
端部絶縁部材、固定子および回転機

【課題】端部絶縁部材の変形を防止する技術を提供する。
【解決手段】固定子コア20の軸方向両側の少なくとも一方側に配置される端部絶縁部材130は、複数の内壁部材140、外壁部材150、各内壁部材140の固定子コア側と外壁部材150の固定子コア側を連結する複数の連結部材160を有している。外壁部材150は、複数の溝151と複数の凸部153を有している。溝151は、固定子コア20と反対側が開口している。複数の溝151のうちの少なくとも1つには、当該少なくとも1つの溝151を跨ぐブリッジ152が設けられている。ブリッジ152および凸部153は、外壁部材150の外周面150aから径方向外側に飛び出ている。少なくとも1つの溝151を通される渡り線81は、ブリッジ152と凸部153によって軸方向の位置が規制される。
【解決手段】固定子コア20の軸方向両側の少なくとも一方側に配置される端部絶縁部材130は、複数の内壁部材140、外壁部材150、各内壁部材140の固定子コア側と外壁部材150の固定子コア側を連結する複数の連結部材160を有している。外壁部材150は、複数の溝151と複数の凸部153を有している。溝151は、固定子コア20と反対側が開口している。複数の溝151のうちの少なくとも1つには、当該少なくとも1つの溝151を跨ぐブリッジ152が設けられている。ブリッジ152および凸部153は、外壁部材150の外周面150aから径方向外側に飛び出ている。少なくとも1つの溝151を通される渡り線81は、ブリッジ152と凸部153によって軸方向の位置が規制される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電動機等の回転機の固定子に設けられる端部絶縁部材に関する。
【背景技術】
【0002】
電動機等の回転機において、固定子巻線を構成する導線を固定子コア(固定子鉄心)に巻き付ける方法として、銅線を固定子コアに直接巻き付ける集中巻き方式が用いられている。導線を固定子コアに集中巻き方式で巻き付ける場合には、固定子コアの軸方向両側に端部絶縁部材が配置される。
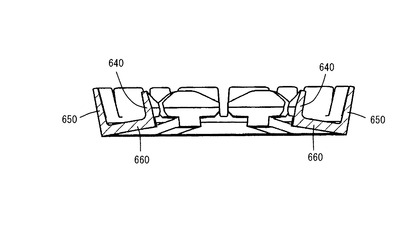
従来の端部絶縁部材630が、図14および図15に示されている(特許文献1参照)。なお、図14は、端部絶縁部材630の斜視図であり、図15は、図14のXV−XV線断面図である。端部絶縁部材630は、樹脂により形成されている。また、軸方向に直角な断面で見て(軸方向から見て)、周方向および軸方向に沿って延びている複数の内壁部材640、内壁部材640より径方向外側に配置され、周方向および軸方向に沿って延びている外壁部材650、径方向に沿って延びており、各内壁部材640と外壁部材650を連結する複数の連結部材660を有している。連結部材660は、内壁部材640の固定子コア側(図15の下側)と外壁部材650の固定子コア側(図15の下側)を連結している。
固定子コアは、軸方向に直角な断面で見て(軸方向から見て)、周方向に沿って延びているヨークと、ヨークから径方向に沿って延びている複数のティースを有している。各ティースは、ヨークから径方向に沿って延びているティース基部と、ティース基部の先端側に設けられ、周方向に沿って延びているティース先端部を有している。
端部絶縁部材630の連結部材660は、固定子コアのティースのティース基部と軸方向に沿って対向する位置に配置される。すなわち、内壁部材640によって形成される空間636は、固定子コアのティースによって形成される回転子収容空間と軸方向に沿って対向する位置に配置される。また、内壁部材640、外壁部材650および連結部材660によって形成される空間635は、固定子コアのヨークおよびティースによって形成されるスロットと軸方向に沿って対向する位置に配置される。
固定子巻線を構成する導線は、固定子コアの軸方向両側に端部絶縁部材630が配置された状態でティース基部に巻き付けられる。具体的には、導線は、ティース基部の軸方向両側に連結部材660が配置された状態で、ティース基部とティース基部の軸方向両側に配置されている連結部材660が一体となるように、ティース基部と連結部材660に巻き付けられる。
外壁部材650には、固定子コアと反対側(図15の上側)が開口している複数の溝651が形成されている。そして、固定子巻線を結線する渡り線(例えば、固定子巻線を中性点に接続する渡り線、固定子巻線を直列あるいは並列に接続する渡り線)(図示省略)が、複数の溝651のうちのいずれかを外壁部材650の内周側から外周側あるいは外周側から内周側に通され、外壁部材650の外周面に周方向に沿って配置される。通常、固定子コアに巻き付けられた導線が渡り線として用いられる。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2003−97440号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
従来の端部絶縁部材630は、樹脂により成形する際に、図15に示されているように変形することがある。すなわち、外壁部材650に、固定子コアと反対側が開口している溝651が複数形成されているため、外壁部材650が、熱収縮等によって、固定子コアと反対側が径方向外側に開くように変形する(そりが発生する)。そして、これにともなって、連結部材660および内壁部材640がそれぞれ軸方向および径方向に傾く(持ち上がる)。内壁部材640が径方向に傾くと、内壁部材640の固定子コアと反対側が径方向外側に開く。このため、軸方向に沿って固定子コアと対向する位置に端部絶縁部材630が配置された状態で導線を巻き付ける際に、内壁部材640の固定子コアと反対側の先端部が邪魔になり、導線の巻き付け作業が困難となる。また、連結部材660が軸方向に傾くと、連結部材660の径方向内側と固定子コアの軸方向端面との間に隙間が発生する。このため、軸方向に沿って固定子コアと対向する位置に端部絶縁部材630が配置された状態で導線を巻き付ける際の応力によって連結部材660が損傷する。
本発明は、このような点に鑑みて創案されたものであり、端部絶縁部材の変形を防止する技術を提供することを目的とする。
【課題を解決するための手段】
【0005】
一つの発明は、固定子コアの軸方向両側の少なくとも一方側に設けられる端部絶縁部材である。
本発明の端部絶縁部材は、好適には、樹脂により成形され、複数の第1の部材、第2の部材および複数の連結部材を有している。各第1の部材は、軸方向に直角な断面で見て(軸方向に直角な方向から見て)、周方向に沿って互いに離間して配置されており、周方向に沿って延びているとともに軸方向に沿って延びている。第2の部材は、軸方向に直角な断面で見て、第1の部材より径方向外側に配置されており、周方向に沿って延びているとともに軸方向に沿って延びている。各連結部材は、軸方向に直角な断面で見て、径方向に沿って延びており、各第1の部材の固定子コア側と第2の部材の固定子コア側に連結されている。「連結部材が、第1の部材の固定子コア側と第2の部材の固定子コア側に連結されている」構成は、「軸方向に沿って連結部材に対して固定子コアと反対側に、第1の部材、第2の部材および連結部材によって囲まれる空間が形成されるように、連結部材が第1の部材と第2の部材に連結されている」構成を意味する。
一般的に、固定子コアは、ヨークと複数のティースを有している。ヨークは、軸方向に直角な断面で見て、周方向に沿って延びている。各ティースは、軸方向に直角な断面で見て、ヨークから径方向に沿って延びているティース基部と、ティース基部の先端側に設けられ、周方向に沿って延びているティース先端部を有している。典型的には、本発明の端部絶縁部材の第1の部材、第2の部材および連結部材は、それぞれ、軸方向に沿って固定子コアのティース先端部、ヨークおよびティース基部に対向する位置に配置される。
第2の部材は、軸方向に沿って固定子コアと反対側が開口している複数の溝を有している。そして、固定子巻線を結線する渡り線が、複数の溝のいずれかを第2の部材の内周側から外周側あるいは外周側から内周側に通され、第2の部材の外周面に周方向に沿って配置される。典型的には、固定子巻線を構成する導線が渡り線として用いられる。
さらに、本発明では、複数の溝のうちの少なくとも1つに、当該少なくとも1つの溝を跨ぐブリッジが設けられている。ブリッジを設ける溝の位置や溝の数は、適宜選択される。
本発明の端部絶縁部材では、第2の部材に形成されている、軸方向に沿って固定子コアと反対側が開口している複数の溝のうちの少なくとも1つに、当該溝を跨ぐブリッジが設けられているため、ブリッジが設けられている溝の周囲において、第2の部材の固定子コアと反対側が径方向外側に開くのを防止することができる。これにより、端部絶縁部材の変形を防止することができる。
【0006】
一つの発明の異なる形態では、ブリッジが、第2の部材の外周面から径方向外側に飛び出ている。「ブリッジが、第2の部材の外周面から径方向外側に飛び出ている」構成は、「ブリッジ全体が、第2の部材の外周面に沿った面より径方向外側に配置されている(第2の部材の外周面に沿った面上を含む)」構成を表している。
本形態の端部絶縁部材では、ブリッジが第2の部材の外周面から径方向外側に飛び出ているため、ブリッジの少なくとも一部が溝内に存在する場合に比べて、端部絶縁部材を成形するのに必要な金型の数を低減することができる。
【0007】
一つの発明の他の異なる形態では、固定子巻線を結線する複数の渡り線が、複数の溝のうちのいずれかを通って第2の部材の外周面に周方向に沿って配置される。そして、複数の渡り線が通される溝のうちの少なくとも1つにブリッジがられている。
固定子巻線を結線する渡り線を、溝を通した後、第2の部材の外周面に周方向に沿って配置する際には、他の渡り線と接触しないように配置する必要がある。ここで、渡り線が通される溝にブリッジが設けられていると、当該溝を通る渡り線は、当該溝に設けられているブリッジによって軸方向の位置が規制される。渡り線を溝に通す作業性を考慮すると、ブリッジを、渡り線が軸方向に沿って固定子コア方向に移動するのを規制する位置規制部材として用いるのが好ましい。
本形態の端部絶縁部材では、第2の部材の固定子コアと反対側が径方向外側に開くのを防止するブリッジを、渡り線の軸方向の位置を規制する位置規制部材として用いることができる。
【0008】
一つの発明のさらに他の異なる形態では、ブリッジは、第2の部材と連結部材との連結箇所に対して周方向両側に隣接する溝のうちの少なくとも一方に設けられている。
固定子巻線を構成する導線を固定子コアに巻き付ける方式として集中巻き方式法を用いる場合には、導線は、固定子コアのティースのティース基部と、軸方向に沿って当該ティース基部に対向する位置に配置されている端部絶縁部材が一体となるように、ティース基部と連結部材に巻き付けられる。すなわち、固定子巻線の巻き始め端および巻き終わり端が、連結部材の近傍に配置される。固定子巻線を結線する渡り線は、固定子巻線の巻き始め端あるいは巻き終わり端から延びている。
このため、第2の部材と連結部材との連結箇所に対して周方向に沿って隣接し、ブリッジが設けられている溝に渡り線を通すことによって、渡り線を溝に通す作業を容易に行うことができ、また、渡り線の軸方向の位置を規制することができる。
【0009】
一つの発明のさらに他の異なる形態では、第2の部材の外周面から径方向外側に飛び出ている複数の凸部が設けられている。そして、ブリッジが設けられている溝を通される渡り線は、当該溝に設けられているブリッジと複数の凸部のうちの少なくとも1つの間に配置される。少なくとも1つの凸部としては、渡り線が通される溝に設けられているブリッジに対して軸方向に沿って固定子コアと反対側(溝の開口部側)に離れた位置に設けられている凸部が用いられる。これにより、ブリッジが設けられている溝を通される渡り線は、当該溝に設けられているブリッジによって、軸方向に沿った一方方向(固定子コア方向)への移動が規制され、少なくとも1つの凸部によって、軸方向に沿った他方方向(固定子コアと反対方向)への移動が規制される。
本形態の端部絶縁部材では、渡り線の軸方向の位置をより確実に規制することができる。
【0010】
一つの発明のさらに他の異なる形態では、複数の溝は、深さが同じ溝により構成されている。なお、「同じ」という記載は、「略同じ」を含む。
本形態の端部絶縁部材では、端部絶縁部材を形成する材料(樹脂等)の量を低減することができる。
【0011】
一つの発明のさらに他の異なる形態では、複数の溝は、深さが異なる溝により構成されている。そして、深さが最も長い溝のうちの少なくとも1つにブリッジが設けられている。複数の溝は、少なくとも2種類以上の深さを有する溝により構成されていればよい。深さが短い溝の付近では第2の部材の強度が高いため、ブリッジを設けなくても、第2の部材の固定子コアと反対側が径方向外側に開くおそれが少ない。ブリッジが設けられていない溝を通る渡り線は、当該渡り線が通される溝の底部によって、あるいは、当該溝の底部と凸部によって第2の部材の外周面に沿った軸方向の位置が規制される。
【0012】
他の発明は、固定子コアと、固定子コアの軸方向両側に配置される端部絶縁部材と、固定子巻線を備える固定子である。本発明では、固定子コアの軸方向両側の少なくとも一方側に配置される端部絶縁部材として前述した端部絶縁部材のいずれかが用いられている。固定子巻線を結線する渡り線は、固定子コアの軸方向両側のうちの一方側に配置してもよいし両側に配置してもよい。すなわち、固定子巻線の結線を、固定子コアの軸方向一方側で行うこともできるし両側で行うこともできる。
【0013】
他の発明の異なる形態では、固定子巻線を構成する導線としてアルミニウム線を用いている。
本形態の固定子では、導線としてアルミニウム線を用いているため、渡り線を第2の部材の外周面に周方向に沿って容易に配置することができる。
【0014】
異なる他の発明は、固定子と、回転子を備える回転機である。本発明の回転機では、固定子として前述した固定子のいずれかが用いられている。本発明の回転機は、典型的には、圧縮機や車両等に用いられる電動機として構成される。
【発明の効果】
【0015】
本発明の端部絶縁部材、固定子および回転機を用いることにより、端部絶縁部材の変形を防止することができる。
【図面の簡単な説明】
【0016】
【図1】一実施の形態の固定子の斜視図である。
【図2】固定子コアの部分断面図である。
【図3】第1の実施の形態の端部絶縁部材の斜視図である。
【図4】図3のIV−IV線断面図である。
【図5】第1の実施の形態の端部絶縁部材を樹脂成形する際に用いられる金型の一例を、図3のV−V線断面で見た図である。
【図6】第2の実施の形態の端部絶縁部材の斜視図である。
【図7】図6を矢印VII方向からみた図である。
【図8】第3の実施の形態の端部絶縁部材の斜視図である。
【図9】図8を矢印IX方向からみた図である。
【図10】第4の実施の形態の端部絶縁部材の斜視図である。
【図11】図10を矢印XI方向からみた図である。
【図12】第5の実施の形態の端部絶縁部材の斜視図である。
【図13】図12を矢印XIII方向からみた図である。
【図14】従来の端部絶縁部材の斜視図である。
【図15】図14のXV−XV線断面図である。
【図16】従来の端部絶縁部材を樹脂成形する際に用いられる金型の一例を、図14のXVI−XVI線断面で見た図である。
【発明を実施するための形態】
【0017】
以下に、本発明の実施の形態を、図面を参照して説明する。
なお、以下では、本発明の回転機が、固定子と、固定子の径方向内側に、固定子に対して回転可能に支持される回転子を備え、圧縮機や車両等に用いられる電動機として構成されている場合について説明する。
また、本明細書では、「軸方向」は、回転子が固定子に対して回転可能に支持されている状態において、回転子の回転中心線(以下、「固定子の中心線」という)の方向を示す。また、「周方向」は、軸方向に直角な断面で見て、固定子の中心線を中心とする円周方向を示す。また、「径方向」は、軸方向に直角な断面で見て、固定子の中心線に直角な方向を示す。
【0018】
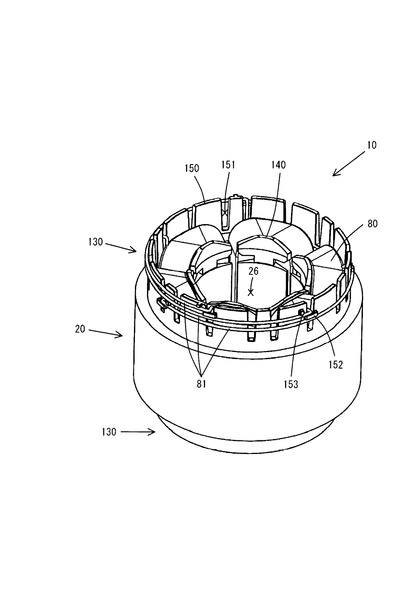
本発明の一実施の形態の回転機の固定子10が、図1、図2に示されている。図1は、固定子10の斜視図であり、図2は、固定子コアの部分断面図である。
固定子10は、固定子コア20、端部絶縁部材130、固定子巻線を構成する導線80等を有している。
固定子コア20は、プレス等によって打ち抜かれた薄板状の電磁鋼板を軸方向に積層し、オートクランプ等で一体化することによって構成される。
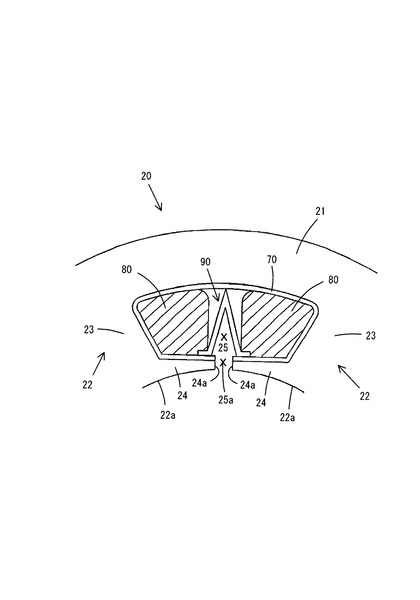
固定子コア20は、軸方向に直角な断面で見て、周方向に沿って延びているヨーク21と、ヨーク21から径方向に沿って延びているティース基部23と、ティース基部23の先端側(径方向内側)に設けられ、周方向に沿って延びているティース先端部24を有している。ティース基部23とティース先端部24によってティース22が構成される。ティース先端部24の径方向内側(ヨーク21と反対側)には、ティース先端面22aが形成されている。ティース先端面22aは、固定子20の中心線を中心とする円弧形状に形成されている。回転子(図示省略)は、ティース先端面22aによって形成される回転子収容空間26内に、回転子の外周面とティース先端面22aとの間に空隙を有するように回転可能に配置(支持)される。
また、ヨーク21と、周方向に沿って隣接する2つのティース22とによってスロット25が形成されている。スロット25は、周方向に沿って隣接するティース22のティース先端部24の周方向端部24aの間にスロット開口部25aを有している。固定子コア20の軸方向両側(軸方向端面に対して軸方向に沿って対向する位置)には、端部絶縁部材130が配置される。また、スロット25内には、スロット絶縁部材70が配置されている。そして、スロット25内にスロット絶縁部材70が配置された状態で、導線80が、集中巻き方式によりティース基部23に直接巻き付けられる。ティース基部23に巻き付けられた導線80によって固定子巻線が構成される。また、スロット25内には、周方向に隣接する固定子巻線(周方向に隣接するティース基部23に巻き付けられた導線80)を絶縁する相間絶縁部材90が挿入されている。本実施の形態では、相間絶縁部材90として、シート状の絶縁部材を折り曲げて形成され、軸方向に直角な断面で見て、V字状(略V字状を含む)を有する相間絶縁部材が用いられている。
【0019】
図1に示されている第1の実施の形態の端部絶縁部材130を、図3、図4により詳細に説明する。図3は、第1の実施の形態の端部絶縁部材130の斜視図であり、図4は、図3のIV−IV線断面図である。本実施の形態の端部絶縁部材130は、回転子の極数が4、固定子10のスロット数が6であり、3相の固定子巻線を有する回転機に用いられるものである。
端部絶縁部材130は、固定子コア20の軸方向両側(軸方向に沿って固定子コア20の軸方向両側の軸方向端面に対向する位置)に配置される。端部絶縁部材130は、例えば、ポリエチレンサルファイド(PPS)、ポリブチレンテレフタレート(PBT)、液晶ポリマー(LCP)等の樹脂により形成される。本実施の形態の固定子10では、固定子コア20の軸方向両側に同じ構成の端部絶縁部材130が設けられている。
端部絶縁部材130は、複数の内壁部材140、外壁部材150および複数の連結部材160を有している。内壁部材140は、軸方向に直角な断面で見て(軸方向に直角な方向から見て)、周方向に沿って延びているとともに軸方向に沿って延びている。各内壁部材140は、周方向に沿って離間して配置されている。外壁部材150は、軸方向に直角な断面で見て、内壁部材140より径方向外側に配置され、周方向に沿って延びているとともに軸方向に沿って延びている。連結部材160は、軸方向に直角な断面で見て、内壁部材140と外壁部材150の間に配置され、径方向に沿って延びている。連結部材160は、内壁部材140の固定子コア20側(図4の下側)と外壁部材150の固定子コア20側(図4の下側)を連結している。これにより、端部絶縁部材130は、軸方向に沿って連結部材160に対して固定子コア20と反対側(図4の上側)に、内壁部材140、外壁部材150(外壁部材150の内周面150b)および連結部材160により形成される空間131を有する。
内壁部材140が本発明の「第1の部材」に対応し、外壁部材150が本発明の「第2の部材」に対応し、連結部材160が本発明の「連結部材」に対応する。
【0020】
端部絶縁部材130の内壁部材140、外壁部材150および連結部材160は、軸方向に直角な断面で見て(軸方向に直角な断面で見て)、それぞれ固定子コア20のティース先端部24、ヨーク21、ティース基部23に対向する位置に配置される。また、内壁部材140(周方向に隣接する内壁部材140)、外壁部材150および連結部材160(周方向に隣接する連結部材160)により形成される空間135は、軸方向に沿って固定子コア20のスロット25に対向する位置に配置される。また、内壁部材140の回転子側(図3では、径方向内側の面)の面140aにより形成される空間136は、軸方向に沿って固定子コア20の回転子収容空間26に対向する位置に配置される。「軸方向に沿って対向する位置に配置される」態様は、「軸方向に直角な断面で見て(軸方向に直角な方向から見て)、少なくとも一部が重なるように配置される」態様を包含する。
なお、端部絶縁部材130が固定子コア20の軸方向両側(軸方向端面に対向する位置)に配置された状態において、内壁部材140の回転子側の面(本実施の形態では、径方向内側の面)140aが、ティース先端面22aより回転子側(本実施の形態は、径方向内側)に飛び出ないように構成するのが好ましい。
端部絶縁部材130の連結部材160は、固定子巻線を構成する導線80を固定子コア20のティース基部23に集中巻き方式で巻き付ける際に用いられる。すなわち、導線80は、ティース基部23の軸方向両側に連結部材160が配置された状態で、ティース基部23とティース基部23の軸方向両側に配置されている連結部材160が一体となるように、ティース基部23と連結部材160に巻き付けられる。なお、以下では、簡略化して、「軸方向に沿って固定子コアと対向する位置に端部絶縁部材が配置された状態で導線が巻き付けられる」あるいは「軸方向に沿ってティース基部に対向する位置に連結部材が配置された状態で導線が巻き付けられる」、または、単に「ティース基部に巻き付けられた導線」という。
【0021】
また、外壁部材150には、軸方向に沿って固定子コア20と反対側が開口している溝151が複数形成されている。溝151の形成位置や数等は、外壁部材150を成形するのに必要な樹脂の量、固定子巻線を結線する渡り線81を溝151に通す作業性等を考慮して設定される。本実施の形態では、溝151は、深さがD1である同じ形状の溝が用いられている。好適には、溝151の形成位置や数等は、共通の端部絶連部材130を、極数やスロット数等が異なる複数種類の回転機(固定子)に用いることができるように設定される。
なお、本実施の形態では、固定子巻線を結線する渡り線81は、外壁部材150に設けられている溝151を外壁部材150の内周側から外周側あるいは外周側から内周側に通され、外壁部材150の外周面150aに周方向に沿って配置される。また、渡り線81は、固定子巻線の巻き始め端および巻き終わり端から延びている。さらに、固定子巻線の巻き始め端および巻き終わり端は、連結部材160の近傍に配置される。このため、渡り線81を溝151に通す作業性を考慮すると、外壁部材150と連結部材160との連結箇所の周方向両端部の近くに溝151を形成するのが好ましい。例えば、図3に示されているように、外壁部材150と連結部材160aとの連結箇所に対して周方向両側の近傍に溝151a、151bを形成するのが好ましい。
【0022】
外壁部材150に、軸方向に沿って固定子コア20と反対側が開口している複数の溝151が設けられていると、端部絶縁部材130を樹脂により一体成形する際に、熱収縮等によって、外壁部材150の固定子コア20と反対側が径方向外側に開く(そりが発生する)。これにともない、連結部材160および内壁部材140がそれぞれ軸方向および径方向に傾く。この場合、軸方向に沿ってティース基部23に対向する位置に連結部材160が配置された状態で、導線80を巻き付ける際に、内壁部材140の固定子コア20と反対側の先端部が邪魔となり導線80の巻き付け作業が困難となる。また、連結部材160の径方向内側と固定子コア20(固定子コア20の軸方向端面)との間に隙間が発生する。この場合、軸方向に沿ってティース基部23に対向する位置に連結部材160が配置された状態で、導線80を巻き付ける際の応力によって連結部材160が損傷する。また、外壁部材150の強度が低下する。
本実施の形態では、外壁部材150の固定子コア20と反対側が径方向外側に開くのを防止するために、外壁部材150に、溝151を跨ぐブリッジ152を設けている。本実施の形態のブリッジ152は、1つの溝151を跨ぐように形成されている。溝151を跨ぐブリッジ152を設けることにより、当該ブリッジ152が設けられている溝151の周囲において、溝151にブリッジ152が設けられていない場合に比べて、外壁部材150の固定子コア20と反対側が径方向外側に開くのを防止することができる。すなわち、少なくとも1つの溝151を跨ぐブリッジ152が、複数の溝151のうちの少なくとも1つに設けられていればよい。
【0023】
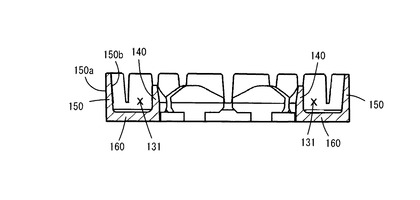
ここで、端部絶縁部材を樹脂成形する際に用いられる金型について説明する。
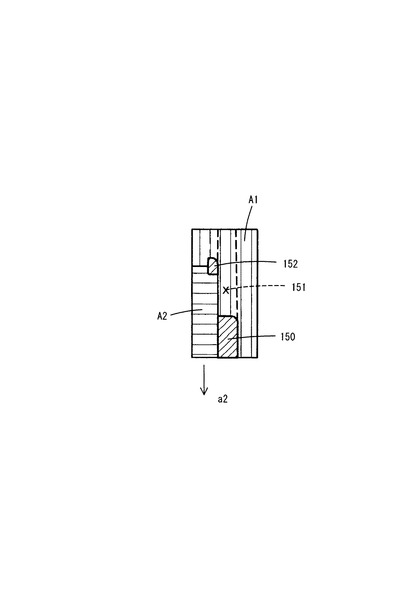
図5には、図3に示されている、ブリッジ152が外壁部材150の外周面150aより径方向外側に飛び出ている第1の実施の形態の端部絶縁部材130を樹脂成形する際に用いられる金型の一例が示されている。なお、図5は、端部絶縁部材130を樹脂成形する際に用いられる金型の一例を、図3のV−V線断面で見た図である。
図5に示されているように、外壁部材150の外周面より径方向外側に飛び出ているブリッジ152を有する端部絶縁部材130は、第1の金型A1(固定型)および第2の金型A2(可動型)の2つの金型を用いて成形することができる。この場合、第2の金型A2は、第1の金型A1に対して軸方向に沿って固定子コア方向(図5では、矢印a2で示されている下方向)に移動される。なお、第2の金型A2を固定型とすることもできる。
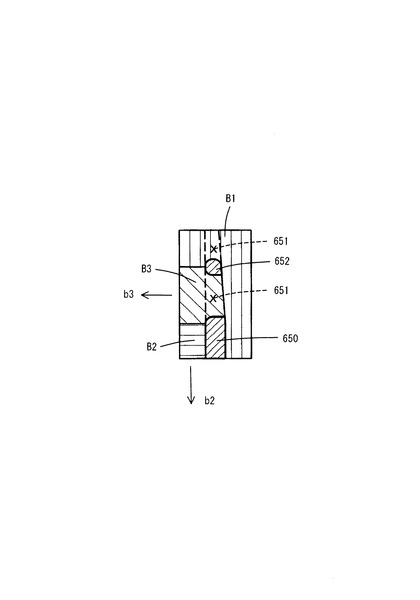
また、図14には、少なくとも一部が溝651内に存在するブリッジ652を有している端部絶縁部材630が仮に示されている。そして、図16には、ブリッジ652を有する端部絶縁部材630を樹脂成形する際に用いられる金型の一例が示されている。なお、図16は、ブリッジ652を有する端部絶縁部材630を樹脂成形する際に用いられる金型の一例を、図14のXVI−XVI線断面で見た図である。
図16に示されているように、少なくとも一部が溝651内に存在するブリッジ652を有する端部絶縁部材630を成形するには、第1の金型B1(固定型)、第2の金型B2(可動型)および第3の金型B3(可動型)の3つの金型が必要である。この場合、第2の金型B2は、第1の金型B1に対して、軸方向に沿って固定子コア方向(図16では、矢印b2で示されている下方向)に移動される。また、第3の金型B3は、第1の金型B1に対して径方向外側(図16では、矢印b3で示されている左方向)に移動される。これにより、少なくとも一部が外壁部材650の溝651内に存在するブリッジ652を有する端部絶縁部材630が形成される。なお、第2の金型B2を固定型とすることもできる。
このように、外壁部材150の外周面から径方向外側に飛び出ているブリッジ152を有する端部絶縁部材130を用いることにより、少なくとも一部が溝651内に存在するブリッジ652を有する端部絶縁部材630に比べて、少ない数の金型を用いて樹脂成形することができる。
【0024】
ティース基部23(詳しくは、ティース基部23と連結部材160)に巻き付けられた導線80により構成される固定子巻線を結線するために、渡り線81が設けられている。渡り線81は、溝151を外壁部材150の内周側から外周側あるいは外周側から内周側に通され、外壁部材150の外周面150aに周方向に沿って配置される。本実施の形態では、ティース基部23に巻き付けられた導線80が渡り線81として用いられている。
図3には、3相(U相、V相、W相)の固定子巻線を中性点に接続するU相の渡り線81u、V相の渡り線81vおよびW相の渡り線81wが示されている。U相の渡り線81u、V相の渡り線81vおよびW相の渡り線81wは、それぞれ溝151u、151vおよび151wを通される。本実施の形態では、ティース基部23に巻き付けられた導線80を溝151に通す作業を容易にするために、U相の渡り線81u、V相の渡り線81vおよびW相の渡り線81wが通される溝151u、151vおよび151wは、外壁部材150と連結部材160との連結箇所に対して周方向両側に隣接する溝151の一方が選択されている。
【0025】
ここで、U相の渡り線81u、V相の渡り線81vおよびW相の渡り線81wを外壁部材150の外周面150aに周方向に沿って配置する際には、互いに接触しないようにU相の渡り線81u、V相の渡り線81vおよびW相の渡り線81wの軸方向の位置を規制する必要がある。
本実施の形態では、外壁部材150の固定子コア20と反対側が径方向外側に開くのを防止するために設けられているブリッジ152を、渡り線81の軸方向の位置を規制する位置規制部材として用いている。なお、本実施の形態では、さらに、外壁部材150の外周面150aに、径方向外側に飛び出ている複数の凸部153が設けられている。
図3では、U相の渡り線81uは、U相の渡り線81uが通される溝151uを跨いでいるブリッジ152uと、ブリッジ152uに対して軸方向に沿って離れて配置されている凸部153uの間に配置される。ブリッジ152uは、溝151uの開口部から距離U1(D1>U1)の位置に設けられている。また、凸部153uは、ブリッジ152uに対して軸方向に沿って固定子コア20と反対側に離れた位置に設けられている。これにより、U相の渡り線81uは、ブリッジ152uによって、軸方向に沿った固定子コア20方向(図4の下方向)への移動が規制され、凸部153uによって、軸方向に沿った固定子コア20と反対方向(図4の上方向)への移動が規制される。
なお、本発明では、渡り線の軸方向の位置をブリッジと凸部によって規制する場合には、軸方向に沿って離れて配置されているブリッジと凸部の間に渡り線を配置し、ブリッジによって軸方向に沿った一方向(好適には、固定子コア方向)への渡り線の移動を規制し、凸部によって軸方向に沿った他方向(好適には、固定子コアと反対方向)への渡り線の移動を規制する(軸方向に沿って離れて配置されているブリッジと凸部が位置規制部材として用いられる)。以下では、「渡り線が、溝を跨いでいるブリッジと、当該ブリッジに対して軸方向に沿って離れて配置されている凸部の間に配置される」態様を、簡略化して「渡り線が、ブリッジと凸部の間に配置される」という。
また、V相の渡り線81vは、V相の渡り線81vが通される溝151vを跨いでいるブリッジ152vと凸部153vの間に配置される。ブリッジ152vは、溝151vの開口部から距離V1(D1>V1>U1)の位置に設けられている。また、凸部153vは、ブリッジ152vに対して軸方向に沿って固定子コア20と反対側に離れた位置に設けられている。これにより、V相の渡り線81vは、ブリッジ152vによって、軸方向に沿った固定子コア20方向(図4の下方向)への移動が規制され、凸部153vによって、軸方向に沿った固定子コア20と反対方向(図4の上方向)への移動が規制される。なお、ブリッジ152vおよび凸部153vの配設位置は、ブリッジ152vと凸部153vの間に配置されるV相の渡り線81vが、他の相の渡り線(例えば、U相の渡り線81u)と接触するのを防止することができる位置に設定される。
また、W相の渡り線81wは、W相の渡り線81wが通される溝151wを跨いでいるブリッジ152wと凸部153wの間に配置される。ブリッジ152wは、溝151wの開口部から距離W1(D1>W1>V1)の位置に設けられている。また、凸部153wは、ブリッジ152wに対して軸方向に沿って固定子コア20と反対側に離れた位置に設けられている。これにより、W相の渡り線81wは、ブリッジ152wによって、軸方向に沿った固定子コア20方向(図4の下方向)への移動が規制され、凸部153wによって、軸方向に沿った固定子コア20と反対方向(図4の上方向)への移動が規制される。なお、ブリッジ152wと凸部153wの配設位置は、ブリッジ152wと凸部153wの間に配置されるW相の渡り線81wが、他の相の渡り線(例えば、V相の渡り線81v)と接触するのを防止することができる位置に設定される。
本実施の形態では、渡り線81u、81v、81wは、溝151u、151v、151wを跨ぐブリッジ152u、152v、152wによって、軸方向に沿った固定子コア方向(溝の開口部から底部方向)への移動が規制されている。これにより、渡り線81u、81v、81wを溝151u、151v、151wに通す作業が容易である。
また、本実施の形態では、ブリッジ152u、152v、152wおよび凸部153u、153v、153wが外壁部材150の外周面150aより径方向外側に飛び出ているため、U相の渡り線81u、V相の渡り線81v、W相の渡り線81wの軸方向に沿った移動を確実に防止することができる。
【0026】
なお、図3では、軸方向に沿って外壁部材150の固定子コア20と反対側から固定子コア20側に、U相の渡り線81u、V相の渡り線81v、W相の渡り線81wを配置したが、渡り線の配置順序は適宜変更することができる。
また、渡り線81の軸方向の位置を規制する凸部153(位置規制部材)としては、渡り線81が通される溝151の間に設けられている1つあるいは複数の凸部153を用いることができる。例えば、U相の渡り線81u(V相の渡り線81v、W相の渡り線81w)が通される溝151u(151v、151w)の近傍あるいは離れて設けられている1つあるいは複数の凸部153u(153v、153w)を用いることができる。好適には、少なくともU相の渡り線81u(V相の渡り線81v、W相の渡り線81w)が通される溝151u(151v、151w)の近傍に設けられている凸部153u(153v、153w)が用いられる。
【0027】
以上のように、本実施の形態の端部絶縁部材130では、外壁部材150に設けられている、固定子コア20と反対側が開口している複数の溝151のうちの少なくとも1つに、当該1つの溝151を跨ぐブリッジ152を設けている。これにより、図4に示されているように、ブリッジ152が設けられている溝151の周囲において、樹脂成形時の熱収縮等によって外壁部材150の固定子コア20と反対側が径方向外側に開く(そりが発生する)のを防止することができる。したがって、端部絶縁部材130の変形を防止することができる。
また、ブリッジ152が、外壁部材150の外周面150aから径方向外側に飛び出ている。これにより、端部絶縁部材130を樹脂等によって一体成形する際に必要な金型の数を減少させることができる。
また、ブリッジ152が、固定子巻線を結線する渡り線81を通す溝151の少なくとも1つに設けられている。これにより、外壁部材150の固定子コア20と反対側が径方向外側に開くのを防止するためのブリッジ152を、溝151を通される渡り線81の軸方向に沿った一方の位置を規制する位置規制部材として用いることができる。また、外壁部材150の外周面150aに、径方向外側に飛び出ている複数の凸部153を設け、複数の凸部153のうちの少なくとも1つを、軸方向に沿った他方の位置を規制する位置規制部材として用いている。これにより、ブリッジ152が設けられている溝151を通る渡り線81は、当該溝151に設けられているブリッジ152と複数の凸部153のうちの少なくとも1つによって、軸方向に沿った両方向の位置を規制することができ、外壁部材150の外周面150aに周方向に沿って配置される渡り線同士が接触するのを確実に防止することができる。
【0028】
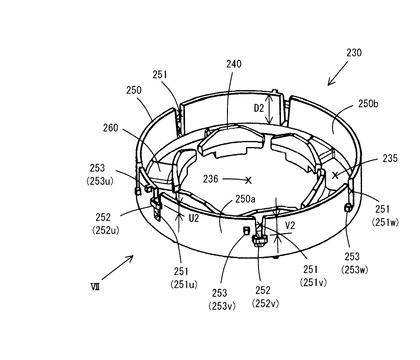
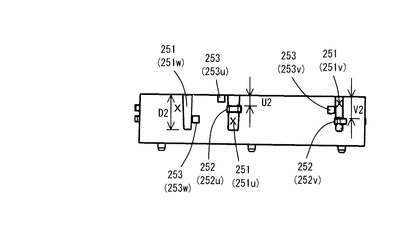
端部絶縁部材の第2の実施の形態230が、図6、図7に示されている。図6は、第2の実施の形態の端部絶縁部材230の斜視図であり、図7は、図6を矢印VII方向から見た図である。第2の実施の形態の端部絶縁部材230は、回転子の極数が4、固定子10のスロット数が6であり、3相の固定子巻線を有する回転機に用いられるものである。
端部絶縁部材230は、複数の内壁部材240、外壁部材250、複数の連結部材260を有している。
外壁部材250には、固定子コア20と反対側が開口しており、深さがD2である複数の溝251が設けられている。そして、U相の渡り線(図示省略)が通される溝251uには、溝251uの開口部から距離U2(D2>U2)の位置に、溝251uを跨ぐブリッジ252uが設けられている。また、V相の渡り線(図示省略)が通される溝251vには、溝251vの開口部から距離V2(D2>V2>U2)の位置に、溝251vを跨ぐブリッジ252vが設けられている。なお、本実施の形態では、W相の渡り線(図示省略)が通される溝251wには、溝251wを跨ぐブリッジが設けられていない。
また、外壁部材250の外周面250aには、径方向外側に飛び出ている複数の凸部253が設けられている。
本実施の形態では、U相の渡り線は、U相の渡り線が通される溝251uを跨いでいるブリッジ252uと凸部253uの間に配置される。凸部253uは、ブリッジ252uに対して軸方向に沿って固定子コア20と反対側に離れた位置に設けられている。これにより、U相の渡り線は、ブリッジ252uおよび凸部253uによって、軸方向に沿った一方方向(固定子コア方向)の位置および他方方向(固定子コアと反対方向)の位置が規制される。
また、V相の渡り線は、V相の渡り線が通される溝251vを跨いでいるブリッジ252vと凸部253vの間に配置される。凸部253vは、ブリッジ252vに対して軸方向に沿って固定子コア20と反対側に離れた位置に設けられている。これにより、V相の渡り線は、ブリッジ252vおよび凸部253vによって、軸方向に沿った一方方向(固定子コア方向)の位置および他方方向(固定子コアと反対方向)の位置が規制される。
また、W相の渡り線は、W相の渡り線が通される溝251wの底部と凸部253wの間に配置される。凸部253wは、溝251の底部に対して軸方向に沿って固定子コア20と反対側に離れた位置に設けられている。これにより、W相の渡り線は、溝251wの底部および凸部253wによって、軸方向に沿った一方方向(固定子コア方向)の位置および他方方向(固定子コアと反対方向)の位置が規制される。
【0029】
本実施の形態の端部絶縁部材230は、第1の実施の形態の端部絶縁部材130と同様の効果を有している。
さらに、本実施の形態の端部絶縁部材230では、W相の渡り線は、W相の渡り線が通される溝251wの底部と凸部253wによって、軸方向に沿った両方向の位置が規制される。これにより、溝251に設けるブリッジ252の数を少なくすることができる。なお、本実施の形態では、渡り線が通される溝のうち、溝251w以外の溝(例えば、溝251u、251v)にブリッジが設けられているため、外壁部材250の固定子コアと反対側が径方向外側に開くのを防止することができる。
【0030】
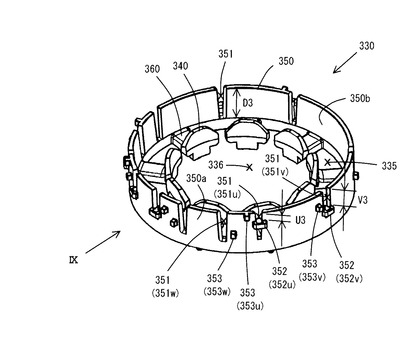
端部絶縁部材の第3の実施の形態330が、図8、図9に示されている。図8は、第3の実施の形態の端部絶縁部材330の斜視図であり、図9は、図8を矢印IX方向から見た図である。第3の実施の形態の端部絶縁部材330は、回転子の極数が6、固定子のスロット数が9であり、3相の固定子巻線を有する回転機に用いられるものである。
端部絶縁部材330は、複数の内壁部材340、外壁部材350、複数の連結部材360を有している。外壁部材350には、固定子コア20と反対側が開口しており、深さがD3である複数の溝351が設けられている。また、外壁部材350の外周面350aには、径方向外側に飛び出ている複数の凸部353が設けられている。
本実施の形態の端部絶縁部材330では、第2の実施の形態の端部絶縁部材230と同様に、U相の渡り線が通される溝351uには、溝351uの開口部から距離U3(D3>U3)の位置にブリッジ352uが設けられ、V相の渡り線が通される溝351vには、溝351vの開口部から距離V3(D3>V3>U3)の位置にブリッジ352vが設けられているが、W相の渡り線が通される溝351wにはブリッジが設けられていない。
そして、溝351uを通されるU相の渡り線(図示省略)は、ブリッジ352uと凸部353uの間に配置される。凸部353uは、ブリッジ352uに対して軸方向に沿って固定子コア20と反対側に離れた位置に設けられている。これにより、U相の渡り線は、ブリッジ352uおよび凸部353uによって、軸方向に沿った一方方向(固定子コア方向)の位置および他方方向(固定子コアと反対方向)の位置が規制される。また、溝351vに通されるV相の渡り線(図示省略)は、ブリッジ352vと凸部353vの間に配置される。凸部353vは、ブリッジ352vに対して軸方向に沿って固定子コア20と反対側に離れた位置に設けられている。これにより、V相の渡り線は、ブリッジ352vおよび凸部353vによって、軸方向に沿った一方方向(固定子コア方向)の位置および反対方向(固定子コアと反対方向)の位置が規制される。また、溝351wに通されるW相の渡り線(図示省略)は、溝351wの底部と凸部353wの間に配置される。凸部353wは、溝351wの底部に対して軸方向に沿って固定子コア20と反対側に離れた位置に設けられている。これにより、W相の渡り線は、溝351wの底部および凸部353wによって、軸方向に沿った一方方向(固定子コア方向)の位置および他方方向(固定子コアと反対方向)の位置が規制される。
【0031】
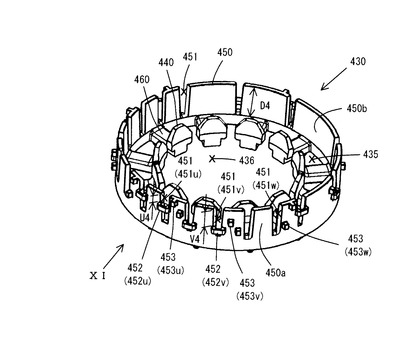
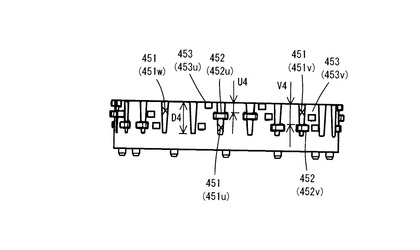
端部絶縁部材の第4の実施の形態430が、図10、図11に示されている。図10は、第4の実施の形態の端部絶縁部材430の斜視図であり、図11は、図10を矢印XI方向から見た図である。第4の実施の形態の端部絶縁部材430は、回転子の極数が8または10、固定子のスロット数が12であり、3相の固定子巻線を有する回転機に用いられるものである。
端部絶縁部材430は、複数の内壁部材440、外壁部材450、複数の連結部材460を有している。外壁部材450には、固定子コア20と反対側が開口しており、深さがD4である複数の溝451が設けられている。また、外壁部材450の外周面450aには、径方向外側に飛び出ている複数の凸部453が設けられている。
本実施の形態の端部絶縁部材430では、第2の実施の形態の端部絶縁部材230と同様に、U相の渡り線が通される溝451uには、溝451uの開口部から距離U4(D4>U4)の位置にブリッジ452uが設けられ、V相の渡り線が通される溝451vには、溝451vの開口部から距離V4(D4>V4>U4)の位置にブリッジ452vが設けられているが、W相の渡り線が通される溝451wにはブリッジが設けられていない。
そして、溝451uを通されるU相の渡り線(図示省略)は、ブリッジ452uと凸部453uの間に配置される。また、溝451vに通されるV相の渡り線(図示省略)は、ブリッジ452vと凸部453vの間に配置される。また、溝451wに通されるW相の渡り線(図示省略)は、溝451wの底部と凸部453wの間に配置される。本実施の形態では、ブリッジ452u、452vと凸部453u、453vとの位置関係、溝451wの底部と凸部453wとの位置関係は、図5〜図8と同様である。
【0032】
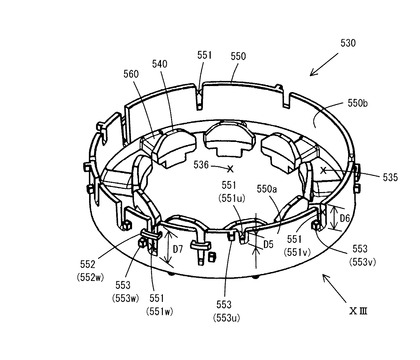
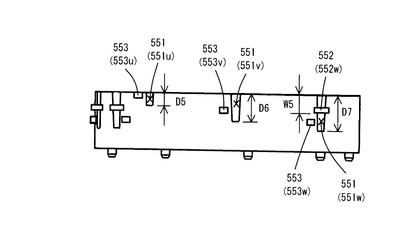
第1〜第4の実施の形態の端部絶縁部材では、外壁部材に同じ深さの溝を設けたが、深さが異なる溝を設けることもできる。端部絶縁部材の第5の実施の形態530が、図12、図13に示されている。図12は、第5の実施の形態の端部絶縁部材530の斜視図であり、図13は、図12を矢印XIII方向から見た図である。第5の実施の形態の端部絶縁部材530は、回転子の極数が6、固定子のスロット数が9であり、3相の固定子巻線を有する回転機に用いられるものである。
端部絶縁部材530は、複数の内壁部材540、外壁部材550、複数の連結部材560を有している。
外壁部材550には、固定子コア20と反対側が開口しており、深さが異なる溝551が設けられている。本実施の形態では、深さがD5である複数の溝551u、深さがD6(D6>D5)である複数の溝551v、深さがD7(D7>D6)である複数の溝551wの3種類の溝が設けられている。そして、U相の渡り線は、複数の溝551uのうちのいずれかに通され、V相の渡り線は、複数の溝551vのうちのいずれかに通され、W相の渡り線は、複数の溝551wのうちのいずれかに通される。
また、渡り線が通される溝にブリッジが設けられている。本実施の形態では、最も深さが長い溝(最も深い溝)にブリッジが設けられている。すなわち、W相の渡り線が通される溝551wには、溝551wの開口部から距離W5(D7>W5)の位置にブリッジ552wが設けられているが、U相の渡り線が通される溝551uおよびV相の渡り線が通される溝551vには、ブリッジが設けられていない。
また、外壁部材550の外周面550aには、径方向外側に飛び出ている複数の凸部553が設けられている。
本実施の形態では、溝551uを通されるU相の渡り線(図示省略)は、溝551uの底部と凸部553uの間に配置される。凸部553uは、溝551uの底部に対して軸方向に沿って固定子コア20と反対側に離れた位置に設けられている。これにより、U相の渡り線は、溝551uの底部によって、軸方向に沿った一方方向(固定子コア方向)の位置が規制され、凸部553uによって、軸方向に沿った他方方向(固定子コアと反対方向)への移動が規制される。
また、溝551vを通されるV相の渡り線(図示省略)は、溝551vの底部と凸部553vの間に配置される。凸部553vは、溝551vの底部に対して軸方向に沿って固定子コア20と反対側に離れた位置に設けられている。これにより、V相の渡り線は、溝551vの底部によって、軸方向に沿った一方方向(固定子コア方向)の位置が規制され、凸部553vによって、軸方向に沿った他方方向(固定子コアと反対方向)の位置が規制される。
また、溝551wを通されるW相の渡り線(図示省略)は、溝551wに設けられているブリッジ552wと凸部553wの間に配置される。凸部553wは、ブリッジ552wに対して軸方向に沿って固定子コア20側に離れた位置に設けられている。これにより、W相の渡り線は、ブリッジ552wによって、軸方向に沿った一方方向(固定子コア方向)の位置が規制され、凸部553wによって、軸方向に沿った他方方向(固定子コアと反対方向)の位置が規制される。
溝551uの深さD5、溝551vの深さD6、溝551wの深さD7、溝551wの開口部とブリッジ552wの配設位置との間の距離W5は、溝551uの底部と凸部553uの間に配置されるU相の渡り線、溝551vの底部と凸部553vの間に配置されるV相の渡り線、ブリッジ552wと凸部553wの間に配置されるW相の渡り線が、外壁部材550の外周面550aに、相互に接触しないで配置されるように設定される。
本実施の形態の端部絶縁部材530では、深さが異なる3種類の溝を設けたが、深さが異なる溝の数は2以上の適宜の数を選択することができる。また、深さが異なる3種類の溝のうち最も深さが長い溝551のうちの少なくとも1つにブリッジ552を設けたが、他の深さの溝551の少なくとも1つにもブリッジ552を設けてもよい。すなわち、「最も深さが長い溝のうちの少なくとも1つにブリッジが設けられている」態様には、「少なくとも、深さが長い溝を含む溝のうちの少なくとも1つの溝にブリッジが設けられている」態様が包含される。
【0033】
本実施の形態の端部絶縁部材550は、第1の実施の形態の端部絶縁部材130と同様の効果を有する。
さらに、本実施の形態の端部絶縁部材550では、深さが短い溝551uを通されるU相の渡り線は、溝551uの底部と凸部553uによって、また、溝551vを通されるV相の渡り線は、溝551vの底部と凸部553vによって、軸方向に沿った両方向の位置が規制される。これにより、溝551に設けるブリッジ552の数を少なくすることができる。
なお、本実施の形態では、最も深さが短い溝551uを通される渡り線は、溝551uの底部と凸部の間に配置し、他の溝551v、551wを通される渡り線は、ブリッジと凸部の間に配置することもできる。
【0034】
以上の実施の形態では、本発明の端部絶縁部材を固定子コアの軸方向両側に設けたが、固定子コアの一方側に設けてもよい。すなわち、本発明の端部絶縁部材は、固定子コアの軸方向両側の少なくとも一方側に設けられていればよい。例えば、固定子コアの軸方向両側の一方側に配置される端部絶縁部材として用い、他方側の端部絶縁部材として、ブリッジが設けられていない端部絶縁部材あるいは溝とブリッジが設けられていない端部絶縁部材を用いることがきる。
また、固定子巻線を結線する渡り線は、固定子コアの軸方向両側の一方側に配置することもできるし両側に配置することもできる。例えば、本発明の端部絶縁部材を固定子コアの軸方向両側に設け、一方の端部絶縁部材に渡り線を配置することができる。あるいは、本発明の端部絶縁部材を固定子コアの軸方向両側に設け、両方の端部絶縁部材に渡り線を配置することができる。あるいは、本発明の端部絶縁部材を固定子コアの軸方向両側の一方側に設け、当該一方側に設けた端部絶縁部材に渡り線を配置することができる。
【0035】
ここで、1つの溝を跨ぐブリッジを、固定子巻線を構成する導線が通される溝に設ける場合について、ブリッジの数(ブリッジが設けられる溝の数)の適切範囲について検討した。
その結果、Nを「1」を含まない正の整数とした場合、回転子の極数が2N、固定子のスロット数が3Nである回転機では、ブリッジの数(ブリッジが設けられる溝の数)は、[4(N−1)]以上必要であることが分かった。また、好適には、[6(N−1)]以下であればよいことがわかった。
【0036】
本発明は、実施の形態で説明した構成に限定されず、種々の変更、追加、削除が可能である。
実施の形態では、固定子、回転子および電気子巻線等を備える回転機について説明したが、本発明は、固定子コアと、固定子コアの軸方向両側の少なくとも一方側に配置される端部絶縁部材を備える固定子として、あるいは、固定子コアの軸方向両側の少なくとの一方側に配置される端部絶縁部材として構成することもできる。
溝を跨ぐブリッジとして、1つの溝を跨ぐブリッジを設けたが、複数の溝を跨ぐブリッジを設けることもできる。すなわち、「1つの溝を跨ぐブリッジ」は、「1つの溝のみを跨ぐブリッジ」と「複数の溝を跨ぐブリッジ」を包含する。
溝を跨ぐブリッジとして外壁部材の外周面から径方向外側に飛び出ているブリッジを用いたが、少なくとも一部が溝内に存在するブリッジを用いることもできる。
渡り線の軸方向の位置を規制する方法としては、溝に設けたブリッジによって規制する方法、外壁部材の外周面に設けた凸部によって規制する方法、溝の底部によって規制する方法、溝に設けたブリッジと外壁部材の外周面に設けた凸部によって規制する(渡り線をブリッジと凸部の間に配置する)方法、溝の底部と外壁部材に外周面に設けた凸部によって規制する(渡り線を溝の底部と凸部の間に配置する)方法のうちのいずれか1つあるいは適宜選択した複数を用いることができる。
端部絶縁部材の外壁部材に設ける溝の数や深さは、端部絶縁部材を形成する材料の量等に応じて適宜選択される。また、ブリッジを設ける溝の位置や溝の数は、外壁部材の固定子コアと反対側の径方向外側への開き量等に応じて適宜選択される。
固定子巻線を結線する渡り線が通される溝にブリッジを設けたが、渡り線が通されない溝にブリッジを設けてもよい。
端部絶縁部材を樹脂により成形したが、樹脂以外の種々の材料により成形することができる。
固定子巻線を構成する導線としては、銅線やアルミニウム線等の導電性を有する種々の導線を用いることができる。アルミニウム線は、銅線等に比べて柔らかい。このため、導線としてアルミニウム線を用いる場合には、銅線等を用いる場合に比べて、端部絶縁部材の外壁部材の外周面に沿って渡り線を配置する作業が容易である。
【符号の説明】
【0037】
10 固定子
20 固定子コア
21 ヨーク
22 ティース
23 ティース基部
24 ティース先端部
22a ティース先端面
25 スロット
26 回転子収容空間
80 導線
81、81u、81v、81w 渡り線
130、230、330、430、530、630 端部絶縁部材
140、240、340、440、540、640 内壁部材(第1の部材)
150、250、350、450、550、650 外壁部材(第2の部材)
150a、250a、350a、450a、550a 外周面
150b、250b、350b、450b、550b 内周面
151、151a、151b、151u、151v、151w、251、251u、251v、251w、351、351u、351v、351w、451、451u、451v、451w、551、551u、551v、551w、651 溝
152、152u、152v、152w、252、252u、252v、352、352u、352v、452、452u、452v、552、552u、552v、552w、652 ブリッジ
153、153u、153v、153w、253、253u、253v、253w、353、353u、353v、353w、453、453u、453v、453w、553、553u、553v、553w 凸部
160、260、360、460、560、660 連結部材
【技術分野】
【0001】
本発明は、電動機等の回転機の固定子に設けられる端部絶縁部材に関する。
【背景技術】
【0002】
電動機等の回転機において、固定子巻線を構成する導線を固定子コア(固定子鉄心)に巻き付ける方法として、銅線を固定子コアに直接巻き付ける集中巻き方式が用いられている。導線を固定子コアに集中巻き方式で巻き付ける場合には、固定子コアの軸方向両側に端部絶縁部材が配置される。
従来の端部絶縁部材630が、図14および図15に示されている(特許文献1参照)。なお、図14は、端部絶縁部材630の斜視図であり、図15は、図14のXV−XV線断面図である。端部絶縁部材630は、樹脂により形成されている。また、軸方向に直角な断面で見て(軸方向から見て)、周方向および軸方向に沿って延びている複数の内壁部材640、内壁部材640より径方向外側に配置され、周方向および軸方向に沿って延びている外壁部材650、径方向に沿って延びており、各内壁部材640と外壁部材650を連結する複数の連結部材660を有している。連結部材660は、内壁部材640の固定子コア側(図15の下側)と外壁部材650の固定子コア側(図15の下側)を連結している。
固定子コアは、軸方向に直角な断面で見て(軸方向から見て)、周方向に沿って延びているヨークと、ヨークから径方向に沿って延びている複数のティースを有している。各ティースは、ヨークから径方向に沿って延びているティース基部と、ティース基部の先端側に設けられ、周方向に沿って延びているティース先端部を有している。
端部絶縁部材630の連結部材660は、固定子コアのティースのティース基部と軸方向に沿って対向する位置に配置される。すなわち、内壁部材640によって形成される空間636は、固定子コアのティースによって形成される回転子収容空間と軸方向に沿って対向する位置に配置される。また、内壁部材640、外壁部材650および連結部材660によって形成される空間635は、固定子コアのヨークおよびティースによって形成されるスロットと軸方向に沿って対向する位置に配置される。
固定子巻線を構成する導線は、固定子コアの軸方向両側に端部絶縁部材630が配置された状態でティース基部に巻き付けられる。具体的には、導線は、ティース基部の軸方向両側に連結部材660が配置された状態で、ティース基部とティース基部の軸方向両側に配置されている連結部材660が一体となるように、ティース基部と連結部材660に巻き付けられる。
外壁部材650には、固定子コアと反対側(図15の上側)が開口している複数の溝651が形成されている。そして、固定子巻線を結線する渡り線(例えば、固定子巻線を中性点に接続する渡り線、固定子巻線を直列あるいは並列に接続する渡り線)(図示省略)が、複数の溝651のうちのいずれかを外壁部材650の内周側から外周側あるいは外周側から内周側に通され、外壁部材650の外周面に周方向に沿って配置される。通常、固定子コアに巻き付けられた導線が渡り線として用いられる。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2003−97440号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
従来の端部絶縁部材630は、樹脂により成形する際に、図15に示されているように変形することがある。すなわち、外壁部材650に、固定子コアと反対側が開口している溝651が複数形成されているため、外壁部材650が、熱収縮等によって、固定子コアと反対側が径方向外側に開くように変形する(そりが発生する)。そして、これにともなって、連結部材660および内壁部材640がそれぞれ軸方向および径方向に傾く(持ち上がる)。内壁部材640が径方向に傾くと、内壁部材640の固定子コアと反対側が径方向外側に開く。このため、軸方向に沿って固定子コアと対向する位置に端部絶縁部材630が配置された状態で導線を巻き付ける際に、内壁部材640の固定子コアと反対側の先端部が邪魔になり、導線の巻き付け作業が困難となる。また、連結部材660が軸方向に傾くと、連結部材660の径方向内側と固定子コアの軸方向端面との間に隙間が発生する。このため、軸方向に沿って固定子コアと対向する位置に端部絶縁部材630が配置された状態で導線を巻き付ける際の応力によって連結部材660が損傷する。
本発明は、このような点に鑑みて創案されたものであり、端部絶縁部材の変形を防止する技術を提供することを目的とする。
【課題を解決するための手段】
【0005】
一つの発明は、固定子コアの軸方向両側の少なくとも一方側に設けられる端部絶縁部材である。
本発明の端部絶縁部材は、好適には、樹脂により成形され、複数の第1の部材、第2の部材および複数の連結部材を有している。各第1の部材は、軸方向に直角な断面で見て(軸方向に直角な方向から見て)、周方向に沿って互いに離間して配置されており、周方向に沿って延びているとともに軸方向に沿って延びている。第2の部材は、軸方向に直角な断面で見て、第1の部材より径方向外側に配置されており、周方向に沿って延びているとともに軸方向に沿って延びている。各連結部材は、軸方向に直角な断面で見て、径方向に沿って延びており、各第1の部材の固定子コア側と第2の部材の固定子コア側に連結されている。「連結部材が、第1の部材の固定子コア側と第2の部材の固定子コア側に連結されている」構成は、「軸方向に沿って連結部材に対して固定子コアと反対側に、第1の部材、第2の部材および連結部材によって囲まれる空間が形成されるように、連結部材が第1の部材と第2の部材に連結されている」構成を意味する。
一般的に、固定子コアは、ヨークと複数のティースを有している。ヨークは、軸方向に直角な断面で見て、周方向に沿って延びている。各ティースは、軸方向に直角な断面で見て、ヨークから径方向に沿って延びているティース基部と、ティース基部の先端側に設けられ、周方向に沿って延びているティース先端部を有している。典型的には、本発明の端部絶縁部材の第1の部材、第2の部材および連結部材は、それぞれ、軸方向に沿って固定子コアのティース先端部、ヨークおよびティース基部に対向する位置に配置される。
第2の部材は、軸方向に沿って固定子コアと反対側が開口している複数の溝を有している。そして、固定子巻線を結線する渡り線が、複数の溝のいずれかを第2の部材の内周側から外周側あるいは外周側から内周側に通され、第2の部材の外周面に周方向に沿って配置される。典型的には、固定子巻線を構成する導線が渡り線として用いられる。
さらに、本発明では、複数の溝のうちの少なくとも1つに、当該少なくとも1つの溝を跨ぐブリッジが設けられている。ブリッジを設ける溝の位置や溝の数は、適宜選択される。
本発明の端部絶縁部材では、第2の部材に形成されている、軸方向に沿って固定子コアと反対側が開口している複数の溝のうちの少なくとも1つに、当該溝を跨ぐブリッジが設けられているため、ブリッジが設けられている溝の周囲において、第2の部材の固定子コアと反対側が径方向外側に開くのを防止することができる。これにより、端部絶縁部材の変形を防止することができる。
【0006】
一つの発明の異なる形態では、ブリッジが、第2の部材の外周面から径方向外側に飛び出ている。「ブリッジが、第2の部材の外周面から径方向外側に飛び出ている」構成は、「ブリッジ全体が、第2の部材の外周面に沿った面より径方向外側に配置されている(第2の部材の外周面に沿った面上を含む)」構成を表している。
本形態の端部絶縁部材では、ブリッジが第2の部材の外周面から径方向外側に飛び出ているため、ブリッジの少なくとも一部が溝内に存在する場合に比べて、端部絶縁部材を成形するのに必要な金型の数を低減することができる。
【0007】
一つの発明の他の異なる形態では、固定子巻線を結線する複数の渡り線が、複数の溝のうちのいずれかを通って第2の部材の外周面に周方向に沿って配置される。そして、複数の渡り線が通される溝のうちの少なくとも1つにブリッジがられている。
固定子巻線を結線する渡り線を、溝を通した後、第2の部材の外周面に周方向に沿って配置する際には、他の渡り線と接触しないように配置する必要がある。ここで、渡り線が通される溝にブリッジが設けられていると、当該溝を通る渡り線は、当該溝に設けられているブリッジによって軸方向の位置が規制される。渡り線を溝に通す作業性を考慮すると、ブリッジを、渡り線が軸方向に沿って固定子コア方向に移動するのを規制する位置規制部材として用いるのが好ましい。
本形態の端部絶縁部材では、第2の部材の固定子コアと反対側が径方向外側に開くのを防止するブリッジを、渡り線の軸方向の位置を規制する位置規制部材として用いることができる。
【0008】
一つの発明のさらに他の異なる形態では、ブリッジは、第2の部材と連結部材との連結箇所に対して周方向両側に隣接する溝のうちの少なくとも一方に設けられている。
固定子巻線を構成する導線を固定子コアに巻き付ける方式として集中巻き方式法を用いる場合には、導線は、固定子コアのティースのティース基部と、軸方向に沿って当該ティース基部に対向する位置に配置されている端部絶縁部材が一体となるように、ティース基部と連結部材に巻き付けられる。すなわち、固定子巻線の巻き始め端および巻き終わり端が、連結部材の近傍に配置される。固定子巻線を結線する渡り線は、固定子巻線の巻き始め端あるいは巻き終わり端から延びている。
このため、第2の部材と連結部材との連結箇所に対して周方向に沿って隣接し、ブリッジが設けられている溝に渡り線を通すことによって、渡り線を溝に通す作業を容易に行うことができ、また、渡り線の軸方向の位置を規制することができる。
【0009】
一つの発明のさらに他の異なる形態では、第2の部材の外周面から径方向外側に飛び出ている複数の凸部が設けられている。そして、ブリッジが設けられている溝を通される渡り線は、当該溝に設けられているブリッジと複数の凸部のうちの少なくとも1つの間に配置される。少なくとも1つの凸部としては、渡り線が通される溝に設けられているブリッジに対して軸方向に沿って固定子コアと反対側(溝の開口部側)に離れた位置に設けられている凸部が用いられる。これにより、ブリッジが設けられている溝を通される渡り線は、当該溝に設けられているブリッジによって、軸方向に沿った一方方向(固定子コア方向)への移動が規制され、少なくとも1つの凸部によって、軸方向に沿った他方方向(固定子コアと反対方向)への移動が規制される。
本形態の端部絶縁部材では、渡り線の軸方向の位置をより確実に規制することができる。
【0010】
一つの発明のさらに他の異なる形態では、複数の溝は、深さが同じ溝により構成されている。なお、「同じ」という記載は、「略同じ」を含む。
本形態の端部絶縁部材では、端部絶縁部材を形成する材料(樹脂等)の量を低減することができる。
【0011】
一つの発明のさらに他の異なる形態では、複数の溝は、深さが異なる溝により構成されている。そして、深さが最も長い溝のうちの少なくとも1つにブリッジが設けられている。複数の溝は、少なくとも2種類以上の深さを有する溝により構成されていればよい。深さが短い溝の付近では第2の部材の強度が高いため、ブリッジを設けなくても、第2の部材の固定子コアと反対側が径方向外側に開くおそれが少ない。ブリッジが設けられていない溝を通る渡り線は、当該渡り線が通される溝の底部によって、あるいは、当該溝の底部と凸部によって第2の部材の外周面に沿った軸方向の位置が規制される。
【0012】
他の発明は、固定子コアと、固定子コアの軸方向両側に配置される端部絶縁部材と、固定子巻線を備える固定子である。本発明では、固定子コアの軸方向両側の少なくとも一方側に配置される端部絶縁部材として前述した端部絶縁部材のいずれかが用いられている。固定子巻線を結線する渡り線は、固定子コアの軸方向両側のうちの一方側に配置してもよいし両側に配置してもよい。すなわち、固定子巻線の結線を、固定子コアの軸方向一方側で行うこともできるし両側で行うこともできる。
【0013】
他の発明の異なる形態では、固定子巻線を構成する導線としてアルミニウム線を用いている。
本形態の固定子では、導線としてアルミニウム線を用いているため、渡り線を第2の部材の外周面に周方向に沿って容易に配置することができる。
【0014】
異なる他の発明は、固定子と、回転子を備える回転機である。本発明の回転機では、固定子として前述した固定子のいずれかが用いられている。本発明の回転機は、典型的には、圧縮機や車両等に用いられる電動機として構成される。
【発明の効果】
【0015】
本発明の端部絶縁部材、固定子および回転機を用いることにより、端部絶縁部材の変形を防止することができる。
【図面の簡単な説明】
【0016】
【図1】一実施の形態の固定子の斜視図である。
【図2】固定子コアの部分断面図である。
【図3】第1の実施の形態の端部絶縁部材の斜視図である。
【図4】図3のIV−IV線断面図である。
【図5】第1の実施の形態の端部絶縁部材を樹脂成形する際に用いられる金型の一例を、図3のV−V線断面で見た図である。
【図6】第2の実施の形態の端部絶縁部材の斜視図である。
【図7】図6を矢印VII方向からみた図である。
【図8】第3の実施の形態の端部絶縁部材の斜視図である。
【図9】図8を矢印IX方向からみた図である。
【図10】第4の実施の形態の端部絶縁部材の斜視図である。
【図11】図10を矢印XI方向からみた図である。
【図12】第5の実施の形態の端部絶縁部材の斜視図である。
【図13】図12を矢印XIII方向からみた図である。
【図14】従来の端部絶縁部材の斜視図である。
【図15】図14のXV−XV線断面図である。
【図16】従来の端部絶縁部材を樹脂成形する際に用いられる金型の一例を、図14のXVI−XVI線断面で見た図である。
【発明を実施するための形態】
【0017】
以下に、本発明の実施の形態を、図面を参照して説明する。
なお、以下では、本発明の回転機が、固定子と、固定子の径方向内側に、固定子に対して回転可能に支持される回転子を備え、圧縮機や車両等に用いられる電動機として構成されている場合について説明する。
また、本明細書では、「軸方向」は、回転子が固定子に対して回転可能に支持されている状態において、回転子の回転中心線(以下、「固定子の中心線」という)の方向を示す。また、「周方向」は、軸方向に直角な断面で見て、固定子の中心線を中心とする円周方向を示す。また、「径方向」は、軸方向に直角な断面で見て、固定子の中心線に直角な方向を示す。
【0018】
本発明の一実施の形態の回転機の固定子10が、図1、図2に示されている。図1は、固定子10の斜視図であり、図2は、固定子コアの部分断面図である。
固定子10は、固定子コア20、端部絶縁部材130、固定子巻線を構成する導線80等を有している。
固定子コア20は、プレス等によって打ち抜かれた薄板状の電磁鋼板を軸方向に積層し、オートクランプ等で一体化することによって構成される。
固定子コア20は、軸方向に直角な断面で見て、周方向に沿って延びているヨーク21と、ヨーク21から径方向に沿って延びているティース基部23と、ティース基部23の先端側(径方向内側)に設けられ、周方向に沿って延びているティース先端部24を有している。ティース基部23とティース先端部24によってティース22が構成される。ティース先端部24の径方向内側(ヨーク21と反対側)には、ティース先端面22aが形成されている。ティース先端面22aは、固定子20の中心線を中心とする円弧形状に形成されている。回転子(図示省略)は、ティース先端面22aによって形成される回転子収容空間26内に、回転子の外周面とティース先端面22aとの間に空隙を有するように回転可能に配置(支持)される。
また、ヨーク21と、周方向に沿って隣接する2つのティース22とによってスロット25が形成されている。スロット25は、周方向に沿って隣接するティース22のティース先端部24の周方向端部24aの間にスロット開口部25aを有している。固定子コア20の軸方向両側(軸方向端面に対して軸方向に沿って対向する位置)には、端部絶縁部材130が配置される。また、スロット25内には、スロット絶縁部材70が配置されている。そして、スロット25内にスロット絶縁部材70が配置された状態で、導線80が、集中巻き方式によりティース基部23に直接巻き付けられる。ティース基部23に巻き付けられた導線80によって固定子巻線が構成される。また、スロット25内には、周方向に隣接する固定子巻線(周方向に隣接するティース基部23に巻き付けられた導線80)を絶縁する相間絶縁部材90が挿入されている。本実施の形態では、相間絶縁部材90として、シート状の絶縁部材を折り曲げて形成され、軸方向に直角な断面で見て、V字状(略V字状を含む)を有する相間絶縁部材が用いられている。
【0019】
図1に示されている第1の実施の形態の端部絶縁部材130を、図3、図4により詳細に説明する。図3は、第1の実施の形態の端部絶縁部材130の斜視図であり、図4は、図3のIV−IV線断面図である。本実施の形態の端部絶縁部材130は、回転子の極数が4、固定子10のスロット数が6であり、3相の固定子巻線を有する回転機に用いられるものである。
端部絶縁部材130は、固定子コア20の軸方向両側(軸方向に沿って固定子コア20の軸方向両側の軸方向端面に対向する位置)に配置される。端部絶縁部材130は、例えば、ポリエチレンサルファイド(PPS)、ポリブチレンテレフタレート(PBT)、液晶ポリマー(LCP)等の樹脂により形成される。本実施の形態の固定子10では、固定子コア20の軸方向両側に同じ構成の端部絶縁部材130が設けられている。
端部絶縁部材130は、複数の内壁部材140、外壁部材150および複数の連結部材160を有している。内壁部材140は、軸方向に直角な断面で見て(軸方向に直角な方向から見て)、周方向に沿って延びているとともに軸方向に沿って延びている。各内壁部材140は、周方向に沿って離間して配置されている。外壁部材150は、軸方向に直角な断面で見て、内壁部材140より径方向外側に配置され、周方向に沿って延びているとともに軸方向に沿って延びている。連結部材160は、軸方向に直角な断面で見て、内壁部材140と外壁部材150の間に配置され、径方向に沿って延びている。連結部材160は、内壁部材140の固定子コア20側(図4の下側)と外壁部材150の固定子コア20側(図4の下側)を連結している。これにより、端部絶縁部材130は、軸方向に沿って連結部材160に対して固定子コア20と反対側(図4の上側)に、内壁部材140、外壁部材150(外壁部材150の内周面150b)および連結部材160により形成される空間131を有する。
内壁部材140が本発明の「第1の部材」に対応し、外壁部材150が本発明の「第2の部材」に対応し、連結部材160が本発明の「連結部材」に対応する。
【0020】
端部絶縁部材130の内壁部材140、外壁部材150および連結部材160は、軸方向に直角な断面で見て(軸方向に直角な断面で見て)、それぞれ固定子コア20のティース先端部24、ヨーク21、ティース基部23に対向する位置に配置される。また、内壁部材140(周方向に隣接する内壁部材140)、外壁部材150および連結部材160(周方向に隣接する連結部材160)により形成される空間135は、軸方向に沿って固定子コア20のスロット25に対向する位置に配置される。また、内壁部材140の回転子側(図3では、径方向内側の面)の面140aにより形成される空間136は、軸方向に沿って固定子コア20の回転子収容空間26に対向する位置に配置される。「軸方向に沿って対向する位置に配置される」態様は、「軸方向に直角な断面で見て(軸方向に直角な方向から見て)、少なくとも一部が重なるように配置される」態様を包含する。
なお、端部絶縁部材130が固定子コア20の軸方向両側(軸方向端面に対向する位置)に配置された状態において、内壁部材140の回転子側の面(本実施の形態では、径方向内側の面)140aが、ティース先端面22aより回転子側(本実施の形態は、径方向内側)に飛び出ないように構成するのが好ましい。
端部絶縁部材130の連結部材160は、固定子巻線を構成する導線80を固定子コア20のティース基部23に集中巻き方式で巻き付ける際に用いられる。すなわち、導線80は、ティース基部23の軸方向両側に連結部材160が配置された状態で、ティース基部23とティース基部23の軸方向両側に配置されている連結部材160が一体となるように、ティース基部23と連結部材160に巻き付けられる。なお、以下では、簡略化して、「軸方向に沿って固定子コアと対向する位置に端部絶縁部材が配置された状態で導線が巻き付けられる」あるいは「軸方向に沿ってティース基部に対向する位置に連結部材が配置された状態で導線が巻き付けられる」、または、単に「ティース基部に巻き付けられた導線」という。
【0021】
また、外壁部材150には、軸方向に沿って固定子コア20と反対側が開口している溝151が複数形成されている。溝151の形成位置や数等は、外壁部材150を成形するのに必要な樹脂の量、固定子巻線を結線する渡り線81を溝151に通す作業性等を考慮して設定される。本実施の形態では、溝151は、深さがD1である同じ形状の溝が用いられている。好適には、溝151の形成位置や数等は、共通の端部絶連部材130を、極数やスロット数等が異なる複数種類の回転機(固定子)に用いることができるように設定される。
なお、本実施の形態では、固定子巻線を結線する渡り線81は、外壁部材150に設けられている溝151を外壁部材150の内周側から外周側あるいは外周側から内周側に通され、外壁部材150の外周面150aに周方向に沿って配置される。また、渡り線81は、固定子巻線の巻き始め端および巻き終わり端から延びている。さらに、固定子巻線の巻き始め端および巻き終わり端は、連結部材160の近傍に配置される。このため、渡り線81を溝151に通す作業性を考慮すると、外壁部材150と連結部材160との連結箇所の周方向両端部の近くに溝151を形成するのが好ましい。例えば、図3に示されているように、外壁部材150と連結部材160aとの連結箇所に対して周方向両側の近傍に溝151a、151bを形成するのが好ましい。
【0022】
外壁部材150に、軸方向に沿って固定子コア20と反対側が開口している複数の溝151が設けられていると、端部絶縁部材130を樹脂により一体成形する際に、熱収縮等によって、外壁部材150の固定子コア20と反対側が径方向外側に開く(そりが発生する)。これにともない、連結部材160および内壁部材140がそれぞれ軸方向および径方向に傾く。この場合、軸方向に沿ってティース基部23に対向する位置に連結部材160が配置された状態で、導線80を巻き付ける際に、内壁部材140の固定子コア20と反対側の先端部が邪魔となり導線80の巻き付け作業が困難となる。また、連結部材160の径方向内側と固定子コア20(固定子コア20の軸方向端面)との間に隙間が発生する。この場合、軸方向に沿ってティース基部23に対向する位置に連結部材160が配置された状態で、導線80を巻き付ける際の応力によって連結部材160が損傷する。また、外壁部材150の強度が低下する。
本実施の形態では、外壁部材150の固定子コア20と反対側が径方向外側に開くのを防止するために、外壁部材150に、溝151を跨ぐブリッジ152を設けている。本実施の形態のブリッジ152は、1つの溝151を跨ぐように形成されている。溝151を跨ぐブリッジ152を設けることにより、当該ブリッジ152が設けられている溝151の周囲において、溝151にブリッジ152が設けられていない場合に比べて、外壁部材150の固定子コア20と反対側が径方向外側に開くのを防止することができる。すなわち、少なくとも1つの溝151を跨ぐブリッジ152が、複数の溝151のうちの少なくとも1つに設けられていればよい。
【0023】
ここで、端部絶縁部材を樹脂成形する際に用いられる金型について説明する。
図5には、図3に示されている、ブリッジ152が外壁部材150の外周面150aより径方向外側に飛び出ている第1の実施の形態の端部絶縁部材130を樹脂成形する際に用いられる金型の一例が示されている。なお、図5は、端部絶縁部材130を樹脂成形する際に用いられる金型の一例を、図3のV−V線断面で見た図である。
図5に示されているように、外壁部材150の外周面より径方向外側に飛び出ているブリッジ152を有する端部絶縁部材130は、第1の金型A1(固定型)および第2の金型A2(可動型)の2つの金型を用いて成形することができる。この場合、第2の金型A2は、第1の金型A1に対して軸方向に沿って固定子コア方向(図5では、矢印a2で示されている下方向)に移動される。なお、第2の金型A2を固定型とすることもできる。
また、図14には、少なくとも一部が溝651内に存在するブリッジ652を有している端部絶縁部材630が仮に示されている。そして、図16には、ブリッジ652を有する端部絶縁部材630を樹脂成形する際に用いられる金型の一例が示されている。なお、図16は、ブリッジ652を有する端部絶縁部材630を樹脂成形する際に用いられる金型の一例を、図14のXVI−XVI線断面で見た図である。
図16に示されているように、少なくとも一部が溝651内に存在するブリッジ652を有する端部絶縁部材630を成形するには、第1の金型B1(固定型)、第2の金型B2(可動型)および第3の金型B3(可動型)の3つの金型が必要である。この場合、第2の金型B2は、第1の金型B1に対して、軸方向に沿って固定子コア方向(図16では、矢印b2で示されている下方向)に移動される。また、第3の金型B3は、第1の金型B1に対して径方向外側(図16では、矢印b3で示されている左方向)に移動される。これにより、少なくとも一部が外壁部材650の溝651内に存在するブリッジ652を有する端部絶縁部材630が形成される。なお、第2の金型B2を固定型とすることもできる。
このように、外壁部材150の外周面から径方向外側に飛び出ているブリッジ152を有する端部絶縁部材130を用いることにより、少なくとも一部が溝651内に存在するブリッジ652を有する端部絶縁部材630に比べて、少ない数の金型を用いて樹脂成形することができる。
【0024】
ティース基部23(詳しくは、ティース基部23と連結部材160)に巻き付けられた導線80により構成される固定子巻線を結線するために、渡り線81が設けられている。渡り線81は、溝151を外壁部材150の内周側から外周側あるいは外周側から内周側に通され、外壁部材150の外周面150aに周方向に沿って配置される。本実施の形態では、ティース基部23に巻き付けられた導線80が渡り線81として用いられている。
図3には、3相(U相、V相、W相)の固定子巻線を中性点に接続するU相の渡り線81u、V相の渡り線81vおよびW相の渡り線81wが示されている。U相の渡り線81u、V相の渡り線81vおよびW相の渡り線81wは、それぞれ溝151u、151vおよび151wを通される。本実施の形態では、ティース基部23に巻き付けられた導線80を溝151に通す作業を容易にするために、U相の渡り線81u、V相の渡り線81vおよびW相の渡り線81wが通される溝151u、151vおよび151wは、外壁部材150と連結部材160との連結箇所に対して周方向両側に隣接する溝151の一方が選択されている。
【0025】
ここで、U相の渡り線81u、V相の渡り線81vおよびW相の渡り線81wを外壁部材150の外周面150aに周方向に沿って配置する際には、互いに接触しないようにU相の渡り線81u、V相の渡り線81vおよびW相の渡り線81wの軸方向の位置を規制する必要がある。
本実施の形態では、外壁部材150の固定子コア20と反対側が径方向外側に開くのを防止するために設けられているブリッジ152を、渡り線81の軸方向の位置を規制する位置規制部材として用いている。なお、本実施の形態では、さらに、外壁部材150の外周面150aに、径方向外側に飛び出ている複数の凸部153が設けられている。
図3では、U相の渡り線81uは、U相の渡り線81uが通される溝151uを跨いでいるブリッジ152uと、ブリッジ152uに対して軸方向に沿って離れて配置されている凸部153uの間に配置される。ブリッジ152uは、溝151uの開口部から距離U1(D1>U1)の位置に設けられている。また、凸部153uは、ブリッジ152uに対して軸方向に沿って固定子コア20と反対側に離れた位置に設けられている。これにより、U相の渡り線81uは、ブリッジ152uによって、軸方向に沿った固定子コア20方向(図4の下方向)への移動が規制され、凸部153uによって、軸方向に沿った固定子コア20と反対方向(図4の上方向)への移動が規制される。
なお、本発明では、渡り線の軸方向の位置をブリッジと凸部によって規制する場合には、軸方向に沿って離れて配置されているブリッジと凸部の間に渡り線を配置し、ブリッジによって軸方向に沿った一方向(好適には、固定子コア方向)への渡り線の移動を規制し、凸部によって軸方向に沿った他方向(好適には、固定子コアと反対方向)への渡り線の移動を規制する(軸方向に沿って離れて配置されているブリッジと凸部が位置規制部材として用いられる)。以下では、「渡り線が、溝を跨いでいるブリッジと、当該ブリッジに対して軸方向に沿って離れて配置されている凸部の間に配置される」態様を、簡略化して「渡り線が、ブリッジと凸部の間に配置される」という。
また、V相の渡り線81vは、V相の渡り線81vが通される溝151vを跨いでいるブリッジ152vと凸部153vの間に配置される。ブリッジ152vは、溝151vの開口部から距離V1(D1>V1>U1)の位置に設けられている。また、凸部153vは、ブリッジ152vに対して軸方向に沿って固定子コア20と反対側に離れた位置に設けられている。これにより、V相の渡り線81vは、ブリッジ152vによって、軸方向に沿った固定子コア20方向(図4の下方向)への移動が規制され、凸部153vによって、軸方向に沿った固定子コア20と反対方向(図4の上方向)への移動が規制される。なお、ブリッジ152vおよび凸部153vの配設位置は、ブリッジ152vと凸部153vの間に配置されるV相の渡り線81vが、他の相の渡り線(例えば、U相の渡り線81u)と接触するのを防止することができる位置に設定される。
また、W相の渡り線81wは、W相の渡り線81wが通される溝151wを跨いでいるブリッジ152wと凸部153wの間に配置される。ブリッジ152wは、溝151wの開口部から距離W1(D1>W1>V1)の位置に設けられている。また、凸部153wは、ブリッジ152wに対して軸方向に沿って固定子コア20と反対側に離れた位置に設けられている。これにより、W相の渡り線81wは、ブリッジ152wによって、軸方向に沿った固定子コア20方向(図4の下方向)への移動が規制され、凸部153wによって、軸方向に沿った固定子コア20と反対方向(図4の上方向)への移動が規制される。なお、ブリッジ152wと凸部153wの配設位置は、ブリッジ152wと凸部153wの間に配置されるW相の渡り線81wが、他の相の渡り線(例えば、V相の渡り線81v)と接触するのを防止することができる位置に設定される。
本実施の形態では、渡り線81u、81v、81wは、溝151u、151v、151wを跨ぐブリッジ152u、152v、152wによって、軸方向に沿った固定子コア方向(溝の開口部から底部方向)への移動が規制されている。これにより、渡り線81u、81v、81wを溝151u、151v、151wに通す作業が容易である。
また、本実施の形態では、ブリッジ152u、152v、152wおよび凸部153u、153v、153wが外壁部材150の外周面150aより径方向外側に飛び出ているため、U相の渡り線81u、V相の渡り線81v、W相の渡り線81wの軸方向に沿った移動を確実に防止することができる。
【0026】
なお、図3では、軸方向に沿って外壁部材150の固定子コア20と反対側から固定子コア20側に、U相の渡り線81u、V相の渡り線81v、W相の渡り線81wを配置したが、渡り線の配置順序は適宜変更することができる。
また、渡り線81の軸方向の位置を規制する凸部153(位置規制部材)としては、渡り線81が通される溝151の間に設けられている1つあるいは複数の凸部153を用いることができる。例えば、U相の渡り線81u(V相の渡り線81v、W相の渡り線81w)が通される溝151u(151v、151w)の近傍あるいは離れて設けられている1つあるいは複数の凸部153u(153v、153w)を用いることができる。好適には、少なくともU相の渡り線81u(V相の渡り線81v、W相の渡り線81w)が通される溝151u(151v、151w)の近傍に設けられている凸部153u(153v、153w)が用いられる。
【0027】
以上のように、本実施の形態の端部絶縁部材130では、外壁部材150に設けられている、固定子コア20と反対側が開口している複数の溝151のうちの少なくとも1つに、当該1つの溝151を跨ぐブリッジ152を設けている。これにより、図4に示されているように、ブリッジ152が設けられている溝151の周囲において、樹脂成形時の熱収縮等によって外壁部材150の固定子コア20と反対側が径方向外側に開く(そりが発生する)のを防止することができる。したがって、端部絶縁部材130の変形を防止することができる。
また、ブリッジ152が、外壁部材150の外周面150aから径方向外側に飛び出ている。これにより、端部絶縁部材130を樹脂等によって一体成形する際に必要な金型の数を減少させることができる。
また、ブリッジ152が、固定子巻線を結線する渡り線81を通す溝151の少なくとも1つに設けられている。これにより、外壁部材150の固定子コア20と反対側が径方向外側に開くのを防止するためのブリッジ152を、溝151を通される渡り線81の軸方向に沿った一方の位置を規制する位置規制部材として用いることができる。また、外壁部材150の外周面150aに、径方向外側に飛び出ている複数の凸部153を設け、複数の凸部153のうちの少なくとも1つを、軸方向に沿った他方の位置を規制する位置規制部材として用いている。これにより、ブリッジ152が設けられている溝151を通る渡り線81は、当該溝151に設けられているブリッジ152と複数の凸部153のうちの少なくとも1つによって、軸方向に沿った両方向の位置を規制することができ、外壁部材150の外周面150aに周方向に沿って配置される渡り線同士が接触するのを確実に防止することができる。
【0028】
端部絶縁部材の第2の実施の形態230が、図6、図7に示されている。図6は、第2の実施の形態の端部絶縁部材230の斜視図であり、図7は、図6を矢印VII方向から見た図である。第2の実施の形態の端部絶縁部材230は、回転子の極数が4、固定子10のスロット数が6であり、3相の固定子巻線を有する回転機に用いられるものである。
端部絶縁部材230は、複数の内壁部材240、外壁部材250、複数の連結部材260を有している。
外壁部材250には、固定子コア20と反対側が開口しており、深さがD2である複数の溝251が設けられている。そして、U相の渡り線(図示省略)が通される溝251uには、溝251uの開口部から距離U2(D2>U2)の位置に、溝251uを跨ぐブリッジ252uが設けられている。また、V相の渡り線(図示省略)が通される溝251vには、溝251vの開口部から距離V2(D2>V2>U2)の位置に、溝251vを跨ぐブリッジ252vが設けられている。なお、本実施の形態では、W相の渡り線(図示省略)が通される溝251wには、溝251wを跨ぐブリッジが設けられていない。
また、外壁部材250の外周面250aには、径方向外側に飛び出ている複数の凸部253が設けられている。
本実施の形態では、U相の渡り線は、U相の渡り線が通される溝251uを跨いでいるブリッジ252uと凸部253uの間に配置される。凸部253uは、ブリッジ252uに対して軸方向に沿って固定子コア20と反対側に離れた位置に設けられている。これにより、U相の渡り線は、ブリッジ252uおよび凸部253uによって、軸方向に沿った一方方向(固定子コア方向)の位置および他方方向(固定子コアと反対方向)の位置が規制される。
また、V相の渡り線は、V相の渡り線が通される溝251vを跨いでいるブリッジ252vと凸部253vの間に配置される。凸部253vは、ブリッジ252vに対して軸方向に沿って固定子コア20と反対側に離れた位置に設けられている。これにより、V相の渡り線は、ブリッジ252vおよび凸部253vによって、軸方向に沿った一方方向(固定子コア方向)の位置および他方方向(固定子コアと反対方向)の位置が規制される。
また、W相の渡り線は、W相の渡り線が通される溝251wの底部と凸部253wの間に配置される。凸部253wは、溝251の底部に対して軸方向に沿って固定子コア20と反対側に離れた位置に設けられている。これにより、W相の渡り線は、溝251wの底部および凸部253wによって、軸方向に沿った一方方向(固定子コア方向)の位置および他方方向(固定子コアと反対方向)の位置が規制される。
【0029】
本実施の形態の端部絶縁部材230は、第1の実施の形態の端部絶縁部材130と同様の効果を有している。
さらに、本実施の形態の端部絶縁部材230では、W相の渡り線は、W相の渡り線が通される溝251wの底部と凸部253wによって、軸方向に沿った両方向の位置が規制される。これにより、溝251に設けるブリッジ252の数を少なくすることができる。なお、本実施の形態では、渡り線が通される溝のうち、溝251w以外の溝(例えば、溝251u、251v)にブリッジが設けられているため、外壁部材250の固定子コアと反対側が径方向外側に開くのを防止することができる。
【0030】
端部絶縁部材の第3の実施の形態330が、図8、図9に示されている。図8は、第3の実施の形態の端部絶縁部材330の斜視図であり、図9は、図8を矢印IX方向から見た図である。第3の実施の形態の端部絶縁部材330は、回転子の極数が6、固定子のスロット数が9であり、3相の固定子巻線を有する回転機に用いられるものである。
端部絶縁部材330は、複数の内壁部材340、外壁部材350、複数の連結部材360を有している。外壁部材350には、固定子コア20と反対側が開口しており、深さがD3である複数の溝351が設けられている。また、外壁部材350の外周面350aには、径方向外側に飛び出ている複数の凸部353が設けられている。
本実施の形態の端部絶縁部材330では、第2の実施の形態の端部絶縁部材230と同様に、U相の渡り線が通される溝351uには、溝351uの開口部から距離U3(D3>U3)の位置にブリッジ352uが設けられ、V相の渡り線が通される溝351vには、溝351vの開口部から距離V3(D3>V3>U3)の位置にブリッジ352vが設けられているが、W相の渡り線が通される溝351wにはブリッジが設けられていない。
そして、溝351uを通されるU相の渡り線(図示省略)は、ブリッジ352uと凸部353uの間に配置される。凸部353uは、ブリッジ352uに対して軸方向に沿って固定子コア20と反対側に離れた位置に設けられている。これにより、U相の渡り線は、ブリッジ352uおよび凸部353uによって、軸方向に沿った一方方向(固定子コア方向)の位置および他方方向(固定子コアと反対方向)の位置が規制される。また、溝351vに通されるV相の渡り線(図示省略)は、ブリッジ352vと凸部353vの間に配置される。凸部353vは、ブリッジ352vに対して軸方向に沿って固定子コア20と反対側に離れた位置に設けられている。これにより、V相の渡り線は、ブリッジ352vおよび凸部353vによって、軸方向に沿った一方方向(固定子コア方向)の位置および反対方向(固定子コアと反対方向)の位置が規制される。また、溝351wに通されるW相の渡り線(図示省略)は、溝351wの底部と凸部353wの間に配置される。凸部353wは、溝351wの底部に対して軸方向に沿って固定子コア20と反対側に離れた位置に設けられている。これにより、W相の渡り線は、溝351wの底部および凸部353wによって、軸方向に沿った一方方向(固定子コア方向)の位置および他方方向(固定子コアと反対方向)の位置が規制される。
【0031】
端部絶縁部材の第4の実施の形態430が、図10、図11に示されている。図10は、第4の実施の形態の端部絶縁部材430の斜視図であり、図11は、図10を矢印XI方向から見た図である。第4の実施の形態の端部絶縁部材430は、回転子の極数が8または10、固定子のスロット数が12であり、3相の固定子巻線を有する回転機に用いられるものである。
端部絶縁部材430は、複数の内壁部材440、外壁部材450、複数の連結部材460を有している。外壁部材450には、固定子コア20と反対側が開口しており、深さがD4である複数の溝451が設けられている。また、外壁部材450の外周面450aには、径方向外側に飛び出ている複数の凸部453が設けられている。
本実施の形態の端部絶縁部材430では、第2の実施の形態の端部絶縁部材230と同様に、U相の渡り線が通される溝451uには、溝451uの開口部から距離U4(D4>U4)の位置にブリッジ452uが設けられ、V相の渡り線が通される溝451vには、溝451vの開口部から距離V4(D4>V4>U4)の位置にブリッジ452vが設けられているが、W相の渡り線が通される溝451wにはブリッジが設けられていない。
そして、溝451uを通されるU相の渡り線(図示省略)は、ブリッジ452uと凸部453uの間に配置される。また、溝451vに通されるV相の渡り線(図示省略)は、ブリッジ452vと凸部453vの間に配置される。また、溝451wに通されるW相の渡り線(図示省略)は、溝451wの底部と凸部453wの間に配置される。本実施の形態では、ブリッジ452u、452vと凸部453u、453vとの位置関係、溝451wの底部と凸部453wとの位置関係は、図5〜図8と同様である。
【0032】
第1〜第4の実施の形態の端部絶縁部材では、外壁部材に同じ深さの溝を設けたが、深さが異なる溝を設けることもできる。端部絶縁部材の第5の実施の形態530が、図12、図13に示されている。図12は、第5の実施の形態の端部絶縁部材530の斜視図であり、図13は、図12を矢印XIII方向から見た図である。第5の実施の形態の端部絶縁部材530は、回転子の極数が6、固定子のスロット数が9であり、3相の固定子巻線を有する回転機に用いられるものである。
端部絶縁部材530は、複数の内壁部材540、外壁部材550、複数の連結部材560を有している。
外壁部材550には、固定子コア20と反対側が開口しており、深さが異なる溝551が設けられている。本実施の形態では、深さがD5である複数の溝551u、深さがD6(D6>D5)である複数の溝551v、深さがD7(D7>D6)である複数の溝551wの3種類の溝が設けられている。そして、U相の渡り線は、複数の溝551uのうちのいずれかに通され、V相の渡り線は、複数の溝551vのうちのいずれかに通され、W相の渡り線は、複数の溝551wのうちのいずれかに通される。
また、渡り線が通される溝にブリッジが設けられている。本実施の形態では、最も深さが長い溝(最も深い溝)にブリッジが設けられている。すなわち、W相の渡り線が通される溝551wには、溝551wの開口部から距離W5(D7>W5)の位置にブリッジ552wが設けられているが、U相の渡り線が通される溝551uおよびV相の渡り線が通される溝551vには、ブリッジが設けられていない。
また、外壁部材550の外周面550aには、径方向外側に飛び出ている複数の凸部553が設けられている。
本実施の形態では、溝551uを通されるU相の渡り線(図示省略)は、溝551uの底部と凸部553uの間に配置される。凸部553uは、溝551uの底部に対して軸方向に沿って固定子コア20と反対側に離れた位置に設けられている。これにより、U相の渡り線は、溝551uの底部によって、軸方向に沿った一方方向(固定子コア方向)の位置が規制され、凸部553uによって、軸方向に沿った他方方向(固定子コアと反対方向)への移動が規制される。
また、溝551vを通されるV相の渡り線(図示省略)は、溝551vの底部と凸部553vの間に配置される。凸部553vは、溝551vの底部に対して軸方向に沿って固定子コア20と反対側に離れた位置に設けられている。これにより、V相の渡り線は、溝551vの底部によって、軸方向に沿った一方方向(固定子コア方向)の位置が規制され、凸部553vによって、軸方向に沿った他方方向(固定子コアと反対方向)の位置が規制される。
また、溝551wを通されるW相の渡り線(図示省略)は、溝551wに設けられているブリッジ552wと凸部553wの間に配置される。凸部553wは、ブリッジ552wに対して軸方向に沿って固定子コア20側に離れた位置に設けられている。これにより、W相の渡り線は、ブリッジ552wによって、軸方向に沿った一方方向(固定子コア方向)の位置が規制され、凸部553wによって、軸方向に沿った他方方向(固定子コアと反対方向)の位置が規制される。
溝551uの深さD5、溝551vの深さD6、溝551wの深さD7、溝551wの開口部とブリッジ552wの配設位置との間の距離W5は、溝551uの底部と凸部553uの間に配置されるU相の渡り線、溝551vの底部と凸部553vの間に配置されるV相の渡り線、ブリッジ552wと凸部553wの間に配置されるW相の渡り線が、外壁部材550の外周面550aに、相互に接触しないで配置されるように設定される。
本実施の形態の端部絶縁部材530では、深さが異なる3種類の溝を設けたが、深さが異なる溝の数は2以上の適宜の数を選択することができる。また、深さが異なる3種類の溝のうち最も深さが長い溝551のうちの少なくとも1つにブリッジ552を設けたが、他の深さの溝551の少なくとも1つにもブリッジ552を設けてもよい。すなわち、「最も深さが長い溝のうちの少なくとも1つにブリッジが設けられている」態様には、「少なくとも、深さが長い溝を含む溝のうちの少なくとも1つの溝にブリッジが設けられている」態様が包含される。
【0033】
本実施の形態の端部絶縁部材550は、第1の実施の形態の端部絶縁部材130と同様の効果を有する。
さらに、本実施の形態の端部絶縁部材550では、深さが短い溝551uを通されるU相の渡り線は、溝551uの底部と凸部553uによって、また、溝551vを通されるV相の渡り線は、溝551vの底部と凸部553vによって、軸方向に沿った両方向の位置が規制される。これにより、溝551に設けるブリッジ552の数を少なくすることができる。
なお、本実施の形態では、最も深さが短い溝551uを通される渡り線は、溝551uの底部と凸部の間に配置し、他の溝551v、551wを通される渡り線は、ブリッジと凸部の間に配置することもできる。
【0034】
以上の実施の形態では、本発明の端部絶縁部材を固定子コアの軸方向両側に設けたが、固定子コアの一方側に設けてもよい。すなわち、本発明の端部絶縁部材は、固定子コアの軸方向両側の少なくとも一方側に設けられていればよい。例えば、固定子コアの軸方向両側の一方側に配置される端部絶縁部材として用い、他方側の端部絶縁部材として、ブリッジが設けられていない端部絶縁部材あるいは溝とブリッジが設けられていない端部絶縁部材を用いることがきる。
また、固定子巻線を結線する渡り線は、固定子コアの軸方向両側の一方側に配置することもできるし両側に配置することもできる。例えば、本発明の端部絶縁部材を固定子コアの軸方向両側に設け、一方の端部絶縁部材に渡り線を配置することができる。あるいは、本発明の端部絶縁部材を固定子コアの軸方向両側に設け、両方の端部絶縁部材に渡り線を配置することができる。あるいは、本発明の端部絶縁部材を固定子コアの軸方向両側の一方側に設け、当該一方側に設けた端部絶縁部材に渡り線を配置することができる。
【0035】
ここで、1つの溝を跨ぐブリッジを、固定子巻線を構成する導線が通される溝に設ける場合について、ブリッジの数(ブリッジが設けられる溝の数)の適切範囲について検討した。
その結果、Nを「1」を含まない正の整数とした場合、回転子の極数が2N、固定子のスロット数が3Nである回転機では、ブリッジの数(ブリッジが設けられる溝の数)は、[4(N−1)]以上必要であることが分かった。また、好適には、[6(N−1)]以下であればよいことがわかった。
【0036】
本発明は、実施の形態で説明した構成に限定されず、種々の変更、追加、削除が可能である。
実施の形態では、固定子、回転子および電気子巻線等を備える回転機について説明したが、本発明は、固定子コアと、固定子コアの軸方向両側の少なくとも一方側に配置される端部絶縁部材を備える固定子として、あるいは、固定子コアの軸方向両側の少なくとの一方側に配置される端部絶縁部材として構成することもできる。
溝を跨ぐブリッジとして、1つの溝を跨ぐブリッジを設けたが、複数の溝を跨ぐブリッジを設けることもできる。すなわち、「1つの溝を跨ぐブリッジ」は、「1つの溝のみを跨ぐブリッジ」と「複数の溝を跨ぐブリッジ」を包含する。
溝を跨ぐブリッジとして外壁部材の外周面から径方向外側に飛び出ているブリッジを用いたが、少なくとも一部が溝内に存在するブリッジを用いることもできる。
渡り線の軸方向の位置を規制する方法としては、溝に設けたブリッジによって規制する方法、外壁部材の外周面に設けた凸部によって規制する方法、溝の底部によって規制する方法、溝に設けたブリッジと外壁部材の外周面に設けた凸部によって規制する(渡り線をブリッジと凸部の間に配置する)方法、溝の底部と外壁部材に外周面に設けた凸部によって規制する(渡り線を溝の底部と凸部の間に配置する)方法のうちのいずれか1つあるいは適宜選択した複数を用いることができる。
端部絶縁部材の外壁部材に設ける溝の数や深さは、端部絶縁部材を形成する材料の量等に応じて適宜選択される。また、ブリッジを設ける溝の位置や溝の数は、外壁部材の固定子コアと反対側の径方向外側への開き量等に応じて適宜選択される。
固定子巻線を結線する渡り線が通される溝にブリッジを設けたが、渡り線が通されない溝にブリッジを設けてもよい。
端部絶縁部材を樹脂により成形したが、樹脂以外の種々の材料により成形することができる。
固定子巻線を構成する導線としては、銅線やアルミニウム線等の導電性を有する種々の導線を用いることができる。アルミニウム線は、銅線等に比べて柔らかい。このため、導線としてアルミニウム線を用いる場合には、銅線等を用いる場合に比べて、端部絶縁部材の外壁部材の外周面に沿って渡り線を配置する作業が容易である。
【符号の説明】
【0037】
10 固定子
20 固定子コア
21 ヨーク
22 ティース
23 ティース基部
24 ティース先端部
22a ティース先端面
25 スロット
26 回転子収容空間
80 導線
81、81u、81v、81w 渡り線
130、230、330、430、530、630 端部絶縁部材
140、240、340、440、540、640 内壁部材(第1の部材)
150、250、350、450、550、650 外壁部材(第2の部材)
150a、250a、350a、450a、550a 外周面
150b、250b、350b、450b、550b 内周面
151、151a、151b、151u、151v、151w、251、251u、251v、251w、351、351u、351v、351w、451、451u、451v、451w、551、551u、551v、551w、651 溝
152、152u、152v、152w、252、252u、252v、352、352u、352v、452、452u、452v、552、552u、552v、552w、652 ブリッジ
153、153u、153v、153w、253、253u、253v、253w、353、353u、353v、353w、453、453u、453v、453w、553、553u、553v、553w 凸部
160、260、360、460、560、660 連結部材
【特許請求の範囲】
【請求項1】
固定子コアの軸方向両側の少なくとも一方側に配置される端部絶縁部材であって、
軸方向に直角な断面で見て、
周方向に沿って延びているとともに、軸方向に沿って延びている複数の第1の部材と、
前記第1の部材より径方向外側に配置され、周方向に沿って延びているとともに、軸方向に沿って延びている第2の部材と、
径方向に沿って延びているとともに、前記各第1の部材の固定子コア側と前記第2の部材の固定子コア側に連結されている複数の連結部材を備えており、
前記第2の部材は、固定子コアと反対側が開口している複数の溝が設けられているとともに、前記複数の溝のうちの少なくとも1つには、当該少なくとも1つの溝を跨ぐブリッジが設けられていることを特徴とする端部絶縁部材。
【請求項2】
請求項1に記載の端部絶縁部材であって、
前記ブリッジは、前記第2の部材の外周面から径方向外側に飛び出ていることを特徴とする端部絶縁部材。
【請求項3】
請求項1または2に記載の端部絶縁部材であって、
固定子巻線を結線する複数の渡り線が、それぞれ前記複数の溝のうちのいずれかを通って前記第2の部材の外周面に周方向に沿って配置され、
前記複数の渡り線が通される溝のうちの少なくとも1つに前記ブリッジが設けられていることを特徴とする端部絶縁部材。
【請求項4】
請求項1〜3のいずれかに記載の端部絶縁部材であって、
前記ブリッジは、前記第2の部材と前記連結部材との連結箇所に対して周方向両側に隣接する溝のうちの少なくとも一方に設けられていることを特徴とする端部絶縁部材。
【請求項5】
請求項4に記載の端部絶縁部材であって、
前記第2の部材は、外周面から径方向外側に飛び出ている複数の凸部が設けられており、
前記少なくとも1つの溝を通る渡り線は、前記少なくとも1つの溝に設けられているブリッジと、前記複数の凸部のうち、前記少なくとも1つの溝に設けられているブリッジに対して軸方向に沿って固定子コアと反対側に離れた位置に設けられている少なくとも1つの凸部の間に配置されることを特徴とする端部絶縁部材。
【請求項6】
請求項1〜5のいずれかに記載の端部絶縁部材であって、
前記複数の溝は、深さが同じ溝により構成されていることを特徴とする端部絶縁部材。
【請求項7】
請求項1〜5のいずれかに記載の端部絶縁部材であって、
前記複数の溝は、深さが異なる溝により構成されており、
前記ブリッジは、深さが最も長い溝のうちの少なくとも1つに設けられていることを特徴とする端部絶縁部材。
【請求項8】
固定子コアと、前記固定子コアの軸方向両側に配置される端部絶縁部材と、固定子巻線を備える固定子であって、
前記固定子コアの軸方向両側の少なくとも一方側に配置される端部絶縁部材として請求項1〜7のいずれかに記載の端部絶縁部材が用いられていることを特徴とする固定子。
【請求項9】
請求項8に記載の固定子であって、
前記固定子巻線は、アルミニウム線により構成されていることを特徴とする固定子。
【請求項10】
固定子と、回転子を備える回転機であって、
前記固定子として請求項8または9に記載の固定子が用いられていることを特徴とする回転機。
【請求項1】
固定子コアの軸方向両側の少なくとも一方側に配置される端部絶縁部材であって、
軸方向に直角な断面で見て、
周方向に沿って延びているとともに、軸方向に沿って延びている複数の第1の部材と、
前記第1の部材より径方向外側に配置され、周方向に沿って延びているとともに、軸方向に沿って延びている第2の部材と、
径方向に沿って延びているとともに、前記各第1の部材の固定子コア側と前記第2の部材の固定子コア側に連結されている複数の連結部材を備えており、
前記第2の部材は、固定子コアと反対側が開口している複数の溝が設けられているとともに、前記複数の溝のうちの少なくとも1つには、当該少なくとも1つの溝を跨ぐブリッジが設けられていることを特徴とする端部絶縁部材。
【請求項2】
請求項1に記載の端部絶縁部材であって、
前記ブリッジは、前記第2の部材の外周面から径方向外側に飛び出ていることを特徴とする端部絶縁部材。
【請求項3】
請求項1または2に記載の端部絶縁部材であって、
固定子巻線を結線する複数の渡り線が、それぞれ前記複数の溝のうちのいずれかを通って前記第2の部材の外周面に周方向に沿って配置され、
前記複数の渡り線が通される溝のうちの少なくとも1つに前記ブリッジが設けられていることを特徴とする端部絶縁部材。
【請求項4】
請求項1〜3のいずれかに記載の端部絶縁部材であって、
前記ブリッジは、前記第2の部材と前記連結部材との連結箇所に対して周方向両側に隣接する溝のうちの少なくとも一方に設けられていることを特徴とする端部絶縁部材。
【請求項5】
請求項4に記載の端部絶縁部材であって、
前記第2の部材は、外周面から径方向外側に飛び出ている複数の凸部が設けられており、
前記少なくとも1つの溝を通る渡り線は、前記少なくとも1つの溝に設けられているブリッジと、前記複数の凸部のうち、前記少なくとも1つの溝に設けられているブリッジに対して軸方向に沿って固定子コアと反対側に離れた位置に設けられている少なくとも1つの凸部の間に配置されることを特徴とする端部絶縁部材。
【請求項6】
請求項1〜5のいずれかに記載の端部絶縁部材であって、
前記複数の溝は、深さが同じ溝により構成されていることを特徴とする端部絶縁部材。
【請求項7】
請求項1〜5のいずれかに記載の端部絶縁部材であって、
前記複数の溝は、深さが異なる溝により構成されており、
前記ブリッジは、深さが最も長い溝のうちの少なくとも1つに設けられていることを特徴とする端部絶縁部材。
【請求項8】
固定子コアと、前記固定子コアの軸方向両側に配置される端部絶縁部材と、固定子巻線を備える固定子であって、
前記固定子コアの軸方向両側の少なくとも一方側に配置される端部絶縁部材として請求項1〜7のいずれかに記載の端部絶縁部材が用いられていることを特徴とする固定子。
【請求項9】
請求項8に記載の固定子であって、
前記固定子巻線は、アルミニウム線により構成されていることを特徴とする固定子。
【請求項10】
固定子と、回転子を備える回転機であって、
前記固定子として請求項8または9に記載の固定子が用いられていることを特徴とする回転機。
【図1】


【図2】
【図3】

【図4】
【図5】
【図6】
【図7】
【図8】
【図9】

【図10】
【図11】
【図12】
【図13】
【図14】

【図15】
【図16】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【公開番号】特開2013−115949(P2013−115949A)
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願番号】特願2011−261040(P2011−261040)
【出願日】平成23年11月29日(2011.11.29)
【出願人】(000100872)アイチエレック株式会社 (58)
【Fターム(参考)】
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願日】平成23年11月29日(2011.11.29)
【出願人】(000100872)アイチエレック株式会社 (58)
【Fターム(参考)】
[ Back to top ]