
筒状シュリンクラベル、ラベル付き容器、及び、シュリンクラベル用コーティング剤
【課題】 常温では滑り性が良好で搬送性、取り扱い性に優れ、また、容器に装着した後は、容器との優れた密着性を示すため、大きな開栓トルクが生じた際にも、ラベルの空回りが起こらない、スクリューキャップ付き容器のラベルとして好適な筒状シュリンクラベルを提供することにある。
【解決手段】 本発明の筒状シュリンクラベルは、シュリンクフィルムの、筒状ラベルの内側となる表面に、融点(Tm)が40〜90℃である滑剤(a)、及び、バインダー樹脂(b)を含有する樹脂層(A層)を有することを特徴としている。
【解決手段】 本発明の筒状シュリンクラベルは、シュリンクフィルムの、筒状ラベルの内側となる表面に、融点(Tm)が40〜90℃である滑剤(a)、及び、バインダー樹脂(b)を含有する樹脂層(A層)を有することを特徴としている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、開栓時のラベルの空回りを防止できる筒状シュリンクラベル、該ラベルが装着されたラベル付き容器、及び該シュリンクラベル用コーティング剤に関する。
【背景技術】
【0002】
現在、お茶や清涼飲料水等の飲料用容器として、PETボトルなどのプラスチック製容器やボトル缶などの金属製容器等が広く用いられており、容器の形状も円筒型やボトル型等様々である。これらの容器には、表示や装飾性、機能性の付与のためプラスチックラベルを装着する場合が多く、近年、容器に対する追従性が良好であり、表示面積を増大できる等のメリットから、蒸気や熱風により収縮させるシュリンク加工により容器に追従・装着させるシュリンクラベル(熱収縮性プラスチックラベル)が広く使用されている。該シュリンクラベルは、円筒状に加工したラベルを容器にかぶせた後、水蒸気や熱風などによってラベルを収縮させ、容器に追従させて装着する。
【0003】
さて、上記PETボトルや金属製ボトルのキャップとしては、開栓/閉栓を繰り返し行える利便性から、ねじが成形され、回転して開栓/閉栓を行うタイプのキャップ(スクリューキャップという)が広く用いられている。
【0004】
しかしながら、スクリューキャップの付いたボトルと、シュリンクラベルの組み合わせにおいては、締め付けが強いキャップを開栓する際、特に、大きな回転力(トルク)がかかった場合、ラベルと容器の間で「すべり」が生じて、ラベルが空回りを起こし、上手く開栓できない不具合が生じていた。上記「空回り」を防ぐためには、容器などの被着体に装着するまでは、非粘着性であり、容器に装着後、一定の熱処理を施すことにより粘着性を示す接着剤が、シュリンクフィルムの、容器と接する表面に塗布されたシュリンクラベルが知られている(例えば、特許文献1参照)。
【0005】
しかし、上記接着剤は、所定温度でシュリンクラベルを容器に装着した後、さらに高い温度(好ましくは100℃以上)で比較的長時間(例えば、10分間)熱処理しなければならない。このため、生産効率が低下することは言うまでもなく、さらには、加工の際に、ラベル、容器や内容物にも相当量の熱がかかるため、使用可能なラベル、容器の素材、また、内容物が限定される(例えば、炭酸飲料などには用いられない)という大きな問題を抱えている。また、筒状シュリンクラベルの内面に感熱接着剤が設けられた場合(例えば、特許文献2、3参照)は、ロール状に巻き取られた場合はラベルの内面と外面が、ラベルを筒状にしたときにはラベルの内面同士が、ブロッキングを起こしたり、滑りが悪いことにより、容器装着時に外嵌不良となる場合がある。すなわち、上記の、開栓時のラベルの空回り防止と取り扱い性の向上という二律背反の問題は完全に解決されていないのが現状である。
【0006】
【特許文献1】特開2001−214139号公報
【特許文献2】実公昭46−30629号公報
【特許文献3】実公昭50−35097号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明の目的は、製造・加工の際には、表面の粘着がなく取り扱い性が良好で、容器に装着した後は、容器との密着性が高いため、スクリューキャップの開栓/閉栓時に大きな回転力(トルク)が生じた場合にもラベルの空回りが生じない、スクリューキャップ付き容器に用いるラベルとして、特に優れた性能を有する筒状シュリンクラベル及び該ラベル用のコーティング剤を提供することにある。
【課題を解決するための手段】
【0008】
本発明者らは、上記目的を達成するため鋭意検討した結果、ある特定の物性の滑剤を含有する樹脂層をラベル内面に設けることにより、シュリンク加工前はラベル内面の滑り性、取り扱い性が良好で、シュリンク加工後はボトルと良好な密着性を発揮し、空回りが防止できることを見出し、本発明を完成した。
【0009】
すなわち、本発明は、シュリンクフィルムの、筒状ラベルの内側となる表面に、融点(Tm)が40〜90℃である滑剤(a)、及び、バインダー樹脂(b)を含有する樹脂層(A層)を有することを特徴とする筒状シュリンクラベルを提供する。
【0010】
さらに、本発明は、前記滑剤(a)が脂肪酸アマイド系ワックス、脂肪酸エステル系ワックス、パラフィンワックスから選ばれた少なくとも1つのワックスである筒状シュリンクラベルを提供する。
【0011】
さらに、本発明は、前記A層が、さらに粘着付与剤(c)を含有する筒状シュリンクラベルを提供する。
【0012】
さらに、本発明は、スクリューキャップ付き容器に、上記の筒状シュリンクラベルが装着されたラベル付き容器を提供する。
【0013】
さらに、本発明は、融点(Tm)が40〜90℃である滑剤、バインダー樹脂、及び、溶剤を含有するシュリンクラベル用コーティング剤を提供する。
【発明の効果】
【0014】
本発明の筒状シュリンクラベルは、スクリューキャップ付き容器において、大きな開栓トルクが生じた場合にも、ラベルの空回りが生じないため、スムーズに開栓を行うことができる。また、製造・加工工程では、表面の粘着がなく、搬送性、取り扱い性、ラベル装着性が良好で、生産性が向上するため、産業上有益である。
【発明を実施するための最良の形態】
【0015】
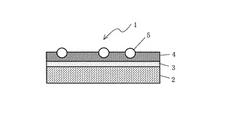
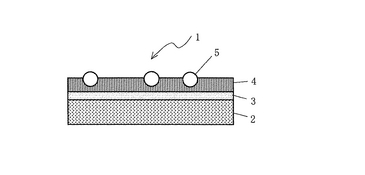
以下、本発明の実施の形態について図面を参照しつつ説明する。図1は本発明の筒状シュリンクラベルの一例を示す概略断面図である。図1に示されるシュリンクラベル1は、シュリンクフィルム2の片面に、印刷層3、及び、滑剤5を含有する樹脂層4が設けられている。
【0016】
本発明の筒状シュリンクラベルは、シュリンクフィルムの表面に、滑剤(a)、及び、バインダー樹脂(b)(樹脂(b)という)を含有する樹脂層(A層という)が設けられてなる。本発明の効果を発揮するためには、A層は、筒状ラベルの内側(すなわち、ラベル付き容器とした場合に、容器と接する側)に設けられなければならず、さらには、内側の最表層でなければならない。A層は、シュリンクフィルム表面に直接設けられなければならない訳ではなく、他の層(例えば、印刷層など)を介して設けられてもよい。さらに、本発明のシュリンクラベルの、A層が設けられた側と反対側(容器に装着された際に外側)に関しては特に限定されず、シュリンクフィルムの表面が表出していてもよいし、他の樹脂層などの機能層(例えば、耐スクラッチ性、滑り性、つや消し性等を付与する層)が設けられていてもよい。上述の通り、本発明のシュリンクラベルは多層構成を有する。層構成は特に限定されず、例えば、容器の外側より順に、機能層/シュリンクフィルム層/印刷層/A層、機能層/印刷層/シュリンクフィルム層/A層、シュリンクフィルム層/印刷層/A層等が例示される。また、A層が2層以上設けられていてもよい。中でも、生産性、機能性の観点から、シュリンクフィルム層/印刷層/A層、または、機能層/シュリンクフィルム層/印刷層/A層の層構成をとることが多い。
【0017】
本発明のA層は、少なくとも、滑剤(a)、樹脂(b)を含む。特に好ましくは、さらに、粘着付与剤(c)を含んでいる場合に、本発明の効果を最も発揮できる。
【0018】
本発明の滑剤(a)は、融点(Tmという)が、40〜90℃の滑剤である。好ましくは、40〜80℃である。Tmが90℃を超える場合には、シュリンク加工時の熱で滑剤が融解しにくく、ラベルと容器を密着させるために多量の熱が必要となり、生産性低下やコストアップを招いたり、容器、内容物、シュリンクフィルムの素材が制限されたりする。Tmが40℃未満であると、環境条件によっては滑剤が融解する可能性があるため、製造・加工工程でラベル同士のブロッキングが生じて、搬送性や取り扱い性が低下する。
【0019】
本発明の特徴は、滑剤(a)のTmを特定の範囲にすることにより、製造・加工時と装着時のA層表面の粘着性やブロッキング性をコントロールすることにある。A層の地肌面(A層表面のうち、下記突起部分以外の表面)は、熱を加えると粘着性を生じ、常温では粘着性はないものの、ブロッキングしやすい表面である。
【0020】
しかし、容器に装着される前は、本発明のA層表面には、分散した粒状滑剤(a)に起因する、多数の突起が存在する。このため、スリットや筒状に加工するセンターシール工程等で、表面と工程ロールなどとの接触面積が極端に小さく、滑り性が良好で、ブロッキングを生じにくくなるため、良好な搬送性が得られる。
【0021】
一方、本発明の滑剤(a)は、シュリンク加工の熱(一般的に、80〜100℃)で融解する。これによってA層表面は平滑となり、さらに、A層の地肌面が粘着性となるため、シュリンクの際の容器に対する密着効果が非常に高くなる。また、容器に装着された後も、A層表面は突起を有しない平坦な表面であるため、容器との接触面積が大きくなり、静止摩擦力が高くなるため、キャップ開栓時に大きなトルクがかかっても、ラベルの空回りを防止できる。
【0022】
上記のように、本発明のA層は、製造・加工工程では比較的粗い表面、容器に装着後は平坦な表面と、表面形態が大きく変化し、さらに加熱前には粘着性がなく、加熱によって粘着性を生ずることによって、搬送性、取り扱い性とラベルの空回り防止性を両立することができる。
【0023】
本発明の滑剤(a)は、上記Tm等の条件を満足し、工業的に製造しやすい観点から、ワックスであることが好ましい。ワックスとしては、Tmが40〜90℃のものであれば、特に限定されないが、上記範囲を満たすワックスとしては、例えば、木蝋、鯨蝋、ラノリンワックス、パラフィンワックス、脂肪酸アマイド系ワックス、脂肪酸エステル系ワックス、ポリエチレンワックスなどが挙げられる。この中でも、脂肪酸アマイド系ワックス、脂肪酸エステル系ワックス、パラフィンワックスが好ましく、特に好ましくは、リシノール酸アマイドワックスやステアリン酸エステルワックスが挙げられる。これらのワックスとしては、例えば、伊藤製油(株)製「ITOHWAX」等が入手可能である。
【0024】
本発明の滑剤(a)の含有量は、A層の固形分全量に対して、0.1〜20重量%が好ましく、さらに好ましくは、1〜15重量%である。滑剤(a)の含有量が0.1重量%未満である場合には、滑剤(a)によって形成される表面突起の個数が少ないため、十分な滑り性を得られず、搬送性や取り扱い性が低下する場合がある。また、含有量が20重量%を超える場合には、容器に装着処理時に、滑剤が融解した場合に、多量の滑剤成分がラベル表面を覆うため、粘着性が低下し、空回りの抑止効果が低下することがある。
【0025】
本発明の滑剤(a)は、容器に装着処理を行う前は、A層中では、粒状の形態で分散していることが好ましい。A層中での滑剤(a)の粒子径は、1〜20μmが好ましく、より好ましくは3〜10μmである。粒子径が1μmより小さい場合には、A層表面に形成する突起の突起高さが小さくなり、製造・加工工程において、表面の粘着性を抑制する効果が小さく、搬送性や取り扱い性が低下する場合がある。また、粒子径が20μmより大きい場合には、A層表面に形成する突起が粗大となって、製造・加工工程において、突起が脱落したり、A層を塗布する際のグラビアコーターに固形分がつまったりして、生産性低下や品質低下を招くことがある。なお、ここでいう粒子径とは、2次粒子径であってもよい。
【0026】
本発明のA層に用いられる樹脂(b)は、上記滑剤(a)や粘着付与剤などをラベル表面に保持するバインダーの役割をする樹脂である。また、それ自体が、容器との粘着性を有する樹脂、又は、熱によって粘着性を生じる樹脂であってもよい。樹脂(b)としては、バインダーの機能を有する樹脂であれば特に限定されないが、例えば、グラビア印刷用インキに用いられる樹脂などが好ましく、アクリル系樹脂、セルロース系樹脂、ウレタン系樹脂、ポリエステル樹脂、ポリアミド樹脂、ポリ塩化ビニル、ポリ酢酸ビニル等が好ましく例示される。これらの樹脂は、フィルムの種類、要求特性、用途などによって、単一で用いてもよいし、複数を組み合わせて用いてもよい。中でも、本発明の効果の観点からアクリル系樹脂が特に好ましい。
【0027】
本発明の樹脂(b)のガラス転移温度(Tg)は、20〜100℃が好ましい。Tgが20℃未満の場合には、シュリンクラベルをロール状にして保存しておく場合に、ブロッキングが生じる場合があり、また、100℃を超える場合には、A層に柔軟性がなくなり、製造工程やシュリンク加工時にひび割れ、剥離が生じる場合がある。なお、Tgは、樹脂(b)が実質的に単一の樹脂からなり、示差走査熱量計(DSC)によって直接測定(JIS K7121)される場合には、測定値を用いてもよいし、複数の樹脂(例えば、樹脂1、樹脂2)を組み合わせる場合には、それぞれの樹脂のTgより、次の式(Fox式)を用いて求められる計算値を使用してもよい。1/Tg=w1/Tg1+w2/Tg2 (Tg1:樹脂1のTg、Tg2:樹脂2のTg、w1:樹脂1の重量分率、w2:樹脂2の重量分率)。上記条件を満たす樹脂としては、例えば、東亜合成(株)社製アクリル樹脂「ARUFON」、三菱レイヨン(株)社製「ダイヤナール」などが挙げられる。
【0028】
本発明の樹脂(b)の含有量は、A層の固形分全量に対して、50〜99.9重量%が好ましく、さらに好ましくは、60〜95重量%である。含有量が、50重量%未満である場合は、A層が剥離しやすくなったり、A層中の滑剤が脱落しやすくなる場合があり、含有量が99.9重量%を超える場合には、A層が実質的に樹脂(b)のみからなるため、本発明の粘着性を制御する効果は発揮されない。
【0029】
本発明のA層には、特に限定されないが、通常は粘着付与剤(c)を含有することが好ましい。上記の説明の通り、A層の地肌面は常温では粘着性がなく、熱を加えると粘着性を有する。本発明に用いられる粘着付与剤(c)としては、ロジン系樹脂、テルペン系樹脂、石油樹脂、クマロン・インデン樹脂、スチレン系樹脂、フェノール樹脂、キシレン樹脂等の粘着付与剤が挙げられ、中でも、テルペン樹脂、テルペンフェノール樹脂などのテルペン系樹脂や石油樹脂が特に好ましく例示される。例えば、テルペンフェノール樹脂としては、ヤスハラケミカル(株)製「YSポリスター」などが入手可能である。
【0030】
本発明のA層に粘着付与剤(c)を添加する場合、本発明の粘着付与剤(c)の含有量は、A層の固形分全量に対して、0.01〜30重量%が好ましく、より好ましくは、2〜25重量%である。含有量が0.01重量%未満では、粘着性付与の効果が小さいため、容器に装着した場合の十分な空回り抑制効果が得られない場合があり、含有量が30重量%を超える場合には、A層をコーティングによって設ける場合、コーティング剤の粘度が高くなりすぎて流動性が低下し、均一にA層を設けることができなくなったりする。
【0031】
本発明のA層の厚みは、0.1〜10μmが好ましく、より好ましくは、0.5〜5μmである。なお、A層の厚みとは、突起部分ではない、いわゆる地肌面の厚みのことをいう。厚みが0.1μm未満の場合には、コーティング層を均一に設けることが困難となったり、製造・加工工程において、滑剤が削り取られ易くなって、工程汚れの原因となる場合がある。また、厚みが10μmを超える場合には、コーティング剤を大量に使用するため、コストが高くなる場合がある。さらに、A層の厚みは前記粒子径よりも小さい方が、滑剤による表面突起が有効に形成されるため好ましい。
【0032】
本発明のA層は、シュリンクフィルムに、コーティング剤を塗布・乾燥することによって形成する。本発明のA層の形成に用いられるシュリンクラベル用コーティング剤は、前記、滑剤(a)、樹脂(b)、および、溶剤(d)を必須の構成成分とする。好ましくは、さらに、粘着付与剤(c)を含有する。
【0033】
本発明の溶剤(d)は、水や通常の有機溶媒を用いることができ、特に限定されないが、例えば、トルエン、キシレンなどの芳香族炭化水素、アセトンなどのケトン類、エタノール、イソプロピルアルコールなどのアルコール類、酢酸エチル、酢酸n−プロピルなどのエステル類などから、基材の種類などよって適宜選択することができる。これらは、1種類のみを用いてもよいし、2種類以上を混合して用いてもよい、特に好ましい溶剤としては、酢酸エチル、酢酸プロピル、イソプロパノール、メタノールが挙げられる。また、基材層の耐薬品性が劣る場合には、エステル系溶媒とアルコール系溶媒の混合溶媒を用いることが好ましい。
【0034】
本発明のコーティング剤中の、滑剤(a)の含有量は、コーティング剤の全重量に対して、0.01〜15重量%が好ましく、さらに好ましくは0.05〜10重量%である。含有量が15重量%を超えると、分散不良などの欠点を生じる場合がある。
【0035】
本発明のコーティング剤中の、樹脂(b)の含有量は、コーティング剤の全重量に対して、15〜60重量%が好ましく、さらに好ましくは20〜40重量%である。含有量が60重量%を超えるとコーティング剤の流動性が低下して、塗布斑やコーターのつまりなどが生じる場合がある。
【0036】
本発明のコーティング剤中に粘着付与剤(c)を添加する場合、粘着付与剤(c)の含有量は、コーティング剤の全重量に対して、0.005〜20重量%が好ましく、さらに好ましくは1〜15重量%である。含有量が20重量%を超えるとコーティング剤の流動性が低下して、塗布斑やコーターのつまりなどが生じる場合がある。
【0037】
本発明のコーティング剤中の、溶剤(d)の含有量は、コーティング剤の全重量に対して、40〜70重量%が好ましく、さらに好ましくは50〜60重量%である。含有量が40重量%未満であれば、コーティング剤の流動性が低下して、塗布斑やコーターのつまりなどが生じる場合があり、70重量%を超えると工程で溶剤を十分に乾燥できない場合がある。
【0038】
本発明のコーティング剤の粘度は、例えば、グラビア印刷の場合、10〜30秒(ASTM D 1084−97 : ザーンカップ#3による粘度測定)が好ましく、より好ましくは15〜25秒である。
【0039】
本発明に用いられるシュリンクフィルムは、プラスチックフィルムであり、特に限定されないが、例えば、ポリエチレンテレフタレート等からなるポリエステル系フィルム、スチレン−ブタジエン共重合体等からなるポリスチレン系フィルム、ポリプロピレン等のポリオレフィン系フィルム、ポリ塩化ビニル樹脂フィルムなどから、要求物性、用途、コストなどに応じて、適宜選択することが可能である。また、これらのフィルムは、単層フィルムを用いてもよいし、要求物性、用途などに応じて、複数のフィルム層を積層した積層フィルムを用いてもよい。また、本発明のシュリンクフィルムは、1軸または2軸配向フィルムを用いることが多い。
【0040】
本発明のシュリンクフィルムの厚みは、特に限定されないが、20〜80μmが好ましく、さらに好ましくは30〜60μmである。
【0041】
本発明のシュリンクラベルには、装飾性付与の目的で印刷層を設けることが好ましい。その場合、印刷層は、特に限定されないが、内側(すなわち容器側)になる面に施すと、市場で流通する際の印刷層のはがれや汚れなどがないため好ましい。特に好ましくは、シュリンクフィルム層とA層の間に設けるとよい。印刷層は、商品名やイラスト、取り扱い注意事項等を表示した層であり、グラビア印刷やフレキソ印刷等の慣用の印刷方法により形成することができる。印刷層の形成に用いられる印刷インキは、例えば顔料、バインダー樹脂、溶剤からなり、前記バインダー樹脂としては、アクリル系、ウレタン系、ポリアミド系、塩化ビニル−酢酸ビニル共重合系、セルロース系、ニトロセルロース系などの一般的な樹脂が使用できる。印刷層の厚みとしては、特に制限されず、例えば0.1〜10μm程度である。
【0042】
本発明のシュリンクラベルには、本発明の効果を損なわない範囲で更に他の層を設けてもよい。例えば、トップコート層、アンカーコート層、プライマーコート層などを設けることができ、不織布、紙、プラスチック等の層を必要に応じて設けてもよい。ただし、本発明の効果の観点から、他の層は、A層の内側に設けられていないことが好ましいが、部分的であれば内側に設けられることも可能である。
【0043】
本発明のシュリンクラベルの少なくともA層側の表面の、23℃における摩擦係数(常温摩擦)μ23℃は、0.1〜0.5であり、好ましくは、0.2〜0.4である。μ23℃が0.5を超える場合には、製造・加工工程において、工程ロールとの摩擦やラベル同士の摩擦が大きく、搬送性が不良となり、しわの発生などの工程トラブルの原因となる場合がある。また、μ23℃を0.1未満とするには、滑剤(a)を多量に添加することとなり、容器への装着後に滑剤(a)成分がA層表面に多量に表出して粘着性を低下させ、ラベルの空回り防止効果が低下することがある。
【0044】
本発明のシュリンクラベルのA層側の表面と反対側の表面が接触するように重ねた場合の、圧力0.3MPaの条件下、温度23℃で180秒間加圧した後の剥離強度は、0.1N/15mmm以下が好ましく、より好ましくは、0.05N/15mm以下である。剥離強度が0.1N/15mmを超える場合には、ラベル表面の粘着性のため、搬送性が低下したり、ラベルをロール状にして保存する場合に、ラベル同士がブロッキングを起こす場合がある。
【0045】
本発明のシュリンクラベルのA層側の表面とポリエチレンテレフタレート(PET)フィルム(東洋紡績(株)社製「A1101」、未処理面)が接触するように重ねた場合の、圧力0.3MPaの条件下、温度90℃で180秒間加圧した後の剥離強度は、0.1N/15mmより大きいことが好ましい。剥離強度が0.1N/15mm以下の場合には、ラベルを容器に装着する際の熱で、ラベル表面に十分な粘着性が発生しておらず、ラベルの空回り抑制効果を十分に発揮できない場合がある。
【0046】
本発明のシュリンクラベルは、下記に示す容器に好ましく用いることができる。
【0047】
本発明のラベル付き容器は、本発明の筒状シュリンクラベルが、口部がスクリューキャップタイプである容器(スクリューキャップ付き容器)に装着された容器である。本発明の筒状シュリンクラベルが用いられる容器は、口部がスクリューキャップ式の容器である。プルトップ式の缶などの場合は、開栓時にラベルの空回りするという本発明の問題がほとんど起こらないため、本発明のラベルを用いる必要が少ない。
【0048】
スクリューキャップ付き容器は、例えば、底部と、これに続く筒状の胴部と、胴部から径が次第に細くなる肩部と、肩部の上方にあるスクリューキャップタイプの口部とで形成されている、ボトル状の容器である。容器の胴部の断面形状は、略円形、略楕円形、円形に近い多角形等、ラベルが回る可能性のある形状であれば、特に限定されないが、断面が円形に近いほど空回りしやすいため、断面が略円形の円筒状胴部を有する容器に本発明のラベルを装着したときが、最も空回り防止効果が顕著である。また、容器の胴部の外面は、周方向のリブ等の凹凸面が形成されていても良いが、平滑面である方が空回りしやすく、本発明の空回り防止効果がよく発揮される。
【0049】
本発明の筒状シュリンクラベルは、容器の胴部、または、容器の胴部から肩部の一部にかけて、設けられる。この際、本発明の筒状シュリンクラベルの内側の樹脂層(A層)は、ラベル内面のセンターシール部を除く、ほぼ全面に塗布されていることが最も好ましいが、ラベルの周方向に帯状に設けられている場合にも優れた効果を発揮する。また、A層は内側の一部に塗布されているだけでもよい。
【0050】
本発明のラベル付き容器の用途は、特に限定されないが、例えば、ソフトドリンク用、アルコール飲料用、宅配牛乳用、調味料などの食品用、医療品用などが含まれる。また容器の材質としても、ポリエチレンテレフタレート(PET)などのプラスチック製、ガラス製、アルミニウム、スチール(プラスチックフィルムが積層されたものなども含む)などの金属製などが含まれる。中でも、胴部断面形状や表面の滑り性の観点から、金属製のボトル缶に最も好ましく用いられる。
【0051】
以下に、本発明のコーティング剤、筒状シュリンクラベル及び該ラベルの装着されたラベル付き容器の製造方法を説明する。なお、ここでは、A層として、アクリル樹脂をバインダー樹脂とし、滑剤に脂肪酸アマイドワックス、粘着付与剤にテルペンフェノール樹脂を用い、シュリンクフィルムとして、熱収縮性ポリエステルフィルムを用いた例を示すが、製造方法はこれに限定されるものではない。
なお、下記説明においては、工程順に、延伸後のフィルム原反を「シュリンクフィルム」、これに印刷と本発明の樹脂層を設けたものを「長尺状シュリンクラベル」、さらに長尺のまま筒状に加工したものを「長尺筒状シュリンクラベル」と記載する。
【0052】
[コーティング剤の作製]
本発明のコーティング剤に用いるアクリル樹脂は、溶液重合法、塊状重合法、乳化重合法等の既知の重合方法に従って製造することができるが、好ましくは、溶液重合法によって製造するとよい。溶液重合法により重合する場合は、イソプロパノールなどの有機溶媒とアゾビスイソブチロニトリルなどの重合開始剤の存在下で、単量体の混合物を共重合する。また、該樹脂は、市販のアクリル樹脂などを用いてもよく、例えば、東亜合成(株)製「ARUFON UH−2140」などを用いることができる。
【0053】
次に、得られた樹脂(b)と溶剤(d)、及び、滑剤(a)、粘着付与剤(c)の所定量を、混合機中で、攪拌・混合して、コーティング剤を製造する。滑剤(a)、粘着付与剤(c)としては、市販のワックスや粘着付与剤を用いることが可能で、例えば、伊藤製油(株)製N−ヒドロキシエチル−リシノレイルアミド「ITOHWAX J−400」、ヤスハラケミカル(株)製テルペンフェノール樹脂「YSポリスター T100」を用いることができる。また、溶剤(d)としては、例えば、酢酸エチルと酢酸プロピルの混合溶媒を用いることができる。
【0054】
[シュリンクフィルムの作製]
本発明のシュリンクフィルムは、溶融製膜または溶液製膜などの方法によって作製することもできるし、または、市場で販売されているポリエステルフィルム、ポリスチレンフィルム、ポリオレフィンフィルム等を用いることもできる。例えば、溶融製膜法を用いて、ポリエステルフィルムを作製する場合は、以下のとおりである。
【0055】
フィルム原料は既知の手法を用いて重合する。例えば、ポリエステルはテレフタル酸とエチレングリコールを原料とし、直接エステル反応により、低分子量のポリエチレンテレフタレートを得、さらに、3酸化アンチモンなどを触媒に用いた重縮合反応によってポリマーを得るプロセスなどが用いられる。必要に応じて、1,4−シクロヘキサンジメタノールなどを共重合してもよい。
【0056】
上記で得られたフィルム原料を1軸または2軸押出機を用いてTダイより押出して、未延伸フィルムを作成する。この際、共押出法などを用いることによって、多種多層に積層された未延伸フィルムを得ることが可能である。
【0057】
得られた未延伸フィルムを、さらに延伸することによって、シュリンクフィルムを作製する。延伸は、長手方向(縦方向;MD方向)および幅方向(横方向;TD方向)の2軸延伸でもよいし、長手、または、幅方向の1軸延伸でもよい。また、延伸方式は、ロール方式、テンター方式、チューブ方式の何れの方式を用いてもよい。延伸処理は、用いるポリマーの種類にもよるが、例えば、ポリマーのガラス転移温度(Tg)〜Tg+50℃程度の温度で、必要に応じて長手方向に、例えば、1.01〜3倍、好ましくは1.05〜1.5倍程度に延伸した後、幅方向に3〜10倍、好ましくは4〜6倍程度延伸することにより行う場合が多い。
【0058】
本発明のシュリンクフィルムの表面には、必要に応じて、コロナ放電処理やプライマー処理等の慣用の表面処理が施されていてもよい。
【0059】
[A層の作製(コーティング剤の塗布)]
本発明の長尺状シュリンクラベルは、前記シュリンクフィルムの一方の面に印刷処理をした後、印刷と同じ面側に上記コーティング剤を塗布し、A層を形成することによって得られる。なお、必要に応じて、印刷処理は省略できる。本発明の効果を発揮するためには、A層は、容器に装着した場合に内側(容器と接する側)に設ける必要があり、さらに好ましくは、内側の最表層に設けることが好ましい。コーティング剤は、容器に装着した場合に内側のフィルム表面の一部に塗布されていてもよいが、表面の80%以上の領域に塗布されていることが好ましく、シール部を除くほぼ全面に塗布されていることが最も好ましい。なお、フィルムの一部に塗布を施す場合には、フィルム幅方向(ラベルの周方向)に帯状に塗布されており、この帯状部分が容器に装着された場合に、ラベルの上下端に位置するように塗布されていることが好ましい。
【0060】
塗布は、シュリンクフィルムの製造工程中(例えば、縦1軸延伸後)に塗布を行うインラインコートによって設けてもよいし、フィルム製膜後に塗布を行うオフラインコートによって設けてもよい。インラインコートの場合には、リバースロール方式、エアナイフ方式、ファウンテン方式などが好ましく用いられ、オフラインコートでは、例えば、グラビア印刷や、フレキソ印刷などの方式を用いることができる。上記の中でも、特にフィルム層に印刷層を設け、さらにその上層として、A層を設ける場合などには、塗布方法はオフラインコートであることが好ましく、中でも、グラビア印刷またはフレキソ印刷の方法による場合が、生産性や品質の観点から、最も好ましい。印刷を施し、A層を形成した、長尺状シュリンクラベルは、所定の幅で複数となるようにスリットされた後、その各々をロール状に巻回し、複数の長尺状シュリンクラベルのロール状物とする。なお、A層と印刷層がシュリンクフィルムを介して、それぞれ反対側に設けられる場合には、A層と印刷層を設ける工程の順序はどちらの工程が先に行われてもよい。例えば、シュリンクフィルムの一方の面(内側)にA層を設けた後、他方の面(外側)の面に印刷層を設けてもよい。
【0061】
[長尺状シュリンクラベルの加工]
次に、上記ロール状物のひとつを繰り出しながら、長尺状シュリンクフィルムの幅方向が円周方向で、A層が内側となるように円筒状に成形する。具体的には、長尺状シュリンクラベルを筒状に形成し、ラベルの一方の側縁部に、長手方向に帯状に約2〜4mm幅で、テトラヒドロフラン(THF)などの溶剤や接着剤(以下溶剤等)を内面に塗布し、筒状に丸めて、該溶剤等塗布部を、他方の側縁部から5〜10mmの位置に重ね合わせて外面に接着(センターシール)し、長尺筒状のシュリンクラベル連続体とし、長尺筒状シュリンクラベルを得る。なお、上記の溶剤などを塗工する部分及び接着する部分には、A層、印刷層が設けられていないことが好ましい。
【0062】
なお、ラベル切除用のミシン目を設ける場合は、所定の長さ及びピッチのミシン目を長手方向に形成する。ミシン目は慣用の方法(例えば、周囲に切断部と非切断部とが繰り返し形成された円板状の刃物を押し当てる方法やレーザーを用いる方法等)により施すことができる。ミシン目を施す工程段階は、印刷工程の後や、筒状加工工程の前後など、適宜選択ことができる。
【0063】
[ラベル付き容器]
最後に、上記で得られた長尺筒状シュリンクラベルを切断後、所定の容器に装着し、加熱処理によって、ラベルを収縮、容器に追従密着させることによってラベル付き容器を作製する。上記長尺筒状シュリンクラベルを、自動ラベル装着装置(シュリンクラベラー)に供給し、必要な長さに切断した後、内容物を充填した容器に外嵌し、所定温度の熱風トンネルやスチームトンネルを通過させたり、赤外線等の輻射熱で加熱して熱収縮させ、容器に密着させて、ラベル付き容器を得る。上記加熱処理としては、滑剤を融解又は軟化させ表面を平滑化するためには、80〜100℃程度で、滑剤(a)の融点以上の温度で加熱処理することが好ましく、例えば、90℃のスチームで処理することなどが例示される。
【0064】
[物性の測定方法ならびに効果の評価方法]
(1)空回り防止性(トルク試験)
デジタルトルクメータ((株)東日製作所製「3TME9CN」)を用いて測定を行った。
本発明の筒状シュリンクラベルを装着した、スクリューキャップ付きボトル缶(三菱マテリアル(株)製、口径38mmΦ)をデジタルトルクメータにキャップ側が固定されるように容器を固定し、ラベルが装着された容器胴部を手で把持し、閉栓方向(キャップが閉まる方向)に回して、その際のトルク強度を測定し、ラベルが回り始める点のトルク強度(トルク強度の最大点)をもって、ラベルの空回りが生じるトルク強度とした。なお、測定は5回行い、平均値をもって測定値とした。
空回りが生じるトルク強度が20kgf・cm以上の場合は、空回り防止性が良好(○)とし、20kgf・cm未満の場合は、空回り防止性が不良と判断した。
【0065】
(2)摩擦係数 μ23℃
容器に装着する前(加熱処理を施される前)の本発明のシュリンクラベルをサンプルとして、ラベル内面(容器側となる面)を測定面として、JIS K 7125に準拠して、下記の条件で、測定を行った。それぞれの温度で、静止摩擦係数および動摩擦係数を算出した。
温度 : 23±2℃
湿度 : 50±5%RH
試験片 : 幅80mm、長さ200mm (試験片の長さ方向は、容器に装着される場合に円周方向となる方向とする。)
滑り片 : 200g
相手材料 : PETフィルム(東洋紡績(株)製、「A1101 未処理面」)
【0066】
(3)ブロッキング試験(剥離試験)
容器に装着する前(加熱処理を施される前)の本発明のシュリンクラベルをサンプルとして測定を行った。シュリンクラベルの筒状にした際に内側(容器側)となる表面とポリエチレンテレフタレート(PET)フィルム(東洋紡績(株)社製「A1101」、未処理面)を重ね合わせて、圧力0.3MPaの条件下、180秒間加圧し、JIS K 6854−3に準じたT型剥離試験(剥離速度200mm/min)により剥離強度を測定した。なお、それぞれ、23±2℃、90±2℃の2つの温度条件で行い、下記の基準で判定した。
(23℃の場合)
0.1N/15mm以下 : ブロッキングなし(○)
0.1N/15mmより大 : ブロッキング発生(×)
(90℃の場合)
0.1N/15mm以下 : 粘着性なし(×)
0.1N/15mmより大 : 粘着性あり(○)
【0067】
(4)融点Tm
滑剤の融点は、JIS K 2235に準じて測定を行った。
【0068】
(5)ラベル、フィルムの厚み、A層厚み
シュリンクラベルおよびシュリンクフィルムの厚みは、触針式厚みゲージをもちいて測定した。A層厚みは、A層を設けた部分(塗布面)と樹脂層を設けていない部分(非塗布面)の段差を、3次元顕微鏡(キーエンス(株)製VK8510)を用いて測定した。
【実施例】
【0069】
以下に、実施例に基づいて本発明をより詳細に説明するが、本発明はこれらの実施例により限定されるものではない。
【0070】
実施例1
アクリル系樹脂(東亞合成(株)製「ARUFON UH−2140」;ガラス転移温度50℃、分子量14000、固形分100%)30重量%、リシノール酸アマイド系滑剤(伊藤製油(株)製、N−ヒドロキシエチル−リシノレイルアミド「ITOHWAX J−400」;Tm45℃、酸価5mgHOH/g、水酸基価295mgKOH/g)5重量%、粘着付与剤(ヤスハラケミカル(株)製テルペンフェノール樹脂「YSポリスター T100」;分子量550、軟化点100℃)10重量%を、酢酸エチル35重量%と酢酸プロピル20重量%の混合溶剤に溶解させ、コーティング剤1を調整した。
主に幅方向に延伸された熱収縮性PETフィルム(東洋紡績(株)製、「スペースクリーン」、厚み60μm)にグラビア印刷により、デザインカラー印刷層と白ベタ印刷層を順に設けた後、印刷層と同じ面側に、さらに上記で得られたコーティング剤1を、グラビア印刷により塗布・乾燥させ、A層を形成し、長尺状シュリンクラベルを作製した。A層の厚みは1.0μmであった。
さらに、得られた長尺状シュリンクラベルをフィルムの幅方向が周方向となるように筒状に丸めて両端部を溶着し、長尺筒状シュリンクラベル1を得た。これを自動ラベル装着装置に供給し、各ラベルに切断した後、内容物を充填したスクリューキャップ付きボトル缶(三菱マテリアル(株)製、口径38mmΦ)に、スチームを用いて、温度90℃で収縮装着して、ラベル付き容器を得た。
表1に示すとおり、本実施例のシュリンクラベルは、常温(23℃)ではブロッキングを生じないが、90℃では粘着性を示し、μ23℃も本願の規定する範囲を満たしていた。また、本実施例のシュリンクラベルを装着したラベル付き容器は、優れた空回り防止性を有していた。
【0071】
実施例2
滑剤をアマイド系滑剤(伊藤製油(株)製、特殊アミド「ITOWAX J−50」;Tm78℃、酸価7mgHOH/g、水酸基価210mgKOH/g)5重量%に変更する以外は、実施例1と全く同様にして、コーティング剤2を調整した。
コーティング剤2を用い、実施例1と全く同様にして、シュリンクラベル及びラベル付き容器を得た。
表1に示すとおり、本実施例のシュリンクラベル、ラベル付き容器は、優れた特性を有していた。
【0072】
実施例3
滑剤をステアリン酸エステル系滑剤(伊藤製油(株)製、ステアリル−12−ヒドロキシステアレート「ITOWAX E−230」;Tm70℃、酸価5mgHOH/g、水酸基価160mgKOH/g)5重量%に変更する以外は、実施例1と全く同様にして、コーティング剤3を調整した。
コーティング剤3を用い、実施例1と全く同様にして、シュリンクラベル及びラベル付き容器を得た。
表1に示すとおり、本実施例のシュリンクラベル、ラベル付き容器は、優れた特性を有していた。
【0073】
実施例4
滑剤をパラフィンワックス系滑剤(サンノプコ(株)製、ポリエチレンパラフィンワックス「ノプコマル MS−40」;Tm79℃)5重量%に変更する以外は、実施例1と全く同様にして、コーティング剤4を調整した。
コーティング剤2を用い、実施例1と全く同様にして、シュリンクラベル及びラベル付き容器を得た。
表1に示すとおり、本実施例のシュリンクラベル、ラベル付き容器は、優れた特性を有していた。
【0074】
比較例1
コーティング剤1を塗布せず、A層を設けなかった以外は、実施例1と全く同様にして、シュリンクラベルおよびラベル付き容器を得た。
表1に示すとおり、本比較例のシュリンクラベルは、90℃でも粘着性を示さなかった。また、本比較例のシュリンクラベルを装着したラベル付き容器は、空回り防止性が劣るものであった。
【0075】
比較例2
実施例1と同様にして、滑剤を含有しないコーティング剤を作製した。アクリル系樹脂(東亞合成(株)製「ARUFON UH−2140」)30重量%、粘着付与剤(ヤスハラケミカル(株)製テルペンフェノール樹脂「YSポリスター T100」)10重量%を、酢酸エチル40重量%と酢酸プロピル20重量%の混合溶剤に溶解させ、コーティング剤5を調整した。
コーティング剤5を用い、実施例1と全く同様にして、シュリンクラベル及びラベル付き容器を得た。
表1に示すとおり、本比較例のシュリンクラベルは、劣るものであった。
【0076】
比較例3
滑剤として、液状滑剤であるシリコーンオイル(信越シリコーン(株)製、シリコーンオイル「KF−859」;Tmは常温(23℃)以下)1重量%を用い、酢酸エチルの量を39重量%と変更した以外は、実施例1と全く同様にして、コーティング剤6を調製した。
コーティング剤6を用い、実施例1と全く同様にして、シュリンクラベル及びラベル付き容器を得た。
表1に示すとおり、本比較例のシュリンクラベルは、劣るものであった。
【0077】
比較例4
滑剤を、ポリエチレンワックス(三井化学(株)製、「エクセレックス」;Tm108℃)5重量%とする以外は、実施例1と全く同様にして、コーティング剤7を調製した。
コーティング剤7を用い、実施例1と全く同様にして、シュリンクラベル及びラベル付き容器を得た。
表1に示すとおり、本比較例のシュリンクラベルは、劣るものであった。
【0078】
【表1】

【0079】
実施例で得られたシュリンクラベルは、常温では良好な滑り性を示し、またブロッキングの生じない取り扱い性の優れたラベルであり、また、熱処理を施した後は、粘着性を示し、優れたラベル空回り防止性を発揮した。一方、比較例のシュリンクラベルは、常温時にブロッキングを起こしやすいか、または、加熱時においても非粘着性であり、取り扱い性と空回り防止性の両立は達成し得なかった。
【図面の簡単な説明】
【0080】
【図1】本発明のシュリンクラベルの一例を示す概略断面図である。
【符号の説明】
【0081】
1 シュリンクラベル
2 シュリンクフィルム
3 印刷層
4 樹脂層(A層)
5 滑剤
【技術分野】
【0001】
本発明は、開栓時のラベルの空回りを防止できる筒状シュリンクラベル、該ラベルが装着されたラベル付き容器、及び該シュリンクラベル用コーティング剤に関する。
【背景技術】
【0002】
現在、お茶や清涼飲料水等の飲料用容器として、PETボトルなどのプラスチック製容器やボトル缶などの金属製容器等が広く用いられており、容器の形状も円筒型やボトル型等様々である。これらの容器には、表示や装飾性、機能性の付与のためプラスチックラベルを装着する場合が多く、近年、容器に対する追従性が良好であり、表示面積を増大できる等のメリットから、蒸気や熱風により収縮させるシュリンク加工により容器に追従・装着させるシュリンクラベル(熱収縮性プラスチックラベル)が広く使用されている。該シュリンクラベルは、円筒状に加工したラベルを容器にかぶせた後、水蒸気や熱風などによってラベルを収縮させ、容器に追従させて装着する。
【0003】
さて、上記PETボトルや金属製ボトルのキャップとしては、開栓/閉栓を繰り返し行える利便性から、ねじが成形され、回転して開栓/閉栓を行うタイプのキャップ(スクリューキャップという)が広く用いられている。
【0004】
しかしながら、スクリューキャップの付いたボトルと、シュリンクラベルの組み合わせにおいては、締め付けが強いキャップを開栓する際、特に、大きな回転力(トルク)がかかった場合、ラベルと容器の間で「すべり」が生じて、ラベルが空回りを起こし、上手く開栓できない不具合が生じていた。上記「空回り」を防ぐためには、容器などの被着体に装着するまでは、非粘着性であり、容器に装着後、一定の熱処理を施すことにより粘着性を示す接着剤が、シュリンクフィルムの、容器と接する表面に塗布されたシュリンクラベルが知られている(例えば、特許文献1参照)。
【0005】
しかし、上記接着剤は、所定温度でシュリンクラベルを容器に装着した後、さらに高い温度(好ましくは100℃以上)で比較的長時間(例えば、10分間)熱処理しなければならない。このため、生産効率が低下することは言うまでもなく、さらには、加工の際に、ラベル、容器や内容物にも相当量の熱がかかるため、使用可能なラベル、容器の素材、また、内容物が限定される(例えば、炭酸飲料などには用いられない)という大きな問題を抱えている。また、筒状シュリンクラベルの内面に感熱接着剤が設けられた場合(例えば、特許文献2、3参照)は、ロール状に巻き取られた場合はラベルの内面と外面が、ラベルを筒状にしたときにはラベルの内面同士が、ブロッキングを起こしたり、滑りが悪いことにより、容器装着時に外嵌不良となる場合がある。すなわち、上記の、開栓時のラベルの空回り防止と取り扱い性の向上という二律背反の問題は完全に解決されていないのが現状である。
【0006】
【特許文献1】特開2001−214139号公報
【特許文献2】実公昭46−30629号公報
【特許文献3】実公昭50−35097号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明の目的は、製造・加工の際には、表面の粘着がなく取り扱い性が良好で、容器に装着した後は、容器との密着性が高いため、スクリューキャップの開栓/閉栓時に大きな回転力(トルク)が生じた場合にもラベルの空回りが生じない、スクリューキャップ付き容器に用いるラベルとして、特に優れた性能を有する筒状シュリンクラベル及び該ラベル用のコーティング剤を提供することにある。
【課題を解決するための手段】
【0008】
本発明者らは、上記目的を達成するため鋭意検討した結果、ある特定の物性の滑剤を含有する樹脂層をラベル内面に設けることにより、シュリンク加工前はラベル内面の滑り性、取り扱い性が良好で、シュリンク加工後はボトルと良好な密着性を発揮し、空回りが防止できることを見出し、本発明を完成した。
【0009】
すなわち、本発明は、シュリンクフィルムの、筒状ラベルの内側となる表面に、融点(Tm)が40〜90℃である滑剤(a)、及び、バインダー樹脂(b)を含有する樹脂層(A層)を有することを特徴とする筒状シュリンクラベルを提供する。
【0010】
さらに、本発明は、前記滑剤(a)が脂肪酸アマイド系ワックス、脂肪酸エステル系ワックス、パラフィンワックスから選ばれた少なくとも1つのワックスである筒状シュリンクラベルを提供する。
【0011】
さらに、本発明は、前記A層が、さらに粘着付与剤(c)を含有する筒状シュリンクラベルを提供する。
【0012】
さらに、本発明は、スクリューキャップ付き容器に、上記の筒状シュリンクラベルが装着されたラベル付き容器を提供する。
【0013】
さらに、本発明は、融点(Tm)が40〜90℃である滑剤、バインダー樹脂、及び、溶剤を含有するシュリンクラベル用コーティング剤を提供する。
【発明の効果】
【0014】
本発明の筒状シュリンクラベルは、スクリューキャップ付き容器において、大きな開栓トルクが生じた場合にも、ラベルの空回りが生じないため、スムーズに開栓を行うことができる。また、製造・加工工程では、表面の粘着がなく、搬送性、取り扱い性、ラベル装着性が良好で、生産性が向上するため、産業上有益である。
【発明を実施するための最良の形態】
【0015】
以下、本発明の実施の形態について図面を参照しつつ説明する。図1は本発明の筒状シュリンクラベルの一例を示す概略断面図である。図1に示されるシュリンクラベル1は、シュリンクフィルム2の片面に、印刷層3、及び、滑剤5を含有する樹脂層4が設けられている。
【0016】
本発明の筒状シュリンクラベルは、シュリンクフィルムの表面に、滑剤(a)、及び、バインダー樹脂(b)(樹脂(b)という)を含有する樹脂層(A層という)が設けられてなる。本発明の効果を発揮するためには、A層は、筒状ラベルの内側(すなわち、ラベル付き容器とした場合に、容器と接する側)に設けられなければならず、さらには、内側の最表層でなければならない。A層は、シュリンクフィルム表面に直接設けられなければならない訳ではなく、他の層(例えば、印刷層など)を介して設けられてもよい。さらに、本発明のシュリンクラベルの、A層が設けられた側と反対側(容器に装着された際に外側)に関しては特に限定されず、シュリンクフィルムの表面が表出していてもよいし、他の樹脂層などの機能層(例えば、耐スクラッチ性、滑り性、つや消し性等を付与する層)が設けられていてもよい。上述の通り、本発明のシュリンクラベルは多層構成を有する。層構成は特に限定されず、例えば、容器の外側より順に、機能層/シュリンクフィルム層/印刷層/A層、機能層/印刷層/シュリンクフィルム層/A層、シュリンクフィルム層/印刷層/A層等が例示される。また、A層が2層以上設けられていてもよい。中でも、生産性、機能性の観点から、シュリンクフィルム層/印刷層/A層、または、機能層/シュリンクフィルム層/印刷層/A層の層構成をとることが多い。
【0017】
本発明のA層は、少なくとも、滑剤(a)、樹脂(b)を含む。特に好ましくは、さらに、粘着付与剤(c)を含んでいる場合に、本発明の効果を最も発揮できる。
【0018】
本発明の滑剤(a)は、融点(Tmという)が、40〜90℃の滑剤である。好ましくは、40〜80℃である。Tmが90℃を超える場合には、シュリンク加工時の熱で滑剤が融解しにくく、ラベルと容器を密着させるために多量の熱が必要となり、生産性低下やコストアップを招いたり、容器、内容物、シュリンクフィルムの素材が制限されたりする。Tmが40℃未満であると、環境条件によっては滑剤が融解する可能性があるため、製造・加工工程でラベル同士のブロッキングが生じて、搬送性や取り扱い性が低下する。
【0019】
本発明の特徴は、滑剤(a)のTmを特定の範囲にすることにより、製造・加工時と装着時のA層表面の粘着性やブロッキング性をコントロールすることにある。A層の地肌面(A層表面のうち、下記突起部分以外の表面)は、熱を加えると粘着性を生じ、常温では粘着性はないものの、ブロッキングしやすい表面である。
【0020】
しかし、容器に装着される前は、本発明のA層表面には、分散した粒状滑剤(a)に起因する、多数の突起が存在する。このため、スリットや筒状に加工するセンターシール工程等で、表面と工程ロールなどとの接触面積が極端に小さく、滑り性が良好で、ブロッキングを生じにくくなるため、良好な搬送性が得られる。
【0021】
一方、本発明の滑剤(a)は、シュリンク加工の熱(一般的に、80〜100℃)で融解する。これによってA層表面は平滑となり、さらに、A層の地肌面が粘着性となるため、シュリンクの際の容器に対する密着効果が非常に高くなる。また、容器に装着された後も、A層表面は突起を有しない平坦な表面であるため、容器との接触面積が大きくなり、静止摩擦力が高くなるため、キャップ開栓時に大きなトルクがかかっても、ラベルの空回りを防止できる。
【0022】
上記のように、本発明のA層は、製造・加工工程では比較的粗い表面、容器に装着後は平坦な表面と、表面形態が大きく変化し、さらに加熱前には粘着性がなく、加熱によって粘着性を生ずることによって、搬送性、取り扱い性とラベルの空回り防止性を両立することができる。
【0023】
本発明の滑剤(a)は、上記Tm等の条件を満足し、工業的に製造しやすい観点から、ワックスであることが好ましい。ワックスとしては、Tmが40〜90℃のものであれば、特に限定されないが、上記範囲を満たすワックスとしては、例えば、木蝋、鯨蝋、ラノリンワックス、パラフィンワックス、脂肪酸アマイド系ワックス、脂肪酸エステル系ワックス、ポリエチレンワックスなどが挙げられる。この中でも、脂肪酸アマイド系ワックス、脂肪酸エステル系ワックス、パラフィンワックスが好ましく、特に好ましくは、リシノール酸アマイドワックスやステアリン酸エステルワックスが挙げられる。これらのワックスとしては、例えば、伊藤製油(株)製「ITOHWAX」等が入手可能である。
【0024】
本発明の滑剤(a)の含有量は、A層の固形分全量に対して、0.1〜20重量%が好ましく、さらに好ましくは、1〜15重量%である。滑剤(a)の含有量が0.1重量%未満である場合には、滑剤(a)によって形成される表面突起の個数が少ないため、十分な滑り性を得られず、搬送性や取り扱い性が低下する場合がある。また、含有量が20重量%を超える場合には、容器に装着処理時に、滑剤が融解した場合に、多量の滑剤成分がラベル表面を覆うため、粘着性が低下し、空回りの抑止効果が低下することがある。
【0025】
本発明の滑剤(a)は、容器に装着処理を行う前は、A層中では、粒状の形態で分散していることが好ましい。A層中での滑剤(a)の粒子径は、1〜20μmが好ましく、より好ましくは3〜10μmである。粒子径が1μmより小さい場合には、A層表面に形成する突起の突起高さが小さくなり、製造・加工工程において、表面の粘着性を抑制する効果が小さく、搬送性や取り扱い性が低下する場合がある。また、粒子径が20μmより大きい場合には、A層表面に形成する突起が粗大となって、製造・加工工程において、突起が脱落したり、A層を塗布する際のグラビアコーターに固形分がつまったりして、生産性低下や品質低下を招くことがある。なお、ここでいう粒子径とは、2次粒子径であってもよい。
【0026】
本発明のA層に用いられる樹脂(b)は、上記滑剤(a)や粘着付与剤などをラベル表面に保持するバインダーの役割をする樹脂である。また、それ自体が、容器との粘着性を有する樹脂、又は、熱によって粘着性を生じる樹脂であってもよい。樹脂(b)としては、バインダーの機能を有する樹脂であれば特に限定されないが、例えば、グラビア印刷用インキに用いられる樹脂などが好ましく、アクリル系樹脂、セルロース系樹脂、ウレタン系樹脂、ポリエステル樹脂、ポリアミド樹脂、ポリ塩化ビニル、ポリ酢酸ビニル等が好ましく例示される。これらの樹脂は、フィルムの種類、要求特性、用途などによって、単一で用いてもよいし、複数を組み合わせて用いてもよい。中でも、本発明の効果の観点からアクリル系樹脂が特に好ましい。
【0027】
本発明の樹脂(b)のガラス転移温度(Tg)は、20〜100℃が好ましい。Tgが20℃未満の場合には、シュリンクラベルをロール状にして保存しておく場合に、ブロッキングが生じる場合があり、また、100℃を超える場合には、A層に柔軟性がなくなり、製造工程やシュリンク加工時にひび割れ、剥離が生じる場合がある。なお、Tgは、樹脂(b)が実質的に単一の樹脂からなり、示差走査熱量計(DSC)によって直接測定(JIS K7121)される場合には、測定値を用いてもよいし、複数の樹脂(例えば、樹脂1、樹脂2)を組み合わせる場合には、それぞれの樹脂のTgより、次の式(Fox式)を用いて求められる計算値を使用してもよい。1/Tg=w1/Tg1+w2/Tg2 (Tg1:樹脂1のTg、Tg2:樹脂2のTg、w1:樹脂1の重量分率、w2:樹脂2の重量分率)。上記条件を満たす樹脂としては、例えば、東亜合成(株)社製アクリル樹脂「ARUFON」、三菱レイヨン(株)社製「ダイヤナール」などが挙げられる。
【0028】
本発明の樹脂(b)の含有量は、A層の固形分全量に対して、50〜99.9重量%が好ましく、さらに好ましくは、60〜95重量%である。含有量が、50重量%未満である場合は、A層が剥離しやすくなったり、A層中の滑剤が脱落しやすくなる場合があり、含有量が99.9重量%を超える場合には、A層が実質的に樹脂(b)のみからなるため、本発明の粘着性を制御する効果は発揮されない。
【0029】
本発明のA層には、特に限定されないが、通常は粘着付与剤(c)を含有することが好ましい。上記の説明の通り、A層の地肌面は常温では粘着性がなく、熱を加えると粘着性を有する。本発明に用いられる粘着付与剤(c)としては、ロジン系樹脂、テルペン系樹脂、石油樹脂、クマロン・インデン樹脂、スチレン系樹脂、フェノール樹脂、キシレン樹脂等の粘着付与剤が挙げられ、中でも、テルペン樹脂、テルペンフェノール樹脂などのテルペン系樹脂や石油樹脂が特に好ましく例示される。例えば、テルペンフェノール樹脂としては、ヤスハラケミカル(株)製「YSポリスター」などが入手可能である。
【0030】
本発明のA層に粘着付与剤(c)を添加する場合、本発明の粘着付与剤(c)の含有量は、A層の固形分全量に対して、0.01〜30重量%が好ましく、より好ましくは、2〜25重量%である。含有量が0.01重量%未満では、粘着性付与の効果が小さいため、容器に装着した場合の十分な空回り抑制効果が得られない場合があり、含有量が30重量%を超える場合には、A層をコーティングによって設ける場合、コーティング剤の粘度が高くなりすぎて流動性が低下し、均一にA層を設けることができなくなったりする。
【0031】
本発明のA層の厚みは、0.1〜10μmが好ましく、より好ましくは、0.5〜5μmである。なお、A層の厚みとは、突起部分ではない、いわゆる地肌面の厚みのことをいう。厚みが0.1μm未満の場合には、コーティング層を均一に設けることが困難となったり、製造・加工工程において、滑剤が削り取られ易くなって、工程汚れの原因となる場合がある。また、厚みが10μmを超える場合には、コーティング剤を大量に使用するため、コストが高くなる場合がある。さらに、A層の厚みは前記粒子径よりも小さい方が、滑剤による表面突起が有効に形成されるため好ましい。
【0032】
本発明のA層は、シュリンクフィルムに、コーティング剤を塗布・乾燥することによって形成する。本発明のA層の形成に用いられるシュリンクラベル用コーティング剤は、前記、滑剤(a)、樹脂(b)、および、溶剤(d)を必須の構成成分とする。好ましくは、さらに、粘着付与剤(c)を含有する。
【0033】
本発明の溶剤(d)は、水や通常の有機溶媒を用いることができ、特に限定されないが、例えば、トルエン、キシレンなどの芳香族炭化水素、アセトンなどのケトン類、エタノール、イソプロピルアルコールなどのアルコール類、酢酸エチル、酢酸n−プロピルなどのエステル類などから、基材の種類などよって適宜選択することができる。これらは、1種類のみを用いてもよいし、2種類以上を混合して用いてもよい、特に好ましい溶剤としては、酢酸エチル、酢酸プロピル、イソプロパノール、メタノールが挙げられる。また、基材層の耐薬品性が劣る場合には、エステル系溶媒とアルコール系溶媒の混合溶媒を用いることが好ましい。
【0034】
本発明のコーティング剤中の、滑剤(a)の含有量は、コーティング剤の全重量に対して、0.01〜15重量%が好ましく、さらに好ましくは0.05〜10重量%である。含有量が15重量%を超えると、分散不良などの欠点を生じる場合がある。
【0035】
本発明のコーティング剤中の、樹脂(b)の含有量は、コーティング剤の全重量に対して、15〜60重量%が好ましく、さらに好ましくは20〜40重量%である。含有量が60重量%を超えるとコーティング剤の流動性が低下して、塗布斑やコーターのつまりなどが生じる場合がある。
【0036】
本発明のコーティング剤中に粘着付与剤(c)を添加する場合、粘着付与剤(c)の含有量は、コーティング剤の全重量に対して、0.005〜20重量%が好ましく、さらに好ましくは1〜15重量%である。含有量が20重量%を超えるとコーティング剤の流動性が低下して、塗布斑やコーターのつまりなどが生じる場合がある。
【0037】
本発明のコーティング剤中の、溶剤(d)の含有量は、コーティング剤の全重量に対して、40〜70重量%が好ましく、さらに好ましくは50〜60重量%である。含有量が40重量%未満であれば、コーティング剤の流動性が低下して、塗布斑やコーターのつまりなどが生じる場合があり、70重量%を超えると工程で溶剤を十分に乾燥できない場合がある。
【0038】
本発明のコーティング剤の粘度は、例えば、グラビア印刷の場合、10〜30秒(ASTM D 1084−97 : ザーンカップ#3による粘度測定)が好ましく、より好ましくは15〜25秒である。
【0039】
本発明に用いられるシュリンクフィルムは、プラスチックフィルムであり、特に限定されないが、例えば、ポリエチレンテレフタレート等からなるポリエステル系フィルム、スチレン−ブタジエン共重合体等からなるポリスチレン系フィルム、ポリプロピレン等のポリオレフィン系フィルム、ポリ塩化ビニル樹脂フィルムなどから、要求物性、用途、コストなどに応じて、適宜選択することが可能である。また、これらのフィルムは、単層フィルムを用いてもよいし、要求物性、用途などに応じて、複数のフィルム層を積層した積層フィルムを用いてもよい。また、本発明のシュリンクフィルムは、1軸または2軸配向フィルムを用いることが多い。
【0040】
本発明のシュリンクフィルムの厚みは、特に限定されないが、20〜80μmが好ましく、さらに好ましくは30〜60μmである。
【0041】
本発明のシュリンクラベルには、装飾性付与の目的で印刷層を設けることが好ましい。その場合、印刷層は、特に限定されないが、内側(すなわち容器側)になる面に施すと、市場で流通する際の印刷層のはがれや汚れなどがないため好ましい。特に好ましくは、シュリンクフィルム層とA層の間に設けるとよい。印刷層は、商品名やイラスト、取り扱い注意事項等を表示した層であり、グラビア印刷やフレキソ印刷等の慣用の印刷方法により形成することができる。印刷層の形成に用いられる印刷インキは、例えば顔料、バインダー樹脂、溶剤からなり、前記バインダー樹脂としては、アクリル系、ウレタン系、ポリアミド系、塩化ビニル−酢酸ビニル共重合系、セルロース系、ニトロセルロース系などの一般的な樹脂が使用できる。印刷層の厚みとしては、特に制限されず、例えば0.1〜10μm程度である。
【0042】
本発明のシュリンクラベルには、本発明の効果を損なわない範囲で更に他の層を設けてもよい。例えば、トップコート層、アンカーコート層、プライマーコート層などを設けることができ、不織布、紙、プラスチック等の層を必要に応じて設けてもよい。ただし、本発明の効果の観点から、他の層は、A層の内側に設けられていないことが好ましいが、部分的であれば内側に設けられることも可能である。
【0043】
本発明のシュリンクラベルの少なくともA層側の表面の、23℃における摩擦係数(常温摩擦)μ23℃は、0.1〜0.5であり、好ましくは、0.2〜0.4である。μ23℃が0.5を超える場合には、製造・加工工程において、工程ロールとの摩擦やラベル同士の摩擦が大きく、搬送性が不良となり、しわの発生などの工程トラブルの原因となる場合がある。また、μ23℃を0.1未満とするには、滑剤(a)を多量に添加することとなり、容器への装着後に滑剤(a)成分がA層表面に多量に表出して粘着性を低下させ、ラベルの空回り防止効果が低下することがある。
【0044】
本発明のシュリンクラベルのA層側の表面と反対側の表面が接触するように重ねた場合の、圧力0.3MPaの条件下、温度23℃で180秒間加圧した後の剥離強度は、0.1N/15mmm以下が好ましく、より好ましくは、0.05N/15mm以下である。剥離強度が0.1N/15mmを超える場合には、ラベル表面の粘着性のため、搬送性が低下したり、ラベルをロール状にして保存する場合に、ラベル同士がブロッキングを起こす場合がある。
【0045】
本発明のシュリンクラベルのA層側の表面とポリエチレンテレフタレート(PET)フィルム(東洋紡績(株)社製「A1101」、未処理面)が接触するように重ねた場合の、圧力0.3MPaの条件下、温度90℃で180秒間加圧した後の剥離強度は、0.1N/15mmより大きいことが好ましい。剥離強度が0.1N/15mm以下の場合には、ラベルを容器に装着する際の熱で、ラベル表面に十分な粘着性が発生しておらず、ラベルの空回り抑制効果を十分に発揮できない場合がある。
【0046】
本発明のシュリンクラベルは、下記に示す容器に好ましく用いることができる。
【0047】
本発明のラベル付き容器は、本発明の筒状シュリンクラベルが、口部がスクリューキャップタイプである容器(スクリューキャップ付き容器)に装着された容器である。本発明の筒状シュリンクラベルが用いられる容器は、口部がスクリューキャップ式の容器である。プルトップ式の缶などの場合は、開栓時にラベルの空回りするという本発明の問題がほとんど起こらないため、本発明のラベルを用いる必要が少ない。
【0048】
スクリューキャップ付き容器は、例えば、底部と、これに続く筒状の胴部と、胴部から径が次第に細くなる肩部と、肩部の上方にあるスクリューキャップタイプの口部とで形成されている、ボトル状の容器である。容器の胴部の断面形状は、略円形、略楕円形、円形に近い多角形等、ラベルが回る可能性のある形状であれば、特に限定されないが、断面が円形に近いほど空回りしやすいため、断面が略円形の円筒状胴部を有する容器に本発明のラベルを装着したときが、最も空回り防止効果が顕著である。また、容器の胴部の外面は、周方向のリブ等の凹凸面が形成されていても良いが、平滑面である方が空回りしやすく、本発明の空回り防止効果がよく発揮される。
【0049】
本発明の筒状シュリンクラベルは、容器の胴部、または、容器の胴部から肩部の一部にかけて、設けられる。この際、本発明の筒状シュリンクラベルの内側の樹脂層(A層)は、ラベル内面のセンターシール部を除く、ほぼ全面に塗布されていることが最も好ましいが、ラベルの周方向に帯状に設けられている場合にも優れた効果を発揮する。また、A層は内側の一部に塗布されているだけでもよい。
【0050】
本発明のラベル付き容器の用途は、特に限定されないが、例えば、ソフトドリンク用、アルコール飲料用、宅配牛乳用、調味料などの食品用、医療品用などが含まれる。また容器の材質としても、ポリエチレンテレフタレート(PET)などのプラスチック製、ガラス製、アルミニウム、スチール(プラスチックフィルムが積層されたものなども含む)などの金属製などが含まれる。中でも、胴部断面形状や表面の滑り性の観点から、金属製のボトル缶に最も好ましく用いられる。
【0051】
以下に、本発明のコーティング剤、筒状シュリンクラベル及び該ラベルの装着されたラベル付き容器の製造方法を説明する。なお、ここでは、A層として、アクリル樹脂をバインダー樹脂とし、滑剤に脂肪酸アマイドワックス、粘着付与剤にテルペンフェノール樹脂を用い、シュリンクフィルムとして、熱収縮性ポリエステルフィルムを用いた例を示すが、製造方法はこれに限定されるものではない。
なお、下記説明においては、工程順に、延伸後のフィルム原反を「シュリンクフィルム」、これに印刷と本発明の樹脂層を設けたものを「長尺状シュリンクラベル」、さらに長尺のまま筒状に加工したものを「長尺筒状シュリンクラベル」と記載する。
【0052】
[コーティング剤の作製]
本発明のコーティング剤に用いるアクリル樹脂は、溶液重合法、塊状重合法、乳化重合法等の既知の重合方法に従って製造することができるが、好ましくは、溶液重合法によって製造するとよい。溶液重合法により重合する場合は、イソプロパノールなどの有機溶媒とアゾビスイソブチロニトリルなどの重合開始剤の存在下で、単量体の混合物を共重合する。また、該樹脂は、市販のアクリル樹脂などを用いてもよく、例えば、東亜合成(株)製「ARUFON UH−2140」などを用いることができる。
【0053】
次に、得られた樹脂(b)と溶剤(d)、及び、滑剤(a)、粘着付与剤(c)の所定量を、混合機中で、攪拌・混合して、コーティング剤を製造する。滑剤(a)、粘着付与剤(c)としては、市販のワックスや粘着付与剤を用いることが可能で、例えば、伊藤製油(株)製N−ヒドロキシエチル−リシノレイルアミド「ITOHWAX J−400」、ヤスハラケミカル(株)製テルペンフェノール樹脂「YSポリスター T100」を用いることができる。また、溶剤(d)としては、例えば、酢酸エチルと酢酸プロピルの混合溶媒を用いることができる。
【0054】
[シュリンクフィルムの作製]
本発明のシュリンクフィルムは、溶融製膜または溶液製膜などの方法によって作製することもできるし、または、市場で販売されているポリエステルフィルム、ポリスチレンフィルム、ポリオレフィンフィルム等を用いることもできる。例えば、溶融製膜法を用いて、ポリエステルフィルムを作製する場合は、以下のとおりである。
【0055】
フィルム原料は既知の手法を用いて重合する。例えば、ポリエステルはテレフタル酸とエチレングリコールを原料とし、直接エステル反応により、低分子量のポリエチレンテレフタレートを得、さらに、3酸化アンチモンなどを触媒に用いた重縮合反応によってポリマーを得るプロセスなどが用いられる。必要に応じて、1,4−シクロヘキサンジメタノールなどを共重合してもよい。
【0056】
上記で得られたフィルム原料を1軸または2軸押出機を用いてTダイより押出して、未延伸フィルムを作成する。この際、共押出法などを用いることによって、多種多層に積層された未延伸フィルムを得ることが可能である。
【0057】
得られた未延伸フィルムを、さらに延伸することによって、シュリンクフィルムを作製する。延伸は、長手方向(縦方向;MD方向)および幅方向(横方向;TD方向)の2軸延伸でもよいし、長手、または、幅方向の1軸延伸でもよい。また、延伸方式は、ロール方式、テンター方式、チューブ方式の何れの方式を用いてもよい。延伸処理は、用いるポリマーの種類にもよるが、例えば、ポリマーのガラス転移温度(Tg)〜Tg+50℃程度の温度で、必要に応じて長手方向に、例えば、1.01〜3倍、好ましくは1.05〜1.5倍程度に延伸した後、幅方向に3〜10倍、好ましくは4〜6倍程度延伸することにより行う場合が多い。
【0058】
本発明のシュリンクフィルムの表面には、必要に応じて、コロナ放電処理やプライマー処理等の慣用の表面処理が施されていてもよい。
【0059】
[A層の作製(コーティング剤の塗布)]
本発明の長尺状シュリンクラベルは、前記シュリンクフィルムの一方の面に印刷処理をした後、印刷と同じ面側に上記コーティング剤を塗布し、A層を形成することによって得られる。なお、必要に応じて、印刷処理は省略できる。本発明の効果を発揮するためには、A層は、容器に装着した場合に内側(容器と接する側)に設ける必要があり、さらに好ましくは、内側の最表層に設けることが好ましい。コーティング剤は、容器に装着した場合に内側のフィルム表面の一部に塗布されていてもよいが、表面の80%以上の領域に塗布されていることが好ましく、シール部を除くほぼ全面に塗布されていることが最も好ましい。なお、フィルムの一部に塗布を施す場合には、フィルム幅方向(ラベルの周方向)に帯状に塗布されており、この帯状部分が容器に装着された場合に、ラベルの上下端に位置するように塗布されていることが好ましい。
【0060】
塗布は、シュリンクフィルムの製造工程中(例えば、縦1軸延伸後)に塗布を行うインラインコートによって設けてもよいし、フィルム製膜後に塗布を行うオフラインコートによって設けてもよい。インラインコートの場合には、リバースロール方式、エアナイフ方式、ファウンテン方式などが好ましく用いられ、オフラインコートでは、例えば、グラビア印刷や、フレキソ印刷などの方式を用いることができる。上記の中でも、特にフィルム層に印刷層を設け、さらにその上層として、A層を設ける場合などには、塗布方法はオフラインコートであることが好ましく、中でも、グラビア印刷またはフレキソ印刷の方法による場合が、生産性や品質の観点から、最も好ましい。印刷を施し、A層を形成した、長尺状シュリンクラベルは、所定の幅で複数となるようにスリットされた後、その各々をロール状に巻回し、複数の長尺状シュリンクラベルのロール状物とする。なお、A層と印刷層がシュリンクフィルムを介して、それぞれ反対側に設けられる場合には、A層と印刷層を設ける工程の順序はどちらの工程が先に行われてもよい。例えば、シュリンクフィルムの一方の面(内側)にA層を設けた後、他方の面(外側)の面に印刷層を設けてもよい。
【0061】
[長尺状シュリンクラベルの加工]
次に、上記ロール状物のひとつを繰り出しながら、長尺状シュリンクフィルムの幅方向が円周方向で、A層が内側となるように円筒状に成形する。具体的には、長尺状シュリンクラベルを筒状に形成し、ラベルの一方の側縁部に、長手方向に帯状に約2〜4mm幅で、テトラヒドロフラン(THF)などの溶剤や接着剤(以下溶剤等)を内面に塗布し、筒状に丸めて、該溶剤等塗布部を、他方の側縁部から5〜10mmの位置に重ね合わせて外面に接着(センターシール)し、長尺筒状のシュリンクラベル連続体とし、長尺筒状シュリンクラベルを得る。なお、上記の溶剤などを塗工する部分及び接着する部分には、A層、印刷層が設けられていないことが好ましい。
【0062】
なお、ラベル切除用のミシン目を設ける場合は、所定の長さ及びピッチのミシン目を長手方向に形成する。ミシン目は慣用の方法(例えば、周囲に切断部と非切断部とが繰り返し形成された円板状の刃物を押し当てる方法やレーザーを用いる方法等)により施すことができる。ミシン目を施す工程段階は、印刷工程の後や、筒状加工工程の前後など、適宜選択ことができる。
【0063】
[ラベル付き容器]
最後に、上記で得られた長尺筒状シュリンクラベルを切断後、所定の容器に装着し、加熱処理によって、ラベルを収縮、容器に追従密着させることによってラベル付き容器を作製する。上記長尺筒状シュリンクラベルを、自動ラベル装着装置(シュリンクラベラー)に供給し、必要な長さに切断した後、内容物を充填した容器に外嵌し、所定温度の熱風トンネルやスチームトンネルを通過させたり、赤外線等の輻射熱で加熱して熱収縮させ、容器に密着させて、ラベル付き容器を得る。上記加熱処理としては、滑剤を融解又は軟化させ表面を平滑化するためには、80〜100℃程度で、滑剤(a)の融点以上の温度で加熱処理することが好ましく、例えば、90℃のスチームで処理することなどが例示される。
【0064】
[物性の測定方法ならびに効果の評価方法]
(1)空回り防止性(トルク試験)
デジタルトルクメータ((株)東日製作所製「3TME9CN」)を用いて測定を行った。
本発明の筒状シュリンクラベルを装着した、スクリューキャップ付きボトル缶(三菱マテリアル(株)製、口径38mmΦ)をデジタルトルクメータにキャップ側が固定されるように容器を固定し、ラベルが装着された容器胴部を手で把持し、閉栓方向(キャップが閉まる方向)に回して、その際のトルク強度を測定し、ラベルが回り始める点のトルク強度(トルク強度の最大点)をもって、ラベルの空回りが生じるトルク強度とした。なお、測定は5回行い、平均値をもって測定値とした。
空回りが生じるトルク強度が20kgf・cm以上の場合は、空回り防止性が良好(○)とし、20kgf・cm未満の場合は、空回り防止性が不良と判断した。
【0065】
(2)摩擦係数 μ23℃
容器に装着する前(加熱処理を施される前)の本発明のシュリンクラベルをサンプルとして、ラベル内面(容器側となる面)を測定面として、JIS K 7125に準拠して、下記の条件で、測定を行った。それぞれの温度で、静止摩擦係数および動摩擦係数を算出した。
温度 : 23±2℃
湿度 : 50±5%RH
試験片 : 幅80mm、長さ200mm (試験片の長さ方向は、容器に装着される場合に円周方向となる方向とする。)
滑り片 : 200g
相手材料 : PETフィルム(東洋紡績(株)製、「A1101 未処理面」)
【0066】
(3)ブロッキング試験(剥離試験)
容器に装着する前(加熱処理を施される前)の本発明のシュリンクラベルをサンプルとして測定を行った。シュリンクラベルの筒状にした際に内側(容器側)となる表面とポリエチレンテレフタレート(PET)フィルム(東洋紡績(株)社製「A1101」、未処理面)を重ね合わせて、圧力0.3MPaの条件下、180秒間加圧し、JIS K 6854−3に準じたT型剥離試験(剥離速度200mm/min)により剥離強度を測定した。なお、それぞれ、23±2℃、90±2℃の2つの温度条件で行い、下記の基準で判定した。
(23℃の場合)
0.1N/15mm以下 : ブロッキングなし(○)
0.1N/15mmより大 : ブロッキング発生(×)
(90℃の場合)
0.1N/15mm以下 : 粘着性なし(×)
0.1N/15mmより大 : 粘着性あり(○)
【0067】
(4)融点Tm
滑剤の融点は、JIS K 2235に準じて測定を行った。
【0068】
(5)ラベル、フィルムの厚み、A層厚み
シュリンクラベルおよびシュリンクフィルムの厚みは、触針式厚みゲージをもちいて測定した。A層厚みは、A層を設けた部分(塗布面)と樹脂層を設けていない部分(非塗布面)の段差を、3次元顕微鏡(キーエンス(株)製VK8510)を用いて測定した。
【実施例】
【0069】
以下に、実施例に基づいて本発明をより詳細に説明するが、本発明はこれらの実施例により限定されるものではない。
【0070】
実施例1
アクリル系樹脂(東亞合成(株)製「ARUFON UH−2140」;ガラス転移温度50℃、分子量14000、固形分100%)30重量%、リシノール酸アマイド系滑剤(伊藤製油(株)製、N−ヒドロキシエチル−リシノレイルアミド「ITOHWAX J−400」;Tm45℃、酸価5mgHOH/g、水酸基価295mgKOH/g)5重量%、粘着付与剤(ヤスハラケミカル(株)製テルペンフェノール樹脂「YSポリスター T100」;分子量550、軟化点100℃)10重量%を、酢酸エチル35重量%と酢酸プロピル20重量%の混合溶剤に溶解させ、コーティング剤1を調整した。
主に幅方向に延伸された熱収縮性PETフィルム(東洋紡績(株)製、「スペースクリーン」、厚み60μm)にグラビア印刷により、デザインカラー印刷層と白ベタ印刷層を順に設けた後、印刷層と同じ面側に、さらに上記で得られたコーティング剤1を、グラビア印刷により塗布・乾燥させ、A層を形成し、長尺状シュリンクラベルを作製した。A層の厚みは1.0μmであった。
さらに、得られた長尺状シュリンクラベルをフィルムの幅方向が周方向となるように筒状に丸めて両端部を溶着し、長尺筒状シュリンクラベル1を得た。これを自動ラベル装着装置に供給し、各ラベルに切断した後、内容物を充填したスクリューキャップ付きボトル缶(三菱マテリアル(株)製、口径38mmΦ)に、スチームを用いて、温度90℃で収縮装着して、ラベル付き容器を得た。
表1に示すとおり、本実施例のシュリンクラベルは、常温(23℃)ではブロッキングを生じないが、90℃では粘着性を示し、μ23℃も本願の規定する範囲を満たしていた。また、本実施例のシュリンクラベルを装着したラベル付き容器は、優れた空回り防止性を有していた。
【0071】
実施例2
滑剤をアマイド系滑剤(伊藤製油(株)製、特殊アミド「ITOWAX J−50」;Tm78℃、酸価7mgHOH/g、水酸基価210mgKOH/g)5重量%に変更する以外は、実施例1と全く同様にして、コーティング剤2を調整した。
コーティング剤2を用い、実施例1と全く同様にして、シュリンクラベル及びラベル付き容器を得た。
表1に示すとおり、本実施例のシュリンクラベル、ラベル付き容器は、優れた特性を有していた。
【0072】
実施例3
滑剤をステアリン酸エステル系滑剤(伊藤製油(株)製、ステアリル−12−ヒドロキシステアレート「ITOWAX E−230」;Tm70℃、酸価5mgHOH/g、水酸基価160mgKOH/g)5重量%に変更する以外は、実施例1と全く同様にして、コーティング剤3を調整した。
コーティング剤3を用い、実施例1と全く同様にして、シュリンクラベル及びラベル付き容器を得た。
表1に示すとおり、本実施例のシュリンクラベル、ラベル付き容器は、優れた特性を有していた。
【0073】
実施例4
滑剤をパラフィンワックス系滑剤(サンノプコ(株)製、ポリエチレンパラフィンワックス「ノプコマル MS−40」;Tm79℃)5重量%に変更する以外は、実施例1と全く同様にして、コーティング剤4を調整した。
コーティング剤2を用い、実施例1と全く同様にして、シュリンクラベル及びラベル付き容器を得た。
表1に示すとおり、本実施例のシュリンクラベル、ラベル付き容器は、優れた特性を有していた。
【0074】
比較例1
コーティング剤1を塗布せず、A層を設けなかった以外は、実施例1と全く同様にして、シュリンクラベルおよびラベル付き容器を得た。
表1に示すとおり、本比較例のシュリンクラベルは、90℃でも粘着性を示さなかった。また、本比較例のシュリンクラベルを装着したラベル付き容器は、空回り防止性が劣るものであった。
【0075】
比較例2
実施例1と同様にして、滑剤を含有しないコーティング剤を作製した。アクリル系樹脂(東亞合成(株)製「ARUFON UH−2140」)30重量%、粘着付与剤(ヤスハラケミカル(株)製テルペンフェノール樹脂「YSポリスター T100」)10重量%を、酢酸エチル40重量%と酢酸プロピル20重量%の混合溶剤に溶解させ、コーティング剤5を調整した。
コーティング剤5を用い、実施例1と全く同様にして、シュリンクラベル及びラベル付き容器を得た。
表1に示すとおり、本比較例のシュリンクラベルは、劣るものであった。
【0076】
比較例3
滑剤として、液状滑剤であるシリコーンオイル(信越シリコーン(株)製、シリコーンオイル「KF−859」;Tmは常温(23℃)以下)1重量%を用い、酢酸エチルの量を39重量%と変更した以外は、実施例1と全く同様にして、コーティング剤6を調製した。
コーティング剤6を用い、実施例1と全く同様にして、シュリンクラベル及びラベル付き容器を得た。
表1に示すとおり、本比較例のシュリンクラベルは、劣るものであった。
【0077】
比較例4
滑剤を、ポリエチレンワックス(三井化学(株)製、「エクセレックス」;Tm108℃)5重量%とする以外は、実施例1と全く同様にして、コーティング剤7を調製した。
コーティング剤7を用い、実施例1と全く同様にして、シュリンクラベル及びラベル付き容器を得た。
表1に示すとおり、本比較例のシュリンクラベルは、劣るものであった。
【0078】
【表1】
【0079】
実施例で得られたシュリンクラベルは、常温では良好な滑り性を示し、またブロッキングの生じない取り扱い性の優れたラベルであり、また、熱処理を施した後は、粘着性を示し、優れたラベル空回り防止性を発揮した。一方、比較例のシュリンクラベルは、常温時にブロッキングを起こしやすいか、または、加熱時においても非粘着性であり、取り扱い性と空回り防止性の両立は達成し得なかった。
【図面の簡単な説明】
【0080】
【図1】本発明のシュリンクラベルの一例を示す概略断面図である。
【符号の説明】
【0081】
1 シュリンクラベル
2 シュリンクフィルム
3 印刷層
4 樹脂層(A層)
5 滑剤
【特許請求の範囲】
【請求項1】
シュリンクフィルムの、筒状ラベルの内側となる表面に、融点(Tm)が40〜90℃である滑剤(a)、及び、バインダー樹脂(b)を含有する樹脂層(A層)を有することを特徴とする筒状シュリンクラベル。
【請求項2】
前記滑剤(a)が脂肪酸アマイド系ワックス、脂肪酸エステル系ワックス、パラフィンワックスから選ばれた少なくとも1つのワックスである請求項1に記載の筒状シュリンクラベル。
【請求項3】
前記A層が、さらに粘着付与剤(c)を含有する請求項1または請求項2に記載の筒状シュリンクラベル。
【請求項4】
スクリューキャップ付き容器に、請求項1〜3のいずれかの項に記載の筒状シュリンクラベルが装着されたラベル付き容器。
【請求項5】
融点(Tm)が40〜90℃である滑剤、バインダー樹脂、及び、溶剤を含有するシュリンクラベル用コーティング剤。
【請求項1】
シュリンクフィルムの、筒状ラベルの内側となる表面に、融点(Tm)が40〜90℃である滑剤(a)、及び、バインダー樹脂(b)を含有する樹脂層(A層)を有することを特徴とする筒状シュリンクラベル。
【請求項2】
前記滑剤(a)が脂肪酸アマイド系ワックス、脂肪酸エステル系ワックス、パラフィンワックスから選ばれた少なくとも1つのワックスである請求項1に記載の筒状シュリンクラベル。
【請求項3】
前記A層が、さらに粘着付与剤(c)を含有する請求項1または請求項2に記載の筒状シュリンクラベル。
【請求項4】
スクリューキャップ付き容器に、請求項1〜3のいずれかの項に記載の筒状シュリンクラベルが装着されたラベル付き容器。
【請求項5】
融点(Tm)が40〜90℃である滑剤、バインダー樹脂、及び、溶剤を含有するシュリンクラベル用コーティング剤。
【図1】

【公開番号】特開2006−349749(P2006−349749A)
【公開日】平成18年12月28日(2006.12.28)
【国際特許分類】
【出願番号】特願2005−172353(P2005−172353)
【出願日】平成17年6月13日(2005.6.13)
【出願人】(000238005)株式会社フジシールインターナショナル (641)
【Fターム(参考)】
【公開日】平成18年12月28日(2006.12.28)
【国際特許分類】
【出願日】平成17年6月13日(2005.6.13)
【出願人】(000238005)株式会社フジシールインターナショナル (641)
【Fターム(参考)】
[ Back to top ]