため、当該押え付け作業も容易に行える。
【0045】
また、露出芯線部14aの先端縁部の押え付け作業を、芯線用上金型50と一体形成された押え部材70によって行うことによって、押え部材70の変形を抑制して耐久性を向上させることができる。また、芯線用上金型50と押え部材70との間にゴミ等が付着することを抑制でき、メンテナンス性に優れる。
【0046】
また、露出芯線部14aの先端縁部の押え付け作業を、芯線用上金型150とは別体とされた押え部材170によって行うことによって、例えば、既存の芯線用上金型50に対する押え部材170の追加設置、芯線用上金型150或は押え部材170単独の交換等を容易に行うことができる。
【0047】
以上のようにこの発明は詳細に説明されたが、上記した説明は、すべての局面において、例示であって、この発明がそれに限定されるものではない。例示されていない無数の変形例が、この発明の範囲から外れることなく想定され得るものと解される。
【符号の説明】
【0048】
10 端子付電線
12 電線
14 芯線部
14a 露出芯線部
16 被覆部
20 端子
22 圧着部
25 芯線圧着片
30 端子圧着装置
40 芯線用下金型
50、150 芯線用上金型
52 上側圧着面
70、170 押え部材
72 押え面
【技術分野】
【0001】
この発明は、電線端部の露出芯線部に端子を圧着する技術に関する。
【背景技術】
【0002】
従来、端子付電線として特許文献2に開示のものがある。特許文献2では、端子に芯線圧着用バレルが設けられ、この芯線圧着用バレルが電線端末から露出する芯線にかしめ圧着されている。
【0003】
特許文献1には、鋼板に塗布される保護被膜の例が開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平11−166151号公報
【特許文献2】特開2000−285983号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、電線の端部に露出する芯線に端子をかしめ圧着すると、圧縮力によって芯線部が伸びてしまい、大きく突出してしまう。このような端子と電線との接続部分の表面に、上記被膜形成用の保護剤を塗布すると、芯線部が大きく突出した部分で先端縁部の膜厚が薄くなってしまい、十分な保護性能が得られない恐れがある。
【0006】
そこで、本発明は、電線の端部の露出芯線部に端子を圧着する際に、端子からの露出芯線部の突出をなるべく小さくすることを目的とする。
【課題を解決するための手段】
【0007】
上記課題を解決するため、第1の態様は、電線の端部の露出芯線部に端子の圧着部が圧着された端子付電線の製造方法であって、(a)前記圧着部内に前記露出芯線部を配設する工程と、(b)下金型と上金型との間で前記圧着部を挟んで、前記圧着部を前記露出芯線部に圧着する工程と、(c)前記工程(b)において、前記露出芯線部のうち前記圧着部からはみ出る部分を前記端子に向けて押える工程とを備える。
【0008】
第2の態様は、第1の態様に係る端子付電線の製造方法であって、前記工程(c)では、前記上金型と一体形成された押え部材によって、前記露出芯線部のうち前記圧着部からはみ出る部分を前記端子に向けて押えるようにしている。
【0009】
第3の態様は、第1の態様に係る端子付電線の製造方法であって、前記工程(c)では、前記上金型と別体とされ、かつ、前記上金型と同期して移動する押え部材によって、前記露出芯線部のうち前記圧着部からはみ出る部分を前記端子に向けて押えるようにしている。
【0010】
また、上記課題を解決するため、第4の態様は、電線の端部の露出芯線部に端子の圧着部を圧着する端子圧着装置であって、内部に前記露出芯線部が配設された前記圧着部を配設可能な下金型と、前記下金型に対して接近離隔移動可能に配設され、前記下金型に向けて移動することで、前記下金型との間で前記圧着部を挟んで、前記圧着部を前記露出芯線部に圧着する上金型と、前記上金型と同期して移動可能に配設され、前記下金型に向けて移動することで、前記露出芯線部のうち前記圧着部からはみ出る部分を前記端子に向けて押える押え部材とを備える。
【発明の効果】
【0011】
第1の態様によると、下金型と上金型との間で前記圧着部を挟んで、前記圧着部を前記露出芯線部に圧着する際に、前記露出芯線部のうち前記圧着部からはみ出る部分を前記端子に向けて押えるため、端子からの露出芯線部の突出をなるべく小さくすることができる。
【0012】
第2の態様によると、上金型と押え部材とが一体化されているため、押え部材の耐久性が向上する。
【0013】
第3の態様によると、上金型に対する押え部材の追加、交換等を容易に行える。
【0014】
第4の態様によると、下金型と上金型との間で前記圧着部を挟んで前記圧着部を前記露出芯線部に圧着する際に、前記露出芯線部のうち前記圧着部からはみ出る部分を前記端子に向けて押えることができるため、端子からの露出芯線部の突出をなるべく小さくすることができる。
【図面の簡単な説明】
【0015】
【図1】圧着前の端子及び電線を示す概略側面図である。
【図2】端子付電線を示す概略側面図である。
【図3】実施形態に係る端子圧着装置を示す説明図である。
【図4】同上の端子圧着装置の芯線用上金型を示す側面図である。
【図5】同上の芯線用上金型を示す正面図である。
【図6】変形例に係る芯線用上金型を示す正面図である。
【図7】変形例に係る押え部材を示す正面図である。
【図8】変形例に係る芯線用上金型及び押え部材を示す側面図である。
【図9】圧着作業工程の説明図である。
【図10】圧着作業工程の説明図である。
【発明を実施するための形態】
【0016】
以下、実施形態に係る端子付電線の製造方法及び端子圧着装置について説明する。
【0017】
まず、端子付電線10について説明する。図1は圧着前の端子20及び電線12を示す概略側面図であり、図2は端子付電線10を示す概略側面図である。
【0018】
電線12は、芯線部14の外周に被覆部16が押出被覆等によって被覆された構成とされている。芯線部14は、銅、銅合金、アルミニウム、アルミニウム合金等の金属線の撚り合せ線又は単線によって構成されている。また、電線12の端部の被覆部16が皮剥ぎされ、電線12の端部に芯線部14が露出している。以下、電線12の端部に露出する芯線部14を露出芯線部14aと表記する場合がある。
【0019】
端子20は、圧着部22と相手側接続部28とを有している。
【0020】
相手側接続部28は、相手側の端子と接続される部分であり、ここでは、略筒状の形状、いわゆるメス端子形状に形成されている。そして、この相手側接続部28に、ピン状又はタブ状の接続部を有する相手側端子(いわゆるオス端子)が挿入接続される。もっとも、相手側接続部28は、ピン状又はタブ状の形状、いわゆるオス端子形状に形成されていてもよく、また、ネジ等によって相手側の部材に接続可能な環状形状等に形成されていてもよい。
【0021】
圧着部22は、電線12の露出芯線部14aに圧着接続可能に構成されている。ここでは、圧着部22は、底板部23と、一対の被覆圧着片24と、一対の芯線圧着片25とを有している。底板部23は、相手側接続部28の基端部側より延出する長尺板状に形成されている。一対の被覆圧着片24は、底板部23の端部の両側部より延出する長尺片状に形成されている。圧着部22のうちこの一対の被覆圧着片24が形成された部分は、断面略U字状に形成されている。一対の芯線圧着片25は、一対の被覆圧着片24と相手側接続部28との間で、底板部23の両側部より延出する長尺片状に形成されている。この一対の芯線圧着片25と一対の被覆圧着片24との間、及び、一対の被覆圧着片24と相手側接続部28との間には隙間が設けられている。また、圧着部22のうち一対の芯線圧着片25が形成された部分は、断面略U字状に形成されている。
【0022】
そして、上記一対の芯線圧着片25が露出芯線部14aを抱持するように当該露出芯線部14aに圧着されると共に、一対の被覆圧着片24が被覆部16の端部を抱持するように当該被覆部16に圧着されることにより、電線12の端部と端子20とが圧着接続される。
【0023】
なお、端子20が一対の被覆圧着片24を備えており、電線12の被覆部16に圧着される構成は必須ではない。
【0024】
また、露出芯線部14aと圧着部22との圧着接続部分の表面には、被膜18が形成されている。被膜18は、露出芯線部14aと圧着部22との接続部分表面を覆うことで、当該部分への液体の付着等を抑制し、もって劣化を抑制する役割を果す。特に、芯線部14としてアルミニウム又はアルミニウム合金を用い、端子20として銅又は銅合金の表面にスズメッキ層が形成された構成のものを用いた場合、両者間で電位差が大きくなる。このため、圧着部22と露出芯線部14aとの接続部分に水分が付着すると、水分が電界液として作用し、電食が生じてしまう恐れがある。そこで、上記のように、露出芯線部14aと圧着部22との圧着接続部分の表面に被膜18を形成することで、その表面部分での電食を有効に抑制することができる。このような被膜18は、例えば、樹脂等の塗布材料を熱で溶融させて塗布した後、冷却固化する等、各種方法にて形成することができる。
【0025】
露出芯線部14aと圧着部22との圧着接続部分の表面に塗布材料を塗布する際、塗布対象箇所が部分的に突出していると、その突出した部分で被膜18の厚みが薄くなってしまう恐れがある。例えば、露出芯線部14aに一対の芯線圧着片25を圧着する際、圧着の際の圧縮力によって露出芯線部14aが相手側接続部28に伸びてしまう。そして、伸びた露出芯線部14aの先端部が、一対の芯線圧着片25と相手側接続部28との間の空間で底板部23から離れる方向に突出してしまう恐れがある。すると、露出芯線部14aのうち突出した先端縁部で被膜18の厚みが薄くなりやすい。特に、芯線部14としてアルミニウム線又はアルミニウム合金線を用いた場合、芯線圧着片25はより大きな力で圧縮される傾向にあり、露出芯線部14aの先端部が大きく伸び出やすい。
【0026】
かかる問題を解決するため、本実施形態では、下記の端子付電線の製造方法及び端子圧着装置を採用している。
【0027】
端子圧着装置30について説明する。図3は端子圧着装置30を示す説明図であり、図4は同端子圧着装置30の芯線用上金型50を示す側面図であり、図5は同芯線用上金型50を示す正面図である。
【0028】
この端子圧着装置30は、芯線用下金型40と芯線用上金型50と押え部材70とを備えている。
【0029】
芯線用下金型40は、基台48に上方に向けて突出するように固定されている。芯線用下金型40の上面には、圧着部22のうち一対の芯線圧着片25が形成された部分を載置可能な断面弧状溝形状の下側圧着面42が形成されている。そして、圧着部22内に露出芯線部14aを含む電線12の端部を配設した状態で、圧着部22の底板部23を、芯線用下金型40上に載置して支持できるようになっている。この芯線用下金型40は、アンビルとも呼ばれる。
【0030】
芯線用上金型50は、上記芯線用下金型40に対向して配設されている。ここで、芯線用上金型50は、エアシリンダや油圧シリンダ等のアクチュエータ58により、芯線用下金型40の上方で、当該芯線用下金型40に対して接近離隔移動可能に配設されている。そして、芯線用下金型40上に圧着部22を配設すると共に、圧着部22内に電線12の露出芯線部14aを配設した状態で、芯線用上金型50を芯線用下金型40に向けて接近移動させることで、芯線用下金型40と芯線用上金型50との間で圧着部22のうち一対の芯線圧着片25部分が挟込まれる。これにより、一対の芯線圧着片25が露出芯線部14a上に覆い被さるように変形して、圧着部22が露出芯線部14aに圧着される。かかる芯線用上金型50は、クリンパとも呼ばれる。
【0031】
押え部材70は、上記芯線用上金型50と同期して芯線用下金型40に対して接近離隔移動可能に(つまり、接近する方向及び遠ざかる方向に往復移動可能に)配設されている。そして、芯線用下金型40に向けて接近移動することで、露出芯線部14aのうち一対の芯線圧着片25からはみ出る部分、つまり、露出芯線部14aの先端縁部を端子20に向けて押えるようになっている。
【0032】
なお、上記芯線用下金型40及び芯線用上金型50に対して、圧着対象となる端子20の基端側には、当該端子20の一対の被覆圧着片24に対応して、被覆用下金型60及び被覆用上金型62が配設されている。被覆用下金型60は基台48上に取付けられており、被覆用上金型62は、アクチュエータ58により、上記芯線用上金型50と同期して、被覆用下金型60に対して接近離隔移動可能に設けられている。そして、上記芯線用下金型40と芯線用上金型50との間で圧着部22を露出芯線部14aに圧着する際、被覆用上金型62も被覆用下金型60に対して接近移動して、一対の被覆圧着片24を内側に変形させて当該圧着部22を電線12の被覆部16に圧着させるようになっている。
【0033】
芯線用上金型50及び押え部材70についてより具体的に説明する。
【0034】
芯線用上金型50は、細長板状に形成されている。芯線用上金型50の先端部から基端部に向けて切欠溝状に延びる上側圧着面52が形成されている。この上側圧着面52は、上記下側圧着面42と対向している。上側圧着面52の最奥(上)部は、上向きに凸となる弧状周面を2つ横並びにした形状に形成されており、上側圧着面52の先端側両側面は、先端側に向けて順次拡開する形状に形成されている。この上側圧着面52は、芯線用下金型40と芯線用上金型50との間に配設されることとなる露出芯線部14aの長手方向に沿って略同一断面形状とされている。そして、芯線用下金型40上に圧着部22を載置支持した状態で、本芯線用上金型50を芯線用下金型40に向けて接近移動させると、一対の芯線圧着片25が上記上側圧着面52に摺接しつつ当該上側圧着面52に沿って内向きに湾曲変形するようになっている。
【0035】
押え部材70は、芯線用下金型40上に配設される端子20の一対の芯線圧着片25と相手側接続部28との間の隙間の上方位置に配設されている。
【0036】
より具体的には、押え部材70は、芯線用上金型50に対して被覆用上金型62の反対側の面に一体形成されている。すなわち、芯線用上金型50の上部は、その下部よりも肉厚に形成されており、その肉厚部分71の下端部の幅方向中央部より下方に延びるようにして、芯線用上金型50の一主面より突条に突出する押え部材70が形成されている。ここでは、押え部材70の幅寸法は、下側圧着面42の幅とほぼ同じ程度の幅に形成されているが、より大きな幅に形成されていてもよい。また、押え部材70の先端面は、押え部材70の接近離隔移動方向に対して直交する押え面72に形成されている。これにより、押え部材70が芯線用上金型50と同期しかつ一体となって、端子20に向けて接近離隔移動するようになっている。ここでは、押え面72は、その接近離隔移動方向において、上側圧着面52の最奥部の位置と同じ位置に形成されている。そして、上側圧着面52が一対の芯線圧着片25を圧着する際に、押え面72が露出芯線部14aのうち一対の芯線圧着片25より突出する先端縁部に当接するようになっている。もっとも、上側圧着面52が一対の芯線圧着片25を圧着する際に、押え面72が露出芯線部14aの先端縁部を押え付けることが可能な範囲で、押え面72が、上側圧着面52の最奥部の位置よりも上方又は下方にずれていてもよい。
【0037】
なお、押え部材70が芯線用上金型50と一体形成されていることは必須ではない。図6〜図8に示すように、芯線用上金型150と、押え部材170とが別体とされていてもよい。ここでは、押え部材170は、上記肉厚部分71と押え部材70に対応する部分とが一体形成されている。また、芯線用上金型150と押え部材170とにそれぞれ位置決用孔150h、160hが形成されている。そして、芯線用上金型150と押え部材170とが密接状態に重ね合されている。また、この重ね合せ状態で、位置決めピン168が位置決用孔150h、160hに挿通されることで、芯線用上金型150と押え部材170とが一体化され、両者が同期して芯線用上金型50上の端子20に対して接近離隔移動するようになっている。
【0038】
なお、芯線用上金型150と押え部材170とを別体とした場合、両者が密接していることは必須ではない。例えば、芯線用上金型150と押え部材170とが同じアクチュエータ58に連結され、同期して接近離隔移動可能に設けられていれば、それぞれの先端部間に隙間があってもよい。もっとも、芯線用上金型150と押え部材170とが密接状態に重ね合されている方が、芯線用上金型150と押え部材170とが変形しにくくなり、また、両者間にゴミ等が挟込まれ難いという点でメリットがある。
【0039】
この端子圧着装置30を用いた端子付電線10の製造方法について説明する。
【0040】
まず、図1に示す端子20及び電線12を準備する。そして、図3に示すように、芯線用上金型50及び被覆用上金型62を、芯線用下金型40及び被覆用下金型60から離間させた状態で、端子20の圧着部22を芯線用下金型40及び被覆用下金型60上に載置する。そして、圧着部22内に露出芯線部14aを配設する。この際、圧着部22の底板部23のうち一対の芯線圧着片25部分を芯線用下金型40上に配設すると共に、底板部23のうち一対の被覆圧着片24部分を被覆用下金型60上に配設する。また、電線12の露出芯線部14aを一対の芯線圧着片25部分に配設すると共に、被覆部16の端部を一対の被覆圧着片24部分に配設する。
【0041】
そして、芯線用上金型50及び被覆用上金型62を、芯線用下金型40及び被覆用下金型60に接近移動させる。これにより、芯線用下金型40と芯線用上金型50との間で、圧着部22のうち一対の芯線圧着片25が設けられた部分を挟込んで、一対の芯線圧着片25をうち向けに変形させて露出芯線部14aに圧着すると共に、一対の被覆圧着片24もうち向けに変形させて被覆部16の端部に圧着する(図9及び図10参照)。この際、圧縮された露出芯線部14aが一対の芯線圧着片25から相手側接続部28側にはみ出て、その先端縁部が上方に突出しようとする。この露出芯線部14aの先端縁部を、押え部材70により端子20に向けて押え込む。これにより、露出芯線部14aの先端縁部が端子20内に向けて押え込まれ、その突出が抑制される。
【0042】
この後、露出芯線部14aと圧着部22との圧着接続部分の表面に、塗布材料を塗布して、被膜18を形成する。
【0043】
以上のように構成された端子付電線10の製造方法及び端子圧着装置30によると、芯線用下金型40と芯線用上金型50との間で圧着部22を挟込んで、圧着部22を露出芯線部14aに圧着する際に、露出芯線部14aのうち圧着部22からはみ出る部分を端子20内に向けて押え付ける為、端子20からの露出芯線部14aの突出をなるべく小さくすることができる。これにより、露出芯線部14aと圧着部22との圧着接続部分の表面の凹凸をなるべく小さくし、被膜18が部分的に薄くなることを抑制できる。
【0044】
しかも、芯線圧着片25を圧着する際に、露出芯線部14aの先端縁部を押え付けているため、当該押え付け作業も容易に行える。
【0045】
また、露出芯線部14aの先端縁部の押え付け作業を、芯線用上金型50と一体形成された押え部材70によって行うことによって、押え部材70の変形を抑制して耐久性を向上させることができる。また、芯線用上金型50と押え部材70との間にゴミ等が付着することを抑制でき、メンテナンス性に優れる。
【0046】
また、露出芯線部14aの先端縁部の押え付け作業を、芯線用上金型150とは別体とされた押え部材170によって行うことによって、例えば、既存の芯線用上金型50に対する押え部材170の追加設置、芯線用上金型150或は押え部材170単独の交換等を容易に行うことができる。
【0047】
以上のようにこの発明は詳細に説明されたが、上記した説明は、すべての局面において、例示であって、この発明がそれに限定されるものではない。例示されていない無数の変形例が、この発明の範囲から外れることなく想定され得るものと解される。
【符号の説明】
【0048】
10 端子付電線
12 電線
14 芯線部
14a 露出芯線部
16 被覆部
20 端子
22 圧着部
25 芯線圧着片
30 端子圧着装置
40 芯線用下金型
50、150 芯線用上金型
52 上側圧着面
70、170 押え部材
72 押え面
【特許請求の範囲】
【請求項1】
電線の端部の露出芯線部に端子の圧着部が圧着された端子付電線の製造方法であって、
(a)前記圧着部内に前記露出芯線部を配設する工程と、
(b)下金型と上金型との間で前記圧着部を挟んで、前記圧着部を前記露出芯線部に圧着する工程と、
(c)前記工程(b)において、前記露出芯線部のうち前記圧着部からはみ出る部分を前記端子に向けて押える工程と、
を備える端子付電線の製造方法。
【請求項2】
請求項1記載の端子付電線の製造方法であって、
前記工程(c)では、前記上金型と一体形成された押え部材によって、前記露出芯線部のうち前記圧着部からはみ出る部分を前記端子に向けて押える、端子付電線の製造方法。
【請求項3】
請求項1記載の端子付電線の製造方法であって、
前記工程(c)では、前記上金型と別体とされ、かつ、前記上金型と同期して移動する押え部材によって、前記露出芯線部のうち前記圧着部からはみ出る部分を前記端子に向けて押える、端子付電線の製造方法。
【請求項4】
電線の端部の露出芯線部に端子の圧着部を圧着する端子圧着装置であって、
内部に前記露出芯線部が配設された前記圧着部を配設可能な下金型と、
前記下金型に対して接近離隔移動可能に配設され、前記下金型に向けて移動することで、前記下金型との間で前記圧着部を挟んで、前記圧着部を前記露出芯線部に圧着する上金型と、
前記上金型と同期して移動可能に配設され、前記下金型に向けて移動することで、前記露出芯線部のうち前記圧着部からはみ出る部分を前記端子に向けて押える押え部材と、
を備える端子圧着装置。
【請求項1】
電線の端部の露出芯線部に端子の圧着部が圧着された端子付電線の製造方法であって、
(a)前記圧着部内に前記露出芯線部を配設する工程と、
(b)下金型と上金型との間で前記圧着部を挟んで、前記圧着部を前記露出芯線部に圧着する工程と、
(c)前記工程(b)において、前記露出芯線部のうち前記圧着部からはみ出る部分を前記端子に向けて押える工程と、
を備える端子付電線の製造方法。
【請求項2】
請求項1記載の端子付電線の製造方法であって、
前記工程(c)では、前記上金型と一体形成された押え部材によって、前記露出芯線部のうち前記圧着部からはみ出る部分を前記端子に向けて押える、端子付電線の製造方法。
【請求項3】
請求項1記載の端子付電線の製造方法であって、
前記工程(c)では、前記上金型と別体とされ、かつ、前記上金型と同期して移動する押え部材によって、前記露出芯線部のうち前記圧着部からはみ出る部分を前記端子に向けて押える、端子付電線の製造方法。
【請求項4】
電線の端部の露出芯線部に端子の圧着部を圧着する端子圧着装置であって、
内部に前記露出芯線部が配設された前記圧着部を配設可能な下金型と、
前記下金型に対して接近離隔移動可能に配設され、前記下金型に向けて移動することで、前記下金型との間で前記圧着部を挟んで、前記圧着部を前記露出芯線部に圧着する上金型と、
前記上金型と同期して移動可能に配設され、前記下金型に向けて移動することで、前記露出芯線部のうち前記圧着部からはみ出る部分を前記端子に向けて押える押え部材と、
を備える端子圧着装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2012−199168(P2012−199168A)
【公開日】平成24年10月18日(2012.10.18)
【国際特許分類】
【出願番号】特願2011−63606(P2011−63606)
【出願日】平成23年3月23日(2011.3.23)
【出願人】(000183406)住友電装株式会社 (6,135)
【Fターム(参考)】
【公開日】平成24年10月18日(2012.10.18)
【国際特許分類】
【出願日】平成23年3月23日(2011.3.23)
【出願人】(000183406)住友電装株式会社 (6,135)
【Fターム(参考)】
[ Back to top ]