
端子金具付き電線及び端子金具付き電線の製造方法
【課題】電線と端子金具との間の電気抵抗が低減された端子金具付き電線及び端子金具付き電線の製造方法を提供する。
【解決手段】複数の素線15からなる芯線13を有する電線11と、電線11から露出する芯線13に圧着されるワイヤーバレル19を有する雌端子金具12と、を備えた端子金具付き電線10の製造方法であって、芯線13の外周面を覆う絶縁被覆14を剥離して芯線13を露出させる工程と、露出した芯線13を一対の電極16,16で径方向に挟んで通電を行い複数の素線15を互いに一体化する工程と、芯線13のうち、一体化領域を含む領域に外側から巻き付けるようにしてワイヤーバレル19を圧着する工程と、を実行する。
【解決手段】複数の素線15からなる芯線13を有する電線11と、電線11から露出する芯線13に圧着されるワイヤーバレル19を有する雌端子金具12と、を備えた端子金具付き電線10の製造方法であって、芯線13の外周面を覆う絶縁被覆14を剥離して芯線13を露出させる工程と、露出した芯線13を一対の電極16,16で径方向に挟んで通電を行い複数の素線15を互いに一体化する工程と、芯線13のうち、一体化領域を含む領域に外側から巻き付けるようにしてワイヤーバレル19を圧着する工程と、を実行する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、端子金具付き電線及び端子金具付き電線の製造方法に関する。
【背景技術】
【0002】
従来、端子金具付き電線としては特許文献1に記載のものが知られている。このものは、複数の素線からなる芯線を含む電線と、この電線から露出する芯線に端子金具が圧着されてなる。端子金具は、芯線の外側に巻き付くように圧着される圧着部を有する。芯線の外側に圧着部が巻き付くように圧着されることで、電線と端子金具とが電気的に接続される。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平9−7647号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記の構成によると、芯線の外周面と、圧着部の内面とが接触することにより、芯線と圧着部とが電気的に接続されている。このとき、芯線を構成する各素線の表面に酸化膜等の、電気抵抗の大きな被膜が形成される場合には、素線の表面に形成された被膜により素線同士が電気的に十分に接続できないことが懸念される。すると、芯線と圧着部との電気的な接続に寄与するのは、芯線の径方向外側に位置して圧着部の内面と接触する素線のみとなってしまい、芯線の径方向内側に位置する素線が、圧着部との電気的な接続に寄与しなくなる。この結果、電線と端子金具との間の電気抵抗が大きくなる。
【0005】
特に、素線がアルミニウム製で端子金具が銅合金製の場合には、圧着部がヒートサイクルを受けると両金属の熱膨張率の相違に起因して圧着部の固着強度が徐々に低下することが懸念されている。また、圧着部が円筒形をなしている、いわゆるクローズドバレルの構造を採用すると、大きく圧縮した場合には円筒形のバレルに亀裂が生じて圧着不良を発生させ、かといって緩めの圧縮に抑えれば、アルミニウム素線の表面に形成されている絶縁性の酸化膜を十分に破壊することができず、結局、電気抵抗の増大を来してしまう。
【0006】
本発明は上記のような事情に基づいて完成されたものであって、電線と端子金具との間の電気抵抗を低減できる端子金具付き電線及び端子金具付き電線の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明は、複数の素線からなる芯線を有する電線と、前記電線から露出する前記芯線に圧着される圧着部を有する端子金具と、を備えた端子金具付き電線の製造方法であって、前記芯線の外周面を覆う絶縁被覆を剥離して前記芯線を露出させる工程と、露出した前記芯線を一対の電極で径方向に挟んで前記芯線に通電することで前記芯線をその融点以下に加熱しつつ圧力を作用させて前記複数の素線を互いに一体化する工程と、前記芯線のうち、前記複数の素線が一体化された一体化領域を含む領域に前記圧着部を外側から巻き付けるようにして前記芯線に圧着する工程と、を実行する。
【0008】
また、本発明は、複数の素線からなる芯線を含む電線と、前記電線から露出する前記芯線に圧着される端子金具と、を備えた端子金具付き電線であって、前記電線から露出する芯線には、その径方向に通電してその融点以下に加熱しつつ圧力を作用させることで前記複数の素線が互いに一体化された一体化領域が形成されており、前記端子金具は前記芯線の外側に巻き付くように圧着される圧着部を有しており、前記圧着部は、前記芯線のうち前記一体化領域を含む領域に圧着されている。
【0009】
本発明によれば、素線同士は径方向に通電されて加熱されることで互いに一体化し、電気的に確実に接続される。これにより、端子金具を芯線に圧着したときに、芯線の径方向内方に位置する素線が、電線と端子金具との間の電気的な接続に確実に寄与することができるので、電線と端子金具との間の電気抵抗を小さくすることができる。
【0010】
前記芯線のうち、前記複数の素線が一体化された一体化領域は、前記圧着部が圧着された被圧着領域と同一又は広く設定してもよい。
【0011】
上記の態様によれば、芯線のうち被圧着領域に位置する領域全体に、素線同士が互いに一体化された一体化領域が形成される。この結果、芯線(素線)と端子金具とが一層確実に電気的に接続されるので、電線と端子金具との間の電気抵抗を一層小さくすることができる。
【0012】
前記素線はアルミニウム又はアルミニウム合金からなり、前記端子金具は銅合金からなる構成としてもよい。
【0013】
素線がアルミニウム又はアルミニウム合金からなる場合、素線の表面には酸化膜等の絶縁性の被膜が比較的に形成されやすいため、素線相互間の抵抗が高くなる傾向にあるが、熱と圧力で固められた一体化領域では素線相互間の抵抗が大きく低下する。さらに、電線がアルミニウム系であっても、他の回路との接続の面から端子金具は銅合金製とすることが好ましいが、この場合には、圧着部がヒートサイクルを受けることで芯線および端子金具の両金属の熱膨張率の相違に起因する圧着部の固着強度の低下ひいては素線相互間の抵抗の低下が懸念される。しかし、本発明によれば、例え固着強度が低下した場合でも、素線はそもそも一体化されているので、その素線相互間の抵抗増大ひいては電線と端子金具との間の抵抗増大を防止することが可能である。
【発明の効果】
【0014】
本発明によれば、電線と端子金具との間の電気抵抗を低減させることができる。
【図面の簡単な説明】
【0015】
【図1】本発明の一実施形態に係る端子金具付き電線を示す側面図
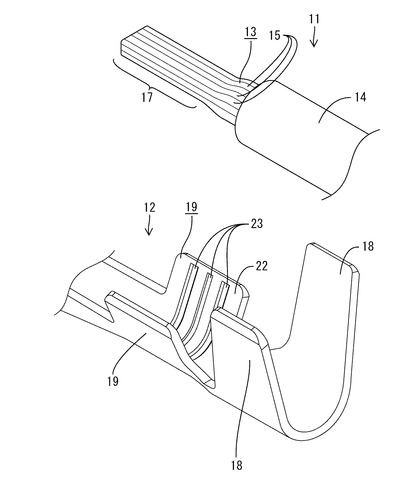
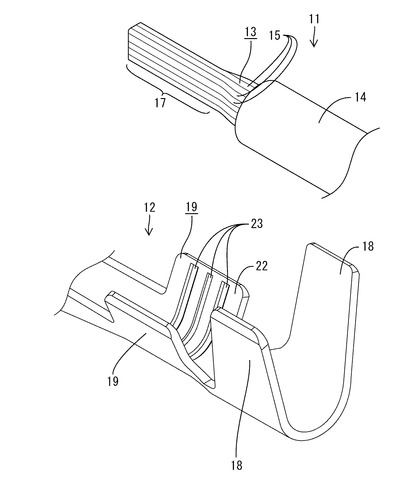
【図2】雌端子金具を示す斜視図
【図3】電線の絶縁被覆が剥がされた状態を示す斜視図
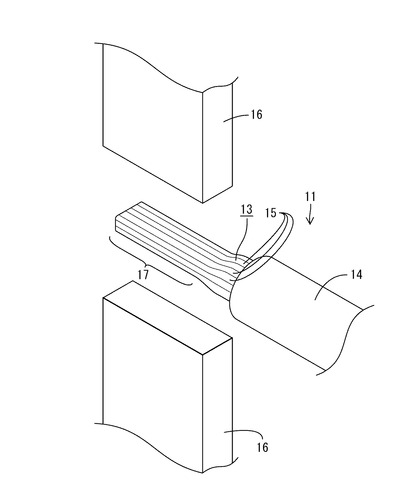
【図4】芯線が一体化された状態を示す斜視図
【図5】芯線にワイヤーバレルが圧着される前の状態を示す斜視図
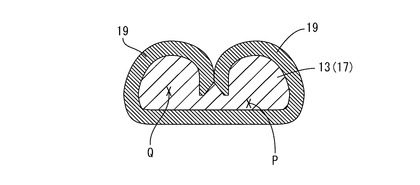
【図6】図1におけるVI−VI線断面図
【図7】他の実施形態に記載の、芯線にワイヤーバレルが圧着される前の状態を示す斜視図
【図8】他の実施形態に記載の、中間スプライス構造を有する端子金具を示す平面図
【発明を実施するための形態】
【0016】
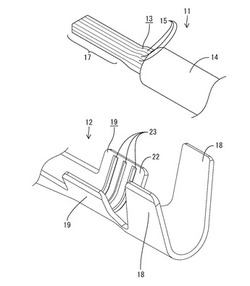
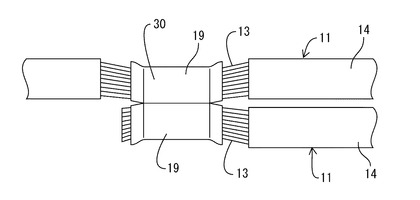
本発明の一実施形態を図1ないし図6を参照しつつ説明する。本実施形態に係る端子金具付き電線10は、電線11と、この電線11の端末に接続された雌端子金具12(特許請求の範囲に記載の端子金具に相当)と、を備える。図1に示すように、雌端子金具12に接続された状態で、電線11は、図1における左右方向に延びている。
【0017】
(電線11)
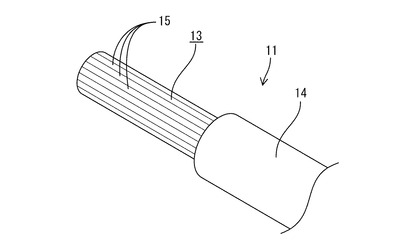
図1に示すように、電線11は、芯線13の外周を絶縁被覆14で包囲してなる。芯線13は、アルミニウム、若しくはアルミニウム合金、又は銅、若しくは銅合金等、必要に応じて任意の金属を用いることができる。本実施形態においてはアルミニウム合金が用いられている。芯線13は、多数の素線15を撚り合わせた撚り線からなる。電線11の端末からは、絶縁被覆14が所定の長さだけ剥がされることにより、芯線13が露出している。
【0018】
図4に示すように、本実施形態においては、電線11から露出する芯線13を構成する複数の素線15は、その径方向に一対の電極16,16によって挟まれて加圧されつつ通電され、芯線の融点以下に加熱される。通電部分には複数の素線15が一体化された一体化領域17が形成される。
【0019】
(雌端子金具12)
雌端子金具12は、図示しない銅合金製の板材を所定形状にプレス成形してなる。雌端子金具12は、電線11の絶縁被覆14に外側から巻き付くように圧着される一対のインシュレーションバレル18が形成されている。インシュレーションバレル18の図1における左方に位置には、インシュレーションバレル18に連なって、電線11の芯線13に外側から巻き付くように圧着されるワイヤーバレル19(特許請求の範囲に記載の圧着部に相当)が形成されている。
【0020】
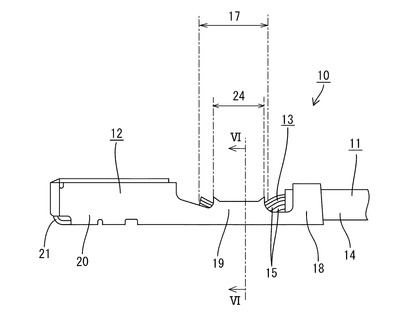
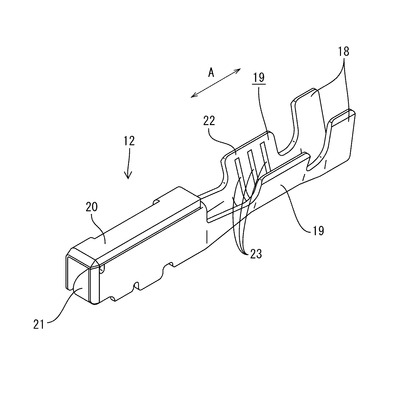
図1におけるワイヤーバレル19の左方の位置には、ワイヤーバレル19に連なって、図示しない相手側端子金具と嵌合して電気的に接続される接続部20が形成されている。本実施形態においては、相手側端子金具は雄端子金具であり、接続部20は角筒状をなして雄端子金具を挿入可能である。接続部20には弾性接触片21が形成されており、この弾性接触片21と雄端子金具とが弾性的に接触することにより、雄端子金具と雌端子金具12とが電気的に接続される。
【0021】
図2に示すように、雌端子金具12のワイヤーバレル19のうち芯線13と接触する接触面22には、凹部23が形成されている。本実施形態においては、凹部23は電線11の延びる方向(図2における矢線Aで示す方向)に間隔を空けて3つ並んで形成されている。
【0022】
図1に示すように、電線11から露出した芯線13の外周には、巻き付くようにしてワイヤーバレル19が圧着されている。この芯線13には、ワイヤーバレル19が圧着される被圧着領域24が形成されている。本実施形態においては、一体化領域17は、被圧着領域24よりも、図1における左右方向について広い領域に形成されている。
【0023】
図6に示すように、芯線13の一体化領域17にワイヤーバレル19が巻き付くように圧着されることにより、電線11と雌端子金具12とが電気的に接続される。なお、図6においては、素線15の形状については省略して記載してある。
【0024】
続いて、端子金具付き電線10の製造方法の一例について説明する。まず、金属板材をプレス加工することにより、所定の形状に成形する(図2参照)。このとき、凹部23を同時に形成してもよい。
【0025】
その後、所定形状に形成された金属板材を曲げ加工することで接続部20を形成する。このときに凹部23を形成してもよい。
【0026】
続いて、電線11の端末において絶縁被覆14を剥がすことにより、芯線13を露出させる(図3参照)。そして図4に示すように、露出した芯線13を、一対の電極16,16でその径方向に挟み付ける。本実施形態においては、一対の電極16,16は図4における上下方向から芯線13を挟み付けるようになっている。芯線13を電極16,16で挟み付けた後、電極16によって、加圧しつつ芯線13に所定時間通電を行う。この時、芯線の温度が例えば放射温度計でアルミニウムの融点以下の300〜500度の範囲内となるように、かつ、例えば100〜200KgFの範囲内の圧力となる条件で通電を行うことにより、芯線13を構成する複数の素線が軟化して変形する。この際、素線表面に形成されていた絶縁性の酸化膜は破壊され、各素線の金属が露出して互いに固着しあうことにより、素線群が一体化される。このように、アルミニウムの融点以下で加熱を行うことにより、その融点以上で加熱を行う場合と比較して、電線の絶縁被覆への熱によるダメージや、芯線が熱により溶けて細くなることを防止することができる。本実施形態では、圧縮率が30%以下となると芯線が切れ易くなり、70%以上では接触抵抗が大きくなったため、圧縮率は30〜70%の範囲内とすることが好ましい。
【0027】
その後、通電を停止し、一対の電極16,16を離間させて芯線13を電極16から外し、冷却(放冷)することにより、素線15同士が一体化された一体化領域が形成される。図4に示すように、芯線13は、一対の電極16,16が芯線13を挟み付ける方向(図4における上下方向)について扁平な形状に形成される。
【0028】
このように芯線13を構成する複数の素線15同士を一体化した後、図5に示すように、芯線13のうち素線15が一体化された一体化領域17を含む部分をワイヤーバレル19の上に載置し、且つ、絶縁被覆14をインシュレーションバレル18の上に載置した状態で、図示しない一対の金型で上下方向から挟むことにより、両バレルを電線11に対して外側から圧着する。このとき、一対の電極16,16により芯線13を挟む方向(図5における上下方向)と、金型でワイヤーバレル19を挟む方向と、が一致する姿勢(換言すれば、扁平な形状に形成された芯線13の、扁平な面が上下方向を向く姿勢)で、電線11を雌端子金具12に対して配置する。上記の工程を実行することにより端子金具付き電線10が完成する。
【0029】
本実施形態によれば、素線15同士は一体化領域17において互いに一体化され、電気的に極めて低い抵抗で接続されることになる。これにより、端子金具12を芯線13に圧着したときに、芯線13の径方向内側に位置する素線15が、電線11と雌端子金具12との間の電気的な接続に確実に寄与することができるので、電線11と雌端子金具12との間の電気抵抗を小さくすることができる。
【0030】
また、本実施形態においては、一体化領域17は、芯線13のうち被圧着領域24よりも広い領域に形成されている。これにより、芯線13のうち被圧着領域24に位置する素線15には確実に一体化領域17が形成されているので、電線11と雌端子金具12との間の電気抵抗を一層小さくすることができる。
【0031】
本実施形態においては、芯線13はアルミニウム合金からなり、端子金具12が銅合金からなる。このように、芯線13がアルミニウム合金からなる場合、芯線13の表面には酸化膜等の絶縁性の被膜が比較的に形成されやすい。本実施形態は、芯線13の表面に絶縁性の被膜が形成されやすい場合に特に有効である。また、本実施形態のように、端子金具が芯線とは異なる銅合金からなる場合には、圧着部がヒートサイクルを受けることで両金属の熱膨張率の相違に起因する圧着部の固着強度の低下が懸念されるが、例え固着強度が低下した場合でも、素線相互間が極めて低い抵抗で接触して一体化された状態にあるから、その素線と端子金具との電気的な接続状態を低抵抗に維持することが可能である。
【0032】
<他の実施形態>
本発明は上記記述及び図面によって説明した実施形態に限定されるものではなく、例えば次のような実施形態も本発明の技術的範囲に含まれる。
(1)本実施形態においては、一体化領域17は被圧着領域24よりも広い領域に形成される構成としたが、これに限られず、一体化領域17と被圧着領域24とが同じであってもよいし、また、被圧着領域24の一部に一体化領域17が形成される構成としてもよい。
【0033】
(2)一対の電極16,16によって芯線13を挟む方向と、金型によってワイヤーバレル19を挟む方向とのなす角度は任意であって、例えば、図7に示すように、一対の電極16,16によって芯線13を挟む方向と、金型によってワイヤーバレル19を挟む方向とが交差する姿勢で、ワイヤーバレル19を芯線13に圧着してもよい。
【0034】
(3)ワイヤーバレル19は、互いに電線11の延びる方向にずれた配置で芯線13に圧着されてもよく、また、3本以上に分岐したワイヤーバレル片が左右両側から互い違いに形成されていてもよく、また、ワイヤーバレル片が1本のみ形成されて芯線13に圧着されていてもよく、ワイヤーバレル19の形状は必要に応じて任意の形状としうる。
【0035】
(4)本実施形態においては、端子金具は筒状の接続部20を有する雌端子金具12としたが、これに限られず、雄タブを有する雄端子金具としてもよいし、また金属板材に貫通孔が形成されたいわゆるLA端子としてもよく、必要に応じて任意の形状の端子金具とすることができる。
【0036】
(5)本実施形態においては、電線11は、芯線13の外周を絶縁被覆14で覆う被覆電線としたが、これに限られず、シールド電線11を用いてもよく、必要に応じて任意の電線11を用いることができる。
【0037】
(6)上記実施形態の端子金具は、ワイヤーバレル19と接続部20とが並んで配されていたものであったが、これに限られず、接続部20を有さない端子金具でもよい。例えば、図8に示すように、2本の電線11の芯線13を接続するに際して一本の電線11の端末部にて絶縁被覆14を剥ぎ取り芯線13を露出させ、もう一本の電線11については、中間部にて絶縁被覆14を剥ぎ取り芯線13を露出させ、これら露出させた2本の芯線13の一本ずつを一対のワイヤーバレル19のうちの片方ずつでかしめるいわゆる中間スプライス構造の端子金具としてもよい。さらに、他の中間スプライス構造として、図示はしないが、共に2本の電線11の中間部にて芯線13を露出させ、露出させた中間部同士を一対のワイヤーバレル片のうちの片方ずつで圧着するものでもよい。
【0038】
(7)上記実施形態では、芯線を一体化させた後に端子金具で圧着する構成としたが、芯線を端子金具で圧着した後に通電を行い、一体化領域を形成する構成としてもよい。この場合、芯線の融点以下で加熱することにより、融点以上で加熱する場合と比較して、上記効果に加え、端子金具の変形を防止することができる。
【0039】
(8)芯線および端子金具を構成する金属材料については、上記実施形態に限るものではない。
【符号の説明】
【0040】
10…端子金具付き電線
11…電線
12…雌端子金具(端子金具)
14…絶縁被覆
15…素線
16…電極
17…一体化領域
19…ワイヤーバレル(圧着部)
24…被圧着領域
【技術分野】
【0001】
本発明は、端子金具付き電線及び端子金具付き電線の製造方法に関する。
【背景技術】
【0002】
従来、端子金具付き電線としては特許文献1に記載のものが知られている。このものは、複数の素線からなる芯線を含む電線と、この電線から露出する芯線に端子金具が圧着されてなる。端子金具は、芯線の外側に巻き付くように圧着される圧着部を有する。芯線の外側に圧着部が巻き付くように圧着されることで、電線と端子金具とが電気的に接続される。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平9−7647号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記の構成によると、芯線の外周面と、圧着部の内面とが接触することにより、芯線と圧着部とが電気的に接続されている。このとき、芯線を構成する各素線の表面に酸化膜等の、電気抵抗の大きな被膜が形成される場合には、素線の表面に形成された被膜により素線同士が電気的に十分に接続できないことが懸念される。すると、芯線と圧着部との電気的な接続に寄与するのは、芯線の径方向外側に位置して圧着部の内面と接触する素線のみとなってしまい、芯線の径方向内側に位置する素線が、圧着部との電気的な接続に寄与しなくなる。この結果、電線と端子金具との間の電気抵抗が大きくなる。
【0005】
特に、素線がアルミニウム製で端子金具が銅合金製の場合には、圧着部がヒートサイクルを受けると両金属の熱膨張率の相違に起因して圧着部の固着強度が徐々に低下することが懸念されている。また、圧着部が円筒形をなしている、いわゆるクローズドバレルの構造を採用すると、大きく圧縮した場合には円筒形のバレルに亀裂が生じて圧着不良を発生させ、かといって緩めの圧縮に抑えれば、アルミニウム素線の表面に形成されている絶縁性の酸化膜を十分に破壊することができず、結局、電気抵抗の増大を来してしまう。
【0006】
本発明は上記のような事情に基づいて完成されたものであって、電線と端子金具との間の電気抵抗を低減できる端子金具付き電線及び端子金具付き電線の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明は、複数の素線からなる芯線を有する電線と、前記電線から露出する前記芯線に圧着される圧着部を有する端子金具と、を備えた端子金具付き電線の製造方法であって、前記芯線の外周面を覆う絶縁被覆を剥離して前記芯線を露出させる工程と、露出した前記芯線を一対の電極で径方向に挟んで前記芯線に通電することで前記芯線をその融点以下に加熱しつつ圧力を作用させて前記複数の素線を互いに一体化する工程と、前記芯線のうち、前記複数の素線が一体化された一体化領域を含む領域に前記圧着部を外側から巻き付けるようにして前記芯線に圧着する工程と、を実行する。
【0008】
また、本発明は、複数の素線からなる芯線を含む電線と、前記電線から露出する前記芯線に圧着される端子金具と、を備えた端子金具付き電線であって、前記電線から露出する芯線には、その径方向に通電してその融点以下に加熱しつつ圧力を作用させることで前記複数の素線が互いに一体化された一体化領域が形成されており、前記端子金具は前記芯線の外側に巻き付くように圧着される圧着部を有しており、前記圧着部は、前記芯線のうち前記一体化領域を含む領域に圧着されている。
【0009】
本発明によれば、素線同士は径方向に通電されて加熱されることで互いに一体化し、電気的に確実に接続される。これにより、端子金具を芯線に圧着したときに、芯線の径方向内方に位置する素線が、電線と端子金具との間の電気的な接続に確実に寄与することができるので、電線と端子金具との間の電気抵抗を小さくすることができる。
【0010】
前記芯線のうち、前記複数の素線が一体化された一体化領域は、前記圧着部が圧着された被圧着領域と同一又は広く設定してもよい。
【0011】
上記の態様によれば、芯線のうち被圧着領域に位置する領域全体に、素線同士が互いに一体化された一体化領域が形成される。この結果、芯線(素線)と端子金具とが一層確実に電気的に接続されるので、電線と端子金具との間の電気抵抗を一層小さくすることができる。
【0012】
前記素線はアルミニウム又はアルミニウム合金からなり、前記端子金具は銅合金からなる構成としてもよい。
【0013】
素線がアルミニウム又はアルミニウム合金からなる場合、素線の表面には酸化膜等の絶縁性の被膜が比較的に形成されやすいため、素線相互間の抵抗が高くなる傾向にあるが、熱と圧力で固められた一体化領域では素線相互間の抵抗が大きく低下する。さらに、電線がアルミニウム系であっても、他の回路との接続の面から端子金具は銅合金製とすることが好ましいが、この場合には、圧着部がヒートサイクルを受けることで芯線および端子金具の両金属の熱膨張率の相違に起因する圧着部の固着強度の低下ひいては素線相互間の抵抗の低下が懸念される。しかし、本発明によれば、例え固着強度が低下した場合でも、素線はそもそも一体化されているので、その素線相互間の抵抗増大ひいては電線と端子金具との間の抵抗増大を防止することが可能である。
【発明の効果】
【0014】
本発明によれば、電線と端子金具との間の電気抵抗を低減させることができる。
【図面の簡単な説明】
【0015】
【図1】本発明の一実施形態に係る端子金具付き電線を示す側面図
【図2】雌端子金具を示す斜視図
【図3】電線の絶縁被覆が剥がされた状態を示す斜視図
【図4】芯線が一体化された状態を示す斜視図
【図5】芯線にワイヤーバレルが圧着される前の状態を示す斜視図
【図6】図1におけるVI−VI線断面図
【図7】他の実施形態に記載の、芯線にワイヤーバレルが圧着される前の状態を示す斜視図
【図8】他の実施形態に記載の、中間スプライス構造を有する端子金具を示す平面図
【発明を実施するための形態】
【0016】
本発明の一実施形態を図1ないし図6を参照しつつ説明する。本実施形態に係る端子金具付き電線10は、電線11と、この電線11の端末に接続された雌端子金具12(特許請求の範囲に記載の端子金具に相当)と、を備える。図1に示すように、雌端子金具12に接続された状態で、電線11は、図1における左右方向に延びている。
【0017】
(電線11)
図1に示すように、電線11は、芯線13の外周を絶縁被覆14で包囲してなる。芯線13は、アルミニウム、若しくはアルミニウム合金、又は銅、若しくは銅合金等、必要に応じて任意の金属を用いることができる。本実施形態においてはアルミニウム合金が用いられている。芯線13は、多数の素線15を撚り合わせた撚り線からなる。電線11の端末からは、絶縁被覆14が所定の長さだけ剥がされることにより、芯線13が露出している。
【0018】
図4に示すように、本実施形態においては、電線11から露出する芯線13を構成する複数の素線15は、その径方向に一対の電極16,16によって挟まれて加圧されつつ通電され、芯線の融点以下に加熱される。通電部分には複数の素線15が一体化された一体化領域17が形成される。
【0019】
(雌端子金具12)
雌端子金具12は、図示しない銅合金製の板材を所定形状にプレス成形してなる。雌端子金具12は、電線11の絶縁被覆14に外側から巻き付くように圧着される一対のインシュレーションバレル18が形成されている。インシュレーションバレル18の図1における左方に位置には、インシュレーションバレル18に連なって、電線11の芯線13に外側から巻き付くように圧着されるワイヤーバレル19(特許請求の範囲に記載の圧着部に相当)が形成されている。
【0020】
図1におけるワイヤーバレル19の左方の位置には、ワイヤーバレル19に連なって、図示しない相手側端子金具と嵌合して電気的に接続される接続部20が形成されている。本実施形態においては、相手側端子金具は雄端子金具であり、接続部20は角筒状をなして雄端子金具を挿入可能である。接続部20には弾性接触片21が形成されており、この弾性接触片21と雄端子金具とが弾性的に接触することにより、雄端子金具と雌端子金具12とが電気的に接続される。
【0021】
図2に示すように、雌端子金具12のワイヤーバレル19のうち芯線13と接触する接触面22には、凹部23が形成されている。本実施形態においては、凹部23は電線11の延びる方向(図2における矢線Aで示す方向)に間隔を空けて3つ並んで形成されている。
【0022】
図1に示すように、電線11から露出した芯線13の外周には、巻き付くようにしてワイヤーバレル19が圧着されている。この芯線13には、ワイヤーバレル19が圧着される被圧着領域24が形成されている。本実施形態においては、一体化領域17は、被圧着領域24よりも、図1における左右方向について広い領域に形成されている。
【0023】
図6に示すように、芯線13の一体化領域17にワイヤーバレル19が巻き付くように圧着されることにより、電線11と雌端子金具12とが電気的に接続される。なお、図6においては、素線15の形状については省略して記載してある。
【0024】
続いて、端子金具付き電線10の製造方法の一例について説明する。まず、金属板材をプレス加工することにより、所定の形状に成形する(図2参照)。このとき、凹部23を同時に形成してもよい。
【0025】
その後、所定形状に形成された金属板材を曲げ加工することで接続部20を形成する。このときに凹部23を形成してもよい。
【0026】
続いて、電線11の端末において絶縁被覆14を剥がすことにより、芯線13を露出させる(図3参照)。そして図4に示すように、露出した芯線13を、一対の電極16,16でその径方向に挟み付ける。本実施形態においては、一対の電極16,16は図4における上下方向から芯線13を挟み付けるようになっている。芯線13を電極16,16で挟み付けた後、電極16によって、加圧しつつ芯線13に所定時間通電を行う。この時、芯線の温度が例えば放射温度計でアルミニウムの融点以下の300〜500度の範囲内となるように、かつ、例えば100〜200KgFの範囲内の圧力となる条件で通電を行うことにより、芯線13を構成する複数の素線が軟化して変形する。この際、素線表面に形成されていた絶縁性の酸化膜は破壊され、各素線の金属が露出して互いに固着しあうことにより、素線群が一体化される。このように、アルミニウムの融点以下で加熱を行うことにより、その融点以上で加熱を行う場合と比較して、電線の絶縁被覆への熱によるダメージや、芯線が熱により溶けて細くなることを防止することができる。本実施形態では、圧縮率が30%以下となると芯線が切れ易くなり、70%以上では接触抵抗が大きくなったため、圧縮率は30〜70%の範囲内とすることが好ましい。
【0027】
その後、通電を停止し、一対の電極16,16を離間させて芯線13を電極16から外し、冷却(放冷)することにより、素線15同士が一体化された一体化領域が形成される。図4に示すように、芯線13は、一対の電極16,16が芯線13を挟み付ける方向(図4における上下方向)について扁平な形状に形成される。
【0028】
このように芯線13を構成する複数の素線15同士を一体化した後、図5に示すように、芯線13のうち素線15が一体化された一体化領域17を含む部分をワイヤーバレル19の上に載置し、且つ、絶縁被覆14をインシュレーションバレル18の上に載置した状態で、図示しない一対の金型で上下方向から挟むことにより、両バレルを電線11に対して外側から圧着する。このとき、一対の電極16,16により芯線13を挟む方向(図5における上下方向)と、金型でワイヤーバレル19を挟む方向と、が一致する姿勢(換言すれば、扁平な形状に形成された芯線13の、扁平な面が上下方向を向く姿勢)で、電線11を雌端子金具12に対して配置する。上記の工程を実行することにより端子金具付き電線10が完成する。
【0029】
本実施形態によれば、素線15同士は一体化領域17において互いに一体化され、電気的に極めて低い抵抗で接続されることになる。これにより、端子金具12を芯線13に圧着したときに、芯線13の径方向内側に位置する素線15が、電線11と雌端子金具12との間の電気的な接続に確実に寄与することができるので、電線11と雌端子金具12との間の電気抵抗を小さくすることができる。
【0030】
また、本実施形態においては、一体化領域17は、芯線13のうち被圧着領域24よりも広い領域に形成されている。これにより、芯線13のうち被圧着領域24に位置する素線15には確実に一体化領域17が形成されているので、電線11と雌端子金具12との間の電気抵抗を一層小さくすることができる。
【0031】
本実施形態においては、芯線13はアルミニウム合金からなり、端子金具12が銅合金からなる。このように、芯線13がアルミニウム合金からなる場合、芯線13の表面には酸化膜等の絶縁性の被膜が比較的に形成されやすい。本実施形態は、芯線13の表面に絶縁性の被膜が形成されやすい場合に特に有効である。また、本実施形態のように、端子金具が芯線とは異なる銅合金からなる場合には、圧着部がヒートサイクルを受けることで両金属の熱膨張率の相違に起因する圧着部の固着強度の低下が懸念されるが、例え固着強度が低下した場合でも、素線相互間が極めて低い抵抗で接触して一体化された状態にあるから、その素線と端子金具との電気的な接続状態を低抵抗に維持することが可能である。
【0032】
<他の実施形態>
本発明は上記記述及び図面によって説明した実施形態に限定されるものではなく、例えば次のような実施形態も本発明の技術的範囲に含まれる。
(1)本実施形態においては、一体化領域17は被圧着領域24よりも広い領域に形成される構成としたが、これに限られず、一体化領域17と被圧着領域24とが同じであってもよいし、また、被圧着領域24の一部に一体化領域17が形成される構成としてもよい。
【0033】
(2)一対の電極16,16によって芯線13を挟む方向と、金型によってワイヤーバレル19を挟む方向とのなす角度は任意であって、例えば、図7に示すように、一対の電極16,16によって芯線13を挟む方向と、金型によってワイヤーバレル19を挟む方向とが交差する姿勢で、ワイヤーバレル19を芯線13に圧着してもよい。
【0034】
(3)ワイヤーバレル19は、互いに電線11の延びる方向にずれた配置で芯線13に圧着されてもよく、また、3本以上に分岐したワイヤーバレル片が左右両側から互い違いに形成されていてもよく、また、ワイヤーバレル片が1本のみ形成されて芯線13に圧着されていてもよく、ワイヤーバレル19の形状は必要に応じて任意の形状としうる。
【0035】
(4)本実施形態においては、端子金具は筒状の接続部20を有する雌端子金具12としたが、これに限られず、雄タブを有する雄端子金具としてもよいし、また金属板材に貫通孔が形成されたいわゆるLA端子としてもよく、必要に応じて任意の形状の端子金具とすることができる。
【0036】
(5)本実施形態においては、電線11は、芯線13の外周を絶縁被覆14で覆う被覆電線としたが、これに限られず、シールド電線11を用いてもよく、必要に応じて任意の電線11を用いることができる。
【0037】
(6)上記実施形態の端子金具は、ワイヤーバレル19と接続部20とが並んで配されていたものであったが、これに限られず、接続部20を有さない端子金具でもよい。例えば、図8に示すように、2本の電線11の芯線13を接続するに際して一本の電線11の端末部にて絶縁被覆14を剥ぎ取り芯線13を露出させ、もう一本の電線11については、中間部にて絶縁被覆14を剥ぎ取り芯線13を露出させ、これら露出させた2本の芯線13の一本ずつを一対のワイヤーバレル19のうちの片方ずつでかしめるいわゆる中間スプライス構造の端子金具としてもよい。さらに、他の中間スプライス構造として、図示はしないが、共に2本の電線11の中間部にて芯線13を露出させ、露出させた中間部同士を一対のワイヤーバレル片のうちの片方ずつで圧着するものでもよい。
【0038】
(7)上記実施形態では、芯線を一体化させた後に端子金具で圧着する構成としたが、芯線を端子金具で圧着した後に通電を行い、一体化領域を形成する構成としてもよい。この場合、芯線の融点以下で加熱することにより、融点以上で加熱する場合と比較して、上記効果に加え、端子金具の変形を防止することができる。
【0039】
(8)芯線および端子金具を構成する金属材料については、上記実施形態に限るものではない。
【符号の説明】
【0040】
10…端子金具付き電線
11…電線
12…雌端子金具(端子金具)
14…絶縁被覆
15…素線
16…電極
17…一体化領域
19…ワイヤーバレル(圧着部)
24…被圧着領域
【特許請求の範囲】
【請求項1】
複数の素線からなる芯線を有する電線と、前記電線から露出する前記芯線に圧着される圧着部を有する端子金具と、を備えた端子金具付き電線の製造方法であって、
前記芯線の外周面を覆う絶縁被覆を剥離して前記芯線を露出させる工程と、
露出した前記芯線を一対の電極で径方向に挟んで前記芯線に通電することで前記芯線をその融点以下に加熱しつつ圧力を作用させて前記複数の素線を互いに一体化する工程と、
前記芯線のうち、前記複数の素線が一体化された一体化領域を含む領域に前記圧着部を外側から巻き付けるようにして前記芯線に圧着する工程と、を実行する端子金具付き電線の製造方法。
【請求項2】
複数の素線からなる芯線を含む電線と、前記電線から露出する前記芯線に圧着される端子金具と、を備えた端子金具付き電線であって、
前記電線から露出する芯線には、その径方向に通電して前記芯線の融点以下に加熱しつつ圧力を作用させることで前記複数の素線が互いに一体化された一体化領域が形成されており、
前記端子金具は前記芯線の外側に巻き付くように圧着される圧着部を有しており、前記圧着部は、前記芯線のうち前記一体化領域を含む領域に圧着されている端子金具付き電線。
【請求項3】
前記芯線のうち、前記複数の素線が一体化された一体化領域は、前記圧着部が圧着された被圧着領域と同一又は広く設定されていることを特徴とする請求項2に記載の端子金具付き電線。
【請求項4】
前記素線はアルミニウム又はアルミニウム合金からなり、前記端子金具は銅合金からなることを特徴とする請求項2または請求項3に記載の端子金具付き電線。
【請求項1】
複数の素線からなる芯線を有する電線と、前記電線から露出する前記芯線に圧着される圧着部を有する端子金具と、を備えた端子金具付き電線の製造方法であって、
前記芯線の外周面を覆う絶縁被覆を剥離して前記芯線を露出させる工程と、
露出した前記芯線を一対の電極で径方向に挟んで前記芯線に通電することで前記芯線をその融点以下に加熱しつつ圧力を作用させて前記複数の素線を互いに一体化する工程と、
前記芯線のうち、前記複数の素線が一体化された一体化領域を含む領域に前記圧着部を外側から巻き付けるようにして前記芯線に圧着する工程と、を実行する端子金具付き電線の製造方法。
【請求項2】
複数の素線からなる芯線を含む電線と、前記電線から露出する前記芯線に圧着される端子金具と、を備えた端子金具付き電線であって、
前記電線から露出する芯線には、その径方向に通電して前記芯線の融点以下に加熱しつつ圧力を作用させることで前記複数の素線が互いに一体化された一体化領域が形成されており、
前記端子金具は前記芯線の外側に巻き付くように圧着される圧着部を有しており、前記圧着部は、前記芯線のうち前記一体化領域を含む領域に圧着されている端子金具付き電線。
【請求項3】
前記芯線のうち、前記複数の素線が一体化された一体化領域は、前記圧着部が圧着された被圧着領域と同一又は広く設定されていることを特徴とする請求項2に記載の端子金具付き電線。
【請求項4】
前記素線はアルミニウム又はアルミニウム合金からなり、前記端子金具は銅合金からなることを特徴とする請求項2または請求項3に記載の端子金具付き電線。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2013−16430(P2013−16430A)
【公開日】平成25年1月24日(2013.1.24)
【国際特許分類】
【出願番号】特願2011−150094(P2011−150094)
【出願日】平成23年7月6日(2011.7.6)
【出願人】(395011665)株式会社オートネットワーク技術研究所 (2,668)
【出願人】(000183406)住友電装株式会社 (6,135)
【出願人】(000002130)住友電気工業株式会社 (12,747)
【Fターム(参考)】
【公開日】平成25年1月24日(2013.1.24)
【国際特許分類】
【出願日】平成23年7月6日(2011.7.6)
【出願人】(395011665)株式会社オートネットワーク技術研究所 (2,668)
【出願人】(000183406)住友電装株式会社 (6,135)
【出願人】(000002130)住友電気工業株式会社 (12,747)
【Fターム(参考)】
[ Back to top ]