
筐体の塗装塗料およびその塗装方法
【課題】硬化させる温度を150℃以下とし、下塗りと上塗りを一度の加熱で硬化させる。
【解決手段】電気機器を収納する筐体の塗装塗料において、筐体1を構成する鋼板5を塗装に適する表面状態とし、下塗り塗料にポリアミド硬化エポキシ樹脂系塗料を用い、上塗り塗料にウレタン樹脂塗料を用い、ポリアミド硬化エポキシ樹脂系塗料で第1の塗膜6を形成し、その上にウレタン樹脂塗料で第2の塗膜7を形成し、これらを温度150℃以下の一度の低温加熱で硬化させたことを特徴とする。
【解決手段】電気機器を収納する筐体の塗装塗料において、筐体1を構成する鋼板5を塗装に適する表面状態とし、下塗り塗料にポリアミド硬化エポキシ樹脂系塗料を用い、上塗り塗料にウレタン樹脂塗料を用い、ポリアミド硬化エポキシ樹脂系塗料で第1の塗膜6を形成し、その上にウレタン樹脂塗料で第2の塗膜7を形成し、これらを温度150℃以下の一度の低温加熱で硬化させたことを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明の実施形態は、遮断器などの電気機器を収納する筐体に高防食、高耐候性を有する塗膜を形成する筐体の塗装塗料およびその塗装方法に関する。
【背景技術】
【0002】
従来、絶縁ガスを封入するキュービクル形ガス絶縁開閉装置(C−GIS)の筐体には、ポリアミド硬化エポキシ樹脂塗料が塗布されている。塗膜の硬化には、温度150℃を超え、170〜180℃で20〜30分の加熱、あるいは常温で16時間以上の放置が必要であった(例えば、特許文献1参照。)。
【0003】
また、筐体の外面などは、美観を得るため、上記塗料による塗膜を研磨後、上塗り塗料として、熱硬化型ウレタン樹脂塗料が用いられている。この硬化には、上記塗料と同様に、温度150℃を超え、170〜180℃で20〜30分の加熱が行われている(例えば、特許文献2参照。)。
【0004】
これらのことより、ポリアミド硬化エポキシ樹脂塗料では、温度150℃を超える乾燥炉、あるいは長時間放置するスペースが必要であった。また、上塗りをする場合では、温度150℃を超える乾燥炉が必要とともに、下塗りと上塗りの塗膜を都度硬化(2コート2ベーク)、冷却をしなければならなかった。このため、生産効率が低下し、リードタイムも長くなっていた。また、加熱が2回となり多大の熱エネルギーを要していた。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2006−320860号公報
【特許文献2】特開2006−111686号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明が解決しようとする課題は、塗膜の硬化に温度150℃を超える高温が必要であり、また、上塗りをする場合には、都度硬化(2コート2ベーク)をしなければならなかった。このため、温度150℃以下の低温で硬化でき、下塗りと上塗りを一度の加熱で硬化(2コート1ベーク)させることの可能な筐体の塗装塗料およびその塗装方法を提供することにある。
【課題を解決するための手段】
【0007】
上記課題を解決するために、実施形態の筐体の塗装塗料は、電気機器を収納する筐体の塗装塗料において、前記筐体を構成する鋼板の下塗り塗料にポリアミド硬化エポキシ樹脂系塗料を用い、上塗り塗料にウレタン樹脂塗料を用い、前記ポリアミド硬化エポキシ樹脂系塗料で形成した第1の塗膜と前記ウレタン樹脂塗料で形成した第2の塗膜とを一度の低温加熱で硬化させたことを特徴とする。
【図面の簡単な説明】
【0008】
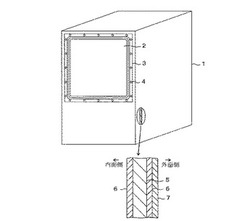
【図1】本発明の実施例に係る筐体の塗装系を説明する図。
【発明を実施するための形態】
【0009】
以下、図面を参照して本発明の実施例を説明する。
【実施例】
【0010】
本発明の実施例に係る筐体の塗装塗料を図1を参照して説明する。
【0011】
図1に示すように、遮断器などの電気機器を収納する筐体1には、一側面に開口部2を持ったフランジ3が気密に設けられている。フランジ3には、図示しない蓋がボルト穴4に固定され、開口部2を閉塞し、絶縁ガスが封入される。筐体1を構成する鋼板5には、拡大図で示すように、内面側と外面側に第1の塗膜6が設けられ、外面側の第1の塗膜6の上に第2の塗膜7が設けられている。
【0012】
次に、第1の塗膜6と第2の塗膜7の塗装方法を説明する。
【0013】
先ず、鋼板5にりん酸亜鉛被膜といった化学的処理やサンドブラストといった機械的処理を施し、塗装を行うのに適した表面状態にする。そして、5Y7/1色のポリアミド硬化エポキシ樹脂系塗料を用いて第1の塗膜6を形成する。塗料としては、表1に示す関西ペイント社製エポマリンプライマーGタイプを用いた。表中の( )内は、適用範囲である。膜厚は、内面側、外面側とも、15〜180μm(標準40〜80μm)とする。スプレーで塗布後、常温で10分以上(10〜60分)放置する。これは、筐体1の内面側とフランジ3面に適用し、塗装完了となる。なお、後述する加熱硬化で完全硬化することを確認している。
【表1】

【0014】
次に、上塗り塗料となるウレタン樹脂塗料を用いて第2の塗膜7を形成する。開口部2を含めたフランジ3面をマスキング後、筐体1の外面側にスプレーで塗布し、10分以上(10〜60分)放置する。放置後、温度110〜150℃×10〜60分(標準120〜130℃×20〜30分)の加熱硬化を行う。膜厚は、15〜50μmとする。ウレタン樹脂塗料の成分を表2、表3に示す。表2は、JIS K5600 60度鏡面光沢度70以上のつやあり、表3は、JIS K5600 60度鏡面光沢度40±10の半つやである。
【表2】
【表3】
【0015】
このような第1の塗膜6と第2の塗膜7に対し、表4に示すような各種の試験を行った。結果を表5に示すが、初期物性試験、耐久性試験の塩水噴霧、耐湿、亜硫酸ガス、塩素ガス、耐候のいずれの試験においても良好であった。また、第1の塗膜6は、フランジ3がガスシール面となる。図示しない蓋で開口部2をOリングを介して閉塞し、気密試験を行った結果、温度−40〜80℃において、ガス漏れはなく良好であった。
【表4】
【表5】
【0016】
鋼板5と第1の塗膜6の高い付着性は主にエポキシ樹脂の特性により得られ、優れた耐食性は主に防錆顔料とエポキシ樹脂の特性によるところが大きいが、化学的に安定している体質顔料を選定していることも関与している。気密性は主にエポキシ樹脂の硬度が低く、剛性の向上が図れる体質顔料の選定と配合によるところが大きい。また、180μmの厚膜塗装でたれを生じないのは、体質顔料の選定と配合によるところが大きい。
【0017】
上塗り塗装となる第2の塗膜7は、第1の塗膜6と相性がよく、アクリル樹脂ワニスとブロックイソシアネート樹脂ワニスが温度90℃以上から反応を開始し、110℃で塗膜の硬化が完了することで、下塗りと上塗りを一度の低温加熱で硬化(2コート1ベーク)させることが可能となった。また、上塗り塗料は、熱影響による変色が殆どなく、低温加熱によっても安定した光沢度を有する。なお、一般の塗料では、低温で硬化させると斑になり易く特に耐久性が低下する。
【0018】
下塗り塗料のポリアミド硬化エポキシ樹脂系塗料は、温度90℃に達するまでに大部分の硬化剤と反応を生じ、未反応の硬化剤と上塗り塗料のウレタン樹脂塗料との反応を生じることなく、第1の塗膜6を形成することができる。これにより、鋼板5との付着力を損なうことなく、厳しい環境下に耐え得る第2の塗膜7を得ることができる。
【0019】
ここで、低温加熱とは、温度150℃以下で110〜150℃の硬化温度を持つものと定義する。
【0020】
上記実施例の筐体の塗装塗料によれば、内面側をポリアミド硬化エポキシ樹脂系塗料を用い、常温で放置し、外面側を下塗り塗料として内面側と同様のポリアミド硬化エポキシ樹脂系塗料を用い、常温で数10分放置し、上塗り塗料としてウレタン樹脂塗料を用い、低温で加熱硬化させているので、外面側では2コート1ベークが可能となり、生産効率の向上、リードタイムの短縮、エネルギー使用量の削減、製造スペースを確保することができる。
【0021】
上記実施例では、筐体1にキュービクル形ガス絶縁開閉装置を用いて説明したが、一般の配電盤、制御盤など電気機器を収納する筐体にも用いることができる。そして、第1の塗膜6と第2の塗膜7は、美観を必要とする筐体の少なくとも外面側に設けるものとする。
【0022】
また、上塗り塗料のウレタン樹脂塗料にアクリル表面調整剤を0.3重量%(0.1〜0.5重量%)添加することにより、第2の塗膜7の膜厚を50μm以上の厚膜とすることができる。
【0023】
以上述べたような実施形態によれば、下塗り塗料にポリアミド硬化エポキシ樹脂系塗料を用い、上塗り塗料に低温硬化型のウレタン樹脂塗料を用い、2コート1ベークで塗膜を形成しているので、生産効率を向上させ、エネルギー使用量を大幅に削減することができる。
【0024】
本発明のいくつかの実施形態を説明したが、これらの実施形態は、例として提示したものであり、発明の範囲を限定することは意図していない。これら新規な実施形態は、その他の様々な形態で実施されることが可能であり、発明の要旨を逸脱しない範囲で、種々の省略、置き換え、変更を行うことができる。これら実施形態やその変形は、発明の範囲や要旨に含まれるとともに、特許請求の範囲に記載された発明とその均等の範囲に含まれる。
【符号の説明】
【0025】
1 筐体
2 開口部
3 フランジ
4 ボルト穴
5 鋼板
6 第1の塗膜
7 第2の塗膜
【技術分野】
【0001】
本発明の実施形態は、遮断器などの電気機器を収納する筐体に高防食、高耐候性を有する塗膜を形成する筐体の塗装塗料およびその塗装方法に関する。
【背景技術】
【0002】
従来、絶縁ガスを封入するキュービクル形ガス絶縁開閉装置(C−GIS)の筐体には、ポリアミド硬化エポキシ樹脂塗料が塗布されている。塗膜の硬化には、温度150℃を超え、170〜180℃で20〜30分の加熱、あるいは常温で16時間以上の放置が必要であった(例えば、特許文献1参照。)。
【0003】
また、筐体の外面などは、美観を得るため、上記塗料による塗膜を研磨後、上塗り塗料として、熱硬化型ウレタン樹脂塗料が用いられている。この硬化には、上記塗料と同様に、温度150℃を超え、170〜180℃で20〜30分の加熱が行われている(例えば、特許文献2参照。)。
【0004】
これらのことより、ポリアミド硬化エポキシ樹脂塗料では、温度150℃を超える乾燥炉、あるいは長時間放置するスペースが必要であった。また、上塗りをする場合では、温度150℃を超える乾燥炉が必要とともに、下塗りと上塗りの塗膜を都度硬化(2コート2ベーク)、冷却をしなければならなかった。このため、生産効率が低下し、リードタイムも長くなっていた。また、加熱が2回となり多大の熱エネルギーを要していた。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2006−320860号公報
【特許文献2】特開2006−111686号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明が解決しようとする課題は、塗膜の硬化に温度150℃を超える高温が必要であり、また、上塗りをする場合には、都度硬化(2コート2ベーク)をしなければならなかった。このため、温度150℃以下の低温で硬化でき、下塗りと上塗りを一度の加熱で硬化(2コート1ベーク)させることの可能な筐体の塗装塗料およびその塗装方法を提供することにある。
【課題を解決するための手段】
【0007】
上記課題を解決するために、実施形態の筐体の塗装塗料は、電気機器を収納する筐体の塗装塗料において、前記筐体を構成する鋼板の下塗り塗料にポリアミド硬化エポキシ樹脂系塗料を用い、上塗り塗料にウレタン樹脂塗料を用い、前記ポリアミド硬化エポキシ樹脂系塗料で形成した第1の塗膜と前記ウレタン樹脂塗料で形成した第2の塗膜とを一度の低温加熱で硬化させたことを特徴とする。
【図面の簡単な説明】
【0008】
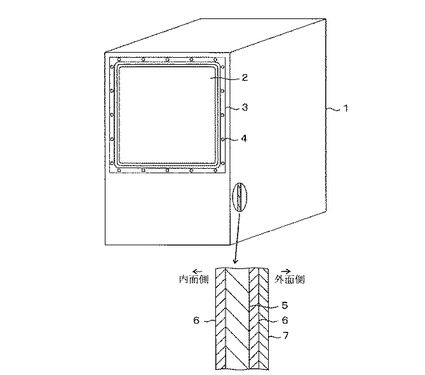
【図1】本発明の実施例に係る筐体の塗装系を説明する図。
【発明を実施するための形態】
【0009】
以下、図面を参照して本発明の実施例を説明する。
【実施例】
【0010】
本発明の実施例に係る筐体の塗装塗料を図1を参照して説明する。
【0011】
図1に示すように、遮断器などの電気機器を収納する筐体1には、一側面に開口部2を持ったフランジ3が気密に設けられている。フランジ3には、図示しない蓋がボルト穴4に固定され、開口部2を閉塞し、絶縁ガスが封入される。筐体1を構成する鋼板5には、拡大図で示すように、内面側と外面側に第1の塗膜6が設けられ、外面側の第1の塗膜6の上に第2の塗膜7が設けられている。
【0012】
次に、第1の塗膜6と第2の塗膜7の塗装方法を説明する。
【0013】
先ず、鋼板5にりん酸亜鉛被膜といった化学的処理やサンドブラストといった機械的処理を施し、塗装を行うのに適した表面状態にする。そして、5Y7/1色のポリアミド硬化エポキシ樹脂系塗料を用いて第1の塗膜6を形成する。塗料としては、表1に示す関西ペイント社製エポマリンプライマーGタイプを用いた。表中の( )内は、適用範囲である。膜厚は、内面側、外面側とも、15〜180μm(標準40〜80μm)とする。スプレーで塗布後、常温で10分以上(10〜60分)放置する。これは、筐体1の内面側とフランジ3面に適用し、塗装完了となる。なお、後述する加熱硬化で完全硬化することを確認している。
【表1】
【0014】
次に、上塗り塗料となるウレタン樹脂塗料を用いて第2の塗膜7を形成する。開口部2を含めたフランジ3面をマスキング後、筐体1の外面側にスプレーで塗布し、10分以上(10〜60分)放置する。放置後、温度110〜150℃×10〜60分(標準120〜130℃×20〜30分)の加熱硬化を行う。膜厚は、15〜50μmとする。ウレタン樹脂塗料の成分を表2、表3に示す。表2は、JIS K5600 60度鏡面光沢度70以上のつやあり、表3は、JIS K5600 60度鏡面光沢度40±10の半つやである。
【表2】
【表3】
【0015】
このような第1の塗膜6と第2の塗膜7に対し、表4に示すような各種の試験を行った。結果を表5に示すが、初期物性試験、耐久性試験の塩水噴霧、耐湿、亜硫酸ガス、塩素ガス、耐候のいずれの試験においても良好であった。また、第1の塗膜6は、フランジ3がガスシール面となる。図示しない蓋で開口部2をOリングを介して閉塞し、気密試験を行った結果、温度−40〜80℃において、ガス漏れはなく良好であった。
【表4】
【表5】
【0016】
鋼板5と第1の塗膜6の高い付着性は主にエポキシ樹脂の特性により得られ、優れた耐食性は主に防錆顔料とエポキシ樹脂の特性によるところが大きいが、化学的に安定している体質顔料を選定していることも関与している。気密性は主にエポキシ樹脂の硬度が低く、剛性の向上が図れる体質顔料の選定と配合によるところが大きい。また、180μmの厚膜塗装でたれを生じないのは、体質顔料の選定と配合によるところが大きい。
【0017】
上塗り塗装となる第2の塗膜7は、第1の塗膜6と相性がよく、アクリル樹脂ワニスとブロックイソシアネート樹脂ワニスが温度90℃以上から反応を開始し、110℃で塗膜の硬化が完了することで、下塗りと上塗りを一度の低温加熱で硬化(2コート1ベーク)させることが可能となった。また、上塗り塗料は、熱影響による変色が殆どなく、低温加熱によっても安定した光沢度を有する。なお、一般の塗料では、低温で硬化させると斑になり易く特に耐久性が低下する。
【0018】
下塗り塗料のポリアミド硬化エポキシ樹脂系塗料は、温度90℃に達するまでに大部分の硬化剤と反応を生じ、未反応の硬化剤と上塗り塗料のウレタン樹脂塗料との反応を生じることなく、第1の塗膜6を形成することができる。これにより、鋼板5との付着力を損なうことなく、厳しい環境下に耐え得る第2の塗膜7を得ることができる。
【0019】
ここで、低温加熱とは、温度150℃以下で110〜150℃の硬化温度を持つものと定義する。
【0020】
上記実施例の筐体の塗装塗料によれば、内面側をポリアミド硬化エポキシ樹脂系塗料を用い、常温で放置し、外面側を下塗り塗料として内面側と同様のポリアミド硬化エポキシ樹脂系塗料を用い、常温で数10分放置し、上塗り塗料としてウレタン樹脂塗料を用い、低温で加熱硬化させているので、外面側では2コート1ベークが可能となり、生産効率の向上、リードタイムの短縮、エネルギー使用量の削減、製造スペースを確保することができる。
【0021】
上記実施例では、筐体1にキュービクル形ガス絶縁開閉装置を用いて説明したが、一般の配電盤、制御盤など電気機器を収納する筐体にも用いることができる。そして、第1の塗膜6と第2の塗膜7は、美観を必要とする筐体の少なくとも外面側に設けるものとする。
【0022】
また、上塗り塗料のウレタン樹脂塗料にアクリル表面調整剤を0.3重量%(0.1〜0.5重量%)添加することにより、第2の塗膜7の膜厚を50μm以上の厚膜とすることができる。
【0023】
以上述べたような実施形態によれば、下塗り塗料にポリアミド硬化エポキシ樹脂系塗料を用い、上塗り塗料に低温硬化型のウレタン樹脂塗料を用い、2コート1ベークで塗膜を形成しているので、生産効率を向上させ、エネルギー使用量を大幅に削減することができる。
【0024】
本発明のいくつかの実施形態を説明したが、これらの実施形態は、例として提示したものであり、発明の範囲を限定することは意図していない。これら新規な実施形態は、その他の様々な形態で実施されることが可能であり、発明の要旨を逸脱しない範囲で、種々の省略、置き換え、変更を行うことができる。これら実施形態やその変形は、発明の範囲や要旨に含まれるとともに、特許請求の範囲に記載された発明とその均等の範囲に含まれる。
【符号の説明】
【0025】
1 筐体
2 開口部
3 フランジ
4 ボルト穴
5 鋼板
6 第1の塗膜
7 第2の塗膜
【特許請求の範囲】
【請求項1】
電気機器を収納する筐体の塗装塗料において、
前記筐体を構成する鋼板の下塗り塗料にポリアミド硬化エポキシ樹脂系塗料を用い、
上塗り塗料にウレタン樹脂塗料を用い、
前記ポリアミド硬化エポキシ樹脂系塗料で形成した第1の塗膜と前記ウレタン樹脂塗料で形成した第2の塗膜とを一度の低温加熱で硬化させたことを特徴とする筐体の塗装塗料。
【請求項2】
前記筐体の内面側に前記第1の塗膜を設け、
前記外面側に前記第1の塗膜と前記第2の塗膜とを設けたことを特徴とする請求項1に記載の筐体の塗装塗料。
【請求項3】
前記低温加熱は、温度150℃以下であることを特徴とする請求項1または請求項2に記載の筐体の塗装塗料。
【請求項4】
前記ポリアミド硬化エポキシ樹脂系塗料は、エポキシ樹脂ワニス25〜35重量%、防錆顔料5〜15重量%、体質顔料15〜30重量%、添加剤2〜6重量%、溶剤で構成されることを特徴とする請求項1乃至請求項3のいずれか1項に記載の筐体の塗装塗料。
【請求項5】
前記ウレタン樹脂塗料は、アクリル樹脂ワニス35〜55重量%、ブロックイソシアネート樹脂ワニス10〜30重量%、着色顔料、添加剤、溶剤で構成されることを特徴とする請求項1乃至請求項4のいずれか1項に記載の筐体の塗装塗料。
【請求項6】
電気機器を収納する筐体の塗装塗料の塗装方法において、
前記筐体を塗装を行うのに適した表面状態とし、
前記筐体の外面側と内面側に、ポリアミド硬化エポキシ樹脂系塗料を塗布し、
常温で数10分間放置し、
その後、前記外面側の前記ポリアミド硬化エポキシ樹脂系塗料を塗布した上に低温硬化型のウレタン樹脂塗料を塗布し、
これらを一度の低温加熱で硬化させたことを特徴とする筐体の塗装塗料の塗装方法。
【請求項7】
前記ウレタン樹脂塗料にアクリル表面調整剤を0.1〜0.5重量%添加し、塗膜を厚膜としたことを特徴とする請求項6に記載の筐体の塗装塗料の塗装方法。
【請求項1】
電気機器を収納する筐体の塗装塗料において、
前記筐体を構成する鋼板の下塗り塗料にポリアミド硬化エポキシ樹脂系塗料を用い、
上塗り塗料にウレタン樹脂塗料を用い、
前記ポリアミド硬化エポキシ樹脂系塗料で形成した第1の塗膜と前記ウレタン樹脂塗料で形成した第2の塗膜とを一度の低温加熱で硬化させたことを特徴とする筐体の塗装塗料。
【請求項2】
前記筐体の内面側に前記第1の塗膜を設け、
前記外面側に前記第1の塗膜と前記第2の塗膜とを設けたことを特徴とする請求項1に記載の筐体の塗装塗料。
【請求項3】
前記低温加熱は、温度150℃以下であることを特徴とする請求項1または請求項2に記載の筐体の塗装塗料。
【請求項4】
前記ポリアミド硬化エポキシ樹脂系塗料は、エポキシ樹脂ワニス25〜35重量%、防錆顔料5〜15重量%、体質顔料15〜30重量%、添加剤2〜6重量%、溶剤で構成されることを特徴とする請求項1乃至請求項3のいずれか1項に記載の筐体の塗装塗料。
【請求項5】
前記ウレタン樹脂塗料は、アクリル樹脂ワニス35〜55重量%、ブロックイソシアネート樹脂ワニス10〜30重量%、着色顔料、添加剤、溶剤で構成されることを特徴とする請求項1乃至請求項4のいずれか1項に記載の筐体の塗装塗料。
【請求項6】
電気機器を収納する筐体の塗装塗料の塗装方法において、
前記筐体を塗装を行うのに適した表面状態とし、
前記筐体の外面側と内面側に、ポリアミド硬化エポキシ樹脂系塗料を塗布し、
常温で数10分間放置し、
その後、前記外面側の前記ポリアミド硬化エポキシ樹脂系塗料を塗布した上に低温硬化型のウレタン樹脂塗料を塗布し、
これらを一度の低温加熱で硬化させたことを特徴とする筐体の塗装塗料の塗装方法。
【請求項7】
前記ウレタン樹脂塗料にアクリル表面調整剤を0.1〜0.5重量%添加し、塗膜を厚膜としたことを特徴とする請求項6に記載の筐体の塗装塗料の塗装方法。
【図1】

【公開番号】特開2013−75962(P2013−75962A)
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願番号】特願2011−215714(P2011−215714)
【出願日】平成23年9月29日(2011.9.29)
【出願人】(000003078)株式会社東芝 (54,554)
【Fターム(参考)】
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願日】平成23年9月29日(2011.9.29)
【出願人】(000003078)株式会社東芝 (54,554)
【Fターム(参考)】
[ Back to top ]