
端子金具付き電線、その製造方法および止水壁
【課題】防水性に優れた端子金具付き電線及びその製造方法を提供する。
【解決手段】端子金具付き電線10は、芯線21の外周を絶縁被覆22で被覆してなる電線20と、絶縁被覆22の端部22Aから露出された芯線21が載置され接続される底板31と、底板31の縁部に延設され露出された芯線21に圧着されたワイヤーバレル32と、底板31から延びる延出部36と、を有する端子金具30と、延出部36に設けられ、芯線21と端子金具30との接続部31Aへの水の浸入を防ぐ止水壁40と、止水壁40の外面と絶縁被覆22の端部22Aの外面とに密着して止水壁40と絶縁被覆22の端部22Aとの間にわたって、芯線21を覆う筒状の止水被覆50と、を備える。止水壁40は、樹脂材料の架橋により得られる架橋樹脂を含む。
【解決手段】端子金具付き電線10は、芯線21の外周を絶縁被覆22で被覆してなる電線20と、絶縁被覆22の端部22Aから露出された芯線21が載置され接続される底板31と、底板31の縁部に延設され露出された芯線21に圧着されたワイヤーバレル32と、底板31から延びる延出部36と、を有する端子金具30と、延出部36に設けられ、芯線21と端子金具30との接続部31Aへの水の浸入を防ぐ止水壁40と、止水壁40の外面と絶縁被覆22の端部22Aの外面とに密着して止水壁40と絶縁被覆22の端部22Aとの間にわたって、芯線21を覆う筒状の止水被覆50と、を備える。止水壁40は、樹脂材料の架橋により得られる架橋樹脂を含む。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、端子金具付き電線、その製造方法および止水壁に関する。
【背景技術】
【0002】
端子金具付き電線としては、例えば、特許文献1に記載のものが知られている。特許文献1に記載の端子金具付き電線は、芯線の外周を絶縁層で被覆した電線と、絶縁層から露出する芯線に接続された端子金具とを備える。この端子金具付き電線において、電線は、端末において露出する芯線に端子金具のワイヤーバレルをかしめ圧着することにより、端子金具と接続されている。
【0003】
このような端子金具付き電線は、自動車のエンジンルーム内で用いられることがある。エンジンルーム内には、水が浸入し得るため、端子金具と電線との接続部分に水が接触するおそれがある。端子金具と電線との接続部分に水が接触すると、金属材料からなる端子金具や芯線が腐蝕してしまう。例えば端子金具が銅製で、芯線がアルミニウム製である場合のように端子金具と芯線とが異種金属材料からなる場合には、特に腐蝕が発生しやすい。
そこで、特許文献1に記載の端子金具付き電線においては、端子金具と電線との接続部分の周囲に熱収縮チューブを被せている。このように熱収縮チューブを被せることにより、端子金具と電線との接続部分への水の浸入を防止している。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2000−285983号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記特許文献1に記載の端子金具付き電線においては、熱収縮チューブの端部(電線の端末側の端部)側は、口が開いた状態になっている。そのため、熱収縮チューブの電線の端末側の端部側から、水が入り得る状態になっており、防水性が十分ではない。
【0006】
本発明は上記のような事情に基づいて完成されたものであって、防水性に優れた端子金具付き電線、およびその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記課題を解決するために、熱収縮チューブの開口部分に、ポリエチレン製の止水壁を設けた端子金具付き電線を検討した。しかしながら、この端子金具付き電線では、熱収縮チューブの加熱収縮のときや、電線の配索場所が高温となったときに、止水壁が変形して端子金具から流れ出し、防水性が低下してしまうという問題があった。
【0008】
そこで、さらなる検討を行ったところ、樹脂材料を架橋させることで軟化点を向上した止水壁を用いることにより、止水壁の変形や流れ出しを防止することができるという知見を得た。本発明はかかる新規な知見に基づくものである。
【0009】
すなわち、本発明は、芯線の外周を絶縁被覆で被覆してなる電線と、前記絶縁被覆の端部から露出された前記芯線が載置され接続される底板と、前記底板の縁部に延設され前記露出された芯線に圧着されたワイヤーバレルと、前記底板から延びる延出部と、を有する端子金具と、前記延出部に設けられ、前記芯線と前記端子金具との接続部への水の浸入を防ぐ止水壁と、前記止水壁の外面と前記絶縁被覆の端部の外面とに密着して前記止水壁と前記絶縁被覆の端部との間にわたって、前記芯線を覆う筒状の止水被覆と、を備え、前記止水壁は、樹脂材料の架橋により得られる架橋樹脂を含むことを特徴とする端子金具付き電線である。
【0010】
また、本発明は、芯線の外周を絶縁被覆で被覆してなる電線と、前記絶縁被覆の端部から露出された前記芯線が載置され接続される底板と、前記底板の縁部に延設され前記露出された芯線に圧着されたワイヤーバレルと、前記底板から延びる延出部と、を有する端子金具と、前記延出部に設けられ、前記芯線と前記端子金具との接続部への水の浸入を防ぐ止水壁と、前記止水壁の外面と前記絶縁被覆の端部の外面とに密着して前記止水壁と前記絶縁被覆の端部との間にわたって、前記芯線を覆う筒状の止水被覆と、を備える端子金具付き電線の製造方法であって、前記止水壁を、樹脂材料を架橋させて架橋樹脂を作製する架橋工程を経た後に、前記架橋樹脂を含む樹脂材を前記延出部に載置して接着する接着工程を実行することにより作製したことを特徴とする端子金具付き電線の製造方法である。
【0011】
また、本発明は、芯線の外周を絶縁被覆で被覆してなる電線と、前記絶縁被覆の端部から露出された前記芯線が載置され接続される底板と、前記底板の縁部に延設され前記露出された芯線に圧着されたワイヤーバレルと、前記底板から延びる延出部と、を有する端子金具と、を備える端子金具付き電線の前記延出部に設けられて、前記芯線と前記端子金具との接続部への水の浸入を防ぐ止水壁であって、樹脂材料の架橋により得られる架橋樹脂を含む芯材と、前記芯材の表面を覆い、前記架橋樹脂のJIS K7234に規定する環球法により測定した軟化点よりも低い温度で溶融し前記端子金具に接着される熱可塑性接着剤からなる皮材とから構成される樹脂材を加熱して前記延出部に接着することにより設けられていることを特徴とする止水壁である。
【0012】
本発明において、止水壁は樹脂材料の架橋により軟化点が高くなった架橋樹脂を含むので、例えば、熱収縮チューブを止水被覆として用いて加熱収縮させることで高温になったり、配索場所が高温となったとしても、非架橋の樹脂材料からなる止水壁よりも、変形が起こりにくく、端子金具からの流れ出しも起こりにくい。その結果、本発明によれば、防水性に優れた端子金具付き電線および端子金具付き電線の製造方法を提供することができる。
【0013】
なお、本明細書において、「軟化点」とは「JIS K7234に規定する環球法により測定した軟化点を意味する。
【0014】
本発明の端子金具付き電線は以下の構成であってもよい。
前記止水壁は、前記架橋樹脂を含む芯材と、前記芯材の表面を覆い、前記架橋樹脂のJIS K7234に規定する環球法により測定した軟化点よりも低い温度で溶融し前記端子金具に接着される熱可塑性接着剤からなる皮材とから構成される樹脂材を、加熱して前記延出部に接着することにより設けられていてもよい。
【0015】
このような構成においては、皮材(熱可塑性接着剤)を、架橋樹脂の軟化点よりも低い温度で溶融させて芯材を端子金具に接着できるので、樹脂材の加熱温度を架橋樹脂の軟化点よりも低い温度とすることできる。その結果、上記構成によれば、止水壁の軟化を防ぎながらも、止水壁を延出部に接着させることができるので、防水性を向上させることができる。
【0016】
本発明の端子金具付き電線および止水壁は以下の構成であってもよい。
前記芯材は、前記架橋樹脂としてポリオレフィン系樹脂を架橋させて得られる樹脂を含む一方、前記皮材を構成する前記熱可塑性接着剤はポリアミド系樹脂であってもよい。
ポリオレフィン系樹脂を架橋させて得られる架橋樹脂の軟化点は、130℃以上である。その一方、ポリアミド系樹脂は120℃程度で溶融し接着剤として機能する。したがって、上記のような構成とすると、常温下において樹脂材が溶融することはないので取り扱い易く、樹脂材の加熱温度を前記架橋樹脂の軟化点よりも低くしても皮材が溶融して接着剤として機能するので、芯材の軟化が起こりにくい。
【0017】
前記止水被覆は、前記架橋樹脂の前記軟化点よりも低い温度で収縮する熱収縮チューブからなる構成としてもよい。
このような構成とすると、止水被覆として用いる熱収縮チューブを架橋樹脂の軟化点よりも低い温度で収縮させることができる。その結果、熱収縮チューブを収縮させる際に架橋樹脂の軟化が起こりにくい。また、止水被覆が加熱により収縮し密着するので防水性が確実なものとなる。
【0018】
前記架橋樹脂は前記樹脂材料に電子線を照射することにより得られるものであってもよい。このような構成とすると、簡易な方法で樹脂材料の架橋工程を実行することができるとともに、生産性を高めることができる。
【0019】
本発明の端子金具付き電線の製造方法は以下の構成であってもよい。
前記樹脂材は、前記架橋工程を経て得られた架橋樹脂を含む芯材と、前記芯材の表面を覆い、前記架橋樹脂の軟化点よりも低い温度で溶融し前記端子金具に接着される熱可塑性接着剤からなる皮材とから構成され、前記接着工程は、前記樹脂材を前記架橋樹脂のJIS K7234に規定する環球法により測定した軟化点よりも低い温度で加熱して、前記皮材を溶融し前記端子金具に接着することにより実行される構成としてもよい。
【0020】
このような構成においては、止水壁を作製する際に、皮材を、架橋樹脂の軟化点よりも低い温度で溶融させて芯材を端子金具に接着できるので、樹脂材の加熱温度を架橋樹脂の軟化点よりも低い温度とすることできる。その結果、上記構成によれば、止水壁の軟化を防ぎながらも、止水壁を延出部に接着させることができるので、防水性を向上させることができる。
【0021】
前記止水被覆として、前記架橋樹脂の前記軟化点よりも低い温度で収縮する熱収縮チューブを用い、当該熱収縮チューブを前記止水壁と前記絶縁被覆の端部との間にわたって取り付けたのちに、前記架橋樹脂の前記軟化点よりも低い温度で収縮させる工程を含む構成としてもよい。
【0022】
このような構成とすると、架橋樹脂の軟化点よりも低い温度で止水被覆として用いる熱収縮チューブを収縮させることができるので、熱収縮チューブを収縮させる際に架橋樹脂の軟化が起こりにくい。また、熱収縮チューブが加熱により収縮し密着するので防水性が確実なものとなる。
【0023】
前記架橋工程を前記樹脂材料に電子線を照射することにより実行してもよい。
このような構成とすると、簡易な方法で架橋工程を実行することができるとともに、生産性を高めることができる。
【発明の効果】
【0024】
本発明によれば、防水性に優れた端子金具付き電線、及びその製造方法を提供することができる。
【図面の簡単な説明】
【0025】
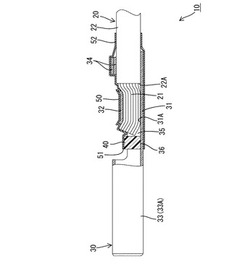
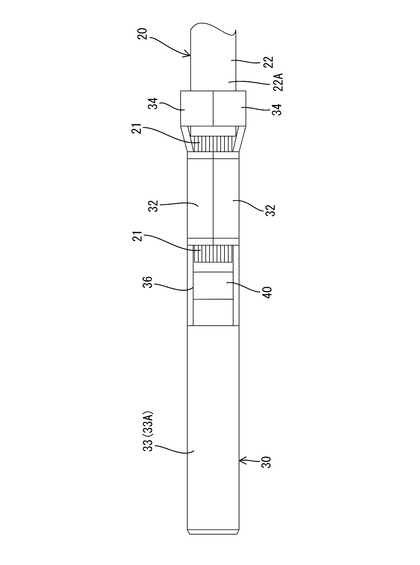
【図1】実施形態1の端子金具付き電線の側面図
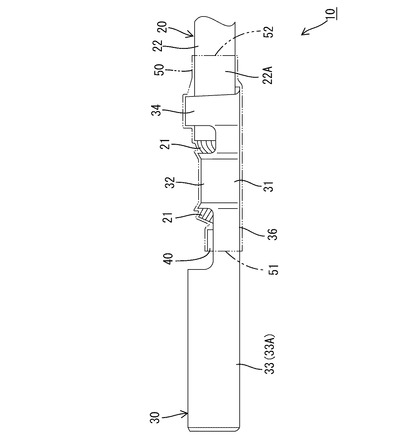
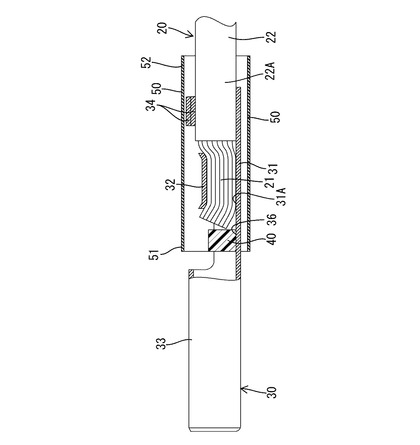
【図2】端子金具付き電線の一部断面図
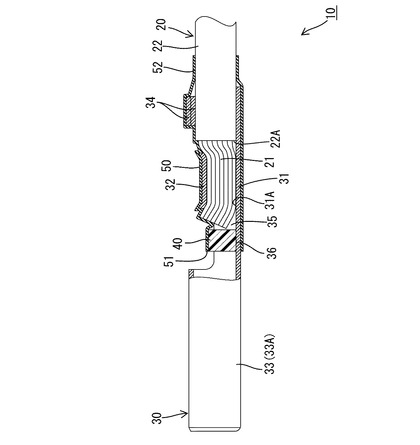
【図3】端子金具に電線を配置する様子を示す斜視図
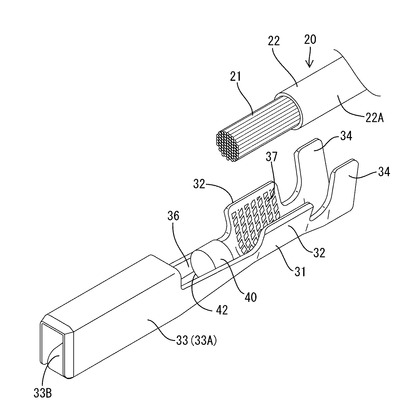
【図4】端子金具付き電線の一部平面図
【図5】止水被覆を端子金具に取り付けた状態を示す一部断面図
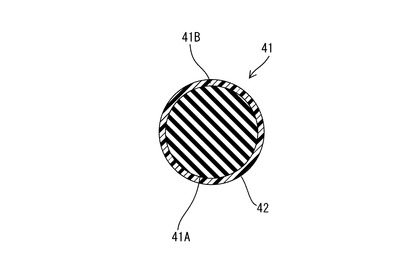
【図6】樹脂材の断面図
【発明を実施するための形態】
【0026】
<実施形態1>
本発明の実施形態1に係る端子金具付き電線10を、図1ないし図6を参照しつつ説明する。図1、図2、図5における左側を前方とし右側を後方とする。端子金具付き電線10は、図1に示すように、電線20と、この電線20の末端に取り付けられる端子金具30と、この端子金具30に取り付けられる止水壁40と、この止水壁40と共に、電線20と端子金具30との接続部分を包囲するように被せられる筒状の止水被覆50とを備える。
【0027】
(電線20)
電線20は、図2及び図3に示すように、複数本の金属細線を撚り合せてなる1本の芯線21と、この芯線21の外周を被覆する合成樹脂製の絶縁被覆22と、を備える。芯線21を構成する材料としては、例えば、銅、銅合金、アルミニウム、アルミニウム合金等が挙げられ、必要に応じて任意の金属材料の中から適宜選択される。本実施形態においては、芯線21の材料として、アルミニウム又はアルミニウム合金が用いられている。電線20の末端部分の絶縁被覆22は除去されている。そのため、芯線21の末端部分は絶縁被覆22で覆われておらず、露出している(露出された芯線21に相当)。なお、他の実施形態では、電線として芯線21が単芯線のものを用いてもよい。
【0028】
(端子金具30)
端子金具30は、雌型の端子金具であり、図示しない相手側の雄型端子と接続される。端子金具30は、例えば、金属板材を所定形状にプレス加工することによって得られる。端子金具30を構成する金属材料としては、例えば、銅、銅合金等が挙げられ、必要に応じて任意の金属材料の中から適宜選択される。
なお、本実施形態の端子金具30を構成する金属板材の表面には、メッキ層が形成されている。メッキ層を構成する金属としては、例えば、スズ、ニッケル等が挙げられ、必要に応じて任意の金属材料の中から適宜選択される。本実施形態においては、端子金具30を構成する金属材料(銅又は銅合金)の表面にスズメッキ層が形成されている。他の実施形態では、メッキ層が形成されていない金属板材を、端子金具30の材料として用いてもよい。
【0029】
端子金具30は、図3に示すように、底板31と、ワイヤーバレル32と、底板31から延びる延出部36と、相手側の端子と接続される端子接続部33と、インシュレーションバレル34とを備える。
【0030】
底板31の両縁は立っており全体として溝状をなしている。底板31は、電線20の軸方向(前後方向)に沿って延びた形状を有する。底板31の上には、電線20の端末において露出された芯線21と、絶縁被覆22の端部22Aとが載置され接続されている(芯線21と端子金具30の接続部31A)。底板31の前方には前方に伸びる延出部36が設けられている。延出部36は全体として溝状をなしている。延出部36において、露出された芯線21の前方に円柱状の止水壁40が設けられている。
【0031】
底板31の両縁には、互いに向かい合う一対のワイヤーバレル32が延設されている。このワイヤーバレル32は板片状であり、端子金具30が電線20に取り付けられる前は、図3に示すように、底板31の両縁から立ち上がるように設けられている。このワイヤーバレル32は、端子金具30が電線20に取り付けられる際に、底板31上の芯線21に対して圧着される。
【0032】
ワイヤーバレル32の露出された芯線21に接触する面およびワイヤーバレル32が延設されている底板31の上側面には、複数個の凹部37が形成されている。この凹部37は、略四角形状(略平行四辺形状)であり、芯線21(電線20)の延びる方向と略直行する一対の第1辺と、芯線21(電線20)の延びる方向と90°よりも小さな角度で交差する一対の第2辺とからなる。隣り合う凹部37同士は、第1辺同士が直線状に並び、かつ第2辺同士も直線状に並ぶように配置されている。このような凹部37によって、電気抵抗値の低下を抑制しつつ、ワイヤーバレル32と芯線21との固着力を高めることができる。
【0033】
また、ワイヤーバレル32の後方において、底板31の両縁には、互いに向かい合う一対のインシュレーションバレル34が延設されている。このインシュレーションバレル34は、ワイヤーバレル32よりも幅が細い板片状であり、端子金具30が電線20に取り付けられる前は、図3に示すように、ワイヤーバレル32と同様、底板31の両縁から立ち上がるように設けられている。このインシュレーションバレル34は、底板31上に載せられている電線20の絶縁被覆22に対して圧着される。
【0034】
端子接続部33は、底板31の前方に延設されており、筒状の接続筒部33Aを有する。接続筒部33A内には、相手側の雄型端子金具と弾性的に接触する弾性接触片33B(図3参照)が設けられている。
【0035】
(止水壁40)
止水壁40は、延出部36の溝状の部分に嵌るような略円柱状の形状をなしており、止水被覆50とともに芯線21と端子金具30との接続部31Aへの水の侵入を防ぐ機能を有する。本実施形態において、止水壁40は樹脂材料の架橋により得られる架橋構造を有する架橋樹脂を含む。
【0036】
本実施形態において、止水壁40は、図3に示すように、延出部36の溝状の部分に嵌るような略円柱状の樹脂材41を用いて製造される。樹脂材41は、図6に示すように、架橋樹脂を含む円柱状の芯材41Aと芯材41Aの表面を覆う皮材41Bとからなる。本実施形態において、「樹脂材41」とは、止水壁30の材料となるものであって、架橋樹脂を含む芯材41Aと、皮材41Bから構成され、端子金具30に接着される前の状態のものをいう。「止水壁40」とは、樹脂材41を加熱して皮材41Bを溶融させ端子金具30に接着することにより設けられたものをいう。
【0037】
芯材41Aには、例えばポリエチレン樹脂、ポリプロプレン樹脂などのポリオレフィン系樹脂を架橋させて得られる架橋構造を有する架橋樹脂が含まれる。本実施形態において芯材41Aには、ポリエチレン樹脂を架橋させて得られる架橋樹脂が含まれる。ポリオレフィン系樹脂の具体例としては、ポリアミド系樹脂と良好の接着性を示す、ポリエチレン樹脂、エチレン−エチルアクリレート共重合体(EEA)、エチレン−酢酸ビニル共重合体(EVA)、エチレン−メチルアクリレート共重合体(EMA)、エチレン−メタクリル酸共重合体(EMMA)などの変性ポリエチレン樹脂、ポリプロピレン樹脂およびこれらの混合物があげられる。
【0038】
芯材41Aを構成するポリエチレン樹脂は、架橋工程を実行する前(非架橋状態)において、JIS K7234に規定する環球法により測定した軟化点(以下「軟化点」という)は約120℃であるが、架橋工程を経ると軟化点が130℃以上となる。
【0039】
皮材41Bとしては、芯材41Aに含まれる架橋樹脂の軟化点よりも低い温度で溶融して端子金具30に接着される熱可塑性接着剤からなるものが好ましい。
【0040】
本実施形態において、皮材41Bを構成する熱可塑性接着剤は、ポリアミド系樹脂である。ポリアミド系樹脂の具体例としてはダイマー酸やジアミン酸、ジカルボン酸をベースとした樹脂、またはそれらの混合物があげられる。ポリアミド系樹脂は120℃程度で溶融し金属との接着剤として機能するので、常温下において樹脂材41が金属などと接着することはないので取り扱いが容易である。また、芯材41Aがポリエチレン樹脂などのポリオレフィン樹脂を架橋させて得られる架橋樹脂を含む場合、当該架橋樹脂の軟化点は130℃以上であるので、ポリアミド系樹脂からなる熱可塑性接着剤の加熱温度を架橋樹脂の軟化点よりも低い温度(例えば120℃以上130℃未満)に設定しても溶融して接着剤として機能する。
【0041】
本実施形態において、樹脂材41は、ポリエチレン樹脂とポリアミド系樹脂とを、押出成形装置を利用して二層の細長い円柱状に押出成形し、その成形物に架橋処理を施した(架橋工程)のちに、所定形状(大きさ)に切り分けることによって得られる。
【0042】
架橋工程(架橋処理ともいう)においては、円柱状の成形物に電子線を照射することにより、芯材41Aに含まれる樹脂材料を架橋させる。架橋工程を経て得られる架橋樹脂の軟化点は、架橋前よりも高くなる。
【0043】
ここで、架橋構造を有する樹脂か否かについては、溶剤への溶解性を調べることで確認することができる。例えば、樹脂材料がポリエチレンなどのポリオレフィン系樹脂である場合、架橋していない状態では炭素数5〜8の直鎖アルカンなどの溶剤に溶解するが、架橋構造を有していると、前記溶剤には溶解しない。架橋構造の確認のために用いる溶剤は架橋させる樹脂材料によって適宜選択される。
【0044】
上述のようにして得られた樹脂材41を、端子金具30と共に加熱処理する。この加熱処理は、樹脂材41の外周面42と、延出部36の内側面36Aとを隙間なく液密的に密着させるために行われる。本実施形態の樹脂材41を所定温度(例えば、120℃)で加熱すると、皮材41Bが溶融して、延出部36の内側面36Aと芯材41Aの間に入り込み、それらの間を液密的に塞ぐ。加熱処理後、液状化した皮材41B(熱可塑性樹脂)は冷え固まり、その結果、樹脂材41は、延出部36に対して隙間なく密着した状態で固定され、止水壁40が設けられる(接着工程)。
【0045】
(止水被覆50)
本実施形態において、止水被覆50は、筒状をなして、端子金具30と電線20との接続部分を外側から締付けるように密着している。つまり、筒状の止水被覆50によって、露出された芯線21と、止水壁40が設けられている部分よりも後側部分の端子金具30(つまり、ワイヤーバレル32、インシュレーションバレル34、底板31)と、絶縁被覆22の端部22Aとが包囲されるように覆われている。
【0046】
本実施形態の止水被覆50は、いわゆる熱収縮チューブからなり、加熱処理によって収縮する合成樹脂材料からなる。本実施形態では、架橋樹脂の軟化点よりも低い温度で収縮する熱収縮チューブを用いる。なお、止水被覆50の内周面には、図示されない接着層又は粘着層が形成されている。
【0047】
加熱処理によって熱収縮した止水被覆50の開口端部51は、止水壁40とこの止水壁40を載置する延出部36とを取り囲むように(締付けるように)密着しており、延出部36から上側にはみ出した部分の止水壁40も、止水被覆50によって覆われている。
【0048】
本実施形態において、止水被覆50の接着層又は粘着層は、加熱されて軟化又は溶融することにより、接着性又は粘着性を発現する。接着層又は粘着層に用いられる接着剤又は粘着剤としては、この種の端子金具付き電線10で利用される公知のものを適用できる。なお、止水被覆50としては、その内周面に、接着層又は粘着層を有さない熱収縮チューブを用いてもよい。
【0049】
(製造方法)
次に、本実施形態に係る端子金具付き電線10の製造方法の一例を示す。先ず、金属板材を打ち抜いて、所定形状(図3に示す端子金具30を作製可能な形状)の端子金具片(図示せず)を作製する。打ち抜き工程後の端子金具片に対して、曲げ工程を施して、図3に示すような形状の端子金具30を得る。
【0050】
上記端子金具30を作製する工程と同時または前後して、以下の手順により、樹脂材41を作製する。架橋処理を行う前のポリエチレン樹脂(樹脂材料)と、皮材41Bとなるポリアミド系樹脂(熱可塑性接着剤)とを用いて、押出成形装置により二層の細長い円柱状をなすように押出成形する。このとき樹脂材料の外側を熱可塑性接着剤が覆うように成形して、細長い円柱状の成形物を作製する。次に、円柱状の成形物に電子線を照射して架橋工程を実行する(架橋処理)。架橋工程を経た円柱状の成形物を所定形状に切り分けることにより、架橋樹脂を含む芯材41Aと皮材41Bとを備える樹脂材41が得られる(図6参照)。
【0051】
次に、端子金具30の延出部36の溝状の部分に樹脂材41をはめ込む。樹脂材41を嵌めこんだ端子金具30を加熱装置に入れて加熱処理する。加熱処理を行うことにより、樹脂材41が延出部36の内側面36Aに対して隙間なく密着した状態で固定され、止水壁40が設けられる(接着工程)。ここで、接着工程は樹脂材41を架橋樹脂の軟化点よりも低い温度で加熱することにより実行する。接着工程を経た後の止水壁40の一部(上側部分)は、図3に示すように、溝状の延出部36からはみ出しており露出している。
【0052】
次に、端子金具30の底板31の上に、電線20の末端部分を載置する(図3参照)。電線20の末端部分の絶縁被覆22を、芯線21が露出するように、除去しておく。露出した芯線21部分を、ワイヤーバレル32が形成されている部分の底板31上に載せて、絶縁被覆22の端部22Aを、インシュレーションバレル34が形成されている部分の底板31上に載せる。
【0053】
次に、圧着装置(図示せず)を利用して、端子金具30のワイヤーバレル32及びインシュレーションバレル34を電線20に対して圧着する(圧着工程)。ワイヤーバレル32は、芯線21に対して圧着され、インシュレーションバレル34は、絶縁被覆22の端部22Aに対して圧着される(図4を参照)。これにより図4に示す端子金具30が得られる
【0054】
次に、図5に示されるように、熱収縮チューブからなる未加熱状態の筒状の止水被覆50を、電線20と端子金具30との接続部分を包囲するように取り付ける。止水被覆50を取り付ける際には、端子金具30側から挿通させて被せ付けてもよいし、電線20側から挿通させて被せ付けてもよい。なお、電線20側から取り付ける場合、上記圧着工程の前に、予め電線20に止水被覆50を挿通させておくことが好ましい。未加熱状態における止水被覆50(熱収縮チューブ)の内径は、電線20と端子金具30との接続部分よりも大きく設定されている。止水被覆50は、接続部分を包囲できるように前側の開口端部51と、後側の開口端部52との位置が、熱収縮量を考慮して、位置決めされる。
【0055】
上記のように位置決めされた後、熱収縮チューブ50が取り付けられた電線20及び端子金具30を、図示しない加熱装置内で加熱する。本実施形態では、熱収縮チューブ50の収縮温度は架橋樹脂の軟化点よりも低いので、架橋樹脂の軟化点よりも低い温度で加熱処理を行う。この加熱処理により、熱収縮チューブからなる止水被覆50が熱収縮し、止水被覆50の内周面上に形成されている接着層が接着性を発現する。その結果、止水被覆50の内周面が電線20及び端子金具30の接続部分に対して、その表面形状に対応して隙間なく密着する(図1および図2を参照)。以上の製造工程によって、本実施形態の端子金具付き電線10が得られる。
【0056】
(作用および効果)
次に本実施形態の作用および効果について説明する。
本実施形態の端子金具付き電線10においては、熱収縮チューブ50が電線20および端子金具30の接続部分に対してその表面形状に対応して隙間なく密着しており、かつ、熱収縮チューブ50の前側の開口端部51をふさぐように止水壁40が設けられている。したがって、延出部36側においては、止水壁40と熱収縮チューブ50により、芯線21と端子金具30(の底板)との接続部31Aへの水の浸入を防ぐことができ、絶縁被覆22の端部22A側においては熱収縮チューブ50が絶縁被覆22に密着することで、水の浸入を防止することができる。
【0057】
本実施形態においては、止水壁40は樹脂材料の架橋により軟化点が高くなった架橋樹脂を含むので、熱収縮チューブ50を加熱収縮することで高温になったり、配索場所が高温となったとしても、非架橋の樹脂材料からなる止水壁40よりも、変形が起こりにくく、端子金具30からの流れ出しも起こりにくい。その結果、本実施形態によれば、防水性に優れた端子金具付き電線10および端子金具付き電線10の製造方法を提供することができる。
【0058】
また、本実施形態において、止水壁40は、架橋樹脂を含む芯材41Aと、芯材41Aの表面を覆い、架橋樹脂の軟化点よりも低い温度で溶融し端子金具30に接着される熱可塑性接着剤からなる皮材41Bとから構成される樹脂材41を、加熱することにより設けられている。したがって、本実施形態では、皮材41B(熱可塑性接着剤)を、架橋樹脂の軟化点よりも低い温度で溶融させて芯材41Aを端子金具30に接着することができるので、樹脂材41の加熱温度を架橋樹脂の軟化点よりも低い温度とすることできる。その結果、本実施形態によれば、止水壁40の軟化を防ぎながらも、止水壁40を延出部36に接着させることができるので、防水性を向上させることができる。
【0059】
また、本実施形態において、樹脂材41の芯材41Aは、架橋樹脂としてポリエチレン樹脂を架橋させて得られる樹脂を含む一方、皮材41Bを構成する前記熱可塑性接着剤はポリアミド系樹脂である。ここで、ポリエチレン樹脂を架橋させて得られる架橋樹脂の軟化点は、130℃以上であり、ポリアミド系樹脂は120℃程度で溶融し接着剤として機能する。したがって、本実施形態によれば、常温下において樹脂材41が溶融することはないので取り扱い易く、樹脂材41の加熱温度を架橋樹脂の軟化点よりも低くしても皮材41Bが溶融して接着剤として機能するので、芯材41Aの軟化が起こりにくい。
【0060】
また本実施形態において、止水被覆50は、架橋樹脂の軟化点よりも低い温度で収縮する熱収縮チューブからなる。また、本実施形態では、熱収縮チューブ50を止水壁40と絶縁被覆22の端部22Aとの間にわたって取り付けたのちに、架橋樹脂の軟化点よりも低い温度で収縮させる工程を含む。その結果、本実施形態によれば、熱収縮チューブ50を収縮させる際の加熱温度を架橋樹脂の軟化点よりも低くすることができるので、架橋樹脂の軟化が起こりにくい。その上本実施形態によれば、止水被覆50が加熱により収縮し端子金具30と密着するので防水性が確実なものとなる。
【0061】
また、本実施形態によれば、架橋樹脂は樹脂材料に電子線を照射することにより得られるものであるから、簡易な方法で樹脂材料の架橋工程を実行することができるとともに、生産性を高めることができる。
【0062】
<他の実施形態>
本発明は上記記述及び図面によって説明した実施形態に限定されるものではなく、例えば次のような実施形態も本発明の技術的範囲に含まれる。
(1)上記実施形態では、架橋樹脂を含む芯材41Aと芯材41Aの表面を覆い架橋樹脂の軟化点よりも低い温度で溶融する熱可塑性接着剤からなる皮材41Bとから構成される樹脂材41を用いて止水壁40を設けたが、止水壁40はこれに限定されない。
例えば、架橋樹脂からなる固形状の樹脂材に架橋処理を施したものを、常温で接着性を発揮する接着剤により、延出部に接着させることで止水壁を設けてもよい。また、熱可塑性接着剤を塗布した延出部に、架橋樹脂を含む固形状の樹脂材を配置し加熱することで、止水壁を設けてもよい。
(2)上記実施形態では2層構造の円柱状の成形物に電子線を照射させることで、芯材41Aに含まれる樹脂材料を架橋させて架橋樹脂を形成したが、芯材41Aに含まれる樹脂材料に架橋処理をあらかじめ行っておき、皮材41Bとともに2層押出しにより所定形状に成形してもよい。
(3)上記実施形態では、樹脂材料に電子線を照射することにより架橋工程を実行する例を示したが、架橋剤を用いた化学的な架橋方法などにより架橋工程を実行してもよい。
(4)上記実施形態では、架橋樹脂の軟化点よりも低い温度で収縮する熱収縮チューブ50からなる止水被覆50を示したが、ゴムチューブ等の弾性を有する筒状部材を止水被覆としてもよい。
(5)上記実施形態において、止水被覆50は、予め筒状に成形されたものが利用されていたが、他の実施形態においては、例えば、シート状の止水テープを、電線及び端子金具の接続部分に対して巻きつけて筒状に形成されたものを用いてもよい。
(6)上記実施形態においては、止水被覆50の後側の開口端部52は、絶縁被覆22を取り囲むように密着していたが、例えば、電線20に外嵌させた樹脂製のリングを介して、前記開口端部52を密着させてもよい。
(7)上記実施形態においては、端子金具30として雌型の端子金具を示したが、雄型の端子金具や、丸型端子(いわゆるLA端子)であってもよい。
(8)上記実施形態において、止水壁40(樹脂材41)の形状が、円柱状野ものを示したが、断面が楕円形状、長円形状、四角形状等の柱状物であってもよい。つまり、止水壁40の形状は、端子金具30における延出部36の内側形状に応じて、適宜、選択すればよい。
(9)上記実施形態において、止水壁40(樹脂材41)を端子金具30の延出部36の内壁面36Aに密着させるための加熱処理と、熱収縮チューブからなる止水被覆50を熱収縮させるための加熱処理とを別々に行っていたが、これらの加熱処理を同時に行ってもよい。
(10)上記実施形態で説明した架橋工程、接着工程および圧着工程は、複数個の端子金具片が連なった連鎖端子の状態で行ってもかまわない。この場合、上記圧着工程において、複数の端子金具片を連結するキャリアから端子金具片を切り離す切断工程を、同時に行ってもよい。また、圧着工程を行う前に切断工程を行ってもよいし、切断工程を行った後に圧着工程を行ってもよい。
【符号の説明】
【0063】
10…端子金具付き電線
20…電線
21…芯線
22…絶縁被覆
22A…絶縁被覆の端部
30…端子金具
31…底板
31A…芯線と端子金具との接続部
32…ワイヤーバレル
33…端子接続部
34…インシュレーションバレル
36…延出部
36A…内壁面
40…止水壁
41…樹脂材
41A…芯材
41B…皮材
42…外周面
50…止水被覆(熱収縮チューブ)
51…前側の開口端部
52…後側の開口端部
【技術分野】
【0001】
本発明は、端子金具付き電線、その製造方法および止水壁に関する。
【背景技術】
【0002】
端子金具付き電線としては、例えば、特許文献1に記載のものが知られている。特許文献1に記載の端子金具付き電線は、芯線の外周を絶縁層で被覆した電線と、絶縁層から露出する芯線に接続された端子金具とを備える。この端子金具付き電線において、電線は、端末において露出する芯線に端子金具のワイヤーバレルをかしめ圧着することにより、端子金具と接続されている。
【0003】
このような端子金具付き電線は、自動車のエンジンルーム内で用いられることがある。エンジンルーム内には、水が浸入し得るため、端子金具と電線との接続部分に水が接触するおそれがある。端子金具と電線との接続部分に水が接触すると、金属材料からなる端子金具や芯線が腐蝕してしまう。例えば端子金具が銅製で、芯線がアルミニウム製である場合のように端子金具と芯線とが異種金属材料からなる場合には、特に腐蝕が発生しやすい。
そこで、特許文献1に記載の端子金具付き電線においては、端子金具と電線との接続部分の周囲に熱収縮チューブを被せている。このように熱収縮チューブを被せることにより、端子金具と電線との接続部分への水の浸入を防止している。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2000−285983号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記特許文献1に記載の端子金具付き電線においては、熱収縮チューブの端部(電線の端末側の端部)側は、口が開いた状態になっている。そのため、熱収縮チューブの電線の端末側の端部側から、水が入り得る状態になっており、防水性が十分ではない。
【0006】
本発明は上記のような事情に基づいて完成されたものであって、防水性に優れた端子金具付き電線、およびその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記課題を解決するために、熱収縮チューブの開口部分に、ポリエチレン製の止水壁を設けた端子金具付き電線を検討した。しかしながら、この端子金具付き電線では、熱収縮チューブの加熱収縮のときや、電線の配索場所が高温となったときに、止水壁が変形して端子金具から流れ出し、防水性が低下してしまうという問題があった。
【0008】
そこで、さらなる検討を行ったところ、樹脂材料を架橋させることで軟化点を向上した止水壁を用いることにより、止水壁の変形や流れ出しを防止することができるという知見を得た。本発明はかかる新規な知見に基づくものである。
【0009】
すなわち、本発明は、芯線の外周を絶縁被覆で被覆してなる電線と、前記絶縁被覆の端部から露出された前記芯線が載置され接続される底板と、前記底板の縁部に延設され前記露出された芯線に圧着されたワイヤーバレルと、前記底板から延びる延出部と、を有する端子金具と、前記延出部に設けられ、前記芯線と前記端子金具との接続部への水の浸入を防ぐ止水壁と、前記止水壁の外面と前記絶縁被覆の端部の外面とに密着して前記止水壁と前記絶縁被覆の端部との間にわたって、前記芯線を覆う筒状の止水被覆と、を備え、前記止水壁は、樹脂材料の架橋により得られる架橋樹脂を含むことを特徴とする端子金具付き電線である。
【0010】
また、本発明は、芯線の外周を絶縁被覆で被覆してなる電線と、前記絶縁被覆の端部から露出された前記芯線が載置され接続される底板と、前記底板の縁部に延設され前記露出された芯線に圧着されたワイヤーバレルと、前記底板から延びる延出部と、を有する端子金具と、前記延出部に設けられ、前記芯線と前記端子金具との接続部への水の浸入を防ぐ止水壁と、前記止水壁の外面と前記絶縁被覆の端部の外面とに密着して前記止水壁と前記絶縁被覆の端部との間にわたって、前記芯線を覆う筒状の止水被覆と、を備える端子金具付き電線の製造方法であって、前記止水壁を、樹脂材料を架橋させて架橋樹脂を作製する架橋工程を経た後に、前記架橋樹脂を含む樹脂材を前記延出部に載置して接着する接着工程を実行することにより作製したことを特徴とする端子金具付き電線の製造方法である。
【0011】
また、本発明は、芯線の外周を絶縁被覆で被覆してなる電線と、前記絶縁被覆の端部から露出された前記芯線が載置され接続される底板と、前記底板の縁部に延設され前記露出された芯線に圧着されたワイヤーバレルと、前記底板から延びる延出部と、を有する端子金具と、を備える端子金具付き電線の前記延出部に設けられて、前記芯線と前記端子金具との接続部への水の浸入を防ぐ止水壁であって、樹脂材料の架橋により得られる架橋樹脂を含む芯材と、前記芯材の表面を覆い、前記架橋樹脂のJIS K7234に規定する環球法により測定した軟化点よりも低い温度で溶融し前記端子金具に接着される熱可塑性接着剤からなる皮材とから構成される樹脂材を加熱して前記延出部に接着することにより設けられていることを特徴とする止水壁である。
【0012】
本発明において、止水壁は樹脂材料の架橋により軟化点が高くなった架橋樹脂を含むので、例えば、熱収縮チューブを止水被覆として用いて加熱収縮させることで高温になったり、配索場所が高温となったとしても、非架橋の樹脂材料からなる止水壁よりも、変形が起こりにくく、端子金具からの流れ出しも起こりにくい。その結果、本発明によれば、防水性に優れた端子金具付き電線および端子金具付き電線の製造方法を提供することができる。
【0013】
なお、本明細書において、「軟化点」とは「JIS K7234に規定する環球法により測定した軟化点を意味する。
【0014】
本発明の端子金具付き電線は以下の構成であってもよい。
前記止水壁は、前記架橋樹脂を含む芯材と、前記芯材の表面を覆い、前記架橋樹脂のJIS K7234に規定する環球法により測定した軟化点よりも低い温度で溶融し前記端子金具に接着される熱可塑性接着剤からなる皮材とから構成される樹脂材を、加熱して前記延出部に接着することにより設けられていてもよい。
【0015】
このような構成においては、皮材(熱可塑性接着剤)を、架橋樹脂の軟化点よりも低い温度で溶融させて芯材を端子金具に接着できるので、樹脂材の加熱温度を架橋樹脂の軟化点よりも低い温度とすることできる。その結果、上記構成によれば、止水壁の軟化を防ぎながらも、止水壁を延出部に接着させることができるので、防水性を向上させることができる。
【0016】
本発明の端子金具付き電線および止水壁は以下の構成であってもよい。
前記芯材は、前記架橋樹脂としてポリオレフィン系樹脂を架橋させて得られる樹脂を含む一方、前記皮材を構成する前記熱可塑性接着剤はポリアミド系樹脂であってもよい。
ポリオレフィン系樹脂を架橋させて得られる架橋樹脂の軟化点は、130℃以上である。その一方、ポリアミド系樹脂は120℃程度で溶融し接着剤として機能する。したがって、上記のような構成とすると、常温下において樹脂材が溶融することはないので取り扱い易く、樹脂材の加熱温度を前記架橋樹脂の軟化点よりも低くしても皮材が溶融して接着剤として機能するので、芯材の軟化が起こりにくい。
【0017】
前記止水被覆は、前記架橋樹脂の前記軟化点よりも低い温度で収縮する熱収縮チューブからなる構成としてもよい。
このような構成とすると、止水被覆として用いる熱収縮チューブを架橋樹脂の軟化点よりも低い温度で収縮させることができる。その結果、熱収縮チューブを収縮させる際に架橋樹脂の軟化が起こりにくい。また、止水被覆が加熱により収縮し密着するので防水性が確実なものとなる。
【0018】
前記架橋樹脂は前記樹脂材料に電子線を照射することにより得られるものであってもよい。このような構成とすると、簡易な方法で樹脂材料の架橋工程を実行することができるとともに、生産性を高めることができる。
【0019】
本発明の端子金具付き電線の製造方法は以下の構成であってもよい。
前記樹脂材は、前記架橋工程を経て得られた架橋樹脂を含む芯材と、前記芯材の表面を覆い、前記架橋樹脂の軟化点よりも低い温度で溶融し前記端子金具に接着される熱可塑性接着剤からなる皮材とから構成され、前記接着工程は、前記樹脂材を前記架橋樹脂のJIS K7234に規定する環球法により測定した軟化点よりも低い温度で加熱して、前記皮材を溶融し前記端子金具に接着することにより実行される構成としてもよい。
【0020】
このような構成においては、止水壁を作製する際に、皮材を、架橋樹脂の軟化点よりも低い温度で溶融させて芯材を端子金具に接着できるので、樹脂材の加熱温度を架橋樹脂の軟化点よりも低い温度とすることできる。その結果、上記構成によれば、止水壁の軟化を防ぎながらも、止水壁を延出部に接着させることができるので、防水性を向上させることができる。
【0021】
前記止水被覆として、前記架橋樹脂の前記軟化点よりも低い温度で収縮する熱収縮チューブを用い、当該熱収縮チューブを前記止水壁と前記絶縁被覆の端部との間にわたって取り付けたのちに、前記架橋樹脂の前記軟化点よりも低い温度で収縮させる工程を含む構成としてもよい。
【0022】
このような構成とすると、架橋樹脂の軟化点よりも低い温度で止水被覆として用いる熱収縮チューブを収縮させることができるので、熱収縮チューブを収縮させる際に架橋樹脂の軟化が起こりにくい。また、熱収縮チューブが加熱により収縮し密着するので防水性が確実なものとなる。
【0023】
前記架橋工程を前記樹脂材料に電子線を照射することにより実行してもよい。
このような構成とすると、簡易な方法で架橋工程を実行することができるとともに、生産性を高めることができる。
【発明の効果】
【0024】
本発明によれば、防水性に優れた端子金具付き電線、及びその製造方法を提供することができる。
【図面の簡単な説明】
【0025】
【図1】実施形態1の端子金具付き電線の側面図
【図2】端子金具付き電線の一部断面図
【図3】端子金具に電線を配置する様子を示す斜視図
【図4】端子金具付き電線の一部平面図
【図5】止水被覆を端子金具に取り付けた状態を示す一部断面図
【図6】樹脂材の断面図
【発明を実施するための形態】
【0026】
<実施形態1>
本発明の実施形態1に係る端子金具付き電線10を、図1ないし図6を参照しつつ説明する。図1、図2、図5における左側を前方とし右側を後方とする。端子金具付き電線10は、図1に示すように、電線20と、この電線20の末端に取り付けられる端子金具30と、この端子金具30に取り付けられる止水壁40と、この止水壁40と共に、電線20と端子金具30との接続部分を包囲するように被せられる筒状の止水被覆50とを備える。
【0027】
(電線20)
電線20は、図2及び図3に示すように、複数本の金属細線を撚り合せてなる1本の芯線21と、この芯線21の外周を被覆する合成樹脂製の絶縁被覆22と、を備える。芯線21を構成する材料としては、例えば、銅、銅合金、アルミニウム、アルミニウム合金等が挙げられ、必要に応じて任意の金属材料の中から適宜選択される。本実施形態においては、芯線21の材料として、アルミニウム又はアルミニウム合金が用いられている。電線20の末端部分の絶縁被覆22は除去されている。そのため、芯線21の末端部分は絶縁被覆22で覆われておらず、露出している(露出された芯線21に相当)。なお、他の実施形態では、電線として芯線21が単芯線のものを用いてもよい。
【0028】
(端子金具30)
端子金具30は、雌型の端子金具であり、図示しない相手側の雄型端子と接続される。端子金具30は、例えば、金属板材を所定形状にプレス加工することによって得られる。端子金具30を構成する金属材料としては、例えば、銅、銅合金等が挙げられ、必要に応じて任意の金属材料の中から適宜選択される。
なお、本実施形態の端子金具30を構成する金属板材の表面には、メッキ層が形成されている。メッキ層を構成する金属としては、例えば、スズ、ニッケル等が挙げられ、必要に応じて任意の金属材料の中から適宜選択される。本実施形態においては、端子金具30を構成する金属材料(銅又は銅合金)の表面にスズメッキ層が形成されている。他の実施形態では、メッキ層が形成されていない金属板材を、端子金具30の材料として用いてもよい。
【0029】
端子金具30は、図3に示すように、底板31と、ワイヤーバレル32と、底板31から延びる延出部36と、相手側の端子と接続される端子接続部33と、インシュレーションバレル34とを備える。
【0030】
底板31の両縁は立っており全体として溝状をなしている。底板31は、電線20の軸方向(前後方向)に沿って延びた形状を有する。底板31の上には、電線20の端末において露出された芯線21と、絶縁被覆22の端部22Aとが載置され接続されている(芯線21と端子金具30の接続部31A)。底板31の前方には前方に伸びる延出部36が設けられている。延出部36は全体として溝状をなしている。延出部36において、露出された芯線21の前方に円柱状の止水壁40が設けられている。
【0031】
底板31の両縁には、互いに向かい合う一対のワイヤーバレル32が延設されている。このワイヤーバレル32は板片状であり、端子金具30が電線20に取り付けられる前は、図3に示すように、底板31の両縁から立ち上がるように設けられている。このワイヤーバレル32は、端子金具30が電線20に取り付けられる際に、底板31上の芯線21に対して圧着される。
【0032】
ワイヤーバレル32の露出された芯線21に接触する面およびワイヤーバレル32が延設されている底板31の上側面には、複数個の凹部37が形成されている。この凹部37は、略四角形状(略平行四辺形状)であり、芯線21(電線20)の延びる方向と略直行する一対の第1辺と、芯線21(電線20)の延びる方向と90°よりも小さな角度で交差する一対の第2辺とからなる。隣り合う凹部37同士は、第1辺同士が直線状に並び、かつ第2辺同士も直線状に並ぶように配置されている。このような凹部37によって、電気抵抗値の低下を抑制しつつ、ワイヤーバレル32と芯線21との固着力を高めることができる。
【0033】
また、ワイヤーバレル32の後方において、底板31の両縁には、互いに向かい合う一対のインシュレーションバレル34が延設されている。このインシュレーションバレル34は、ワイヤーバレル32よりも幅が細い板片状であり、端子金具30が電線20に取り付けられる前は、図3に示すように、ワイヤーバレル32と同様、底板31の両縁から立ち上がるように設けられている。このインシュレーションバレル34は、底板31上に載せられている電線20の絶縁被覆22に対して圧着される。
【0034】
端子接続部33は、底板31の前方に延設されており、筒状の接続筒部33Aを有する。接続筒部33A内には、相手側の雄型端子金具と弾性的に接触する弾性接触片33B(図3参照)が設けられている。
【0035】
(止水壁40)
止水壁40は、延出部36の溝状の部分に嵌るような略円柱状の形状をなしており、止水被覆50とともに芯線21と端子金具30との接続部31Aへの水の侵入を防ぐ機能を有する。本実施形態において、止水壁40は樹脂材料の架橋により得られる架橋構造を有する架橋樹脂を含む。
【0036】
本実施形態において、止水壁40は、図3に示すように、延出部36の溝状の部分に嵌るような略円柱状の樹脂材41を用いて製造される。樹脂材41は、図6に示すように、架橋樹脂を含む円柱状の芯材41Aと芯材41Aの表面を覆う皮材41Bとからなる。本実施形態において、「樹脂材41」とは、止水壁30の材料となるものであって、架橋樹脂を含む芯材41Aと、皮材41Bから構成され、端子金具30に接着される前の状態のものをいう。「止水壁40」とは、樹脂材41を加熱して皮材41Bを溶融させ端子金具30に接着することにより設けられたものをいう。
【0037】
芯材41Aには、例えばポリエチレン樹脂、ポリプロプレン樹脂などのポリオレフィン系樹脂を架橋させて得られる架橋構造を有する架橋樹脂が含まれる。本実施形態において芯材41Aには、ポリエチレン樹脂を架橋させて得られる架橋樹脂が含まれる。ポリオレフィン系樹脂の具体例としては、ポリアミド系樹脂と良好の接着性を示す、ポリエチレン樹脂、エチレン−エチルアクリレート共重合体(EEA)、エチレン−酢酸ビニル共重合体(EVA)、エチレン−メチルアクリレート共重合体(EMA)、エチレン−メタクリル酸共重合体(EMMA)などの変性ポリエチレン樹脂、ポリプロピレン樹脂およびこれらの混合物があげられる。
【0038】
芯材41Aを構成するポリエチレン樹脂は、架橋工程を実行する前(非架橋状態)において、JIS K7234に規定する環球法により測定した軟化点(以下「軟化点」という)は約120℃であるが、架橋工程を経ると軟化点が130℃以上となる。
【0039】
皮材41Bとしては、芯材41Aに含まれる架橋樹脂の軟化点よりも低い温度で溶融して端子金具30に接着される熱可塑性接着剤からなるものが好ましい。
【0040】
本実施形態において、皮材41Bを構成する熱可塑性接着剤は、ポリアミド系樹脂である。ポリアミド系樹脂の具体例としてはダイマー酸やジアミン酸、ジカルボン酸をベースとした樹脂、またはそれらの混合物があげられる。ポリアミド系樹脂は120℃程度で溶融し金属との接着剤として機能するので、常温下において樹脂材41が金属などと接着することはないので取り扱いが容易である。また、芯材41Aがポリエチレン樹脂などのポリオレフィン樹脂を架橋させて得られる架橋樹脂を含む場合、当該架橋樹脂の軟化点は130℃以上であるので、ポリアミド系樹脂からなる熱可塑性接着剤の加熱温度を架橋樹脂の軟化点よりも低い温度(例えば120℃以上130℃未満)に設定しても溶融して接着剤として機能する。
【0041】
本実施形態において、樹脂材41は、ポリエチレン樹脂とポリアミド系樹脂とを、押出成形装置を利用して二層の細長い円柱状に押出成形し、その成形物に架橋処理を施した(架橋工程)のちに、所定形状(大きさ)に切り分けることによって得られる。
【0042】
架橋工程(架橋処理ともいう)においては、円柱状の成形物に電子線を照射することにより、芯材41Aに含まれる樹脂材料を架橋させる。架橋工程を経て得られる架橋樹脂の軟化点は、架橋前よりも高くなる。
【0043】
ここで、架橋構造を有する樹脂か否かについては、溶剤への溶解性を調べることで確認することができる。例えば、樹脂材料がポリエチレンなどのポリオレフィン系樹脂である場合、架橋していない状態では炭素数5〜8の直鎖アルカンなどの溶剤に溶解するが、架橋構造を有していると、前記溶剤には溶解しない。架橋構造の確認のために用いる溶剤は架橋させる樹脂材料によって適宜選択される。
【0044】
上述のようにして得られた樹脂材41を、端子金具30と共に加熱処理する。この加熱処理は、樹脂材41の外周面42と、延出部36の内側面36Aとを隙間なく液密的に密着させるために行われる。本実施形態の樹脂材41を所定温度(例えば、120℃)で加熱すると、皮材41Bが溶融して、延出部36の内側面36Aと芯材41Aの間に入り込み、それらの間を液密的に塞ぐ。加熱処理後、液状化した皮材41B(熱可塑性樹脂)は冷え固まり、その結果、樹脂材41は、延出部36に対して隙間なく密着した状態で固定され、止水壁40が設けられる(接着工程)。
【0045】
(止水被覆50)
本実施形態において、止水被覆50は、筒状をなして、端子金具30と電線20との接続部分を外側から締付けるように密着している。つまり、筒状の止水被覆50によって、露出された芯線21と、止水壁40が設けられている部分よりも後側部分の端子金具30(つまり、ワイヤーバレル32、インシュレーションバレル34、底板31)と、絶縁被覆22の端部22Aとが包囲されるように覆われている。
【0046】
本実施形態の止水被覆50は、いわゆる熱収縮チューブからなり、加熱処理によって収縮する合成樹脂材料からなる。本実施形態では、架橋樹脂の軟化点よりも低い温度で収縮する熱収縮チューブを用いる。なお、止水被覆50の内周面には、図示されない接着層又は粘着層が形成されている。
【0047】
加熱処理によって熱収縮した止水被覆50の開口端部51は、止水壁40とこの止水壁40を載置する延出部36とを取り囲むように(締付けるように)密着しており、延出部36から上側にはみ出した部分の止水壁40も、止水被覆50によって覆われている。
【0048】
本実施形態において、止水被覆50の接着層又は粘着層は、加熱されて軟化又は溶融することにより、接着性又は粘着性を発現する。接着層又は粘着層に用いられる接着剤又は粘着剤としては、この種の端子金具付き電線10で利用される公知のものを適用できる。なお、止水被覆50としては、その内周面に、接着層又は粘着層を有さない熱収縮チューブを用いてもよい。
【0049】
(製造方法)
次に、本実施形態に係る端子金具付き電線10の製造方法の一例を示す。先ず、金属板材を打ち抜いて、所定形状(図3に示す端子金具30を作製可能な形状)の端子金具片(図示せず)を作製する。打ち抜き工程後の端子金具片に対して、曲げ工程を施して、図3に示すような形状の端子金具30を得る。
【0050】
上記端子金具30を作製する工程と同時または前後して、以下の手順により、樹脂材41を作製する。架橋処理を行う前のポリエチレン樹脂(樹脂材料)と、皮材41Bとなるポリアミド系樹脂(熱可塑性接着剤)とを用いて、押出成形装置により二層の細長い円柱状をなすように押出成形する。このとき樹脂材料の外側を熱可塑性接着剤が覆うように成形して、細長い円柱状の成形物を作製する。次に、円柱状の成形物に電子線を照射して架橋工程を実行する(架橋処理)。架橋工程を経た円柱状の成形物を所定形状に切り分けることにより、架橋樹脂を含む芯材41Aと皮材41Bとを備える樹脂材41が得られる(図6参照)。
【0051】
次に、端子金具30の延出部36の溝状の部分に樹脂材41をはめ込む。樹脂材41を嵌めこんだ端子金具30を加熱装置に入れて加熱処理する。加熱処理を行うことにより、樹脂材41が延出部36の内側面36Aに対して隙間なく密着した状態で固定され、止水壁40が設けられる(接着工程)。ここで、接着工程は樹脂材41を架橋樹脂の軟化点よりも低い温度で加熱することにより実行する。接着工程を経た後の止水壁40の一部(上側部分)は、図3に示すように、溝状の延出部36からはみ出しており露出している。
【0052】
次に、端子金具30の底板31の上に、電線20の末端部分を載置する(図3参照)。電線20の末端部分の絶縁被覆22を、芯線21が露出するように、除去しておく。露出した芯線21部分を、ワイヤーバレル32が形成されている部分の底板31上に載せて、絶縁被覆22の端部22Aを、インシュレーションバレル34が形成されている部分の底板31上に載せる。
【0053】
次に、圧着装置(図示せず)を利用して、端子金具30のワイヤーバレル32及びインシュレーションバレル34を電線20に対して圧着する(圧着工程)。ワイヤーバレル32は、芯線21に対して圧着され、インシュレーションバレル34は、絶縁被覆22の端部22Aに対して圧着される(図4を参照)。これにより図4に示す端子金具30が得られる
【0054】
次に、図5に示されるように、熱収縮チューブからなる未加熱状態の筒状の止水被覆50を、電線20と端子金具30との接続部分を包囲するように取り付ける。止水被覆50を取り付ける際には、端子金具30側から挿通させて被せ付けてもよいし、電線20側から挿通させて被せ付けてもよい。なお、電線20側から取り付ける場合、上記圧着工程の前に、予め電線20に止水被覆50を挿通させておくことが好ましい。未加熱状態における止水被覆50(熱収縮チューブ)の内径は、電線20と端子金具30との接続部分よりも大きく設定されている。止水被覆50は、接続部分を包囲できるように前側の開口端部51と、後側の開口端部52との位置が、熱収縮量を考慮して、位置決めされる。
【0055】
上記のように位置決めされた後、熱収縮チューブ50が取り付けられた電線20及び端子金具30を、図示しない加熱装置内で加熱する。本実施形態では、熱収縮チューブ50の収縮温度は架橋樹脂の軟化点よりも低いので、架橋樹脂の軟化点よりも低い温度で加熱処理を行う。この加熱処理により、熱収縮チューブからなる止水被覆50が熱収縮し、止水被覆50の内周面上に形成されている接着層が接着性を発現する。その結果、止水被覆50の内周面が電線20及び端子金具30の接続部分に対して、その表面形状に対応して隙間なく密着する(図1および図2を参照)。以上の製造工程によって、本実施形態の端子金具付き電線10が得られる。
【0056】
(作用および効果)
次に本実施形態の作用および効果について説明する。
本実施形態の端子金具付き電線10においては、熱収縮チューブ50が電線20および端子金具30の接続部分に対してその表面形状に対応して隙間なく密着しており、かつ、熱収縮チューブ50の前側の開口端部51をふさぐように止水壁40が設けられている。したがって、延出部36側においては、止水壁40と熱収縮チューブ50により、芯線21と端子金具30(の底板)との接続部31Aへの水の浸入を防ぐことができ、絶縁被覆22の端部22A側においては熱収縮チューブ50が絶縁被覆22に密着することで、水の浸入を防止することができる。
【0057】
本実施形態においては、止水壁40は樹脂材料の架橋により軟化点が高くなった架橋樹脂を含むので、熱収縮チューブ50を加熱収縮することで高温になったり、配索場所が高温となったとしても、非架橋の樹脂材料からなる止水壁40よりも、変形が起こりにくく、端子金具30からの流れ出しも起こりにくい。その結果、本実施形態によれば、防水性に優れた端子金具付き電線10および端子金具付き電線10の製造方法を提供することができる。
【0058】
また、本実施形態において、止水壁40は、架橋樹脂を含む芯材41Aと、芯材41Aの表面を覆い、架橋樹脂の軟化点よりも低い温度で溶融し端子金具30に接着される熱可塑性接着剤からなる皮材41Bとから構成される樹脂材41を、加熱することにより設けられている。したがって、本実施形態では、皮材41B(熱可塑性接着剤)を、架橋樹脂の軟化点よりも低い温度で溶融させて芯材41Aを端子金具30に接着することができるので、樹脂材41の加熱温度を架橋樹脂の軟化点よりも低い温度とすることできる。その結果、本実施形態によれば、止水壁40の軟化を防ぎながらも、止水壁40を延出部36に接着させることができるので、防水性を向上させることができる。
【0059】
また、本実施形態において、樹脂材41の芯材41Aは、架橋樹脂としてポリエチレン樹脂を架橋させて得られる樹脂を含む一方、皮材41Bを構成する前記熱可塑性接着剤はポリアミド系樹脂である。ここで、ポリエチレン樹脂を架橋させて得られる架橋樹脂の軟化点は、130℃以上であり、ポリアミド系樹脂は120℃程度で溶融し接着剤として機能する。したがって、本実施形態によれば、常温下において樹脂材41が溶融することはないので取り扱い易く、樹脂材41の加熱温度を架橋樹脂の軟化点よりも低くしても皮材41Bが溶融して接着剤として機能するので、芯材41Aの軟化が起こりにくい。
【0060】
また本実施形態において、止水被覆50は、架橋樹脂の軟化点よりも低い温度で収縮する熱収縮チューブからなる。また、本実施形態では、熱収縮チューブ50を止水壁40と絶縁被覆22の端部22Aとの間にわたって取り付けたのちに、架橋樹脂の軟化点よりも低い温度で収縮させる工程を含む。その結果、本実施形態によれば、熱収縮チューブ50を収縮させる際の加熱温度を架橋樹脂の軟化点よりも低くすることができるので、架橋樹脂の軟化が起こりにくい。その上本実施形態によれば、止水被覆50が加熱により収縮し端子金具30と密着するので防水性が確実なものとなる。
【0061】
また、本実施形態によれば、架橋樹脂は樹脂材料に電子線を照射することにより得られるものであるから、簡易な方法で樹脂材料の架橋工程を実行することができるとともに、生産性を高めることができる。
【0062】
<他の実施形態>
本発明は上記記述及び図面によって説明した実施形態に限定されるものではなく、例えば次のような実施形態も本発明の技術的範囲に含まれる。
(1)上記実施形態では、架橋樹脂を含む芯材41Aと芯材41Aの表面を覆い架橋樹脂の軟化点よりも低い温度で溶融する熱可塑性接着剤からなる皮材41Bとから構成される樹脂材41を用いて止水壁40を設けたが、止水壁40はこれに限定されない。
例えば、架橋樹脂からなる固形状の樹脂材に架橋処理を施したものを、常温で接着性を発揮する接着剤により、延出部に接着させることで止水壁を設けてもよい。また、熱可塑性接着剤を塗布した延出部に、架橋樹脂を含む固形状の樹脂材を配置し加熱することで、止水壁を設けてもよい。
(2)上記実施形態では2層構造の円柱状の成形物に電子線を照射させることで、芯材41Aに含まれる樹脂材料を架橋させて架橋樹脂を形成したが、芯材41Aに含まれる樹脂材料に架橋処理をあらかじめ行っておき、皮材41Bとともに2層押出しにより所定形状に成形してもよい。
(3)上記実施形態では、樹脂材料に電子線を照射することにより架橋工程を実行する例を示したが、架橋剤を用いた化学的な架橋方法などにより架橋工程を実行してもよい。
(4)上記実施形態では、架橋樹脂の軟化点よりも低い温度で収縮する熱収縮チューブ50からなる止水被覆50を示したが、ゴムチューブ等の弾性を有する筒状部材を止水被覆としてもよい。
(5)上記実施形態において、止水被覆50は、予め筒状に成形されたものが利用されていたが、他の実施形態においては、例えば、シート状の止水テープを、電線及び端子金具の接続部分に対して巻きつけて筒状に形成されたものを用いてもよい。
(6)上記実施形態においては、止水被覆50の後側の開口端部52は、絶縁被覆22を取り囲むように密着していたが、例えば、電線20に外嵌させた樹脂製のリングを介して、前記開口端部52を密着させてもよい。
(7)上記実施形態においては、端子金具30として雌型の端子金具を示したが、雄型の端子金具や、丸型端子(いわゆるLA端子)であってもよい。
(8)上記実施形態において、止水壁40(樹脂材41)の形状が、円柱状野ものを示したが、断面が楕円形状、長円形状、四角形状等の柱状物であってもよい。つまり、止水壁40の形状は、端子金具30における延出部36の内側形状に応じて、適宜、選択すればよい。
(9)上記実施形態において、止水壁40(樹脂材41)を端子金具30の延出部36の内壁面36Aに密着させるための加熱処理と、熱収縮チューブからなる止水被覆50を熱収縮させるための加熱処理とを別々に行っていたが、これらの加熱処理を同時に行ってもよい。
(10)上記実施形態で説明した架橋工程、接着工程および圧着工程は、複数個の端子金具片が連なった連鎖端子の状態で行ってもかまわない。この場合、上記圧着工程において、複数の端子金具片を連結するキャリアから端子金具片を切り離す切断工程を、同時に行ってもよい。また、圧着工程を行う前に切断工程を行ってもよいし、切断工程を行った後に圧着工程を行ってもよい。
【符号の説明】
【0063】
10…端子金具付き電線
20…電線
21…芯線
22…絶縁被覆
22A…絶縁被覆の端部
30…端子金具
31…底板
31A…芯線と端子金具との接続部
32…ワイヤーバレル
33…端子接続部
34…インシュレーションバレル
36…延出部
36A…内壁面
40…止水壁
41…樹脂材
41A…芯材
41B…皮材
42…外周面
50…止水被覆(熱収縮チューブ)
51…前側の開口端部
52…後側の開口端部
【特許請求の範囲】
【請求項1】
芯線の外周を絶縁被覆で被覆してなる電線と、
前記絶縁被覆の端部から露出された前記芯線が載置され接続される底板と、前記底板の縁部に延設され前記露出された芯線に圧着されたワイヤーバレルと、前記底板から延びる延出部と、を有する端子金具と、
前記延出部に設けられ、前記芯線と前記端子金具との接続部への水の浸入を防ぐ止水壁と、
前記止水壁の外面と前記絶縁被覆の端部の外面とに密着して前記止水壁と前記絶縁被覆の端部との間にわたって、前記芯線を覆う筒状の止水被覆と、を備え、
前記止水壁は、樹脂材料の架橋により得られる架橋樹脂を含むことを特徴とする端子金具付き電線。
【請求項2】
前記止水壁は、前記架橋樹脂を含む芯材と、前記芯材の表面を覆い、前記架橋樹脂のJIS K7234に規定する環球法により測定した軟化点よりも低い温度で溶融し前記端子金具に接着される熱可塑性接着剤からなる皮材とから構成される樹脂材を、加熱して前記延出部に接着することにより設けられていることを特徴とする請求項1に記載の端子金具付き電線。
【請求項3】
前記芯材は、前記架橋樹脂としてポリオレフィン系樹脂を架橋させて得られる樹脂を含む一方、前記皮材を構成する前記熱可塑性接着剤はポリアミド系樹脂であることを特徴とする請求項2に記載の端子金具付き電線。
【請求項4】
前記止水被覆は、前記架橋樹脂の前記軟化点よりも低い温度で収縮する熱収縮チューブからなることを特徴とする請求項1ないし請求項3のいずれか一項に記載の端子金具付き電線。
【請求項5】
前記架橋樹脂は前記樹脂材料に電子線を照射することにより得られることを特徴とする請求項1ないし請求項4のいずれか一項に記載の端子金具付き電線。
【請求項6】
芯線の外周を絶縁被覆で被覆してなる電線と、
前記絶縁被覆の端部から露出された前記芯線が載置され接続される底板と、前記底板の縁部に延設され前記露出された芯線に圧着されたワイヤーバレルと、前記底板から延びる延出部と、を有する端子金具と、
前記延出部に設けられ、前記芯線と前記端子金具との接続部への水の浸入を防ぐ止水壁と、
前記止水壁の外面と前記絶縁被覆の端部の外面とに密着して前記止水壁と前記絶縁被覆の端部との間にわたって、前記芯線を覆う筒状の止水被覆と、を備える端子金具付き電線の製造方法であって、
前記止水壁を、樹脂材料を架橋させて架橋樹脂を作製する架橋工程を経た後に、前記架橋樹脂を含む樹脂材を前記延出部に載置して接着する接着工程を実行することにより作製したことを特徴とする端子金具付き電線の製造方法。
【請求項7】
前記樹脂材は、前記架橋工程を経て得られた架橋樹脂を含む芯材と、前記芯材の表面を覆い、前記架橋樹脂の軟化点よりも低い温度で溶融し前記端子金具に接着される熱可塑性接着剤からなる皮材とから構成され、
前記接着工程は、前記樹脂材を前記架橋樹脂のJIS K7234に規定する環球法により測定した軟化点よりも低い温度で加熱して、前記皮材を溶融し前記端子金具に接着することにより実行されることを特徴とする請求項6に記載の端子金具付き電線の製造方法。
【請求項8】
前記止水被覆として、前記架橋樹脂の前記軟化点よりも低い温度で収縮する熱収縮チューブを用い、
当該熱収縮チューブを前記止水壁と前記絶縁被覆の端部との間にわたって取り付けたのちに、前記架橋樹脂の前記軟化点よりも低い温度で収縮させる工程を含むことを特徴とする請求項6または請求項7に記載の端子金具付き電線の製造方法。
【請求項9】
前記架橋工程を前記樹脂材料に電子線を照射することにより実行することを特徴とする請求項6ないし請求項8のいずれか一項に記載の端子金具付き電線の製造方法。
【請求項10】
芯線の外周を絶縁被覆で被覆してなる電線と、前記絶縁被覆の端部から露出された前記芯線が載置され接続される底板と、前記底板の縁部に延設され前記露出された芯線に圧着されたワイヤーバレルと、前記底板から延びる延出部と、を有する端子金具と、を備える端子金具付き電線の前記延出部に設けられて、前記芯線と前記端子金具との接続部への水の浸入を防ぐ止水壁であって、
樹脂材料の架橋により得られる架橋樹脂を含む芯材と、前記芯材の表面を覆い、前記架橋樹脂のJIS K7234に規定する環球法により測定した軟化点よりも低い温度で溶融し前記端子金具に接着される熱可塑性接着剤からなる皮材とから構成される樹脂材を加熱して前記延出部に接着することにより設けられていることを特徴とする止水壁。
【請求項11】
前記芯材は、前記架橋樹脂としてポリオレフィン系樹脂を架橋させて得られる樹脂を含む一方、前記皮材を構成する前記熱可塑性接着剤はポリアミド系樹脂であることを特徴とする請求項10に記載の止水壁。
【請求項12】
前記架橋樹脂は前記樹脂材料に電子線を照射することにより得られることを特徴とする請求項10または請求項11に記載の止水壁。
【請求項1】
芯線の外周を絶縁被覆で被覆してなる電線と、
前記絶縁被覆の端部から露出された前記芯線が載置され接続される底板と、前記底板の縁部に延設され前記露出された芯線に圧着されたワイヤーバレルと、前記底板から延びる延出部と、を有する端子金具と、
前記延出部に設けられ、前記芯線と前記端子金具との接続部への水の浸入を防ぐ止水壁と、
前記止水壁の外面と前記絶縁被覆の端部の外面とに密着して前記止水壁と前記絶縁被覆の端部との間にわたって、前記芯線を覆う筒状の止水被覆と、を備え、
前記止水壁は、樹脂材料の架橋により得られる架橋樹脂を含むことを特徴とする端子金具付き電線。
【請求項2】
前記止水壁は、前記架橋樹脂を含む芯材と、前記芯材の表面を覆い、前記架橋樹脂のJIS K7234に規定する環球法により測定した軟化点よりも低い温度で溶融し前記端子金具に接着される熱可塑性接着剤からなる皮材とから構成される樹脂材を、加熱して前記延出部に接着することにより設けられていることを特徴とする請求項1に記載の端子金具付き電線。
【請求項3】
前記芯材は、前記架橋樹脂としてポリオレフィン系樹脂を架橋させて得られる樹脂を含む一方、前記皮材を構成する前記熱可塑性接着剤はポリアミド系樹脂であることを特徴とする請求項2に記載の端子金具付き電線。
【請求項4】
前記止水被覆は、前記架橋樹脂の前記軟化点よりも低い温度で収縮する熱収縮チューブからなることを特徴とする請求項1ないし請求項3のいずれか一項に記載の端子金具付き電線。
【請求項5】
前記架橋樹脂は前記樹脂材料に電子線を照射することにより得られることを特徴とする請求項1ないし請求項4のいずれか一項に記載の端子金具付き電線。
【請求項6】
芯線の外周を絶縁被覆で被覆してなる電線と、
前記絶縁被覆の端部から露出された前記芯線が載置され接続される底板と、前記底板の縁部に延設され前記露出された芯線に圧着されたワイヤーバレルと、前記底板から延びる延出部と、を有する端子金具と、
前記延出部に設けられ、前記芯線と前記端子金具との接続部への水の浸入を防ぐ止水壁と、
前記止水壁の外面と前記絶縁被覆の端部の外面とに密着して前記止水壁と前記絶縁被覆の端部との間にわたって、前記芯線を覆う筒状の止水被覆と、を備える端子金具付き電線の製造方法であって、
前記止水壁を、樹脂材料を架橋させて架橋樹脂を作製する架橋工程を経た後に、前記架橋樹脂を含む樹脂材を前記延出部に載置して接着する接着工程を実行することにより作製したことを特徴とする端子金具付き電線の製造方法。
【請求項7】
前記樹脂材は、前記架橋工程を経て得られた架橋樹脂を含む芯材と、前記芯材の表面を覆い、前記架橋樹脂の軟化点よりも低い温度で溶融し前記端子金具に接着される熱可塑性接着剤からなる皮材とから構成され、
前記接着工程は、前記樹脂材を前記架橋樹脂のJIS K7234に規定する環球法により測定した軟化点よりも低い温度で加熱して、前記皮材を溶融し前記端子金具に接着することにより実行されることを特徴とする請求項6に記載の端子金具付き電線の製造方法。
【請求項8】
前記止水被覆として、前記架橋樹脂の前記軟化点よりも低い温度で収縮する熱収縮チューブを用い、
当該熱収縮チューブを前記止水壁と前記絶縁被覆の端部との間にわたって取り付けたのちに、前記架橋樹脂の前記軟化点よりも低い温度で収縮させる工程を含むことを特徴とする請求項6または請求項7に記載の端子金具付き電線の製造方法。
【請求項9】
前記架橋工程を前記樹脂材料に電子線を照射することにより実行することを特徴とする請求項6ないし請求項8のいずれか一項に記載の端子金具付き電線の製造方法。
【請求項10】
芯線の外周を絶縁被覆で被覆してなる電線と、前記絶縁被覆の端部から露出された前記芯線が載置され接続される底板と、前記底板の縁部に延設され前記露出された芯線に圧着されたワイヤーバレルと、前記底板から延びる延出部と、を有する端子金具と、を備える端子金具付き電線の前記延出部に設けられて、前記芯線と前記端子金具との接続部への水の浸入を防ぐ止水壁であって、
樹脂材料の架橋により得られる架橋樹脂を含む芯材と、前記芯材の表面を覆い、前記架橋樹脂のJIS K7234に規定する環球法により測定した軟化点よりも低い温度で溶融し前記端子金具に接着される熱可塑性接着剤からなる皮材とから構成される樹脂材を加熱して前記延出部に接着することにより設けられていることを特徴とする止水壁。
【請求項11】
前記芯材は、前記架橋樹脂としてポリオレフィン系樹脂を架橋させて得られる樹脂を含む一方、前記皮材を構成する前記熱可塑性接着剤はポリアミド系樹脂であることを特徴とする請求項10に記載の止水壁。
【請求項12】
前記架橋樹脂は前記樹脂材料に電子線を照射することにより得られることを特徴とする請求項10または請求項11に記載の止水壁。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2013−62213(P2013−62213A)
【公開日】平成25年4月4日(2013.4.4)
【国際特許分類】
【出願番号】特願2011−201553(P2011−201553)
【出願日】平成23年9月15日(2011.9.15)
【出願人】(599109906)住友電工ファインポリマー株式会社 (203)
【出願人】(395011665)株式会社オートネットワーク技術研究所 (2,668)
【出願人】(000183406)住友電装株式会社 (6,135)
【出願人】(000002130)住友電気工業株式会社 (12,747)
【Fターム(参考)】
【公開日】平成25年4月4日(2013.4.4)
【国際特許分類】
【出願日】平成23年9月15日(2011.9.15)
【出願人】(599109906)住友電工ファインポリマー株式会社 (203)
【出願人】(395011665)株式会社オートネットワーク技術研究所 (2,668)
【出願人】(000183406)住友電装株式会社 (6,135)
【出願人】(000002130)住友電気工業株式会社 (12,747)
【Fターム(参考)】
[ Back to top ]