
端面加工装置
【課題】トルシアボルトの破断面に生じたバリを確実に除去することが出来て、しかも、周辺に金属片が飛散しない端面加工装置の提供。
【解決手段】バリ除去用工具(10)と、バリ除去用工具を回転するための回転機構(R)と、金属粉を捕集する金属粉収集機構とを有し、バリ除去用工具(10)はトルシアボルト(1)の中心軸方向(図1の矢印Y)へ移動可能に構成されている。
【解決手段】バリ除去用工具(10)と、バリ除去用工具を回転するための回転機構(R)と、金属粉を捕集する金属粉収集機構とを有し、バリ除去用工具(10)はトルシアボルト(1)の中心軸方向(図1の矢印Y)へ移動可能に構成されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、トルシア形高力ボルト(トルシアボルト)に関し、より詳細には、トルシアボルトの破断面に生じたバリを除去する技術に関する。
【背景技術】
【0002】
たとえば橋梁工事では、強度を高くした高力ボルトが用いられる。
その様な高力ボルトの一種として、トルシアボルトがある。トルシアボルトはボルト端部(ボルトヘッドとは反対側の端部)にピンテールが設けられており、所定の締め付け力が付加されるとピンテールが破断し、ボルトの締め付けが完了する。
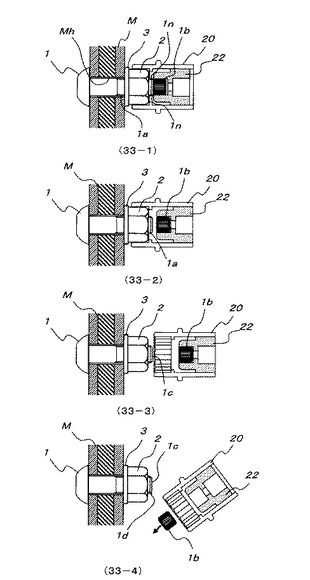
図33は、締め付け機によって、3枚構成の母材Mをトルシアボルト1およびナット2によって締結する手順を、4工程に分解して表現している。
以下、図33を参照して、トルシアボルト1及びナット2の締結作業工程を簡単に説明する。
【0003】
図33において、「33-1」は、すでに、母材Mのボルト取付け孔Mhにトルシアボルト1が貫通し、トルシアボルト1の雄ねじ部1aに平座金3を介してナット2が螺合した状態(軽く仮締めした状態)を示している。
トルシアボルト1の雄ねじ部1aの先端には、破断溝1nを挟んで歯型が形成されたピンテール1bが設けられている。
【0004】
図33(33−1)において、インナースリーブ22にトルシアボルト1のピンテール1bを完全に挿入させてから、締め付け機を軽く押しながらアウタースリーブ20にナット2を嵌め込む。
ここで、インナースリーブ22は、アウタースリーブ20内を所定距離だけ移動できるように構成されている。
【0005】
図33の「33-2」では、締め付け機のスイッチを入れる。これにより、アウタースリーブ20が回転し、締め付けが行われる。そして、締め付けトルクが所定値になると、破断溝1nにおいてトルシアボルト1は破断する。
【0006】
図33の「33-3」において、破断溝1nが破断したならば、締め付け機のスイッチを切り、同時に締め付け機を図33の右方に引き、アウタースリーブ20をナット2から外す。
【0007】
図33の「33-4」では、たとえば締め付け機の図示しないチップレバーを引っ張り、アウタースリーブ20内のインナースリーブ22を前進せしめて、所定位置で停止させる。その際に、インナースリーブ22内に保持されていたピンテール1bが、インナースリーブ22及びアウタースリーブ20の外に放出される。
【0008】
図33で示すように、トルシアボルト1の雄ねじ部1aとピンテール1bとを破断すると、雄ねじ部1a端部の破断面1cには、バリ1dが形成されてしまう。
バリ1dは、鋭利であり、そのままにしておくことは作業者にとって危険であるため、除去する必要がある。
また、破断面の防錆処理(錆防止のために塗装を施す)を施す際に、そのようなバリ1dの存在により、防錆処理塗装の塗膜厚が不十分な厚さとなってしまう場合が多く、当該箇所(バリ1dが存在し、塗膜厚が不十分な個所)から錆が発生し易い。
【0009】
一般的な錆の除去は、たとえば、図34に示すような電動式カップブラシBcを用いる場合が多い。
しかし、電動カップブラシBcでは、せいぜい錆の除去が限界であり、ピンテール切断面1cにおけるバリの除去は困難である。
【0010】
これに対して、たとえば、図示しないディスクグラインダーの様な研削工具でバリ取り仕上げすることが考えられる。
しかし、グラインダー等で加工した場合は、作業性が悪い。
また、加工の際に金属粉が飛散し、そのような金属粉が周囲の母材に付着すると、金属粉が付着した箇所から錆びてしまう(いわゆる「もらい錆び」)という不都合が生じる。
【0011】
その他の従来技術として、加工するべきワークと切削ツールとの振動を削減して、種々の寸法のワークにおける端面加工が可能な端面加工用ツールが提案されている(たとえば、特許文献1参照)。
しかし、係る従来技術(特許文献1)では、橋梁作業のようなトルシアボルトを用いる作業現場で用いるには不適当である。また、端面加工時に発生する金属粉の処理については、何等言及していない。そのため、金属片の飛散と、周辺部分におけるいわゆる「もらい錆び」の問題については、何等解決しない。
【特許文献1】特表2002−520167号公報
【発明の開示】
【発明が解決しようとする課題】
【0012】
本発明は上述した従来技術の問題点に鑑みて提案されたものであり、作業現場においてトルシアボルトの破断面に生じたバリを確実に除去することが出来て、しかも、周辺に金属片が飛散しない端面加工装置の提供を目的としている。
【課題を解決するための手段】
【0013】
本発明の端面加工装置は、バリ除去用工具(10)と、バリ除去用工具を回転するための回転機構(R)と、金属粉を捕集する金属粉収集機構とを有し、バリ除去用工具(10)はトルシアボルト(1)の中心軸方向(図1の矢印Y)へ移動可能に構成されていることを特徴としている(請求項1)。
ここで金属粉収集機構は、フード部(12A)に空気侵入系統(15)と空気排出系統(16)を設け、フード部(12A)内部に空気流を発生して、その空気流により金属粉を連行するように構成することが好ましい(図13、図14)。
あるいは、フード部(12)内に磁力発生機構(永久磁石19A、電磁石19B)を備えることが好ましい(図15、図16)。
【0014】
本発明において、ナット(2)及びトルシアボルト(1)の余長部分(図3のL)を包囲するフード部(12)を備えているのが好ましい(請求項2)。
この場合、バリ除去用工具(10)の回転方向は、ナット(2)を締め付ける方向の反対方向とする。
【0015】
バリ除去用工具(10)を回転するための回転機構(R)は、出力軸(14S)がバリ除去用工具(10)と機械的に結合されたモータ(14)であるのが好ましい(請求項3)。
ここで、モータ(14)は電動モータ、油圧モータ、その他のモータを適用可能である。
【0016】
また、バリ除去用工具(10)を回転するための回転機構は、(端面加工)装置外部の回転源(70)に接続可能に構成された棒状部材(シャンク60)を有し、その棒状部材(60)はバリ除去用工具(10)に接続され、あるいは、バリ除去用工具(10)に対して脱着可能に構成されているのが好ましい(請求項4:図30〜図32)。
【0017】
上述した本発明の端面加工装置(請求項1〜4のいずれか1項の端面加工装置)のバリ除去用工具(10CA、10CE)において、1本の刃(直線刃101C、円弧状の刃104Ce)から構成されているのが好ましい(請求項5:図17、図18、図22、図23)。
また、本発明の端面加工装置(請求項1〜4のいずれか1項の端面加工装置)のバリ除去用工具(10CB、10CD、10CF、10CG)において、端面加工用の刃(端面刃101C)と縁部加工用の刃(傾斜刃102C、湾曲した刃103C)とを有しているのが好ましい(請求項6:図19〜図25、)。
或いは本発明の本発明の端面加工装置(請求項1〜4のいずれか1項の端面加工装置)のバリ除去用工具(10CH)において、円盤状の砥石(40)を備えているのが好ましい(請求項7:図26)。
さらに本発明の端面加工装置(請求項1〜4のいずれか1項の端面加工装置)のバリ除去用工具(10CI、10CJ、10CK)において、凹部が形成された砥石(41、42、43)を有しているのが好ましい(請求項8:図27、図28、図29)。
【0018】
本発明の加工方法は、端面加工装置を用いてトルシアボルト(1)の破断面(1c)を加工する加工方法において、端面加工装置のバリ除去用工具(10)をトルシアボルト(1)の中心軸方向(図1の矢印Y)へ移動してトルシアボルト(1)の破断面(1c)に押し付けて回転する工程を有することを特徴としている(請求項9)。
ここで、前記端面加工装置は、請求項1〜請求項8の何れか1項に記載されている端面加工装置である。
【発明の効果】
【0019】
上述する構成を具備する本発明の端面加工装置によれば、バリ除去用工具(10)をトルシアボルト(1)の中心軸方向(矢印Y)へ移動して、トルシアボルト(1)の破断面(1c)に押し当てることにより、破断面(1c)に生じたバリ(1d)を確実に除去することが出来る(図2参照)。
【0020】
ここで、フード部(12)は、ナット(2)及びトルシアボルト(1)の余長部分(図3の符号Lの部分)を包囲するように構成されているので、バリ除去用工具(10)によりトルシアボルト(1)の破断面(1c)からバリ(1d)が除去される際に金属粉が発生しても、その金属粉が端面加工装置(100)の外部に漏れ出して、周囲に拡散してしまうことはない。
金属粉が拡散しないため、金属粉が周辺の母材に付着して「もらい錆び」の原因となることも防止される。
【0021】
本発明において、バリ除去用工具(10)の回転方向を、ナット(2)を締め付ける方向の反対方向とすることにより、バリ除去用工具(10)が回転する際の反力をナット(2)の締め付け方向へ作用せしめ、ナット(2)の緩みを防止することが出来る。
【0022】
また本発明では、金属粉収集機構(12H、15、16、19A、19B)を有しているので、端面加工装置(100、107、108、109、110)の外部に金属粉が拡散する以前の段階で、当該金属粉が収集される。そのため、金属粉が端面加工装置(100、107、108、109、110)外部に拡散してしまうことが、確実に防止される。
【発明を実施するための最良の形態】
【0023】
以下、添付図面を参照して、本発明の実施形態について説明する。
図1、図2は本発明の第1実施形態を示す。
図1、図2の第1実施形態は、作用効果を模式的に表現した実施形態である。第1実施形態で示す作用効果を奏する具体的な構成に関しては、図4(第2実施形態)以下を参照して、後述する。
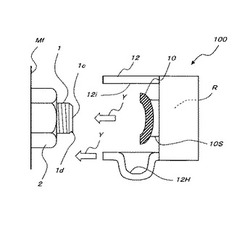
図1では、トルシアボルト1の破断面1cに生じたバリ1dを除去するべく、全体を符号100で示す端面加工装置を、図1の矢印Y方向へ移動して、破断面1cへ近接させている状態が示されている。ここで、トルシアボルト1にはナット2が螺合している。
【0024】
図1において、端面加工装置100は、バリ除去用工具10と、回転機構Rと、円筒状のフード部12とを有している。
バリ除去用工具10は、シャフト10Sの先端に支持され、そのシャフト10Sは、回転機構Rの電動モータ14(図4、図5を参照して後述)によって回転駆動される。
【0025】
フード部12の下方には、フード部の半径外方に膨らむように表現された凹部12Hが形成されている。凹部12Hは、端面加工時に発生する金属粉を収集するための機構である。
図1、図2では、簡略化のために凹部12Hがフード部12の下方にのみ設けられて図示されているが、当該凹部12Hはフード部12の円周方向全周にわたって設けられていることが好適である。
図1における符号Mfは、被締結物である母材の表面を示す。
【0026】
バリ除去用工具10としては、たとえば、エッジ等の切削工具や、グラインダーのような研削工具が用いられる。
【0027】
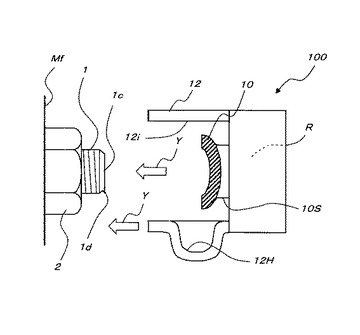
図2で示す状態では、バリ除去用工具10が回転しながら、トルシアボルト1の破断面1cへ押し当てられている。
バリ除去用工具10により、破断面1cからバリ1dが除去するためには、バリ除去用工具10を破断面1cに接触させるのみでは不充分である。バリ除去用工具10を破断面1cに接触してから、図2の矢印Yで示す方向に、(バリ除去用工具10を)さらに押し込む必要がある。
図2で示すように、バリ除去用工具10が回転しながらトルシアボルト1の破断面1cへ押し当てられることにより、ブラシでこする場合(図34)とは異なり、破断面1cに形成されたバリ1dは確実に除去される。
【0028】
図2で示すように、端面加工装置100のフード部12の端面12eが、トルシアボルト1で締結されている母材(たとえば鋼材)の表面Mfに当接しているので、トルシアボルト1端部は、端面加工装置100によって、完全に包囲されている。
そのため、バリ除去用工具10によりバリ1dが除去される際に発生する金属粉は、端面加工装置100の外部に漏れ出す恐れがなく、周囲に拡散してしまうことが防止される。そして、金属粉が拡散しないため、金属粉が周辺の母材Mに付着して「もらい錆び」の原因となることもない。
なお、バリ1dが除去される際に生ずる金属粉は、端面加工装置100に設けた凹部12H(金属粉収集機構)により収集される。
【0029】
上述したように、確実にバリ1dを除去するためには、バリ除去用工具10をトルシアボルト1の破断面1cに接触させてから、母材表面Mf側(図1、図2では矢印Y側)へ、さらに押し込む必要がある。
そのためには、端面加工装置100のフード部12の端面12eを母材表面Mfへ確実に当接させた状態から、トルシアボルト1の破断面1c側あるいは母材表面Mfに近接する方向(図2の矢印Y方向)へ、バリ除去用工具10を移動しなければならない。
【0030】
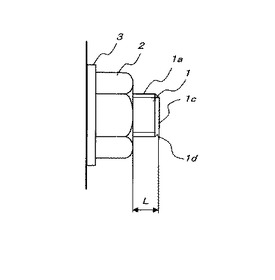
ここで、フード部12の長さとバリ除去用工具10の位置とを調節することも考えられるが、トルシアボルト1の余長(図3の符号L)が一定寸法であるとは限らない。
そのため、図示の実施形態においては、フード部12の端面12eを母材表面Mfへ確実に当接させた状態から、母材表面Mfに近接する方向(図2の矢印Y方向)あるいは離隔する方向へ、バリ除去用工具10を移動可能に構成している。
なお、図3において、符号3は平座金を用いた場合の平座金を示す。
【0031】
また、バリ除去用工具10を回転して、トルシアボルト1の破断面1cのバリ1dを除去するに際しては、バリ除去用工具10の回転を支持して、バリ1dと相対的に回転せしめる必要がある。
【0032】
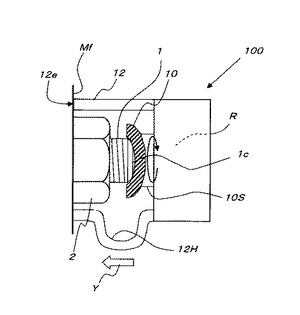
明確には図示されてはいないが、バリ除去用工具10の回転方向は、ナット2を締め付ける方向の反対方向とされている。バリ除去用工具10が回転する際の反力が、ナット2を締め付ける方向へ作用するからである。
【0033】
図示されてはいないが、バリの除去作業を行う作業者が、端面加工装置100を強固に保持することにより、バリ除去用工具10の回転の反力を受け止め、バリ除去用工具10の回転を支持する。
【0034】
図4、図5は、第2実施形態を示している。
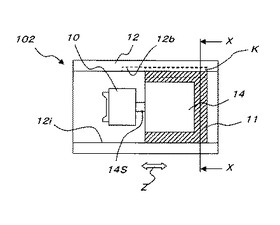
図4、図5において、全体を符号102で示す端面加工装置は、母材表面(図1、図2の符号Mf)に近接する方向(図1、図2の矢印Y方向)あるいは離隔する方向(図1、図2の矢印Yとは反対方向)へ、バリ除去用工具10を移動可能に構成している。
【0035】
図4、図5において、端面加工装置102は、バリ除去用工具10と、ケーシング11と、フード部12とを有している。
ケーシング11には電動モータ14が支持されている。電動モータ14の回転軸14Sの先端に、バリ除去用工具10が取付けられている。
フード部12の内周12iの直径は、ケーシング11の外周の直径とほぼ等しいか、あるいは若干大きくなるように設定されている。
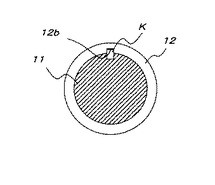
図5で示されているように、フード部12の内周12iには、キー溝12bが形成されている。そして、ケーシング11の外周には、矩形断面のキーKが取付けられ、そのキーKがフード部12の内周12iに形成されたキー溝12bに係合している。
【0036】
キーKがキー溝12b内をスライドして、図4の矢印Z方向に移動することにより、バリ除去用工具10と電動モータ14とケーシング11は、フード部12に対して、図4の矢印Z方向に移動可能となっている。
ここで、バリ除去用工具10と電動モータ14とケーシング11を、フード部12に対して、図4の矢印Z方向に移動するための手段は、図4、図5では図示されていないが、別途機械的手段を用いてもよいし、その他の手段を用いてもよい。もちろん、作業者による手動で、図4の矢印Z方向に移動してもよい。
【0037】
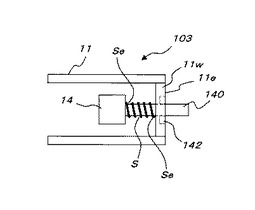
図6、図7は第3実施形態を示している。
図6、図7において、全体を符号103で示す端面加工装置も、バリ除去用工具10(図5、図6では図示せず)及びそれを回転させるモータ14を、トルシアボルト破断面に近接させ、あるいは離隔させるように構成されている。
図6において、端面加工装置103は、バリ除去用工具10(図5、図6では図示せず)及び電動モータ14は軸140により支持されており、軸140は、ケーシング11の後方壁11wを貫通するように構成されている。
図6、図7において、符号11eは、後方壁11wの端面(後端面)を示す。
【0038】
モータ14とケーシング11の後方壁11wの間には、スプリングSが介装されている。スプリングSは、伸張した場合に、収縮する方向へ弾性反撥力が作用するタイプ(引張型)である。
スプリングSの両端Seは、モータ14に係止されていると共に、ケーシング11の後方壁11wに係止されている。
また、軸140が後方壁11wを貫通する箇所から、金属粉が外部に漏出しないように、当該貫通箇所にはシール機構142が設けられている。
【0039】
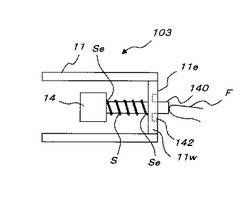
バリ除去用工具をトルシアボルト破断面に近接させる場合には、図7で示すように、作業者は、軸140の後端(トルシアボルト破断面から離隔した側:図7では右端)を(たとえば指Fなどにより)、トルシアボルト破断面側(図7では左側)へ押圧すればよい。
バリ除去用工具をトルシアボルト破断面から離隔させる場合には、図7で示す状態で、軸140の後端の押圧を解除すれば、図6で示す状態に復帰する。上述した通り、スプリングSは伸張した場合に収縮使用とするタイプであり、図7で示す状態ではスプリングSは伸長しているので、収縮する方向へ弾性反撥力が作用するからである。
【0040】
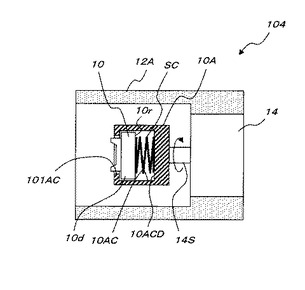
図8〜図10は、第4実施形態を示す。
図8〜図10において全体を符号104で示す端面加工装置も、バリ除去用工具10をトルシアボルト破断面1cに近接させ、あるいは離隔させるように構成されている。
【0041】
図8において、端面加工装置104は、ケーシング一体のフード部12Aと、回転軸14Sを有する電動モータ14と、バリ除去用工具10と、バリ除去用工具取付け部10Aとを備えている。バリ除去用工具取付け部10Aは、モータ回転軸14Sの先端に設けられている。
【0042】
バリ除去用工具取付け部10Aは、内部に空間10ACが形成されており、当該空間10ACにバリ除去用工具10が配置されている。空間10ACのトルシアボルト破断面側(図8の左方)には、開口部101ACが形成されている。
バリ除去用工具10(の円柱の基部10d)の外径は、開口部101ACの直径よりも大きく形成されている。
空間10ACに収容されるバリ除去用工具10(の円柱の基部10d)の軸方向(図8〜図10の左右方向)の長さは、空間10ACの長さよりも短く形成されており、バリ除去用工具10が空間10ACに収容されるようになっている。
【0043】
空間10ACには、コイルスプリングSCが設けられている。図8〜図10において、コイルスプリングSCは、バリ除去用工具10の右端10rと、空間10ACの右端面10ACDとの間に配置されている。そしてコイルスプリングSCは、圧縮されると伸長する方向へ弾性反撥力を発揮するタイプである。
【0044】
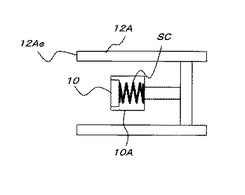
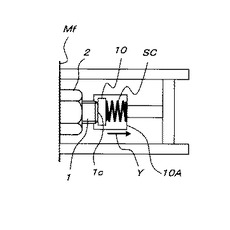
図8〜図10の第4実施形態の作用を、図9、図10を主として参照しつつ、説明する。
図9で示す状態で、フード部12Aの端面12Aeを、母材表面Mf(図10参照)に当接させ、図10で示す状態にせしめる。図10で示す状態では、トルシアボルト1の破断面1cが、バリ除去用工具10を矢印Y方向へ押し込み、スプリングSCを圧縮する。スプリングSCの弾性反撥力は、バリ除去用工具10が破断面1cを押圧するように作用する。
その状態(図10の状態)で、電動モータ(図10では図示を省略)を作動して、バリ除去用工具取付け部10A及びバリ除去用工具10を回転させれば、は断面1cのバリが除去される。
【0045】
バリ除去後、端面加工装置104をナット2から遠ざければ、スプリングSCは伸長して、図9の状態に戻る。
【0046】
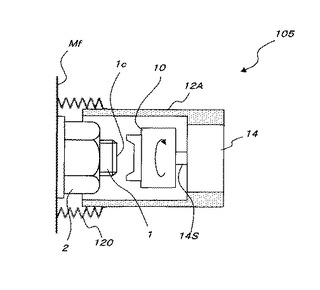
図11は第5実施形態を示す。
図11において全体に符号105で示す端面加工装置も、バリ除去用工具10をトルシアボルト1の破断面1cに近接し、あるいは離隔するように構成している。
図11において、端面加工装置105は、バリ除去用工具10と、ケーシング一体のフード部12Aと、回転軸14Sを有する電動モータ14とを備えている。モータ回転軸14Sの先端に、バリ除去用工具10が支持されている。
【0047】
フード部12の先端側(母材表面Mf側:図11では左側)に、ベローズ120の一端(図示の右端)が取付けられている。ベローズ120の他端(左端)は、母材表面Mfに当接している。
【0048】
図11で示す状態から、バリ除去用工具10がトルシアボルト破断面1cに当接するまで押し込むと、ベローズ120が収縮する。ベローズ120が収縮しても、ベローズ120の先端は母材表面Mfに当接した状態を維持する。
図11の第5実施形態では、ベローズ120によって、バリ取り加工部を覆っているため、バリを除去する際に発生する金属粉は、装置105外へ散乱することが防止される。
【0049】
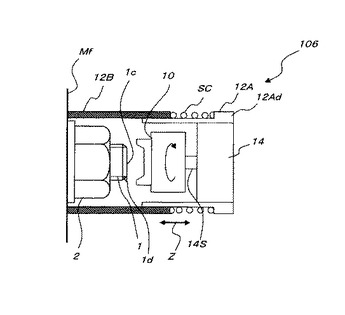
図12は第6実施形態を示す。
図12において全体を符号106で示す端面加工装置も、バリ除去用工具10を、トルシアボルト1の破断面1cに近接し、あるいは離隔させるように構成されている。
【0050】
図12において、端面加工装置106は、第1のフード部12A(図12では右側)と、第2のフード部12B(図12では左側)とを有している。換言すれば、図1〜図11におけるフード部12を、第1のフード部12Aと、第2のフード部12Bとに2分割して構成している。
第1のフード部12Aにおいて、第2のフード部12Bから離隔する側(図12では右側)には、縁部12Adが設けられている。第1のフード部12Aにおける縁部12Ad以外の部分は、第2のフード部12Bの半径方向内方へ、挿入可能となっている。そして、分割したフード部12A、12B同士は、図12の矢印Z方向について、相互に摺動可能に構成されている。
【0051】
第1のフード部12Aにおける第2のフード部12Bに挿入されていない部分と縁部12Adの間には、コイルスプリングSCが介装されている。
図12で示す状態から、バリ除去用工具10がトルシアボルト破断面1cに当接するまで押し込むと、コイルスプリングSCが収縮する。
その際に、母材表面Mfに当接している側の第2のフード部12Bは移動しないが、バリ除去用工具10及びモータ14を支持している側の第1のフード部12Aは、破断面1c側(図12の左側)へ移動して、第2のフード部12Bの半径方向内方に位置する。
その結果、バリ除去用工具10がトルシアボルト破断面1cに押圧され、バリ1dが除去される。
【0052】
バリ除去後、母材表面Mfから端面加工装置106を外せば、コイルスプリングSCが伸長し、図12の状態に戻る。
【0053】
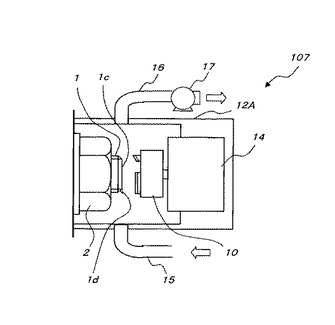
図13は第7実施形態を示す。
図1、図2の第1実施形態では、金属粉収集機構として、フード部12の下方に形成された凹部12Hを設けている。
しかし、たとえば垂直に延在するトルシアボルト1の破断面1cのバリを除去する際に発生する金属片の除去に際しては、図1及び図2で示す様な凹部12Hでは、金属粉の収集には不充分である。
【0054】
図13において、全体を符号107で示す端面加工装置は、トルシアボルト1が垂直方向へ延在している場合においても、破断面のバリを除去する際に発生する金属片を、確実に収集することができる構成となっている。
【0055】
図13において、端面加工装置107は、バリ除去用工具10と、ケーシング一体に構成されたフード部12Aと、電動モータ14とを有している。
フード部12Aには、空気侵入系統15と空気排出系統16とが設けられている。空気排出系統16には、吸い込みポンプ17が介装され、空気排出系統16の端部は、図示しない金属粉貯蔵装置に連通している。
破断面1cのバリを除去するに際して、吸い込みポンプ17を駆動すれば、空気排出系統16側に負圧が発生し、フード部12A内部の金属粉は空気排出系統16に吸い込まれて、図示しない金属粉貯蔵装置に送られる。従って、金属粉が端面加工装置107外に拡散してしまうことが防止される。
【0056】
図13の実施形態は、図4の第2実施形態〜図12の第6実施形態と組み合わせることが可能である。
【0057】
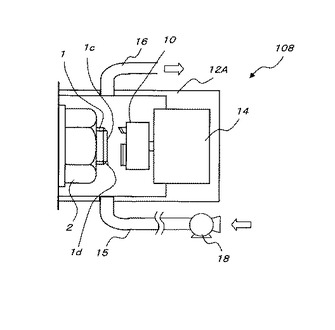
図14は本発明の第8実施形態を示す。
図14において全体を符号108で示す端面加工装置も、バリの除去に際して発生する金属粉を、確実に捕集するように構成されている。
図13では空気排出系統16に吸い込みポンプ17が介装されているが、図14の第8実施形態では、空気侵入系統15に圧縮ポンプ18が介装されている。
【0058】
破断面1cのバリ1dを除去するに際して、圧縮ポンプ18を駆動して空気浸入系統15からフード部12A内に空気を送り込む。そのようにすれば、フード部12A内部が昇圧し、空気排出系統16から排出される空気流が生じる。
バリ除去により発生した金属片は、空気排出系統16へ排出する空気流に連行されて、図示しない金属粉貯蔵装置に送られる。従って、金属粉が端面加工装置108外に拡散してしまうことはない。
【0059】
図14のその他の構成及び作用効果は、図13と同様である。
図14の実施形態も、図4〜図12の第2実施形態〜第6実施形態と組み合わせることが可能である。
【0060】
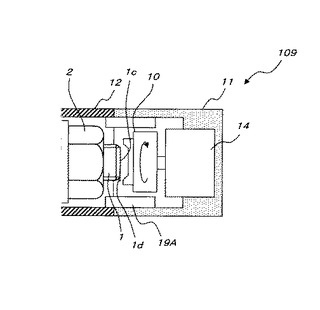
図15は、第9実施形態を示す。
図13、図14の実施形態では、空気流によって金属粉を収集しているが、図15において全体を符号109で示す端面加工装置は、磁力を用いて金属粉を収集している。
【0061】
図15において、端面加工装置109は、バリ除去用工具10と、ケーシング11と、ケーシング11に収容された電動モータ14と、ケーシング先端に取付けられた飛散防止用フード部12とを備えている。
飛散防止用フード部12の半径方向内方の部分、あるいは、ケーシング11の半径方向内方の部分には、金属粉捕集用の永久磁石19Aが設けられている。
【0062】
トルシアボルト1は鋼製であるので、破断面1cのバリ1dを除去する際に発生する金属粉は磁性体である。
従って、金属粉は永久磁石19Aにより吸引され、端面加工装置109の外に拡散してしまうことはない。
【0063】
図15の実施形態は、図4〜図12の実施形態と組み合わせることが可能である。
【0064】
図16は第10実施形態を示す。
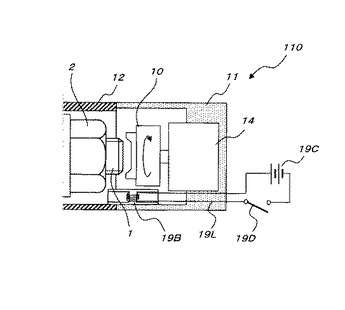
図16において、全体を符号110で示す端面加工装置も、バリの除去に際して発生する金属粉を、確実に捕集するように構成されている。
図15では永久磁石19Aを用いているが、図16では電磁石19Bを用いている。
【0065】
図16において、端面加工装置110は、バリ除去用工具10の半径方向外方の部分に、電磁石19Bが配置されている。
電磁石19Bは電力ライン19Lに接続され、その電力ライン19Lはスイッチ及び電源19Cを有する回路に接続されている。スイッチ19Dを切り換えることにより、電磁石19Bが磁気的な吸引力を発揮し、あるいは、磁気的な吸引力を発揮しなくなる。
明確には図示されていないが、電磁石19Bの作動をバリ除去用工具10の回転と同期させることも出来る。金属粉が発生するのはバリ除去用工具10の回転時であるので、電磁石19Bの作動をバリ除去用工具10の回転と同期すれば、金属粉発生時にのみ電磁石19Bを作動するため、節電となる。
【0066】
図16のその他の構成及び作用効果は、図15と同様である。
図16の実施形態は、図4〜図12の実施形態と組み合わせることが可能である。
【0067】
図17、図18は、本発明の第11実施形態を示している。
図17、図18は、バリ除去用工具10の具体的な構成を示している。
【0068】
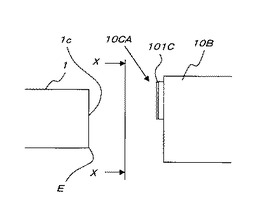
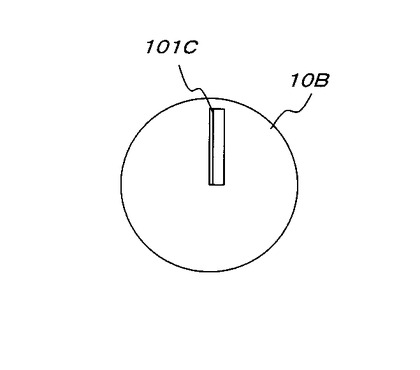
図17において、バリ除去用工具10CAは、1本の直線刃(刃工具)101Cから構成されている。
図18で示すように、刃工具101は、切削刃取付けベース10Bの先端面において、中心付近から半径方向外方に向かって延在している。
【0069】
図17、図18で示すようなバリ除去用工具10CAを用いれば、トルシアボルト1の破断面1cは、図17で示す様に、平坦に加工される。
【0070】
図17、図18の実施形態は、図4〜図16の実施形態と組み合わせることが可能である。
【0071】
図19、図20は第12実施形態を示す。図19、図20の第12実施形態も、バリ除去用工具10の具体的な構成に係る実施形態である。
トルシアボルト1の破断面1cを図17で示すように平坦に加工した場合には、加工された部分の縁部(図17の符号Eで示す部分)に、新たなエッジが形成されてしまう。
その様なエッジを形成しない様にするため、図19、図20では、バリ除去用工具10CBは、大きな刃工具と、小さな刃工具とを組み合わせて構成されている。
【0072】
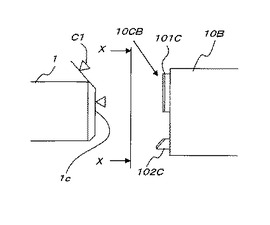
図19において、第12実施形態のバリ除去用工具10CBは、1本の直線刃(大きな刃工具)101Cと、1本の傾斜刃(小さな刃工具)102Cとを有している。傾斜刃(小さな刃工具)102Cは、その刃面が回転軸方向に対して斜め方向に傾斜して形成されている。
直線刃(大きな刃工具)101Cは、切削刃取付けベース10Bの先端面(トルシアボルト1側の端面)の中心付近から、半径方向外方に向かって延在している。一方、傾斜刃102C(小さな刃工具)は、図20で示すように、切削刃取付けベース10B先端面において、直線刃101Cの延長線上に設けられており、かつ、ベース10B先端面の外周近傍に配置されている。
【0073】
ここで、大きな刃工具101Cは、トルシアボルト1の破断面1cを軸線方向と直交するように切削する。一方、小さな刃工具102Cは、大きな刃工具101Cによる加工面(破断面1c)の縁部E(図17参照)を面取り加工する。
トルシアボルト1の破断面1cは、小さな刃工具102Cで面取り加工(C1部)されるため、トルシアボルト1の端面のコーナー部Eに新たなエッジが形成されてしまうことがなく、安全性が向上する。
【0074】
図19、図20の第12実施形態は、図4〜図16の実施形態と組み合わせることが可能である。
【0075】
図21は第13実施形態を示す。
図21の第13実施形態も、図19、図20の第12実施形態と同様に、トルシアボルト破断面1cを平坦に加工した場合に、新たなエッジが形成されてしまうのを防止している。
【0076】
図21において、バリ除去用工具10CDは、大きな刃工具101Cと、小さな刃工具103Cとを組み合わせて構成されている。
図21で示す小さな刃工具103Cは、大きな刃工具101Cによる加工面1cの縁部に、湾曲部(いわゆる「アール」)に形成する。
【0077】
図21において、バリ除去用工具10CDは、1本の直線刃(大きな刃工具)101Cと、小さな刃工具103Cとを有している。小さな刃工具103Cの刃面は、ベース10Bの端面(トルシアボルト1側の端面)の中心側に形成されている。そして小さな刃工具103Cの刃面は、四半円の円弧の形状に構成されている。
直線刃(大きな刃工具)101Cは、切削刃取付けベース10Bの端面の中心付近から半径方向外方に延在している。一方、小さな刃工具103Cは、切削刃取付けベース10Bの延長線上に位置しており、かつ、ベース10B先端面の外周近傍に配置されている。
【0078】
図21の第13実施形態のその他の構成及び作用効果は、図19、図20の実施形態と同様である。
そして、図21の実施形態も、図4〜図16の実施形態と組み合わせることが可能である。
【0079】
図22、図23は、第14実施形態を示す。
図22、図23の第14実施形態も、バリ除去用工具10の具体的な構成に係る実施形態である。
図22、図23の第14実施形態のバリ除去用工具10CEは、図17、図18の第11実施形態と同様に、大きな刃工具104Cのみを有している。
【0080】
図17では大きな刃工具101Cの加工エッジは、中心軸と垂直な方向(半径方向)に延在する直線的なエッジである。それに対して、図22で示す刃工具104Cは、加工エッジ104Ceが球面状になっている。
係る刃工具104Cでトルシアボルト1の破断面を切削すると、トルシアボルト1の被切削面(被加工面)1rは、球面状となる。従って、図17のコーナーEにおけるエッジが形成されてしまうことはない。
【0081】
図22、図23の第14実施形態のその他の構成及び作用効果は、図17、図18の実施形態と同様である。
そして、図22、図23の第14実施形態も、図4〜図16の実施形態と組み合わせることが可能である。
【0082】
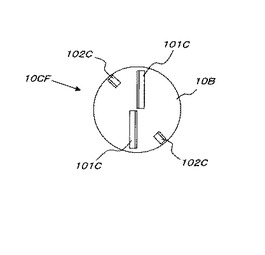
図24は、本発明の第15実施形態を示す。
図24では、大きな刃工具101Cと小さな刃工具102Cの対が、2対設けられている。
【0083】
図24において、バリ除去用工具10CFは、2個設けられた大きな刃工具101Cは、回転中心に対して点対称に配置されている。2個設けられた小さな刃工具102Cも、回転中心に対して点対称に配置されている。
図24では、大きな刃工具101Cと小さな刃工具102Cとでなす角(いわゆる中心角)が45°となっているが、たとえば90°にしてもよいし、それ以外の角度であってもよい。但し、大きな刃工具101Cと小さな刃工具102Cとは、近づけ過ぎないことが好ましい。大きな刃工具101Cと小さな刃工具102Cとを近づけ過ぎると、切削により生じた金属粉がかたまりとなって、つまってしまう恐れがあるためである。
【0084】
図24の第15実施形態のその他の構成及び作用効果は、図19〜図21の実施形態と同様である。
図24の実施形態も、図4〜図16の実施形態と組み合わせることが可能である。
【0085】
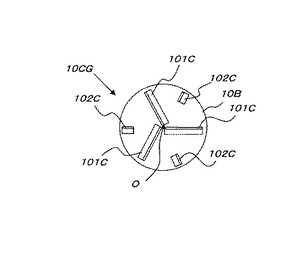
図25は、本発明の第16実施形態を示す。
図25では、大きな刃工具101Cと小さな刃工具102Cの対が、3対設けられている。
【0086】
図25において、第16実施形態のバリ除去用工具10CGは、大きな刃工具101Cと小さな刃工具102Cからなる対が、回転中心に対して点対称に配置されている。
図25において、隣接する刃工具101Cと、刃工具102Cと、取付けベース10Bの中心点Oとにより形成される角度は、約60°になるように配置されている。
【0087】
刃工具の数を増やすことにより、刃工具の交換周期を延長することが可能である。
なお、図示はされていないが、大きな刃工具と小さな刃工具の対を、4対以上設けることも可能である。
図25の第16実施形態におけるその他の構成及び作用効果は、図19〜図21の実施形態と同様である。
図25の実施形態も、図4〜図16の実施形態と組み合わせることが可能である。
【0088】
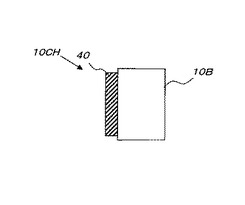
図26は、本発明の第17実施形態を示している。
図17〜図25の実施形態は、刃工具を回転させて、切削加工により、トルシアボルト1の破断面1cに生じたバリを、切削加工により除去している。
それに対して、図26は、グラインダー40を用いた研削加工により、バリの除去を行っている。
【0089】
図26において、バリ除去用工具10CHは、取付けベース10Bに円盤状のグラインダー40を取付けている。
図26で示すグラインダー40によりバリが除去されたトルシアボルトの端面は、図17で示すトルシアボルト1の端面1cと同様に、)平坦に加工される。
【0090】
図26の実施形態も、図4〜図16の実施形態と組み合わせることが可能である。
【0091】
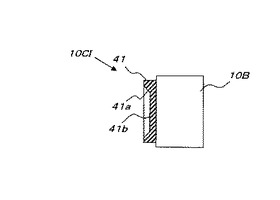
図27は、本発明の第18実施形態を示している。
図27の実施形態も、グラインダー41を用いた研削加工により、バリの除去を行っている。
図26の実施形態では、トルシアボルトの端面(破断面)は平坦に加工されるので、図17で示すトルシアボルト1の端面1cの縁部Eと同様に、加工面の縁部に新たにエッジが生じてしまう。それに対して、図27の実施形態では、加工された端面の縁部(図17の縁部Eに相当する部分:図27では図示せず)に面取りが施される。
【0092】
図27において、バリ除去用工具10CIは、取付けベース10Bに、グラインダー41を取付けて構成されている。グラインダー41には円錐台形の凹部41bが形成されており、凹部41bの外縁側にはテーパー状の斜面41aが形成されている。
テーパー状の斜面41aがトルシアボルト端面の縁部(図17の縁部Eに相当する部分:図27では図示せず)に当接されることにより、その縁部に、図19で示すトルシアボルト1の端面1cと同様に、面取りが施される。
【0093】
図27の実施形態におけるその他の構成及び作用効果は、図26の実施形態と同様である。
図27の実施形態も、図4〜図16の実施形態と組み合わせることが可能である。
【0094】
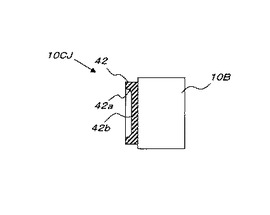
図28は、本発明の第19実施形態を示している。
図27では、トルシアボルトの研削加工面の縁部に面取りが施されるのに対して、図28の実施形態では、トルシアボルトの研削加工面の縁部に湾曲部分(いわゆる「アール」)を形成する。
【0095】
図28において、バリ除去用工具10CJは、グラインダー42を備えている。グラインダー42には円錐台形の凹部42bが形成されており、凹部42bの外縁部は四半円状の円弧42aが形成されている。
トルシアボルトの研削加工面の縁部(図17の縁部Eに相当:図28では図示せず)に、グラインダー42の円弧42aが当接して研削加工されることにより、その縁部は、図21におけるトルシアボルト端面1cと同様に、湾曲部分(アール)が形成される。
【0096】
図28の実施形態におけるその他の構成及び作用効果は、図27の実施形態と同様である。
図28の実施形態も、図4〜図16の実施形態と組み合わせることが可能である。
【0097】
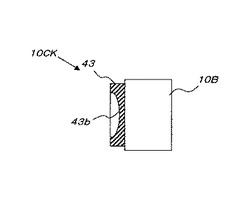
図29は、本発明の第20実施形態を示している。
図29の実施形態では、トルシアボルトの研削加工面の全体が、湾曲面(あるいは球面)となるように、構成されている。
【0098】
図29において、バリ除去用工具10CKは、取付けベース10Bにグラインダー43を取付けて構成されている。グラインダー43には、球面状の凹部43bが形成されている。
グラインダー43Bの凹部43bを当接することにより、バリを除去するべきトルシアボルト1の端面は、図22の端面1rのように球面状に加工される。
【0099】
図29の実施形態におけるその他の構成及び作用効果は、図26の実施形態と同様である。
図29の実施形態も、図4〜図16の実施形態と組み合わせることが可能である。
【0100】
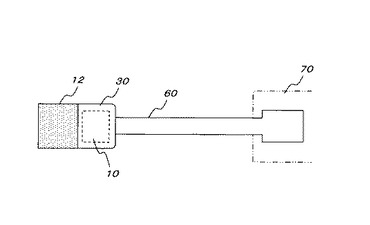
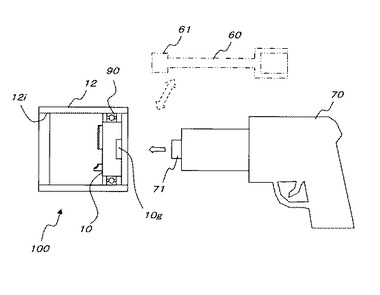
図30は、本発明の第21実施形態を示している。
上述した図1〜図29の実施形態では、バリ除去用工具を回転するためのモータが、端面加工装置100〜110に内蔵されている。
それに対して、図30の第21実施形態では、バリ除去用工具を回転するためのモータ(電動工具)が、端面加工装置100〜110の外部に設けられている。
【0101】
図30において、冶具30が、シャンク60の先端(図30の左端)に接続されている。シャンク60の後端(図30の右端)は、電動工具70に接続されている。なお、冶具30は、先端にフード部12を装着し、内部にバリ除去用工具10を収容している。
電動工具70は、公知、市販の多種工具用の回転駆動源装置である。
電動工具70は、シャンク60及び冶具30を介して、フード部12内部のバリ除去用工具10に回転を伝達する。
【0102】
図1〜図29の実施形態において、端面加工装置からモータを省略して、図30の構成を適用することが可能である。
【0103】
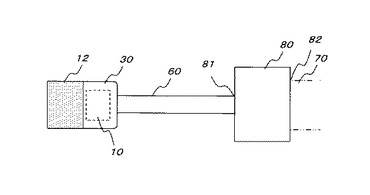
図31は、本発明の第22実施形態を示す。
図31の実施形態も、バリ除去用工具回転駆動用のモータ(電動工具)が、端面加工装置100〜110の外部に設けられている。
【0104】
市販の回転駆動源装置(電動工具)における回転数は、図1〜図29の実施形態におけるバリ除去用工具10の回転数としては高過ぎる。それに対して図31の実施形態では、減速機構を用いて、市販の回転駆動源の回転数を減速して、バリ除去用工具10に伝達している。
【0105】
図31においてシャンク60の先端(図31の左端)には冶具30が接続され、シャンク60の後端(図31の右端)は、減速機80の一端81と接続している。減速機80のシャンク60とは反対側の端部82は、電動工具70に接続されている。
電動工具70を作動させると、減速機80とシャンク60とを介して、バリ除去用工具10が回転する。ここで、電動工具70で発生した回転は、減速機80で回転数が減少されて、バリ除去用工具10として適当な回転数となる。
【0106】
図31の実施形態におけるその他の構成及び作用効果は、図30の実施形態と同様である。
図1〜図29の実施形態において、端面加工装置から電動モータを省略して、図31の実施形態を適用することが可能である。
【0107】
図32は、本発明の第23実施形態を示す。
図32の実施形態も、バリ除去用工具回転駆動用のモータが、端面加工装置100の外部に設けられている。
【0108】
図30、図31では、バリ除去用工具10がシャンク60に固定されている。それに対して、図32の実施形態では、シャンク60がバリ除去用工具に対して脱着自在に構成されている。
【0109】
図32において、端面加工装置100はフード部12を有し、フード部12の内部には、ベアリング90を介して、バリ除去用工具10が回転自在に収容されている。図32において、バリ除去用工具10の右端には、断面が非円形のシャンク差込用孔10gが形成されている。このシャンク差込用孔10gの内周形状は、シャンク60の先端部61の外形形状と相補的である。それと共に、シャンク差込用孔10gの内周形状は、電動工具70の回転軸先端71の外形形状と相補的になっている。
【0110】
トルシアボルト1(図32では図示せず)の端面が手の届きやすい箇所である場合には、電動工具70の回転軸先端71を、バリ除去用工具10のシャンク差込用孔10gに差し込んで、電動工具を作動させる。
一方、トルシアボルト1(図32では図示せず)の端面が、作業者の手が届き難い袋小路のような箇所にある場合には、電動工具70の先端71にシャンク60を接続し、そのシャンク60の先端61をシャンク差込用の孔10gに差し込んで、電動工具70を作動させて、バリ除去用工具10を回転すればよい。
【0111】
図32の実施形態におけるその他の構成及び作用効果は、図30、図31の実施形態と同様である。
図1〜図29の実施形態において、端面加工装置の内部から電動モータを省略して、図32の実施形態を適用することが可能である。
【0112】
図示の実施形態はあくまでも例示であり、本発明の技術的範囲を限定する趣旨の記述ではない。
【図面の簡単な説明】
【0113】
【図1】本発明の第1実施形態を示す一部断面側面図。
【図2】第1実施形態において、図1で示すのとは別の状態を示す一部断面側面図。
【図3】トルシアボルトの余長を示す側面図。
【図4】第2実施形態を示す一部断面側面図。
【図5】図4のY−Y断面矢視図。
【図6】第3実施形態の一部断面側面図。
【図7】第3実施形態において、図6で示すのとは別の状態を示す一部断面側面図。
【図8】第4実施形態を示す一部断面側面図。
【図9】第4実施形態の作用を説明する模式図。
【図10】第4実施形態の作用を説明する模式図であって、図9とは異なる状態を示す模式図。
【図11】第5実施形態を示す一部断面側面図。
【図12】第6実施形態を示す一部断面側面図。
【図13】第7実施形態を示す一部断面側面図。
【図14】第8実施形態を示す一部断面側面図。
【図15】第9実施形態を示す一部断面側面図。
【図16】第10実施形態を示す一部断面側面図。
【図17】第11実施形態を示す側面図。
【図18】図17のE−E線矢視図。
【図19】第12実施形態を示す側面図。
【図20】図19のF−F線矢視図。
【図21】第13実施形態を示す側面図。
【図22】第14実施形態を示す側面図。
【図23】図22のG−G線矢視図。
【図24】第15実施形態を示す側面図。
【図25】第16実施形態を示す側面図。
【図26】第17実施形態を示す側面図。
【図27】第18実施形態を示す側面図。
【図28】第19実施形態を示す側面図。
【図29】第20実施形態を示す側面図。
【図30】第21実施形態を示す側面図。
【図31】第22実施形態を示す側面図。
【図32】第23実施形態を示す側面図。
【図33】トルシア形高力ボルト(トルシアボルト)の作用を示す断面図。
【図34】従来技術におけるトルシアボルトの破断面の処理を示す図。
【符号の説明】
【0114】
1・・・トルシアボルト
1c・・・破断面
1d・・・バリ
2・・・ナット
10・・・バリ除去工具
11・・・ケーシング
12・・・フード部
14・・・電動モータ
15・・・空気侵入系統
16・・・空気排出系統
17・・・吸込みポンプ
18・・・圧縮ポンプ
19A・・・永久磁石
19B・・・電磁石
【技術分野】
【0001】
本発明は、トルシア形高力ボルト(トルシアボルト)に関し、より詳細には、トルシアボルトの破断面に生じたバリを除去する技術に関する。
【背景技術】
【0002】
たとえば橋梁工事では、強度を高くした高力ボルトが用いられる。
その様な高力ボルトの一種として、トルシアボルトがある。トルシアボルトはボルト端部(ボルトヘッドとは反対側の端部)にピンテールが設けられており、所定の締め付け力が付加されるとピンテールが破断し、ボルトの締め付けが完了する。
図33は、締め付け機によって、3枚構成の母材Mをトルシアボルト1およびナット2によって締結する手順を、4工程に分解して表現している。
以下、図33を参照して、トルシアボルト1及びナット2の締結作業工程を簡単に説明する。
【0003】
図33において、「33-1」は、すでに、母材Mのボルト取付け孔Mhにトルシアボルト1が貫通し、トルシアボルト1の雄ねじ部1aに平座金3を介してナット2が螺合した状態(軽く仮締めした状態)を示している。
トルシアボルト1の雄ねじ部1aの先端には、破断溝1nを挟んで歯型が形成されたピンテール1bが設けられている。
【0004】
図33(33−1)において、インナースリーブ22にトルシアボルト1のピンテール1bを完全に挿入させてから、締め付け機を軽く押しながらアウタースリーブ20にナット2を嵌め込む。
ここで、インナースリーブ22は、アウタースリーブ20内を所定距離だけ移動できるように構成されている。
【0005】
図33の「33-2」では、締め付け機のスイッチを入れる。これにより、アウタースリーブ20が回転し、締め付けが行われる。そして、締め付けトルクが所定値になると、破断溝1nにおいてトルシアボルト1は破断する。
【0006】
図33の「33-3」において、破断溝1nが破断したならば、締め付け機のスイッチを切り、同時に締め付け機を図33の右方に引き、アウタースリーブ20をナット2から外す。
【0007】
図33の「33-4」では、たとえば締め付け機の図示しないチップレバーを引っ張り、アウタースリーブ20内のインナースリーブ22を前進せしめて、所定位置で停止させる。その際に、インナースリーブ22内に保持されていたピンテール1bが、インナースリーブ22及びアウタースリーブ20の外に放出される。
【0008】
図33で示すように、トルシアボルト1の雄ねじ部1aとピンテール1bとを破断すると、雄ねじ部1a端部の破断面1cには、バリ1dが形成されてしまう。
バリ1dは、鋭利であり、そのままにしておくことは作業者にとって危険であるため、除去する必要がある。
また、破断面の防錆処理(錆防止のために塗装を施す)を施す際に、そのようなバリ1dの存在により、防錆処理塗装の塗膜厚が不十分な厚さとなってしまう場合が多く、当該箇所(バリ1dが存在し、塗膜厚が不十分な個所)から錆が発生し易い。
【0009】
一般的な錆の除去は、たとえば、図34に示すような電動式カップブラシBcを用いる場合が多い。
しかし、電動カップブラシBcでは、せいぜい錆の除去が限界であり、ピンテール切断面1cにおけるバリの除去は困難である。
【0010】
これに対して、たとえば、図示しないディスクグラインダーの様な研削工具でバリ取り仕上げすることが考えられる。
しかし、グラインダー等で加工した場合は、作業性が悪い。
また、加工の際に金属粉が飛散し、そのような金属粉が周囲の母材に付着すると、金属粉が付着した箇所から錆びてしまう(いわゆる「もらい錆び」)という不都合が生じる。
【0011】
その他の従来技術として、加工するべきワークと切削ツールとの振動を削減して、種々の寸法のワークにおける端面加工が可能な端面加工用ツールが提案されている(たとえば、特許文献1参照)。
しかし、係る従来技術(特許文献1)では、橋梁作業のようなトルシアボルトを用いる作業現場で用いるには不適当である。また、端面加工時に発生する金属粉の処理については、何等言及していない。そのため、金属片の飛散と、周辺部分におけるいわゆる「もらい錆び」の問題については、何等解決しない。
【特許文献1】特表2002−520167号公報
【発明の開示】
【発明が解決しようとする課題】
【0012】
本発明は上述した従来技術の問題点に鑑みて提案されたものであり、作業現場においてトルシアボルトの破断面に生じたバリを確実に除去することが出来て、しかも、周辺に金属片が飛散しない端面加工装置の提供を目的としている。
【課題を解決するための手段】
【0013】
本発明の端面加工装置は、バリ除去用工具(10)と、バリ除去用工具を回転するための回転機構(R)と、金属粉を捕集する金属粉収集機構とを有し、バリ除去用工具(10)はトルシアボルト(1)の中心軸方向(図1の矢印Y)へ移動可能に構成されていることを特徴としている(請求項1)。
ここで金属粉収集機構は、フード部(12A)に空気侵入系統(15)と空気排出系統(16)を設け、フード部(12A)内部に空気流を発生して、その空気流により金属粉を連行するように構成することが好ましい(図13、図14)。
あるいは、フード部(12)内に磁力発生機構(永久磁石19A、電磁石19B)を備えることが好ましい(図15、図16)。
【0014】
本発明において、ナット(2)及びトルシアボルト(1)の余長部分(図3のL)を包囲するフード部(12)を備えているのが好ましい(請求項2)。
この場合、バリ除去用工具(10)の回転方向は、ナット(2)を締め付ける方向の反対方向とする。
【0015】
バリ除去用工具(10)を回転するための回転機構(R)は、出力軸(14S)がバリ除去用工具(10)と機械的に結合されたモータ(14)であるのが好ましい(請求項3)。
ここで、モータ(14)は電動モータ、油圧モータ、その他のモータを適用可能である。
【0016】
また、バリ除去用工具(10)を回転するための回転機構は、(端面加工)装置外部の回転源(70)に接続可能に構成された棒状部材(シャンク60)を有し、その棒状部材(60)はバリ除去用工具(10)に接続され、あるいは、バリ除去用工具(10)に対して脱着可能に構成されているのが好ましい(請求項4:図30〜図32)。
【0017】
上述した本発明の端面加工装置(請求項1〜4のいずれか1項の端面加工装置)のバリ除去用工具(10CA、10CE)において、1本の刃(直線刃101C、円弧状の刃104Ce)から構成されているのが好ましい(請求項5:図17、図18、図22、図23)。
また、本発明の端面加工装置(請求項1〜4のいずれか1項の端面加工装置)のバリ除去用工具(10CB、10CD、10CF、10CG)において、端面加工用の刃(端面刃101C)と縁部加工用の刃(傾斜刃102C、湾曲した刃103C)とを有しているのが好ましい(請求項6:図19〜図25、)。
或いは本発明の本発明の端面加工装置(請求項1〜4のいずれか1項の端面加工装置)のバリ除去用工具(10CH)において、円盤状の砥石(40)を備えているのが好ましい(請求項7:図26)。
さらに本発明の端面加工装置(請求項1〜4のいずれか1項の端面加工装置)のバリ除去用工具(10CI、10CJ、10CK)において、凹部が形成された砥石(41、42、43)を有しているのが好ましい(請求項8:図27、図28、図29)。
【0018】
本発明の加工方法は、端面加工装置を用いてトルシアボルト(1)の破断面(1c)を加工する加工方法において、端面加工装置のバリ除去用工具(10)をトルシアボルト(1)の中心軸方向(図1の矢印Y)へ移動してトルシアボルト(1)の破断面(1c)に押し付けて回転する工程を有することを特徴としている(請求項9)。
ここで、前記端面加工装置は、請求項1〜請求項8の何れか1項に記載されている端面加工装置である。
【発明の効果】
【0019】
上述する構成を具備する本発明の端面加工装置によれば、バリ除去用工具(10)をトルシアボルト(1)の中心軸方向(矢印Y)へ移動して、トルシアボルト(1)の破断面(1c)に押し当てることにより、破断面(1c)に生じたバリ(1d)を確実に除去することが出来る(図2参照)。
【0020】
ここで、フード部(12)は、ナット(2)及びトルシアボルト(1)の余長部分(図3の符号Lの部分)を包囲するように構成されているので、バリ除去用工具(10)によりトルシアボルト(1)の破断面(1c)からバリ(1d)が除去される際に金属粉が発生しても、その金属粉が端面加工装置(100)の外部に漏れ出して、周囲に拡散してしまうことはない。
金属粉が拡散しないため、金属粉が周辺の母材に付着して「もらい錆び」の原因となることも防止される。
【0021】
本発明において、バリ除去用工具(10)の回転方向を、ナット(2)を締め付ける方向の反対方向とすることにより、バリ除去用工具(10)が回転する際の反力をナット(2)の締め付け方向へ作用せしめ、ナット(2)の緩みを防止することが出来る。
【0022】
また本発明では、金属粉収集機構(12H、15、16、19A、19B)を有しているので、端面加工装置(100、107、108、109、110)の外部に金属粉が拡散する以前の段階で、当該金属粉が収集される。そのため、金属粉が端面加工装置(100、107、108、109、110)外部に拡散してしまうことが、確実に防止される。
【発明を実施するための最良の形態】
【0023】
以下、添付図面を参照して、本発明の実施形態について説明する。
図1、図2は本発明の第1実施形態を示す。
図1、図2の第1実施形態は、作用効果を模式的に表現した実施形態である。第1実施形態で示す作用効果を奏する具体的な構成に関しては、図4(第2実施形態)以下を参照して、後述する。
図1では、トルシアボルト1の破断面1cに生じたバリ1dを除去するべく、全体を符号100で示す端面加工装置を、図1の矢印Y方向へ移動して、破断面1cへ近接させている状態が示されている。ここで、トルシアボルト1にはナット2が螺合している。
【0024】
図1において、端面加工装置100は、バリ除去用工具10と、回転機構Rと、円筒状のフード部12とを有している。
バリ除去用工具10は、シャフト10Sの先端に支持され、そのシャフト10Sは、回転機構Rの電動モータ14(図4、図5を参照して後述)によって回転駆動される。
【0025】
フード部12の下方には、フード部の半径外方に膨らむように表現された凹部12Hが形成されている。凹部12Hは、端面加工時に発生する金属粉を収集するための機構である。
図1、図2では、簡略化のために凹部12Hがフード部12の下方にのみ設けられて図示されているが、当該凹部12Hはフード部12の円周方向全周にわたって設けられていることが好適である。
図1における符号Mfは、被締結物である母材の表面を示す。
【0026】
バリ除去用工具10としては、たとえば、エッジ等の切削工具や、グラインダーのような研削工具が用いられる。
【0027】
図2で示す状態では、バリ除去用工具10が回転しながら、トルシアボルト1の破断面1cへ押し当てられている。
バリ除去用工具10により、破断面1cからバリ1dが除去するためには、バリ除去用工具10を破断面1cに接触させるのみでは不充分である。バリ除去用工具10を破断面1cに接触してから、図2の矢印Yで示す方向に、(バリ除去用工具10を)さらに押し込む必要がある。
図2で示すように、バリ除去用工具10が回転しながらトルシアボルト1の破断面1cへ押し当てられることにより、ブラシでこする場合(図34)とは異なり、破断面1cに形成されたバリ1dは確実に除去される。
【0028】
図2で示すように、端面加工装置100のフード部12の端面12eが、トルシアボルト1で締結されている母材(たとえば鋼材)の表面Mfに当接しているので、トルシアボルト1端部は、端面加工装置100によって、完全に包囲されている。
そのため、バリ除去用工具10によりバリ1dが除去される際に発生する金属粉は、端面加工装置100の外部に漏れ出す恐れがなく、周囲に拡散してしまうことが防止される。そして、金属粉が拡散しないため、金属粉が周辺の母材Mに付着して「もらい錆び」の原因となることもない。
なお、バリ1dが除去される際に生ずる金属粉は、端面加工装置100に設けた凹部12H(金属粉収集機構)により収集される。
【0029】
上述したように、確実にバリ1dを除去するためには、バリ除去用工具10をトルシアボルト1の破断面1cに接触させてから、母材表面Mf側(図1、図2では矢印Y側)へ、さらに押し込む必要がある。
そのためには、端面加工装置100のフード部12の端面12eを母材表面Mfへ確実に当接させた状態から、トルシアボルト1の破断面1c側あるいは母材表面Mfに近接する方向(図2の矢印Y方向)へ、バリ除去用工具10を移動しなければならない。
【0030】
ここで、フード部12の長さとバリ除去用工具10の位置とを調節することも考えられるが、トルシアボルト1の余長(図3の符号L)が一定寸法であるとは限らない。
そのため、図示の実施形態においては、フード部12の端面12eを母材表面Mfへ確実に当接させた状態から、母材表面Mfに近接する方向(図2の矢印Y方向)あるいは離隔する方向へ、バリ除去用工具10を移動可能に構成している。
なお、図3において、符号3は平座金を用いた場合の平座金を示す。
【0031】
また、バリ除去用工具10を回転して、トルシアボルト1の破断面1cのバリ1dを除去するに際しては、バリ除去用工具10の回転を支持して、バリ1dと相対的に回転せしめる必要がある。
【0032】
明確には図示されてはいないが、バリ除去用工具10の回転方向は、ナット2を締め付ける方向の反対方向とされている。バリ除去用工具10が回転する際の反力が、ナット2を締め付ける方向へ作用するからである。
【0033】
図示されてはいないが、バリの除去作業を行う作業者が、端面加工装置100を強固に保持することにより、バリ除去用工具10の回転の反力を受け止め、バリ除去用工具10の回転を支持する。
【0034】
図4、図5は、第2実施形態を示している。
図4、図5において、全体を符号102で示す端面加工装置は、母材表面(図1、図2の符号Mf)に近接する方向(図1、図2の矢印Y方向)あるいは離隔する方向(図1、図2の矢印Yとは反対方向)へ、バリ除去用工具10を移動可能に構成している。
【0035】
図4、図5において、端面加工装置102は、バリ除去用工具10と、ケーシング11と、フード部12とを有している。
ケーシング11には電動モータ14が支持されている。電動モータ14の回転軸14Sの先端に、バリ除去用工具10が取付けられている。
フード部12の内周12iの直径は、ケーシング11の外周の直径とほぼ等しいか、あるいは若干大きくなるように設定されている。
図5で示されているように、フード部12の内周12iには、キー溝12bが形成されている。そして、ケーシング11の外周には、矩形断面のキーKが取付けられ、そのキーKがフード部12の内周12iに形成されたキー溝12bに係合している。
【0036】
キーKがキー溝12b内をスライドして、図4の矢印Z方向に移動することにより、バリ除去用工具10と電動モータ14とケーシング11は、フード部12に対して、図4の矢印Z方向に移動可能となっている。
ここで、バリ除去用工具10と電動モータ14とケーシング11を、フード部12に対して、図4の矢印Z方向に移動するための手段は、図4、図5では図示されていないが、別途機械的手段を用いてもよいし、その他の手段を用いてもよい。もちろん、作業者による手動で、図4の矢印Z方向に移動してもよい。
【0037】
図6、図7は第3実施形態を示している。
図6、図7において、全体を符号103で示す端面加工装置も、バリ除去用工具10(図5、図6では図示せず)及びそれを回転させるモータ14を、トルシアボルト破断面に近接させ、あるいは離隔させるように構成されている。
図6において、端面加工装置103は、バリ除去用工具10(図5、図6では図示せず)及び電動モータ14は軸140により支持されており、軸140は、ケーシング11の後方壁11wを貫通するように構成されている。
図6、図7において、符号11eは、後方壁11wの端面(後端面)を示す。
【0038】
モータ14とケーシング11の後方壁11wの間には、スプリングSが介装されている。スプリングSは、伸張した場合に、収縮する方向へ弾性反撥力が作用するタイプ(引張型)である。
スプリングSの両端Seは、モータ14に係止されていると共に、ケーシング11の後方壁11wに係止されている。
また、軸140が後方壁11wを貫通する箇所から、金属粉が外部に漏出しないように、当該貫通箇所にはシール機構142が設けられている。
【0039】
バリ除去用工具をトルシアボルト破断面に近接させる場合には、図7で示すように、作業者は、軸140の後端(トルシアボルト破断面から離隔した側:図7では右端)を(たとえば指Fなどにより)、トルシアボルト破断面側(図7では左側)へ押圧すればよい。
バリ除去用工具をトルシアボルト破断面から離隔させる場合には、図7で示す状態で、軸140の後端の押圧を解除すれば、図6で示す状態に復帰する。上述した通り、スプリングSは伸張した場合に収縮使用とするタイプであり、図7で示す状態ではスプリングSは伸長しているので、収縮する方向へ弾性反撥力が作用するからである。
【0040】
図8〜図10は、第4実施形態を示す。
図8〜図10において全体を符号104で示す端面加工装置も、バリ除去用工具10をトルシアボルト破断面1cに近接させ、あるいは離隔させるように構成されている。
【0041】
図8において、端面加工装置104は、ケーシング一体のフード部12Aと、回転軸14Sを有する電動モータ14と、バリ除去用工具10と、バリ除去用工具取付け部10Aとを備えている。バリ除去用工具取付け部10Aは、モータ回転軸14Sの先端に設けられている。
【0042】
バリ除去用工具取付け部10Aは、内部に空間10ACが形成されており、当該空間10ACにバリ除去用工具10が配置されている。空間10ACのトルシアボルト破断面側(図8の左方)には、開口部101ACが形成されている。
バリ除去用工具10(の円柱の基部10d)の外径は、開口部101ACの直径よりも大きく形成されている。
空間10ACに収容されるバリ除去用工具10(の円柱の基部10d)の軸方向(図8〜図10の左右方向)の長さは、空間10ACの長さよりも短く形成されており、バリ除去用工具10が空間10ACに収容されるようになっている。
【0043】
空間10ACには、コイルスプリングSCが設けられている。図8〜図10において、コイルスプリングSCは、バリ除去用工具10の右端10rと、空間10ACの右端面10ACDとの間に配置されている。そしてコイルスプリングSCは、圧縮されると伸長する方向へ弾性反撥力を発揮するタイプである。
【0044】
図8〜図10の第4実施形態の作用を、図9、図10を主として参照しつつ、説明する。
図9で示す状態で、フード部12Aの端面12Aeを、母材表面Mf(図10参照)に当接させ、図10で示す状態にせしめる。図10で示す状態では、トルシアボルト1の破断面1cが、バリ除去用工具10を矢印Y方向へ押し込み、スプリングSCを圧縮する。スプリングSCの弾性反撥力は、バリ除去用工具10が破断面1cを押圧するように作用する。
その状態(図10の状態)で、電動モータ(図10では図示を省略)を作動して、バリ除去用工具取付け部10A及びバリ除去用工具10を回転させれば、は断面1cのバリが除去される。
【0045】
バリ除去後、端面加工装置104をナット2から遠ざければ、スプリングSCは伸長して、図9の状態に戻る。
【0046】
図11は第5実施形態を示す。
図11において全体に符号105で示す端面加工装置も、バリ除去用工具10をトルシアボルト1の破断面1cに近接し、あるいは離隔するように構成している。
図11において、端面加工装置105は、バリ除去用工具10と、ケーシング一体のフード部12Aと、回転軸14Sを有する電動モータ14とを備えている。モータ回転軸14Sの先端に、バリ除去用工具10が支持されている。
【0047】
フード部12の先端側(母材表面Mf側:図11では左側)に、ベローズ120の一端(図示の右端)が取付けられている。ベローズ120の他端(左端)は、母材表面Mfに当接している。
【0048】
図11で示す状態から、バリ除去用工具10がトルシアボルト破断面1cに当接するまで押し込むと、ベローズ120が収縮する。ベローズ120が収縮しても、ベローズ120の先端は母材表面Mfに当接した状態を維持する。
図11の第5実施形態では、ベローズ120によって、バリ取り加工部を覆っているため、バリを除去する際に発生する金属粉は、装置105外へ散乱することが防止される。
【0049】
図12は第6実施形態を示す。
図12において全体を符号106で示す端面加工装置も、バリ除去用工具10を、トルシアボルト1の破断面1cに近接し、あるいは離隔させるように構成されている。
【0050】
図12において、端面加工装置106は、第1のフード部12A(図12では右側)と、第2のフード部12B(図12では左側)とを有している。換言すれば、図1〜図11におけるフード部12を、第1のフード部12Aと、第2のフード部12Bとに2分割して構成している。
第1のフード部12Aにおいて、第2のフード部12Bから離隔する側(図12では右側)には、縁部12Adが設けられている。第1のフード部12Aにおける縁部12Ad以外の部分は、第2のフード部12Bの半径方向内方へ、挿入可能となっている。そして、分割したフード部12A、12B同士は、図12の矢印Z方向について、相互に摺動可能に構成されている。
【0051】
第1のフード部12Aにおける第2のフード部12Bに挿入されていない部分と縁部12Adの間には、コイルスプリングSCが介装されている。
図12で示す状態から、バリ除去用工具10がトルシアボルト破断面1cに当接するまで押し込むと、コイルスプリングSCが収縮する。
その際に、母材表面Mfに当接している側の第2のフード部12Bは移動しないが、バリ除去用工具10及びモータ14を支持している側の第1のフード部12Aは、破断面1c側(図12の左側)へ移動して、第2のフード部12Bの半径方向内方に位置する。
その結果、バリ除去用工具10がトルシアボルト破断面1cに押圧され、バリ1dが除去される。
【0052】
バリ除去後、母材表面Mfから端面加工装置106を外せば、コイルスプリングSCが伸長し、図12の状態に戻る。
【0053】
図13は第7実施形態を示す。
図1、図2の第1実施形態では、金属粉収集機構として、フード部12の下方に形成された凹部12Hを設けている。
しかし、たとえば垂直に延在するトルシアボルト1の破断面1cのバリを除去する際に発生する金属片の除去に際しては、図1及び図2で示す様な凹部12Hでは、金属粉の収集には不充分である。
【0054】
図13において、全体を符号107で示す端面加工装置は、トルシアボルト1が垂直方向へ延在している場合においても、破断面のバリを除去する際に発生する金属片を、確実に収集することができる構成となっている。
【0055】
図13において、端面加工装置107は、バリ除去用工具10と、ケーシング一体に構成されたフード部12Aと、電動モータ14とを有している。
フード部12Aには、空気侵入系統15と空気排出系統16とが設けられている。空気排出系統16には、吸い込みポンプ17が介装され、空気排出系統16の端部は、図示しない金属粉貯蔵装置に連通している。
破断面1cのバリを除去するに際して、吸い込みポンプ17を駆動すれば、空気排出系統16側に負圧が発生し、フード部12A内部の金属粉は空気排出系統16に吸い込まれて、図示しない金属粉貯蔵装置に送られる。従って、金属粉が端面加工装置107外に拡散してしまうことが防止される。
【0056】
図13の実施形態は、図4の第2実施形態〜図12の第6実施形態と組み合わせることが可能である。
【0057】
図14は本発明の第8実施形態を示す。
図14において全体を符号108で示す端面加工装置も、バリの除去に際して発生する金属粉を、確実に捕集するように構成されている。
図13では空気排出系統16に吸い込みポンプ17が介装されているが、図14の第8実施形態では、空気侵入系統15に圧縮ポンプ18が介装されている。
【0058】
破断面1cのバリ1dを除去するに際して、圧縮ポンプ18を駆動して空気浸入系統15からフード部12A内に空気を送り込む。そのようにすれば、フード部12A内部が昇圧し、空気排出系統16から排出される空気流が生じる。
バリ除去により発生した金属片は、空気排出系統16へ排出する空気流に連行されて、図示しない金属粉貯蔵装置に送られる。従って、金属粉が端面加工装置108外に拡散してしまうことはない。
【0059】
図14のその他の構成及び作用効果は、図13と同様である。
図14の実施形態も、図4〜図12の第2実施形態〜第6実施形態と組み合わせることが可能である。
【0060】
図15は、第9実施形態を示す。
図13、図14の実施形態では、空気流によって金属粉を収集しているが、図15において全体を符号109で示す端面加工装置は、磁力を用いて金属粉を収集している。
【0061】
図15において、端面加工装置109は、バリ除去用工具10と、ケーシング11と、ケーシング11に収容された電動モータ14と、ケーシング先端に取付けられた飛散防止用フード部12とを備えている。
飛散防止用フード部12の半径方向内方の部分、あるいは、ケーシング11の半径方向内方の部分には、金属粉捕集用の永久磁石19Aが設けられている。
【0062】
トルシアボルト1は鋼製であるので、破断面1cのバリ1dを除去する際に発生する金属粉は磁性体である。
従って、金属粉は永久磁石19Aにより吸引され、端面加工装置109の外に拡散してしまうことはない。
【0063】
図15の実施形態は、図4〜図12の実施形態と組み合わせることが可能である。
【0064】
図16は第10実施形態を示す。
図16において、全体を符号110で示す端面加工装置も、バリの除去に際して発生する金属粉を、確実に捕集するように構成されている。
図15では永久磁石19Aを用いているが、図16では電磁石19Bを用いている。
【0065】
図16において、端面加工装置110は、バリ除去用工具10の半径方向外方の部分に、電磁石19Bが配置されている。
電磁石19Bは電力ライン19Lに接続され、その電力ライン19Lはスイッチ及び電源19Cを有する回路に接続されている。スイッチ19Dを切り換えることにより、電磁石19Bが磁気的な吸引力を発揮し、あるいは、磁気的な吸引力を発揮しなくなる。
明確には図示されていないが、電磁石19Bの作動をバリ除去用工具10の回転と同期させることも出来る。金属粉が発生するのはバリ除去用工具10の回転時であるので、電磁石19Bの作動をバリ除去用工具10の回転と同期すれば、金属粉発生時にのみ電磁石19Bを作動するため、節電となる。
【0066】
図16のその他の構成及び作用効果は、図15と同様である。
図16の実施形態は、図4〜図12の実施形態と組み合わせることが可能である。
【0067】
図17、図18は、本発明の第11実施形態を示している。
図17、図18は、バリ除去用工具10の具体的な構成を示している。
【0068】
図17において、バリ除去用工具10CAは、1本の直線刃(刃工具)101Cから構成されている。
図18で示すように、刃工具101は、切削刃取付けベース10Bの先端面において、中心付近から半径方向外方に向かって延在している。
【0069】
図17、図18で示すようなバリ除去用工具10CAを用いれば、トルシアボルト1の破断面1cは、図17で示す様に、平坦に加工される。
【0070】
図17、図18の実施形態は、図4〜図16の実施形態と組み合わせることが可能である。
【0071】
図19、図20は第12実施形態を示す。図19、図20の第12実施形態も、バリ除去用工具10の具体的な構成に係る実施形態である。
トルシアボルト1の破断面1cを図17で示すように平坦に加工した場合には、加工された部分の縁部(図17の符号Eで示す部分)に、新たなエッジが形成されてしまう。
その様なエッジを形成しない様にするため、図19、図20では、バリ除去用工具10CBは、大きな刃工具と、小さな刃工具とを組み合わせて構成されている。
【0072】
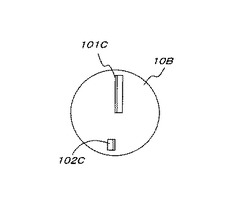
図19において、第12実施形態のバリ除去用工具10CBは、1本の直線刃(大きな刃工具)101Cと、1本の傾斜刃(小さな刃工具)102Cとを有している。傾斜刃(小さな刃工具)102Cは、その刃面が回転軸方向に対して斜め方向に傾斜して形成されている。
直線刃(大きな刃工具)101Cは、切削刃取付けベース10Bの先端面(トルシアボルト1側の端面)の中心付近から、半径方向外方に向かって延在している。一方、傾斜刃102C(小さな刃工具)は、図20で示すように、切削刃取付けベース10B先端面において、直線刃101Cの延長線上に設けられており、かつ、ベース10B先端面の外周近傍に配置されている。
【0073】
ここで、大きな刃工具101Cは、トルシアボルト1の破断面1cを軸線方向と直交するように切削する。一方、小さな刃工具102Cは、大きな刃工具101Cによる加工面(破断面1c)の縁部E(図17参照)を面取り加工する。
トルシアボルト1の破断面1cは、小さな刃工具102Cで面取り加工(C1部)されるため、トルシアボルト1の端面のコーナー部Eに新たなエッジが形成されてしまうことがなく、安全性が向上する。
【0074】
図19、図20の第12実施形態は、図4〜図16の実施形態と組み合わせることが可能である。
【0075】
図21は第13実施形態を示す。
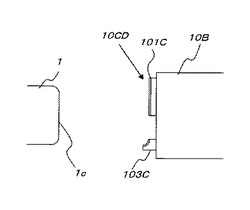
図21の第13実施形態も、図19、図20の第12実施形態と同様に、トルシアボルト破断面1cを平坦に加工した場合に、新たなエッジが形成されてしまうのを防止している。
【0076】
図21において、バリ除去用工具10CDは、大きな刃工具101Cと、小さな刃工具103Cとを組み合わせて構成されている。
図21で示す小さな刃工具103Cは、大きな刃工具101Cによる加工面1cの縁部に、湾曲部(いわゆる「アール」)に形成する。
【0077】
図21において、バリ除去用工具10CDは、1本の直線刃(大きな刃工具)101Cと、小さな刃工具103Cとを有している。小さな刃工具103Cの刃面は、ベース10Bの端面(トルシアボルト1側の端面)の中心側に形成されている。そして小さな刃工具103Cの刃面は、四半円の円弧の形状に構成されている。
直線刃(大きな刃工具)101Cは、切削刃取付けベース10Bの端面の中心付近から半径方向外方に延在している。一方、小さな刃工具103Cは、切削刃取付けベース10Bの延長線上に位置しており、かつ、ベース10B先端面の外周近傍に配置されている。
【0078】
図21の第13実施形態のその他の構成及び作用効果は、図19、図20の実施形態と同様である。
そして、図21の実施形態も、図4〜図16の実施形態と組み合わせることが可能である。
【0079】
図22、図23は、第14実施形態を示す。
図22、図23の第14実施形態も、バリ除去用工具10の具体的な構成に係る実施形態である。
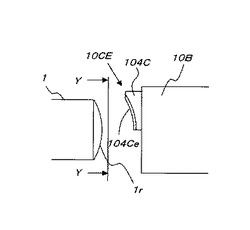
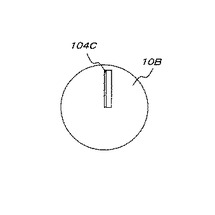
図22、図23の第14実施形態のバリ除去用工具10CEは、図17、図18の第11実施形態と同様に、大きな刃工具104Cのみを有している。
【0080】
図17では大きな刃工具101Cの加工エッジは、中心軸と垂直な方向(半径方向)に延在する直線的なエッジである。それに対して、図22で示す刃工具104Cは、加工エッジ104Ceが球面状になっている。
係る刃工具104Cでトルシアボルト1の破断面を切削すると、トルシアボルト1の被切削面(被加工面)1rは、球面状となる。従って、図17のコーナーEにおけるエッジが形成されてしまうことはない。
【0081】
図22、図23の第14実施形態のその他の構成及び作用効果は、図17、図18の実施形態と同様である。
そして、図22、図23の第14実施形態も、図4〜図16の実施形態と組み合わせることが可能である。
【0082】
図24は、本発明の第15実施形態を示す。
図24では、大きな刃工具101Cと小さな刃工具102Cの対が、2対設けられている。
【0083】
図24において、バリ除去用工具10CFは、2個設けられた大きな刃工具101Cは、回転中心に対して点対称に配置されている。2個設けられた小さな刃工具102Cも、回転中心に対して点対称に配置されている。
図24では、大きな刃工具101Cと小さな刃工具102Cとでなす角(いわゆる中心角)が45°となっているが、たとえば90°にしてもよいし、それ以外の角度であってもよい。但し、大きな刃工具101Cと小さな刃工具102Cとは、近づけ過ぎないことが好ましい。大きな刃工具101Cと小さな刃工具102Cとを近づけ過ぎると、切削により生じた金属粉がかたまりとなって、つまってしまう恐れがあるためである。
【0084】
図24の第15実施形態のその他の構成及び作用効果は、図19〜図21の実施形態と同様である。
図24の実施形態も、図4〜図16の実施形態と組み合わせることが可能である。
【0085】
図25は、本発明の第16実施形態を示す。
図25では、大きな刃工具101Cと小さな刃工具102Cの対が、3対設けられている。
【0086】
図25において、第16実施形態のバリ除去用工具10CGは、大きな刃工具101Cと小さな刃工具102Cからなる対が、回転中心に対して点対称に配置されている。
図25において、隣接する刃工具101Cと、刃工具102Cと、取付けベース10Bの中心点Oとにより形成される角度は、約60°になるように配置されている。
【0087】
刃工具の数を増やすことにより、刃工具の交換周期を延長することが可能である。
なお、図示はされていないが、大きな刃工具と小さな刃工具の対を、4対以上設けることも可能である。
図25の第16実施形態におけるその他の構成及び作用効果は、図19〜図21の実施形態と同様である。
図25の実施形態も、図4〜図16の実施形態と組み合わせることが可能である。
【0088】
図26は、本発明の第17実施形態を示している。
図17〜図25の実施形態は、刃工具を回転させて、切削加工により、トルシアボルト1の破断面1cに生じたバリを、切削加工により除去している。
それに対して、図26は、グラインダー40を用いた研削加工により、バリの除去を行っている。
【0089】
図26において、バリ除去用工具10CHは、取付けベース10Bに円盤状のグラインダー40を取付けている。
図26で示すグラインダー40によりバリが除去されたトルシアボルトの端面は、図17で示すトルシアボルト1の端面1cと同様に、)平坦に加工される。
【0090】
図26の実施形態も、図4〜図16の実施形態と組み合わせることが可能である。
【0091】
図27は、本発明の第18実施形態を示している。
図27の実施形態も、グラインダー41を用いた研削加工により、バリの除去を行っている。
図26の実施形態では、トルシアボルトの端面(破断面)は平坦に加工されるので、図17で示すトルシアボルト1の端面1cの縁部Eと同様に、加工面の縁部に新たにエッジが生じてしまう。それに対して、図27の実施形態では、加工された端面の縁部(図17の縁部Eに相当する部分:図27では図示せず)に面取りが施される。
【0092】
図27において、バリ除去用工具10CIは、取付けベース10Bに、グラインダー41を取付けて構成されている。グラインダー41には円錐台形の凹部41bが形成されており、凹部41bの外縁側にはテーパー状の斜面41aが形成されている。
テーパー状の斜面41aがトルシアボルト端面の縁部(図17の縁部Eに相当する部分:図27では図示せず)に当接されることにより、その縁部に、図19で示すトルシアボルト1の端面1cと同様に、面取りが施される。
【0093】
図27の実施形態におけるその他の構成及び作用効果は、図26の実施形態と同様である。
図27の実施形態も、図4〜図16の実施形態と組み合わせることが可能である。
【0094】
図28は、本発明の第19実施形態を示している。
図27では、トルシアボルトの研削加工面の縁部に面取りが施されるのに対して、図28の実施形態では、トルシアボルトの研削加工面の縁部に湾曲部分(いわゆる「アール」)を形成する。
【0095】
図28において、バリ除去用工具10CJは、グラインダー42を備えている。グラインダー42には円錐台形の凹部42bが形成されており、凹部42bの外縁部は四半円状の円弧42aが形成されている。
トルシアボルトの研削加工面の縁部(図17の縁部Eに相当:図28では図示せず)に、グラインダー42の円弧42aが当接して研削加工されることにより、その縁部は、図21におけるトルシアボルト端面1cと同様に、湾曲部分(アール)が形成される。
【0096】
図28の実施形態におけるその他の構成及び作用効果は、図27の実施形態と同様である。
図28の実施形態も、図4〜図16の実施形態と組み合わせることが可能である。
【0097】
図29は、本発明の第20実施形態を示している。
図29の実施形態では、トルシアボルトの研削加工面の全体が、湾曲面(あるいは球面)となるように、構成されている。
【0098】
図29において、バリ除去用工具10CKは、取付けベース10Bにグラインダー43を取付けて構成されている。グラインダー43には、球面状の凹部43bが形成されている。
グラインダー43Bの凹部43bを当接することにより、バリを除去するべきトルシアボルト1の端面は、図22の端面1rのように球面状に加工される。
【0099】
図29の実施形態におけるその他の構成及び作用効果は、図26の実施形態と同様である。
図29の実施形態も、図4〜図16の実施形態と組み合わせることが可能である。
【0100】
図30は、本発明の第21実施形態を示している。
上述した図1〜図29の実施形態では、バリ除去用工具を回転するためのモータが、端面加工装置100〜110に内蔵されている。
それに対して、図30の第21実施形態では、バリ除去用工具を回転するためのモータ(電動工具)が、端面加工装置100〜110の外部に設けられている。
【0101】
図30において、冶具30が、シャンク60の先端(図30の左端)に接続されている。シャンク60の後端(図30の右端)は、電動工具70に接続されている。なお、冶具30は、先端にフード部12を装着し、内部にバリ除去用工具10を収容している。
電動工具70は、公知、市販の多種工具用の回転駆動源装置である。
電動工具70は、シャンク60及び冶具30を介して、フード部12内部のバリ除去用工具10に回転を伝達する。
【0102】
図1〜図29の実施形態において、端面加工装置からモータを省略して、図30の構成を適用することが可能である。
【0103】
図31は、本発明の第22実施形態を示す。
図31の実施形態も、バリ除去用工具回転駆動用のモータ(電動工具)が、端面加工装置100〜110の外部に設けられている。
【0104】
市販の回転駆動源装置(電動工具)における回転数は、図1〜図29の実施形態におけるバリ除去用工具10の回転数としては高過ぎる。それに対して図31の実施形態では、減速機構を用いて、市販の回転駆動源の回転数を減速して、バリ除去用工具10に伝達している。
【0105】
図31においてシャンク60の先端(図31の左端)には冶具30が接続され、シャンク60の後端(図31の右端)は、減速機80の一端81と接続している。減速機80のシャンク60とは反対側の端部82は、電動工具70に接続されている。
電動工具70を作動させると、減速機80とシャンク60とを介して、バリ除去用工具10が回転する。ここで、電動工具70で発生した回転は、減速機80で回転数が減少されて、バリ除去用工具10として適当な回転数となる。
【0106】
図31の実施形態におけるその他の構成及び作用効果は、図30の実施形態と同様である。
図1〜図29の実施形態において、端面加工装置から電動モータを省略して、図31の実施形態を適用することが可能である。
【0107】
図32は、本発明の第23実施形態を示す。
図32の実施形態も、バリ除去用工具回転駆動用のモータが、端面加工装置100の外部に設けられている。
【0108】
図30、図31では、バリ除去用工具10がシャンク60に固定されている。それに対して、図32の実施形態では、シャンク60がバリ除去用工具に対して脱着自在に構成されている。
【0109】
図32において、端面加工装置100はフード部12を有し、フード部12の内部には、ベアリング90を介して、バリ除去用工具10が回転自在に収容されている。図32において、バリ除去用工具10の右端には、断面が非円形のシャンク差込用孔10gが形成されている。このシャンク差込用孔10gの内周形状は、シャンク60の先端部61の外形形状と相補的である。それと共に、シャンク差込用孔10gの内周形状は、電動工具70の回転軸先端71の外形形状と相補的になっている。
【0110】
トルシアボルト1(図32では図示せず)の端面が手の届きやすい箇所である場合には、電動工具70の回転軸先端71を、バリ除去用工具10のシャンク差込用孔10gに差し込んで、電動工具を作動させる。
一方、トルシアボルト1(図32では図示せず)の端面が、作業者の手が届き難い袋小路のような箇所にある場合には、電動工具70の先端71にシャンク60を接続し、そのシャンク60の先端61をシャンク差込用の孔10gに差し込んで、電動工具70を作動させて、バリ除去用工具10を回転すればよい。
【0111】
図32の実施形態におけるその他の構成及び作用効果は、図30、図31の実施形態と同様である。
図1〜図29の実施形態において、端面加工装置の内部から電動モータを省略して、図32の実施形態を適用することが可能である。
【0112】
図示の実施形態はあくまでも例示であり、本発明の技術的範囲を限定する趣旨の記述ではない。
【図面の簡単な説明】
【0113】
【図1】本発明の第1実施形態を示す一部断面側面図。
【図2】第1実施形態において、図1で示すのとは別の状態を示す一部断面側面図。
【図3】トルシアボルトの余長を示す側面図。
【図4】第2実施形態を示す一部断面側面図。
【図5】図4のY−Y断面矢視図。
【図6】第3実施形態の一部断面側面図。
【図7】第3実施形態において、図6で示すのとは別の状態を示す一部断面側面図。
【図8】第4実施形態を示す一部断面側面図。
【図9】第4実施形態の作用を説明する模式図。
【図10】第4実施形態の作用を説明する模式図であって、図9とは異なる状態を示す模式図。
【図11】第5実施形態を示す一部断面側面図。
【図12】第6実施形態を示す一部断面側面図。
【図13】第7実施形態を示す一部断面側面図。
【図14】第8実施形態を示す一部断面側面図。
【図15】第9実施形態を示す一部断面側面図。
【図16】第10実施形態を示す一部断面側面図。
【図17】第11実施形態を示す側面図。
【図18】図17のE−E線矢視図。
【図19】第12実施形態を示す側面図。
【図20】図19のF−F線矢視図。
【図21】第13実施形態を示す側面図。
【図22】第14実施形態を示す側面図。
【図23】図22のG−G線矢視図。
【図24】第15実施形態を示す側面図。
【図25】第16実施形態を示す側面図。
【図26】第17実施形態を示す側面図。
【図27】第18実施形態を示す側面図。
【図28】第19実施形態を示す側面図。
【図29】第20実施形態を示す側面図。
【図30】第21実施形態を示す側面図。
【図31】第22実施形態を示す側面図。
【図32】第23実施形態を示す側面図。
【図33】トルシア形高力ボルト(トルシアボルト)の作用を示す断面図。
【図34】従来技術におけるトルシアボルトの破断面の処理を示す図。
【符号の説明】
【0114】
1・・・トルシアボルト
1c・・・破断面
1d・・・バリ
2・・・ナット
10・・・バリ除去工具
11・・・ケーシング
12・・・フード部
14・・・電動モータ
15・・・空気侵入系統
16・・・空気排出系統
17・・・吸込みポンプ
18・・・圧縮ポンプ
19A・・・永久磁石
19B・・・電磁石
【特許請求の範囲】
【請求項1】
バリ除去用工具と、バリ除去用工具を回転するための回転機構と、金属粉を捕集する金属粉収集機構とを有し、バリ除去用工具はトルシアボルトの中心軸方向へ移動可能に構成されていることを特徴とする端面加工装置。
【請求項2】
ナット及びトルシアボルトの余長部分を包囲するフード部を備えている請求項1の端面加工装置。
【請求項3】
バリ除去用工具を回転するための回転機構は、出力軸がバリ除去用工具と機械的に結合されたモータである請求項1、2のいずれかの端面加工装置。
【請求項4】
バリ除去用工具を回転するための回転機構は、装置外部の回転源に接続可能に構成された棒状部材を有し、その棒状部材はバリ除去用工具に接続され、あるいは、バリ除去用工具に対して脱着可能に構成されている請求項1〜3のいずれか1項の端面加工装置。
【請求項5】
請求項1〜4のいずれか1項の端面加工装置のバリ除去用工具において、1本の刃から構成されていることを特徴とするバリ除去用工具。
【請求項6】
請求項1〜4のいずれか1項の端面加工装置のバリ除去用工具において、端面加工用の刃と縁部加工用の刃とを有していることを特徴とするバリ除去用工具。
【請求項7】
請求項1〜4のいずれか1項の端面加工装置のバリ除去用工具において、円盤状の砥石を備えていることを特徴とするバリ除去用工具。
【請求項8】
請求項1〜4のいずれか1項の端面加工装置のバリ除去用工具において、凹部が形成された砥石を有していることを特徴とするバリ除去用工具。
【請求項9】
端面加工装置を用いてトルシアボルトの破断面を加工する加工方法において、端面加工装置のバリ除去用工具をトルシアボルトの中心軸方向へ移動してトルシアボルトの破断面に押し付けて回転する工程を有することを特徴とする加工方法。
【請求項1】
バリ除去用工具と、バリ除去用工具を回転するための回転機構と、金属粉を捕集する金属粉収集機構とを有し、バリ除去用工具はトルシアボルトの中心軸方向へ移動可能に構成されていることを特徴とする端面加工装置。
【請求項2】
ナット及びトルシアボルトの余長部分を包囲するフード部を備えている請求項1の端面加工装置。
【請求項3】
バリ除去用工具を回転するための回転機構は、出力軸がバリ除去用工具と機械的に結合されたモータである請求項1、2のいずれかの端面加工装置。
【請求項4】
バリ除去用工具を回転するための回転機構は、装置外部の回転源に接続可能に構成された棒状部材を有し、その棒状部材はバリ除去用工具に接続され、あるいは、バリ除去用工具に対して脱着可能に構成されている請求項1〜3のいずれか1項の端面加工装置。
【請求項5】
請求項1〜4のいずれか1項の端面加工装置のバリ除去用工具において、1本の刃から構成されていることを特徴とするバリ除去用工具。
【請求項6】
請求項1〜4のいずれか1項の端面加工装置のバリ除去用工具において、端面加工用の刃と縁部加工用の刃とを有していることを特徴とするバリ除去用工具。
【請求項7】
請求項1〜4のいずれか1項の端面加工装置のバリ除去用工具において、円盤状の砥石を備えていることを特徴とするバリ除去用工具。
【請求項8】
請求項1〜4のいずれか1項の端面加工装置のバリ除去用工具において、凹部が形成された砥石を有していることを特徴とするバリ除去用工具。
【請求項9】
端面加工装置を用いてトルシアボルトの破断面を加工する加工方法において、端面加工装置のバリ除去用工具をトルシアボルトの中心軸方向へ移動してトルシアボルトの破断面に押し付けて回転する工程を有することを特徴とする加工方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【図29】
【図30】
【図31】
【図32】
【図33】
【図34】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【図29】
【図30】
【図31】
【図32】
【図33】
【図34】
【公開番号】特開2009−39858(P2009−39858A)
【公開日】平成21年2月26日(2009.2.26)
【国際特許分類】
【出願番号】特願2008−300803(P2008−300803)
【出願日】平成20年11月26日(2008.11.26)
【分割の表示】特願2007−65247(P2007−65247)の分割
【原出願日】平成19年3月14日(2007.3.14)
【出願人】(000110251)トピー工業株式会社 (255)
【Fターム(参考)】
【公開日】平成21年2月26日(2009.2.26)
【国際特許分類】
【出願日】平成20年11月26日(2008.11.26)
【分割の表示】特願2007−65247(P2007−65247)の分割
【原出願日】平成19年3月14日(2007.3.14)
【出願人】(000110251)トピー工業株式会社 (255)
【Fターム(参考)】
[ Back to top ]