
筒状フィルムの嵌挿方法
【課題】シート状に折り畳まれた筒状フィルムを、角ボトルの胴部の所定位置に確実に嵌挿することができる筒状フィルムの嵌挿方法を提供する。
【解決手段】ラベルLを長角ボトルBに嵌挿する際、シート状に折り畳まれたラベル形成基材に予め形成されていた初期折目f1が、長角ボトルBの角部に対応するように、折変ユニットによるラベル形成基材の折変角度が設定されており、ラベルオープナーによって開口された筒状のラベルLを、開口整形手段によって所定の開口形状に整形した状態では、折り変えることによってラベル形成基材に新たに形成された追加折目f2が、長角ボトルBの幅方向の中央部に位置する状態で、ラベルLが長角ボトルBに嵌挿されることになるが、初期折目f1部分が長角ボトルBの角部に係合することによって、長角ボトルBに対してラベルLが位置決めされるので、ラベルLが長角ボトルBの胴部の所定位置に確実に嵌挿される。
【解決手段】ラベルLを長角ボトルBに嵌挿する際、シート状に折り畳まれたラベル形成基材に予め形成されていた初期折目f1が、長角ボトルBの角部に対応するように、折変ユニットによるラベル形成基材の折変角度が設定されており、ラベルオープナーによって開口された筒状のラベルLを、開口整形手段によって所定の開口形状に整形した状態では、折り変えることによってラベル形成基材に新たに形成された追加折目f2が、長角ボトルBの幅方向の中央部に位置する状態で、ラベルLが長角ボトルBに嵌挿されることになるが、初期折目f1部分が長角ボトルBの角部に係合することによって、長角ボトルBに対してラベルLが位置決めされるので、ラベルLが長角ボトルBの胴部の所定位置に確実に嵌挿される。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、シート状に折り畳まれた筒状フィルムを開口した後、角ボトルに嵌挿する筒状フィルムの嵌挿方法に関する。
【背景技術】
【0002】
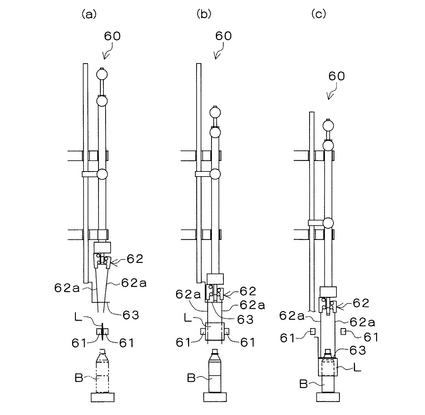
例えば、シュリンクフィルムによって形成された筒状ラベルを角ボトルの胴部に嵌挿するラベル嵌挿装置としては、図8(a)〜(c)に示すように、シート状に折り畳まれた状態の筒状ラベルLと角ボトルBとを受け取って、その筒状ラベルLをオープナ61によって開口しながら、複数の開閉杆62aを有するマンドレル62によって、所定の開口形状に整形した後、これをラベルポジショナ63によって押し下げることで、角ボトルBの胴部に筒状ラベルLを嵌挿する複数のラベル嵌挿ヘッド60を備えたロータリ型のラベル嵌挿ユニットを搭載したものがあり、こういったラベル嵌挿装置では、同図(a)に示すように、角ボトルBの直上に設置されたオープナ61が把持することによってシート状に折り畳まれた状態の筒状ラベルLを受け取るようになっているので、オープナ61が受け取ったシート状に折り畳まれた筒状ラベルLは、図9(a)に示すように、角ボトルBの胴部の幅方向または奥行き方向の中央部に配置されることになる。
【0003】
また、ラベル嵌挿ユニットに供給されるシート状に折り畳まれた筒状ラベルLは、基材ロールから繰り出された、シート状に折り畳まれた長尺のラベル形成基材を順次切断することによって形成されるようになっており、基材ロールから繰り出されたラベル形成基材は、角ボトルBに筒状ラベルLを嵌挿する際に再び筒状に開きやすくするために、その供給途中において90度折り変えることで折り畳み位置を変化させるようになっている。
【0004】
従って、シート状に折り畳まれた状態で供給される筒状ラベルLを開口して、角ボトルBの胴部に嵌挿する際は、同図(b)、(c)に示すように、筒状ラベルLに形成されている二対の折目f部分が、角ボトルBの胴部における隣り合う角部同士の間に位置することになる。
【0005】
【特許文献1】特開2003−237749号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
ところで、角ボトルBに筒状ラベルLを嵌挿する場合は、筒状ラベルLの正面デザインが角ボトルBの角部や側面部分に位置しないように、筒状ラベルLを角ボトルBの周方向に位置合わせした状態で、筒状ラベルLを角ボトルBに嵌挿しなければならないが、上述したように、シート状に折り畳まれた筒状ラベルLを開口して、角ボトルBの胴部に嵌挿する際、筒状ラベルLに形成されている二対の折目部分が、角ボトルBの胴部における隣り合う角部同士の間に位置すると、筒状ラベルLが角ボトルBの胴部外周面の周方向に容易に動いてしまい、角ボトルBの所定位置に筒状ラベルLを確実に嵌挿することができないといった問題がある。
【0007】
そこで、この発明の課題は、シート状に折り畳まれた筒状フィルムを、角ボトルの胴部の所定位置に確実に嵌挿することができる筒状フィルムの嵌挿方法を提供することにある。
【課題を解決するための手段】
【0008】
上記の課題を解決するため、請求項1にかかる発明は、シート状に折り畳まれた筒状フィルムを一旦折り変えた後に開口し、折り変えることによって、前記筒状フィルムに形成された追加折目が、角ボトルの胴部外周面における隣り合う角部の間に位置するように、前記筒状フィルムを前記角ボトルに嵌挿する筒状フィルムの嵌挿方法において、前記筒状フィルムを前記角ボトルに嵌挿する際、前記筒状フィルムを折り変える前に前記筒状フィルムに形成されていた一対の初期折目または前記筒状フィルムを折り変えることによって、前記筒状フィルムに形成された一対の前記追加折目が、前記角ボトルの角部に対応するように、前記筒状フィルムの折変角度を設定したことを特徴とする筒状フィルムの嵌挿方法を提供するものである。
【0009】
また、上記の課題を解決するため、請求項2にかかる発明は、シート状に折り畳まれた筒状フィルムを開口した後、前記筒状フィルムを、胴部の断面形状が略長方形の長角ボトルに嵌挿するようにした筒状フィルムの嵌挿方法において、シート状に折り畳まれた前記筒状フィルムを開口する前に、前記筒状フィルムを折り変えることで、前記筒状フィルムに形成された一対の初期折目を前記長角ボトルの一対の角部に対応させたときに、前記長角ボトルの他の一対の角部に対応する一対の追加折目を形成し、前記初期折目及び前記追加折目が前記長角ボトルの角部に略一致するように、前記筒状フィルムを前記長角ボトルに嵌挿するようにしたことを特徴とする筒状フィルムの嵌挿方法を提供するものである。
【発明の効果】
【0010】
以上のように、請求項1にかかる発明の筒状フィルムの嵌挿方法では、筒状フィルムを角ボトルに嵌挿する際、折り変える前に筒状フィルムに形成されていた一対の初期折目または折り変えることによって筒状フィルムに形成される一対の追加折目が、角ボトルの角部に対応するように、折り変えられているので、この初期折目部分または追加折目部分が角ボトルの角部に係合することで、角ボトルに対して筒状フィルムが位置決めされ、筒状フィルムが角ボトルの胴部の所定位置に確実に嵌挿される。
【0011】
また、請求項2にかかる発明の筒状フィルムの嵌挿方法では、筒状フィルムを開口して長角ボトルに嵌挿する際、開口された筒状フィルムには、一対の初期折目以外に、初期折目を長角ボトルの一対の角部に対応させたときに、長角ボトルの他の一対の角部に対応する一対の追加折目が形成されており、しかも、初期折目及び追加折目が長角ボトルの角部に略一致するように、筒状フィルムを長角ボトルに嵌挿するようになっているので、基本折目部分及び追加折目部分が長角ボトルの角部に係合することで、長角ボトルに対して筒状フィルムが位置決めされ、筒状フィルムが長角ボトルの胴部の所定位置に確実に嵌挿される。
【発明を実施するための最良の形態】
【0012】
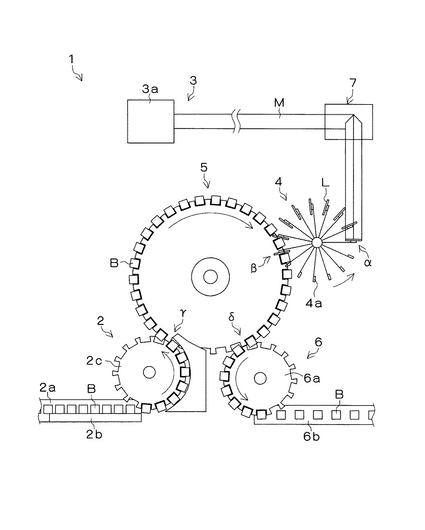
以下、実施の形態について図面を参照して説明する。図1は、胴部の水平断面形状が概ね長方形のPETボトル(以下、長角ボトルという。)Bの胴部にシュリンクフィルムによって形成された筒状のラベルLを嵌挿するためのラベル嵌挿装置1を示している。このラベル嵌挿装置1は、長角ボトルBをボトル供給位置γに順次供給する、ベルトコンベア2a、スクリュー2b及びスターホイール2cからなるボトル供給ユニット2と、基材繰出部3aによって基材ロールから繰り出された長尺のラベル形成基材Mを順次切断しながらラベルLを形成し、そのラベルLを第1受渡位置αに順次供給するラベル供給ユニット3と、このラベル供給ユニット3によって第1受渡位置αに供給されたラベルLを受け取って第2受渡位置βに搬送するラベル受渡ユニット4と、ボトル供給位置γにおいて前記ボトル供給ユニット2から供給された長角ボトルBを受け取り、ボトル送出位置δまで搬送すると共に、前記ラベル受渡ユニット4によって搬送されてきたラベルLを第2受渡位置βにおいて受け取り、長角ボトルBをボトル供給位置γからボトル送出位置δまで搬送する間にラベルLを長角ボトルBに嵌挿するロータリ型のラベル嵌挿ユニット5と、長角ボトルBに嵌挿されたラベルLを熱収縮させるための加熱ユニット(図示せず)にラベルLが嵌挿された長角ボトルBを搬送する、スターホイール6a及びベルトコンベア6bからなるボトル搬送ユニット6とから構成されており、基材繰出部3aから繰り出されたシート状のラベル形成基材Mは、長角ボトルBにラベルLを装着する際に再び筒状に開きやすくするために、その供給途中において折り変えることで折り畳み位置を変化させる折変ユニット7が設置されている。なお、ラベル形成基材Mは、長角ボトルBに装着する筒状のラベルLが連続的に繋がったものである。
【0013】
前記ラベル受渡ユニット4は、図1及び図2に示すように、第1受渡位置αと第2受渡位置βとを通るように一定の回転速度で回転する複数本のテイクアップ部材4aを備えており、シート状に折り畳まれた状態で第1受渡位置αに供給されるラベルLを、テイクアップ部材4aが吸引保持することによって受け取って、第2受渡位置βまで搬送するようになっている。
【0014】
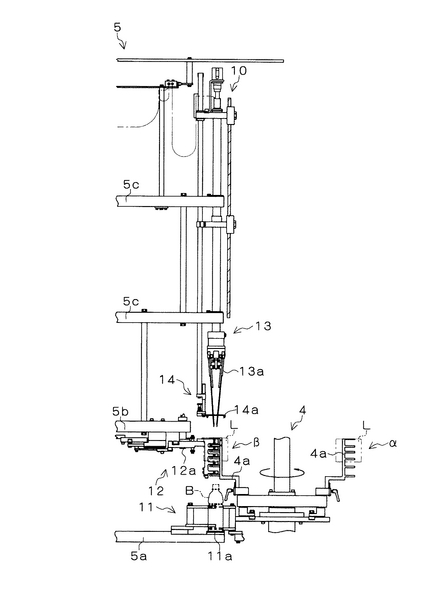
前記ラベル嵌挿ユニット5は、図1及び図2に示すように、回転軸(図示せず)から放射状に張り出した複数の支持アーム5a、5b、5cを介して、回転軸を中心とした同心円上に一定間隔で取り付けられた多数のラベル嵌挿ヘッド10を備えており、各ラベル嵌挿ヘッド10によって、第2のラベル受渡位置βにおいて受け取ったシート状に折り畳まれた筒状のラベルLが開口され、この開口されたラベルLが、ボトル供給位置γにおいて受け取った長角ボトルBがボトル送出位置δまで搬送される途中で、長角ボトルBの胴部に嵌挿されるようになっている。
【0015】
前記ラベル嵌挿ヘッド10は、図2に示すように、ボトル供給位置γにおいて受け取った長角ボトルBをボトル保持台11aに載置した状態に保持するボトル保持手段11と、第2のラベル受渡位置βにおいて受け取ったシート状に折り畳まれたラベルLを、筒状に開口する開閉可能な一対の吸引把持アーム12aを備えたラベルオープナー12と、このラベルオープナー12によって開口された筒状のラベルLを、長角ボトルBの胴部に嵌挿し易い所定の開口形状に整形する4本の開閉杆を有するマンドレル13aを備えた開口整形手段13と、この開口整形手段13によって所定の開口形状に整形されたラベルLを、キャリアプレート14aによって押し下げることで、ボトル保持台11aに載置された長角ボトルBに嵌挿するラベル嵌挿手段14とから構成されており、第2のラベル受渡位置βにおいて受け取ったシート状に折り畳まれた状態のラベルLがラベルオープナー12によって筒状に開口された後、開口整形手段13によって所定の開口形状に整形され、ボトル供給位置γにおいて受け取った長角ボトルBがボトル保持台11aに保持された状態でボトル送出位置δまで搬送される途中で、所定の開口形状に整形されたラベルLが、ラベル嵌挿手段14によって、長角ボトルBの胴部に嵌挿されるようになっている。
【0016】
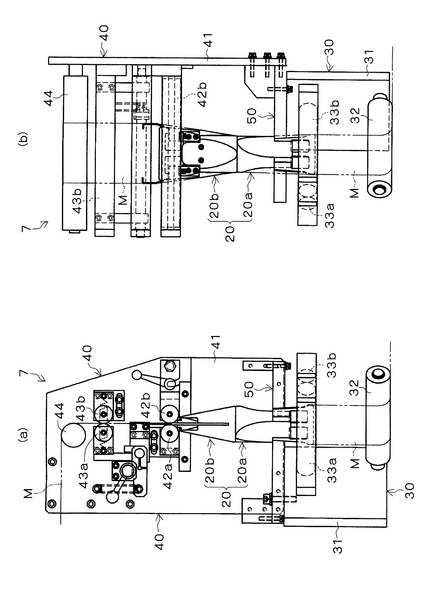
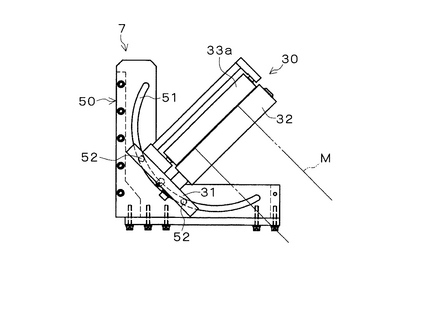
前記折変ユニット7は、図3(a)、(b)及び図4に示すように、シート状に折り畳まれたラベル形成基材Mを折り変える折変ガイド20と、この折変ガイド20の上流側に設置された、折り変え前のラベル形成基材Mを折変ガイド20に送り込む送込部30と、折変ガイド20の下流側に設置された、折り変え後のラベル形成基材Mを折変ガイド20から送り出す送出部40と、送込部30及び送出部40が取り付けられた、平面略L字形状の取付ベース50とから構成されており、折変ガイド20は送込部30及び送出部40に支持されている。
【0017】
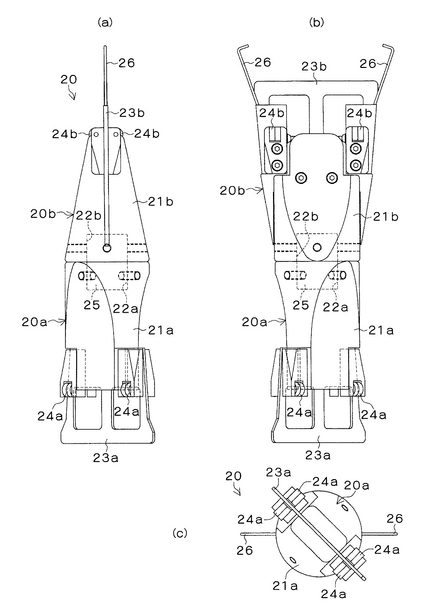
前記折変ガイド20は、図5(a)〜(c)に示すように、シート状に折り畳まれた状態で送り込まれてくるラベル形成基材Mを開口する上流側ガイド20aと、この上流側ガイド20aによって開口されたラベル形成基材Mを折り変える下流側ガイド20bとから構成されており、上流側ガイド20a及び下流側ガイド20bは、基端部側が円柱状に、先端部側が楔状に形成されたフッ素樹脂製の本体部21a、21bと、この本体部21a、21bの楔状に形成された先端部から張り出すように、本体部21a、21bに装着された、折り畳まれたラベル形成基材Mよりも若干幅狭のプレートガイド23a、23bと、各本体部21a、21bの先端部側における幅方向の両側に、プレートガイド23a、23bを挟んでそれぞれ取り付けられた被支持ローラ24a、24bとを備えている。
【0018】
上流側ガイド20aと下流側ガイド20bとは、同図(a)、(b)に示すように、それぞれの本体部21a、21bにおける基端部側の円形状の端面の中心に形成された連結穴22a、22bに円柱状の連結棒25を嵌入した状態で、それぞれの本体部21a、21bを連結棒25にビス止めすることにより、双方の本体部21a、21bが相互に周り止めされた状態で連結されており、連結棒25を中心に双方の本体部21a、21bを相対回転させることによって、上流側ガイド20a、下流側ガイド20bの先端部(プレートガイド23a、23b)の交差角度、即ち、ラベル形成基材Mの折変角度を任意の角度に設定することができるようになっている。
【0019】
また、上流側ガイド20aによって開口されたラベル形成基材Mを折り変える下流側ガイド20bには、先端が内側に屈曲した、内側に弾性変形可能なスプリングガイド26が、プレートガイド23bの幅方向の外側に張り出すように、それぞれ取り付けられており、シート状に折り畳まれたラベル形成基材Mの幅が多少大きくなっても、対応することが出来るように、このスプリングガイド26によって、本体部21b及びプレートガイド23bによって折り変えられたラベル形成基材Mを、その幅方向の外側に拡げるようになっている。
【0020】
前記送込部30は、図3(a)、(b)及び図4に示すように、取付ベース50から垂下するように、取付ベース50に取り付けられた上流側支持プレート31と、この上流側支持プレート31にそれぞれ支持された、上流側ガイドローラ32及び一対の上流側支持ローラ33a、33bとを備えており、一対の上流側支持ローラ33a、33bは、シート状に折り畳まれたラベル形成基材Mが被せられた上流側ガイド20aのプレートガイド23a部分を挟み込むようになっている。
【0021】
また、上流側ガイド20aのプレートガイド23a部分を挟み込んでいる一対の上流側支持ローラ33a、33bには、上流側ガイド20aの本体部21aに取り付けられた被支持ローラ24aが当接するように、折変ガイド20が載置されており、この上流側支持ローラ33a、33bによって、折変ガイド20が垂直に支持されるようになっている。
【0022】
前記取付ベース50には、図4に示すように、折変ガイド20の軸芯を中心とした同心円上に、円弧状の長孔51が形成されており、この長孔51を通した2本のボルト52を上流側支持プレート31の上端面にねじ込んで締め付けることで、上流側支持プレート31が取付ベース50に固定されるようになっている。従って、2本のボルト52を緩めると、上流側支持プレート31を円弧状の長孔51に沿って移動させることができ、上流側支持プレート31に支持されている上流側ガイドローラ32及び一対の上流側支持ローラ33a、33bの取付角度を任意の角度に設定することができる。
【0023】
前記送出部40は、図3(a)、(b)に示すように、取付ベース50から立ち上がるように、取付ベース50の一辺に固定設置された下流側支持プレート41と、この下流側支持プレート41にそれぞれ支持された、一対の下流側支持ローラ42a、42b、一対のニップローラ43a、43b及び下流側ガイドローラ44とを備えており、一対の下流側支持ローラ42a、42bは、折り変えられたラベル形成基材Mが被せられた、下流側ガイド20bのプレートガイド23b及びスプリングガイド26を挟み込むと共に、一対のニップローラ43a、43bは、折り変えられた状態で送り出されるシート状に折り畳まれたラベル形成基材Mを挟み込むことによって、ラベル形成基材Mの折り変えられた部分に存在していた空気を下流側に流出させないようになっている。ラベル形成基材Mの折り変えられた部分に存在していた空気が下流側に流出すると、ラベル形成基材Mが折変ガイド20に密着してしまい、ラベル形成基材Mを円滑に送り出すことが出来なくなるからである。
【0024】
また、下流側ガイド20bのプレートガイド23b及びスプリングガイド26を挟み込んでいる一対の下流側支持ローラ42a、42bには、下流側ガイド20bの本体部21bに取り付けられた被支持ローラ24bが当接するようになっており、この下流側支持ローラ42a、42bによって、折変ガイド20が、その下流側ガイド20b側で支持されるようになっている。
【0025】
以上のように構成された折変ユニット7は、ラベル形成基材Mを切断することによって形成されたラベルLを長角ボトルBに嵌挿する際、折り変える前にラベル形成基材Mに形成されていた一対の初期折目が、長角ボトルBの角部に対応するように、その折変角度、即ち、上流側ガイド20a、下流側ガイド20bの先端部(プレートガイド23a、23b)の交差角度及び送込部30の各ローラと送出部40の各ローラの交差角度が設定されている。
【0026】
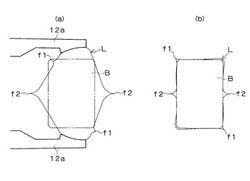
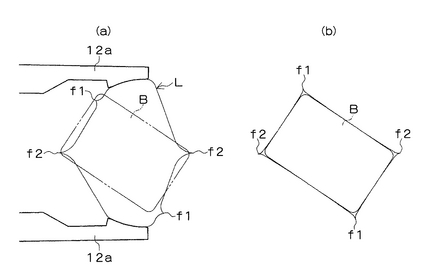
従って、このラベル嵌挿装置1では、図6(a)に示すように、ラベルオープナー12の一対の吸引把持アーム12aによって開口された筒状のラベルLを、開口整形手段13によって所定の開口形状に整形した状態では、折り変えることによってラベル形成基材Mに新たに形成された一対の追加折目f2が、長角ボトルBの幅方向の中央部に位置する状態で、ラベルLが長角ボトルBに嵌挿されることになるが、同図(b)に示すように、初期折目f1部分が長角ボトルBの角部に係合することによって、長角ボトルBに対してラベルLが位置決めされるので、ラベルLが長角ボトルBの胴部外周面の周方向に容易に動くことがなく、ラベルLが長角ボトルBの胴部の所定位置に確実に嵌挿される。
【0027】
このように、一対の追加折目f2が、長角ボトルBの幅方向の中央部に位置したとき、一対の初期折目f1が長角ボトルBの角部に対応するように、折変ユニット7によるラベル形成基材Mの折変角度を設定しておくと、初期折目f1を長角ボトルBの角部に一致させるために、ラベルLまたは長角ボトルBの姿勢を矯正する必要がなく、従来から使用されている一般的なラベル嵌挿ユニットを改造することなく、そのまま使用することができるという利点もある。
【0028】
なお、上述した実施形態では、筒状のラベルLを長角ボトルBに嵌挿する場合について説明したが、これに限定されるものではなく、胴部形状が概ね正方形の角ボトルに筒状のラベルを嵌挿する場合についても、本発明の嵌挿方法を適用することができる。その場合は、ラベル形成基材Mの折変角度を45度に設定しておけばよい。
【0029】
また、上述した実施形態では、一対の追加折目f2が長角ボトルBの幅方向の中央部に位置する状態で、ラベルLが長角ボトルBに嵌挿されるようになっているが、これに限定されるものではなく、折り変える前にラベル形成基材Mに予め形成されていた一対の初期折目f1を長角ボトルBの一対の角部に対応させたときに、追加折目f2が長角ボトルBの他の一対の角部に対応するように、折変ユニット7によるラベル形成基材Mの折変角度を設定しておき、図7(a)に示すように、ラベルオープナー12の一対の吸引把持アーム12aによって開口された筒状のラベルLを、開口整形手段13によって所定の開口形状に整形した後、同図(b)に示すように、長角ボトルBに嵌挿する際、初期折目f1及び追加折目f2が長角ボトルBの角部に略一致するように、長角ボトルBを所定角度だけ回転させた状態で、ラベルLを長角ボトルBに嵌挿するようにしてもよい。この場合は、一対の初期折目f1及び一対の追加折目f2の双方が長角ボトルBの全ての角部に係合するようになっているので、初期折目f1や追加折目部分が、長角ボトルBの角部に完全に一致しなくても、概ね一致していれば、ラベルLを長角ボトルBに嵌挿する際、自然にラベルLの姿勢が修正され、ラベルLが長角ボトルBの胴部の所定位置に確実に嵌挿される。
【0030】
また、上述した実施形態では、各ラベル嵌挿ヘッド10が、一対の吸引把持アーム12aによって筒状のラベルLを開口するラベルオープナー12と、このラベルオープナー12によって開口された筒状のラベルLを、4本の開閉杆によって所定の開口形状に整形する開口整形手段とを備えたロータリ型のラベル嵌挿装置1について説明したが、これに限定されるものではなく、例えば、特開平1−139321号公報や特公平1−52172号公報に開示されているような直線型のラベル嵌挿装置についても本発明を適用することができる。従って、必ずしも、開口整形手段を設ける必要はなく、ラベルオープナーも一対の吸引把持アームに限定されるものではない。
【0031】
また、上述した実施形態では、筒状のラベルLを長角ボトルBの胴部に嵌挿するためのラベル嵌挿装置1について説明したが、これに限定されるものではなく、本発明は、筒状のフィルムを角型の被嵌挿体に嵌挿する場合に適用することができることはいうまでもない。
【図面の簡単な説明】
【0032】
【図1】この発明にかかる筒状フィルムの嵌挿方法を採用したラベル嵌挿装置を示す概略構成図である。
【図2】同上のラベル嵌挿装置におけるラベル嵌挿ユニットを示す概略図である。
【図3】(a)は同上のラベル嵌挿装置に搭載されている折変ユニットを示す正面図、(b)は同上の折変ユニットを示す側面図である。
【図4】同上の折変ユニットを示す底面図である。
【図5】(a)〜(c)は同上の折変ユニットに搭載されている折変ガイドを示す図である。
【図6】(a)はラベルを開口した状態を示す図、(b)は同上のラベルを長角ボトルに嵌挿した状態を示す図である。
【図7】(a)は他の嵌挿方法を採用した場合における、ラベルを開口した状態を示す図、(b)は同上のラベルを長角ボトルに嵌挿した状態を示す図である。
【図8】(a)〜(c)はラベル嵌挿装置に搭載されているラベル嵌挿ヘッド及びその動作を示す概略図である。
【図9】(a)〜(c)は同上のラベル嵌挿ヘッドによってラベルを角ボトルに嵌挿する際の動作及びラベルの折目と角ボトルとの位置関係を示す図である。
【符号の説明】
【0033】
1 ラベル嵌挿装置
2 ボトル供給ユニット
3 ラベル供給ユニット
4 ラベル受渡ユニット
5 ラベル嵌挿ユニット
6 ボトル搬送ユニット
7 折変ユニット
10 ラベル嵌挿ヘッド
11 ボトル保持手段
12 ラベルオープナー
13 開口整形手段
14 ラベル嵌挿手段
20 折変ガイド
20a 上流側ガイド
20b 下流側ガイド
21a、21b 本体部
22a、22b 連結穴
23a、23b プレートガイド
24a、24b 被支持ローラ
25 連結棒
26 スプリングガイド
30 送込部
31 上流側支持プレート
32 上流側ガイドローラ
33a、33b 上流側支持ローラ
40 送出部
41 下流側支持プレート
42a、42b 下流側支持ローラ
43a、43b ニップローラ
44 下流側ガイドローラ
50 取付ベース
51 長孔
52 ボルト
B 長角ボトル
M ラベル形成基材
L ラベル
f1 初期折目
f2 追加折目
【技術分野】
【0001】
この発明は、シート状に折り畳まれた筒状フィルムを開口した後、角ボトルに嵌挿する筒状フィルムの嵌挿方法に関する。
【背景技術】
【0002】
例えば、シュリンクフィルムによって形成された筒状ラベルを角ボトルの胴部に嵌挿するラベル嵌挿装置としては、図8(a)〜(c)に示すように、シート状に折り畳まれた状態の筒状ラベルLと角ボトルBとを受け取って、その筒状ラベルLをオープナ61によって開口しながら、複数の開閉杆62aを有するマンドレル62によって、所定の開口形状に整形した後、これをラベルポジショナ63によって押し下げることで、角ボトルBの胴部に筒状ラベルLを嵌挿する複数のラベル嵌挿ヘッド60を備えたロータリ型のラベル嵌挿ユニットを搭載したものがあり、こういったラベル嵌挿装置では、同図(a)に示すように、角ボトルBの直上に設置されたオープナ61が把持することによってシート状に折り畳まれた状態の筒状ラベルLを受け取るようになっているので、オープナ61が受け取ったシート状に折り畳まれた筒状ラベルLは、図9(a)に示すように、角ボトルBの胴部の幅方向または奥行き方向の中央部に配置されることになる。
【0003】
また、ラベル嵌挿ユニットに供給されるシート状に折り畳まれた筒状ラベルLは、基材ロールから繰り出された、シート状に折り畳まれた長尺のラベル形成基材を順次切断することによって形成されるようになっており、基材ロールから繰り出されたラベル形成基材は、角ボトルBに筒状ラベルLを嵌挿する際に再び筒状に開きやすくするために、その供給途中において90度折り変えることで折り畳み位置を変化させるようになっている。
【0004】
従って、シート状に折り畳まれた状態で供給される筒状ラベルLを開口して、角ボトルBの胴部に嵌挿する際は、同図(b)、(c)に示すように、筒状ラベルLに形成されている二対の折目f部分が、角ボトルBの胴部における隣り合う角部同士の間に位置することになる。
【0005】
【特許文献1】特開2003−237749号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
ところで、角ボトルBに筒状ラベルLを嵌挿する場合は、筒状ラベルLの正面デザインが角ボトルBの角部や側面部分に位置しないように、筒状ラベルLを角ボトルBの周方向に位置合わせした状態で、筒状ラベルLを角ボトルBに嵌挿しなければならないが、上述したように、シート状に折り畳まれた筒状ラベルLを開口して、角ボトルBの胴部に嵌挿する際、筒状ラベルLに形成されている二対の折目部分が、角ボトルBの胴部における隣り合う角部同士の間に位置すると、筒状ラベルLが角ボトルBの胴部外周面の周方向に容易に動いてしまい、角ボトルBの所定位置に筒状ラベルLを確実に嵌挿することができないといった問題がある。
【0007】
そこで、この発明の課題は、シート状に折り畳まれた筒状フィルムを、角ボトルの胴部の所定位置に確実に嵌挿することができる筒状フィルムの嵌挿方法を提供することにある。
【課題を解決するための手段】
【0008】
上記の課題を解決するため、請求項1にかかる発明は、シート状に折り畳まれた筒状フィルムを一旦折り変えた後に開口し、折り変えることによって、前記筒状フィルムに形成された追加折目が、角ボトルの胴部外周面における隣り合う角部の間に位置するように、前記筒状フィルムを前記角ボトルに嵌挿する筒状フィルムの嵌挿方法において、前記筒状フィルムを前記角ボトルに嵌挿する際、前記筒状フィルムを折り変える前に前記筒状フィルムに形成されていた一対の初期折目または前記筒状フィルムを折り変えることによって、前記筒状フィルムに形成された一対の前記追加折目が、前記角ボトルの角部に対応するように、前記筒状フィルムの折変角度を設定したことを特徴とする筒状フィルムの嵌挿方法を提供するものである。
【0009】
また、上記の課題を解決するため、請求項2にかかる発明は、シート状に折り畳まれた筒状フィルムを開口した後、前記筒状フィルムを、胴部の断面形状が略長方形の長角ボトルに嵌挿するようにした筒状フィルムの嵌挿方法において、シート状に折り畳まれた前記筒状フィルムを開口する前に、前記筒状フィルムを折り変えることで、前記筒状フィルムに形成された一対の初期折目を前記長角ボトルの一対の角部に対応させたときに、前記長角ボトルの他の一対の角部に対応する一対の追加折目を形成し、前記初期折目及び前記追加折目が前記長角ボトルの角部に略一致するように、前記筒状フィルムを前記長角ボトルに嵌挿するようにしたことを特徴とする筒状フィルムの嵌挿方法を提供するものである。
【発明の効果】
【0010】
以上のように、請求項1にかかる発明の筒状フィルムの嵌挿方法では、筒状フィルムを角ボトルに嵌挿する際、折り変える前に筒状フィルムに形成されていた一対の初期折目または折り変えることによって筒状フィルムに形成される一対の追加折目が、角ボトルの角部に対応するように、折り変えられているので、この初期折目部分または追加折目部分が角ボトルの角部に係合することで、角ボトルに対して筒状フィルムが位置決めされ、筒状フィルムが角ボトルの胴部の所定位置に確実に嵌挿される。
【0011】
また、請求項2にかかる発明の筒状フィルムの嵌挿方法では、筒状フィルムを開口して長角ボトルに嵌挿する際、開口された筒状フィルムには、一対の初期折目以外に、初期折目を長角ボトルの一対の角部に対応させたときに、長角ボトルの他の一対の角部に対応する一対の追加折目が形成されており、しかも、初期折目及び追加折目が長角ボトルの角部に略一致するように、筒状フィルムを長角ボトルに嵌挿するようになっているので、基本折目部分及び追加折目部分が長角ボトルの角部に係合することで、長角ボトルに対して筒状フィルムが位置決めされ、筒状フィルムが長角ボトルの胴部の所定位置に確実に嵌挿される。
【発明を実施するための最良の形態】
【0012】
以下、実施の形態について図面を参照して説明する。図1は、胴部の水平断面形状が概ね長方形のPETボトル(以下、長角ボトルという。)Bの胴部にシュリンクフィルムによって形成された筒状のラベルLを嵌挿するためのラベル嵌挿装置1を示している。このラベル嵌挿装置1は、長角ボトルBをボトル供給位置γに順次供給する、ベルトコンベア2a、スクリュー2b及びスターホイール2cからなるボトル供給ユニット2と、基材繰出部3aによって基材ロールから繰り出された長尺のラベル形成基材Mを順次切断しながらラベルLを形成し、そのラベルLを第1受渡位置αに順次供給するラベル供給ユニット3と、このラベル供給ユニット3によって第1受渡位置αに供給されたラベルLを受け取って第2受渡位置βに搬送するラベル受渡ユニット4と、ボトル供給位置γにおいて前記ボトル供給ユニット2から供給された長角ボトルBを受け取り、ボトル送出位置δまで搬送すると共に、前記ラベル受渡ユニット4によって搬送されてきたラベルLを第2受渡位置βにおいて受け取り、長角ボトルBをボトル供給位置γからボトル送出位置δまで搬送する間にラベルLを長角ボトルBに嵌挿するロータリ型のラベル嵌挿ユニット5と、長角ボトルBに嵌挿されたラベルLを熱収縮させるための加熱ユニット(図示せず)にラベルLが嵌挿された長角ボトルBを搬送する、スターホイール6a及びベルトコンベア6bからなるボトル搬送ユニット6とから構成されており、基材繰出部3aから繰り出されたシート状のラベル形成基材Mは、長角ボトルBにラベルLを装着する際に再び筒状に開きやすくするために、その供給途中において折り変えることで折り畳み位置を変化させる折変ユニット7が設置されている。なお、ラベル形成基材Mは、長角ボトルBに装着する筒状のラベルLが連続的に繋がったものである。
【0013】
前記ラベル受渡ユニット4は、図1及び図2に示すように、第1受渡位置αと第2受渡位置βとを通るように一定の回転速度で回転する複数本のテイクアップ部材4aを備えており、シート状に折り畳まれた状態で第1受渡位置αに供給されるラベルLを、テイクアップ部材4aが吸引保持することによって受け取って、第2受渡位置βまで搬送するようになっている。
【0014】
前記ラベル嵌挿ユニット5は、図1及び図2に示すように、回転軸(図示せず)から放射状に張り出した複数の支持アーム5a、5b、5cを介して、回転軸を中心とした同心円上に一定間隔で取り付けられた多数のラベル嵌挿ヘッド10を備えており、各ラベル嵌挿ヘッド10によって、第2のラベル受渡位置βにおいて受け取ったシート状に折り畳まれた筒状のラベルLが開口され、この開口されたラベルLが、ボトル供給位置γにおいて受け取った長角ボトルBがボトル送出位置δまで搬送される途中で、長角ボトルBの胴部に嵌挿されるようになっている。
【0015】
前記ラベル嵌挿ヘッド10は、図2に示すように、ボトル供給位置γにおいて受け取った長角ボトルBをボトル保持台11aに載置した状態に保持するボトル保持手段11と、第2のラベル受渡位置βにおいて受け取ったシート状に折り畳まれたラベルLを、筒状に開口する開閉可能な一対の吸引把持アーム12aを備えたラベルオープナー12と、このラベルオープナー12によって開口された筒状のラベルLを、長角ボトルBの胴部に嵌挿し易い所定の開口形状に整形する4本の開閉杆を有するマンドレル13aを備えた開口整形手段13と、この開口整形手段13によって所定の開口形状に整形されたラベルLを、キャリアプレート14aによって押し下げることで、ボトル保持台11aに載置された長角ボトルBに嵌挿するラベル嵌挿手段14とから構成されており、第2のラベル受渡位置βにおいて受け取ったシート状に折り畳まれた状態のラベルLがラベルオープナー12によって筒状に開口された後、開口整形手段13によって所定の開口形状に整形され、ボトル供給位置γにおいて受け取った長角ボトルBがボトル保持台11aに保持された状態でボトル送出位置δまで搬送される途中で、所定の開口形状に整形されたラベルLが、ラベル嵌挿手段14によって、長角ボトルBの胴部に嵌挿されるようになっている。
【0016】
前記折変ユニット7は、図3(a)、(b)及び図4に示すように、シート状に折り畳まれたラベル形成基材Mを折り変える折変ガイド20と、この折変ガイド20の上流側に設置された、折り変え前のラベル形成基材Mを折変ガイド20に送り込む送込部30と、折変ガイド20の下流側に設置された、折り変え後のラベル形成基材Mを折変ガイド20から送り出す送出部40と、送込部30及び送出部40が取り付けられた、平面略L字形状の取付ベース50とから構成されており、折変ガイド20は送込部30及び送出部40に支持されている。
【0017】
前記折変ガイド20は、図5(a)〜(c)に示すように、シート状に折り畳まれた状態で送り込まれてくるラベル形成基材Mを開口する上流側ガイド20aと、この上流側ガイド20aによって開口されたラベル形成基材Mを折り変える下流側ガイド20bとから構成されており、上流側ガイド20a及び下流側ガイド20bは、基端部側が円柱状に、先端部側が楔状に形成されたフッ素樹脂製の本体部21a、21bと、この本体部21a、21bの楔状に形成された先端部から張り出すように、本体部21a、21bに装着された、折り畳まれたラベル形成基材Mよりも若干幅狭のプレートガイド23a、23bと、各本体部21a、21bの先端部側における幅方向の両側に、プレートガイド23a、23bを挟んでそれぞれ取り付けられた被支持ローラ24a、24bとを備えている。
【0018】
上流側ガイド20aと下流側ガイド20bとは、同図(a)、(b)に示すように、それぞれの本体部21a、21bにおける基端部側の円形状の端面の中心に形成された連結穴22a、22bに円柱状の連結棒25を嵌入した状態で、それぞれの本体部21a、21bを連結棒25にビス止めすることにより、双方の本体部21a、21bが相互に周り止めされた状態で連結されており、連結棒25を中心に双方の本体部21a、21bを相対回転させることによって、上流側ガイド20a、下流側ガイド20bの先端部(プレートガイド23a、23b)の交差角度、即ち、ラベル形成基材Mの折変角度を任意の角度に設定することができるようになっている。
【0019】
また、上流側ガイド20aによって開口されたラベル形成基材Mを折り変える下流側ガイド20bには、先端が内側に屈曲した、内側に弾性変形可能なスプリングガイド26が、プレートガイド23bの幅方向の外側に張り出すように、それぞれ取り付けられており、シート状に折り畳まれたラベル形成基材Mの幅が多少大きくなっても、対応することが出来るように、このスプリングガイド26によって、本体部21b及びプレートガイド23bによって折り変えられたラベル形成基材Mを、その幅方向の外側に拡げるようになっている。
【0020】
前記送込部30は、図3(a)、(b)及び図4に示すように、取付ベース50から垂下するように、取付ベース50に取り付けられた上流側支持プレート31と、この上流側支持プレート31にそれぞれ支持された、上流側ガイドローラ32及び一対の上流側支持ローラ33a、33bとを備えており、一対の上流側支持ローラ33a、33bは、シート状に折り畳まれたラベル形成基材Mが被せられた上流側ガイド20aのプレートガイド23a部分を挟み込むようになっている。
【0021】
また、上流側ガイド20aのプレートガイド23a部分を挟み込んでいる一対の上流側支持ローラ33a、33bには、上流側ガイド20aの本体部21aに取り付けられた被支持ローラ24aが当接するように、折変ガイド20が載置されており、この上流側支持ローラ33a、33bによって、折変ガイド20が垂直に支持されるようになっている。
【0022】
前記取付ベース50には、図4に示すように、折変ガイド20の軸芯を中心とした同心円上に、円弧状の長孔51が形成されており、この長孔51を通した2本のボルト52を上流側支持プレート31の上端面にねじ込んで締め付けることで、上流側支持プレート31が取付ベース50に固定されるようになっている。従って、2本のボルト52を緩めると、上流側支持プレート31を円弧状の長孔51に沿って移動させることができ、上流側支持プレート31に支持されている上流側ガイドローラ32及び一対の上流側支持ローラ33a、33bの取付角度を任意の角度に設定することができる。
【0023】
前記送出部40は、図3(a)、(b)に示すように、取付ベース50から立ち上がるように、取付ベース50の一辺に固定設置された下流側支持プレート41と、この下流側支持プレート41にそれぞれ支持された、一対の下流側支持ローラ42a、42b、一対のニップローラ43a、43b及び下流側ガイドローラ44とを備えており、一対の下流側支持ローラ42a、42bは、折り変えられたラベル形成基材Mが被せられた、下流側ガイド20bのプレートガイド23b及びスプリングガイド26を挟み込むと共に、一対のニップローラ43a、43bは、折り変えられた状態で送り出されるシート状に折り畳まれたラベル形成基材Mを挟み込むことによって、ラベル形成基材Mの折り変えられた部分に存在していた空気を下流側に流出させないようになっている。ラベル形成基材Mの折り変えられた部分に存在していた空気が下流側に流出すると、ラベル形成基材Mが折変ガイド20に密着してしまい、ラベル形成基材Mを円滑に送り出すことが出来なくなるからである。
【0024】
また、下流側ガイド20bのプレートガイド23b及びスプリングガイド26を挟み込んでいる一対の下流側支持ローラ42a、42bには、下流側ガイド20bの本体部21bに取り付けられた被支持ローラ24bが当接するようになっており、この下流側支持ローラ42a、42bによって、折変ガイド20が、その下流側ガイド20b側で支持されるようになっている。
【0025】
以上のように構成された折変ユニット7は、ラベル形成基材Mを切断することによって形成されたラベルLを長角ボトルBに嵌挿する際、折り変える前にラベル形成基材Mに形成されていた一対の初期折目が、長角ボトルBの角部に対応するように、その折変角度、即ち、上流側ガイド20a、下流側ガイド20bの先端部(プレートガイド23a、23b)の交差角度及び送込部30の各ローラと送出部40の各ローラの交差角度が設定されている。
【0026】
従って、このラベル嵌挿装置1では、図6(a)に示すように、ラベルオープナー12の一対の吸引把持アーム12aによって開口された筒状のラベルLを、開口整形手段13によって所定の開口形状に整形した状態では、折り変えることによってラベル形成基材Mに新たに形成された一対の追加折目f2が、長角ボトルBの幅方向の中央部に位置する状態で、ラベルLが長角ボトルBに嵌挿されることになるが、同図(b)に示すように、初期折目f1部分が長角ボトルBの角部に係合することによって、長角ボトルBに対してラベルLが位置決めされるので、ラベルLが長角ボトルBの胴部外周面の周方向に容易に動くことがなく、ラベルLが長角ボトルBの胴部の所定位置に確実に嵌挿される。
【0027】
このように、一対の追加折目f2が、長角ボトルBの幅方向の中央部に位置したとき、一対の初期折目f1が長角ボトルBの角部に対応するように、折変ユニット7によるラベル形成基材Mの折変角度を設定しておくと、初期折目f1を長角ボトルBの角部に一致させるために、ラベルLまたは長角ボトルBの姿勢を矯正する必要がなく、従来から使用されている一般的なラベル嵌挿ユニットを改造することなく、そのまま使用することができるという利点もある。
【0028】
なお、上述した実施形態では、筒状のラベルLを長角ボトルBに嵌挿する場合について説明したが、これに限定されるものではなく、胴部形状が概ね正方形の角ボトルに筒状のラベルを嵌挿する場合についても、本発明の嵌挿方法を適用することができる。その場合は、ラベル形成基材Mの折変角度を45度に設定しておけばよい。
【0029】
また、上述した実施形態では、一対の追加折目f2が長角ボトルBの幅方向の中央部に位置する状態で、ラベルLが長角ボトルBに嵌挿されるようになっているが、これに限定されるものではなく、折り変える前にラベル形成基材Mに予め形成されていた一対の初期折目f1を長角ボトルBの一対の角部に対応させたときに、追加折目f2が長角ボトルBの他の一対の角部に対応するように、折変ユニット7によるラベル形成基材Mの折変角度を設定しておき、図7(a)に示すように、ラベルオープナー12の一対の吸引把持アーム12aによって開口された筒状のラベルLを、開口整形手段13によって所定の開口形状に整形した後、同図(b)に示すように、長角ボトルBに嵌挿する際、初期折目f1及び追加折目f2が長角ボトルBの角部に略一致するように、長角ボトルBを所定角度だけ回転させた状態で、ラベルLを長角ボトルBに嵌挿するようにしてもよい。この場合は、一対の初期折目f1及び一対の追加折目f2の双方が長角ボトルBの全ての角部に係合するようになっているので、初期折目f1や追加折目部分が、長角ボトルBの角部に完全に一致しなくても、概ね一致していれば、ラベルLを長角ボトルBに嵌挿する際、自然にラベルLの姿勢が修正され、ラベルLが長角ボトルBの胴部の所定位置に確実に嵌挿される。
【0030】
また、上述した実施形態では、各ラベル嵌挿ヘッド10が、一対の吸引把持アーム12aによって筒状のラベルLを開口するラベルオープナー12と、このラベルオープナー12によって開口された筒状のラベルLを、4本の開閉杆によって所定の開口形状に整形する開口整形手段とを備えたロータリ型のラベル嵌挿装置1について説明したが、これに限定されるものではなく、例えば、特開平1−139321号公報や特公平1−52172号公報に開示されているような直線型のラベル嵌挿装置についても本発明を適用することができる。従って、必ずしも、開口整形手段を設ける必要はなく、ラベルオープナーも一対の吸引把持アームに限定されるものではない。
【0031】
また、上述した実施形態では、筒状のラベルLを長角ボトルBの胴部に嵌挿するためのラベル嵌挿装置1について説明したが、これに限定されるものではなく、本発明は、筒状のフィルムを角型の被嵌挿体に嵌挿する場合に適用することができることはいうまでもない。
【図面の簡単な説明】
【0032】
【図1】この発明にかかる筒状フィルムの嵌挿方法を採用したラベル嵌挿装置を示す概略構成図である。
【図2】同上のラベル嵌挿装置におけるラベル嵌挿ユニットを示す概略図である。
【図3】(a)は同上のラベル嵌挿装置に搭載されている折変ユニットを示す正面図、(b)は同上の折変ユニットを示す側面図である。
【図4】同上の折変ユニットを示す底面図である。
【図5】(a)〜(c)は同上の折変ユニットに搭載されている折変ガイドを示す図である。
【図6】(a)はラベルを開口した状態を示す図、(b)は同上のラベルを長角ボトルに嵌挿した状態を示す図である。
【図7】(a)は他の嵌挿方法を採用した場合における、ラベルを開口した状態を示す図、(b)は同上のラベルを長角ボトルに嵌挿した状態を示す図である。
【図8】(a)〜(c)はラベル嵌挿装置に搭載されているラベル嵌挿ヘッド及びその動作を示す概略図である。
【図9】(a)〜(c)は同上のラベル嵌挿ヘッドによってラベルを角ボトルに嵌挿する際の動作及びラベルの折目と角ボトルとの位置関係を示す図である。
【符号の説明】
【0033】
1 ラベル嵌挿装置
2 ボトル供給ユニット
3 ラベル供給ユニット
4 ラベル受渡ユニット
5 ラベル嵌挿ユニット
6 ボトル搬送ユニット
7 折変ユニット
10 ラベル嵌挿ヘッド
11 ボトル保持手段
12 ラベルオープナー
13 開口整形手段
14 ラベル嵌挿手段
20 折変ガイド
20a 上流側ガイド
20b 下流側ガイド
21a、21b 本体部
22a、22b 連結穴
23a、23b プレートガイド
24a、24b 被支持ローラ
25 連結棒
26 スプリングガイド
30 送込部
31 上流側支持プレート
32 上流側ガイドローラ
33a、33b 上流側支持ローラ
40 送出部
41 下流側支持プレート
42a、42b 下流側支持ローラ
43a、43b ニップローラ
44 下流側ガイドローラ
50 取付ベース
51 長孔
52 ボルト
B 長角ボトル
M ラベル形成基材
L ラベル
f1 初期折目
f2 追加折目
【特許請求の範囲】
【請求項1】
シート状に折り畳まれた筒状フィルムを一旦折り変えた後に開口し、
折り変えることによって、前記筒状フィルムに形成された追加折目が、角ボトルの胴部外周面における隣り合う角部の間に位置するように、前記筒状フィルムを前記角ボトルに嵌挿する筒状フィルムの嵌挿方法において、
前記筒状フィルムを前記角ボトルに嵌挿する際、前記筒状フィルムを折り変える前に前記筒状フィルムに形成されていた一対の初期折目または前記筒状フィルムを折り変えることによって、前記筒状フィルムに形成された一対の前記追加折目が、前記角ボトルの角部に対応するように、前記筒状フィルムの折変角度を設定したことを特徴とする筒状フィルムの嵌挿方法。
【請求項2】
シート状に折り畳まれた筒状フィルムを開口した後、
前記筒状フィルムを、胴部の断面形状が略長方形の長角ボトルに嵌挿するようにした筒状フィルムの嵌挿方法において、
シート状に折り畳まれた前記筒状フィルムを開口する前に、前記筒状フィルムを折り変えることで、前記筒状フィルムに形成された一対の初期折目を前記長角ボトルの一対の角部に対応させたときに、前記長角ボトルの他の一対の角部に対応する一対の追加折目を形成し、
前記初期折目及び前記追加折目が前記長角ボトルの角部に略一致するように、前記筒状フィルムを前記長角ボトルに嵌挿するようにしたことを特徴とする筒状フィルムの嵌挿方法。
【請求項1】
シート状に折り畳まれた筒状フィルムを一旦折り変えた後に開口し、
折り変えることによって、前記筒状フィルムに形成された追加折目が、角ボトルの胴部外周面における隣り合う角部の間に位置するように、前記筒状フィルムを前記角ボトルに嵌挿する筒状フィルムの嵌挿方法において、
前記筒状フィルムを前記角ボトルに嵌挿する際、前記筒状フィルムを折り変える前に前記筒状フィルムに形成されていた一対の初期折目または前記筒状フィルムを折り変えることによって、前記筒状フィルムに形成された一対の前記追加折目が、前記角ボトルの角部に対応するように、前記筒状フィルムの折変角度を設定したことを特徴とする筒状フィルムの嵌挿方法。
【請求項2】
シート状に折り畳まれた筒状フィルムを開口した後、
前記筒状フィルムを、胴部の断面形状が略長方形の長角ボトルに嵌挿するようにした筒状フィルムの嵌挿方法において、
シート状に折り畳まれた前記筒状フィルムを開口する前に、前記筒状フィルムを折り変えることで、前記筒状フィルムに形成された一対の初期折目を前記長角ボトルの一対の角部に対応させたときに、前記長角ボトルの他の一対の角部に対応する一対の追加折目を形成し、
前記初期折目及び前記追加折目が前記長角ボトルの角部に略一致するように、前記筒状フィルムを前記長角ボトルに嵌挿するようにしたことを特徴とする筒状フィルムの嵌挿方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】

【図7】
【図8】
【図9】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2006−76629(P2006−76629A)
【公開日】平成18年3月23日(2006.3.23)
【国際特許分類】
【出願番号】特願2004−264017(P2004−264017)
【出願日】平成16年9月10日(2004.9.10)
【出願人】(000238005)株式会社フジシールインターナショナル (641)
【公開日】平成18年3月23日(2006.3.23)
【国際特許分類】
【出願日】平成16年9月10日(2004.9.10)
【出願人】(000238005)株式会社フジシールインターナショナル (641)
[ Back to top ]