
筒型繊維強化樹脂成形品の製造方法および繊維強化樹脂層付き塩化ビニル製継手
【課題】 インフュージョン成形法を使用して、表面性の良好な成形品を得ることができる筒型繊維強化樹脂成形品の製造方法およびこの製造方法によって得られる繊維強化樹脂層付き塩化ビニル製継手を提供する。
【解決手段】 成形型と同一形状のプリフォーム成形型に強化繊維を積層してバインダー樹脂および硬化剤を塗布することによって、筒状のプリフォーム5を予め形成しておく。このプリフォーム5を強化繊維層4に離型布7を介して積層した状態として気密性フィルム16内に収容し、マトリックス樹脂を注入する。
【解決手段】 成形型と同一形状のプリフォーム成形型に強化繊維を積層してバインダー樹脂および硬化剤を塗布することによって、筒状のプリフォーム5を予め形成しておく。このプリフォーム5を強化繊維層4に離型布7を介して積層した状態として気密性フィルム16内に収容し、マトリックス樹脂を注入する。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、筒型繊維強化樹脂成形品の製造方法および繊維強化樹脂層付き塩化ビニル製継手に関し、特に、インフュージョン成形法と称されている筒型繊維強化樹脂成形品の製造方法およびこの製造方法によって得られる繊維強化樹脂層付き塩化ビニル製継手に関する。
【背景技術】
【0002】
外周面がガラス繊維強化樹脂層で強化された硬質塩化ビニル樹脂継手本体からなる繊維強化樹脂層付き塩化ビニル製継手(筒型繊維強化樹脂成形品)を製造する方法として、インフュージョン成形法と称されているものが知られている(特許文献1)。この製造方法は、成形型の上に、強化繊維からなる強化繊維層を設け、強化繊維層を気密性フィルムで覆い、この気密性フィルム内の空気を吸引排気して気密性フィルム内を減圧状態として、この減圧状態の気密性フィルム内にマトリックス樹脂を注入して成形品を得るものである。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2009−255472号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記特許文献1などの開示されているインフュージョン成形法は、成形品の外周面を規定する外型を使用しないことから、強化繊維層のしわ等が発生し、良好な表面性が得られないという問題がある。
【0005】
この発明の目的は、インフュージョン成形法を使用して、表面性の良好な成形品を得ることができる筒型繊維強化樹脂成形品の製造方法およびこの製造方法によって得られる繊維強化樹脂層付き塩化ビニル製継手を提供することにある。.
【課題を解決するための手段】
【0006】
この発明による筒型繊維強化樹脂成形品の製造方法は、成形型の上に、強化繊維からなる強化繊維層を設け、強化繊維層を気密性フィルムで覆い、この気密性フィルム内の空気を吸引排気して気密性フィルム内を減圧状態として、この減圧状態の気密性フィルム内にマトリックス樹脂を注入して成形品を得る筒型繊維強化樹脂成形品の製造方法において、成形型と同一形状のプリフォーム成形型に強化繊維を積層してバインダー樹脂および硬化剤を塗布することによって、筒状のプリフォームを予め形成しておき、このプリフォームを強化繊維層に離型層を介して積層した状態として気密性フィルム内に収容し、マトリックス樹脂を注入することを特徴とするものである。
【0007】
この製造方法は、インフュージョン成形法の改良に係るもので、従来のインフュージョン成形法に対して、成形型と同一形状のプリフォーム成形型を使用して、筒状のプリフォームを予め形成する工程を付加し、さらに、強化繊維層を気密性フィルムで覆う前に、プリフォームを強化繊維層に離型層を介して積層する工程を付加することで得られる。
【0008】
プリフォームは、成形後に取り外され、筒型繊維強化樹脂成形品は、外周面がプリフォームで規定されて成形されたことにより、平滑な外周面を有しているものとなり、表面性の良好な成形品となる。
【0009】
プリフォームを形成する強化繊維は、ガラス繊維を織布や不織布に加工しているものが好適である。バインダーは、エマルジョンタイプのもの、水や有機溶剤を用いた溶液タイプのものなどが適宜使用される。離型層としては、離型布を使用することができる。
【0010】
この製造方法は、チーズ、エルボ、ソケット等の継手を製造するのに特に適している。
【0011】
本発明において使用される強化繊維としては、特に限定されないが、例えば、ガラス繊維、カーボン繊維、アラミド繊維、ポリビニルアルコール繊維、塩化ビニル繊維、アクリル繊維、ポリエステル繊維、ポリウレタン繊維、ポリエチレン繊維、ポリプロピレン繊維、ポリスチレン繊維、アセテート繊維等の有機合成繊維や、金属繊維等の無機繊維や、麻や竹などの天然繊維やレーヨン等の再生繊維等が挙げられ、ガラス繊維、カーボン繊維、アラミド繊維が好適である。また、これらの繊維は混合して使用してもよい。
【0012】
また、これらの繊維は、ロービング、織布、不織布等、糸状、マット形状、テープ形状に加工したのち、例えば、成形型に巻回することによって強化繊維層を形成することができる。
【0013】
本発明において使用されるマトリックス樹脂としては、特に限定されないが、例えば、不飽和ポリエステル樹脂、アクリル樹脂、ビニルエステル樹脂、アルキド樹脂、アミノ樹脂、エポキシ樹脂、ウレタン樹脂、フェノール樹脂、シリコン樹脂などの熱硬化性樹脂を用いることができる。
【0014】
使用するマトリックス樹脂は強化繊維層への含浸を促進させるため、粘度が0.2Pa・s以下であることが好ましい。粘度が0.2Pa・sを超えるとマトリックス樹脂が強化繊維層に含浸しにくくなり、含浸時間が長くなって生産性が低下したり、含浸不良を起こす可能性が高くなる。
【0015】
なお、マトリックス樹脂には着色用の顔料や、成形後の耐久性などを考慮し、酸化防止剤、難燃剤、熱安定剤、紫外線吸収剤、光安定剤などを適宜配合してもよい。
【0016】
本発明において用いられる気密性フィルムは、筒状をしていて、気密状態を確保できるとともに、加熱することによって少なくとも径方向に収縮し、内周面が成形型の端部周面に密着すれば、特に限定されないが、例えば、ポリエチレン、ポリプロピレン、ポリ塩化ビニルなどの樹脂製のものが挙げられる。
【0017】
また、本発明においては、必要に応じて、気密性フィルムの剥離を促すための離型布や気密性フィルム内に供給されたマトリックス樹脂を拡散流動させて強化繊維層の強化繊維中に素早くかつ均一に含浸できるようにする樹脂拡散媒体を強化繊維層に沿って設けるようにしてもよい。
【0018】
上記樹脂拡散媒体は、注入される樹脂が樹脂拡散媒体の隙間を通して、強化繊維層の樹脂拡散媒体に接する面に沿ってマトリックス樹脂を行きわたらせることができれば、特に限定されないが、例えば、ポリプロピレン製の網状のものが挙げられる。
【0019】
この発明による繊維強化樹脂層付き塩化ビニル製継手は、塩化ビニル製の継手本体とこれに積層された強化繊維層とからなり、インフュージョン成形法を利用して得られる繊維強化樹脂層付き塩化ビニル製継手であって、強化繊維層が積層された継手本体に、継手本体と同一形状のプリフォーム成形型を使用して形成された筒状のプリフォームが離型層を介して積層された状態で、インフュージョン成形されていることを特徴とするものである。
【0020】
この発明の繊維強化樹脂層付き塩化ビニル製継手によると、繊維強化層によって高圧に耐え得るものとなり、しかも、その表面が平滑で良好なものとなる。
【0021】
上記離型層(離型布)としては、特に限定されないが、例えば、樹脂を容易に通す細かい孔を有し、かつマトリックス樹脂との離型性の良いシリコンコーティングされたナイロン布が挙げられる。
【発明の効果】
【0022】
この発明の筒型繊維強化樹脂成形品の製造方法によると、成形型と同一形状のプリフォーム成形型に強化繊維を積層してバインダー樹脂および硬化剤を塗布することによって、筒状のプリフォームを予め形成しておき、このプリフォームを強化繊維層に離型層を介して積層した状態として気密性フィルム内に収容し、マトリックス樹脂を注入するので、筒型繊維強化樹脂成形品は、外周面がプリフォームで規定されて成形されることで、平滑な外周面を有しているものとなり、表面性の良好な成形品となる。
【0023】
この発明の繊維強化樹脂層付き塩化ビニル製継手によると、強化繊維層が積層された継手本体に、継手本体と同一形状のプリフォーム成形型を使用して形成された筒状のプリフォームが離型層を介して積層された状態で、インフュージョン成形されているので、繊維強化層によって高圧に耐え得るものとなり、しかも、その表面が平滑で良好なものとなる。
【図面の簡単な説明】
【0024】
【図1】図1は、この発明による筒型繊維強化樹脂成形品の製造方法を示す図である。
【図2】図2は、この発明による筒型繊維強化樹脂成形品の製造方法において、プリフォームを予め形成する工程を説明する図である。
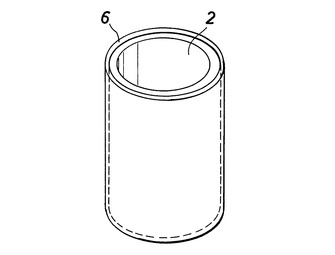
【図3】図3は、プリフォームを形成する工程で使用される成形型とこの工程で得られるプリフォームとを示す図である。
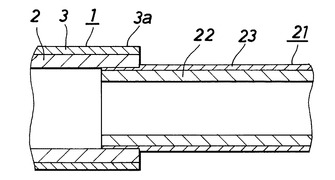
【図4】図4は、この発明による繊維強化樹脂層付き塩化ビニル製継手の使用の1例を示す縦断面図である。
【発明を実施するための形態】
【0025】
この発明の実施の形態を、以下図面を参照して説明する。
【0026】
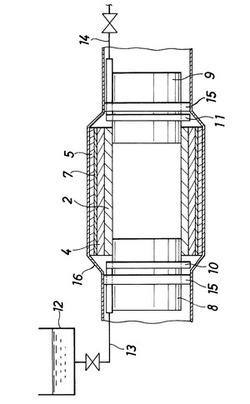
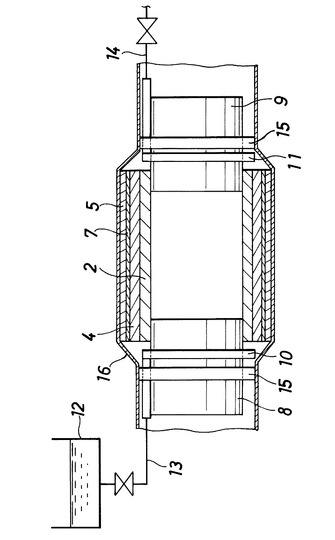
図1は、この発明による筒型繊維強化樹脂成形品の製造方法のインフュージョン成形法による樹脂含浸工程を示しており、図2および図3はこれに先立って行われるプリフォーム成形工程を示している。
【0027】
この発明による筒型繊維強化樹脂成形品の製造方法では、まず、継手本体(2)をプリフォーム成形型として使用して、プリフォーム(5)を形成する。具体的には、継手本体(2)の1例である ソケットの外周面の寸法にカットしたガラス繊維(ニットロービングイージーファブ エフアールサービス(株)製 品番DB800)(6)を2枚準備し、図2に示すように、塩化ビニル製の継手(積水化学工業(株)製ソケット)に積層する。この際、図示省略するが、ガラス繊維(6)1枚を積層してから、バインダー樹脂(プラス産業(株)製、商品名バインダーPB)および硬化剤1質量部(日本油脂(株)製、商品名パーメックN)を塗布し、もう1枚を重ねてタフロープ等で留める。硬化後、継手本体(2)から脱型することにより、図3(a)に示すプリフォーム(5)が得られる。図3(b)には、継手本体すなわちソケット(2)を示している。
【0028】
次いで、継手本体(2)を成形型とし、継手本体(2)の外周面に沿ってシート状あるいはテープ状をした強化繊維材料を巻回し、筒状をした強化繊維層(4)を形成する。
【0029】
次いで、この強化繊維層(4)の周囲に必要に応じて離型布(図示略)や樹脂拡散媒体(図示略)を巻いたのち、離型布(離型層)(7)を介してプリフォーム(5)を積層する。
【0030】
次いで、継手本体(2)の両側から継手本体(2)に対応する径を有するパイプ(8)(9)を差し込んで、一方のパイプ(8)には、樹脂注入用スパイラルチューブ(10)を取り付け、他方のパイプ(9)には、吸気用スパイラルチューブ(11)を取り付ける。樹脂注入用スパイラルチューブ(10)には、マトリックス樹脂のタンク(12)からの樹脂供給管(13)が接続され、吸気用スパイラルチューブ(11)には、真空ポンプ(図示略)に接続される吸気管路(14)が接続される。
【0031】
次いで、シール用パテ等のシール材(15)を環状に巻き付けたのち、筒状をした気密性フィルム(16)によって両側のシール用パテ部分を含むように、強化繊維層(4)およびプリフォーム(5)が積層された継手本体(2)の周囲を囲み、気密性フィルム(16)内を気密状態とする。
【0032】
次いで、真空ポンプを稼動させて気密性フィルム(16)内の空気を排気し、気密性フィルム(16)内を所定の圧力まで減圧したのち、マトリックス樹脂を気密性フィルム(16)内に自然圧で供給し、強化繊維層(4)に含浸させる。
【0033】
含浸が完了後、吸気及びマトリックス樹脂の供給を停止し、マトリックス樹脂Pを硬化あるいは固化させ、プリフォーム(5)を離型布(7)とともに剥がすことで成形品を得る。
【0034】
こうして得られた成形品は、塩化ビニル製の継手本体(2)とこれに積層された繊維強化樹脂層(3)とからなる繊維強化樹脂層付き塩化ビニル製継手(1)となり、繊維強化樹脂層付き塩化ビニル製継手(1)は、外周面(3a)がプリフォーム(5)で規定されて成形されたことにより、平滑な外周面(3a)を有しているものとなる。
【0035】
繊維強化樹脂層付き塩化ビニル製継手(1)は、例えば、図4に示すように、塩化ビニル管(22)および繊維強化樹脂層(23)からなる複層管(21)と組み合わされて使用され、高圧に耐える配管を形成することができる。
【0036】
なお、図示した継手本体(2)は、外周面および内周面がともに段差無しの円周面とされているが、これに限らず、接続のための受け口部を大径にするなど、適宜変更可能である。また、継手本体はフランジ付きであってもよく、図示省略するが、エルボー(L字状継手)やチーズ(T字状継手)などであっても同様にして製造することができる。また、上記の製造方法は、繊維強化樹脂層付き塩化ビニル製継手(1)の製造に限定されるものではなく、種々の筒型成形品の製造に使用することができる。この際、上記においては、成形型に相当する継手本体が製品としての継手本体と同じものとされているが、専用の成形型を使用するようにしてもよい。
【符号の説明】
【0037】
(1) 繊維強化樹脂層付き塩化ビニル製継手(筒型繊維強化樹脂成形品)
(2) 継手本体(成形型)
(3) 繊維強化樹脂層
(4) 強化繊維層
(5) プリフォーム
(7) 離型布(離型層)
(16) 気密性フィルム
【技術分野】
【0001】
この発明は、筒型繊維強化樹脂成形品の製造方法および繊維強化樹脂層付き塩化ビニル製継手に関し、特に、インフュージョン成形法と称されている筒型繊維強化樹脂成形品の製造方法およびこの製造方法によって得られる繊維強化樹脂層付き塩化ビニル製継手に関する。
【背景技術】
【0002】
外周面がガラス繊維強化樹脂層で強化された硬質塩化ビニル樹脂継手本体からなる繊維強化樹脂層付き塩化ビニル製継手(筒型繊維強化樹脂成形品)を製造する方法として、インフュージョン成形法と称されているものが知られている(特許文献1)。この製造方法は、成形型の上に、強化繊維からなる強化繊維層を設け、強化繊維層を気密性フィルムで覆い、この気密性フィルム内の空気を吸引排気して気密性フィルム内を減圧状態として、この減圧状態の気密性フィルム内にマトリックス樹脂を注入して成形品を得るものである。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2009−255472号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記特許文献1などの開示されているインフュージョン成形法は、成形品の外周面を規定する外型を使用しないことから、強化繊維層のしわ等が発生し、良好な表面性が得られないという問題がある。
【0005】
この発明の目的は、インフュージョン成形法を使用して、表面性の良好な成形品を得ることができる筒型繊維強化樹脂成形品の製造方法およびこの製造方法によって得られる繊維強化樹脂層付き塩化ビニル製継手を提供することにある。.
【課題を解決するための手段】
【0006】
この発明による筒型繊維強化樹脂成形品の製造方法は、成形型の上に、強化繊維からなる強化繊維層を設け、強化繊維層を気密性フィルムで覆い、この気密性フィルム内の空気を吸引排気して気密性フィルム内を減圧状態として、この減圧状態の気密性フィルム内にマトリックス樹脂を注入して成形品を得る筒型繊維強化樹脂成形品の製造方法において、成形型と同一形状のプリフォーム成形型に強化繊維を積層してバインダー樹脂および硬化剤を塗布することによって、筒状のプリフォームを予め形成しておき、このプリフォームを強化繊維層に離型層を介して積層した状態として気密性フィルム内に収容し、マトリックス樹脂を注入することを特徴とするものである。
【0007】
この製造方法は、インフュージョン成形法の改良に係るもので、従来のインフュージョン成形法に対して、成形型と同一形状のプリフォーム成形型を使用して、筒状のプリフォームを予め形成する工程を付加し、さらに、強化繊維層を気密性フィルムで覆う前に、プリフォームを強化繊維層に離型層を介して積層する工程を付加することで得られる。
【0008】
プリフォームは、成形後に取り外され、筒型繊維強化樹脂成形品は、外周面がプリフォームで規定されて成形されたことにより、平滑な外周面を有しているものとなり、表面性の良好な成形品となる。
【0009】
プリフォームを形成する強化繊維は、ガラス繊維を織布や不織布に加工しているものが好適である。バインダーは、エマルジョンタイプのもの、水や有機溶剤を用いた溶液タイプのものなどが適宜使用される。離型層としては、離型布を使用することができる。
【0010】
この製造方法は、チーズ、エルボ、ソケット等の継手を製造するのに特に適している。
【0011】
本発明において使用される強化繊維としては、特に限定されないが、例えば、ガラス繊維、カーボン繊維、アラミド繊維、ポリビニルアルコール繊維、塩化ビニル繊維、アクリル繊維、ポリエステル繊維、ポリウレタン繊維、ポリエチレン繊維、ポリプロピレン繊維、ポリスチレン繊維、アセテート繊維等の有機合成繊維や、金属繊維等の無機繊維や、麻や竹などの天然繊維やレーヨン等の再生繊維等が挙げられ、ガラス繊維、カーボン繊維、アラミド繊維が好適である。また、これらの繊維は混合して使用してもよい。
【0012】
また、これらの繊維は、ロービング、織布、不織布等、糸状、マット形状、テープ形状に加工したのち、例えば、成形型に巻回することによって強化繊維層を形成することができる。
【0013】
本発明において使用されるマトリックス樹脂としては、特に限定されないが、例えば、不飽和ポリエステル樹脂、アクリル樹脂、ビニルエステル樹脂、アルキド樹脂、アミノ樹脂、エポキシ樹脂、ウレタン樹脂、フェノール樹脂、シリコン樹脂などの熱硬化性樹脂を用いることができる。
【0014】
使用するマトリックス樹脂は強化繊維層への含浸を促進させるため、粘度が0.2Pa・s以下であることが好ましい。粘度が0.2Pa・sを超えるとマトリックス樹脂が強化繊維層に含浸しにくくなり、含浸時間が長くなって生産性が低下したり、含浸不良を起こす可能性が高くなる。
【0015】
なお、マトリックス樹脂には着色用の顔料や、成形後の耐久性などを考慮し、酸化防止剤、難燃剤、熱安定剤、紫外線吸収剤、光安定剤などを適宜配合してもよい。
【0016】
本発明において用いられる気密性フィルムは、筒状をしていて、気密状態を確保できるとともに、加熱することによって少なくとも径方向に収縮し、内周面が成形型の端部周面に密着すれば、特に限定されないが、例えば、ポリエチレン、ポリプロピレン、ポリ塩化ビニルなどの樹脂製のものが挙げられる。
【0017】
また、本発明においては、必要に応じて、気密性フィルムの剥離を促すための離型布や気密性フィルム内に供給されたマトリックス樹脂を拡散流動させて強化繊維層の強化繊維中に素早くかつ均一に含浸できるようにする樹脂拡散媒体を強化繊維層に沿って設けるようにしてもよい。
【0018】
上記樹脂拡散媒体は、注入される樹脂が樹脂拡散媒体の隙間を通して、強化繊維層の樹脂拡散媒体に接する面に沿ってマトリックス樹脂を行きわたらせることができれば、特に限定されないが、例えば、ポリプロピレン製の網状のものが挙げられる。
【0019】
この発明による繊維強化樹脂層付き塩化ビニル製継手は、塩化ビニル製の継手本体とこれに積層された強化繊維層とからなり、インフュージョン成形法を利用して得られる繊維強化樹脂層付き塩化ビニル製継手であって、強化繊維層が積層された継手本体に、継手本体と同一形状のプリフォーム成形型を使用して形成された筒状のプリフォームが離型層を介して積層された状態で、インフュージョン成形されていることを特徴とするものである。
【0020】
この発明の繊維強化樹脂層付き塩化ビニル製継手によると、繊維強化層によって高圧に耐え得るものとなり、しかも、その表面が平滑で良好なものとなる。
【0021】
上記離型層(離型布)としては、特に限定されないが、例えば、樹脂を容易に通す細かい孔を有し、かつマトリックス樹脂との離型性の良いシリコンコーティングされたナイロン布が挙げられる。
【発明の効果】
【0022】
この発明の筒型繊維強化樹脂成形品の製造方法によると、成形型と同一形状のプリフォーム成形型に強化繊維を積層してバインダー樹脂および硬化剤を塗布することによって、筒状のプリフォームを予め形成しておき、このプリフォームを強化繊維層に離型層を介して積層した状態として気密性フィルム内に収容し、マトリックス樹脂を注入するので、筒型繊維強化樹脂成形品は、外周面がプリフォームで規定されて成形されることで、平滑な外周面を有しているものとなり、表面性の良好な成形品となる。
【0023】
この発明の繊維強化樹脂層付き塩化ビニル製継手によると、強化繊維層が積層された継手本体に、継手本体と同一形状のプリフォーム成形型を使用して形成された筒状のプリフォームが離型層を介して積層された状態で、インフュージョン成形されているので、繊維強化層によって高圧に耐え得るものとなり、しかも、その表面が平滑で良好なものとなる。
【図面の簡単な説明】
【0024】
【図1】図1は、この発明による筒型繊維強化樹脂成形品の製造方法を示す図である。
【図2】図2は、この発明による筒型繊維強化樹脂成形品の製造方法において、プリフォームを予め形成する工程を説明する図である。
【図3】図3は、プリフォームを形成する工程で使用される成形型とこの工程で得られるプリフォームとを示す図である。
【図4】図4は、この発明による繊維強化樹脂層付き塩化ビニル製継手の使用の1例を示す縦断面図である。
【発明を実施するための形態】
【0025】
この発明の実施の形態を、以下図面を参照して説明する。
【0026】
図1は、この発明による筒型繊維強化樹脂成形品の製造方法のインフュージョン成形法による樹脂含浸工程を示しており、図2および図3はこれに先立って行われるプリフォーム成形工程を示している。
【0027】
この発明による筒型繊維強化樹脂成形品の製造方法では、まず、継手本体(2)をプリフォーム成形型として使用して、プリフォーム(5)を形成する。具体的には、継手本体(2)の1例である ソケットの外周面の寸法にカットしたガラス繊維(ニットロービングイージーファブ エフアールサービス(株)製 品番DB800)(6)を2枚準備し、図2に示すように、塩化ビニル製の継手(積水化学工業(株)製ソケット)に積層する。この際、図示省略するが、ガラス繊維(6)1枚を積層してから、バインダー樹脂(プラス産業(株)製、商品名バインダーPB)および硬化剤1質量部(日本油脂(株)製、商品名パーメックN)を塗布し、もう1枚を重ねてタフロープ等で留める。硬化後、継手本体(2)から脱型することにより、図3(a)に示すプリフォーム(5)が得られる。図3(b)には、継手本体すなわちソケット(2)を示している。
【0028】
次いで、継手本体(2)を成形型とし、継手本体(2)の外周面に沿ってシート状あるいはテープ状をした強化繊維材料を巻回し、筒状をした強化繊維層(4)を形成する。
【0029】
次いで、この強化繊維層(4)の周囲に必要に応じて離型布(図示略)や樹脂拡散媒体(図示略)を巻いたのち、離型布(離型層)(7)を介してプリフォーム(5)を積層する。
【0030】
次いで、継手本体(2)の両側から継手本体(2)に対応する径を有するパイプ(8)(9)を差し込んで、一方のパイプ(8)には、樹脂注入用スパイラルチューブ(10)を取り付け、他方のパイプ(9)には、吸気用スパイラルチューブ(11)を取り付ける。樹脂注入用スパイラルチューブ(10)には、マトリックス樹脂のタンク(12)からの樹脂供給管(13)が接続され、吸気用スパイラルチューブ(11)には、真空ポンプ(図示略)に接続される吸気管路(14)が接続される。
【0031】
次いで、シール用パテ等のシール材(15)を環状に巻き付けたのち、筒状をした気密性フィルム(16)によって両側のシール用パテ部分を含むように、強化繊維層(4)およびプリフォーム(5)が積層された継手本体(2)の周囲を囲み、気密性フィルム(16)内を気密状態とする。
【0032】
次いで、真空ポンプを稼動させて気密性フィルム(16)内の空気を排気し、気密性フィルム(16)内を所定の圧力まで減圧したのち、マトリックス樹脂を気密性フィルム(16)内に自然圧で供給し、強化繊維層(4)に含浸させる。
【0033】
含浸が完了後、吸気及びマトリックス樹脂の供給を停止し、マトリックス樹脂Pを硬化あるいは固化させ、プリフォーム(5)を離型布(7)とともに剥がすことで成形品を得る。
【0034】
こうして得られた成形品は、塩化ビニル製の継手本体(2)とこれに積層された繊維強化樹脂層(3)とからなる繊維強化樹脂層付き塩化ビニル製継手(1)となり、繊維強化樹脂層付き塩化ビニル製継手(1)は、外周面(3a)がプリフォーム(5)で規定されて成形されたことにより、平滑な外周面(3a)を有しているものとなる。
【0035】
繊維強化樹脂層付き塩化ビニル製継手(1)は、例えば、図4に示すように、塩化ビニル管(22)および繊維強化樹脂層(23)からなる複層管(21)と組み合わされて使用され、高圧に耐える配管を形成することができる。
【0036】
なお、図示した継手本体(2)は、外周面および内周面がともに段差無しの円周面とされているが、これに限らず、接続のための受け口部を大径にするなど、適宜変更可能である。また、継手本体はフランジ付きであってもよく、図示省略するが、エルボー(L字状継手)やチーズ(T字状継手)などであっても同様にして製造することができる。また、上記の製造方法は、繊維強化樹脂層付き塩化ビニル製継手(1)の製造に限定されるものではなく、種々の筒型成形品の製造に使用することができる。この際、上記においては、成形型に相当する継手本体が製品としての継手本体と同じものとされているが、専用の成形型を使用するようにしてもよい。
【符号の説明】
【0037】
(1) 繊維強化樹脂層付き塩化ビニル製継手(筒型繊維強化樹脂成形品)
(2) 継手本体(成形型)
(3) 繊維強化樹脂層
(4) 強化繊維層
(5) プリフォーム
(7) 離型布(離型層)
(16) 気密性フィルム
【特許請求の範囲】
【請求項1】
成形型の上に、強化繊維からなる強化繊維層を設け、強化繊維層を気密性フィルムで覆い、この気密性フィルム内の空気を吸引排気して気密性フィルム内を減圧状態として、この減圧状態の気密性フィルム内にマトリックス樹脂を注入して成形品を得る筒型繊維強化樹脂成形品の製造方法において、成形型と同一形状のプリフォーム成形型に強化繊維を積層してバインダー樹脂および硬化剤を塗布することによって、筒状のプリフォームを予め形成しておき、このプリフォームを強化繊維層に離型層を介して積層した状態として気密性フィルム内に収容し、マトリックス樹脂を注入することを特徴とする筒型繊維強化樹脂成形品の製造方法。
【請求項2】
塩化ビニル製の継手本体とこれに積層された繊維強化樹脂層とからなり、インフュージョン成形法を利用して得られる繊維強化樹脂層付き塩化ビニル製継手であって、強化繊維層が積層された継手本体に、継手本体と同一形状のプリフォーム成形型を使用して形成された筒状のプリフォームが離型層を介して積層された状態で、インフュージョン成形されていることを特徴とする繊維強化樹脂層付き塩化ビニル製継手。
【請求項1】
成形型の上に、強化繊維からなる強化繊維層を設け、強化繊維層を気密性フィルムで覆い、この気密性フィルム内の空気を吸引排気して気密性フィルム内を減圧状態として、この減圧状態の気密性フィルム内にマトリックス樹脂を注入して成形品を得る筒型繊維強化樹脂成形品の製造方法において、成形型と同一形状のプリフォーム成形型に強化繊維を積層してバインダー樹脂および硬化剤を塗布することによって、筒状のプリフォームを予め形成しておき、このプリフォームを強化繊維層に離型層を介して積層した状態として気密性フィルム内に収容し、マトリックス樹脂を注入することを特徴とする筒型繊維強化樹脂成形品の製造方法。
【請求項2】
塩化ビニル製の継手本体とこれに積層された繊維強化樹脂層とからなり、インフュージョン成形法を利用して得られる繊維強化樹脂層付き塩化ビニル製継手であって、強化繊維層が積層された継手本体に、継手本体と同一形状のプリフォーム成形型を使用して形成された筒状のプリフォームが離型層を介して積層された状態で、インフュージョン成形されていることを特徴とする繊維強化樹脂層付き塩化ビニル製継手。
【図1】


【図2】
【図3】

【図4】
【図2】
【図3】
【図4】
【公開番号】特開2013−78888(P2013−78888A)
【公開日】平成25年5月2日(2013.5.2)
【国際特許分類】
【出願番号】特願2011−219978(P2011−219978)
【出願日】平成23年10月4日(2011.10.4)
【出願人】(000002174)積水化学工業株式会社 (5,781)
【Fターム(参考)】
【公開日】平成25年5月2日(2013.5.2)
【国際特許分類】
【出願日】平成23年10月4日(2011.10.4)
【出願人】(000002174)積水化学工業株式会社 (5,781)
【Fターム(参考)】
[ Back to top ]