
筒状コール天織物の製造方法
【課題】 パイル織を全表面に施した筒状織物において、該パイルをカッティングしてビロード状にする、筒状コール天織物の製造方法を得る。
【解決手段】 パイル織を全表面に施した筒状織物において、その円周面を少なくとも3面以上に分割し、ある一面においてパイルカッティングを行い、該カッティング終了後にその面をシフトして連続した次の面のパイルカッティングを行い、円周面上の全ての面のパイルカッティングを行う。前記分割した面のシフトは、カッティングマシンを構成するカッティングベッドの前方にシフト装置を設置し、前記パイル織を全表面に施した筒状織物の先端から終端までのカッティング終了後に自動的にシフトを行う。
【解決手段】 パイル織を全表面に施した筒状織物において、その円周面を少なくとも3面以上に分割し、ある一面においてパイルカッティングを行い、該カッティング終了後にその面をシフトして連続した次の面のパイルカッティングを行い、円周面上の全ての面のパイルカッティングを行う。前記分割した面のシフトは、カッティングマシンを構成するカッティングベッドの前方にシフト装置を設置し、前記パイル織を全表面に施した筒状織物の先端から終端までのカッティング終了後に自動的にシフトを行う。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、パイル織を全表面に施した筒状織物において、該パイルをカッティングしてビロード状にする、筒状コール天織物の製造方法に関するものである。
【背景技術】
【0002】
例えば、特開昭53−49862号公報の発明の名称『筒状ブラシまたは筒状パイル織物の製法』には、乾式電子複写機のドナー除去用ブラッシロールやオフセット印刷機に用いられる湿し装置用のダンピングロールなどにおいて、ロールや紙管に筒状ブラシや筒状パイル織物をかぶせて使用している旨の記載がある。
【0003】
【特許文献1】特開昭53−49862
【発明の開示】
【発明が解決しようとする課題】
【0004】
上記公報における筒状パイル織物の製造方法として、経糸および緯糸をともに熱収縮可能な素材を用い、ロールにかぶせた状態で熱を加えることにより表面がパイル状になって筒状パイル織物ができ、該パイルをカットすることにより筒状ブラシができるとしている。
【0005】
しかしながら、上記公報にはパイルをカットする方法が具体的に示されておらず、他にパイルをカットして筒状コール天織物を製造する方法が記載された公報も見当たらない。また、本願出願人は長年コール天織物の製造に携わっているが、現在まで筒状コール天織物の存在は確認していない。ところで、筒状コール天織物が容易に製造することができた場合、上述の乾式電子複写機のドナー除去用ブラッシロールやオフセット印刷機に用いられる湿し装置用のダンピングロールなどで使用する筒状ブラシに利用できるのを始め、新規素材として各種用途に利用できるものとしてその開発が望まれていた。
【0006】
本発明は、上記の要求に応えるべく研究を重ねて開発されたものであり、パイル織を全表面に施した筒状織物において、該パイルをカッティングしてビロード状にする、筒状コール天織物の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記課題を解決するため、本発明の筒状コール天織物の製造方法にあっては、パイル織を全表面に施した筒状織物において、その円周面を少なくとも3面以上に分割し、ある一面においてパイルカッティングを行い、該カッティング終了後にその面をシフトして連続した次の面のパイルカッティングを行い、円周面上の全ての面のパイルカッティングを行う。
【0008】
上記分割した面のシフトは、カッティングマシンを構成するカッティングベッドの前方にシフト装置を設置し、上記パイル織を施した筒状織物の先端から終端までのカッティング終了後に自動的にシフトを行う。
【発明の効果】
【0009】
本発明の筒状コール天織物の製造方法により筒状コール天織物を製造すれば、パイル織を全表面に施した筒状織物より筒状コール天織物を容易に製造することができるため、乾式電子複写機のドナー除去用ブラッシロールやオフセット印刷機に用いられる湿し装置用のダンピングロールなどで使用する筒状ブラシを始め、新規素材として各種用途に利用できる筒状コール天織物が容易且つ安価に得ることができるという効果を奏する。
【発明を実施するための最良の形態】
【0010】
本発明を実施するための最良の形態を図を用いて説明する。
【0011】
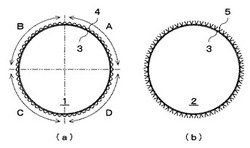
図1は本発明の筒状コール天織物の製造方法におけるパイルカッティングの分割を示す図であり、(a)はカッティング前の状態を示し、(b)はカッティング後の状態を示している。(a)に示す筒状の生地3の全表面にパイル4が形成された筒状パイル織物1において、その円周面をA,B,C,Dの4面に分割し、A面より順にB面,C面,D面とパイル4のカッティングを行うことにより、(b)に示す筒状コール天織物2が得られる。一般的には、パイル織を全表面に施した筒状織物すなわち筒状パイル織物1において、その円周面を少なくとも3面以上に分割し、ある一面においてパイルカッティングを行い、該パイルカッティング終了後、その面をシフトして連続した次の面のパイルカッティングを行い、円周面上の全ての面のパイルカッティングを行うことにより筒状コール天織物2が得られることになる。
【0012】
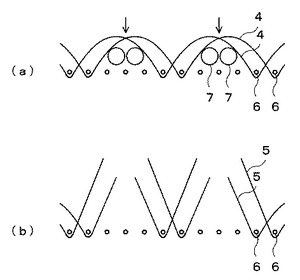
図2はパイルカッティングの方法を示す図であり、カッティングの通常の方法である。(a)に示すように経糸6に緯糸であるパイル4が畝となって形成される。そこで、該畝の中にガイドニードル7,7を通してセットし、該ガイドニードル7,7の中央上部(図中矢印)より回転している円形カッターの刃を当てることにより、(b)に示すように前記畝の中央部が切断されて毛5,5が形成される。
【0013】
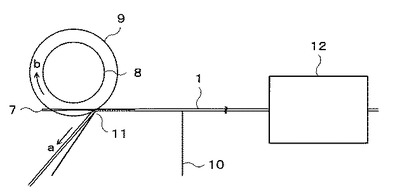
図4は本発明の筒状コール天織物の製造方法におけるパイルカッティングの装置の一部を示す図であり、図示しないテンションロール等により張架された筒状パイル織物1は、カッティングベッド10の前方より水平に引き込まれ、角部11より矢印aで示した下方に引き込まれる。該角部11において、筒状パイル織物1のパイル4の畝には上記ガイドニードル7が通されている。また、該ガイドニードル7の斜め上部には円形カッター9がシャフト8に挿通され、矢印bで示した方向に回転している。該状態において、上述したように畝に挿通された2本のガイドニードル7,7の中央上部より円形カッター9の刃を当てることにより、畝を形成するパイル4が切断されて毛5が連続形成されることになる。
【0014】
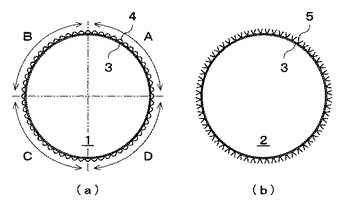
図3は本発明の筒状コール天織物の製造方法におけるパイルカッティングの順序を示す図であり、図1の(a)で示す筒状パイル織物1のように円周面をA,B,C,Dの4面に分割してカッティングする場合、まず筒状パイル織物1を平らにして(1)のようにA面部が上面中央になるように配置する。その後、図2で説明したようにA面部のパイル4をカッティングし、(2)で示す毛5を形成する。次に(3)で示すように筒状パイル織物1をシフトしてB面部が上面中央になるように配置する。その後、該B面部のパイル4をカッティングし、(4)で示す毛5を形成する。次に(5)で示すように筒状パイル織物1をシフトしてC面部が上面中央になるように配置する。その後、該C面部のパイル4をカッティングし、(6)で示す毛5を形成する。最後に(7)で示すように筒状パイル織物1をシフトしてD面部が上面中央になるように配置する。その後、該D面部のパイル4をカッティングし、(8)で示す毛5を形成する。以上のようにして、筒状パイル織物1の全表面のパイル4がカットされ、全表面が毛5となった筒状コール天織物2が得られる。なお、上記説明では筒状パイル織物1の円周面を4面に分割してカッティングする手順を示したが、これに限定せず少なくとも3面以上であれば、何面であっても構わない。
【0015】
また、上記分割した面のシフトは、カッティングマシンを構成するカッティングベッド10の前方にシフト装置12を設置し、上記パイル織を全表面に施した筒状織物1の先端から終端までのカッティング終了後に自動的にシフトを行うことにより成し得る。
【図面の簡単な説明】
【0016】
【図1】本発明の筒状コール天織物の製造方法におけるパイルカッティングの分割を示す図である。
【図2】パイルカッティングの方法を示す図である。
【図3】本発明の筒状コール天織物の製造方法におけるパイルカッティングの順序を示す図である。
【図4】本発明の筒状コール天織物の製造方法におけるパイルカッティングの装置の一部を示す図である。
【符号の説明】
【0017】
1 筒状パイル織物
2 筒状コール天織物
3 生地
4 パイル
5 毛
6 経糸
7 ガイドニードル
8 シャフト
9 円形カッター
10 カッティングベッド
11 角部
12 シフト装置
【技術分野】
【0001】
本発明は、パイル織を全表面に施した筒状織物において、該パイルをカッティングしてビロード状にする、筒状コール天織物の製造方法に関するものである。
【背景技術】
【0002】
例えば、特開昭53−49862号公報の発明の名称『筒状ブラシまたは筒状パイル織物の製法』には、乾式電子複写機のドナー除去用ブラッシロールやオフセット印刷機に用いられる湿し装置用のダンピングロールなどにおいて、ロールや紙管に筒状ブラシや筒状パイル織物をかぶせて使用している旨の記載がある。
【0003】
【特許文献1】特開昭53−49862
【発明の開示】
【発明が解決しようとする課題】
【0004】
上記公報における筒状パイル織物の製造方法として、経糸および緯糸をともに熱収縮可能な素材を用い、ロールにかぶせた状態で熱を加えることにより表面がパイル状になって筒状パイル織物ができ、該パイルをカットすることにより筒状ブラシができるとしている。
【0005】
しかしながら、上記公報にはパイルをカットする方法が具体的に示されておらず、他にパイルをカットして筒状コール天織物を製造する方法が記載された公報も見当たらない。また、本願出願人は長年コール天織物の製造に携わっているが、現在まで筒状コール天織物の存在は確認していない。ところで、筒状コール天織物が容易に製造することができた場合、上述の乾式電子複写機のドナー除去用ブラッシロールやオフセット印刷機に用いられる湿し装置用のダンピングロールなどで使用する筒状ブラシに利用できるのを始め、新規素材として各種用途に利用できるものとしてその開発が望まれていた。
【0006】
本発明は、上記の要求に応えるべく研究を重ねて開発されたものであり、パイル織を全表面に施した筒状織物において、該パイルをカッティングしてビロード状にする、筒状コール天織物の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記課題を解決するため、本発明の筒状コール天織物の製造方法にあっては、パイル織を全表面に施した筒状織物において、その円周面を少なくとも3面以上に分割し、ある一面においてパイルカッティングを行い、該カッティング終了後にその面をシフトして連続した次の面のパイルカッティングを行い、円周面上の全ての面のパイルカッティングを行う。
【0008】
上記分割した面のシフトは、カッティングマシンを構成するカッティングベッドの前方にシフト装置を設置し、上記パイル織を施した筒状織物の先端から終端までのカッティング終了後に自動的にシフトを行う。
【発明の効果】
【0009】
本発明の筒状コール天織物の製造方法により筒状コール天織物を製造すれば、パイル織を全表面に施した筒状織物より筒状コール天織物を容易に製造することができるため、乾式電子複写機のドナー除去用ブラッシロールやオフセット印刷機に用いられる湿し装置用のダンピングロールなどで使用する筒状ブラシを始め、新規素材として各種用途に利用できる筒状コール天織物が容易且つ安価に得ることができるという効果を奏する。
【発明を実施するための最良の形態】
【0010】
本発明を実施するための最良の形態を図を用いて説明する。
【0011】
図1は本発明の筒状コール天織物の製造方法におけるパイルカッティングの分割を示す図であり、(a)はカッティング前の状態を示し、(b)はカッティング後の状態を示している。(a)に示す筒状の生地3の全表面にパイル4が形成された筒状パイル織物1において、その円周面をA,B,C,Dの4面に分割し、A面より順にB面,C面,D面とパイル4のカッティングを行うことにより、(b)に示す筒状コール天織物2が得られる。一般的には、パイル織を全表面に施した筒状織物すなわち筒状パイル織物1において、その円周面を少なくとも3面以上に分割し、ある一面においてパイルカッティングを行い、該パイルカッティング終了後、その面をシフトして連続した次の面のパイルカッティングを行い、円周面上の全ての面のパイルカッティングを行うことにより筒状コール天織物2が得られることになる。
【0012】
図2はパイルカッティングの方法を示す図であり、カッティングの通常の方法である。(a)に示すように経糸6に緯糸であるパイル4が畝となって形成される。そこで、該畝の中にガイドニードル7,7を通してセットし、該ガイドニードル7,7の中央上部(図中矢印)より回転している円形カッターの刃を当てることにより、(b)に示すように前記畝の中央部が切断されて毛5,5が形成される。
【0013】
図4は本発明の筒状コール天織物の製造方法におけるパイルカッティングの装置の一部を示す図であり、図示しないテンションロール等により張架された筒状パイル織物1は、カッティングベッド10の前方より水平に引き込まれ、角部11より矢印aで示した下方に引き込まれる。該角部11において、筒状パイル織物1のパイル4の畝には上記ガイドニードル7が通されている。また、該ガイドニードル7の斜め上部には円形カッター9がシャフト8に挿通され、矢印bで示した方向に回転している。該状態において、上述したように畝に挿通された2本のガイドニードル7,7の中央上部より円形カッター9の刃を当てることにより、畝を形成するパイル4が切断されて毛5が連続形成されることになる。
【0014】
図3は本発明の筒状コール天織物の製造方法におけるパイルカッティングの順序を示す図であり、図1の(a)で示す筒状パイル織物1のように円周面をA,B,C,Dの4面に分割してカッティングする場合、まず筒状パイル織物1を平らにして(1)のようにA面部が上面中央になるように配置する。その後、図2で説明したようにA面部のパイル4をカッティングし、(2)で示す毛5を形成する。次に(3)で示すように筒状パイル織物1をシフトしてB面部が上面中央になるように配置する。その後、該B面部のパイル4をカッティングし、(4)で示す毛5を形成する。次に(5)で示すように筒状パイル織物1をシフトしてC面部が上面中央になるように配置する。その後、該C面部のパイル4をカッティングし、(6)で示す毛5を形成する。最後に(7)で示すように筒状パイル織物1をシフトしてD面部が上面中央になるように配置する。その後、該D面部のパイル4をカッティングし、(8)で示す毛5を形成する。以上のようにして、筒状パイル織物1の全表面のパイル4がカットされ、全表面が毛5となった筒状コール天織物2が得られる。なお、上記説明では筒状パイル織物1の円周面を4面に分割してカッティングする手順を示したが、これに限定せず少なくとも3面以上であれば、何面であっても構わない。
【0015】
また、上記分割した面のシフトは、カッティングマシンを構成するカッティングベッド10の前方にシフト装置12を設置し、上記パイル織を全表面に施した筒状織物1の先端から終端までのカッティング終了後に自動的にシフトを行うことにより成し得る。
【図面の簡単な説明】
【0016】
【図1】本発明の筒状コール天織物の製造方法におけるパイルカッティングの分割を示す図である。
【図2】パイルカッティングの方法を示す図である。
【図3】本発明の筒状コール天織物の製造方法におけるパイルカッティングの順序を示す図である。
【図4】本発明の筒状コール天織物の製造方法におけるパイルカッティングの装置の一部を示す図である。
【符号の説明】
【0017】
1 筒状パイル織物
2 筒状コール天織物
3 生地
4 パイル
5 毛
6 経糸
7 ガイドニードル
8 シャフト
9 円形カッター
10 カッティングベッド
11 角部
12 シフト装置
【特許請求の範囲】
【請求項1】
パイル織を全表面に施した筒状織物において、その円周面を少なくとも3面以上に分割し、ある一面においてパイルカッティングを行い、該カッティング終了後にその面をシフトして連続した次の面のパイルカッティングを行い、円周面上の全ての面のパイルカッティングを行うことを特徴とした、筒状コール天織物の製造方法。
【請求項2】
上記分割した面のシフトは、カッティングマシンを構成するカッティングベッドの前方にシフト装置を設置し、上記パイル織を全表面に施した筒状織物の先端から終端までのカッティング終了後に自動的にシフトを行うことを特徴とした、請求項1に記載の筒状コール天織物の製造方法。
【請求項1】
パイル織を全表面に施した筒状織物において、その円周面を少なくとも3面以上に分割し、ある一面においてパイルカッティングを行い、該カッティング終了後にその面をシフトして連続した次の面のパイルカッティングを行い、円周面上の全ての面のパイルカッティングを行うことを特徴とした、筒状コール天織物の製造方法。
【請求項2】
上記分割した面のシフトは、カッティングマシンを構成するカッティングベッドの前方にシフト装置を設置し、上記パイル織を全表面に施した筒状織物の先端から終端までのカッティング終了後に自動的にシフトを行うことを特徴とした、請求項1に記載の筒状コール天織物の製造方法。
【図1】


【図2】
【図3】

【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−72531(P2012−72531A)
【公開日】平成24年4月12日(2012.4.12)
【国際特許分類】
【出願番号】特願2010−234040(P2010−234040)
【出願日】平成22年9月29日(2010.9.29)
【出願人】(507370297)
【Fターム(参考)】
【公開日】平成24年4月12日(2012.4.12)
【国際特許分類】
【出願日】平成22年9月29日(2010.9.29)
【出願人】(507370297)
【Fターム(参考)】
[ Back to top ]